Embed Size (px)
DESCRIPTION
'Automation in aerospace composite processing; its impact on tooling needs'. Alfredo Güemes Prof. Materials Science Dept. Aeronautics Univ. Politecnica Madrid. Pedro Muñoz-Esquer Director Dpt. Composite Engineering Airbus-España. General. The Airbus A-380 - PowerPoint PPT Presentation
Citation preview

'Automation in aerospace composite processing; its impact
on tooling needs'
Alfredo Güemes
Prof. Materials Science
Dept. Aeronautics
Univ. Politecnica Madrid
Pedro Muñoz-EsquerDirector Dpt. Composite EngineeringAirbus-España
June - 2000 Página :2
Content
• General. The Airbus A-380
• Overview of composites manufacturing processes
• Production of the unpressurized fuselage section
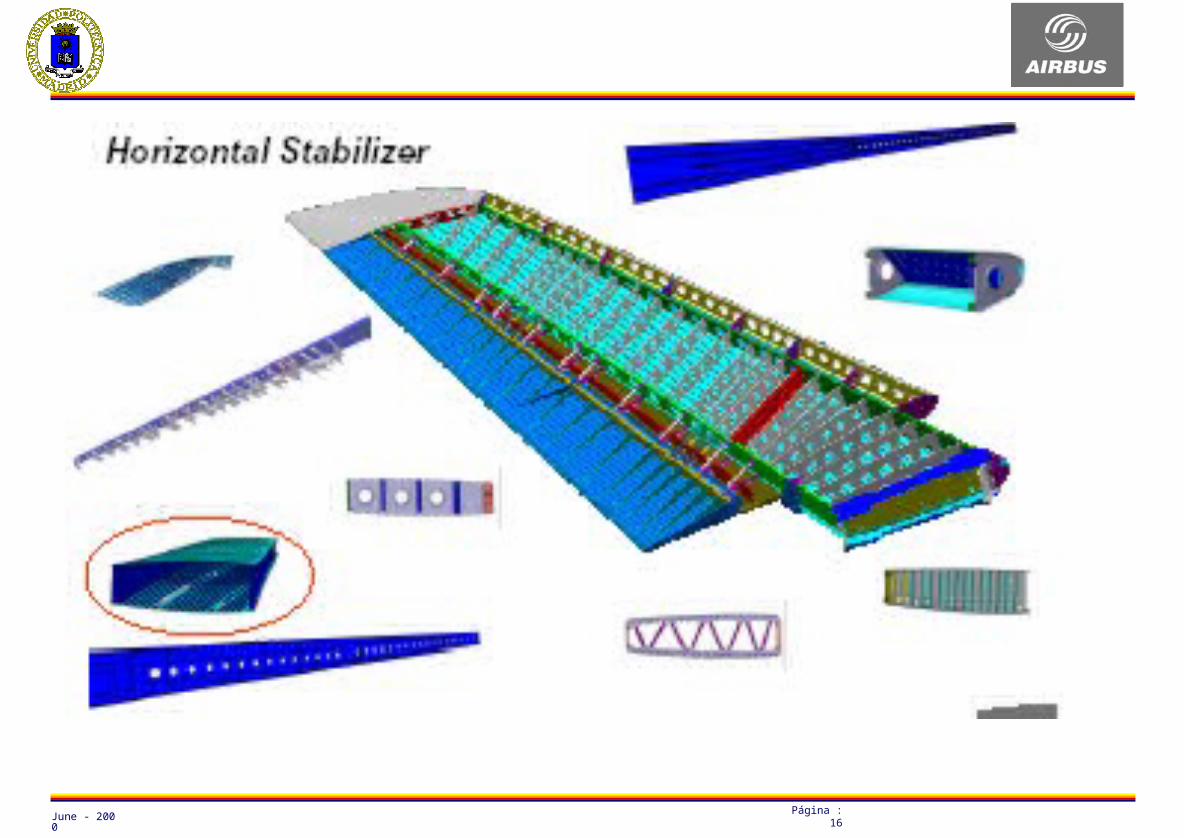
• Production of the horizontal estabilizer
• Requirements for the tooling
• Conclusions
June - 2000 Página :3
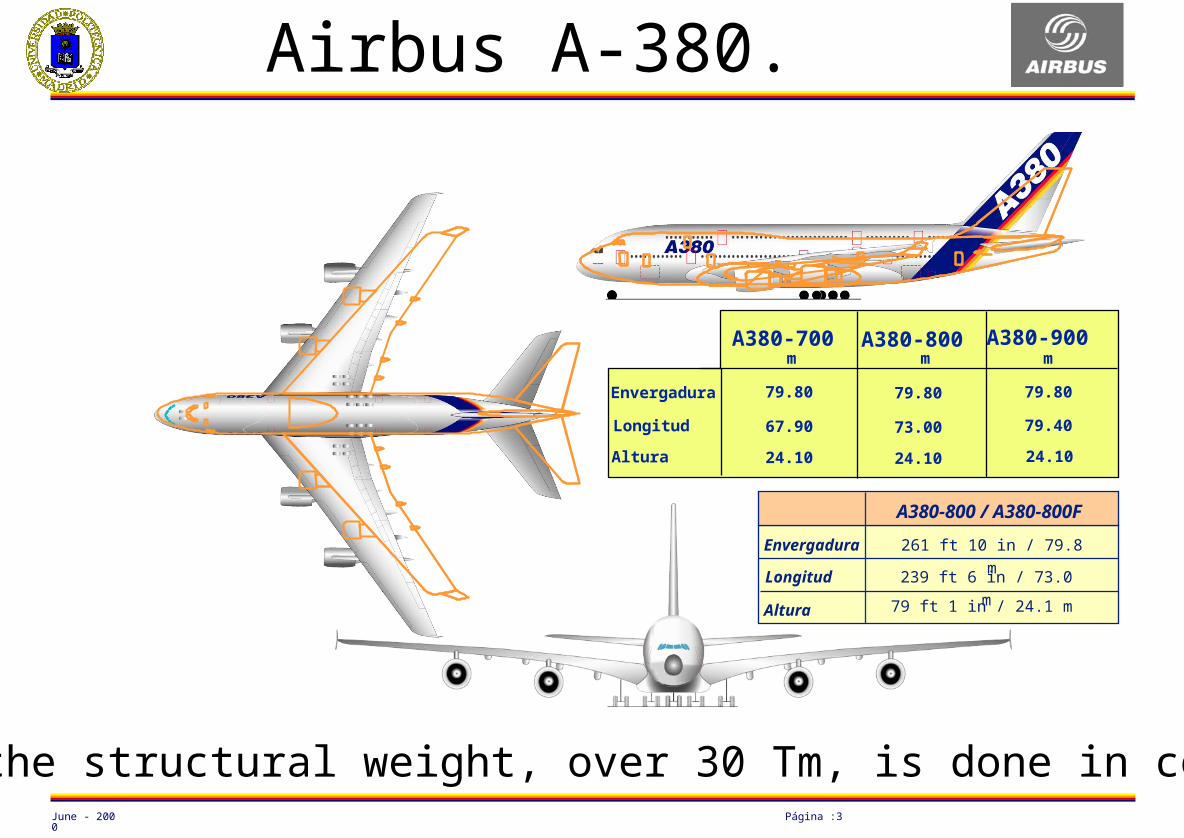
Airbus A-380.
