Embed Size (px)
Citation preview

J. of Supercritical Fluids 33 (2005) 283–291
Automated high-pressure plant for a continuous flow through a fixedbed – investigation of hydrodynamic behaviour
Jan Jansen∗, Bernd Niemeyer
Helmut-Schmidt-University/University of the Federal Armed Forces Hamburg, Holstenhofweg 85, D-22043 Hamburg, Germany
Received in revised form 5 August 2004; accepted 9 August 2004
Abstract
A continuously operated and computer controlled plant for high-pressure reactions and separations, utilising pressures up to 350 MPa, wasdesigned and constructed. The technical characterisation of the plant is based on the flow-through behaviour. Thus, breakthrough curves wererecorded at pressures of 0.8, 20, and 300 MPa, imposing a step input signal with methylene blue as tracer substance in aqueous solution.Hydrodynamic plant parameters as mean times, variances, the number of theoretical plates, Bodenstein number, and axial dispersion coefficientwere determined, utilising the tanks-in-series and the dispersion model. At first, all experiments were carried out without a fixed bed in order tog sed. Thesei he fixed bed.A no pressured uenced byp pressure ands sB©
K
1
icpc[pt
oeio
batchtin-re inigh-pre-s and
mice.g.s, andsure
amictheeters
ssuretally
0d
et the system’s flow parameters. After that, a typical fixed bed consisting of modified silica gel that adsorbed almost no dye was unvestigations were carried out to separate pore diffusion, mass transfer, and adsorption influences from disturbance caused by tt last, a highly adsorbing silica gel was applied to simulate a complete adsorption process. The results show that there is nearlyependency of the system’s flow parameters and the disturbance, respectively. Adsorption onto silica gel, which is strongly inflore diffusion and mass transfer, shows a significant pressure dependence. Mass transfer coefficients decrease with increasingo limit any desired surface reaction. Furthermore, for the amount of dispersion at hand, the number of theoretical platesN always exceedo/2; consequently some standard equations for the determination of dispersion are not applicable.2004 Elsevier B.V. All rights reserved.
eywords:High pressure; Flow dynamics on fixed beds; Hydrodynamic behaviour; Plant automation; Mass transfer
. Introduction
At present, interest in various high-pressure applicationss growing. Areas of research are such as reaction control inhemical reaction engineering[1], focussing for instance onolymerisation techniques[2–4], pharmaceutical and medi-al applications[5,6], and food processing and sterilisation7–10]. In the field of downstream processing of high valueroducts like pharmaceuticals, food additives, etc., expecta-
ions are coming up to high pressure bio-engineering[11,12].While for most high-pressure applications discontinu-
usly operated plants are well suited or at least sufficient, thefficiency of some reactions and separation technologies may
mprove significantly if continuously or semi-continuouslyperated systems are available[13]. So far, progress has been
∗ Corresponding author.E-mail address:[email protected] (J. Jansen).
achieved in design and development of high-pressurereactors[14]. A development gap can be stated for conuously and semi-continuously operated plants. Therefothe following, design and construction of an automated hpressure plant for continuous flow through a fixed bed issented and discussed. The plant is designed for reactionseparations at pressures of up to 350 MPa.
Due to the fact that knowledge of the hydrodynabehaviour is fundamental to quantify the efficiency (dynamic capacity) of reactions and separation processethat the evaluation of the hydrodynamics at high-presconditions is still a relatively unstudied subject[15], the flowcharacteristics of the plant are examined. Its hydrodynbehaviour is described, utilising the dispersion andtanks-in-series models and their dimensionless paramBodenstein numberBo and number of theoretical platesN,respectively. An approach is discussed to analyse the predependency of dispersion and adsorption by experimen
896-8446/$ – see front matter © 2004 Elsevier B.V. All rights reserved.oi:10.1016/j.supflu.2004.08.002

284 J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291
Nomenclature
c concentration (g/L or dimensionless)Bo Bodenstein number, dimensionless
Bo= (uL/Dax)Dax axial dispersion coefficient (m2/s)L specific length (m)N number of theoretical plates, dimensionlessp pressure (MPa)q loading of the solid phase (mg adsorpt/g adsor-
bent)St Stanton number, dimensionless,St = ksaL/u
[mass transfer/convection]t time (s)t mean time of the breakthrough (s)u superficial velocity (m/s)V volume (mL)x length (m)
Greek lettersε porosity of the fixed bed, dimensionlessλ wavelength (nm)σ2 variance (mL2)
isolating diffusion, mass transfer, and adsorption effectsfrom convection and disturbance as well as applying basicmathematic models. Finally, the whole adsorption process isinvestigated.
