Embed Size (px)
Citation preview

Bench-Scale Development of a Hot Carbonate
Absorption Process with Crystallization-Enabled High
Pressure Stripping for Post-Combustion CO2 Capture
(DOE/NETL Agreement No. DE-FE0004360)
2013 NETL CO2 Capture Technology Meeting
Pittsburgh, PA July 8-11, 2013
Presenter: Yongqi Lu
Illinois State Geological Survey
Prairie Research Institute
University of Illinois at Urbana-Champaign

Prime Contractor
2
Illinois State Geological Survey (ISGS)
One of five scientific surveys at Prairie Research Institute, University
of Illinois
200 scientists and technical support staff
Lead organization of Midwest Geological Sequestration Consortium
(MGSC) Partnership
ISGS’s Applied Research Laboratory conducts carbon capture and
other energy & environmental technology researches

Project Overview
3

Project Team
Illinois State Geological Survey-University of Illinois
Bench- and lab-scale experimental studies
Nick Devries, Yongqi Lu (PI), David Ruther,
Manoranjan Sahu, Qing Ye, Xinhuai Ye, Shihan Zhang
Carbon Capture Scientific, LLC Risk analysis and techno-economic studies
Scott Chen, Zhiwei Li, Kevin O’Brien (Sub-PI)
DOE/NETL (Funder) Project manager - Andrew Jones
Illinois Clean Coal Institute (Co-Funder) Project manager – Joseph Hirschi
4

Project Performance Dates and Budget
Project duration: 39 months
BP1: 1/1/11- 12/31/11
BP2: 1/1/12 - 3/31/13
BP3: 4/1/13 - 3/31/14
Budget
5
Budget, $
DOE/NETL 1,291,638
ICCI (cash) 201,000
UIUC (in kind) 134,357
CCS, LLC (in kind) 47,713
Total 1,674,708
(Cost share: ~23%)
$0
$100,000
$200,000
$300,000
$400,000
$500,000
$600,000
$700,000
BP1 BP2 BP3
Bud
ge
t, $
DOE
ICCI
UIUC
CCS,LLC

Project Objectives
Perform a proof-of-concept study aimed at generating
process engineering and scale-up data to help advance the
proposed CO2 capture process to a pilot-scale demonstration
level upon completion of the project
ISGS/UIUC team: Lab- and bench-scale tests to generate
thermodynamics and reaction engineering data for major
unit operations
CCS, LLC team: Technical risk mitigation analysis and
techno-economic studies
6

7
Technology Fundamentals/Background

8 8
Hot Carbonate Absorption Process with High Pressure Stripping
Enabled by Crystallization (Hot-CAP)
Absorption into 30-40wt% potassium carbonate (PC) solution at 60−80 C
Working capacity of PC: 15/20% to 40/50% carbonate-to-bicarbonate (CTB) conv.
Crystallization at near room temperature (~30 C)
Stripping of bicarbonate slurry at ≥10 atm
Steam from
IP Turbine
Hydro
cyclone
Flue gas
Cleaned
flue gas
Absorption
column
(60-80 C)
K2CO3/KHCO3
rich Solution
(40-50% CTB)
High
Pressure
Stripper
( 140 C)
Reboiler
High Pressure
CO2 ( 10 atm)
Crystallization
Tank
(30-35 C)
SO42-
Removal
Slurry pump
Cross heat
exchanger
Cross heat
exchanger
K2CO3/KHCO3
lean Solution
(40%wt PC-eqv.,
15-20% CTB)
KHCO3 slurry
( 50%wt)
K2CO3/KHCO3
semi-lean Solution
( 70% CTB)

9 9
Major Reactions
33222
2
2
:8060
KHCOCOKOHCO
CatabsorptionCO
)(
:30
33 sKHCOKHCO
CatationCrystalliz
32223
2
)(
:130
COKOHgCOKHCO
CatdesorptionCO
CO2
Absorption
Bicarbonate
crystallization High
pressure
strippingCO2-rich
K2CO3/KHCO3
CO2-lean
K2CO3/KHCO3
KHCO3
slurry
Regenerated
K2CO3/KHCO3
Flue
gas
Clean
gas
CO2/H2O
Liquid-solid
separation

Advantages of Hot-CAP over Conventional MEA
10
High stripping pressure
low compression work
low stripping heat (high CO2/H2O ratio)
Low sensible heat
Comparable stripping working capacity to MEA
Lower Cp (60% of MEA)
Low heat of absorption
18 kcal/mol CO2 (crystallization heat included) vs. 21 kcal/mol for MEA
Items MEA Hot-CAP
Solvent 30wt% MEA 30-40wt% K2CO3
Solvent degradation Y N
Corrosion Y Less significant
Absorption temperature 40-50 C 60-80 C
Stripping temperature 120 C 130-200 C
Stripping pressure 1.5-2 atm ≥10 atm
Phase change bw absorb. and stripping N Crystallization
FGD required Y N

