Embed Size (px)
Citation preview

Automation of a Cutter Suction Dredge Applied to the Dynamic Behaviour of a Pump/Pipeline System.
Dr.ir. S.A. Miedema1
Abstract: The automation of dredging vessels on one hand is determined by the state of the art of technology, especially automation and control, transducers, etc. and on the other hand by the development of mathematical models describing the different processes involved in dredging. In fact, it is the opinion of the author that the process descriptions are essential for automation. Until now many attempts have been made to automate/control the hydraulic transportation process. Slurry transport is used in dredging and mining to transport solid/liquid mixtures over a long distance. In slurry transport very often multiple pumps are used. To describe the processes involved, very often a steady state approach is used. A steady state process however requires a constant density and solids properties in the system and thus at the suction mouth. In practice it is known, that the solids properties and the density change with respect to time. As a result, the pump discharge pressure and vacuum will change with respect to time and the pipeline resistance will change with respect to time and place. A change of the discharge pressure will result in a change of the torque on the axis of the pump drive on one hand and in a change of the flow velocity on the other hand. The mixture in the pipeline has to accelerate or decelerate. Since centrifugal pumps respond to a change in density and solids properties at the moment the mixture passes the pump, while the pipeline resistance is determined by the contents of the pipeline as a whole, this forms a complex dynamic system. The inertial pressure of the mixture has to be added to the resistance of the mixture. In fact, the inertial pressure is always equal to the difference between the total pressure generated by the pumps and the total resistance of the mixture in the pipeline system. If this difference is positive (the pump pressure has increased due to an increase of the mixture density), the mixture will accelerate. If negative, the mixture will decelerate. As a result of the acceleration and deceleration, the mixture velocity (line velocity) will vary as a function of time. To realise a stable dredging process, it is required to have a line velocity that will not vary to much. The line velocity can be controlled by varying the revolutions of one of the dredge pumps, where the last pump is preferred. Of course the result of flow control depends on the pump/pipeline layout. If this layout has not been designed in a good way, flow control cannot correct a bad design. If this layout however has been designed properly, flow control can control the line speed and can prevent the occurrence of cavitation. In this paper an attempt is made to model this dynamic system and give boundary conditions for the automation of flow control. From the physical process description a mathematical formulation/algorithm is derived. The results of simulations with and without flow control are shown. Keywords: Automation, Hydraulic Transport, Flow Control, Dynamic Modelling
1Associate Professor, Chair of Dredging Technology, Delft University of Technology Mekelweg 2, 2628 AK Delft, Netherlands, Tel.: +31-15-2788359, Fax: +31-15-2781397 Email: [email protected] Homepage: http://www-ocp.wbmt.tudelft.nl/dredging/miedema/MIEDEMA.HTM
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

1
0. NOMENCLATURE Symbol Description Unit Index Description c Line speed m/sec c Concentration C1,2,3,4 Coefficients - cr Critical Cd Drag coefficient - c.p. Centrifugal pump Ct Transport concentration d Design Cv Volumetric concentration - d.e. Diesel engine Cx Drag coefficient - d.f. Dry friction d Grain diameter m D Diameter D Impeller diameter m f Fluid D Pipe diameter m g Geodetic Fr Froude number - gr Grain g Gravitational constant m/sec2 g.b. Gear box H Height m h.f. Hydraulic friction I Mass moment of inertia ton⋅m3 h.i. Hydraulic impact k Constant - h.p. Hydraulic power Kp Proportionality constant kNms/rad h.t. Hydraulic transport L Length of pipeline m i In n Revolutions rpm m Mixture p Pressure kPa m Measured P Power kW n Revolutions Q Flow m3/sec o Out r Radius m p Proportional Re Reynolds number - p Pump T Torque kNm p Pipe u Tangential velocity m/sec q Quarts v Settling velocity grains m/sec s.p. Set point α,β Coefficients - t. Total β Impellar blade angle rad w Water ε Wall roughness m 0 Initial value (boundary
condition) ε Ratio - n Number of time step Φ Durand coefficient - E Euler η Efficiency - 15 % ϕϕϕϕ Rotation angle of centrifugal
pump rad 50 %
ϕϕϕϕ Angular velocity of centrifugal pump
rad/sec 85 %
ϕϕϕϕ Angular acceleration of centrifugal pump
rad/sec2 15 %
λ Friction coefficient - 50 % ν Kinematic viscosity m2/sec 85 % ρ Density ton/m3 τ Time constant sec ξ Friction coefficient - ψ Shape factor -
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

2
1. INTRODUCTION A multi pump/pipeline system consists of components with different dynamic behaviour. To model such a system, one should start with simple mathematical descriptions of the sub-systems, to be able to determine the sensitivity of the behaviour of the system to changes in one of the sub-systems. The following sub-systems can be distinguished: - The sand/water slurry in the pipeline - The centrifugal pump - The pump drive - Flow control (optional) The system is limited by cavitation at the entrance of each pump on one hand and by sedimentation of the solids resulting in plugging of the pipeline on the other hand. Cavitation will occur at high line velocities and/or at high solids concentrations in the suction pipe of the pump considered. Sedimentation will occur at line velocities below the so called critical velocity. The critical velocity depends on the grain distribution and on the solids concentration. In between these two limitations a stable transportation process is required. A steady state process is possible only if the solids properties and the solids concentration are constant in time. In practice however this will never be the case. Solids properties such as the grain size distribution will change as a function of time and place as will the solids concentration. The resistance of the slurry flow depends on the solids properties and concentration. If the total resistance of the slurry flow in a long pipeline is considered, changes of the solids properties and concentration at the suction mouth will result in slow changes of the total resistance, since only a small part of the pipeline is filled with the new slurry while most of the pipeline remains filled with the slurry that was already there, except from the slurry that has left the pipeline at the end. If the relatively short suction line is considered, this results in a much faster change of the vacuum at the inlet of the first pump. The total head of a pump however, responds immediately to changes of the solids properties and concentration. If a sudden increase of the concentration is assumed, the total head of a pump will increase almost proportionally with the concentration. This will result in a higher flow velocity, but, because of the inertia of the slurry mass in the pipeline, the slurry mass will have to accelerate, so the flow velocity responds slowly on changes of the total head. The increase of the total head also causes an increase of the torque and power of the pump drive, resulting in a decrease of the pump drive revolutions and thus of the total head. Because of the inertia of pump and pump drive, there will not be an immediate response. It is obvious that there is an interaction between all the different sub-systems. These interactions can be ranged from very slow to immediate. To be able to model the system, first the characteristic behaviour of the sub-systems should be known.
2. THE SETTLING VELOCITY OF GRAINS.
As stated before a sand/water mixture consists of water with sand grains. The sand grains can either be in suspension or they can be settled. The settling velocity of the grains plays a very important role in the hydraulic transportation process. Especially the Froude number of the settling of grains in relation with the Froude number of the flow through the pipeline, determines the flow regime of the sand/water flow. To be able to determine the Froude number for a grain size distribution according to equation 22, the settling velocity of the grains as a function of the grain diameter should be known. The settling velocity of grains depends on the grain size, shape and specific density. It also depends on the density and the viscosity of the fluid the grains are settling in, it also depends upon whether the settling process is laminar or turbulent. In general, the settling velocity v can be determined with the following equation:
(((( ))))C3
dg4v
dw
wq
⋅⋅⋅⋅ρρρρ⋅⋅⋅⋅ψψψψ⋅⋅⋅⋅⋅⋅⋅⋅ρρρρ−−−−ρρρρ⋅⋅⋅⋅⋅⋅⋅⋅
==== (1)
The Reynolds number of the settling process determines whether the process is laminar or turbulent. The Reynolds number can be determined by:
νννν⋅⋅⋅⋅==== dvRe (2)
The drag coefficient Cd depends upon the Reynolds number according to:
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

3
Re24
C 1Re d ====⇒⇒⇒⇒<<<< (3)
0.34Re3
Re24
C 2000Re1 d ++++++++====⇒⇒⇒⇒<<<<<<<< (4)
4.0C2000Re d ====⇒⇒⇒⇒>>>> (5)
Stokes, Budryck and Rittinger used these drag coefficients to calculate settling velocities for laminar settling (Stokes), a transition zone (Budryck) and turbulent settling (Rittinger) of sand grains. This gives the following equations for the settling velocity: Laminar flow, d<0.1 mm, according to Stokes.
(((( )))) d424v 2wq ⋅⋅⋅⋅ρρρρ−−−−ρρρρ⋅⋅⋅⋅==== (6)
Transition zone, d>0.1 mm and d<1 mm, according to Budryck.
(((( ))))(((( ))))d
1d951925.8v
3wq
−−−−⋅⋅⋅⋅ρρρρ−−−−ρρρρ⋅⋅⋅⋅++++
⋅⋅⋅⋅==== (7)
Turbulent flow, d>1, according to Rittinger.
(((( )))) d87v wq ⋅⋅⋅⋅ρρρρ−−−−ρρρρ⋅⋅⋅⋅==== (8)
In these equations the grain diameter is in mm and the settling velocity in mm/sec. Since the equations were derived for sand grains, the shape factor for sand grains is used for determining the constants in the equations. The shape factor can be introduced into the equations for the drag coefficient by dividing the drag coefficient by a shape factor ψψψψ. For normal sands this shape factor has a value of 0.7. The viscosity of the water is temperature dependent. If a temperature of 10° is used as a reference, then the viscosity increases by 27% at 0° and it decreases by 30% at 20° centigrade. Since the viscosity influences the Reynolds number, the settling velocity for laminar settling is also influenced by the viscosity. For turbulent settling the drag coefficient does not depend on the Reynolds number, so this settling process is not influenced by the viscosity. Other researchers use slightly different constants in these equations but, these equations suffice to explain the basics of the Durand theory. The above equations calculate the settling velocities for individual grains. The grain moves downwards and the same volume of water has to move upwards. In a mixture, this means that, when many grains are settling, an average upwards velocity of the water exists. This results in a decrease of the settling velocity, which is often referred to as hindered settling. However, at very low concentrations the settling velocity will increase because the grains settle in each others shadow. Richardson and Zaki determined an equation to calculate the influence of hindered settling for volume concentrations Cv between 0 and 0.3. The coefficient in this equation is dependent on the Reynolds number. The general equation yields:
(((( ))))C1vv
vc −−−−====
ββββ (9)
The following values for ββββ should be used: Re<0.2 β=4.65 Re>0.2 and Re<1.0 β=4.35⋅Re-0.03 Re>1.0 and Re<200 β=4.45⋅Re-0.1 Re>200 β=2.39
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

