Embed Size (px)
DESCRIPTION
Atmospheric Distillation
Citation preview

Course Manual Crude Distillation (Atmospheric Distillation)
Chapter 2
Atmospheric Distillation
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 1 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Chapter 2 Contents
2.1 Fundamentals of Separation in Towers2.1.1 Distillation2.1.2 Principles of Distillation2.1.3 Reflux2.1.4 Reboiling
2.2 Crude Distillation2.2.1 Process Description2.2.2 Product Specifications
2.3 Crude Distillation Operation2.3.1 Reflux Rate Changing2.3.2 Feed Temperature Changing2.3.3 Side Product (Draw off) Rate Changing
2.4 Fractionator Control2.4.1 Feed Surge Control2.4.2 Feed Temperature (Thermal Condition)2.4.3 Column Pressure Control2.4.4 Reboiler Control2.4.5 Variable Feed Tower
2.5 Operating Difficulties2.5.1 Fouling2.5.2 Temperature Profile2.5.3 Operation near Critical Properties2.5.4 Use of Grid Trays2.5.5 Loads in Rectifying Section2.5.6 Way of Introducing Feed2.5.7 Reboiler
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 2 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Chapter 2 Contents (Continued)
2.6 Troubleshooting Operating Problems2.6.1 Flooding2.6.2 Dry Trays2.6.3 Damaged Trays2.6.4 Water in Hydrocarbon Column2.6.5 Foaming2.6.6 Condenser Fogging2.6.7 Suspect Laboratory Analysis
2.7 Glossary
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 3 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Chapter 2
Atmospheric Distillation
2.1 FUNDAMENTALS OF SEPARATION IN TOWERS
2.1.1 Distillation
Distillation is a separation process requires differences to be recognized and utilized. We separate many things by detecting a difference in a physical property, color, size, weight, shapes for example it also requires acting according to such information. Separation by distillation implies a difference in boiling points of two or more materials.
The components or compounds making up crude oil are numbered in thousands. Many of these components have similar physical properties including boiling points that may differ by only a few degrees. Therefore, it is difficult to separate some pure compounds from the complex mixture of components in crude oil by distillation alone. There are other methods of separation used in a refinery for example, extraction with a solvent, crystallization, and absorption. However distillation is the most common method. Fortunately, rarely need pure compounds and it is often enough to separate groups of compounds from each other by boiling range.
If crude oil were a final product, it would have just been a low-grade fuel struggling to establish itself against coal. If we separate the many compounds in crude oil into groups we find that these groups have characteristics that make them considerably more valuable than the whole crude oil.
Some of these groups are products some may be feedstock to other processing units where they are chemically changed into more valuable products. These products, in turn, are usually separated or purified by distillation.
2.1.2 Principles of Distillation
The basic principle of distillation is simple when a solution of tow or more components is boiled, the lighter component the one most volatile or the one with the greatest tendency to vaporize (vaporizes preferentially).
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 4 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
This results in the vapor above the liquid being relatively rich in the lighter, more volatile material. And the liquid is left with proportionately more of the less volatile or heavier liquid. Thus a separation, to some degree, has taken place. This process is shown in Figure 2.1.
A tow component mixture, comprising crosses and dots, is contained in a vessel. We Heat is add until the more volatile material, in this case the dots, start to vaporize. Now the vapor contains a higher proportion of dots than dose the original liquid.
It is important to note that equilibrium will be established. That is, at a given temperature and pressure there is an equilibrium in composition reached. By equilibrium we mean there is a given concentration as "dots" in the vapor and in the liquid depending upon the original concentration of each component in the liquid and their respective properties in relation to each other.
Figure 2.1
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 5 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Now, let's develop this simple distillation concept into a practical operation as it is used in the refinery. First, let’s separate and remove the product (Figure 2.2).
By cooling the over head vapor, we condense and remove it from the original mixture . Thus to have made a partial separation, partial because you will note that there are a few "crosses" in the distillate product. This has occurred because at the temperature and pressure we are conducting the distillation; the heavier component still vaporizes to some extent. This is because the components of interest in a given distillation usually have fairly close boiling points
Figure 2.2 Simple Distillation
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 6 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Therefore, to purify the distillate product, we may have to conduct a second distillation as shown in Figure 2.3. Obviously, we can continue to cascade these simple distillations until we achieve the desired purity of product.
The distillations depicted so far are those we call patch, and normally practical in the refinery, although it is done frequently in the laboratory. Let us make our distillation equipment look more like refinery pieces of equipment and let us make continuous instead of patch operation.
Figure 2.3 Stage Distillation
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 7 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
This is called Flash Vaporization. As shown in Figure 2.4. The liquid is pumped continuously through a heater and into a drum where the pressure is lower. The lighter material flashes instantly. Vapor and liquid flow from the drum continuously. The same system is shown diagrammatically in the in the lower section of Figure. 2.4 Suppose we have 50% of the charge taken overhead. That is, we set the temperature and the pressure of the system in such a way that half the charge is boiled off. And further, suppose the resulting overhead product does not contain the desired concentration of the lighter product. As we have seen before, we can increase the purity by adding a stage of distillation.
Figure 2.4 Flash Vaporization
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 8 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Suppose we add two more stages of distillation as shown in Figure 2.5. Although this is accomplishing our goal of increasing the purity of the light friction, we are also making large amounts of the intermediate product, each of which contains the same light friction.
If we compare feeds to and products from two continues stages, we note that the liquid from the upper stage and the feed to the lower stage are similar in that both are leaner in the lighter component than is the feed to the upper stage. Therefore, we could combine each indeterminate product with the feed to the next lower stage. This would improve the yield of the light fraction and all the original feed would be recovered eventually in the overhead and bottom products.
Figure 2.5 Schematic Illustration of a Typical Distillation Operation
An obvious simplification in equipment can be made if we allow the hot vapor from the stage above the next higher (the intermediate product). This eliminates the need for the intermediate condensers and heaters. Now we have the continuous, multi-stage distillation.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 9 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Tower Sections
We have described staging for the purpose of concentrating the lighter component in the overhead. The same principles apply to concentrating the heavier component in the bottom product. The upper two stages are called rectifying stages. These below the feed are called stripping stages.
Figure 2.6 Distillation Tower With Cross – Flow Trays
The upper rectifying section increases the purity of the overhead product while the stripping section increases recovery of the overhead product. In many cases, the
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 10 of 89
S
trip
ping
Sec
tion
Rec
tify
ing
Sec
tion

Course Manual Crude Distillation (Atmospheric Distillation)
bottom product is the one of primary interest. For the bottom, or heavy, product the rectifying section improves purity.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 11 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Equilibrium Stage:
We now have the concept of stages. Let us define the term "stage" and see how it is actually designed mechanically.
A stage, or more specifically, an equilibrium stage, is defined as any portion of the distillation column such that the liquid and vapor leaving it have composition similar in equilibrium with each other. By definition, then, a stage should be designed in such a way as to provide intimate contact, or mixing, of the rising vapor and the descending liquid. The concept of an equilibrium stage is converted to an actual mechanical separation tray by using an efficiency factor which is less than one and depends on the tray design (Figure 2.7)
Figure 2.7 Equilibrium Stage (Tray) Liquid and Vapor Loading
The design of trays has taken many forms over the years. Some common ones are bubble cap trays, valve trays, sieve trays, uniflex trays and many others. Alternate designs include packing instead of trays. Various kinds of packing have used, some of which are pall rings, saddles and mesh. The type of column internal used depends on the application. The considerations being purity of feed, efficiency, capacity, reliability, pressure drop, liquid holdup and cost.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 12 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
The column in Figure 2.6 is a simple binary column with seven trays. There is only one feed and two products, the overhead and bottoms. More complex columns may have several feed streams entering the column at different points, and more than two products. We may draw products from the side of the column. As shown in Figure 2.8 there is reflux liquid and re boiling vapor returned to the column in addition to feed.
2.1.3 Reflux
The word reflux is defined as "flowing back". Applying it to distillation tower, reflux is the liquid flowing back down the tower from each successive stage.
Kinds of Reflux (Figure 2.9)
A. Cold Reflux
Cold reflux is defined as reflux that is supplied at temperature a little below that at the top of the tower. Each pound of this reflux removes a quantity of heat equal to the sum of its latent and sensible heat required to raise its temperature from reflux drum temperature to the temperature at the top of the tower. A constant quantity of reflux is recirculated from the reflux drum into the top of the tower. It is vaporized and condensed and then returns in like quantity to the reflux drum.
B. Hot Reflux
It is the reflux that is admitted to the tower at the same temperature as that maintained at the top of the tower. It is capable of removing the latent heat because no difference in temperature is involved.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 13 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.8 Relative Amount of Reflex or Overflow Liquid at Each Tray of Contact
Figure 2.9 Methods of Removing Reflux Heat
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 14 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
C. Internal Reflux
It is the reflux or the overflow from one plate to another in the tower, and may be called hot reflux because it is always substantially at its boiling point. It is also capable of removing the latent heat only because no difference in temperature is involved.
D. Circulating Reflux
It is also able to remove only the sensible heat which is represented by its change in temperature as it circulates. The reflux is withdrawn and is returned to the tower after having been cooled.
E. Side Reflux
This type of reflux (circulating reflux) may conveniently be used to remove heat at points below the top of the tower. If used in this manner, it tends to decrease the volume of vapor the tower handles.
Reflux Ratio
It is defined as the amount of internal reflux divided by the amount of top product. Since internal hot reflux can be determined only by computation. Plant operators usually obtain the reflux ratio by dividing actual reflux by the top product. It is denoted by R which equals L/D.
The Importance of Reflux Ratio
In general, increasing the reflux improves overhead purity and increases recovery of the bottom product. The number of stages required for a given separation will be dependent upon the reflux ratio used.
Two points to consider
1. A minimum number of plates (stages) required at total reflux.
2. There is a minimum reflux ratio below which it is impossible to obtain the desired enrichment however many plates are used.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 15 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Total Reflux
Total reflux is the conclusion when all the condensate is returned to the tower as reflux, no product is taken off and there is no feed.
At total reflux, the number of stages required for a given separation is the minimum at which it is theoretically possible to achieve the separation and total reflux is carried out at:
1. Towers start-up2. The testing of the tower
Minimum Reflux
At minimum reflux, the separation can only be achieved with an infinite number of stages. This sets the minimum possible reflux ratio for the specified separation.
Optimum Reflux Ration
Practical reflux ratio will lie between the minimum for the specified separation and total reflux. The optimum value will be the one at which the specified separation is achieved at the lowest annual cost (steam or vapor). For many systems, the optimum value of reflux ratio will lie between 1:2 to 1:5 times the minimum reflux ratio.
2.1.4 Reboiling
In all our distillations discussed so far. We have added heat. Heat can be added in two ways. As we have seen, we add heat by means of the feed. We can also add heat by means of a reboiler.
The reboiler is a heat exchanger through which the bottom liquids circulate. Heat is transferred to the bottom materials which cause vaporization of the lighter components. This vapor travels up the column to provide the stripping action and the additional heat necessary to vaporize the down coming reflux.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 16 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.2 CRUDE DISTILLATION
The purpose of crude oil distillation is primarily to split the crude into several distillate fractions of a certain boiling range. Sharpness of fractionation is of secondary importance. The number of trays used for crude distillation is very small compared to most other distillations. A crude distillation tower, producing 6 fractions has only 40 to 50 trays.