A380-700 m
A380-900 m
Envergadura
Longitud
Altura
79.80
67.90
24.10
79.80
79.40
24.10
A380-800
79.80
73.00
24.10
m
79 ft 1 in / 24.1 m
Envergadura
Longitud
Altura
261 ft 10 in / 79.8 m
A380-800 / A380-
800F
239 ft 6 in / 73.0 m
22 % of the structural weight, over 30 Tm, is done in composites
June - 2000 Página :4
June - 2000 Página :5
July 04: A380 MSN001 at the assembly line in Toulouse

June - 2000 Página :6
Composite Materials Production
PULTRUSION BRAIDING
COILINGTHREADS
FIBER PLACEMENT
R.T.M.AUTOMATICTAPE LAYUP
June - 2000 Página :7
June - 2000 Página :8
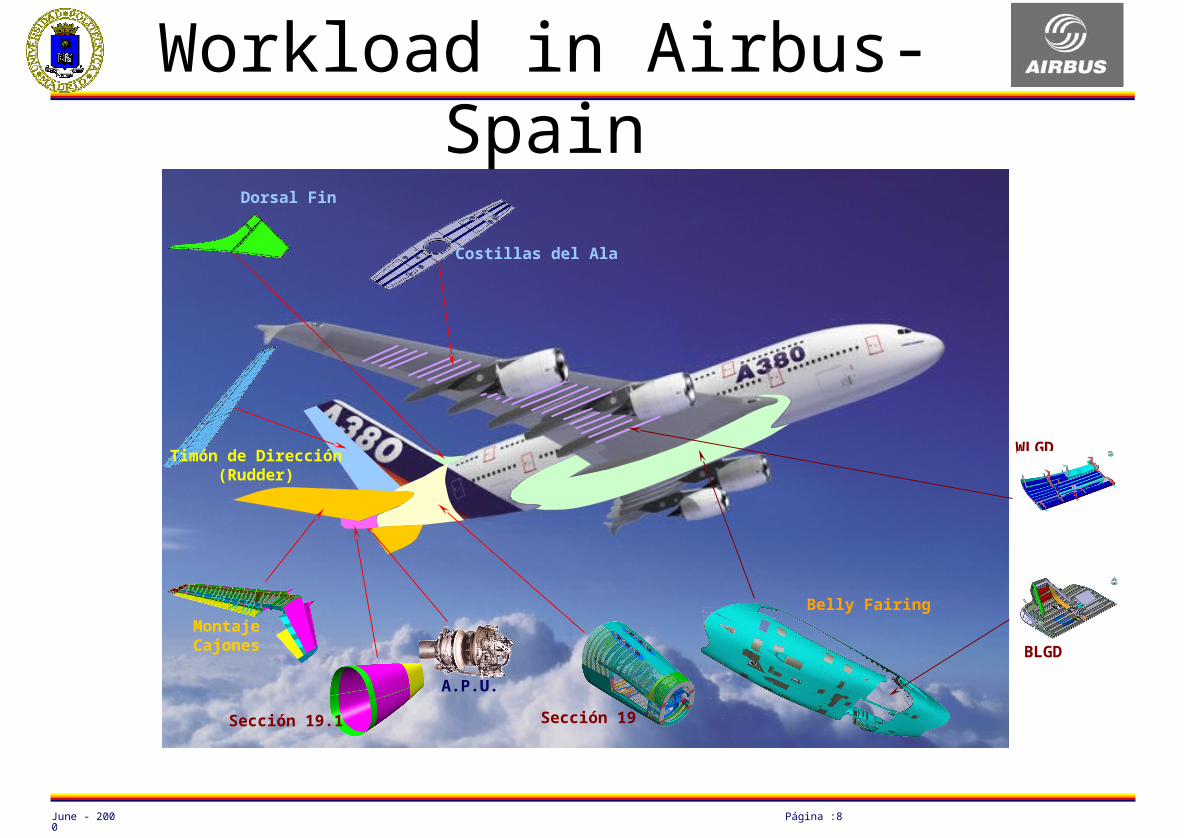
MontajeCajones
A.P.U.