4
3. PRESSURE LOSSES WITH HOMOGENEOUS WATER FLOW When clear water flows through the pipeline, the pressure loss can be determined with the well known Darcy-Weisbach equation:
2ww c
21
DLp ⋅⋅⋅⋅ρρρρ⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅λλλλ====∆∆∆∆ (10)
The value of the friction factor λλλλ depends on the Reynolds number:
νννν⋅⋅⋅⋅==== DcRe (11)
For laminar flow (Re<2320) the value of λλλλ can be determined according to Poiseuille:
Re64====λλλλ (12)
For turbulent flow (Re>2320) the value of λλλλ depends not only on the Reynolds number but also on the relative roughness of the pipe εεεε/D. A general implicit equation for λλλλ is the Colebrook-White equation:
2
D27.0
Re51.2Log2
1
εεεε⋅⋅⋅⋅++++
λλλλ⋅⋅⋅⋅⋅⋅⋅⋅
====λλλλ (13)
For very smooth pipes the value of the relative roughness εεεε/D is almost zero, resulting in the Prandl & von Karman equation:
2
Re51.2Log2
1
λλλλ⋅⋅⋅⋅⋅⋅⋅⋅
====λλλλ (14)
At very high Reynolds numbers the value of 2.51/(Re⋅⋅⋅⋅√√√√λλλλ) is almost zero, resulting in the Nikuradse equation:
2
D27.0Log2
1
εεεε⋅⋅⋅⋅⋅⋅⋅⋅
====λλλλ (15)
Because equations 21 and 22 are implicit, for smooth pipes approximation equations can be used. For a Reynolds number between 2320 and 105 the Blasius equation gives a good approximation:
25.0
Re13164.0
++++====λλλλ (16)
For a Reynolds number in the range of 105 to 108 the Nikuradse equation gives a good approximation:
237.0Re221.00032.0 ++++====λλλλ (17)
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

5
4. PRESSURE LOSSES WITH HETEROGENEOUS FLOW For the determination of the pressure losses of a heterogeneous flow many theories are available, like Durand/Condolios/Gibert, Fuhrboter, Jufin/Lopatin and Wilson. In this paper the Durand/Condolios/Gibert theory will be used, further referred to as the Durand theory. Durand assumes that the clear water resistance in a pipeline should be multiplied by a factor depending on the line speed, the grain size distribution and the concentration, according to:
(((( )))) cLHgcC1pp m
n
1gm
2m2
1ntwm ⋅⋅⋅⋅⋅⋅⋅⋅ρρρρ++++⋅⋅⋅⋅⋅⋅⋅⋅ρρρρ++++⋅⋅⋅⋅ρρρρ⋅⋅⋅⋅⋅⋅⋅⋅ξξξξ++++⋅⋅⋅⋅ΦΦΦΦ++++⋅⋅⋅⋅∆∆∆∆====∆∆∆∆ ∑∑∑∑ (18)
In which:
2/3
x
2
CDg
c180−−−−
⋅⋅⋅⋅
⋅⋅⋅⋅⋅⋅⋅⋅====ΦΦΦΦ (19)
and:
2x vdgC ⋅⋅⋅⋅==== (20)
The second term in the right hand side gives the resistance of all bendings, valves, etc. The third term gives the
resistance of the geodetic height and the fourth term the inertial resistance. Since p
fl DgcFr⋅⋅⋅⋅
==== is the
Froude number for the flow in the pipeline and dg
vFrgr ⋅⋅⋅⋅==== is the Froude number for the settling process
of a grain, equation 19 can also be written as:
5.1gr
3fl FrFr176 ⋅⋅⋅⋅⋅⋅⋅⋅====ΦΦΦΦ −−−− (21)
In normal sands, there is not only one graindiameter, but a grain size distribution has to be considered. The Froude number for a grain size distribution can be determined by integrating the Froude number as a function of the probability according to:
∫∫∫∫⋅⋅⋅⋅
==== 1
0
gr
dpv
dg1Fr (22)
When the flow decreases, there will be a moment where sedimentation of the grains starts to occur. The corresponding line speed is called the critical velocity. Although in literature researchers do not agree on the formulation of the critical velocity, the value of the critical velocity is often derived by differentiating equation 18 with respect to the line speed c and taking the value of c where the derivative equals zero. This gives:
(((( ))))x
3/2tp
cr CC90Dg
c⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
==== (23)
At line speeds less then the critical velocity sedimentation occurs and part of the cross-section of the pipe is filled with sand, resulting in a higher flow velocity above the sediment. Durand assumes an equilibrium between sedimentation and scour, resulting in a Froude number equal to the Froude number at the critical velocity.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

6
(((( ))))x
3/2t
p
crcr C
C90Dg
cFr ⋅⋅⋅⋅====⋅⋅⋅⋅
==== (24)
By using the hydraulic diameter concept, at lines speeds less then the critical velocity, the resistance can be determined.
5. THE CENTRIFUGAL PUMP The behaviour of centrifugal pumps can be described with the Euler impulse moment equation:
⋅⋅⋅⋅ππππ⋅⋅⋅⋅ββββ⋅⋅⋅⋅−−−−⋅⋅⋅⋅⋅⋅⋅⋅ρρρρ−−−−
⋅⋅⋅⋅ππππ⋅⋅⋅⋅ββββ⋅⋅⋅⋅−−−−⋅⋅⋅⋅⋅⋅⋅⋅ρρρρ====∆∆∆∆
i
iiif
o
ooofE r2
)cot(Quur2
)cot(Quup (25)
For a known pump this can be simplified to:
(((( ))))QCCp 21fE ⋅⋅⋅⋅−−−−⋅⋅⋅⋅ρρρρ====∆∆∆∆ (26) Because of incongruity of impeller blades and flow, the finite number of blades, the blade thickness and the internal friction of the fluid, the Euler pressure Ep∆∆∆∆ has to be corrected with a factor k, with a value of about 0.8. This factor however does not influence the efficiency. The resulting equation has to be corrected for losses from frictional contact with the walls and deflection and diversion in the pump and a correction for inlet and impact losses. The pressure reduction for the frictional losses is:
2f3.f.h QCp ⋅⋅⋅⋅ρρρρ⋅⋅⋅⋅====∆∆∆∆ (27)
For a given design flow Qd the impact losses can be described with:
(((( ))))2df4.i.h QQCp −−−−⋅⋅⋅⋅ρρρρ⋅⋅⋅⋅====∆∆∆∆ (28)
The total head of the pump as a function of the flow is now:
(((( )))) (((( ))))(((( ))))2d4
2321f.i.h.f.hEp QQCQCQCCkpppkp −−−−⋅⋅⋅⋅−−−−⋅⋅⋅⋅−−−−⋅⋅⋅⋅−−−−⋅⋅⋅⋅⋅⋅⋅⋅ρρρρ====∆∆∆∆−−−−∆∆∆∆−−−−∆∆∆∆⋅⋅⋅⋅====∆∆∆∆ (29)
This is a second degree polynomial in Q. The fluid density fρρρρ in the pump can be either the density of a
homogeneous fluid (for water wρρρρ ) or the density of a mixture mρρρρ passing the pump. The total efficiency of the pump can be determined by dividing the power that is added to the flow
QpP pfl ⋅⋅⋅⋅∆∆∆∆==== by the power that is output of the diesel engine .f.dE.e.d PQpkP ++++⋅⋅⋅⋅∆∆∆∆⋅⋅⋅⋅==== (in which .f.dP is the power required for the frictional losses in the gear box, the pump bearings, etc.), this gives:
.f.dE
.i.h.f.hEp PQpk
Q)pppk(++++⋅⋅⋅⋅∆∆∆∆⋅⋅⋅⋅
⋅⋅⋅⋅∆∆∆∆−−−−∆∆∆∆−−−−∆∆∆∆⋅⋅⋅⋅====ηηηη (30)
For the efficiency curve a third degree polynomial approximation satisfies, while the power and torque curves approximate straight lines. The pump characteristics usually will be measured for a specific impeller diameter and number of revolutions. In a dynamic system however, the pump revolutions will change. This is on one hand the result of the torque/speed curve of the pump drive, on the other hand of manual or automatic flow control. This means that the pump characteristics should also be known at different pump speeds. The so-called affinity laws describe the influence of a different impeller diameter or revolutions on the pump head, flow and efficiency:
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