Crude can be separated into gasoline, naphtha, kerosene, diesel oil, gas oil, and other products, by distillation Figure 4.10 at atmospheric pressure. Distillation is an operation in which vapors rising through fractionating decks in a tower are intimately contacted with liquid descending across the decks so that higher boiling components are condensed, and concentrate at the bottom of the tower while the lighter ones are concentrated at the top or pass overhead. Crude is generally pumped to the unit directly from a storage tank, and it is important that charge tanks be drained completely free from water before charging to the unit. If water is entrained in the charge, it will vaporize in the exchangers and in the heater, and cause a high pressure drop through that equipment. If a slug of water should be charged to the unit, the quantity of steam generated by its vaporization is so much greater than the quantity of vapor obtained from the same volume of oil, that the decks in the fractionating column could be damaged. Water expands in volume 1600 times upon vaporization at 100ºC at atmospheric pressure.
2.2.1 Process Description (Figure 2.10)
A. Heat Exchange
In order to reduce the cost of operating a crude unit as much heat as possible is recovered from the hot streams by heat exchanging them with the cold crude charge. The number of heat exchangers within the crude unit and cross heat exchange with other units will vary with unit design. A record should be kept of heat exchanger outlet temperatures so that fouling can be detected and possibly corrected before the capacity of the unit is affected.
B. Crude Flashing
Desalted crude is heat exchanged against what ever other heat sources are available to recover maximum heat before crude is charged to the heater, which ultimately supplies all the heat required for operation of the crude unit.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 17 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
The heat input is controlled by having the heater transfer temperature reset flow of fuel to the burners. The heater transfer temperature is merely a convenient control, and the actual temperature, which has no great significance, will vary from 325ºC to as high as 430ºC, depending on the type of crude and the pressure at the bottom of the fractionating tower. It is noteworthy that if the quantity of gasoline and kerosene in crude is reduced, the transfer temperature required for the same operation will be increased, even through the “lift” is less.
Figure 2.10 Atmospheric Crude Tower
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 18 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.11 Crude and Vacuum Distillation Unit
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 19 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Crude entering the flash zone of the fractionating column flashes into the vapor which rises up the column and the liquid residue which drops downwards. This flash is a very rough separation; the vapors contain appreciable quantities of heavy ends, which must be rejected downwards into reduced crude, while the liquid contains lighter products, which must be stripped out.
C. Fractionation
Flashed vapors rise up the fractionating column Figure 2.11 counter – current to the internal reflux flowing down the column. The lightest product, which is generally gasoline passes overhead and is condensed in the overhead receiver. (Should the crude contain any non-condensable gas, it will leave the receiver as a gas, and can be recovered by other equipment, which should be operated to obtain the minimum flash zone pressure.) The temperature at the top of the fractionators is a good measure of the endpoint of the gasoline and this temperature is controlled by returning some of the condensed gasoline as reflux to the top of the column. Increasing the reflux rate lowers the top temperature and results in the net overhead product having a lower endpoint. The loss in net overhead product must be removed on the next lower draw try. This will decrease the initial boiling point of material from this tray. Increasing the heater transfer temperature increases the heat input and demands more reflux to maintain the same top temperature.
External reflux which is returned to the top of the fractionators passes downwards against the rising vapors. Lighter components of the reflux are revaporized and return to the top of the column while the heavier components in the rising vapors are condensed and return down the column. We have then an internal reflux stream flowing from, the top of the fractionators all the way back to the flash zone and becoming progressively heaver as it descends.
The products heaver than the net overhead are obtained by withdrawing portions of the internal reflux stream. The endpoint of a sidecut will depend on the quantity withdrawn. If the sidecut withdrawal rate is increased, the extra product is material which was formerly flowing down the fractionators as internal reflex. Since the internal reflux below the draw off is reduced, heavier vapors can now rise to that point and result in a heavier product. Changing the drawoff rate is the manner in which sidecuts are kept on end point specifications.
Temperature of the drawoff decks is a fair indication of the endpoint of the product drawn at that point and an experienced operator may vary his drawoff rate to hold a constant deck temperature and therefore a specification product.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 20 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
The degree of fractionation between cuts is generally judged by measuring the number of degrees centigrade between the 95% point of the lighter product and the 5% point of the heaving product. (Some people use IBP and FBP but the IBP varies with stripping). The gap between gasoline and kerosene should be about 5ºC while between kerosene and light gas oil 3ºC is normal. Fractionation can be improved by increasing the reflux in the fractionators, which is done by raising the transfer temperature. There may be occasions when the internal reflux necessary to achieve satisfactory fractionation between the heaver products is so great that if it was supplied from the top of the fractionators the upper decks would flood. An “Intermediate Circulating Reflux” solves this problem. Some internal reflux is withdrawn, pumped through a cooler, or exchanger, and returned colder a few decks higher in the column. This cold oil return condenses extra vapors to liquid and increases the internal reflux below that point. If we wish to improve fractionation between the light and heavy gas oil, we would increases the heater transfer temperature, which would cause the top reflux to increases, then restore the top reflux to its former rate by increasing the circulating reflux rate. It is to be noted that even through the heater transfer temperature is increased, the extra heat is recovered by exchanger with crude, and as a result the heater duty will only increases slightly.
Sometimes fractionators will be “pulled dry”. That is to say, the rate at which a product is being withdrawn is greater than the quantity of internal reflux in the fractionators. All the internal reflux then flows to the stripper, the decks below the drawoff run dry, and therefore no fractionation takes place, while at the same time there is insufficient material to maintain the level in the stripper, and the product pump will tend to lose suction. It is necessary then to either lower the product withdrawal rate or to increases the internal reflux in the tower by raising the transfer temperature or by reducing the rate at which the next lightest product is being withdrawn.
D. Product Stripping
The flashed residue in the bottom of the fractionators and the sidecut products have been in contact with lighter boiling vapors. These vapors must be removed to meet flash point specifications and to drive the light ends into lighter and more valuable products.
Steam, usually superheated steam, is used to strip these light ends. Generally only enough steam is used to meet a flash point specification. While further increases in the quantity of steam may raise the IBP of the product slightly, the only way to substantially increase the IBP of one product is to increases the yield of the next light product. (Provided, of course, the fractionators has enough internal reflux to make a good separation).
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 21 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
All the stripping steam is condensed in the overhead receiver and must be drained off. Refluxing water will upset the fractionators. If the endpoint of the overhead product is very low, water may not pass overhead, and will accumulate on the upper decks and cause the tower to flood.
The effect of steam
Steam is frequently used in fractionating columns, strippers and sometimes in furnaces. If the quantity and temperature of the steam are known, its effect can be determined by calculating the partial pressure exerted by the steam. This partial pressure is then subtracted from the total system pressure (according to Dalton’s law) and the calculations on the hydrocarbon equilibrium etc. are carried out at resulting lower pressure. In other words steam has the same effect as lowering the pressure.
Example
Let it be required to calculate the top temperature of a fractionating column when the top product, of which the composition is given below, contains in addition 4% by wt of steam. Total pressure at the top of the column is 20 psia.
The mole percentage steam amounts to
100% = 19.0%
Consequently the steam partial pressure amounts to 19.0% of 20 psia = 3.80 psia and the hydrocarbon partial pressure equals, therefore, 20-3.80 = 16.20 psia. The conventional dew point calculation as described before is now carried out at a pressure of 16.20 psia, disregarding the steam.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 22 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
When liquid water is present on the top tray of the column, its vapour pressure must be subtracted from the total pressure. In this case, however, the temperature must be known, and this has to be determined by trial and error.
Example 2
Data given: Total pressure and temperature of a flashing system and the amount of hydrocarbon vapour to be flashed off per hour;
Required; Amount of steam needed for this operation.
By trial and error the pressure at which the amount of vapour flashed off at the given temperature is found from the flash equation.
From the relation:
______moles of oil vapour____ = partial pressure of oil vapourMoles of oil vapour + moles steam total pressure of system
The moles of steam can be found and consequently the required weight of steam determined.
E. Desalting
Most crude contain traces of salt which can decompose in the heater to from hydrochloric acid and cause corrosion of the fractionator's overhead equipment. In order to remove the salt water is injected into the partially preheated crude and the stream is thoroughly mixed so that the water extracts practically all the salt from the oil. The mixture of oil and water is separated in a desalter, which is a large vessel in which may be accelerated by the addition of chemicals or by electrical devices. The salt laden water is automatically drained from the bottom of the desalter.
If the oil entering the desalter is not enough, it may be too viscous to permit proper mixing and complete separation of the water and the oil, and some of the water may be carried into the fractionators. If, on the other hand, the oil is too hot, some vaporization may occur, and the resulting turbulence can result in improper separation of oil and water. The desalter temperature is therefore quite critical, and normally a bypass is provided around at least one of the exchangers so that the temperature can be controlled. The optimum temperature depends upon the desalter pressure and the quantity of light material in the crude, but is normally about 120ºC
10ºC being lower for low pressure and light crudes. The average water injection rate is 5% of the charge.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 23 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Regular laboratory analyses will monitor the desalter performance, and the desalted crude should normally not contain more than one kilogram of salt per, 1,000 harrels of feed.
Good desalter control is indicated by the chloride content of the overhead receiver water. This should be in the order of 10-30 ppm chlorides. If the desalter operation appears to be satisfactory but the chloride content in the overhead receiver water is greater than 30 ppm, then caustic should be injected at the rate of 1 to 3 lbs. per 1000 barrels of charge to reduce the chloride content to the range of 10-30 ppm. Salting out will occur below 10 and severe corrosion above 30 ppm.
Another controlling factor on the overhead receiver water is pH. Thus should be controlled between pH 5 and 6.5. Ammonia injection into the tower top section can be used as a control for this.
F. Product Disposal
All products are cooled before being sent to storage. Light products should be below 60ºC to reduce vapor losses in storage, but heavier products need not be as cold. If a product is being charged to another unit, there may be an advantage in sending it out hot.
A product must never leave a unit at over 100ºC if there is any possibility of it entering a tank with water bottoms. The hot oil could readily boil the water and blow the roof off.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 24 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.2.2 Product Specifications
The composition of a distillation product is determined by performing laboratory tests on samples of that product. These test results are then compared with product specifications or standards that have been set for the product. If the product is meeting specifications, column operations do not have to be adjusted. But, if the products are off-specification, a change in column operations must be made.
One can see that the control of the tower is a rather complicated simultaneous solution of material and heat balances. At each draw we must draw the quantity of material in the crude that boils within the specified boiling range. If we draw too much, or too little, the product above or below will have to shift by that amount, thereby possibly putting it off specification. To stay on specifications the material balance must be maintained; the quantity of each product in the crude must be withdrawn at that particular draw tray.
The second problem, the heat balance, must be solved so that the right product appears at the right tray with the proper degree of fractionation. The tower designers help with this problem by locating the draw trays according to the design crude and product slate. However, cruder vary, product requirements vary, and the refinery must manipulate the heat and material balance to draw the right amount of product, with the proper distillation range or other product specifications.
Specifications for typical products boiling ranges are shown in Figure 2.12. These products would come out of crude that has a crude assay TBP as shown in Figure 2.13.
A. Initial Boiling Point (IBP)
The initial boiling point (IBP) of a petroleum product is that temperature at which the first drop of condensate is collected during a laboratory distillation test. In a mixture of hydrocarbons, the first molecules to vaporize are the light ones. So, the initial boiling-point test is used to check for light hydrocarbons that are present in a product. Suppose specifications on the bottom product call for an initial boiling point between 100-110°F. Lab tests show an IBP of 95°F. You know that light material boils at lower temperatures than heavy material. So, the bottom product in this example contains material that is too light.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 25 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.12 Acceptable Products / Crude Oil ATM. Tower
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 26 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.13 Typical Crude Oil
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 27 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
In order to raise the IBP of a product, we must make the product heavier. One way to raise the IBP of the bottom product is to strip some light components off with steam. Another way to raise the IBP is to increase the temperature of the feed or the reboiler temperature so more light components are vaporized.
