Embed Size (px)
DESCRIPTION
austin 1992
Citation preview

Minerals Engineering, Vol. 5, No. 2, pp. 183-192, 1992 0892-6875/92 $5.00 + 0.00 Printed in Great Britain © 1991 Pergamon Press pie
MILL POWER FOR CONICAL (HARDINGE) TYPE BALL MILLS
L.G. AUSTIN§, W. HILTONt and B. HALL!
§ Mineral Engineering Department, The Pennsylvania State University University Park, PA 16802, USA
t NEI International Combustion, Derby, UK (Received 6 June 1991; accepted 2 August 1991)
ABSTRACT
The equations proposed previously by Austin, which allow for the presence o f conical end sections on a cylindrical mill, have been applied to data on Hardinge conical ball mills ranging from 0.83 m in diameter to 2.9 m in diameter. The equations predict the volume and mass o /ba l l s required to give a desired fractional f i l l ing o f the cylindrical section by the ball bed, and the effect o f the end sections on mill power. Converting the measured shaft power on the mills to the equivalent power for the cylindrical section gave a variation o / mill power per unit length with respect to mill diameter o / D 2. 3, in agreement with the Bond mill power equation. However, the predicted mill power is 10% higher than that given by the Bond equation.
Keywords Comminution; conical ball mills; mill power
INTRODUCTION
Austin [I] has recently proposed a mill power equation based on a simplified model for movement of the mill charge in a cylindrical tumbling ball mill and he has given equations for the ball load and mill power if the mill has conical end sections as shown in Figure I. If the end sections join directly into the cylindrical section, as shown in Figure 2, then the equations should apply to this type of mill. It is the function of this paper to compare the predictions of the simple model equations with data obtained from this type of mill over a range of mill diameters from about 0.6 m to 2.9 m.
The starting point is the following set of equations [1]:
Volume of balls
Vc = (xDaLJ/4)(l+f2) (1)
where
f2" (0 j . ~ ) { (D~ .~ )2 X l /L . 1.25R/D.O.25 0.5-J .3]
(I-DI/2R) [ ( 0.5-J ) (I.25R/D)
* Xl/L * R 2(I.D ~ I (~)0.25 0.5-J (2) + (E.) )[ . ( )3)]), /2R 0.5-J 1.25R*/D
0.2 < J < 0.47
183

184 L.G. AUSTIN et al.
Mill power
mp - KJ(I-I.03J)~cPbLD2"5(I+ f~bPs(l-~s)U Pb(l-~b)Ws ) ( l + f 3 ) (3)
where
O. 046 2R 3 f3 - J(l-l.03J) { (D'-)
+
Xl/L (I-DI/2R)[(I'25R/D)0"I0.5-J 0.5-J . 4 .
(I. 25R/D ) J
* Xl/L * 2R 3( 1.25R /D.0.1 0.5-J (-'fro * *)[( o.5-J ) ( . )4]},
I-DI/2R 1.25R /D
J < 0.45 (4)
F L -I
D
r '~III ' !
R i R
I< X le__~ ~j
LJl Fig.l Definition of symbolism for a mill with conical
end sections (internal dimensions)
In these equations m D is net mill power; J is the fractional filling level by the ball bed in the cylindrical portion; "~c is mill rotational speed as a fraction of critical speed; Pb is ball density and Ps is solid density; ~ is the porosity of the ball bed and cs is the porosity of the powder; U is the fractional fi lhng of the void space of the ball bed by powder, based on these porosities and densities; w s is the weight fraction of solid in the slurry if wet grinding is involved; f is a factor between 0 and 1 to allow for a partial non-l if t ing of powder or slurry in the rotation and V c is the total volume of the ball bed.