Technical Risks/Challenges to Be Addressed
A. Is overall rate of CO2 absorption into PC comparable to 5M MEA?
B. Can CO2 stripping operate at high pressure (e.g. 10 bar)?
C. Can fouling risk due to bicarbonate precipitation on surfaces of heat exchangers
and crystallizer coolers be prevented?
D. Is crystallization rate fast enough (e.g., residence time of <1 hr)?
E. Can the stripper be designed to handle slurry while operating at high pressure?
F. Can SO2 removal be combined in Hot-CAP?
11
Steam from
IP Turbine
Hydro
cyclone
Flue gas
Cleaned
flue gas
Absorption
column
(70-80 C)
K2CO3/KHCO3
rich Solution
(40-50% CTB)
High
Pressure
Stripper
( 140 C)
Reboiler
High Pressure
CO2 ( 10 atm)
Crystallization
Tank
(30-35 C)
SO42-
Removal
Slurry pump
Cross heat
exchanger
Cross heat
exchanger
K2CO3/KHCO3
lean Solution
(40%wt PC-eqv.,
15-20% CTB)
KHCO3 slurry
( 50%wt)
K2CO3/KHCO3
semi-lean Solution
( 70% CTB)
Steam from
IP Turbine
Hydro
cyclone
Flue gas
Cleaned
flue gas
Absorption
column
(70-80 C)
K2CO3/KHCO3
rich Solution
(40-50% CTB)
High
Pressure
Stripper
( 140 C)
Reboiler
High Pressure
CO2 ( 10 atm)
Crystallization
Tank
(30-35 C)
SO42-
Removal
Slurry pump
Cross heat
exchanger
Cross heat
exchanger
K2CO3/KHCO3
lean Solution
(40%wt PC-eqv.,
15-20% CTB)
KHCO3 slurry
( 50%wt)
K2CO3/KHCO3
semi-lean Solution
( 70% CTB)
A
B, E
C
C
D
F

12
Progress and Current Status of Project

Project Major Tasks, Progress and Millstones Achieved
13
Project Tasks Progress to date
Task 0. Project planning & management In progress
Task 1. Kinetics of CO2 absorption
• Absorption with and w/o promoters
• Absorption column tests
Completed
(Supplementary tests (with Na2CO3) in progress)
Task 2. Crystallization kinetics & solubility of
bicarbonate
• KHCO3 crystallization tests
• NaHCO3 crystallization tests
Completed
Task 3. Phase equilibrium & kinetics of high
pressure CO2 stripping
• VLE measurements
• Stripping column tests
VLE completed;
Column tests in progress
Task 4. Reclamation of sulfate from SO2 removal
• Semi-continuous reclamation tests
• Process modification/improvement
Proof-of-concept tests completed;
Tests on process improvement in progress
Task 5. Techno-economic evaluation
• Risk mitigation analysis
• Process simulation
• Economic evaluation
Risk analysis completed;
Economic evaluation in progress
Currently in 1st quarter of BP3
17 milestones in BP1 and BP2
16 milestones completed on schedule
1 milestone extended for 3 months

CO
2part
ial p
ress
ure
Time
CO
2part
ial p
ress
ure
Time
(1) Studies of CO2 Absorption:
Promoter Screening Tests Using a Stirred Tank Reactor (STR)
Instant rate of CO2 absorption:
(PrC: pressure controller; TC: thermal couple;
PG: pressure gauge; DAQ: data acquisition)
GL
gCOCO
ATR
V
dt
dPJ 2
2
14
TC
Screening tests using STR:
3 inorganic and 8 organic promoters
3 promoters selected for packed bed
column testing

CO2 Absorption Column Tests: Experimental Setup
15
Specification
Column height, m 10 ft
Packed bed height 7 ft
Absorber diameter, cm 4 in
Height of packing element 4 in
Diameter of packing element 4 in
Specific surface area 800 m2/m3
Void fraction (ε) 0.66
CO2
analyzer
Vent
CO2
cylinder
Air
compressor Solution
discharge
Column
Humidity
meter
Steam
generator
s
s
s
s
TC
s
s
s
s
TC
s
s
s
s
TC
s
s
s
s
TC
s
s
s
s
TC
s
s
s
s
FM s
s
s
s
FM
s
s
s
s
FM
s
s
s
s
Pr
s
s
s
s
Pr
Structured
packing
TC: Thermal couple
Pr: Pressure measure
FM: Flow meter
TCtr: Temperature
controller
Stock
Solution
discharge
Peristaltic
pump
s
s
s
s
TCtr
Heater
Dryer