B. End Boiling Point (EP)
The end boiling point (EP) of a petroleum product is the highest temperature reached during a laboratory distillation test, or the temperature at which the last drop of liquid vaporizes during the test. In a mixture of hydrocarbons, the last molecules to vaporize are the heavy ones. So, the end boiling point or end point test is used to check for heavy hydrocarbons that are present in a product.
Specifications call for an overhead product with an EP between 150-160° F. Lab results indicate an EP of 170° F. You know that heavy material boils at higher temperatures than light material. So, the top product does not meet specifications because it contains material that is too heavy. In order to lower the EP of a product, we must make the product lighter. One way to reduce the EP of the top product is to decrease the feed or reboiler temperature so that fewer heavy components vaporize.
Another way to bring EP on-specification is to lower the top temperature by increasing the reflux rate.
C. Flash Point
The temperature at which a petroleum product generates ignitable vapors is called the flash point. Light hydrocarbons tend to flash more easily than heavy hydrocarbons. A sample that contains traces of light hydrocarbons flashes at a lower temperature than a sample without these traces.
A side draw product carries flash point specifications of 125-130° F. The lab test shows a flash point of 110° F. The sample contains material that is too light. We can bring the product back to specification by decreasing the reflux rate, or by using more stripping steam, or by increasing the reboiler temperature.
D. API Gravity
Another specification for petroleum products is API gravity. API gravity is used to designate the "heaviness" or "lightness" of products based on a scale in which 10° API gravity is the same weight as water. An oil that is exactly the same weight as water would be measured at 10 ° API. Kerosine is measured at about 42° API. Gasoline, which is lighter than kerosene, is measured at about 60° API. The lighter the oil, the higher API gravity.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 28 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Suppose specifications call for a product with an API gravity of 30-35°. The product sample tests 28°. The product is too heavy.
E. Colour
Petroleum products are often color tested in the lab. Light hydrocarbons are light colored while heavy hydrocarbons are dark in color. A light hydrocarbon product that is dark colored probably contains too many heavy molecules. Excessive vapor rates can cause small drops of liquid to become entrained in the vapor and be carried up the tower. Entrainment of heavy materials may contaminate the overhead product and make it too dark in color. Hydrocarbons will decompose and change color at very high temperatures. So, an off-color product may indicate that a tower is operating at too high a temperature.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 29 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.3 CRUDE DISTILLATION OPERATION
Figure 2.10 shows a diagram of a crude distillation column. Before the feed enters this column, it is heated by a series of heat exchangers and a furnace. Next, the feed is introduced into the column on the feed tray. Most of the lighter fractions immediately vaporize, or flash and start rising up the tower. The heavier fractions remain in a liquid state and work their way to the bottom of the column. Any light components that remain in the liquid are removed with stripping steam.
In addition to overhead and bottom products, three other fractions are drawn from the side of the tower. Each of these fractions passes through a stripping column that uses steam to remove light components. Vapors from the stripping columns are reintroduced to the tower at a point above the draw-off tray.
2.3.1 Reflux Rate Changing
Vapors at the top of the tower are cooled and condensed to liquid. Part of this liquid is returned to the tower as cooling reflux. Let's consider the effect of making cut point changes in a crude unit by varying the reflux rate. Reflux as a "coolant" that removes heavy fractions by condensing them.
Suppose the reflux rate is increased from 1,000 to 1,200 barrels per hour, and the other tower operating conditions are held constant. This extra reflux flowing down the tower causes the temperature on each tray to decrease. Some of the heavier hydrocarbons in the upward flowing vapors will now condense and fall back down the tower. The heaviest components are condensed out of the vapors on each tray in the column. As a result, the fraction formed on each tray will be lighter. The extra reflux flowing down the tower reduces the temperature of the liquid at the bottom of the column. When the bottom temperature decreases, the amount of light material vaporized out of the liquid at the bottom of the tower is decreased. So the liquid at the bottom of the column becomes lighter. Since the amount of product drawn to the stripper columns remains constant, increasing the reflux rate causes more bottom product to be formed. Because fewer vapors are now going overhead, the amount of top product formed is decreased, or less. Lighter overhead, bottom, and side draw products are produced by increasing the reflux rate.
If we decrease the reflux rate from 1,000 barrels to 800 barrels, the cut point changes are reversed. The temperature on each of the trays increases, and a higher tower temperature mean heavier products. So overhead, bottom, and side draw products become heavier. The amount of overhead product produced increases and the amount of bottom product formed decreases.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 30 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.3.2 Feed Temperature Changing
Now let's consider how changing the temperature of the feed affects cut point changes in the crude unit. Suppose we raise the temperature of the feed and hold the reflux rate and other tower variables constant. As the crude enters the column more of the feed is vaporized because of the higher temperature. Some of the heavy material that previously fell to the bottom of the tower is contained in these vapors. So the products formed above the feed tray become heavier. The increase in temperature causes the lightest materials in the liquid at the bottom of the tower to boil out, so the bottom product becomes heavier. Since more vapor goes overhead when the temperature of the feed is increased, the amount of top product formed increases. Because less liquid falls to the bottom of the column when the feed temperature increases, the amount of bottom product formed decreases. So heavier overhead, bottom, and side draw products produced by increasing the feed temperature.
If we reduce the temperature of the feed, the cut point changes will again reverse. Less heavy material is vaporized when the crude enters the column, so the top and side draw products become lighter. The material that no longer vaporizes is actually lighter than the liquid at the bottom of the column. When this material falls to the bottom of the column, the bottom product gets lighter. Lighter overhead, bottom, and side draw products are produced by decreasing the temperature of the feed. When the feed temperature is reduced, the amount of top product produced decreases and the amount of bottom product formed increases.
2.3.3 Side Product (Draw off) Rate Changing
Another way to change the cut point in a crude column is to vary the amount of liquid that is drawn to the stripper columns. Suppose we increase the kerosene draw by 100 barrels. When we open a stripper draw on the side of a crude unit less reflux flows to the trays below the draw-off tray. Reducing the amount of reflux going to the trays below the kerosene draw causes these trays to heat up. As the temperature on these trays increases more heavy material begins rising up the tower. Because the temperature of the vapors rising to the kerosene draw is higher, the draw-off tray temperature will also be higher. High temperatures produce heavy products, so increasing the kerosene draw makes this product heavier. The products formed below the kerosene draw also become heavier.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 31 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Now suppose we want to make the kerosene product heavier without changing the composition of the gas oil and reduced crude products. To do this we must increase the kerosene draw and at the same time not change the amount of reflux, or liquid on the gas oil tray and the trays below this point. We can do this by decreasing the gas oil draw at the same time the kerosene draw is increased. We draw less gas oil product to keep the same amount of reflux on the gas oil tray and the trays below this point. With the same amount of reflux on these trays, the temperature profile in this part of the tower does not change and the gas oil and reduced crude products do not change composition. So to make the kerosene product heavier without changing the composition of the gas oil and reduced crude products, the gas oil draw is decreased and the kerosene draw is increased.
Let’s reverse the situation and look at what happens when the kerosene draw is decreased. Now the amount of reflux flowing to trays below the kerosene draw increases. An increase in reflux causes more heavy components to condense out of the rising vapors because the temperature on the trays falls. Low temperatures produce light products, so reducing the kerosene draw results in a lighter kerosene product. The products formed below the kerosene draw also become lighter.
Suppose we want a lighter kerosene product but do not want to change the composition of the gas oil and reduced crude products. Since there is more reflux flowing down to the gas oil tray, we will have to increase the gas oil draw. In this situation we are drawing more gas oil product to keep the same amount of reflux on the gas oil tray and the trays below this point. So to make the kerosene product lighter without changing the composition of the gas oil and reduced crude products, the gas oil draw is increased and the kerosene draw is decreased.
The composition of crude distillation products can be changed by changing, or varying the amount of liquid that is drawn to a stripping column. Opening a stripper draw makes this product and products formed below this point heavier. Closing a stripper draw makes this product and products below this tray lighter. To change the composition of a side draw product without affecting the composition of products below this point, you must adjust two stripper draws. The first stripper draw adjustment is made to change the composition of the product. The second adjustment keeps the composition of the other products from changing by maintaining the same amount of reflux, or liquid on these trays.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 32 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
4.4 FRACTIONATOR CONTROL
The fractionators operate by using a controlled temperature gradient from top to bottom. The composition of the top product is fixed by its bubble point or dew point. The bottom product is controlled by its bubble point.
The fractionators always must operate so that the material and energy balances around it are satisfied on a steady-state basis. Any momentary upsets will be reflected by internal unstable operation which causes intolerable "upsets." Furthermore, it is a "sluggish" device. Liquid "hold-up time" is fairly large since flow rates are relatively low compared to its capacity. Therefore, an inherent time lag occurs when controlling at the tower extremities.
The fractionators must process that feed inlet rate, condition and composition that comes to it. Attempts will be made to control these but the success for this will vary. The fractionator's control system must, therefore, be fairly flexible.
A demethanizer and/or deethanizer normally is used to remove noncondensibles that are prohibited in the saleable products. The problem is to keep these noncondensibles from passing out the bottom (fairly easy) with only minimum loss of saleable products out the top (more difficult). Therefore, the overhead product is the more critical of the two, although both are important.
Usually, a depropanizer and/or debutanizer is producing a commercial overhead product that must meet certain specifications. At this point (hopefully) no noncondensibles are in the system. In the usual situation the propane, butane or LPG mix are less valuable per unit volume than the heaviest product (natural gasoline, condensate, etc.). This latter product should contain all of the propane and butane that the sales specifications allow. Still...the most sensitive control problem is to keep the methane and ethane levels low (from previous fractionation) to meet vapour pressure specs and maintain the heavier ends at a concentration to satisfy weathering tests.
There are several rules that should be followed in fractionator's control:
1. The lesser of the two streams should be manipulated (control wise) to obtain the greatest sensitivity in product quality.
2. Separation should be manipulated to control the purity of the purest product; the material balance should be manipulated to control the quality of the less pure product.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 33 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Older control systems attempt to accomplish these functions by the use of pressure, temperature, level and flow controls on each stream independently. The next plateau was to recognize that these streams were not really independent and to address the interaction between them by means of control loops. The next level of sophistication is to add a chromatograph to sense directly those composition changes that are critical and transmit the proper signal to the controls. A simple analog system may be used to accomplish this. The final plateau is reached by "marrying" all of these to a computer which has been properly programmed. All streams being sensed feed their information into this computer or programmable logic controller which runs through a dynamic simulation and then tells the controls what to do.
A computer does not solve the control problem; it can only react within the limits imposed on it by its creator. It also represents an expensive control system.
As a guide in this endeavour, a series of control systems will be shown. These systems should be viewed as examples to illustrate the principles involved.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 34 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.4.1 Feed Surge Control
Regardless of the process used to recover liquid, both flow rate and composition will vary to the first fractionator. A combination surge drum and vessel to flash-off a portion of the methane and ethane might be used ahead of this fractionator. The level must fluctuate in this vessel. One simple approach is to use a liquid level control with a long displacement type float. By setting it on 100-200 % proportional control, large level fluctuations will dampen out rate changes.
