Embed Size (px)
Citation preview

400kV 2500SQMM XLPE CABLE SYSTEMS TYPE TEST AND PREQUALIFICATION TEST WITH THEIR ACCESSORIES
Y.B. KIM, J.H. RYU, K.J. PARK, B.S. HAN and S.H. LEE
ILJIN Electric Co., Ltd. KOREA
SUMMARY This paper includes a description of the development and experiences of the 400kV XLPE cable and accessories. Type test and PQ test carried out with conductor cross section of 2500mm2. Applying for the electrical stress analysis, we can optimize insulation design of the cable and accessories up to 500kV including safety factor. The type test was started on January 2009 with cable bending test and successfully completed on September 2009. To verify and to evaluate the long-term reliability and stability, we continuously installed and tested 400kV cable system with accessories at KEMA test site. In accordance with IEC 62067, PQ Test was completed satisfactorily at the renowned independent third party certification authority (KEMA, Netherlands) on January 2011 without encountering any problems. In addition, after completion of the 400kV test at the rated lightning impulse test voltage, an additional lightning impulse test of ±1550kV, corresponding 500kV class, was executed and satisfied. As we successfully completed the Type test and PQ test of the 400kV cable as well as accessories, we are able to design more optimized 500kV cable and accessories with this accumulated knowledge and experiences. KEYWORDS 400kV - XLPE cable - Accessory - EHV cable systems - IEC 62067 - 2500mm2
21, rue d’Artois, F-75008 PARIS B1-211 CIGRE 2012 http : //www.cigre.org

2
1. INTRODUCTION Nowadays, the EHV cable systems for the underground have been developed up to the rated voltages of 500kV and cross section up to 2500mm2. In order to keep up with the trend of the power cable market, we have designed the 400kV cable system (cables and accessories), and carried out the type test and prequalification test at KEMA laboratory in accordance with the IEC 62067 specification. After the type test completed successfully by the end of 2009, the prequalification test was started from the December of 2009. The PQ test of the cable system that had undergone one year (8,760 hours) heating cycle voltage test is comprised one porcelain outdoor termination which is designed and optimized for the use of installation on site, one insulation joint for tunnel which is protected with copper box, one insulation joint for direct buried, two GIS terminations (back to back configuration) and one composite outdoor termination. Throughout improved well-controlled manufacturing process and quality control, we previously assured the test specimens for successful certification. This paper shows the process of the test, characteristics of the test objects and the results of the cable and accessories. 2. DESCRIPTION OF THE TEST OBJECT 2.1 Single-core Power Cable * 220/400 (420) kV 1x2500 mm2 CU/XLPE/Corrugated AL/PE single core power cable - Conductor : copper, 1x2500 mm2 , Milliken construction - Conductor Screen : semi-conducting compound and tapes - Insulation : cross-linked polyethylene (XLPE) - Insulation screen : semi-conducting compound and semi-conducting swellable tape(s)- Metallic screen : corrugated aluminium - Filling : blown asphalt - Oversheath : polyethylene (PE ST7) with graphite coating
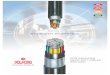
Figure 1. Cable construction for type and PQ test 2.2 Cable Accessories 2.2.1 Outdoor Termination – Porcelain (EB-A) - 220/400(420)kV outdoor porcelain termination filled by silicone insulation oil, it is filled
up to the specific height to cover the silicone expansion rate by outer temperature and circumstance.
No. Description Thickness (Nom.mm)
Diameter (Nom.mm)
1 Conductor - 61.4 2 Conductor screen 2.0 66.6 3 Insulation 27.0 120.6 4 Insulation screen 1.5 123.6 5 Watertightness 3.0 130.0 6 Metallic sheath 3.2 149.2 7 Bitumen layer 0.1 149.4 8 Oversheath 6.0 161.4

