-
8/2/2019 AU2 PLC Conveyo 28May2010
1/13
9
ERT3026 Automation
Experiment AU2: Application of PLC for Conveyor Belt Control
1.0 Objective To understand the basic principles of a
Programmable Logic Controller (PLC)
and its application on a Conveyor Belt System
2.0 Apparatus1. Omron Sysmac CQM1-CPU21 Programmable Logic
Controller2. Omron Sysmac SYSWIN Software Version 3.33.
Programmable Console PR0014. Pentium PC5. Conveyor Belt System6.
Sensor switch7. D-type connector
3.0 Introduction to Programmable Logic ControllerA PLC is a
computer-based control system that uses program instructions to
makedecisions. Thus, PLC is basically an event-driven device, that
is, an event-taking place
will result in an operation which generates an output.
PLC is widely used in industry for controlling manufacturing
process because of the
following advantages:
Wide range of control application Easy control modification
Shorter training time and easy maintenance Highly reliable and
efficient Capability to withstand harsh and/or noisy factory
environment
Thus, a PLC provides control in manufacturing lines and system
such as automaticequipments, the NC machines, and industrial
robots. These can be divided into threecategories:-
(i) Sequence control: Conventional relay control logic Timers /
counters Printer Circuit Board (PCB) card controller replacing
counters Auto/semi-auto/manual control of machine and processes
(ii) Sophisticated control: Arithmetic operation ),,,(
Information handling Analog control (temperature, pressure and etc)
Proportional-integral-derivative (PID) controller Servomotor and
stepper motor controls
-
8/2/2019 AU2 PLC Conveyo 28May2010
2/13
10
(iii) Supervisory control: Process monitoring and alarm Fault
diagnosis and monitoring Interface with computer (through RS232C/
RS422) Printer / ASCII interface Factory automation networking
Local Area Networking Wide Area Network
The Basic Components of PLC
A typical PLC can be divided into three parts namely:-
1. Input/Output (I/O) modules2. Processor3.
Programming Device
The following figure shows the three main units: Programming
Device; Input/Output
Modules and Processor Unit.
Figure 1. Major components of a PLC.
1. I/O modulesThe input modules interface with the input devices
such as push buttons, limit
switches, sensors, and switches to the terminal of the input
modules. Thesemodules convert the input signals from the machine or
process devices into
signals that can be used by the controller.
The output devices interface with the output devises such as
motors, motor
starters, solenoid valves and indicator lamps that are hardwired
to the terminals on
the output modules. These modules convert controller signals
into external signals
that can be used to control the machine or process.
-
8/2/2019 AU2 PLC Conveyo 28May2010
3/13
11
The purpose of Input/Output modules of PLC is to interface its
internal circuitryto outside equipments. There are four (4) basic
functions served:
Termination. Each I/O module provides terminal connections to
which fielddevices can be connected. Each terminal is assigned an
ID number.
Signal conditioning. Most of the voltages used by field devices
are notcompatible with the low DC voltage data signals processed
inside the PLC.
Module converts external signals to a voltage suitable for
PLC.
Isolation. The factory floor is a very noisy environment. Noise
is created bystray magnetic fields produced by devices such as
large motors, welding
equipment, and contactors used to switch high currents on and
off. Themodules isolate the processor unit by using
opto-couplers.
Indication. Each terminal has an associate indicator. Its
function is toilluminate when a voltage is applied to that
terminal. I/O modules use either
LEDs or neon light bulbs as indicators.
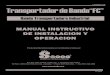
Figure 2. AC input module.
Figure 2 shows an AC input module. It can convert the presence
of 240V applied to its
input terminals as a logic 1 state; and the absence of which
produces 0 logic state. InFigure 2:
-
8/2/2019 AU2 PLC Conveyo 28May2010
4/13
12
(i) A NO limit switch is connected between L1 and input
terminal. An ACpotential difference is applied between L1 and L2
when the switch is closed;
(ii) A neon lamp and a series resistor are connected across the
input terminal andL2, indicating voltage presence, R1 is current
limiting resistor.
(iii) R2 and R3 are used to drop most of the incoming voltage,
so that remainingvoltage of 5-10V is applied to full-wave bridge
rectifier that converts AC to a
pulsating DC voltage.