Figure 2.14 (A) to (D) show several possible arrangements. The pump would be eliminated in the first three if the tank is at a high enough pressure. If the tank is large, (A) could be used. A level indicator with level alarms would be required on the tank to guard against low and high levels. Method shown (B) would use the wide band (and maybe long float) with or without the pump. Method (C) is a further addition that might be necessary when the pressure on the accumulator is not constant. The LC resets the flow recording controller (FRC). In each of these systems, any pump used would have to be of the centrifugal type subject to back pressure control.
Figure 2.14 Feed Surge Control
Figure 2.14 (D) shows a steam pump layout. The level controller sets the control point for flow. The flow controller actuate; the valve on the steam line. Few steam pumps are now used, but this diagram illustrate; a simple interlock system.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 35 of 89
(A)
(C)
(B)
(D)

Course Manual Crude Distillation (Atmospheric Distillation)
2.4.2 Feed Temperature (Thermal Condition)
For efficient separation; it is usually desirable to have the feed at its bubble point when it enters the tower, unless the feed comes directly from some preceding udistillation step, an outside source of heat is required.
Steam may be used to heat the feed, any change in feed temperature, a corrective adjustment to the supply of steam into the exchanger. To maintain feed temperature; usually a three mode controller is used. The use of cascade loop (Figure 2.15) cans Provide Superior Temperature Control.
Figure 2.15 Improved Column Feed Temperature Control
Constant temperature feed does not necessarily mean constant feed composition (quality). If the feed composition varies, its bubble point varies. It is common practice to set the temperature control at a point which is equivalent to the bubble point of the heaviest feed.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 36 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.4.3 Column Pressure Control
Regardless of the column control system, it must contain some provision for pressure control. Column pressure can be controlled by manipulating the material balance (rate of distillate product) or by manipulating the condensing temperature (bubble/dew point pressure of distillate). Figure 2.16 (A) to (E) show several
arrangement.Figure 2.16 Column Pressure Control
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 37 of 89
Total Condenser
Partially CondenserFlooded Condenser
Partial Condenser (A) (B)
(C) (D)(E)

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.16 (A) shows a simple back pressure control on the vapour from the partial condenser. In this case, only enough liquid is condensed to provide reflux. The pressure tap could be on the tower, as shown, or on the reflux accumulator. A proportional response plus reset might be used, although a narrow band proportional control alone could be adequate since pressure offsets are often not critical.
Figure 2.16 (B) shows a system for a total condenser that has proven suitable for a narrow boiling range product. The disadvantage is that a large control valve must be placed in the overhead line.
Figure 2.16 (C) shows a flooded condenser system for a total condenser. In this system the accumulator runs completely full of liquid and pressure is controlled by manipulating the heat transfer area in the condenser. This method is commonly used in NGL fractionators.
Figure 2.16 (D) is an example of one type of hot vapours bypass to control tower pressure. The condenser is partially flooded. The vapours bypass changes the surface temperature of the liquid in the accumulator, hence controlling tower pressure.
The temperature of the condensed product in the accumulator can also be controlled by controlling the cooling medium. This is shown schematically in Figure 4.16 (E). This method is not recommended if the cooling medium is cooling water as it induces fouling and scaling in the condenser. If the cooling medium is air, louvers or variable pitch for blades can be used to control air flow. Induced draft coolers are preferred because the tube bundle is not exposed to precipitation.
Most pressure control systems are based on manipulating the cooling rate at the condenser. If the condenser is allowed to operate without restriction, the column pressure will be as low as possible given the cooling medium and operating conditions. This is called "floating pressure control" and has the benefit of reducing the difficulty of separation, as relative volatilities tend to increase with decreasing pressure for most hydrocarbon separations.
With a total condenser, the rate of reflux would be controlled by a flow control set manually or representing a ratio to some stream.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 38 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.4.4 Reboiler Control
Boil-up rate is controlled by setting the flow of heat to the reboiler. A flow controller is placed in the line carrying the heating medium to the reboiler.
The amount of lighter boiling material in the bottom product is determined by the set point of the steam rate controller, A setting which permits a greater amount of steam into the reboiler will cause more of the lighter material to be driven back into the column as vapours.
The rate of bottom product withdrawal is controlled by the level in the reboiler, Figure 2.17 shows a kettle type reboiler.
Figure 2.17 Kettle Reboiler Control
Other types include thermosyphon reboilers and forced-circulation reboilers. For them, the bottom product is withdrawn from the column (Figure 2.18)
Figure 2.18 Therosyphon Reboiler Control
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 39 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.4.5 Variable Feed Tower
Suppose the distillations product is to be fed into a second column. Then any inadvertent changes in the first column would be reflected in the quantity and composition of the feed to the second.
One way to iron out temperature variations caused by liquid level changes, in the first column, is to add flow controllers to the product lines with variable feed rates and compositions, cascade controls are justified. If the feed rate and composition are relatively constant, hand reset of the major control loop is sometimes adequate, in other cases the flow set point is continuously adjusted by the level controller in cascade arrangement Figure 2.19.
When composition of the bottom product is the important consideration, it is desirable to maintain a constant temperature in the lower section. This can be done by letting the temperature measurement set the control point of the reboiler steam supply as shown in Figure 2.20.
When compensation of the distillation product is the important consideration it is desirable to maintain a constant temperature in the upper section as shown in Figure 2.21.
Measuring temperature in a column usually requires that the sensing device be in the liquid on the tray. Heat transfer from a liquid medium to the sensing device is much greater than the heat transfer from a gas medium.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 40 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.19 Cascade Control of Feed to Second Column
Figure 2.20 Temperature Cascaded Heat Addition to the Reboiler
Figure 2.21 Temperature Cascaded Reflux Flow for Improved Overhead Composition Control
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 41 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.5 OPERATING DIFFICULTIES
2.5.1 Fouling
Sometimes upsets in operation are caused in sections of a column due, for example, to local fouling. Differential pressure measurements are helpful in locating the sections that are causing the difficulties. Careful and repeated tests have to be made to determine the sections at which the increased pressure drop first occurs, as vapours below a flooded section may lift the liquid upward and lead to misleading results.
2.5.2 Temperature Profile
A second method of locating trouble spots is by the use of temperature profile data. In fractionating columns the temperature of any given plate is dependent on the pressure and composition of the material on the tray. A plot of temperature versus plates for the column is called the temperature profile. When a column is operated to yield a product consisting mainly of one component only (e.g. deisopentanizer with a top product of 95%, pure isopentane) the temperature gradient over the trays near the product outlet will be very small. When both top and bottom product are very narrow boiling range products only one steep column temperature gradient will be located near the feed inlet where all components to be separated are present in appreciable quantities.
When wide boiling range products are manufactured to flattening down of the temperature profile will occur over the trays near the product outlets.
Comparison of the known profile for normal operation with that when operation is poor may help to locate the source of the trouble. In a flooded area the composition of the liquid on all trays will be the same and hence the temperature will not change over this section.
2.5.3 Operation near Critical Conditions
When a column is operated under conditions of temperature and pressure which are very near to the critical values of the hydrocarbons to be processed, fractionation can be poor owing to the fact that a column section contains only one phase and is consequently flooded. Fractionation of light hydrocarbons carried out under very high pressure in order to avoid refrigeration systems, is conducive to this condition.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 42 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.5.4 Using of Grid Trays
Because of the low liquid hold-up, grid trays offer difficulties at starting up of the unit. These difficulties can also be experienced when during operation the vapour load is momentarily much reduced resulting in a tray condition below the dispersion point. Consequently all liquid will then fall through the trays. The installation of a distributor tray above each section containing about 10 grid trays will increase the liquid holdup and will, therefore, make the column less sensitive to outside disturbances.
2.5.5 Loads in Rectifying Section
The highest load in the rectifying section of a column normally occurs at the top plate. Sometimes this tray is flooding and further increases in reflux are ineffective because it merely goes overhead as liquid. A heat balance around the overhead condenser shows if much liquid is entrained, which is an indication of overloading of at least the top part of the column.
2.5.6 Way of Introducing Feed
The way of introducing the feed into the column may also be a source of trouble, as the vapour or liquid entering may upset the flows in that part of the column. Furthermore attention must be given to the velocity of the vapour and liquid feed in the inlet. Too high a vapour velocity may cause atomization of the liquid feed resulting in considerable entrainment.
2.5.7 Reboiler
The reboiler may be the cause of operating troubles in the bottom section. This is especially the case with reboilers of the thermosyphon type. Here fluid is driven through the reboiler by the static head driving force created by vaporization in the reboiler tubes. Frictional losses oppose the flow of fluid through the circuit. As a result the flow will adjust itself in such a manner that a balance is obtained between the static head driving force and the flow resistance. If the resistance increases owing to fouling in the pipes or if the lines are too small, the balancing liquid level in the column may build up and rise even as high as the bottom tray, which causes flooding.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 43 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.6 TROUBLESHOOTING OPERATING PROBLEMS
This part deals with common operating problems. It is not apropos to try to cover all problem situations. The following are discussed:
1. Flooding2. Dry trays3. Damaged trays4. Water in a hydrocarbon column5. Foaming6. Condenser fogging7. Suspect laboratory analyses
2.6.1 Flooding
Design
Flooding is a common operating problem. Companies naturally wish to obtain, maximum capacity out of fractionation equipment and thus often run routinely close to flooding conditions. New columns are typically designed for around 80% of flood. Clearly, the column needs some flexibility for varying operating conditions. Vendors, state that their modern methods for determining percentage of flood represent very closely the true 100% flood point The designer, therefore, shouldn't expect to design for 100% of flood and be able to accommodate variations In operating conditions. Designers recommend a percentage of flood of not more than 77% for vacuum towers or 82% for other services, except that for columns under 36" diameter, 65-75% is recommended.
Down comer Backup Flood
If the down comer backup for valve trays exceeds 40% of tray spacing for high vapor density systems (3.0 lbs/ft3), 50% for medium vapor densities, and 60% for vapor densities under 1.0 Ibs/ft3, flooding may occur prior to the rate calculated by jet flood. Another good rule of thumb is that the down comer area should not be less than 10% of the column area, except at unusually low liquid rates. If a down comer area of less than 10% of column area is used at low liquid rate, it should still be at least double the calculated minimum down comer area.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 44 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Tower Operations
The tower operator can quickly determine which type of flooding will tend to be the limiting one for a particular system. If a rigorous computer run is available for the anticipated or actual operation, the operator can quickly calculate the expected limiting column section. The operator can then provide DP cell recording for the entire column and limiting section (s). As mentioned previously, a DP cell is the best measure of internal traffic and flooding tendency.
Many plants non technical operators do not understand that high vapor rates as well as high liquid rates can cause down comer backup flooding. It is well to explain to the plant operators the mechanism of down comer backup flooding and show them with a diagram how the head of liquid in the down comer must balance the tray pressure drop. Then it can be explained how vapor flow is a major contributor to this pressure drop.
Flooding across a column section reflects itself in an increase in pressure drop and a decrease in temperature difference across the affected section. Product quality is also impaired, but it is hoped that the other indicators will allow correction of the situation before major change in product quality. When a column floods, the levels in the accumulator and bottom often change. It can occur that the accumulator fills with liquid carried over while the reboiler runs dry.
Also, in a flooded column, the pressure will often tend to fluctuate. This may help to differentiate between flooding and a high column bottom level, if the bottom level indicator reading is suspect. The high bottom level will give higher than normal pressure drop but often not the magnitude of pressure fluctuations associated with flooding.