Column Tests Revealed More Favorable Rate of CO2
Absorption into 40wt% PC + Promoter than 5M MEA
CO2 removal by PC40+1M DEA or 0.5M PZ at 70 C > 5M MEA at 50 C
W/o promoter, CO2 removal efficiency by 40wt% PC was insignificant
16
(70ºC absorption in 40wt% PC and 50 C in 5M MEA; inlet CO2 =14 vol%, L/G=4.7 lb/lb)
(30% CO2 removal efficiency equivalent to ~11% increase in CTB thru the column)
15 20 25 30 35 40 45 500
5
10
15
20
25
30
35
40
45
50
55 PC40+1M AMP
PC40+1M DEA
PC40+0.5M PZ
CO2 loading in MEA, mol/mol
CO
2 r
eo
mva
l e
ffic
ien
cy,
%
CTB conversion of PC40, %
0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50
5M MEA
Lean CTB conversion level in PC40, %
Lean CO2 loading in 5M MEA, mol/mol
Precipitates
occurred

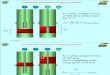
(2) Studies of Bicarbonate Crystallization
A process configuration developed to address fouling risk and heat recovery:
Conventional single-crystallizer design requires a large T between inflow
and outflow, undesirable for heat recovery
Multiple crystallization tanks/modules developed with a vendor to reduce
T = ~ 5°C
17
Absorption
ColumnStripping
Column
Cross Heat
Exchanger
Filter
Cross Heat
Exchanger
70oC
175~180
oC
175~180 oC
Flue
Gas
Clean
Flue Gas
55 oC 30 oC
High
Pressure
CO2
35 oC
50~45 oC
Filter
Crystallizer
Cooling water
Cooling
water
Filter
30 oC
60 oC
60~55 oC
Filter
Crystallizer Crystallizer
55~50 oC
Crystallizer Crystallizer
35 oC
55 oC50 oC 45 oC
Filter
45 oC50 oC55 oC60 oC65 oC
50 oC 45 oC 40 oC
65~60 oC 45~35 oC
ss

Crystallization Tests in a Continuous Mixed Suspension-Mixed
Product Removal (MSMPR) Reactor
18
CO2-rich feed solution:
Temperature: 70°C
Composition: K2CO3/KHCO3
(PC40-40)
Test conditions selected to simulate
multiple-CSTR process
70-55°C
55-45°C
45-35°C
Crystallization rate constants
(nucleation and growth) determined
1-liter calorimetric CSTR (Syrris Atlas);
Crystal size distribution analysis (Horiba LA-950)

Morphology and Composition of Crystal Particles
High-purity kalicinite (KHCO3) prevailed in crystal phase
Prism-shaped (hexagonal) morphology
Yield of KHCO3 crystals consistent to its solubility at crystallization T
19
0
50
100
150
200
250
300
350
400
450
-2000
-1000
0
1000
2000
3000
4000
5000
6000
7000
10 20 30 40 50 60
Inte
nsit
y
2 theta ( )
Crystal sample from batch test 1
Standard pattern of KHCO3 # 04-013-
5503
XRD pattern of a typical kalicinite (KHCO3) sample SEM image of KHCO3 crystal (end T=45 C)

Parametric Tests Indicated Fast Crystallization of KHCO3
Crystal growth and nucleation rates measured at different agitation rates,
mean residence times (MRT, 15, 30, 45 min) and T-dependent super-
saturation levels (TSL, T=35, 45, 55 C)
Mean particle size of KHCO3 crystals under test conditions: 233-455 µm
Crystal size large enough for ~100% liquid-solid separation in
conventional hydrocyclone
Crystallization time 45 min is sufficient
20
0
50
100
150
200
250
300
350
400
450
0
1
2
3
4
5
6
7
0 10 20 30 40 50 M
ea
n c
rysta
l siz
e,
m
Gro
wth
rate
1
0-8
, m
/s,
or
nu
cle
atio
n r
ate
1
08, /m
3.s
Mean residence time, min
0
50
100
150
200
250
300
350
400
450
0
1
2
3
4
5
6
7
20 30 40 50 60
Me
an
cry
sta
l siz
e,
m
Gro
wth
rate
1
0-8
, m
/s,
or
nu
cle
atio
n r
ate
1
08, /m
3.s
Crystalization temperature, C
Growth rate
Nucleation rate
Particle size
Example 1: 70 C PC40-40 feed,
crystallization at 55 C, 350 rpm
Example 2: 70 C PC40-40 feed,
MRT=30min, 700 rpm
Growth rate
Nucleation rate
Particle size