Timón de Dirección(Rudder)
Dorsal Fin
Costillas del Ala
Sección 19.1 Sección 19
Belly Fairing
WLGD
BLGD
Workload in Airbus-Spain

June - 2000 Página :9
Unpressurized fuselage section 19

June - 2000 Página :10

June - 2000 Página :11
June - 2000 Página :12

June - 2000 Página :13
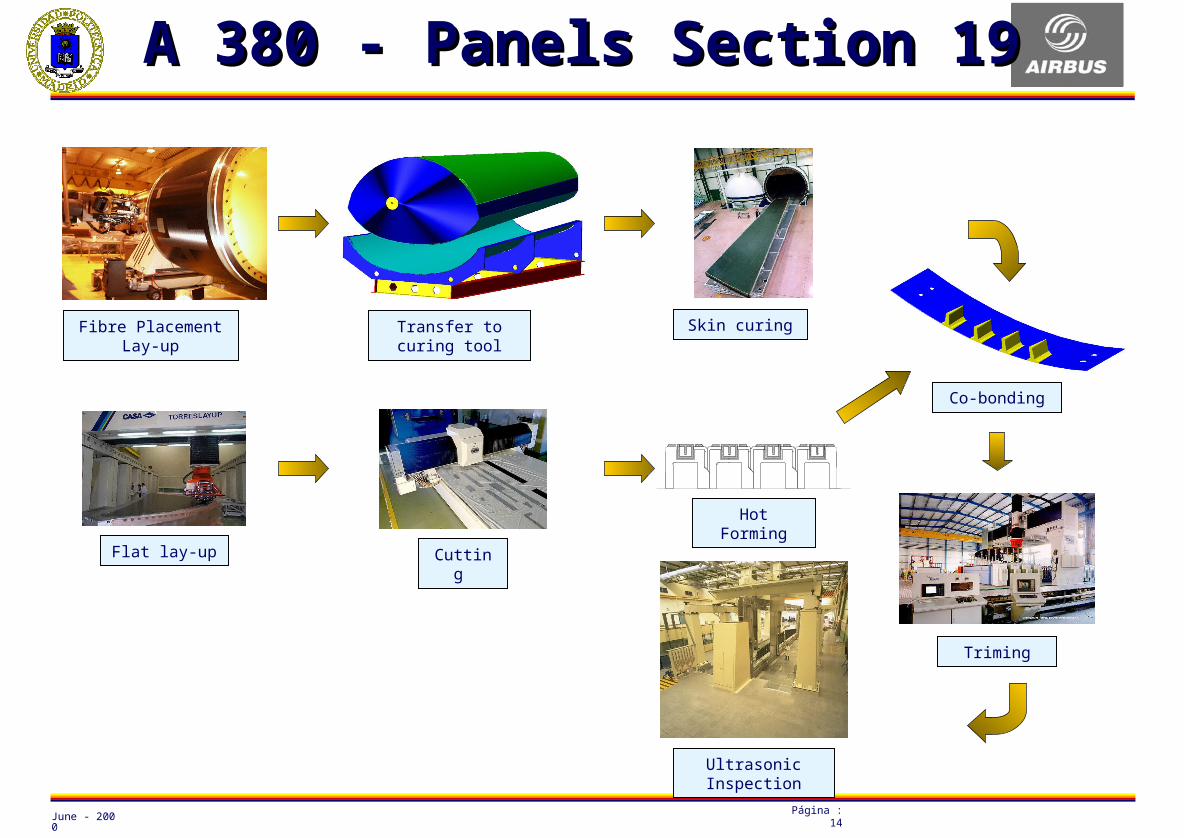
June - 2000 Página :14
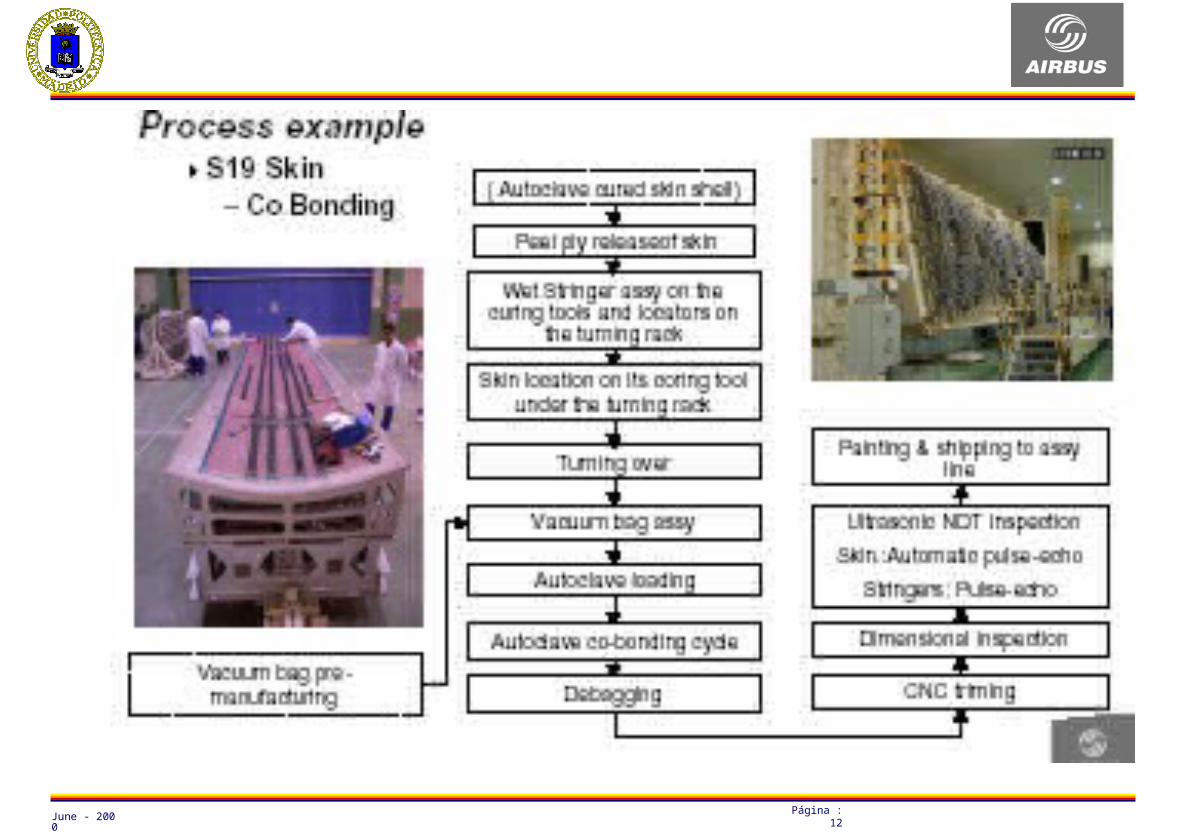
Skin curing
Ultrasonic Inspection
Co-bonding
Triming
Transfer to curing tool