7
22
21
22
21
2
1
DD
nn
pp ======== , 2
2
21
2
1
2
1
DD
nn
QQ ======== , 21 ηηηη====ηηηη (31)
The efficiency does not change, but the value of the flow on the horizontal axis is shifted. The affinity laws for the power and the torque can easily be derived from these equations.
42
41
32
31
122
211
2
1
DD
nn
QpQp
PP ========
ηηηη⋅⋅⋅⋅⋅⋅⋅⋅ηηηη⋅⋅⋅⋅⋅⋅⋅⋅==== , 4
2
41
22
21
1122
2211
12
21
2
1
DD
nn
nQpnQp
nPnP
TT ========
⋅⋅⋅⋅ηηηη⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅ηηηη⋅⋅⋅⋅⋅⋅⋅⋅====
⋅⋅⋅⋅⋅⋅⋅⋅==== (32)
If a ratio for the revolutions m
n nn====εεεε and a ratio for the diameter
mD D
D====εεεε are given, the head and
efficiency curves at a speed n and an impeller diameter D can be determined by:
2D
1nmQQ εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅==== (33)
2
D0n
22
0D
1n
11
2D
2n
00p QQQp −−−−εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅αααα++++εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅αααα++++εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅αααα====∆∆∆∆ (34)
6
D3
n3
34
D2
n2
22
D1
n1
10D
0n
00p QQQQ −−−−−−−−−−−−−−−−−−−−−−−− εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅ββββ++++εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅ββββ++++εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅ββββ++++εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅⋅⋅⋅⋅ββββ====ηηηη (35)
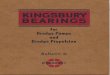
In which nm, Dm and Qm are the revolutions, impeller diameter and flow used in the measurements of the head and efficiency curves. Based on this theory, the characteristics of two pumps used in the case study in this paper, are given in figures 1 and 2. Both pumps are limited by the constant torque behaviour of the corresponding diesel engine in the full fuel range. Figures 1 and 2 give the pump characteristics for clear water. If a mixture is pumped however, the pump head increases because of the mixture density as has been pointed out when discussing equation 10 and the pump efficiency decreases because a heterogeneous mixture is flowing through the pump. The decrease of the efficiency depends upon the average grain diameter, the impeller diameter and the solids concentration and can be determined with (according to Stepanoff):
(((( ))))(((( ))))(((( ))))D/d10Log4.0466.0C1 50tm ⋅⋅⋅⋅++++⋅⋅⋅⋅−−−−====ηηηη (36)
6. THE PUMP DRIVE Pump drives used in dredging are diesel direct drives, diesel/electric drives and diesel/hydraulic drives. In this paper the diesel direct drive, as the most common arrangement, is considered. At nominal operating speed, the maximum load coincides with the nominal full torque point. If the torque is less then the nominal full torque, the engine speed usually rises slightly as the torque decreases. This is the result of the control of the speed by the governor. The extent of this depends upon the type of governor fitted. If the engine load increases above the full torque point, the speed decreases and the engine operates in the full fuel range. With most diesel engines the torque will increase slightly as the speed decreases, because of a slightly increasing efficiency of the fuel pumps. When the load increases further, insufficient air is available to produce complete combustion and the engine stalls. The torque drops rapidly and heavily polluted gasses are emitted. The smoke limit has been reached. The speed range between the full torque point and the smoke limit is often referred to as the constant torque range. The torque/speed characteristic of the diesel engine can thus be approximated by a constant full torque upon the nominal operating speed, followed by a quick decrease of the torque in the governor range. This characteristic however is valid for a steady state process of the diesel engine. When the speed of the diesel changes, the load will change, but also the inertia effects of the diesel have to be taken into account. The equation of motion of the diesel engine, gear box and centrifugal pump combination, reduced to the axis of the centrifugal pump, is: (((( )))) .t.h.e.d.p.c.b.g.e.d TTIII −−−−====ϕϕϕϕ⋅⋅⋅⋅++++++++ (37)
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

8
Stationary Pump Behaviour Windows V4.0112-29-2000 - 11:37:57
Pump File: C:\SAMCONS\SPBW\Pump\Ladder.PmpTorque Limited
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
160
320
480
640
800Pump Head
Flow in m^3/sec
kPa
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000.000
0.200
0.400
0.600
0.800
1.000Pump Efficiency
Flow in m^3/sec
-
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
20
40
60
80
100Pump NPSH
Flow in m^3/sec
kPa
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
480
960
1440
1920
2400Pump Power
Flow in m^3/sec
kW
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
12
24
36
48
60Pump Torque
Flow in m^3/sec
kNm
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
100
200
300
400
500Pump Revolutions
Flow in m^3/sec
rpm
Pump Revolutions
Input: 255 rpm 110 rpm 182 rpm 255 rpm 327 rpm 400 rpm
Fig. 1: The characteristics of the ladder pump.
Stationary Pump Behaviour Windows V4.0112-29-2000 - 04:26:34
Pump File: C:\SAMCONS\SPBW\Pump\Main.PmpTorque Limited
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
420
840
1260
1680
2100Pump Head
Flow in m^3/sec
kPa
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000.000
0.200
0.400
0.600
0.800
1.000Pump Efficiency
Flow in m^3/sec
-
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
20
40
60
80
100Pump NPSH
Flow in m^3/sec
kPa
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
1440
2880
4320
5760
7200Pump Power
Flow in m^3/sec
kW
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
36
72
108
144
180Pump Torque
Flow in m^3/sec
kNm
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
100
200
300
400
500Pump Revolutions
Flow in m^3/sec
rpm
Pump Revolutions
Input: 330 rpm 260 rpm 295 rpm 330 rpm 365 rpm 400 rpm
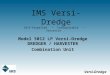
Fig. 2: The characteristics of the main pump and the booster pump.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

9
In a steady state situation, the torque delivered by the diesel engine Td.e. equals the torque required by the hydraulic transport Th.t., so the angular acceleration of the diesel is zero. If Td.e. is greater then Th.t., the revolutions will increase, If Td.e. is smaller then Th.t., the revolutions will decrease. If the difference between these two torque's is approximated to be proportional with the difference between the actual angular velocity and the nominal operating angular velocity:
(((( ))))ϕϕϕϕ−−−−ϕϕϕϕ⋅⋅⋅⋅====−−−− .p.sp.t.h.e.d KTT (38) The linear differential equation can be written as: (((( )))) (((( ))))ϕϕϕϕ−−−−ϕϕϕϕ⋅⋅⋅⋅====ϕϕϕϕ⋅⋅⋅⋅++++++++ .p.sp.p.c.b.g.e.d KIII (39)
With: (((( )))) t.p.c.b.g.e.d IIII ====++++++++ and t
p.e.d I
K====ττττ
The solution of this first order system is:
(((( )))) (((( )))).e.d/t0.p.s0 e1 ττττ−−−−−−−−⋅⋅⋅⋅ϕϕϕϕ−−−−ϕϕϕϕ++++ϕϕϕϕ====ϕϕϕϕ (40)
In which 0ϕϕϕϕ is the angular velocity at an arbitrary time, defined as t=0. Using time domain calculations with a
time step t∆∆∆∆ , the angular velocity at time step n can now be written as a function of the angular velocity at time step n-1 and the set point angular velocity .p.sϕϕϕϕ according to:
(((( )))) (((( )))).e.d/t1n.p.s1nn e1 ττττ∆∆∆∆−−−−
−−−−−−−− −−−−⋅⋅⋅⋅ϕϕϕϕ−−−−ϕϕϕϕ++++ϕϕϕϕ====ϕϕϕϕ (41)
Fig.3a: The pump/pipeline system used.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

10
0.00 0.40 0.80 1.20 1.60 2.00 2.40 2.80 3.20 3.60 4.000
470
940
1410
1880
2350
2820
3290
3760
4230
4700
Flow in m^3/sec
Tota
l Hea
d in
kPa
1.0 1.2 1.4 1.6 1.8 2.00
2400480072009600
12000
Density in ton/m^3
Tota
l Pow
er in
kW
0 410 820 1230 1640 2050 2460 2870 3280 3690 4100-100300700
110015001900
Distance from suction mouth in m
Pres
sure
in k
Pa
1.0 1.2 1.4 1.6 1.8 2.00
12002400360048006000
Density in ton/m^3
Prod
. in
m^3
/hou
r
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 100000
12002400360048006000
Length of discharge line in m
Prod
. in
m^3
/hou
r
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 100000.000.801.602.403.204.00
Length of discharge line in m
Flow
in m
^3/s
ec
Vcrit Water Rho: 1.144 Rho: 1.258 Rho: 1.372 Rho: 1.486 Rho: 1.600
Stationary Pump Behaviour Windows V4.01 - Torque Limited:12-29-2000 - 04:35:28
C:\PROGRA~1\CSDPRO~1\PIPELINE\PIPELI~1.DAT in Default
Fig. 3b: Characteristics of the pump/pipeline system.
7. THE PUMP /PIPELINE SYSTEM DESCRIPTION In a steady state situation, the revolutions of the pumps are fixed, the line speed is constant and the solids properties and concentration are constant in the pipeline. The working point of the system is the intersection point of the pump head curve and the pipeline resistance curve. The pump curve is a summation of the head curves of each pump according to equation 34. The resistance curve is a summation of the resistances of the pipe segments and the geodetic head according to equation 18. Figure 3 shows this steady state situation for the system used in the case study at 6 densities ranging from clear water upto a density of 1.6 ton/m3. In reality, the solids properties and concentration are not constant in time at the suction mouth. As a result of this, the solids properties and concentration are not constant as a function of the position in the pipeline. To be able to know these properties as a function of the position in the pipeline, the pipeline must be divided into small segments. These segments move through the pipeline with the line speed. Each time step a new segment is added at the suction mouth, while part of the last segment leaves the pipeline. Because the line speed is not constant, the length of the segment added is not constant, but equals the line speed times the time step. For each segment the resistance is determined, so the resistance as a function of the position in the pipeline is known. This way also the vacuum and the discharge pressure can be determined for each pump. If vacuum results in cavitation of one of the pumps, the pump head is decreased by decreasing the pump density, depending on the time the pump is cavitating. The dynamic calculations are carried out in the time domain, because most of the equations used are non-linear. The time step used is about 0.2 seconds on a 600 MHz PC running Windows 98.
8. CASE STUDY. The aim of this case study is twofold, first it shows events caused by the dynamic behaviour of the system that cannot be predicted by steady state calculations, second it shows the application of the above theory. A problem in defining a system and a scenario for the simulation is, that the system can consist of an infinite number of pump/pipeline combinations, while there also exists an infinite number of solids property/concentration distributions as a function of time. For this case study, a system is defined consisting of a suction line followed by three pump/pipeline units (see fig. 3a). The first pump is a ladder pump, with a speed of 200 rpm, an impeller diameter of 1.5 m and 1050 kW on the axis (see fig. 1). The second and the third pump run also at a speed of
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