2. Mathematical description
2.1. Dispersion model
Step input functions were applied to the system and itsresponses were recorded and plotted as tracer concentrationover the total eluted volume. Plant parameters were derivedfrom the mathematical analysis of these breakthrough curves.
In the equilibrium dispersive model (Eq.(1)) all contribu-tions (such as diffusion, mass transfer, adsorption) leading toband broadening are lumped into the dispersion coefficientDax [16]. For the solid phase follows:
∂c
∂t+ 1 − ε
ε
∂q(c)
∂t+ u
∂c
∂x= Dax
∂2c
∂x2, (1)
wherec is the concentration in the fluid phase,q the adsor-bent load in the solid phase,ε the column porosity,u thesuperficial velocity, andt andx are the time and space coor-d eV por-t theb s
without adsorption, Eq.(1) becomes:
∂c
∂t+ u
∂c
∂x= Dax
∂2c
∂x2. (2)
To solve Eq.(2), initial and boundary conditions are re-quired. Several possibilities are given in[13]. The way ofmeasurement utilised in these experiments is referred to asthe mixing-cup method by Levenspiel[18] and closely rep-resents the closed vessel boundary condition. No analyticalsolution for this boundary condition exists, but mean timet
and varianceσ2 can be determined:
σ2θ = σ2
t2= 2
Dax
uL− 2
(Dax
uL
)2
(1 − e−uL/Dax), (3)
with the specific vessel lengthL. Instead ofDax the dimen-sionless Bodenstein numberBocan be used[13,19], definedasBo = uL/Dax. Thus, variance and mean time can be de-rived from experimental results. One approach is presentedby Levenspiel[18]; mean time and variance are calculatedfor aC curve, a system’s response to a dirac delta function.For t one finds
t =∫ ∞
0 tC dt∫ ∞0 C dt
, (4)
a
σ
E qs.(
t
σ
edf , thec
2
p eriesm nksi ticalp aref
�
owt n
inates, respectively. Instead of timet, the total eluted volumcan be used, which for constant mass flow is direct pro
ional to the time. This can provide a better insight intoehaviour of the plant and the fixed bed[17]. For system
nd forσ2
2 =∫ ∞
0 t2C dt∫ ∞0 C dt
− t2. (5)
qs.(4) and (5)transform into discrete forms as given in E6) and (7), respectively.
∼=∑
tiCi�ti∑Ci�ti
, (6)
2 ∼=∑
t2Ci�ti∑Ci�ti
− t2. (7)
To use Eqs.(6) and (7)for experimental curves recordrom a step input signal instead a dirac delta functionurves have to be reduced by differentiation[20].
.2. Tanks-in-series model
Besides the dispersion model withDax or Bo as decisivearameters, a cell model may be applied. The tanks-in-sodel usesN as the number of equal-size ideal stirred ta
n a chain.N also is referred to as the number of theorelates[16,21]. Mean time and variance for this model
ound to be (refer to[18]):
σ2 = σ2out − σ2
in = t2
N. (8)
Since one property of the variance is its additivity for flhrough independent vessels andσ2
in for a step input functio

J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291 285
equals zero,σ2out becomesσ2, and
σ2 = t2
N, (9)
or
σ2θ = 1
N. (10)
The dispersion model and the tanks-in-series model canbe coupled by the variances. IfDax/uL becomes sufficientlysmall that (Dax/uL)2 can be neglected, Eq.(3) simplifies to
σ2θ = σ2
t2= 2
Dax
uL= 2
Bo. (11)
According to Levenspiel and Smith[18,20]the maximumerror in estimate ofDax/uL is 5% whenDax/uL < 0.01 and0.5% whenDax/uL < 0.001. Under these conditions the fol-lowing relations hold[13,16]:
N ≈ Bo
2, (12)
or
N ≈ uL
2Dax. (13)
For the present experiments, the theoretical plate numbersww
3. Experimental
3.1. Material
Methylene blue was purchased from Riedel de Haen,Seelze, Germany. The silica gel used, XWP-P005, wasdelivered by Grace Davison, Worms, Germany. XWP-P005 provides a specific surface of 80 m2/g, an averagepore diameter of 50 nm, a pore volume of 1–1.2 mL/g,a density of 2120 kg/m3, and a void fraction of 0.82. 3-Mercaptopropyltrimethoxysilane and 1,4-butanediol digly-cidyl ether are from Fluka (Fluka Chemie GmbH, Buchs,Switzerland), hydrochloric acid and 1-octadecanethiol werepurchased from Merck (Merck, Darmstadt, Germany).