Flat lay-up Cutting
Hot Forming
Fibre Placement Lay-up
A 380 - A 380 - PanelsPanels Section 19Section 19

June - 2000 Página :15
Curing tool Section 19
Floating skin done in INVAR, on steel structure
June - 2000 Página :16
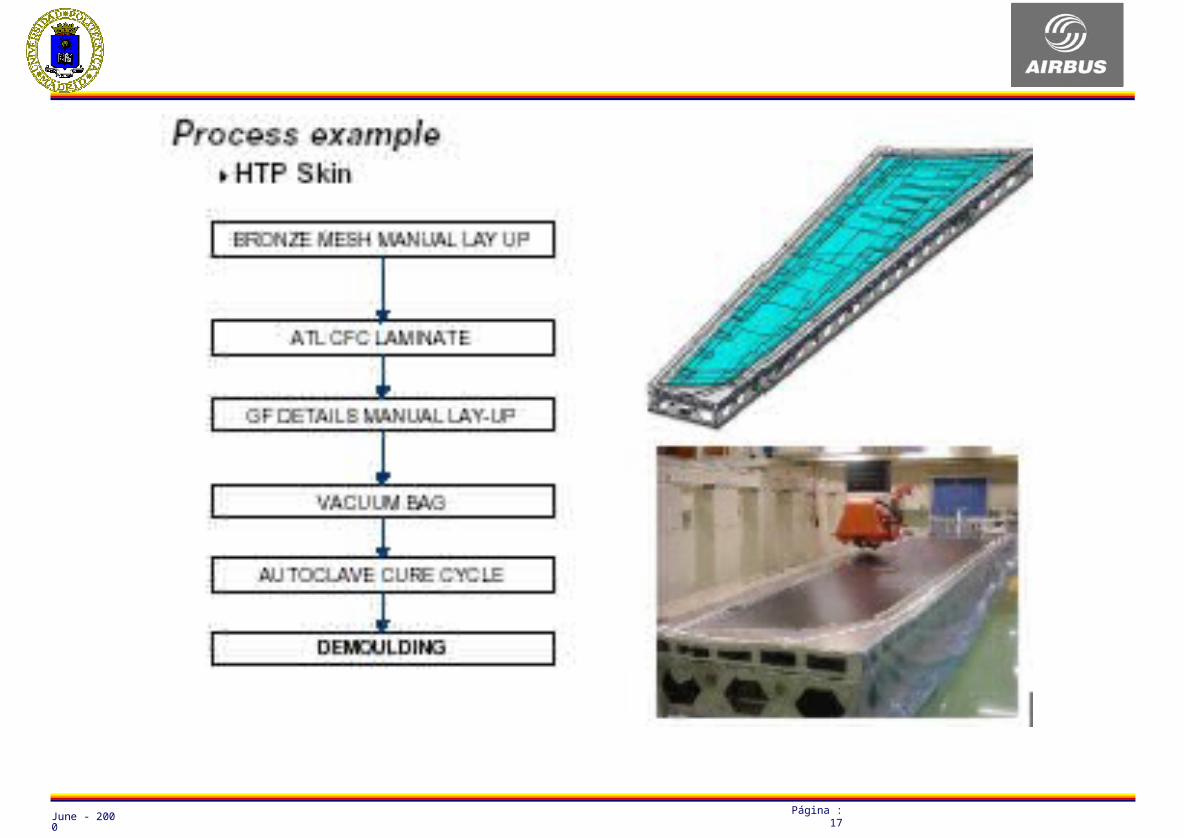
June - 2000 Página :17
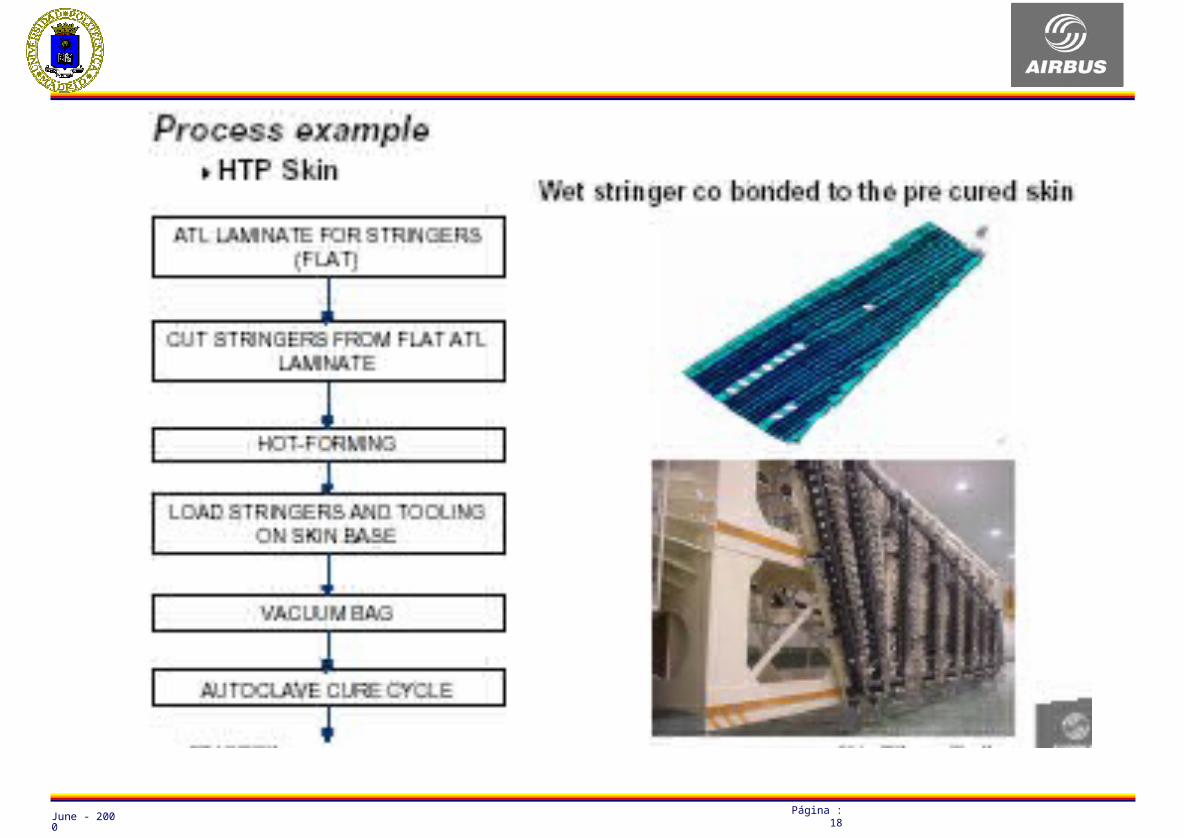
June - 2000 Página :18
June - 2000 Página :19
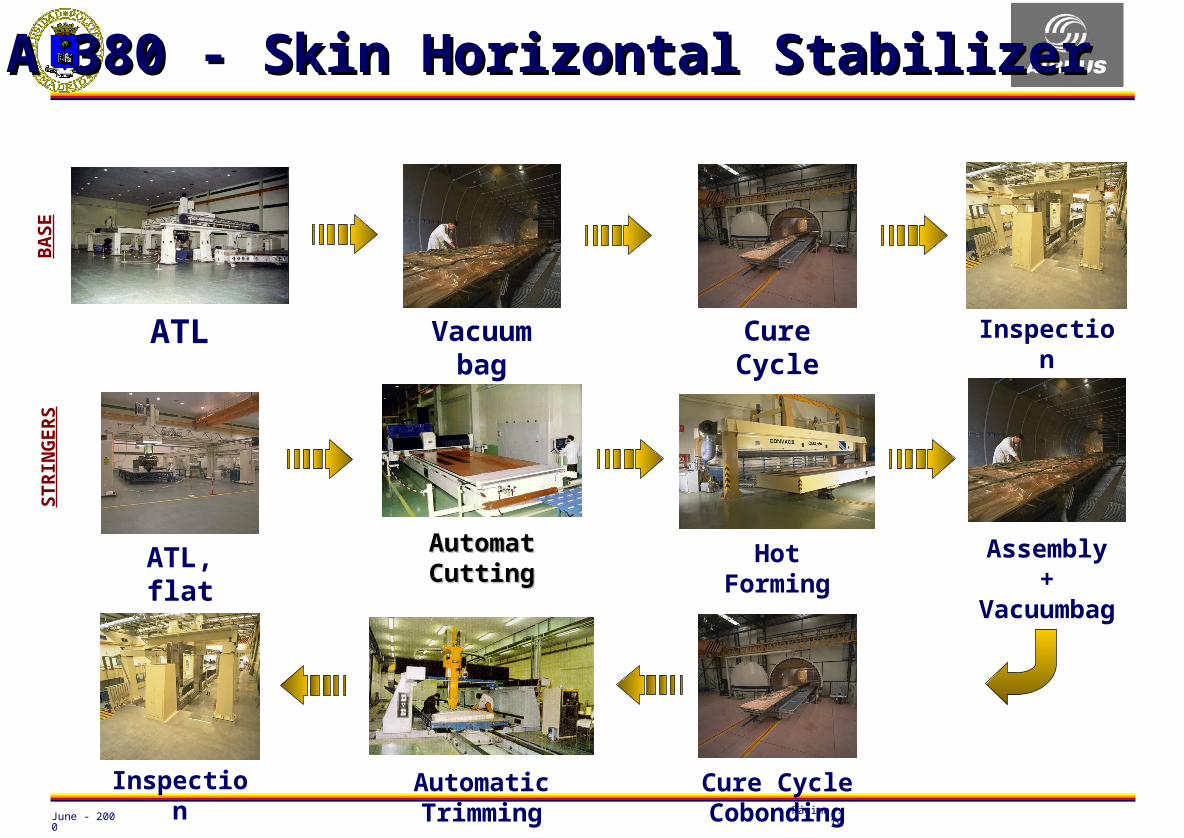
A 380 - Skin Horizontal StabilizerA 380 - Skin Horizontal Stabilizer
Inspection Cure Cycle Cobonding
Automatic Trimming
ATL, flat Automat Automat CuttingCutting
Hot Forming
Assembly + Vacuumbag
ST
RIN
GE
RS
ATL Vacuumbag
Cure Cycle
BA
SE
Inspection
June - 2000 Página :20
Tooling requirements
• Dimensional accuracy in very large dimensions
• Dimensional stability under thermal excursion 200 ºC
• Durability
• Surface quality
• Compatibility with demoulding agents
• Easy of manufacturing, inspect and repair
• High thermal condutivity, low weight, low thermal expansion
• Tooling materials: Steel, Invar, CFRP, graphite,

June - 2000 Página :21
Additional tooling reqs. for RTM
• Very stiff. The dry preform need to be packed tight • Very high accuracy in thickness to control fibre
volume, and to avoid dry spots.• Resin injection and vacuum ports needs to be
carefully positioned for a good resin flow.• Once closed, vacuum level better than 50 mm Hg.