11
200 rpm, have an impeller diameter of 2.4 m and 3250 kW on the axis. The time constants of all three pumps are set to 4 seconds. The time constant of the density meter is set to 10 seconds. The suction line starts at 10 m below water level, has a length of 12 m and a diameter of 0.69 m. The ladder pump is placed 5 m below water level. The main pump and the booster pump are placed 10 m above water level. The pipeline length between ladder and main pump is 30 m, between main pump and booster pump 2000 m, as is the length of the discharge line. The pipe diameters after the ladder pump are 0.61 m. The total simulation lasts about 30 minutes and starts with the pipeline filled with water. After the pumps are activated, the mixture density at the suction mouth increases to a density of 1.6 ton/m3 , stays at that value for a period of 2 minutes and then decreases back to the water density. A sand is used with a d15 of 0.25 mm, a d50 of 0.50 mm and a d85 of 0.75 mm. This density block wave moves through the system, subsequently passing the three pumps. For the simulation the following scenario is used: 00 minutes start of simulation, the timer is started and all parameters will be recorded 01 minutes start of ladder pump, the ladder pump drive behaves according to a first order system 04 minutes start of main pump, the main pump drive behaves according to a first order system 07 minutes start of booster pump, the booster pump drive behaves according to a first order system 08 minutes start of the flow control system (optional) 10 minutes increase mixture density to about 1.6 ton/m3 12 minutes decrease mixture density to water density 12 minutes take sample of density distribution in pipeline 17 minutes take sample of density distribution in pipeline 22 minutes take sample of density distribution in pipeline 28 minutes stop simulation and create graphs
0 101 202 303 404 505 606 707 808 909 10101.0
1.2
1.4
1.6
1.8
2.0Pipeline section 1
m
ton/
cu.m
1010 1111 1212 1313 1414 1515 1616 1717 1818 1919 20201.0
1.2
1.4
1.6
1.8
2.0Pipeline section 2
m
m/s
ec
2020 2121 2222 2323 2424 2525 2626 2727 2828 2929 30301.0
1.2
1.4
1.6
1.8
2.0Pipeline section 3
m
m/s
ec
3030 3131 3232 3333 3434 3535 3636 3737 3838 3939 40401.0
1.2
1.4
1.6
1.8
2.0Pipeline section 4
m
cu.m
/sec
ProgramDateTim
eElapsed
: Dynamic Pum
p Behaviour Window
s V: Decem
ber 29, 2000: 06:59:28: 00:12:39
Fig. 4: The density distribution in the pipeline after 12 minutes.
Figures 4, 5 and 6 show the density wave at 12, 17 and 22 minutes of simulation time. At 12 minutes the density wave occupies the suction line, the ladder pump and the main pump and part of the pipeline behind the main pump. At 17 minutes the density wave occupies the last part of the pipeline before the booster pump, the booster pump and the first part of the discharge line after the booster pump. At 22 minutes the density wave occupies the middle part of the discharge line. Figure 7 shows the line speed, the density, the total power consumed and the production as a function of time. The line speed, the density and the production are determined at the inlet of the
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

12
ladder pump. The density is determined using the mathematical behaviour of a density transducer with a time constant of 10 seconds. Figures 8, 9 and 10 show the pump speed, power, vacuum and discharge pressure of the three pumps as a function of time.
0 101 202 303 404 505 606 707 808 909 10101.0
1.2
1.4
1.6
1.8
2.0Pipeline section 1
m
ton/
cu.m
1010 1111 1212 1313 1414 1515 1616 1717 1818 1919 20201.0
1.2
1.4
1.6
1.8
2.0Pipeline section 2
m
m/s
ec
2020 2121 2222 2323 2424 2525 2626 2727 2828 2929 30301.0
1.2
1.4
1.6
1.8
2.0Pipeline section 3
m
m/s
ec
3030 3131 3232 3333 3434 3535 3636 3737 3838 3939 40401.0
1.2
1.4
1.6
1.8
2.0Pipeline section 4
m
cu.m
/sec
ProgramD
ateTim
eElapsed
: Dynam
ic Pump B
ehaviour Window
s V: D
ecember 29, 2000
: 07:03:49: 00:17:01
Fig. 5: The density distribution in the pipeline after 17 minutes.
0 101 202 303 404 505 606 707 808 909 10101.0
1.2
1.4
1.6
1.8
2.0Pipeline section 1
m
ton/
cu.m
1010 1111 1212 1313 1414 1515 1616 1717 1818 1919 20201.0
1.2
1.4
1.6
1.8
2.0Pipeline section 2
m
m/s
ec
2020 2121 2222 2323 2424 2525 2626 2727 2828 2929 30301.0
1.2
1.4
1.6
1.8
2.0Pipeline section 3
m
m/s
ec
3030 3131 3232 3333 3434 3535 3636 3737 3838 3939 40401.0
1.2
1.4
1.6
1.8
2.0Pipeline section 4
m
cu.m
/sec
ProgramDateTim
eElapsed
: Dynamic Pum
p Behaviour Window
s V: Decem
ber 29, 2000: 07:08:49: 00:22:00
Fig. 6: The density distribution in the pipeline after 22 minutes.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

13
As can be seen in figure 7, the line speed increases slower then the pump speed, due to the inertial effect in the fourth term of equation 18. When the density wave passes the ladder and main pump (from 10 to 13 minutes), the discharge pressure of these pumps increases, resulting in a higher line speed. When the density wave passes the booster pump (from 16 to 19 minutes) the same occurs for the booster pump. After about 10 minutes of simulation time, all three pumps are activated and a steady state situation occurs in the system. Then the mixture density at the suction mouth increases from water density to about 1.6 ton/m3. First the resistance in the suction line increases, resulting in a sudden decrease of the ladder pump vacuum and discharge pressure. When the density wave reaches the ladder pump, the discharge pressure increases, due to the higher density. When after 2 minutes, the density decreases to the water density, first the resistance in the suction line decreases, resulting in an increase of the ladder pump vacuum and discharge pressure, followed by a decrease of the discharge pressure when the clear water reaches the ladder pump (see fig. 7). The distance between the ladder pump and the main pump is 30 m. With an average line speed of 5 m/s, the density wave passes the main pump 6 seconds after passing the ladder pump. The same phenomena as described for the ladder pump, occur 6 seconds later for the main pump (see fig. 9). Due to the increased discharge pressure of ladder and main pump during the density wave, the line speed will also increase (see fig. 7), but because of the inertial effects, this increase and 2 minutes later decrease is not as steep. One could say that there is a time delay between the immidiate response of the discharge pressure of the pumps on changes in the density in the pumps and the response of the line speed on changes in the discharge pressure.
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300.0
2.0
4.0
6.0
8.0
10.0Line speed vs time
Time
m/s
ec
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:301.00
1.20
1.40
1.60
1.80
2.00Density vs time
Time
ton/
m^3
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
800
1600
2400
3200
4000Total power vs time
Time
kW
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
800
1600
2400
3200
4000Production vs time
Time
m^3
/hou
r
Dynam
ic Pump B
ehaviour Window
s V4.01D
ecember 29, 2000, 07:16:30 A
MFlow
Time Series
Fig. 7: Line speed, density, total power and situ production as a function of time.
At 12 minutes and about 45 seconds, the density wave has left the main pump, but has not yet reached the booster pump. The head of each pump is determined by the density of water, but the line speed is still determined by the head resulting from the mixture and thus to high. The resistance in the pipe between main and booster pump is high because of the mixture, resulting in a decrease of the booster pump vacuum and discharge pressure. As the line speed decreases, the booster pump vacuum and discharge pressure will stay in a semi-steady state situation. When the density wave reaches the booster pump, the total head of the booster pump increases, resulting in an increase of the line speed. This occurs after about 16.5 minutes of simulation time. Since the total head of ladder and main pump does not change, the booster pump vacuum will have to decrease to pull harder on the mixture in the pipeline before the booster pump. This results in the occurence of cavitation
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