3.2. High-pressure plant – set up and operation
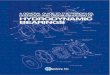
For all experiments, the high-pressure plant shown inFig. 1 was used. This plant has been designed for high-pressure reactions and separation in a fixed bed under a hy-drostatic pressure of up to 350 MPa. It applies a continuousflow of pressurised liquid to a solid fixed bed. Focus was laidon minimising shear stress and pressure shocks on the feedand a high variability of the flow through the fixed bed underpressure as well as a fast exchange of the fixed bed column.T sonalc
ere calculated using variances and mean times sinceDax/uLas found to be higher than 0.01 in almost every case.
Fig. 1. Schematic diagram o
he plant is automated and can be controlled by a peromputer.
f the high-pressure plant.

286 J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291
As pump, an MhR 150/7 (ProMinent Orlita, Giessen, Ger-many) motor driven diaphragm pump (P) with a hydraulicallyoperated diaphragm is used. The maximum operation pres-sure is 380 MPa at a flow rate of 1.1 L/h. To operate the pump,a minimum suction pressure of 0.8 MPa is required. To en-sure this, suction is taken from a holding tank (T) containing10 L of buffer. The tank is pressurised by nitrogen via thepressure control valve PIH1. The feed is stored in three ves-sels with a volume of 50 mL each (S1–S3). These containerscan be pressurised by nitrogen independently from the hold-ing tank. The suction side of the pump and the feed reservoirmake up the low-pressure part of the plant. Maximum pres-sure in this part is 1 MPa, ensured by the pressure-relief valvePZ10.
High and low pressure parts of the plant meet at valvesH11 and H12. From the reservoir, the feed is pressed intoa pipe loop (SL) by nitrogen pressure via valve H11. Thepipe loop has a total volume of 150 mL, corresponding tothe volume of the feed reservoir. By opening valve H17 andclosing valves H12, 16, 19, and 20 it is ensured that the entirepipe loop is filled with feed. The remaining buffer-filled pipelength ahead of the fixed bed column contains 2.8 mL. In thisway the axial mixing of feed and buffer before the feed entersthe fixed bed is minimised. The feed is then pressurised bythe buffer that is compressed by the pump and enters the pipel amem butd pipel feedr t to ap onalp , 21,a ought tionv ).
io-s o 175s me-b burg,G com-p rks( inc ce,P lisedb o thed e ared to ah ke andv valve( owr ratedb res-s l unit( sures m a.d 10 V,
proportional to a pressure of 0–500 MPa. Two mechanic pres-sure gauges, PI14 (IKA-Werke GmbH & Co KG, Staufen,Germany), and PI23 (Heise, Stratford, CT, USA) are used toindicate a possible pressure drop over the fixed bed column.Mass flow is gauged by the mass flow meter (FE25) ASL1430(Sensirion, Zurich, Switzerland), which covers a range from0 to 3000�L/min and can be operated at a frequency of upto 200 Hz. The sensor is totally media isolated, has no deadvolume, an accuracy of±3% of the measured value and isproofed to be suitable for the detection of low and very lowmass flow without significant pressure drop. The piping, fit-tings and valves used in the high-pressure part of the plantare from Hofer with exemption of the pneumatic valve FV24,type 710.5363 from Sitec (Sitec Sieber Engineering, Zurich,Switzerland). Fittings and valves for the low-pressure partare delivered from Swagelok (Swagelok B.E.S.T. Ventil +Fitting GmbH Hamburg, Germany).
The basic principle for the pump is a modified two-position controller for the piston stroke. A dead zone of±2 MPa is established around the desired pressure. Pressurereadings from the sensor are taken at 100 Hz. If the measuredpressure is outside the limit, a signal is sent to the control unitof the pump, activating or logging the piston stroke.