Mill power for conical type ball mills 185
Fig.2 Ball mill with conical end sections to give selective distribution of ball sizes
(courtesy of NEI International Combustion, Ltd., Derby, U.K.)
However, it is implicit in these equations that the level of the ball charge does not exceed the lip of the overflow. Defining a value Jo which just reaches the overflow
Jo = (13 - ½ sin2B)/~r (5)
where B = D1/D
For J>Jo it is readily shown that the term [(0.5 - J) / ( I .25R/D)] 3 in Equation 2 must be replaced by [(1.25R/D)/(0.5 - J)]°.25(D1/2R)3-25 , and the term [(0.5 - J) /(I .25R/D)] 4 in Equation 4 must be replaced by [(I.25R/D)/(0.5 - J)]0-1(D1/2R)4-1.
For the geometry considered here, 2RffiDffi2R* and (xl /D)/( l - D1/D ) ffi ½tan0, where 0 is the angle shown in Figure 1, and the load equations simplify somewhat to
f2 z 1 ro.625 o.25 - [2-~-~ + ~ ] ['0.5-J" " "0.625" '
or
f2
0.2 < J < 0.47, J < J w ~ 0
i .0.625.0.25(I. 3.25)] " (2"~) [ ('0.5-a) (D-)
(6a)
I (0 .6~5~0.25 . ~ . 3 + ( 2 " ~ ) [ " 0 .5 -a " ('0. 625 ) ] ' (6b)
0 .2 < J < 0 .47 , a > 3 ~ w O
assuming that J _< Jo at the feed end. For a realistic value of D1/D - 0.25 the terms with the 3 or 3.25 exponents are negligible.
Similarly the mill power equations become

156 T. J. NAPIER-MUNN and A. J. LYNCH
Two other regression equations provide predictions for cyclone pressure drop and flow split. The four equations in the model contain terms describing the cyclone geometry, operating conditions and (in the case of the d sot equation) the solids density. When first published, [36], the model incorporated specific proportionality constants in each regression equation. It was therefore possible to predict the characteristics of the separation, knowing only the cyclone dimensions and desired operating conditions, without recourse to testwork. For this reason, the model was widely used. However, it became apparent that the predictions were not always accurate, requiring changes in the constants (eg Ref. 40), and in a later version [35] the equations incorporated “calibration parameters”, presumably estimated from material-specific testwork.
Lynch and Rao’s model consists of multiple linear regression equation forms for pressure- flowrate, Rf and dsoc in terms of feed solids, and apex, vortex finder and inlet diameters, the corrected efficiency curve being of a form suggested by Whiten:
E ci -= [eXp(CYXi)- l] / [eXp(CYXi)teXp(CY)-21
where xi
= di/d50c 0 = efficiency parameter
(7)
(Unlike equation 6, equation 7 is non-linear in the parameters and must be fitted by non- linear procedures).
Lynch and Rao noted from the outset that the value of the regression constants in their equations varied with feed particle size and therefore proposed that scale-up be carried out by conducting limited cyclone tests on the material in question and using the data to estimate the constants in the regression equations. Lynch [5], quoting Marlow [41], also showed that this procedure could be used to extrapolate dSqc predictions from one mono- mineralic material of known density to others of known densrty, from simple hydrodynamic principles.
The concept of a model form in which material-specific constants must be estimated from test data has been maintained in the hydrocyclone model currently utilised in JKSimMet, which is that developed by Nageswararao [42]. The general form of the model was noted by Lynch and Narayanan [8]. The performance criteria (d50c, R,, volume split and pressure- flowrate relationship) are given in terms of exponential regression equations in which the independent variables are a series of dimensionless groups incorporating cyclone geometry and operating conditions (including feed solids), raised to powers which are fixed constants in the model. Each equation then has a single material-specific constant which, together with the value of Q in Equation 7, must be estimated from one or more cyclone tests on the material in question.
This model has been used at the JKMRC for many years, with considerable success. It combines the ease of scale-up through the incorporation of all relevant cyclone dimensions in the model with the flexibility of determining material-specific constants to improve prediction accuracy. These constants lump together all those properties of the material which will influence cyclone performance, including particle density and slurry viscosity. For multi-component feeds (eg mixtures of liberated minerals) the constants can be determined or inferred for each component separately, and the performance of each component separately predicted. However, experience has shown that in most engineering design or optimisation studies by simulation this is not necessary. Nevertheless, the ability of classifier models to carry multi-component information, and to predict accurately the behaviour of mineral mixtures, will become more important as the modelling and representation of liberation becomes established, and comminution models develop the ability to predict product liberation.
Experience with the Nageswararao model has confirmed t,hat the constants are often dependent upon feed particle size, and recent JKMRC work [43] has demonstrated that this