14
of the booster pump, limiting the total head of the booster pump and thus the line speed. The cavitation causes a very instable behaviour of the booster pump as is shown in figure 10.
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
80
160
240
320
400Pump speed vs time
Time
rpm
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
400
800
1200
1600
2000Pump power vs time
Time
kW
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:30-100.0
-60.0
-20.0
20.0
60.0
100.0Pump vacuum vs time (-=vacuum, +=pressure)
Time
kPa
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
80
160
240
320
400Pump discharge pressure vs time
Time
kPa
Dynam
ic Pump B
ehaviour Window
s V4.01D
ecember 29, 2000, 07:14:53 A
MPum
p 1 Time Series
Fig. 8: Speed, power, vacuum and discharge pressure of the ladder pump vs. time.
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
80
160
240
320
400Pump speed vs time
Time
rpm
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
800
1600
2400
3200
4000Pump power vs time
Time
kW
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:30-100.0
-60.0
-20.0
20.0
60.0
100.0Pump vacuum vs time (-=vacuum, +=pressure)
Time
kPa
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
240
480
720
960
1200Pump discharge pressure vs time
Time
kPa
Dynam
ic Pump B
ehaviour Window
s V4.01D
ecember 29, 2000, 07:15:26 A
MPum
p 2 Time Series
Fig. 9: Speed, power, vacuum and discharge pressure of the main pump vs. time.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

15
Since the density wave moves from the suction line to the discharge line, the booster pump vacuum and discharge pressure both increase when the density wave moves through the booster pump. After 18.5 minutes the density wave leaves the booster pump. The total head of the booster pump decreases sharply, while the line speed decreases slowly. The fluid in the pipeline before the booster pump pushes and the fluid after the booster pump pulls, resulting in a quick increase of the booster pump vacuum and a decrease in the booster pump discharge pressure. As the line speed decreases, the discharge pressure will increase again. After 23 minutes of simulation time, the density wave starts leaving the pipeline. 2 minutes later the density wave has complete left the system. Because of the decreasing resistance during this time-span, the line speed will increase slightly, resulting in a small decrease of the vacuum and discharge pressure of each pump, while the total head remains constant. The total power will also increase slightly because of this.
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
80
160
240
320
400Pump speed vs time
Time
rpm
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
800
1600
2400
3200
4000Pump power vs time
Time
kW
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:30-100.0
-60.0
-20.0
20.0
60.0
100.0Pump vacuum vs time (-=vacuum, +=pressure)
Time
kPa
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
240
480
720
960
1200Pump discharge pressure vs time
Time
kPa
Dynam
ic Pump B
ehaviour Window
s V4.01D
ecember 29, 2000, 07:15:54 A
MPum
p 3 Time Series
Fig. 10: Speed, power, vacuum and discharge pressure of the booster pump vs. time.
To stabilise the line speed to a specific value, flow control can be used. Flow control adjusts the speed of the last pump, in this case the booster pump. If the line speed is higher then a set point, the booster pump speed is decreased, if the line speed is lower, the booster pump speed is increased. To determine the correct booster pump speed, the total head is considered to be a summation of the heads of all of the pumps in the system. The head of the booster pump is considered to be proportional to the square of the booster pump speed n (eqn. 31) and the total pipeline resistance is considered to be proportional to the square of the line speed c (eqn. 18), this gives:
22.p.m.p.l.p.b.p.m.p.l cnppppp ⋅⋅⋅⋅ββββ====⋅⋅⋅⋅αααα++++∆∆∆∆++++∆∆∆∆====∆∆∆∆++++∆∆∆∆++++∆∆∆∆ (42)
When the flow control is active, the heads of the ladder pump and the main pump do not change, so for the set point of the line speed:
2.c.f
2.c.f.p.m.p.l.p.b.p.m.p.l cnppppp ⋅⋅⋅⋅ββββ====⋅⋅⋅⋅αααα++++∆∆∆∆++++∆∆∆∆====∆∆∆∆++++∆∆∆∆++++∆∆∆∆ (43)
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

16
Assuming that the sum of the heads of ladder and main pump equals the head of the booster pump times a factor γγγγ and dividing equation 43 by equation 42, the following can be derived:
(((( )))) γγγγ−−−−
⋅⋅⋅⋅++++γγγγ⋅⋅⋅⋅====
2.c.f
.c.f cc1nn (44)
By substituting:
−−−−====εεεε
ccc .c.f and using Taylor series approximation, this gives:
(((( )))) (((( ))))21nnn 2
1.c.f ++++εεεε⋅⋅⋅⋅εεεε⋅⋅⋅⋅++++γγγγ⋅⋅⋅⋅⋅⋅⋅⋅++++==== (45)
Equation 45 is used to simulate flow control. The same scenario as above is used, except for the flow control that is activated after 8 minutes of simulation time. The set point for the line speed is set to 5 m/sec. Figures 11 and 12 show the results of this simulation. As can be seen, the line speed changes rapidly when the density wave reaches or leaves one of the pumps. In about 15 seconds the flow control has adjusted the line speed to the set point. Figure 12 shows that the occurrence of cavitation is almost surpressed using the flow control. The booster pump speed tends to slightly oscillate. This is caused by applying several first order systems in series, resulting in a second or third order system. If the factor γ is choosen to high, the system is fast but tends to oscillate. If this factor is to small, the system responds very slow. In the simulation a value of 2 is used.
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300.0
2.0
4.0
6.0
8.0
10.0Line speed vs time
Time
m/s
ec
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:301.00
1.20
1.40
1.60
1.80
2.00Density vs time
Time
ton/
m^3
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
800
1600
2400
3200
4000Total power vs time
Time
kW
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
800
1600
2400
3200
4000Production vs time
Time
m^3
/hou
r
Dynam
ic Pump B
ehaviour Window
s V4.01D
ecember 29, 2000, 11:17:29 A
MFlow
Time Series
Fig. 11: Line speed, density, total power and situ production as a function of time, with flow control.
9. CONCLUSIONS AND DISCUSSION The behaviour of a multi pump/pipeline system is hard to understand. As mentioned before, an infinite number of system configurations and soil conditions exist. Systems are usually configured, based on steady state calculations, while the dynamic behaviour is ignored. Combining the steady state approach for pipeline resistance with the dynamic behaviour of pumps, pump drives and the second law of Newton, the dynamic behaviour can be simulated. However, a number of assumptions had to be made.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

17
These assumptions are:
• There is no longitudinal diffusion in the pipeline. • The pump drive behaves like a constant torque system. • The pipeline resistance is determined using the Durand theory. • The centrifugal pump obeys the affinity laws.
The simulations however show the occurrence of phenomena that are known in practice. The use of automation/flow control works well for the case considered, but many cases have to be considered to be sure the flow control is stable. In the case considered, the density measured has not been used for the flow control to surpress cavitation. Since the hydraulic transportation process is governed by different parameters, it is impossible to fully control the process by measuring just 1 parameter and controlling just 1 parameter. Whether these assumptions are valid will be subject of further research. One should consider that mathematical modelling is an attempt to describe reality without having any presumption of being reality.
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
80
160
240
320
400Pump speed vs time
Time
rpm
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
600
1200
1800
2400
3000Pump power vs time
Time
kW
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:30-100.0
-60.0
-20.0
20.0
60.0
100.0Pump vacuum vs time (-=vacuum, +=pressure)
Time
kPa
00:00 00:03 00:06 00:09 00:12 00:15 00:18 00:21 00:24 00:27 00:300
200
400
600
800
1000Pump discharge pressure vs time
Time
kPa
Dynam
ic Pump B
ehaviour Window
s V4.01D
ecember 29, 2000, 11:19:36 A
MPum
p 3 Time Series
Fig. 12: Speed, power, vacuum and discharge pressure of the booster pump vs. time, with flow control.
10. LITERATURE Bree, S.E.M. de 1977, "Centrifugal Dredgepumps". IHC Holland 1977. Gibert, R., "Transport Hydraulique et Refoulement des Mixtures en Conduites". Huisman, L. 1995, "Sedimentation and Flotation". Lecture Notes, Delft University Of Technology 1973-1995. Miedema, S.A. 1996, "Modeling and Simulation of the Dynamic Behavior of a Pump/Pipeline System". 17th Annual Meeting & Technical Conference of the Western Dredging Association. New Orleans, June 1996. Miedema, S.A. 2000, "Dynamic Pump Behaviour Windows V4.01". Software, Delft 2000. Wilson, K.C. & Addie, G.R. & Clift, R. 1992, "Slurry Transport Using Centrifugal Pumps". Elsevier Science Publishers Ltd. 1992.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