Controlling the pneumatic valve proofed to be difficultdue to a highly non-linear behaviour of the set up and thew onaryo ain-t Pa,t e thep cteris-t tab-l MPa,t weent d bea
med hiss ween0 een0
3
lledw ass( thes prop-e siredfl 16,t anda tem.S ttedi ch,G r( nd)f r
oop via valve H12. Since feed and buffer are not of the sixture, diffusion contamination of the feed is possibleoes not effect the breakthrough; due to the length of the
oop the breakthrough is completed before contaminatedeaches the fixed bed. Pressure relief valve PZ15 is seressure of 350 MPa, levelling up the maximum operatiressure for the plant. The alignment of valves H19, 20nd 22 enables an easy change of the flow direction thr
he fixed bed, if required for efficient processing (e.g. reacersus washing and adsorption versus desorption steps
A fraction sampler from Pharmacia (Amersham Bciences Europe GmbH, Uppsala, Sweden) collects up tamples of the fluid leaving the plant. The sampling is tiased and caps of 1.5 or 2 mL size (Eppendorf AG, Hamermany) are employed. Pressure and flow rate areuter controlled. For this, an IBM PC and the MathWoThe MathWorks Inc. Natick, MA, USA) product familyombination with a DS 1104 R&D controller board (dSpaaderborn, Germany) are used. The pump control is reay varying the stroke of a piston that applies pressure tiaphragm. Thus, piston stroke, flow rate, and pressurependent variables. A reduction of the flow rate leadsigher pressure and hence needs a reduction of the stroice versa, if constant pressure is desired. A pneumaticFV24) is the second regulating unit to influence the flate and thus the pressure. The pneumatic valve is opey compressed control air. It closes with increasing pure. The operating pressure is regulated by a controFoxboro Eckardt GmbH, Stuttgart, Germany). The presensor, PE18 (Hofer Hochdrucktechnik GmbH, Muelhei. Ruhr, Germany) is used that outputs a voltage of 0–
ide range of the operating pressure. Start up and statiperations require a different controller dynamic. To m
ain a flow rate of e.g. 1.5 mL/min at a pressure of 300 Mhe control air pressure applied to the valve is about twicressure needed for 20 MPa. To meet the required chara
ics, the valve is pre-controlled by two experimentally esished characteristic lines, one for pressures below 50he second for pressures above 50 MPa. Switching bethe characteristic lines while operating the plant shoulvoided.
Two different PID-controller are designed to overcoifficulties with dynamic versus stationary operation. Tet up allows stationary operation at pressures of bet.8 and 350 MPa and at volumetric flow rates of betw.25 and 2.5 mL/min.
.3. Methods
For the plant characterisation, the pipe loop (SL) was fiith methylene blue in aqueous solution. Via the byp
valve H16) it was assured that no bubbles remain inystem and that the fixed bed – if one was used – wasrly wetted. The plant was then pressurised and the deow rate was set. By opening valve H12 and closing Hhe feed from the pipe loop is directed to the fixed bed
well-defined step input function is applied to the sysamples of 1.2 mL per fraction were collected and pipe
nto microtiter plates (HJ-Bioanalytik, Moenchengladbaermany), serving for a 1420 VICTOR2 Multilabel Counte
Perkin-Elmer Life Sciences – Wallac Oy, Turku, Finlaor spectrometric analysis. About 300�L was required fo

J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291 287
Fig. 2. Mesomeric structure of methylene blue.
the analysis, thus allowing three independent analyses per1.2 mL fraction.
The use of methylene blue (Fig. 2) in aqueous solutionas tracer and later as adsorbate provides two major advan-tages. With its molecular weight of 320 g/mol and the am-phiphilic behaviour, its properties are suitable to simulate theadsorption behaviour of a wide range of substances, suchas pharmaceuticals. And, as dye, detection atλ = 595 nmand concentration analysis by photometry is fast and reli-able. Concentrations from 0 to 0.03 g/L dye were found tobe detectable with a precision of 0.0005 g/L. Thus, the initialconcentration c0 of the methylene blue solution was assignedto be 0.03 g/L (as seen fromFigs. 4–7).