O-ring seal is critical.• Heater and cooling system (electrical resistances,
water conducts,...) can be built-in at the tool.

June - 2000 Página :22
Alignment according to geometrical key features. These movements are made by the positioners, taking into account a theoretical reference. BEST-FIT calculation before join-up operation. Recording of HTP reference position within a friendly graphical user interface.
FLEXIBLE JIG:Placing of lateral boxes in a fixed position. After positioning the whole system can be moved.
Old tooling, poor ergonomics, lead time reduction impossible
Assembly tooling
June - 2000 Página :23
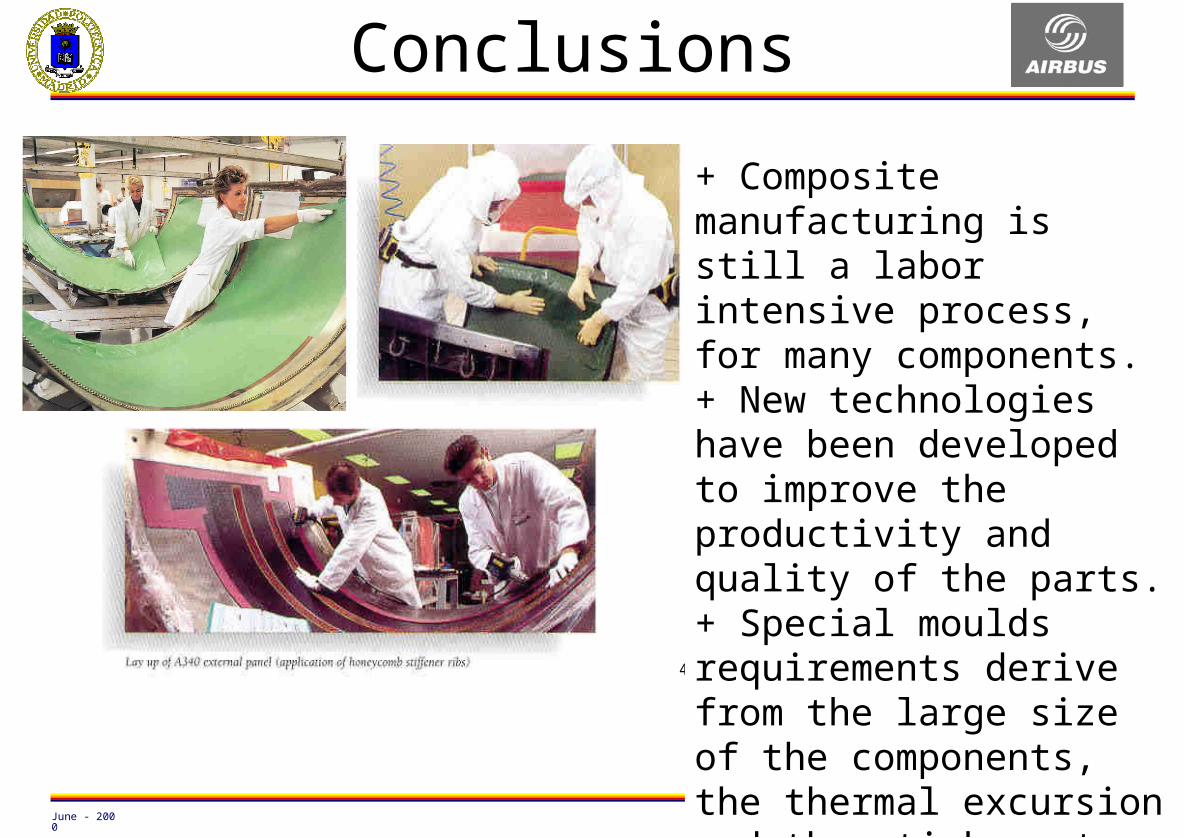
Conclusions
47
+ Composite manufacturing is still a labor intensive process, for many components. + New technologies have been developed to improve the productivity and quality of the parts.+ Special moulds requirements derive from the large size of the components, the thermal excursion and the sticky nature of the composite during cure.