(iv) Capacitor C1 is used to filter out the electrical noise
from input line.(v) Optocoupler is used to isolate processor unit
from input terminal.
The DC output module interfaces the logic signal from the
processor with a DC output
field device that operates at a potential greater than +5 volts.
Figure 3 shows an outputmodule:
Figure 3. DC output module.
(i) When the processor generates logic 1, LED in the optical
coupler is forwardbiased and it turns on the phototransistor,
PT1.
(ii) Q1 is switched on and current flows through R3 and a 5V
voltage appears atterminal 4. It activates solenoid and also causes
the LED indicator to light.
Figure 3(b) shows how external field devices are connected to
the DC output terminal.
When one of the output circuits is energized by the processor
unit, it enables current toflow from V through the output field
device, through Q1 to +V.
2. ProcessorThe processor holds and executes the user-program
which is the sequence of
instructions that the user created to control the industrial
machine or process. In
order to carry out the job, the processor must store the
most-up-to-date input andoutput conditions.
The input conditions are stored in the input image file, which
is a portion of the
processors memory, that is, the assigned address of every single
input terminal.
-
8/2/2019 AU2 PLC Conveyo 28May2010
5/13
13
Likewise the output condition is stored in the output image
file, which is another
portion of the processors memory assigned to the output
terminal. Various PLCsystems have their own methods of assigning
addresses.
Center Processing Unit (CPU)
The CPU is the brain of a PLC, the intelligence is performed by
microprocessor(s)
in interpreting and executing programs written by PLC
manufacturer to enablePLC perform ladder logic instead of other
programming language. The ALU
performs mathematical calculations and make a logic decision.
The CPU is the
components of the processor that actually performs the
user-program. It is
continually and immediately updating the output image file. In
other words, if aninstruction execution calls for a change at one
of the output image file locations,
that change is effected immediately, before the processor
proceeds to the next
instruction.
3. Programming DevicesThe essential part of PLC is the
programming device, which is also called theprogramming terminal,
console, desktop or computer. It allows the user to enter,
edit and monitor programs by connecting into the processor unit
and allow access
to the memory.
4. Relationship of Memory Word Address to I/O modules
Figure 4 illustrates the addressing scheme, shows the internal
connections of a PLC, and
helps to clarify the sequence of events that takes place when an
input field switch closurecauses an output field lamp to turn
on.
Figure 4. Relationship of bit addresses to input and output
devices.
-
8/2/2019 AU2 PLC Conveyo 28May2010
6/13
14
The operation sequence: The switch is connected to terminal
112/12 of the input module
and the lamp is connected to terminal 013/06 of the output
module.
1. When the switch closes, it causes a 1 to be stored into bit
112/12 of the inputimage table
2. The input contacted the ladder and is also assigned with the
number 112/12. Thisnumerical indicator instructs the user program
to close the contact if a 1 is
present at memory bit 112/12.3. The output is energized when the
rung is true.4. A 1 is stored at the bit. The output image table
with the same address as the
number assigned to the energized output device on the ladder
rung.
5. A 1 at memory bit 013/06 causes the terminal on the Output
Module with thesame ID number to be actuated.
6. A voltage at the output terminal 013/06 turns ON the lamp.5
Ladder Diagram Programming
Ladder logic diagram is used by most brands of PLCs. The ladder
logic resembles
hardwired relay circuits. The symbols represent an instruction
set that performs differenttypes of On-Off operations. In general,
the input conditions are represented by contact
symbols, and the output instructions are represented by coil
symbols. Fig. 5 compares a
relay diagram to a ladder diagram rung:
Figure 5(a). Relay diagram.
Figure 5(b). Ladder diagram rung.
Status of input and output devices, for which On/Off are
represented by 1 or 0 bit,are stored in unique bit locations or bit
address, e.g., 02, 03 and 16 in Fig. 5(b). These are
stored in word locations or address at 113 and 012. The address
numbers correspond to
the location of I/O location of the I/O modules and the terminal
to which each fielddevice is wired.
-
8/2/2019 AU2 PLC Conveyo 28May2010
7/13
15
6 Ladder Programming Symbols
Table 1 summarizes 5 major types of operations and shows the
instruction symbols usedwithin these categories. These are commonly
used to perform relay logic type operations.