3
The type of the outdoor termination is the self-pressurized slip-on type stress relief cone made from silicone rubber, so that it is no need extra compression devices for electrical control. To cope with the global market competitively, we were successfully designed and applied a compacted insulator after verifying the mechanical forces and electrical advantages of it. The design processes is based on the mechanical and electrical calculations to meet the demands of the site environmental basis. During designing, the electrical stress analysis is the priority step for it. It means that a safety factor should be considering on designing process. After manufacturing the insulator core with defined shape, the outer sheds are added a variety of shapes and then finally fitting metallic flange are combined both top and bottom positions. Therefore, new shape of insulator was chosen for its benefits regarding low weight, less insulation filling compounds, smaller top and bottom flanges.
Figure 2. (Left) previous porcelain outdoor termination
Figure 3. (Right) new shape’s outdoor termination
◦The designed diameter of the head armature is approx. 60mm which is corresponding the 2500 mm2 Cu conductor. We applied for the pollution level above the “very heavy condition”, so the height of the porcelain insulator is determined approx. 4.6M for sufficient surface creepage distance.
In accordance with IEC 60815, TABLE 1; the performance of insulator is polluted conditions has been the subject of many studies that permit the specification of the required insulation when the site pollution is known.
◦ The outdoor termination is consist of a porcelain bushing part, upper shield ring, a head armature (compression type), a base plate with drain valve, four supporting insulators and a stress relief cone inside. The bushing is filled with silicone insulation oil, which can be sealed by means of general o-ring system. The total height from the ground (including metallic structure) is approx.8.6M (It was determined to comply with the bending radius of the cable)
Figure 4. 400kV new shape’s porcelain outdoor termination 2.2.2 Outdoor Termination – Composite (EB-A)
◦ The designed diameter of the head armature is approx. 60mm which is corresponding the 2500 mm2 Cu conductor. We applied for the pollution level above the “very heavy condition” with safety factor, so the height of the composite insulator is determined approx. 6M for sufficient surface creepage distance. The type of the outdoor termination is the self-pressurized slip-on type stress relief cone made from silicone rubber, so that it is no need extra compression devices for electrical control. The material of outer Insulator is silicone sheds. The total height from the ground (including metallic structure) is approx.10M. (It was determined to comply with the bending radius of the cable). The termination is consist of a composite bushing, a upper shield ring, a head armature (compression type), a base plate with drain valve four supporting insulators and a stress relief cone.
Figure 5. 400kV composite outdoor termination

4
2.2.3 SF6 Gas Immersed Sealing End (EB-G)
Figure 6. Back to back configuration
The EBG termination is basically designed in accordance with the IEC 60859 specification and applied plug-In type. To control of the electrical stress, a stress relief cone made of EPDM with compression devices is applied for surface pressure between stress cone and XLPE, epoxy insulator interface. The type of the GIS termination is dry type and plug-In technique, that is well known for applications as GIS and Transformer applications. Termination is consist of a head armature, a conductor sleeve (compression type), an epoxy Insulator, a stress relief cone, a compression device, an adaptor ring, and a copper protection box.
Figure 7. EBG design for type and PQ test 2.2.4 Insulation Joint (pre-moulded type_PMJ)
Figure 8. 400kV type test - Insulation joints for Annex D & main loop
◦ Cross bonding system with an epoxy insulating barrier ◦ Electrical control: stress relief cone made from silicone rubber ◦ Compressing type connection ◦ The joint consists of an one piece pre-moulded type insulation body made of silicone rubber with an integrated field control electrode and two deflectors, protection box made from copper alloy and insulating barrier made of epoxy resin for cross bonding system. The insulating barrier is connected with protection box and this enables a cross bonding arrangement of the cable screens to reduce induced screen currents and losses of the AC cable system. 3. TYPE TEST 3.1 Type Test Arrangement 400kV cable and their systems is type tested according to the IEC 62067 standard in 2009. The test has been carried out with conductor cross section of 2500 mm2. The test loop consist of; One porcelain outdoor termination, one composite outdoor termination, two SF6 Gas Immersed Sealing Ends (in a back to back configuration) and one premoulded insulation joint.

5
The reference cable (so-called ‘dummy loop’) was cut from the total cable and was installed close to the main loop in order to create the same environmental conditions as for the test loop.
Figure 9. (left) type test lay-out Figure 10. (right) thermocouples connection
Figure 9 shows the type test whole loop of the cable system and Figure 10. shows the thermocouples connection of KEMA laboratory. 3.1.2 Conductor Temperature Measuring During the heat cycling test, it is very important process how to determine the conductor temperature which can affect the test process. To check the temperature, we usually ready for a reference loop, separately. And then, drilling a hole through the insulation layer and be contacted the thermocouple on the conductor. This contact should be maintained throughout the whole test period. To make sure of this, we followed the KEMA’s new method for the conductor temperature measuring, see Figure 10. In short, to reach the conductor of a reference loop, a small part of the outer sheath is taken out in order. After the conductor is exposed, the thermocouples are fixed between the wires of the conductor. This method was more recommended and confidence way than the previously one. 3.1.3 The Results of Type Test 400kV XLPE cable system including the Annex D of IEC 62067, test of outer protection for buried joints, both electrical and non-electrical type tests were carried out successfully in accordance with IEC 62067 specification at KEMA laboratory in 2009. 4. PREQUALIFICATION TEST 4.1 PQ Test Arrangement The 400kV cable system of prequalification test was installed and arranged sequentially in an outdoor test field at KEMA after all type tests successfully carried out. The metallic structures were fixed on H-beam or conformable firm ground for use of the supporting the porcelain and composite outdoor terminations. The total cable length of the PQ was approximately 200m. The SF6 gas immersed sealing end was installed back to back configuration in a ventilated steel-plate above the ground. Two types of insulation joints were installed. One was installed in a ventilated underground concrete tunnel and another was buried in ground. From efficiency viewpoint, the tunnel joint was better to install and suitable to work.