As adsorbents, three different types of silica gel XWP-P005 were applied. In a first reaction step, XWP-P005 wastreated with 3-mercapto-propyltrimethoxysilane, leading toXWP mod 1. In a second step, a fraction of XWP mod 1reacted with 1,4-butanediol diglycidyl ether. Fractions of theresulting substance were then treated with hydrochloric acidand with 1-octa-decanethiol, resulting in XWP mod 2 andXWP mod 3, respectively[22,23]. By this, three supports withdifferent hydrophobic character were derived from one sil-ica gel, providing different adsorption behaviour (especiallydifferent capacities) without influence on the flow dynamicsbased on factors like e.g. particle size, porosity, or surfacet
herms
4. Results
4.1. Isotherms
Adsorption isotherms of XWP mod 1, 2, and 3 with methy-lene blue were recorded at normal pressure and room temper-ature (Fig. 3). XWP mod 2 showed almost no adsorption andXWP mod 3 showed minimal adsorption. This was expected,since both modifications were designed to provide a stronghydrophobic behaviour. Based on these results, XWP mod 2and 3 were employed to determine dispersion effects with-out pore diffusion and adsorption and their pressure depen-dency. The adsorption capacity of non-modified XWP-P005was found to be so high that with the experimental equip-ment at hand no equilibrium could be reached; breakthroughcurves could not be recorded. However, XWP mod 1 proofedto have a suitable adsorption behaviour. It was therefore usedto examine a complete adsorption process.
4.2. Breakthrough curves
Breakthrough curves were recorded without fixed bed,with XWP mod 1, XWP mod 2, and XWP mod 3 at pres-sures of 0.8, 20, and 300 MPa, respectively, as presented inFigs. 4–7. In all figures, the methylene blue concentration ofthe eluted solution (ordinate) is plotted over the total volumet
k-t hate ge oft e to9 etricb
st thed benti thoutfi let
exture.Fig. 3. Adsorption isot
of XWP mod 1, 2, and 3.hat passed through the plant (abscissa).Experiments without fixed bed (Fig. 4) show a steep brea
hrough, beginning at a volume of approximately 10 mL. Tquals the dead volume of the plant. Seventy percenta
he inlet concentration are reached within 10 mL, to com5%, another 20 mL are needed, indicating a non-symmreakthrough.
Utilising XWP mod 2 as adsorbent (Fig. 6), the dye breakhrough at a volume of approximately 9 mL, equallingead volume of the plant minus the volume of the adsor
n the column. The breakthrough is even steeper as wixed bed. Within 10 mL of eluted liquid 95% of the in

288 J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291
Fig. 4. Breakthrough with empty column at 0.8, 20, and 300 MPa.
Fig. 5. Breakthrough with XWP mod 1 at 0.8, 20, and 300 MPa.
Fig. 6. Breakthrough with XWP mod 2 at 0.8, 20, and 300 MPa.

J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291 289
Fig. 7. Breakthrough with XWP mod 3 at 0.8, 20, and 300 MPa.
concentration of methylene blue are found. No dye was ad-sorbed at any pressure, confirming the results of the isothermsrecorded before.
As expected, XWP mod 3 (Fig. 7) shows minor adsorptioncapacity. The breakthrough occurs at a volume of 10 mL, af-ter another 10 and 20 mL, the outlet concentration equals 80and 95% of the applied methylene blue concentration, respec-tively. The initial breakthrough is steeper than that recordedwithout fixed bed, but not as steep as that with XWP mod2. Unlike the curves resulting from XWP mod 2 as adsor-bent, it shows a decreasing steepness above 70% of the inletconcentration.
XWP mod 1 as adsorbent delivers entirely different re-sults (Fig. 5). At pressures of 0.8 and 20 MPa, the break-through starts after 80 mL liquid pass the plant. The shiftof the breakthrough represents the amount of adsorbed dye.Seventy percentage of the inlet concentration are obtained at93 mL (20 MPa) and 98 mL (0.8 MPa), 95% are achieved atthe 110 mL point for 0.8 MPa. Both breakthroughs are fairlysteep with only a slight decrease in their steepness above 80%of the inlet concentration of methylene blue. At 300 MPa, thebreakthrough occurs already at 60 mL. After that, the concen-tration rises slowly to 60% of the inlet concentration at the100 mL point. From there, the concentration rises even slowerto a maximum of 90% of the initial concentration at 140 mL.
ted.F tia-t . Ite ft k-t ex-c gh. Ad wr tiona
dingmmt sults
and calculated in accordance with Eqs.(6) and (7), respec-tively. They are coupled with the breakthrough by the disper-sion model and its solution for the closed vessel boundarycondition, Eq.(3). Experiments with XWP mod 2 and 3 wereconducted twice. Values for the experiments with XWP mod1 were calculated twice. For the second calculation, the meantime was modified as if the breakthrough had begun after thedead volume of the plant.