(3) Studies of CO2 Stripping:
VLE measurement for K2CO3/KHCO3 Slurry
Gas analysis using GC and liquid analysis using a back-titration method
40-70wt% KHCO3/K2CO3 slurry at 120-200 C
21
N2
DAQParr reactor
To DAQ
TC
PrC
Temperature
controller
GC
PrT
CO2
1-liter Parr reactor
(rated at 1,900 psi and 275 C)

VLE Results Indicated that High Stripping Pressure is
Thermodynamically Feasible in Hot-CAP
22
High Ptotal and low PH2O/PCO2 ratio attained
Higher Ptotal and lower PH2O/PCO2 ratio at higher temperature, CTB
conversion, or PC concentration
40wt% PC
(K2CO3-equiv.) 50wt% PC 60wt% PC

CO2 Stripping Experimental System
Stripping column: 7 ft high x 1 in ID; 3 kW electrically heated reboiler
Slurry supply tank: 10 gallon vol., 5 kW electrical heater
Control panel and monitoring (T, P, rpm, flow rate, etc.)
System rated at 200 C and 500 psia
23
Stripping
column
Solution
supply tank
High-P/T
liquid meter
Reboiler
Vent
CO2
cylinder
Water
knockout
Stripping
Column
Humidity
meter
s
s
s
s
T
s
s
s
s
T
s
s
s
s
T
s
s
s
s
P
s
s
s
s
P
T: Thermal couple; P: Pressure transducer; FM: Flow meter
TCr: Temperature controller; PR: pressure rupture disk; PCr: pressure regulator;
BPCr: back pressure controller
Discharge
container
s
s
s
T
s
s
s
s
T
s
s
s
s
~
s
r
s
s
s
TCr s
s
s
s
PCr
s
s
s
s
P s
s
s
s
TCr s
s
s
s
FM ss
ss
BPCr
s
s
s
PR
Reboiler heater
with Amp and
Volt recorder
Liquid level
controller
Controller
s
s
s
s
FM
Reflux
condenser
Data
logger
T, P monitoring
& control;
Liquid level
control
High pressure
stirred tank
Packing
Control panel
Display meters

Initial Results Indicated Good Performance of CO2 Stripping
Even with Less Concentrated Feed Slurry
Initial results with relatively low concentration slurry (30-50 wt%) confirmed that high Ptotal and low PH2O/PCO2 were possible
Increasing feed CTB% conversion and reboiler temperature favored performance of CO2 stripping
Parametric tests in progress to investigate:
Effects of CTB% in feed, slurry concentration, stripping T, slurry flow rate, etc. 24
Temperature
in reboiler (oC) Rich solution* Lean solution
Feed flow rate
(LPM)
CO2 flow rate
(ml/min)
Ptotal in column
(psia)
140 PC40-40 PC40-33 0.1 660 39
160 PC40-40 PC40-20 0.1 2,022 81
160 PC30-60 PC30-54 0.1 270 89
140 PC32-80 PC32-55 0.1 1,900 69
170 PC32-80 PC32-48 0.1 2,435 97
180 PC50-60 PC50-48 0.1 1,700 108
* PC X-Y stands for X wt% K2CO3-equivalent concentration and Y% carbonate-to-
bicarbonate (CTB) conversion

(4) Reclamation of Sulfate for SO2 Removal in Hot-CAP:
Process Proof-of-Concept Tests
25
SO2 absorption into PC:
K2SO4 reclamation process:
Reaction with lime:
Competitive reaction:
Inhibition by high-P CO2:
2422232 2/1 COSOKOSOCOK
)(22 24322242 OHCaSOCOKCOOHCaOSOK
)(3
2
3
2 CaCOCOCa
)()()( 23223 aqHCOCaOHCOsCaCO
Semi-continuous experimental results :
Precipitates: gypsum (0-58wt%), syngenite (0-
91%), vaterite/calcite (0-100%)
Precipitates from most tests contained >30%
vaterite/calcite
Precipitation of CaSO4 favored over CaCO3 at
lower T or lower PC concentration Example: XRD of precipitates from three
PC-0.4M K2SO4-0.4M CaCl2 systems.