Mill power for conical type ball mills 187
with Pb ffi 7.75 metric tons/m 3 and % = 0.4. With this formal definition of bed porosity the values of J in the cylindrical section are shown in Table 1.
0.4
o 0.3 ,,< m
0.2 I 0.3 0.4 0.5
FRACTION BALL FILLING J
Fig.3 Variation of the parameter ~b with ball load.
For the nominal 10 feet diameter mill the cone angles were 60, and 40 o, which changes the value of 1.15 in Equation 8 to 0.88. The values of J calculated from the mass of balls is also shown in Table 1. For a chosen mill diameter there is a slight trend toward higher J values as the mill becomes longer, which possibly represents an assistance to the mass flow of powder as the mill is longer. An overflow to mill (internal) diameter ratio of 0.25 represents a ball load to the lip of the overflow of about 34%, so the ball loads are generally fairly close to the overflow lip.
TESTS ON MILL POWER
For a constant fraction of critical speed, constant ball and solid density, constant slurry density and a constant level at overflow, Equations 3 and 7 can be put as
mp = k J(1-1.03J)LD2.5(I+f3)
where
= I--/0.27(D/L) , f3
L 0.21(D/L) ,
D < 2 . 3 2 m
D - 2 . 9 m
and k lumps constant values into a single constant. Rearranging
2.s . mp/L J(1-1.03J) (1+0.27D/L)
ffi E, say
E should be constant for any mill diameter since it is "corrected" to a common basis irrespective of J, D/L or cone angle (the 0.27 changes to 0.21 for the 10 feet diameter).
MINE--$/2--E

188 L.G. Aus'n~ et al.
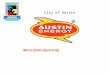
Apart from some scatter in the data from the mill of 6 feet nominal diameter, the value of E is almost constant for each mill diameter, even for the 10 feet diameter mill where the length to diameter ratio changes from a low of 0.315 to a high of 0.84.
TABLE 1 Values of J in the cylindrical section
Nominal Mill D L W metric D L D/L J power E ft. in. Ibs. tons m m - kW kW/m
2 x 18 725 0.329 0.61 0.46 1.33 0.36 3.0 21
3 x 18 1260 0.572 0.83 0.46 1.80 0.30 4.4 31 3 x 28 1760 0.798 0.71 1.17 0.31(5) 6.1(5) 31 3 x 38 2240 1.02 0.965 0.86 0.32 7.8(5) 33
4.5x 16 4000 1.81 1.26 0.406 3.10 0.37 14.8 86 x 24 5100 2.31 0.61 2.07 0.38 18.8 86 x 32 6200 2.81 0.81 1.55 0.39 22.8 86 x 36 6750 3.06 0.914 1.38 0.39 24.8 86
5 x 22 5200 2.36 1.41 0.56 2.52 0.31 20.3 103 x 36 7000 3.18 0.914 1.54 0.31 27.4 100 x 48 8900 4.04 1.22 1.16 0.32 34.8 102
6 x 24 9100 4.13 1.72 0.61 2.82 0.32 36.3 157 x 36 Ii000 4.99 9.14 1.88 0.31 44.5 153 x 48 14400 6.53 1.22 1.41 0.33 58.2 159 x 60 14800 8.07 1.52 1.13 0.32 71.9 169
7 x 36 18000 8.16 2.00 0.914 2.19 0.35 74.1 225 x 48 22200 10.1 1.22 1.64 0.35 91.1 227 x 60 26400 12.0 1.52 1.32 0.37 108 226
8 x 36 24200 11.0 2.32 0.914 2.54 0.33 108 319 x 48 29000 13.2 1.22 1.90 0.33 130 321 x 60 33900 17.2 1.52 1.53 0.34 153 318 x 72 38700 17.6 1.83 1.27 0.34 174 317 x 84 43000 19.5 2.13 1.09 0.34 196 319
10x 36 39900 18.1 2.90 .914 3.17 0 x 48 48000 21.8 1.22 2.38 0 x 60 56400 25.6 1.52 1.91 0 x 72 64500 29.3 1.83 1.58 0 x 84 72700 33.0 2.13 1.36 0 x 96 79400 36.0 2.44 1.19 0
35(5) 200 586 35(5) 241 585 36 283 586 36 323 584 37 365 584 36 406 585
However, a plot of E versus D on log-log scales does not give a slope of 2.5, see Figure 4. The best fit (excluding the outlier, which is the smallest mill) is E ffi 48D 2-3 kW/m, which gives
mp ffi 48D2JLJ(I - 1.03J)(l + f3) kW/m (10)
Thus, to make Equation 3 comparable to the Bond [2] equation for cylindrical mills, it is put as