Bibliography Dr.ir. S.A. Miedema 1980-2010
1. Koert, P. & Miedema, S.A., "Report on the field excursion to the USA April 1981" (PDF in Dutch 27.2 MB). Delft University of Technology, 1981, 48 pages.
2. Miedema, S.A., "The flow of dredged slurry in and out hoppers and the settlement process in hoppers" (PDF in Dutch 37 MB). ScO/81/105, Delft University of Technology, 1981, 147 pages.
3. Miedema, S.A., "The soil reaction forces on a crown cutterhead on a swell compensated ladder" (PDF in Dutch 19 MB). LaO/81/97, Delft University of Technology, 1981, 36 pages.
4. Miedema, S.A., "Computer program for the determination of the reaction forces on a cutterhead, resulting from the motions of the cutterhead" (PDF in Dutch 11 MB). Delft Hydraulics, 1981, 82 pages.
5. Miedema, S.A. "The mathematical modeling of the soil reaction forces on a cutterhead and the development of the computer program DREDMO" (PDF in Dutch 25 MB). CO/82/125, Delft University of Technology, 1982, with appendices 600 pages.
6. Miedema, S.A.,"The Interaction between Cutterhead and Soil at Sea" (In Dutch). Proc. Dredging Day November 19th, Delft University of Technology 1982.
7. Miedema, S.A., "A comparison of an underwater centrifugal pump and an ejector pump" (PDF in Dutch 3.2 MB). Delft University of Technology, 1982, 18 pages.
8. Miedema, S.A., "Computer simulation of Dredging Vessels" (In Dutch). De Ingenieur, Dec. 1983. (Kivi/Misset).
9. Koning, J. de, Miedema, S.A., & Zwartbol, A., "Soil/Cutterhead Interaction under Wave Conditions (Adobe Acrobat PDF-File 1 MB)". Proc. WODCON X, Singapore 1983.
10. Miedema, S.A. "Basic design of a swell compensated cutter suction dredge with axial and radial compensation on the cutterhead" (PDF in Dutch 20 MB). CO/82/134, Delft University of Technology, 1983, 64 pages.
11. Miedema, S.A., "Design of a seagoing cutter suction dredge with a swell compensated ladder" (PDF in Dutch 27 MB). IO/83/107, Delft University of Technology, 1983, 51 pages.
12. Miedema, S.A., "Mathematical Modeling of a Seagoing Cutter Suction Dredge" (In Dutch). Published: The Hague, 18-9-1984, KIVI Lectures, Section Under Water Technology.
13. Miedema, S.A., "The Cutting of Densely Compacted Sand under Water (Adobe Acrobat PDF-File 575 kB)". Terra et Aqua No. 28, October 1984 pp. 4-10.
14. Miedema, S.A., "Longitudinal and Transverse Swell Compensation of a Cutter Suction Dredge" (In Dutch). Proc. Dredging Day November 9th 1984, Delft University of Technology 1984.
15. Miedema, S.A., "Compensation of Velocity Variations". Patent application no. 8403418, Hydromeer B.V. Oosterhout, 1984.
16. Miedema, S.A., "Mathematical Modeling of the Cutting of Densely Compacted Sand Under Water". Dredging & Port Construction, July 1985, pp. 22-26.
17. Miedema, S.A., "Derivation of the Differential Equation for Sand Pore Pressures". Dredging & Port Construction, September 1985, pp. 35.
18. Miedema, S.A., "The Application of a Cutting Theory on a Dredging Wheel (Adobe Acrobat 4.0 PDF-File 745 kB)". Proc. WODCON XI, Brighton 1986.
19. Miedema, S.A., "Underwater Soil Cutting: a Study in Continuity". Dredging & Port Construction, June 1986, pp. 47-53.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

20. Miedema, S.A., "The cutting of water saturated sand, laboratory research" (In Dutch). Delft University of Technology, 1986, 17 pages.
21. Miedema, S.A., "The forces on a trenching wheel, a feasibility study" (In Dutch). Delft, 1986, 57 pages + software.
22. Miedema, S.A., "The translation and restructuring of the computer program DREDMO from ALGOL to FORTRAN" (In Dutch). Delft Hydraulics, 1986, 150 pages + software.
23. Miedema, S.A., "Calculation of the Cutting Forces when Cutting Water Saturated Sand (Adobe Acrobat 4.0 PDF-File 16 MB)". Basic Theory and Applications for 3-D Blade Movements and Periodically Varying Velocities for, in Dredging Commonly used Excavating Means. Ph.D. Thesis, Delft University of Technology, September 15th 1987.
24. Bakker, A. & Miedema, S.A., "The Specific Energy of the Dredging Process of a Grab Dredge". Delft University of Technology, 1988, 30 pages.
25. Miedema, S.A., "On the Cutting Forces in Saturated Sand of a Seagoing Cutter Suction Dredge (Adobe Acrobat 4.0 PDF-File 1.5 MB)". Proc. WODCON XII, Orlando, Florida, USA, April 1989. This paper was given the IADC Award for the best technical paper on the subject of dredging in 1989.
26. Miedema, S.A., "The development of equipment for the determination of the wear on pick-points" (In Dutch). Delft University of Technology, 1990, 30 pages (90.3.GV.2749, BAGT 462).
27. Miedema, S.A., "Excavating Bulk Materials" (In Dutch). Syllabus PATO course, 1989 & 1991, PATO The Hague, The Netherlands.
28. Miedema, S.A., "On the Cutting Forces in Saturated Sand of a Seagoing Cutter Suction Dredge (Adobe Acrobat 4.0 PDF-File 1.5 MB)". Terra et Aqua No. 41, December 1989, Elseviers Scientific Publishers.
29. Miedema, S.A., "New Developments of Cutting Theories with respect to Dredging, the Cutting of Clay (Adobe Acrobat 4.0 PDF-File 640 kB)". Proc. WODCON XIII, Bombay, India, 1992.
30. Davids, S.W. & Koning, J. de & Miedema, S.A. & Rosenbrand, W.F., "Encapsulation: A New Method for the Disposal of Contaminated Sediment, a Feasibility Study (Adobe Acrobat 4.0 PDF-File 3MB)". Proc. WODCON XIII, Bombay, India, 1992.
31. Miedema, S.A. & Journee, J.M.J. & Schuurmans, S., "On the Motions of a Seagoing Cutter Dredge, a Study in Continuity (Adobe Acrobat 4.0 PDF-File 396 kB)". Proc. WODCON XIII, Bombay, India, 1992.
32. Becker, S. & Miedema, S.A. & Jong, P.S. de & Wittekoek, S., "On the Closing Process of Clamshell Dredges in Water Saturated Sand (Adobe Acrobat 4.0 PDF-File 1 MB)". Proc. WODCON XIII, Bombay, India, 1992. This paper was given the IADC Award for the best technical paper on the subject of dredging in 1992.
33. Becker, S. & Miedema, S.A. & Jong, P.S. de & Wittekoek, S., "The Closing Process of Clamshell Dredges in Water Saturated Sand (Adobe Acrobat 4.0 PDF-File 1 MB)". Terra et Aqua No. 49, September 1992, IADC, The Hague.
34. Miedema, S.A., "Modeling and Simulation of Dredging Processes and Systems". Symposium "Zicht op Baggerprocessen", Delft University of Technology, Delft, The Netherlands, 29 October 1992.
35. Miedema, S.A., "Dredmo User Interface, Operators Manual". Report: 92.3.GV.2995. Delft University of Technology, 1992, 77 pages.
36. Miedema, S.A., "Inleiding Mechatronica, college WBM202" Delft University of Technology, 1992.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

37. Miedema, S.A. & Becker, S., "The Use of Modeling and Simulation in the Dredging Industry, in Particular the Closing Process of Clamshell Dredges", CEDA Dredging Days 1993, Amsterdam, Holland, 1993.
38. Miedema, S.A., "On the Snow-Plough Effect when Cutting Water Saturated Sand with Inclined Straight Blades (Adobe Acrobat 4.0 PDF-File 503 kB)". ASCE Proc. Dredging 94, Orlando, Florida, USA, November 1994. Additional Measurement Graphs. (Adobe Acrobat 4.0 PDF-File 209 kB).
39. Riet, E. van, Matousek, V. & Miedema, S.A., "A Reconstruction of and Sensitivity Analysis on the Wilson Model for Hydraulic Particle Transport (Adobe Acrobat 4.0 PDF-File 50 kB)". Proc. 8th Int. Conf. on Transport and Sedimentation of Solid Particles, 24-26 January 1995, Prague, Czech Republic.
40. Vlasblom, W.J. & Miedema, S.A., "A Theory for Determining Sedimentation and Overflow Losses in Hoppers (Adobe Acrobat 4.0 PDF-File 304 kB)". Proc. WODCON IV, November 1995, Amsterdam, The Netherlands 1995.
41. Miedema, S.A., "Production Estimation Based on Cutting Theories for Cutting Water Saturated Sand (Adobe Acrobat 4.0 PDF-File 423 kB)". Proc. WODCON IV, November 1995, Amsterdam, The Netherlands 1995. Additional Specific Energy and Production Graphs. (Adobe Acrobat 4.0 PDF-File 145 kB).
42. Riet, E.J. van, Matousek, V. & Miedema, S.A., "A Theoretical Description and Numerical Sensitivity Analysis on Wilson's Model for Hydraulic Transport in Pipelines (Adobe Acrobat 4.0 PDF-File 50 kB)". Journal of Hydrology & Hydromechanics, Slovak Ac. of Science, Bratislava, June 1996.
43. Miedema, S.A. & Vlasblom, W.J., "Theory for Hopper Sedimentation (Adobe Acrobat 4.0 PDF-File 304 kB)". 29th Annual Texas A&M Dredging Seminar. New Orleans, June 1996.
44. Miedema, S.A., "Modeling and Simulation of the Dynamic Behavior of a Pump/Pipeline System (Adobe Acrobat 4.0 PDF-File 318 kB)". 17th Annual Meeting & Technical Conference of the Western Dredging Association. New Orleans, June 1996.
45. Miedema, S.A., "Education of Mechanical Engineering, an Integral Vision". Faculty O.C.P., Delft University of Technology, 1997 (in Dutch).
46. Miedema, S.A., "Educational Policy and Implementation 1998-2003 (versions 1998, 1999 and 2000) (Adobe Acrobat 4.0 PDF_File 195 kB)". Faculty O.C.P., Delft University of Technology, 1998, 1999 and 2000 (in Dutch).
47. Keulen, H. van & Miedema, S.A. & Werff, K. van der, "Redesigning the curriculum of the first three years of the mechanical engineering curriculum". Proceedings of the International Seminar on Design in Engineering Education, SEFI-Document no.21, page 122, ISBN 2-87352-024-8, Editors: V. John & K. Lassithiotakis, Odense, 22-24 October 1998.
48. Miedema, S.A. & Klein Woud, H.K.W. & van Bemmel, N.J. & Nijveld, D., "Self Assesment Educational Programme Mechanical Engineering (Adobe Acrobat 4.0 PDF-File 400 kB)". Faculty O.C.P., Delft University of Technology, 1999.
49. Van Dijk, J.A. & Miedema, S.A. & Bout, G., "Curriculum Development Mechanical Engineering". MHO 5/CTU/DUT/Civil Engineering. Cantho University Vietnam, CICAT Delft, April 1999.
50. Miedema, S.A., "Considerations in building and using dredge simulators (Adobe Acrobat 4.0 PDF-File 296 kB)". Texas A&M 31st Annual Dredging Seminar. Louisville Kentucky, May 16-18, 1999.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