Here is a tip for possible capacity Increase for towers with sloped down comers. Usually, the tray vendor doesn't use the dead area next to the bottom part of the sloped down comer as active area if the trays are multipass, since he would require a different design for alternate trays. This area could be used for additional vapor capacity in an existing column.
2.6.2 Dry Trays
This problem, as with flooding, also impairs product quality. No fractionation occurs in the dry section, so the temperature difference decreases. However, unlike flooding, the pressure drop decreases and stays very steady at the ultimate minimum value. This problem is usually easier to handle than flooding. The problem is caused by either insufficient liquid entering the section or too much liquid boiling away. The problem is solved by reversing the action that caused the dry trays.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 45 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Since the changes usually occur close to the source of the problem, the source can usually be quickly found with proper instrumentation. Too little reflux or too much side stream withdrawal are two examples of insufficient liquid entering a section. Too hot a feed or too much reboilling are examples of excessive liquid boiloff.
2.6.3 Damaged Trays
Effects
Trays can become damaged several ways. A pressure surge can cause damage. A slug of water entering heavy hydrocarbon fractionators will produce copious amounts of vapor. The author is aware of one example where all the trays were blown out of a crude distillation column. If the bottom liquid level is allowed to reach the reboiler outlet line, the wave action can damage some bottom trays.
Whatever the cause of the tray damage, however, it is often hard to prove tray damage without column shutdown and inspection, especially if damage is slight. Besides poorer fractionation, a damaged tray section will experience a decrease in temperature difference because of the poorer fractionation. An increase in pressure difference may also result since the damage is often to down comers or other liquid handling parts. However, a decrease in pressure difference could also occur.
Bottom Level
Trays are particularly vulnerable to damage during shutdown and startup operations. Several good tips to minimize the possibility of tray damage during such periods are provided.
First it is important to avoid high bottoms liquid level as mentioned-previously. Initial design should provide sufficient spacing above and below the reboiler return vapor line. A distance equal to at least tray spacing above the line to the bottom tray or better tray spacing plus, say, 12" and a distance of at least tray spacing below the line to the high liquid level is absolutely necessary. Probably more tray problems occur in this area of the column than any other. In spite of good initial design, however, the bottoms liquid level needs to be watched closely during startup.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 46 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
If a tower does become flooded in the bottom section, a common operator error is to try to pump the level out too quickly. This can easily damage trays by imposing a downward acting differential pressure produced by a large weight of liquid on top of the tray and a vapor apace immediately below the tray. To eliminate the flooding, it is better to lower feed rate and heat to the reboiler. It is important to be patient and avoid sudden change.
Steam/Water Operations
Steam/water operations during shutdown have high potential for tray damage if not handled correctly. If a high level of water is built up in the tower and then quickly drained, as by pulling off a bottom man way, extensive tray damage can result, similar to pumping out hydrocarbons too fast during operation.
Steam and water added together to a tower can be a risky operation. If the water is added first at the top, for instance, and is raining down from the trays when steam is introduced, the steam can condense and impose a downward acting differential pressure. This can result in considerable damage. If steam and water must be added together, start the steam first. Then slowly add water, not to the point of condensing all the steam. When finished, the water is removed first. One vendor estimates that he sees about six instances of tray failure per year resulting from mishandled steam/water operations.
Depressuring
Depressuring a tower too fast can also damage the trays by putting excessive vapor flow through them. A bottom relief valve on a pressure tower would make matters worse since the vapor flow would be forced across the trays in the wrong direction. The equivalent for a vacuum tower would be a top vent valve which would suck in inerts or air and again induce flow in the wrong direction. Such a top vent should not be designed too large.
Phase Change
Overlooking change of phase during the design stage can also cause tray damage. An example is absorber liquid going to a lower pressure stripper and producing a two-phase mixture. In one case, the absorber stream entered the stripper in a line that was cited down onto the stripper tray. The two phase mixture beet out a section of
trays. A ” protection plate was provided and this had a hole cut in it in two years.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 47 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.6.4 Water in Hydrocarbon Column
Here small amounts of water are meant rather than large slugs which could damage the trays. Often the water will boil overhead and be drawn off in the overhead accumulator bootleg (water drawoff pot). However, if the column top temperature is too low, the water is prevented from coming overhead. This plus too hot a bottom temperature for water to remain a liquid will trap and accumulate water within the column. The water can often make the tower appear to be in flood.
Many columns have water removal trays designed into the column. Top or bottom temperatures may have to be changed to expel the water if the column isn't provided with water removal trays. In some instances, the water can be expelled by venting the column through the safety relief system.
It should be remembered that water present in a hydrocarbon system, being immiscible, will add its full vapor pressure to that of the hydrocarbons. The author once wondered why the pressure was so high on a certain overhead accumulator until he noticed the installed bootleg.
A small steady supply of water entering a column through solubility or entrainment can, in some cases, cause severe cycling at constant intervals during which time the water is expelled. After expulsion of water, the column lines out until enough is built up for another cycle.
Besides water, other extraneous substances can leak into a column with varied effects. One example was a column separating two components and using the light component as seal flush for the reboiler pump. When excessive lights leaked into the tower system, the bottoms product went off specification. It took a long time to solve the problem since at first the operators suspected loss of tray efficiency.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 48 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.6.5 Foaming
The mechanism of foaming is little understood. During the design phase, foaming is provided for in both the tray down comer and active areas. "System factors" are applied that derate the trays for foaming. Oil absorbers are listed as moderate foamers. Heavy oil mixed with light gases often tends to foam. The higher the pressure, the more foaming tendency, since the heavy oil will contain more dissolved gases at higher pressures. Liquids with low surface tension foam easily. Also, suspended solids will stabilize foam. Foaming is often not a problem when a stabilizer is not present.
No laboratory test has been developed to adequately predict foaming. An oil that doesn't foam in the laboratory or at low column pressure might well foam heavily at high column pressure. In general, aside from adding antifoam, there seems to be no better solution to foaming than providing adequate tray spacing, and column down comer area. One designer solved a down comer foaming problem by filling the down comer with Raschig rings to provide coalescing area.
For troubleshooting suspected foam problems, vaporize samples of feed and bottoms to look for suspended solids. Also, one can look for the Tyndall effect as described in the section on condenser fogging.
In investigating foaming problems. It is helpful to have an estimate of foam density.
2.6.6 Condenser Fogging
Fogging occurs in a condenser when the mass transfer doesn't keep up with the heat transfer. The design must provide sufficient time for the mass transfer to occur. A higher temperature differential ( T) with noncondensibles present or a wide range of molecular weights can produce a fog. The high T gives a high driving force for heat transfer. The driving force for mass transfer, however, is limited to the concentration driving force ( Y) between the composition of the condensable component in the gas phase and the composition in equilibrium with the liquid at the tube wall temperature. The mass transfer driving force ( Y) thus has a limit. The T driving force can, under certain conditions, increase to the point where heat transfer completely outstrips mass transfer, which produces fogging.
Nature of a Fog. Fog, like smoke, is a colloid. Once a fog is formed. It is very difficult to knock down. It will go right through packed columns, mist eliminators, or other such devices. Special devices are required to overcome a fog, such as an electric precipitator with charged plates. This can overcome the zeta potential of the charged particles and make them coalesce.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 49 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
A colloid fog will scatter a beam of light. This is called the "Tyndall Effect" and can be used as a troubleshooting tool.
Review
1. Quality control over distillation products is maintained by setting specifications for these products.
2. An initial boiling point test identifies the presence of light hydrocarbons.
3. An end point test identifies heavy hydrocarbons.
4. The temperature at which a petroleum product generates ignitable vapors is called the flash point.
5. Light hydrocarbon products have relatively high API gravity readings.
Reduced crude has a relatively low API gravity reading.
6. Cut point changes are made on distillation products by adjusting the heat balance inside a tower.
7. Whatever material enters a tower as feed leaves the tower as products.
8. You can increase the temperature in a crude column by increasing the feed temperature or decreasing the reflux rate.
9. A temperature increase means that products get heavier.
10.You can decrease the temperature in a crude column by decreasing the feed temperature or increasing the reflux rate.
11.A temperature decrease means that products get lighter.
12.When the tower temperature increases, the amount of overhead product produced increases and the amount of bottom product formed decreases.
13.When the tower temperature decreases, the amount of overhead product produced decreases and the amount of bottom product formed increases.
14.When we close a stripper draw on the side of a crude unit more reflux flows to the trays below the draw-off tray.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 50 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
15.Closing a stripper draw makes this product and the products below this tray lighter.
16.To change the composition of one side draw product without affecting the composition of products below this point, you must close one stripper draw and open another.
17.The temperature on the top tray of a tower should be just high enough to completely vaporize the overhead product.
18.In order to store the overhead product in liquid form, the pressure in a condenser or accumulator must be slightly higher than the vapor pressure of the product at the temperature it is being stored.
19.The ideal temperature at the bottom of the tower is the temperature at which the vapor pressure of the bottom product is slightly below the operating pressure of the tower.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 51 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2.7 GLOSSARY
Distillation A process in which heat is used to separate a mixture of hydrocarbons into two or more relatively pure products (or fractions) by the difference in their respective boiling points or boiling ranges. When a mixture of hydrocarbons is heated, the light components are the first to boil and go into a vaporized state. These vapors are cooled and condensed to form a fraction that is enriched in light hydrocarbon molecules. The liquid that doesn't vaporize forms a heavy fraction.
Hydrocarbon A molecule made up of hydrogen and carbon atoms.
Physical Change A change that does not involve the breakdown or restructuring of a substance's molecules.
Chemical Change A change that involves a chemical reaction in which a substance's molecules are rearranged.
Sensible Heat Heat that actually increases the temperature of a substance.
Latent Heat Heat that is added to vaporize a substance already at boiling temperature.
Vapor Pressure Pressure exerted by the molecules in a liquid as they attempt to escape from a liquid to a vaporized state.
Partial Pressure The amount of pressure exerted by each component in a mixture of gases. The total pressure inside a closed vessel is equal to the sum of the partial pressures exerted by each gas.
Reflux A liquid formed by cooling and condensing overhead vapors from a distillation column. This liquid is returned to the tower to remove heat from hot, rising vapors that are contacted on each tray. The exchange between cool reflux and hot vapors keeps each tray in the tower operating at a slightly different temperature.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 52 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Stripping Section The part of the column below the feed tray where light components are vaporized out of the liquid.
Rectifying Section The part of the column above the feed tray where heavy components are condensed out of the vapors.
Atmospheric Column A column that operates at or slightly above atmospheric pressure (14.7 psi or above).
Vacuum Column A column that operates under a partial vacuum (under 14.7 psi).
Tray A plate inside a distillation column where vapor-liquid contact takes place. Different types of hardware can be used to create this contact.
Feed Tray The tray on which feed is introduced into the tower.
Down comers Passageways for the downward flow of liquid through the tower.
Initial Boiling Point The temperature at which the first drop of condensate falls from the condenser into the receiver in a laboratory distillation test. Abbreviated IBP.
End Boiling Point The highest temperature reached during a laboratory distillation test, or the temperature at which the last drop of liquid in the sample vaporizes during the test. Abbreviated as End Point - EP.
Boiling Range The range of temperatures from a sample's initial boiling point to its end boiling point. A boiling range test identifies both light and heavy hydrocarbons over a product's entire boiling range.
Flash Point The temperature at which a petroleum product generates ignitable vapors.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 53 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
API Gravity A measure of the "lightness" or "heaviness" of a product. An API gravity of 10° means that a product is exactly the same weight as water. Products that are heavier than water have API gravity less than 10°. Petroleum products that are lighter than water have an API gravity that is greater than 10°.