Mill power for oonical type ball millR lg9
m P - ( c o n s t a n t ) D 2 " 3 L I ( 1 . 1 . 0 3 3 ) P b # c ( 1 . 2 9 0 ~ . 0 1 ÷ c ) [ 1 + f # s ' b ( l " ( s ) U
- Pb(l-(b ) ] ( l + f 3) ( ] l )
which also includes the more elaborate variation with mill rotational speed proposed by Bond.
1000
Fig.4
0 +
A
"7
I I
LU
500
100
50
m
2.30
®
I I I I I I I , I 0.5 1 5
MILL DIAMETER, rn
Variation of "corrected" mill power per unit length with mill diameter
Variation of Mill Power with Density of Solid
The term which allows for correction for different solid densities is the term 1 + fe~ , ( l - %)U/pb(l - eb)w,. The fractional increase in mill power in changing from one density P,1
to another Psz, all other conditions held constant, is
mp2 m~l feb(l"~s)U
m " ( (1- (b)PbWs) P l (I+
Ps2 " Psl fCb(l"(s)UPsl )
(l-Gb)PbW s
fc(Ps2 Psl )
Pb + fCPsl

190 L . G . AUSTIN et al.
where c = %(1 - %)U/(I - ~b)ws. Taking reasonable values of Eb = 0 . 4 , ES = 0.4, U = 1, w s ffi 1.0 (dry grinding) gives c = 0.40. It has been found that a change in density of 2.6 to 2.9 (an increase of density of 11.5%) gives a 1.5% increase in mill power for these conical mills, for Pb = 7.75. Inserting Psi ffi 2.6, Pb ffi 7.75 and solving for fc gives 0.445, and using the estimate for c, f ~ 1.0. Thus it appears that the powder in the mill is circulating in about the same way as the ball charge in dry grinding.
On this basis, Equation 10 can have the term for the powder density simplified to
f P s ~ b ( l ' ~ s ) U - 1 + 0 1 + P b ( 1 . ~ b ) .445Ps/p b (12)
providing the mill is operated to give a free powder overflow so that U does not change significantly with mill flow rate.
T h e Mill P o w e r E q u a t i o n
Combining Equations 11 and 12 gives
0 .1 ~b mp - (cons.)D2"3LJ(l-l.03J)Pb~c(l-29.10~c)( I+0.45 )(l+f 3)
Comparing with Equation 10 using the experimental values of Pb ffi 7.75 tons/m 3, 0.72 and Ps = 2.6 tons/m 3 gives the value of the constant as 7.72 for metric units and k~V,
.03J )Pb~c(1 . 2901 Ps m p - 7.72D 2 .3LJ (1 -1 . l b c ) ( l + 0 . 4 5 p b ) ( l + f 3 ) , kW (13)
for metric units.
For wet grinding it is found that a mill pulls the same power for a 10% increase in ball load, other factors being constant. Thus, taking the value of J wet and inserting J/1.1 for J in the dry ball milling equation 13 gives for wet milling
• 937J)Pb~c (1"290i P~c ,. - 7.02D2"3LI(I.0 . 01~c p )(I+0.45 )(l+f3) (14)
This can now be compared directly with the Bond equation for wet overflow cylindrical ball mills by using normal values of p, ffi 2.6, Pb ffi 7.75 metric tons/m 3,
0 .1 ,. - 8 .07D2"3LJ(1 -0 .937J )PbOc(1-29 .10~c) , kW
P (14a)
This is identical to the Bond equation but with a constant of 8.07 instead of 7.33, that is, 10% higher mill power than predicted by the BOnd equation.
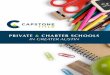
As far as mill capacity is concerned, the tests showed that mill capacity increases with mill diameter more than predicted by the direct increase of mill power, when comparing the same f e e d ground to the same product. The increase in capacity as a function of nfill diameter is shown in Figure 5, where the nomi0al 3 feet diameter mill is taken as the base. The result is
Capac i ty ¢
mp(D/0.83)
1.3,. P
0.25 , 0.8 < D < 2.35 m
D>2.35m