51. Miedema, S.A., "Considerations on limits of dredging processes (Adobe Acrobat 4.0 PDF-File 523 kB)". 19th Annual Meeting & Technical Conference of the Western Dredging Association. Louisville Kentucky, May 16-18, 1999.
52. Miedema, S.A. & Ruijtenbeek, M.G. v.d., "Quality management in reality", "Kwaliteitszorg in de praktijk". AKO conference on quality management in education. Delft University of Technology, November 3rd 1999.
53. Miedema, S.A., "Curriculum Development Mechanical Engineering (Adobe Acrobat 4.0 PDF-File 4 MB)". MHO 5-6/CTU/DUT. Cantho University Vietnam, CICAT Delft, Mission October 1999.
54. Vlasblom, W.J., Miedema, S.A., Ni, F., "Course Development on Topic 5: Dredging Technology, Dredging Equipment and Dredging Processes". Delft University of Technology and CICAT, Delft July 2000.
55. Miedema, S.A., Vlasblom, W.J., Bian, X., "Course Development on Topic 5: Dredging Technology, Power Drives, Instrumentation and Automation". Delft University of Technology and CICAT, Delft July 2000.
56. Randall, R. & Jong, P. de & Miedema, S.A., "Experience with cutter suction dredge simulator training (Adobe Acrobat 4.0 PDF-File 1.1 MB)". Texas A&M 32nd Annual Dredging Seminar. Warwick, Rhode Island, June 25-28, 2000.
57. Miedema, S.A., "The modelling of the swing winches of a cutter dredge in relation with simulators (Adobe Acrobat 4.0 PDF-File 814 kB)". Texas A&M 32nd Annual Dredging Seminar. Warwick, Rhode Island, June 25-28, 2000.
58. Hofstra, C. & Hemmen, A. van & Miedema, S.A. & Hulsteyn, J. van, "Describing the position of backhoe dredges (Adobe Acrobat 4.0 PDF-File 257 kB)". Texas A&M 32nd Annual Dredging Seminar. Warwick, Rhode Island, June 25-28, 2000.
59. Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System (Adobe Acrobat 4.0 PDF-File 254 kB)". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
60. Heggeler, O.W.J. ten, Vercruysse, P.M., Miedema, S.A., "On the Motions of Suction Pipe Constructions a Dynamic Analysis (Adobe Acrobat 4.0 PDF-File 110 kB)". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
61. Miedema, S.A. & Zhao Yi, "An Analytical Method of Pore Pressure Calculations when Cutting Water Saturated Sand (Adobe Acrobat PDF-File 2.2 MB)". Texas A&M 33nd Annual Dredging Seminar, June 2001, Houston, USA 2001.
62. Miedema, S.A., "A Numerical Method of Calculating the Dynamic Behaviour of Hydraulic Transport (Adobe Acrobat PDF-File 246 kB)". 21st Annual Meeting & Technical Conference of the Western Dredging Association, June 2001, Houston, USA 2001.
63. Zhao Yi, & Miedema, S.A., "Finite Element Calculations To Determine The Pore Pressures When Cutting Water Saturated Sand At Large Cutting Angles (Adobe Acrobat PDF-File 4.8 MB)". CEDA Dredging Day 2001, November 2001, Amsterdam, The Netherlands.
64. Miedema, S.A., "Mission Report Cantho University". MHO5/6, Phase Two, Mission to Vietnam by Dr.ir. S.A. Miedema DUT/OCP Project Supervisor, 27 September-8 October 2001, Delft University/CICAT.
65. (Zhao Yi), & (Miedema, S.A.), "
" (Finite Element Calculations To Determine The Pore Pressures When Cutting Water
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

Saturated Sand At Large Cutting Angles (Adobe Acrobat PDF-File 4.8 MB))". To be published in 2002.
66. Miedema, S.A., & Riet, E.J. van, & Matousek, V., "Theoretical Description And Numerical Sensitivity Analysis On Wilson Model For Hydraulic Transport Of Solids In Pipelines (Adobe Acrobat PDF-File 147 kB)". WEDA Journal of Dredging Engineering, March 2002.
67. Miedema, S.A., & Ma, Y., "The Cutting of Water Saturated Sand at Large Cutting Angles (Adobe Acrobat PDF-File 3.6 MB)". Proc. Dredging02, May 5-8, Orlando, Florida, USA.
68. Miedema, S.A., & Lu, Z., "The Dynamic Behavior of a Diesel Engine (Adobe Acrobat PDF-File 363 kB)". Proc. WEDA XXII Technical Conference & 34th Texas A&M Dredging Seminar, June 12-15, Denver, Colorado, USA.
69. Miedema, S.A., & He, Y., "The Existance of Kinematic Wedges at Large Cutting Angles (Adobe Acrobat PDF-File 4 MB)". Proc. WEDA XXII Technical Conference & 34th Texas A&M Dredging Seminar, June 12-15, Denver, Colorado, USA.
70. Ma, Y., Vlasblom, W.J., Miedema, S.A., Matousek, V., "Measurement of Density and Velocity in Hydraulic Transport using Tomography". Dredging Days 2002, Dredging without boundaries, Casablanca, Morocco, V64-V73, 22-24 October 2002.
71. Ma, Y., Miedema, S.A., Vlasblom, W.J., "Theoretical Simulation of the Measurements Process of Electrical Impedance Tomography". Asian Simulation Conference/5th International Conference on System Simulation and Scientific Computing, Shanghai, 3-6 November 2002, p. 261-265, ISBN 7-5062-5571-5/TP.75.
72. Thanh, N.Q., & Miedema, S.A., "Automotive Electricity and Electronics". Delft University of Technology and CICAT, Delft December 2002.
73. Miedema, S.A., Willemse, H.R., "Report on MHO5/6 Mission to Vietnam". Delft University of Technology and CICAT, Delft Januari 2003.
74. Ma, Y., Miedema, S.A., Matousek, V., Vlasblom, W.J., "Tomography as a Measurement Method for Density and Velocity Distributions". 23rd WEDA Technical Conference & 35th TAMU Dredging Seminar, Chicago, USA, june 2003.
75. Miedema, S.A., Lu, Z., Matousek, V., "Numerical Simulation of a Development of a Density Wave in a Long Slurry Pipeline". 23rd WEDA Technical Conference & 35th TAMU Dredging Seminar, Chicago, USA, june 2003.
76. Miedema, S.A., Lu, Z., Matousek, V., "Numerical simulation of the development of density waves in a long pipeline and the dynamic system behavior". Terra et Aqua, No. 93, p. 11-23.
77. Miedema, S.A., Frijters, D., "The Mechanism of Kinematic Wedges at Large Cutting Angles - Velocity and Friction Measurements". 23rd WEDA Technical Conference & 35th TAMU Dredging Seminar, Chicago, USA, june 2003.
78. Tri, Nguyen Van, Miedema, S.A., Heijer, J. den, "Machine Manufacturing Technology". Lecture notes, Delft University of Technology, Cicat and Cantho University Vietnam, August 2003.
79. Miedema, S.A., "MHO5/6 Phase Two Mission Report". Report on a mission to Cantho University Vietnam October 2003. Delft University of Technology and CICAT, November 2003.
80. Zwanenburg, M., Holstein, J.D., Miedema, S.A., Vlasblom, W.J., "The Exploitation of Cockle Shells". CEDA Dredging Days 2003, Amsterdam, The Netherlands, November 2003.
81. Zhi, L., Miedema, S.A., Vlasblom, W.J., Verheul, C.H., "Modeling and Simulation of the Dynamic Behaviour of TSHD's Suction Pipe System by using Adams". CHIDA Dredging Days, Shanghai, China, november 2003.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