Table 1 Ladder programming symbols
-
8/2/2019 AU2 PLC Conveyo 28May2010
8/13
16
In this PLC experiment, students are requested to run the
following six programs. The
programs are written to instruct PLC to control the conveyor
belt system.
Program 1
1) Load SYSWIN (Omron PLC software) from the PC terminal and
establish
connection to the PLC (online\connect).
2) Use the ladder diagram editor to construct the following
ladder diagram as shownin Figure 6. The END (01) commands is input
using FUN function command.
3) Load and run the program by executing the followings:-
online \ mode \ Stop/Prog
online \ Download program to PLC
online \ mode \ Run
Figure 6. The ladder diagram of program 1
4) Notice the change at the output 00 for different value from
input 0 and 2.5) Stop the PLC and connect the DC motor of the
conveyer as below (Figure 7).
Figure 7. Connecting the DC motor with +/- 12 V DC supply
source
00 04
01 05
02 06
03 06 (PLCs output A)
(+) Motor ( - )
+ 12V
- 12V
0 V
-
8/2/2019 AU2 PLC Conveyo 28May2010
9/13
17
6) Run the PLC and demonstrate the running and stopping of the
conveyer.7) Power the optical switch (Brown to +24v, Blue to 0V)
that is mounted on the
conveyor belt.
8) Make sure the input switch 2 is off and connect the output of
the opticalswitch (Black) to input 2.
9) Run the PLC again and demonstrate the stopping of the
conveyer if the opticalswitch detects the presence of an
object.
10) Write a report to summarize the activities of the above
exercise
Program 2.
1) Use the ladder diagram editor to construct the following
ladder diagram(Figure 8).
Figure 8. The ladder diagram of program 2
2) Load and run the program.3) Demonstrate the bi-direction
running of the conveyer.4) Write a report summarising the
activities of the above exercise
Program 3
1) Construct the following ladder diagram (Figure 9).
-
8/2/2019 AU2 PLC Conveyo 28May2010
10/13
18
Figure 9. The ladder diagram of program 3
2) In the parameter of the counter, set the counter number and
its value. Theimmediate value of the counter is entered following
the character #.
3) Disconnect the optical switch and the conveyer from the PLC
and demonstratethe running of Counter by switching the input
switches 02 and 01.
4) Connect the optical switch and the conveyer back to the PLC
and demonstratethe stopping of conveyer if three objects are
counted.
5) Write a report to summarize the activities of the above
exerciseProgram 4
1) Construct the following ladder diagram (Figure 10).
Figure 10. The ladder diagram of program 4
2) Load and run the PLC to demonstrate the running of the
timer.
-
8/2/2019 AU2 PLC Conveyo 28May2010
11/13
19
3) Write a report to summarize the activities of the above
exercise
Program 5
1) Construct the following ladder diagram (Figure 11).
Figure 11. The ladder diagram of program 5
2) Connect the conveyer to the PLC following the schematic in
Program1.3) Connect the output of the optical switch to input 02.4)
Load and run the program.5) Demonstrate the application of counter
and timer in a conveyer system.6) Write a report summarising the
activities of the above exercise.
Program 6
1) Construct the following ladder diagram (Figure 12). Run the
program todemonstrate the bi-directional control of a conveyer
system.
2) Write a report to summarize the activities of the above
exercise
-
8/2/2019 AU2 PLC Conveyo 28May2010
12/13
20
Figure 12. The ladder diagram of program 6
-
8/2/2019 AU2 PLC Conveyo 28May2010
13/13
21
Lab Quiz:-
After the lab section, student is requested to attend the lab
quiz individually. Please
obtain the lab quiz from lab supervisor. Each lab quiz carries
25% of the total lab mark.
And the lab quiz is given 1 hour to complete and need to be
submitted on the same day.
Note: Students are requested to submit their lab reports by
handwriting.
Prepared By:
Associate Professor Dr. Ir. Sim Kok SweeMMU, FET
Melaka Campus
27/March/2004Revised on 29/April/2005
Revised on 31/May/2007
Revised on 21/May/2008Revised on 8/May/2009
Revised on 27/May/2010