Heat Balance All the heat that goes into a distillation column must be taken out. If we adjust the amount of heat put into a tower or the amount removed, the composition and quantity of the products that are formed will also change.
Cut Point The product separation temperature that is used in a distillation column to obtain a product that contains the desired mixture of hydrocarbons. Altering the heat balance in a column to produce more or less of a particular product is called changing the cut point.
Material Balance The input of material to a distillation column equals the output of material from that column. Whatever material enters a tower as feed leaves the tower as products.
Process Variable A process condition that can change during the process operation. The four most common process variables are temperature, pressure, liquid level, and flow rate.
Primary Element or Sensor A device that senses the condition of a process variable, or causes a change in the variable that makes a measurement possible.
Control Loop A combination of instruments that works to keep a process variable at a set value. The instruments will vary according to the process being controlled.
Measuring Means The instrument in a control loop that senses and measures the condition of a process variable and transmits this measurement.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 54 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Controller The instrument in a control loop that continuously compares a measurement of the process variable with set point. The controller continuously transmits a signal to the final control element and adjusts this signal when necessary to make a process correction.
Final Control Element The devices in a control loop that actually make process adjustments and corrections. In most process control situations, the final control element is a control valve coupled with an actuator.
Set point The desired value for a process variable.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 55 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Appendix
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 56 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Appendix 1
Crude Units
Even though a crude unit is relatively simple, the opportunities for improving its operations are comparable to those of more exotic refining processes. Some of the problems that the troubleshooter is likely to encounter are:
Off-color naphtha
Low furnace oil production
High distillate end point
Excessive light ends in cat cracker feed
Condenser tube failures.
Poor operation of pump around circuits
1. DECREASED FRACTIONATION
Accounting for a loss in fractionation is a common troubleshooting assignment. For example, crude unit operators find that they can no longer meet furnace oil end-point specs unless they sacrifice furnace oil yield. On one unit, furnace oil production had dropped from 7,000 b/sd to 4,000 b/sd.
Possible explanations for this type of problem are
Tray flooding, Improper heat balance, and Tray damage.
Trays can flood even below design loads because of fouling of the tray decks. Flooded trays lose fractionating efficiency. Check the pressure drop across the suspect trays. If the pressure drop per tray (in feet of liquid hydrocarbon) exceeds 40-50 percent of the tray spacing, flooding is likely.
1.1 Upset Tray Decks
Although trays can corrode through, a more common cause of damage is unit upsets.
A high liquid level, above the flash zone, will cause the trays to be bumped by the up-flowing vapors.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 57 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Slugs of water can disrupt tray decks when the water suddenly flashes.
It seems that many tray upsets occur during short unit outages. At such times, steam may back into the fractionator and form pockets of water. Also any operating malfunction that causes a pressure surge in the overhead or flash zone (check the pressure recorder) can disrupt tray decks. If the operating engineer sees a loss in fractionation following such incidents, he should proceed as follows:
1. Quantify the reduced fractionation. This is done by measuring the 5—95% gap. For example, the gap between heavy naphtha and furnace oil is calculated by subtracting the naphtha. 95 vol. % ASTM temperature, from the furnace oil, 5 vol. % ASTM temperature. Compare this gap against historical data. A reduction of 20ºF to 30ºF in the gap is significant.
2. Check the pressure drop across the trays. Low pressure drop is symptomatic of broken tray decks.
3. X-ray the tower. On one 11-ft-dlameter fractionator, upended tray decks could distinctly be seen on the X-ray film.
Recommending to management that a crude unit be shut down to repair trays can be a milestone in an operating engineer's career. If the trays are found intact when the tower is opened, the recommendation can be an albatross around one's neck, X-raying is a good way to avoid this risk.
Figure 1.1 Typical Crude Unit
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 58 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
1.2 Improper Heat Balance
Hot vapors, flowing up the fractionator from the flash zone, are partially condensed by contact with cooler pump around liquid. The heat absorbed by the pump around stream is used to preheat crude. As the pump around circulation rate is increased, both heat removals from the fractionator and from crude preheat increase. This saves furnace fuel.
Higher pump around rates will reduce fractionation. This is shown in Figure 1-2. In this sketch, trays 3, 4, and 5 provide the fractionation between furnace oil and FCCU (fluid catalytic cracking unit) feed. Trays 6 and 7 are the pump around trays and, hence, contribute little toward separating the two products.
By increasing the pump around heat removal below the furnace oil draw (tray 2), less liquid is left to be condensed above the furnace oil draw off. This, in turn, reduces the amount of liquid which spills over tray 2 and down to trays 3, 4. and 5. The decrease in liquid (i.e., internal reflux) flowing across these trays impairs the separation between furnace oil and FCCU feed.
Figure 1.2 Pump around duty affects Fractionation
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 59 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Under extreme circumstances, the trays below the furnace oil draw may have no liquid at all on them. Dry trays do not fractionate. When this happens, the furnace oil end point will skyrocket.
1.3 Raise Pump around to Save Energy
Operators are usually more interested in making on-spec products than in saving energy. In the field, one will often find pump around rates cut back to 50 percent of their proper level. Try increasing pump around circulation until the product separation is adversely affected. Perhaps an end-point spec can be extended. Up to the point at which the trays flood, increasing pump around flow will save furnace fuel.
On one unit, preheat was Increased by 8ºF simply by opening up the two discharge valves on the pump around circuit. The operators could not recall when or for what reason these valves had been pinched back.
1.4 Light Naphtha End Point
Operators may attempt to maximize heavy naphtha production at the expense of light naphtha by increasing the fractionator top reflux rate which drops the tower top temperature. The water vapor in the overhead hydrocarbon vapors begins condensing at its dew point. If the tower top temperature is too low, water will condense on the top trays. This water is corrosive and will eat holes in the tray decks. Over a period of months, the degree of separation between light and heavy naphtha will consequently deteriorate.
If the light-naphtha end point is high and the tower has been operating within 10ºF of its calculated water dew point, corrosion of the top trays is indicated.
1.5 Dirty Naphtha
Naphtha products may suddenly assume a yellowish cast and then return to a normal water-white condition. If this proves to be a recurring problem, the difficulty is probably water in the top reflux.
First, obtain a sample of the reflux naphtha. Does it contain free water? If so, manually drain the water from the reflux drum until hydrocarbons blow out of the drain. About 30 minutes of water-free refluxing should clear up the dirty naphtha. A malfunctioning reflux drum water-naphtha interface level control valve is often the culprit.
Perhaps the steam stripping rate has been increased, and the water drain line cannot handle the increased flow.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 60 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
2. STEAM STRIPPING CAT CRACKER FEED
A side-stream product drawn from a crude tower is only half fractionated. Refluxing below the draw off tray controls the product end point. Front-end fractionation takes place in the side-stream stripper.
A typical stripper configuration is shown in Figure 1.3. Steam enters the bottom of the stripper and reduces the hydrocarbon partial pressure. The product partially vaporizes to reestablish vapor-liquid equilibrium. The heat for this vaporization comes from the product itself, not from the stripping steam.
Figure 1.3 Fractionation Depends on Stripping
On many crude units, steam stripping of naphtha, kerosene, and furnace oil appears adequate. On the other hand, stripping of FCCU feed is frequently poor. Figure 1.4 shows the effect of stripping it. Hydrocarbons boiling below 500ºF belong in naphtha reformer feed or kerosene, not in the FCCU charge.
Obtain a sample of FCCU feed produced at the crude unit. Run an ASTM atmospheric distillation. Ask the lab technician to stop the distillation at 680ºF; this avoids thermal cracking. If more than a few percent is distilled off below 500ºF, examine the operation of the FCCU feed stripper.
2.1 Causes of Inadequate Stripping
Several reasons have been observed for inefficient stripping. Operators note correctly
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 61 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
that preheat is improved and steam is saved by minimizing stripping steam. However, far more energy is wasted by unnecessarily running naphtha and kerosene through the FCCU.
Perhaps someone has retrofitted the stripper feed to preheat crude before it flows to the stripper. This is a good energy-saving scheme for the crude unit; however, a steam stripper will not work on sub cooled feed. The feed must be at its bubble point (i.e., the tower draw off temperature). Otherwise, the steam will not be an effective stripping agent.
Using stripping steam upsets the stripper bottoms level, causes erratic fractionator operation, and produces excessively wet products. Consequently, the operators have stopped using it. Such symptoms are indicative of slugs of water in the stripping steam. Check that the steam line has a steam trap. Also, the takeoff for the stripping steam line from the steam header should come off the top of the header pipe.
Figure 1.4 The Effect of Steam Stripping
Increasing steam flow interferes with the ability to withdraw product from the fractionator. The stripper vapor line may be too small or partially plugged. Check the increase in stripper top pressure at various steam rates. This pressure should not increase more than a few psi over the full range of steam flows. Also, the stripper feed line should have a loop seal, as shown in Figure 1.3. This loop prevents steam from backing up the feed line.
Steam is ineffective because of upset trays. At the design steam rate, check the
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 62 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
pressure drop across the trays. For a typical four-tray Stripper, the pressure drop should be roughly one foot of water. If the pressure drop is very much less than this, the stripping trays are likely to be damaged.
3. LEAKING DRAW OFF TRAYS
Leaking product draw off trays can result in wasting large quantities of energy. This is a major problem in towers equipped with modem valve trays, as compared to those towers still using outmoded bubble-cap trays. The troubleshooter can recognize a draw off tray with excessive leakage when the following two conditions are satisfied:
a. All valves on the product draw off line are wide open, and
b. The product has a lower-than-desired end point.
Be careful! On one unit, the kerosene draw off tray was thought to be leaking, based on the above criteria. The refinery lived with the problem for two years. Finally, out of curiosity, a newly assigned engineer climbed up in the tower. He found the kerosene draw off control valve stuck halfway open. He forced open the control valve with the hand jack, and a $2.000-per-day problem was solved.
3.1 Welded Trap out Pans
Having concluded that a product trap out tray is leaking, the operating engineer must formulate an effective and permanent repair plan. The prerequisite to accomplish this is to determine the accident that initiated tray leakage.
Figure 1.5 details a product draw off facility. If a large percentage of the liquid leaving the trap out tray is to be withdrawn at the draw off pan, both the tray and pan must be reasonably leak proof. The calculated volume of liquid leaking through a valve tray deck is quite small at reasonably high (30 % plus of design) vapor rates. Unfortunately, this calculation is often irrelevant in regard to a commercial crude tower. Frequently, the workmen who install a tray deck do not do a perfect job. This results in a poor seal between the tray deck sections themselves and also between the tray ring and the tray.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 63 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 1.5 A Product Draw off Tray can Leak
Valve trays cannot be tested for leaks. One cannot simply look at a tray installation and conclude it is tight. To measure leakage, a water level must be established on the tray deck with the rate of leakage actually measured, and this cannot be done with a valve tray.
One refiner who had to continue using a valve tray in trap out service made the following modifications, which successfully stopped excessive tray leakage. First, the tray deck sections after being assembled inside the tower were seal-welded together. Second, to stop leakage at the tray ring, a strip was welded onto the periphery of the tray. The strip was set back a few inches from the tray ring; its height was the same as the overflow weir. A wiper ring was installed above the new peripheral strip (Figure 1.6).
Even a perfectly assembled valve tray may become leaky on-stream. Usually, a small slug of water enters the fractionator, flashes, and produces a pressure surge. The trays are bumped but not upset. If a product draw off has lost capacity after a brief unit outage (such as a short power failure), water is the probable culprit.