6
Figure 11. (left) : PQ test loop – cable laying
Figure 12. (center) : PQ test – cable laying in tunnel Figure 13. (right) : outdoor terminations during the heating cycle test\
Figure 14. (left) one-piece pre-moulded joint in tunnel and in buried Figure 15. (right) PQ test loop and arrangement
Figure 15. shows the whole loop and arrangement of the PQ test cable system. The test carried out in accordance with IEC 62067, clause 13; After checking on the insulation thickness of cable for electrical prequalification test (clause 13.2.1 & 12.4.1), the PQ test consists of a heating cycle voltage test (clause 13.2.3), lightning impulse voltage test on the cable sample (clause 13.2.4) and an examination of the complete cable system (clause 13.2.5) was carried out in order of precedence. 4.2 The Results of Prequalification Test 4.2.1 Heating Cycle Voltage Test The heating cycle voltage test was carried out from on December of 2009 to on December of 2010. In accordance with IEC 60060-1, clause 16.1.2, the required tolerance of the test voltage is ±3%, but it was well controlled by means of a computer application, which kept the required test voltage within 374± 5kV.

7
The duration of each heating cycle was 48 h and consisted of 16 h of heating with induced current in the conductor, followed by 32 h of natural cooling. During each heating period, the conductor at the hot-spot location reached a temperature of 92℃ within 14 h of heating.
Table 1. Heating cycle voltage test result
A typical heating cycle (cycle 100) graph is as Figure 16.
Figure 16. A Typical Heating Cycle Pattern
4.2.2 Lightning Impulse Voltage Withstand Test (LI) After completion of the 180 cycles and 8,760 hours heating cycle voltage test, a sample taken from the prequalification test loop was carried out the LI test. A length of approximately 45m of cable was cut from the length subjected to the heating cycle voltage test. Except for the terminations, a total active cable length was approximately 35m, which was subjected to a LI test. According to the IEC 62067 standard, the cable was heated between 90~95 ℃. Both of 10 times negative 1,425kVand positive 1,425kV voltage applied the cable sample. There was no breakdown and flashover during the test. 4.3 Additional Test The lightning impulse voltage withstand test on the cable sample, after completion of the heating cycle voltage test, was carried out on a sample taken from the PQ test loop.
ITEM Value
Heating current (A) 0 – 3700
Heating time (h) 16
Cooling time (h) 32
Conductor temperature
at hot-spot location (℃) 92 (requirement:
90 ≤ θ ≤ 95)
Duration of stabilizing 2 at 92℃ (h)
Total number of heating cycles 180
ITEM Value
Applied voltage (kV) 374
Tolerance (kV) ±5kV
Frequency (Hz) 50
Total duration of voltage application
8,760 h

8
Figure 17. Lightning Impulse 1,550kV ◦ The ambient temperature: 20 ℃ / ◦ Conductor temperature: 92 ℃ (≥ 2hour) ◦ According to the 500kV impulse condition, each of 10 times negative 1,550kV and positive 1,550kV voltage applied the cable sample. There was no breakdown and flashover during the test. 5. CONCLUSION The 400kV XLPE cable system successfully completed with the type test and prequalification test for a 2500 mm2 Cu conductor which both test are completed satisfactorily at the renowned independent third party certification authority (KEMA, Netherlands) on January 2011 without encountering any problems. As a result, we were able to deliver 400kV cable and accessories to MOE/Iraq and it is scheduled to be installed in the first half year of 2012. Furthermore, we are able to design more optimized 500kV cable and our accessories from accumulated knowledge, knowhow and experiences. We would like to state that the 500kV Type test and PQ test is in progress to meet the needs of potential customers and the performance for technically advanced product which will improve our technical levels. BIBLIOGRAPHY [1] IEC 62067 Standard “Power cables with extruded insulation and their accessories for rated
voltages above 150kV (Um=170kV) up to 500kV (Um=500kV) – Test methods and requirements” 2006
[2] AS 4436 Standard “Guide for the selection of insulators in respect of polluted conditions” [3] Edwin PULTRUM et al., “New approach to measure conductor temperature during type test”
Jicable (2007), paper A103 [4] Jerome MATALLANA et al., “400kV 2500 mm2 XLPE Cable system prequalification and type
test for middle east evvironment” Jicable (2007), paper A16