For the experiments with the empty column (Fig. 4), meantimes are within 1 mL without any tendency (Table 1). How-ever, variances increase slightly with increasing pressure,leading to decreasing Bodenstein numbers. Utilising XWPmod 2 and XWP mod 3 (Figs. 6 and 7), no significant ten-dency can be seen for 0.8 and 20 MPa. Differences betweenexperiments carried out at the same pressure are bigger than
Table 1Flow dynamics of fixed beds with supports of different adsorption behaviour
Mean (mL) σ2 (mL2) Bo N
Empty 0.8 MPa 16.51 31.46 16.26 8.66620 MPa 17.01 35.89 15.06 8.065300 MPa 16.30 37.43 13.11 7.097
XWP mod 1 0.8 MPa 95.33 46.88 384.62 192.30820 MPa 89.50 54.23 294.12 147.059300 MPa 89.99 359.10 44.05 22.523
X
X
X
All breakthrough curves were numerical differentiaig. 8 represents exemplary the results of the differen
ion for the experiment with XWP mod 1 at 0.8 MPamphasises all observations fromFig. 5. The maximum o
he dc/dV-curve, indicating the inflection point of the breahrough curve, is at 35% of the inlet concentration. Theessive tailing represents the unsymmetrical breakthrouecisive drop of the dc/dV-curve at 95 mL displays the sloise of the breakthrough once 70% of the inlet concentrare reached.
Table 1 represents the characteristic values, incluean times, variances,BoandN. Referring to Cussler[17],ean times are expressed in mL and variances in mL2. Mean
imes and variances are derived from the experimental re
WP mod 1 corr. 0.8 MPa 27.33 46.73 30.96 15.97420 MPa 21.50 53.89 16.08 8.576300 MPa 41.99 359.10 8.69 4.909
WP mod 2 0.8 MPa 12.63 10.30 24.39 12.6580.8 MPa 14.03 5.34 72.46 36.76520 MPa 12.17 10.18 28.09 14.49320 MPa 10.73 6.27 35.71 18.382300 MPa 9.40 12.82 12.67 6.897300 MPa 9.44 9.63 17.45 9.251
WP mod 3 0.8 MPa 12.79 13.91 22.42 11.7650.8 MPa 14.50 12.05 33.90 17.45220 MPa 12.68 9.00 34.60 17.85720 MPa 11.87 11.87 22.68 11.862300 MPa 15.09 50.27 7.91 4.525300 MPa 13.88 31.89 10.98 6.039

290 J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291
Fig. 8. Breakthrough vs. differentiated function for XWP mod 1 at 0.8 MPa.
any systematic deviations that could be stated. At 300 MPa,Bodenstein numbers decrease slightly for XWP mod 2 butstronger for XWP mod 3. With XWP mod 1 as adsorbent(Fig. 5), Bodenstein numbers decrease significantly with in-creasing pressure.
5. Discussions
From the results of the experiments with empty columnand XWP mod 2 as adsorbent, it can be stated that there is nosignificant pressure dependency of the convection and the dis-persion in the plant used. Furthermore it can be seen that op-erating the pump does not influence dispersion as well, sinceexcept for experiments with XWP mod 1, operating the pumpat 20 MPa does not cause any increase of the variances com-pared to experiments with stopped pump at 0.8 MPa. Pressureshocks on the feed were successfully minimised.
Worth noticing are the higher Bodenstein numbers forexperiments at 0.8 and 20 MPa with XWP mod 2 and 3compared to Bodenstein numbers for the empty column.A self-sharpening effect, as described by Cussler[17], isunlikely, because there are no adsorption effects on XWPmod 2. Using XWP mod 3, which shows at least minimaladsorption, leads to lower Bodenstein numbers than using thef bingX canb nnect mnw mnc husd mentw
iourw Pm pond-i WPm r Bo-d d by
the shape of the curve. Its steepness decreases and it is non-symmetrical. An explanation for this effect is the adsorptioncapacity of XWP mod 3. The same behaviour is recordedmore distinctive with XWP mod 1. It appears that this is thetypical behaviour when a first order reaction comes into play.