A Modified Process Option for K2SO4 Reclamation
Tests of K2SO3 oxidation and
K2SO4 precipitation in progress
26
Major reactions:
Absorption: 2K2CO3 + SO2 +H2O K2SO3 + H2CO3;
2KHCO3 + SO2 +H2O K2SO3 + 2H2CO3
Oxidation: K2SO3 + ½ O2 K2SO4 (s)
Reclamation: K2SO4 + Ca(OH)2 2KOH + K2SO4 (s)
Solubility:
K2SO3, K2CO3, KHCO3 >> K2SO4
Solubility of K2SO4
Solubility of K2SO3
K2SO4 slurry
Lime
Hydration
Forced
oxidation
Liquid/solid
Separation
CO2
Absorption
CO2
Desorption
CO2 Drying/
Dehydration
Lime Gypsum Compressed
CO2
Heat
exchanger
Flue gas
Clean
flue gas
CO2 lean
solution CO2 rich
solution
CO2/H2O
stream
Compressor
Condenser &
Vacuum pump Steam
from LP
Water
condensate to
power plant
Re-dissolution
& Reclamation
SO2 Scrubbing
CO2 lean/SO2
lean solution
Liquid/solid
Separation
Air CO2 rich/SO2
lean solution

(5) Techno-Economic Analysis:
Process Simulation and Sizing of Columns Using ProTreat
773 MWe power plant (gross w/o CO2 capture) equipped with Hot-CAP
27
Absorption
Column
Stripping
Column
Cross Heat
Exchanger #1
Cross Heat
Exchanger #2
60 o
C 123.5 o
C
Flue Gas
665t CO2
356t H2O
2159t N2
Clean Flue Gas
66t CO2
637t H2O
2159t N2
69 o
C
118 oC
5144t K2CO3
1830t KHCO3
1378t PZ
8350t H2O
Total 16702t/hr
748t K2CO3
1043t KHCO3
316t PZ
1793t H2O
Total 3900t/hr
35 oC
46 o
C
Crystallizer
Crystallizer
2517t K2CO3
1159t KHCO3
1062t PZ
6031t H2O
Total 10769t/hr
Make-up water
551t H2O
748t K2CO3
4227t KHCO3
316t PZ
1793t H2O
Total 7084 t/hr
KHCO3 2351t/hr
P-3
P-15
2517t K2CO3
3510t KHCO3
1062t PZ
6031t H2O
Total 13120t/hr
KHCO3 833t/hr
2627t K2CO3
1504t KHCO3
316t PZ
1768t H2O
Total 6104 t/hr
2627t K2CO3
671t KHCO3
316t PZ
1768t H2O
Total 5271 t/hr
35 oC
65 o
C
65 o
C
70 o
C
141 o
C
55 o
C
115 o
C
Cross Heat
Exchanger #3
Cooling
water
CO2 product gas
599t CO2
276t H2O
Total 875t/hr
123.5 o
C
65 o
C
Reboiler
110 oC
314.6 MWth
(steam)
113.6 MWth
(steam)
72.8 MWth
355.4 MWth
-30.3 MWth
-287.9 MWth
229.9 MWth

Preliminary Results of Process Simulation and Sizing
Column sizing:
2 absorbers, each of 14.7-m ID x 25-m height
1 stripper, 7.3-m ID x 10-m height
Packed with Mellapak M250.Y
Energy performance:
28
CO2 Stripping (kWh/ kg CO2) 0.155
Compression work (kWh/ kg CO2) 0.075
Other loads (kWh/ kg CO2) 0.04
Total electricity use (kWh/kg CO2) 0.27
Current simulation based on a low stripping P (2 bar) due to lack of data at
T>140 C in ProTreat software
Higher stripping P and better energy performance expected at T>140 C
due to high adsorption + crystallization heat (~18 kcal/mol)
High stripping-P scenarios (>>2 bar) will be simulated by incorporating
measured VLE data into software

29
Plans for future testing/ development/
commercialization

Work Plan in BP3
High pressure CO2 stripping tests
Stripping performance tests
Stripping process optimization
Proof-of-concept testing of a modified process option for combined SO2
removal and CO2 capture
Techno-economic studies
Process optimization study
Equipment sizing and cost analysis
30

Technology Scale-up Development
Process optimization and improvement to reduce technical risks and
enhance performance
Detailed techno-economic analysis
If technically and economically viable,
Seek federal, state, and industrial support for a pilot-scale test (0.5-3
MWe)
Identify industrial partners (design, manufacturing and field testing) for
pilot-scale demonstration
31

Acknowledgements
U.S. Department of Energy/ National Energy Technology
Laboratory under Agreement No. DE-FE0004360
Illinois Department of Commerce and Economic Opportunity
through the Office of Coal Development and the Illinois Clean
Coal Institute under Project No. 11/US-6
32