Figure 1.6 Strategic Welding on a Valve Draw off Tray Stop Leak
A bolted-together draw off pan (Figure 1.5) is also a source of leakage. Find out if the pan was leak tested during the last unit turnaround. On one fractionator, too many drain holes were drilled in the pan. One strategically located drain hole is sufficient.
The operating superintendent of a medium-sized crude unit obliterated all of the above difficulties. He tore out the valve trap out tray and draw off pan. A new, all-welded pan was installed. Several large chimneys allowed for vapor passage. The pan was seal-welded to the tray ring and the problem was corrected.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 64 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
4. OVERHEAD CONDENSER CORROSION
Crude oil contains various chloride salts. Some of these salts decompose in the furnace to produce hydrochloric acid. The HCl boils overhead in the fractionator and dissolves in the water as it precipitates in the condenser. The resulting low pH water is very corrosive, and frequent overhead condenser tube failures can occur. If such failures become a chronic problem, check the following:
a. The desalter should remove 90 +% of the salts in crude. If it does not, check the desalter temperature (usually 270+ºF). Steam condensate should be used for wash water. Is the proper dosage of desalter chemical being in-jected? Is the voltage up to design?
b. Many refiners inject a small amount of caustic in the heat exchange train downstream of their desalter. The caustic neutralizes the HCl evolved in the furnace. This is a fine way to stop condenser corrosion, but it also promotes fouling in the heat exchangers downstream of the caustic in-jection point.
c. Check the pH of the water withdrawn from the reflux drum. If it is low (5-6). The operators may not be adding sufficient NH3 or neutralizing chemicals to the overhead system.
Many engineers rely on their desalter and corrosion-inhibitor chemical vendor to formulate a corrosion protection plan for their unit. This is usually a good idea. However, one needs to know enough about this aspect of the unit to determine if the vendor representative is competent. One useful method is to ask competing chemical vendors to come up with alternative programs.
5. EXCHANGER TRAIN FOULING
Heat transfer in crude exchangers often declines because of tube-side fouling. The difference in crude preheat may be SOT for a dirty versus a clean exchanger train.
A sudden drop in furnace feed temperature is commonly caused by a slug of BS&W (bottoms sediment and water) in crude charge. This happens when a tank in the crude supply system has been cleaned. The silt and waxy dirt were flushed down the crude line to the refinery. A floating suction in the refinery's crude charge tank minimizes the effects of these incidents.
Certain low-sulfur waxy crudes rapidly foul heat exchanger tubes. An easy method that has worked in some services to restore lost heat transfer capacity partially is as follows:
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 65 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Clock in and bypass the tube side of the fouled exchanger.
Continue shell-side flow. This heats the tubes. Waxy deposits are melted off. Harder deposits are spelled off due to thermal shock.
After 20 minutes, restore normal flow.
For one set of exchangers that preheated crude to 250ºF this method doubled the observed heat transfer coefficients.
Low-crude side velocity also promotes fouling. If the calculated velocity is less than 2-3 ft/sec, consider doubling the number of tube-side passes. Inadequate desalter operation or excessive use of caustic will salt up exchangers.
Antifouling chemicals may have a noticeable, but not a major, effect in reducing exchanger fouling. High velocities, exclusion of tank-washing bottoms from the refinery crude, and good desalting are the paramount factors.
6. PREFLASH TOWERS SAVE ENERGY
A refinery designed to run 30º API crude must unexpectedly switch to 40º API crude. Sometimes, large amounts of natural gas condensate (butane and naphtha) are commingled with the crude supply. Such changes can lead to a reduction in crude running capacity. This happens because:
The fractionator tower becomes overloaded and the trays flood.
Increased vaporization of the lighter crude through the preheat exchanger train and furnace increases pressure drop which reduces the capacity of the crude charge pump.
The furnace duty must increase to vaporize a higher percentage of the lighter crude.
The fractionator condensers cannot handle the increased load; consequently, the reflux drum runs hotter and excessive wet gas production results.
The answer to these problems is to install a preflash tower. If the unit has a flash drum upstream of its furnace, this drum can be retrofitted as a preflash tower. Figure 1.7 illustrates a preflash tower arrangement used with success at several refineries. Significant features of this arrangement are:
The preflash tower is located midway in the preheat exchanger train, and its pressure "floats" on the fractionator pressure.
Only one barrel of reflux for each four or five barrels of net overhead liquid is
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 66 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
required. This low reflux ratio is permissible because the preflash overhead
liquid product is charged to the crude fractionator; several trays above heavy naphtha draw off. This effectively redistills the poorly fractionated preflash liquid.
Preflash overhead vapors are cooled by preheating crude.
.
Figure 1.7 Retrofitting for a Preflash Tower
Field tests have shown that the changes depicted in Figure 1.7 result in no measurable loss in separation efficiency between light and heavy naphtha. For a typical low-sulfur crude (35º API), 6-8 vol. % of the crude is taken overhead in the preflash tower. The observed reduction in furnace duty was 5-10 percent.
6.1 Energy Saving
A method to calculate energy savings resulting from retrofitting a flash drum as a preflash tower is:
Energy saved = SH×M (TFZ - TPF) - HRF
Where: SH = Specific heat of the hydrocarbon vapor in the preflash tower (about 0.5-0.6)
M = Total pounds per hour of the preflash tower net overhead
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 67 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
(liquid plus vapor) product
TFZ = Temperature of the fractionator flash zone
TPF = Preflash tower feed temperature
HRF = Preflash tower reflux heat duty (i.e., Ib/hr of reflux multiplied by about 170 BTU/lb)
This calculation is approximate and applies when the heat removal from the tower pump around sections cannot be increased because of equipment limitations. In order to calculate the heat savings quantitatively, a tower computer simulation is required. This approximate method has, however, been found satisfactory for most situations.
7. RISING ENERGY INDEX
As the world crude oil supply dictates, most refiners are cutting crude runs. Too often, one result is an increase in the BTUs required to process a barrel through the crude unit. For the average crude unit, 90 percent of its energy input is provided by furnaces. Theoretically, both heat exchanger and furnace efficiency increase at lower loads. Why, then, does overall heat economy suffer at lower charge rates? A few items which the troubleshooter may ponder are:
On one 4,000 b/sd crude unit, an energy survey showed 45 % of furnace duty was dissipated to ambient heat losses from hot uninsulated lines, man ways, etc.
Cold air can be sucked into the furnace convective section through holes in the furnace skin. This reduces the efficiency of heat recovery from the hot flue gas. At lower crude rates, flue gas flow drops, but cold air in-leakage remains constant. Thus, at lower crude rates, holes in the furnace exterior will hurt efficiency more than at higher throughputs. A roll of aluminum tape can go a long way toward correcting this problem.
A leaking FCCU feed trap out tray (Figure 1.1) wastes energy when the rate of leakage exceeds the desired internal reflux rate. The rate of leakage is not reduced as throughput decreases. Therefore, the BTUs wasted per barrel of crude charge increase as crude run drops. The engineer can observe this effect by noting the temperature difference, flash-zone temperature - FCCU feed drum temperature. This difference is roughly 15ºF. A larger temperature difference indicates a leaking draw off tray. Especially on large crude units running at reduced charge rates, this particular problem has caused very great energy losses.
Low velocities through heat exchange and furnace tubes promote fouling and loss of heat transfer. To counter this increased fouling rate, an accelerated
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 68 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
program of on-stream exchanger and furnace cleaning is logical. However,
many refiners tend to reduce this type of maintenance because their furnace capacity is not being pushed at the lower crude rates.
Do not forget to take advantage of lower crude rates by reducing the fractionator operating pressure. Very substantial energy savings will result if the tower flash zone pressure can be cut by five or ten psi.
8. TROUBLESHOOTING CHECKLIST FOR CRUDE UNIT
8.1 Decreased Fractionation
Reduced ASTM gap Flooding
Upset tray decks Pump around rate too high
Top trays corroded
Water In reflux
8.2 Inadequate Steam Stripping
Long front end on product
ASTM
Operators saving steam
Cold stripper feed
Water in steam
Plugged vapor outlet
Stripper trays upset
8.3 Energy Wasters
Leaking trap out tray
Pump around rate too low
BS&W in crude
Low exchanger velocities
Caustic injection in exchangers
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 69 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Air leaks in furnace skin
8.4 Overhead Corrosion
Desalter efficiency
Caustic injection
Reflux drum water pH
Corrosion control chemicals
8.5 Preflash Tower
Redistill preflash naphtha
Reduce furnace duty
Increase unit capacity
Appendix 2
Distillation TowersOperators often report that major process units are limited by the capacity of a particular distillation tower. The process engineer assigned to that unit should take such reports as a challenge, investigate the situation, and determine precisely what aspect of the distillation operation is really limiting.
Experience has shown that many reported process limits are really trivial in nature. For example, an overhead condenser may not have been back-flushed in years or the tower trays are plugged and need to be water-washed. These minor problems can be quickly rectified at little cost. In general, misassembly, dirt accumulation, and piping errors are more commonly the cause of capacity limitations rather than undersized equipment.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 70 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
1. TRAY CAPACITY
The single most common statement by a plant operator describing a capacity limitation on a distillation tower is that it floods. Exactly how this flooding manifests itself should be investigated by the troubleshooter.
There are many methods available to predict the maximum vapor and liquid loads at which a distillation tower tray will flood. These methods are useful in designing new equipment, but they cannot replace direct field observation in determining the flooding characteristics of existing distillation towers. The following procedure is recommended:
1. Have differential pressure gauges Installed across both the rectification and stripping sections of the tower.
2. Increase the tower reflux rate but hold the tower bottom's temperature constant.
3. Obtain pressure drop data across the trays and the percent of the heavy key component in the overhead at the various reflux rates.
4. Plot the pressure drop and composition versus reflux rates, as shown in Figures 2.1 and 2.2.
Point A on Figure 10.1 indicates the reflux rate at which the tray down comers in the rectification section cannot handle the liquid flow. That is, the top section of the tower is starting to flood. This is called down comer backup or liquid flood. Liquid is backing up in the down comers and increasing the height of liquid on the tray deck.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 71 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.1 Indication of Down comer Backup or Liquid Flood
Point B on Figure 2.2 indicates the reflux rate at which entrainment between trays has become excessive and tray efficiency is adversely affected. This is called jet or vapor flood. The tray-deck bubbling area is too small for the vapor rate. These observations should be cross-checked by calculations developed by the tray vendors. One should keep in mind that the published tray flooding correlations are only a rough guide; actual tray flooding will vary greatly depending on the foaminess of the liquid being distilled.
Figure 2.2 Indication of Jet or Vapor Flood
1.2 Tray Modifications
If the engineer has determined that the tower flooding problem is due to backup of liquid in the down comers, he must modify the down comers to make them bigger. The required percent increase in down comer cross-sectional area is proportional to the increase in tower capacity required. Naturally, increasing down comer area de-creases tray bubbling area and may lead to jet flooding.
If the tower exhibits a loss in fractionation efficiency at higher tray loads (i.e., jet flooding), Increase the effective bubbling area of the tray. Decreasing the tray pressure drop will also help decrease liquid backup in the down comers. Retrofitting with venture orifice-type valve trays is one effective way to cut tray pressure drop.
For valve trays, the tray fabricators do not normally squeeze in every possible valve. A review of the existing tray drawings may reveal blank tray deck areas amounting to 10 percent of the bubbling area. The gross bubbling area itself may be increased at
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 72 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
the expense of the down comers.