In contrast to all former results, Bodenstein numbers de-crease strongly with increasing pressure when XWP mod 1is used as adsorbent. The fact that the Bodenstein numbersare the highest of all is due to the high mean times. They aremore influenced by adsorption than by dispersion. In order tocompare Bodenstein numbers with the former experiments,mean times have to be modified. It is a reasonable assump-tion that without adsorption breakthrough of the dye wouldoccur after the dead volume minus the volume of the adsor-bent passed the plant, as observed previously. Shifting thebreakthrough curves in a way that the breakthrough begins at9 mL and calculating all values under this assumption leadsto Bodenstein numbers that are of the same order of mag-nitude than that calculated for the other experiments. Thesevalues are given inTable 1as ‘XWP mod 1 corr.’. They canbe compared only with respect to the shape and steepness ofthe breakthrough. A clear pressure dependency can be seenas Bodenstein numbers nearly double from 300 to 20 MPaand again from 20 to 0.8 MPa.
This assumption neglects reaction kinetics. Using highlyp asst g toN flu-e tantonn ntk ee ak-t hapei pres-s ell ina orp-t roughc de-s
ormer adsorbent, and experiments with the highly adsorWP mod 1 produces by far the highest variances. Ite concluded that passing through the adapters, that co
he piping with an internal diameter of 2 mm and the coluith an internal diameter of 4.5 mm, and the empty coluauses larger internal mixing of the plug flow, and tispersion, than passing through the fixed bed arrangeith adsorbents repulsing the adsorbate molecules.While there is no difference in the breakthrough behav
ith empty column and only a slight difference with XWod 2 at a pressure of 300 MPa compared to the corres
ng experiments at lower pressures, it is different for Xod 3. A pressure of 300 MPa leads to three times loweenstein numbers than 20 or 0.8 MPa. This is confirme
t
orous adsorbents, reaction kinetics are limited by mransfer phenomena, especially pore diffusion. Referriniemeyer et al.[19], mass transfer phenomena and their innce on breakthrough curves can be described by the Sumber,St= ksaL/u with the total mass transfer coefficies and the specific surface of a fixed beda. Comparing thxperimental results from XWP mod 1 with calculated brehrough curves from Niemeyer et al., the change in sndicates a decreasing Stanton number with increasingure, and thus a slower mass transfer rate. This is as wccordance with results from XWP mod 2, where no ads
ion occurred and no changes of the shape of the breakthould be observed as with results from XWP mod 3 ascribed above.

J. Jansen, B. Niemeyer / J. of Supercritical Fluids 33 (2005) 283–291 291
6. Summary
With the conducted experiments it was possible to sepa-rate reaction kinetics and mass transfer effects from classicaldispersion effects. Pressure dependency of dispersion and dif-fusion was analysed. It was found that dispersion in a solutionof water and dye as a tracer passing through a fixed bed isnot pressure dependent. Pore diffusion, however, is stronglypressure dependent, and mass transfer coefficients decreasewith increasing pressure and so limit any desired surface re-action. Plant parameters were achieved that can be used asa basis for further experimental work as well as for processsimulation. The concept of Bodenstein numbers proofed tobe useful. Calculating them in accordance with Levenspielfor closed vessel boundary conditions by differentiating thebreakthrough curves delivers meaningful and mathematicallystable results. Coupling of the dispersion and the tanks-in-series models allows to calculate the theoretical plate num-bers. Eq.(12) does not hold for the amount of dispersion athand, it was found thatN always exceedsBo/2.
The plant proofed to be suitable for semi-continuous op-eration at pressures up to over 300 MPa, pressure and flowrate were computer controlled and stable. It could be shownthat pressure shocks on the feed were minimised by construc-tional measures.
R
it. 2
de-m.
ud-heney and
res-ce of
S.it-ovel003)
[6] R. Meyer-Pittroff, High pressure applications in medicine, in: R.Winter (Ed.), Advances in High Pressure and Biotechnology II,Springer, Berlin, 2002, p. 295.
[7] D. Knorr, Advantages, opportunities and challenges of high hydro-static pressure application to food systems, in: R. Hayashi, C. Balny(Eds.), High Pressure Bioscience and Biotechnology, Elsevier Sci-ence, Amsterdam, 1996, p. 279.