82. Miedema, S.A., "The Existence of Kinematic Wedges at Large Cutting Angles". CHIDA Dredging Days, Shanghai, China, november 2003.
83. Miedema, S.A., Lu, Z., Matousek, V., "Numerical Simulation of the Development of Density Waves in a Long Pipeline and the Dynamic System Behaviour". Terra et Aqua 93, December 2003.
84. Miedema, S.A. & Frijters, D.D.J., "The wedge mechanism for cutting of water saturated sand at large cutting angles". WODCON XVII, September 2004, Hamburg Germany.
85. Verheul, O. & Vercruijsse, P.M. & Miedema, S.A., "The development of a concept for accurate and efficient dredging at great water depths". WODCON XVII, September 2004, Hamburg Germany.
86. Miedema, S.A., "THE CUTTING MECHANISMS OF WATER SATURATED SAND AT SMALL AND LARGE CUTTING ANGLES". International Conference on Coastal Infrastructure Development - Challenges in the 21st Century. HongKong, november 2004.
87. Ir. M. Zwanenburg , Dr. Ir. S.A. Miedema , Ir J.D. Holstein , Prof.ir. W.J.Vlasblom, "REDUCING THE DAMAGE TO THE SEA FLOOR WHEN DREDGING COCKLE SHELLS". WEDAXXIV & TAMU36, Orlando, Florida, USA, July 2004.
88. Verheul, O. & Vercruijsse, P.M. & Miedema, S.A., "A new concept for accurate and efficient dredging in deep water". Ports & Dredging, IHC, 2005, E163.
89. Miedema, S.A., "Scrapped?". Dredging & Port Construction, September 2005. 90. Miedema, S.A. & Vlasblom, W.J., " Bureaustudie Overvloeiverliezen". In opdracht
van Havenbedrijf Rotterdam, September 2005, Confidential. 91. He, J., Miedema, S.A. & Vlasblom, W.J., "FEM Analyses Of Cutting Of Anisotropic
Densely Compacted and Saturated Sand", WEDAXXV & TAMU37, New Orleans, USA, June 2005.
92. Miedema, S.A., "The Cutting of Water Saturated Sand, the FINAL Solution". WEDAXXV & TAMU37, New Orleans, USA, June 2005.
93. Miedema, S.A. & Massie, W., "Selfassesment MSc Offshore Engineering", Delft University of Technology, October 2005.
94. Miedema, S.A., "THE CUTTING OF WATER SATURATED SAND, THE SOLUTION". CEDA African Section: Dredging Days 2006 - Protection of the coastline, dredging sustainable development, Nov. 1-3, Tangiers, Morocco.
95. Miedema, S.A., "La solution de prélèvement par désagrégation du sable saturé en eau". CEDA African Section: Dredging Days 2006 - Protection of the coastline, dredging sustainable development, Nov. 1-3, Tangiers, Morocco.
96. Miedema, S.A. & Vlasblom, W.J., "THE CLOSING PROCESS OF CLAMSHELL DREDGES IN WATER-SATURATED SAND". CEDA African Section: Dredging Days 2006 - Protection of the coastline, dredging sustainable development, Nov. 1-3, Tangiers, Morocco.
97. Miedema, S.A. & Vlasblom, W.J., "Le processus de fermeture des dragues à benne preneuse en sable saturé". CEDA African Section: Dredging Days 2006 - Protection of the coastline, dredging sustainable development, Nov. 1-3, Tangiers, Morocco.
98. Miedema, S.A. "THE CUTTING OF WATER SATURATED SAND, THE SOLUTION". The 2nd China Dredging Association International Conference & Exhibition, themed 'Dredging and Sustainable Development' and in Guangzhou, China, May 17-18 2006.
99. Ma, Y, Ni, F. & Miedema, S.A., "Calculation of the Blade Cutting Force for small Cutting Angles based on MATLAB". The 2nd China Dredging Association
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

International Conference & Exhibition, themed 'Dredging and Sustainable Development' and in Guangzhou, China, May 17-18 2006.
100. ,"" (download). The 2nd China Dredging
Association International Conference & Exhibition, themed 'Dredging and Sustainable Development' and in Guangzhou, China, May 17-18 2006.
101. Miedema, S.A. , Kerkvliet, J., Strijbis, D., Jonkman, B., Hatert, M. v/d, "THE DIGGING AND HOLDING CAPACITY OF ANCHORS". WEDA XXVI AND TAMU 38, San Diego, California, June 25-28, 2006.
102. Schols, V., Klaver, Th., Pettitt, M., Ubuan, Chr., Miedema, S.A., Hemmes, K. & Vlasblom, W.J., "A FEASIBILITY STUDY ON THE APPLICATION OF FUEL CELLS IN OIL AND GAS SURFACE PRODUCTION FACILITIES". Proceedings of FUELCELL2006, The 4th International Conference on FUEL CELL SCIENCE, ENGINEERING and TECHNOLOGY, June 19-21, 2006, Irvine, CA.
103. Miedema, S.A., "Polytechnisch Zakboek 51ste druk, Hoofdstuk G: Werktuigbouwkunde", pG1-G88, Reed Business Information, ISBN-10: 90.6228.613.5, ISBN-13: 978.90.6228.613.3. Redactie: Fortuin, J.B., van Herwijnen, F., Leijendeckers, P.H.H., de Roeck, G. & Schwippert, G.A.
104. MA Ya-sheng, NI Fu-sheng, S.A. Miedema, "Mechanical Model of Water Saturated Sand Cutting at Blade Large Cutting Angles", Journal of Hohai University Changzhou, ISSN 1009-1130, CN 32-1591, 2006. 绞刀片大角度切削水饱和沙的力学模型, 马亚生[1] 倪福生[1] S.A.Miedema[2], 《河海大学常州分校学报》-2006年20卷3期 -59-61页
105. Miedema, S.A., Lager, G.H.G., Kerkvliet, J., “An Overview of Drag Embedded Anchor Holding Capacity for Dredging and Offshore Applications”. WODCON, Orlando, USA, 2007.
106. Miedema, S.A., Rhee, C. van, “A SENSITIVITY ANALYSIS ON THE EFFECTS OF DIMENSIONS AND GEOMETRY OF TRAILING SUCTION HOPPER DREDGES”. WODCON ORLANDO, USA, 2007.
107. Miedema, S.A., Bookreview: Useless arithmetic, why environmental scientists can't predict the future, by Orrin H. Pilkey & Linda Pilkey-Jarvis. Terra et Aqua 108, September 2007, IADC, The Hague, Netherlands.
108. Miedema, S.A., Bookreview: The rock manual: The use of rock in hydraulic engineering, by CIRIA, CUR, CETMEF. Terra et Aqua 110, March 2008, IADC, The Hague, Netherlands.
109. Miedema, S.A., "An Analytical Method To Determine Scour". WEDA XXVIII & Texas A&M 39. St. Louis, USA, June 8-11, 2008.
110. Miedema, S.A., "A Sensitivity Analysis Of The Production Of Clamshells". WEDA XXVIII & Texas A&M 39. St. Louis, USA, June 8-11, 2008.
111. Miedema, S.A., "An Analytical Approach To The Sedimentation Process In Trailing Suction Hopper Dredgers". Terra et Aqua 112, September 2008, IADC, The Hague, Netherlands.
112. Hofstra, C.F., & Rhee, C. van, & Miedema, S.A. & Talmon, A.M., "On The Particle Trajectories In Dredge Pump Impellers". 14th International Conference Transport & Sedimentation Of Solid Particles. June 23-27 2008, St. Petersburg, Russia.
113. Miedema, S.A., "A Sensitivity Analysis Of The Production Of Clamshells". WEDA Journal of Dredging Engineering, December 2008.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema

114. Miedema, S.A., "New Developments Of Cutting Theories With Respect To Dredging, The Cutting Of Clay And Rock". WEDA XXIX & Texas A&M 40. Phoenix Arizona, USA, June 14-17 2009.
115. Miedema, S.A., "A Sensitivity Analysis Of The Scaling Of TSHD's". WEDA XXIX & Texas A&M 40. Phoenix Arizona, USA, June 14-17 2009.
116. Liu, Z., Ni, F., Miedema, S.A., “Optimized design method for TSHD’s swell compensator, basing on modelling and simulation”. International Conference on Industrial Mechatronics and Automation, pp. 48-52. Chengdu, China, May 15-16, 2009.
117. Miedema, S.A., "The effect of the bed rise velocity on the sedimentation process in hopper dredges". Journal of Dredging Engineering, Vol. 10, No. 1 , 10-31, 2009.
118. Miedema, S.A., “New developments of cutting theories with respect to offshore applications, the cutting of sand, clay and rock”. ISOPE 2010, Beijing China, June 2010.
119. Miedema, S.A., “The influence of the strain rate on cutting processes”. ISOPE 2010, Beijing China, June 2010.
120. Ramsdell, R.C., Miedema, S.A., “Hydraulic transport of sand/shell mixtures”. WODCON XIX, Beijing China, September 2010.
121. Abdeli, M., Miedema, S.A., Schott, D., Alvarez Grima, M., “The application of discrete element modeling in dredging”. WODCON XIX, Beijing China, September 2010.
122. Hofstra, C.F., Miedema, S.A., Rhee, C. van, “Particle trajectories near impeller blades in centrifugal pumps. WODCON XIX, Beijing China, September 2010.
123. Miedema, S.A., “Constructing the Shields curve, a new theoretical approach and its applications”. WODCON XIX, Beijing China, September 2010.
124. Miedema, S.A., “The effect of the bed rise velocity on the sedimentation process in hopper dredges”. WODCON XIX, Beijing China, September 2010.
Miedema, S.A., "Automation of a Cutter Dredge, Applied to the Dynamic Behaviour of a Pump/Pipeline System". Proc. WODCON VI, April 2001, Kuala Lumpur, Malaysia 2001.
Copyright: Dr.ir. S.A. Miedema