Mill power for conical type ball mills 191
2.0 o:
LL 1o_-
0 12.
2 s "
0.5 ! I I I I t = = I 0.5 1 5
M I L L D I A M E T E R , m
Fig.5 Variation of capacity factor with mill diameter (internal)
Since the mill power increases as D2.3L, the total increase of capacity is proportional to D2-55L up to D = 2.35 m and to D2-3L above this diameter.
CONCLUSIONS
The following equations based on a mixture of theoretical reasoning and experimental observation are suggested for conical ball mills:
Dry grinding
0 .1 P mp(shaft) - 7.72D 2" 3LJ(l-l.O3J)Ob~c(1-29.10~bc) (l+0.45"_-J')pb (1+f3) ' k~;
for D,L in meters and Pb in metric tons/m 3, where
0.046 cD~ 1 1 0.625 0.I r0.5-J~0.41 f3 " J (T~- I .~3"J 'L ' (2 -~ 'O + 2 - ~ - ~ ) [ ( 0 . 5 J ) " "0.625" •
0 . 2 < J < 0 . 4 7 m
The ball load in the mill as a function of J is given by
M = 0.6pb(~D2LJ/4)(l + f2)
where
tons
1 o.62s o 25 + ~ ] [ (o. s-J) "
0 . 5 - ~ 3 - (0 .625) ]
The same ball load equation applies for wet milling but the power equation becomes
mp(shafC)- 7.02D2"3LI(l-O.937J),b~c(l.290il c)(l+0.45Pp~)(l+f3), kW.
The mills can only discharge freely when the ball charge is sufficient to fill the mill to the level of the overflow.

192 L.G. AUSTIN et aL
ACKNOWLEDGEMENTS
L. G. Austin wishes to thank the Science and Engineering Research Council (U.K.) for a grant to work in the U.K. and the University of Manchester Institute of Science and Technology for an appointment as Professorial Fellow in the Chemical Engineering Department. We also wish to thank NEI International Combustion for permission to publish the data presented here and the use of Figure 2.
D D1 E f f2 f3 J Jo k K L
r R U
V Vc Ws
Xl, X2 Y (b ~s
¢ Pb Ps B 0
TABLE OF NOMENCLATURE
perpendicular distance from central axis of mill to the charge surface (see Figure 1) (m) mill internal diameter (m) dimension shown in Figure I (m) (m~/L)/J(l 1.03J)(l + 0.27D/L) (kW/m) a factor of 0 _< f _< 1 to allow for a smaller average lift of slurry than balls (-) defined by Equation 2 (-) defined by Equation 4 (-) fractional volume of cylindrical mill filled by ball bed (-) the value of J up to the overflow level (-) a constant (kW/ton.m °-5) a constant in Equation 3 (kW/ton.m °-5) mill length (m) net mill power (kW) weight of balls in the mill (tons) dimension shown in Figure 1 (m) radius, dimension shown in Figure 1 (m) the fraction of the volume of the interstices of the ball charge which is filled with powder (-) mill volume (m 3) volume of charge (m 3) weight fraction of solid in slurry in a ball mill (-) dimensions shown in Figure 1 (m) dimension shown in Figure 1 (m) porosity of a packed bed of balls (-) porosity of a packed bed of powder (-) mill rotational speed as a fraction of critical speed (-) defined by Equation 8 (-) density of ball material (ton/m 3) density of solid (ton/m 3) the half-angle subtending the charge slip surface angle to horizontal of conical end sections (see Figure 1)
I.
.
REFERENCES
Austin, L. G., A Mill Power Equation for SAG Mills, Minerals and Metallurgical Processing, 7, 57-62, (1990)
Bond, F.C., Crushing and Grinding Calculations, British Chemical Engineering, 6, 378-391,543-548, (1960)