[8] D. Knorr, V. Heinz, Recent advantages in high pressure processingof foods, New Food 2 (1999) 15.
[9] D. Lee, Application of combined non-thermal treatments for theprocessing of liquid whole egg, Dissertation Thesis, Technical Uni-versity Berlin, Berlin, Germany, 2002.
[10] D. Behsnilian, M. Regier, M. Stahl, New methods in food processing,BFE – Federal Research Centre for Nutrition, Germany, Flair-Flow4 Synthesis Report, 2003.
[11] H.A. Chase, Affinity separations utilizing immobilized monochlonalantibodies – a newtool for the biochemical engineer, Chem. Eng.Sci. 39 (1985) 1099.
[12] B. Niemeyer, Reaktionstechnische Untersuchungen zur Affinitats-trennung bei hohen Drucken, Dissertation Thesis, University ofErlangen-Nuremberg, Erlangen, Germany, 1990.
[13] M. Baerns, H. Hofmann, A. Renken, Chemische Reaktionstechnik,3rd ed., Wiley/VCH, Weinheim, 1999.
[14] D. Knorr, V. Heinz, Hochdruckbehandlung von Lebensmitteln –Neue Anlagentechnische Ansatze, Chem. Ing. Tech. 8 (2003) 1074.
[15] P.C. Simoes, M.J. Cebola, R. Ruivo, M. Nunes da Ponte, Hydrody-namics in countercurrant packed columns at high pressure conditions,in: N. Dahmen, E. Dinjus (Eds.), Proceedings of the InternationalMeeting of the GVC-Fachausschuß “Hochdruckverfahrenstechnik”,1999, p. 267.
[ thod908
[ ed.,
[ New
[ onEng.
[ for57)
[ ch-well
[ yer,em-
[ yer,es,
eferences
[1] F.-G. Klarner, Chemie unter Hochdruck, Chemie in unserer Ze(1989) 53.
[2] M. Buback, D. Nelke, H.-P. Vogele, Pressure dependence of thecomposition rate of aliphatictert-amyl peroxyesters, Z. Phys. Che217 (2003) 1169.
[3] F. Becker, M. Buback, H. Latz, G. Sadowski, F. Tumakaka, Clopoint curves of ethylene-(meth)acrylate copolymers in fluid etup to high pressures and temperatures – experimental studPC-SAFT modelling, Fluid Phase Equilibr. 215 (2004) 263.
[4] S. Beuermann, M. Buback, R. Bussels, M.J. Monteiro, High psure living free-radical polymerizations of styrene in the presenRAFT, Aust. J. Chem. 55 (2002) 433.
[5] P. Diehl, M. Schmitt, G. Blumelhuber, B. Frey, S. Van Laak,Fischer, B. Muehlenweg, R. Meyer-Pittroff, H. Gollwitzer, W. Mtelmeier, Induction of tumor cell death by high pressure as a nsupporting technique in orthopedic surgery, Oncol. Rep. 10 (21851.
16] O. Lisec, P. Hugo, A. Seidel-Morgenstern, Frontal analysis meto determine competitive adsorption isotherms, J. Chromatogr. A(2001) 19.
17] E.L. Cussler, Diffusion – Mass Transfer in Fluid Systems, 2ndCambridge University Press, Cambridge, 1997.
18] O. Levenspiel, Chemical Reaction Engineering, 2nd ed., Wiley,York, 1972.
19] B. Niemeyer, T. Feilenreiter, H. Tiltscher, Theoretical studiesbiospecific adsorption for large-scale affinity separations, Chem.Sci. 51 (1996) 5263.
20] O. Levenspiel, W.K. Smith, Notes on the diffusion-type modelthe longitudinal mixing of fluids in flow, Chem. Eng. Sci. 6 (19227.
21] A.D. McNaught, A. Wilkinson, Compendium of Chemical Tenologie (IUPAC Nomenclature Books Series), 2nd ed., BlackScience, 1997.
22] H. Helmholz, S. Cartellieri, L.-Z. He, P.H. Thiesen, B. NiemeProcess development in affinity separation of glycoconjugatesploying lectins as ligands, J. Chromatogr. A 1006 (2003) 127.
23] S. Cartellierei, O. Braaß, H. Helmholz, P.H. Thiesen, B. NiemeFunctionalization of silica for the immobilisation of lectinBiotechnology 2000, Book of Abstracts, Vol. 4, p. 79.