The most direct way to reduce jet flooding is to decrease the height of liquid on the tray. This is done by reducing the height of the outlet weirs or decreasing the height of liquid over the weir. The latter objective may be accomplished by adding swept-back weirs. Increasing the number of tray passes will also reduce the height of liquid over the weir and reduce jet flooding. Check with the tray vendors for detailed advice.
2. REBOILER PROBLEMS
Troubleshooting malfunctioning reboilers can be the toughest part of determining capacity limitations on a distillation tower.
Assume a typical reboiler configuration as shown in Figure 2-3. The process fluid is on the shell side of a horizontal thermosyphon exchanger with condensing steam on the tube side providing the source of heat. The common problem with thermosyphon reboilers is reduced circulation. This condition is diagnosed by determining the temperature rise across the reboiler. Insert a glass thermometer under the insulation on the inlet and outlet process piping of the reboiler.
The temperature difference obtained should be compared to the design ΔT (temperature difference). If the measured ΔT is much greater (over 50 %) than the design ΔT, circulation through the reboiler is insufficient. The two usual causes of decreased reboiler circulation are plugged bundles and leaking trap-out pans.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 73 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.3 Typical Termosyphon Reboiler Arrangement
The process engineer can perform a series of experiments to determine whether the reboiler bundle needs to be cleaned to remove plugging or whether the distillation tower must be opened to repair a malfunctioning trap-out pan. Following are details in diagnosing and correcting insufficient reboiler circulation.
2.1 Trap-out Pans
As a first step in testing for leaking trap-out pan result Figure 2.3. If the tower has a reboiler start-up line, open and increase the tower bottom level to maximum. If the reboiler outlet temperature drops rapidly, this is a positive indication of a malfunction of reboiler trap-out pan.
If the tower is not equipped with a reboiler start-up line, try increasing the flow of liquid to the trap-out pan. This is done by increasing the tower feed or the reflux rate. If the trap-out pan is leaking, the increased liquid flow to the pan will cause the ΔT between the inlet and outlet to decrease.
2.2 Plugged Reboilers
If neither of the above methods helps increase reboiler circulation, the shell side flow areas are likely restricted. This is crosschecked by slowly closing the reboiler inlet block valve and observing the change in shell-side outlet temperature. Closing the block valve 60-70 % without causing an increase in shell-side outlet temperature is proof that there is substantial shell-side plugging.
2.3 Repair of Trap-Out Pans
The exact cause of malfunctioning trap-out pans can easily be determined once the tower is out of service. Hose water into the center down comer. Disconnect the tower from the reboiler inlet, and observe the flow of water.
2.4 Steam Side Problems
Steam reboilers are subject to a wide variety of serious capacity problems. The most common is steam condensate backup into the channel head. This is checked by manually draining the steam condensate to a nearby sewer and observing if the reboiler duty increases or the steam inlet control valve closes.
In one instance, the effect of steam condensate backup was clearly observed during a unit turnaround. As shown in Figure 2.4, the rust layer on the inside of the channel head of a reboiler showed clearly where the condensate level normally ran. This was
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 74 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
a positive indication that 20 % of the heat transfer surface area of the reboiler was waterlogged and, therefore, useless. Steam condensate backup can be due to one of the following:
Malfunctioning steam trap.
Excessive pressures in the steam condensate collection header.
Installations of a control valve directly on the condensate drain line. This is usually only a problem when the reboiler steam supply is 30 psig or less.
Figure 2.4 a Rust Layer on the Steam Side of a Reboiler Shows the Level at which Steam Condensate usually Ran
The problem is easily eliminated by the addition of an intervening condensate level control drum between the reboiler and the control valve.
2.5 Blown Condensate Seal
The opposite problem to steam condensate backup is blowout of uncondensed steam through the reboiler and out the condensate drain line. This phenomenon causes a loss in heat transfer entirely out of proportion to what might be expected. Literally half of a reboiler's duty can be lost by an apparently small amount of steam blowing out the condensate drain line.
To determine if this problem exists on a reboiler, establish a definite condensate seal by restricting the condensate effluent line. If the tower bottom's temperature
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 75 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
increases, the reboiler has a blown condensate seal. This wastes steam and reboiler capacity. The correction is the same for condensate backup: installation of a steam condensate seal drum.
3. REFLUX PROBLEMS
A tower overhead system consists of a condenser, reflux drum, and reflux pump. The condenser, in particular, is subject to a variety of problems:
3.1 Leaking Vapor Bypass Control Valve
A typical installation of a hot vapor bypass controller is shown in Figure 2.5. At one refinery, a large debutanizer had been limited for many years by overhead condensing capacity during the summer. A new condenser was purchased to relieve the problem. Prior to its installation, an engineer observed that the hot vapor bypass line was warm to the touch, even though the bypass control valve showed closed. The control valve was manually blocked in; condenser capacity instantaneously increased by 50%. The new condenser was not installed. It still lies in the spare equipment yard, a monument to inadequate field observation.
Figure 2.5 A Leaking Vapor bypass Control Valve Effectively Reduces Condenser Capacity
3.2 Back-Flushing Condensers
Absolutely the first thing to look for on water-cooled condensers is back-flush connections. Such condensers must be back-flushed periodically to obtain peak
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 76 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
performance. This is especially true if the water outlet temperature is higher than design. Plastic bags are typical of the type of material that blocks the tube inlets. Mud, Grass, crabs, and paper cups are also common.
The best type of back-flush connection is a nozzle welded onto the inlet portion of the channel head cover. The nozzle should be the same size as the cooling water inlet line. For best results, proceed as follows:
1. Block-in the cooling water inlet.
2. Blow high-pressure air into the cooling water outlet line.
3. Fully open the back-flush line.
4. Continue to back-flush for 20 sec or until the water clears up.
Incidentally, back-flush connections are easily hot-tapped while on-stream. Small back-flush connections are useless.
3.3 Water Velocity
The rate of fouling deposits inside the cooling water tubes can increase exponentially as water velocity decreases. Water velocity should be at least 3 ft/sec. To determine water velocity, first approximate the condensing duty from the observed reflux and distillate rates. Then measure the water side inlet and outlet temperatures and calculate the volume of cooling water. If the calculated velocity is less than 3 ft/sec, increase the number of tube side passes by modifying the pass partitions. Don't forget that doubling the number of tube passes increases pressure drop by a factor of eight.
3.4 Air-Cooled Condensers
The usual problem with air-cooled condensers is insufficient air flow. Calculate the overhead condenser duty from process side data. Next, measure the air inlet and outlet temperatures and calculate the volume of air being moved.
Compare this number against the design value, then measure the amperage being drawn by the fan motors and compare this number against the design data sheet. Check the air-pressure drop across the tubes with a water manometer and compare with the design value.
This data will provide a guide on whether the fan pitch should be increased to move more air. Watch the motor amperage rise as the pitch is increased. If the increased fan pitch does not provide sufficient cooling, you may need to replace the fan (if pitch limits) or the motor (if amperage limits) or both.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 77 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
3.5 Air Recirculation
Locating air coolers too close together or improper plenum design can cause the air discharging from one fan to be pulled into the fan of another condenser. This recirculation can be verified by comparing the average air inlet temperature to the ambient temperature.
3.6 Condensed Liquid Drainage
Significant heat transfer rates in condensing service are only obtained in the portion of the condenser tubes not submerged in liquid. For a shell-and-tube condenser with cooling water on the tube side, tubes submerged in condensate are being used to sub cool the condensate. These tubes contribute nothing to condensing the tower overhead vapors. Figure 2.6 shows how the condensate level might look inside such a heat exchanger. About 30 % of effective heat transfer surface is wasted, as shown in this illustration.
One way to find the condensate level in a condenser is to wait for a warm, humid day. If the cooling water is cold enough, atmospheric moisture will condense on the outside of the shell. The wet shell area will roughly correspond to the level of condensate inside the shell. A simpler method is to feel along the outside of the shell. You will be able to locate a 2-4 in. wide band on the shell's surface with a noticeable temperature gradient. Mark this line, which is the level of sub cooled liquid, and calculate (from the tube layout drawing) the percent of tubes submerged in condensate.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 78 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 2.6 Condensate Level in an Overhead Condenser, about 30% of the Effective Heat Transfer Surface is Wasted
3.7 Reasons for Condensate Sub cooling
Condensate sub cooling occurs when the distillation tower overhead product is all liquid. This means the contents of the reflux drum must be at or below its bubble point. The condenser operation will automatically adjust itself to satisfy this condition.
For example, assume a depropanizer reflux drum is located 12 ft above a condenser. As the specific gravity of propane is 0.52, the reflux drum pressure is 3 psi lower than the condenser outlet pressure. Because the liquid entering the reflux drum is at its bubble point, the liquid leaving the condenser is, of necessity, sub cooled by 3 psi. A 3 psi pressure differential for propane is about 1.5ºF on a vapor pressure chart.
Now, assume a lunch bucket becomes stuck in the depropanizer reflux drum inlet line. This introduces an additional pressure drop between the condenser outlet and reflux drum inlet of 6 psi. Now 4.5ºF of sub cooling is required.
On the same tower, a hot-vapor bypass around the condenser starts leaking. This puts a small amount of vapor into the reflux drum inlet. On mixing with the condenser outlet, the vapor condenses and increases the reflux drum temperature 3ºF. For the contents of the reflux drum to remain at its bubble point, the condenser outlet temperature must drop an additional 3ºF. Now, a total of 7.5ºF sub-cooling is required. This is a lot of sub cooling.
3.8 Reducing Liquid Sub cooling
Devoting 10 percent of a condenser's surface area to sub cooling is about right when the reflux drum is elevated above the condenser. If one finds 30 % or more of the tubes in sub cooling duty, something is wrong. '
Check the pressure drop from the condenser outlet to the reflux drum inlet. Subtract the calculated static pressure loss (i.e., the height of liquid) from the measurement. If the result is more than ½ psi, consider enlarging the condenser outlet line.
If the contents of the reflux drum are warmer than the condenser outlet, then vapor is bypassing the condenser.
3.9 Vapor Bound Condensers
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 79 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
In one debutanizer, the ability to condense the overhead product was lost. Investigation showed that a nitrogen-purged instrument had been recently installed. The nitrogen had accumulated in the top of the condenser shell, and gas blanketed the water-cooled tubes. A vent on the top of the condenser shell was opened, and condenser capacity was restored. Note that a small amount of really non condensable gas can effectively vapor bind a shell-and-tube condenser.
4. Troubleshooting Checklist for Distillation Towers
4.1 Tray Capacity
Down comer backup
Jet flood
Plugged trays
Increased down comer width
Decreased liquid height on tray
Venture-type valve trays
4.2 Reboilers
Reduced thermosyphon circulation
Leaking trap-out pan
Plugged reboiler
Steam condensate drainage
Blown condensate seal
4.3 Reflux Problems
Leaking vapor bypass control valve
Back-flush condensers
Increased fan pitch on air coolers
Air recirculation
Condenser liquid drainage
Sub cooling reflux
Vapor-bound condensers
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 80 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 81 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Appendix 3
Fouled TraysThe accumulation of deposits on tray decks is a subject important enough to merit its own chapter. Dirty trays cause problems by promoting premature flooding and reducing tray efficiency. A tower that has begun flooding at lower reflux rates probably needs to be washed. The most common form of flooding associated with plugged trays is indicated by increased reflux rates having no effect on a tower's bottom temperature, flow rate or reboiler duty. If it is possible to raise the reflux rate by 20-30 percent without a noticeable change in the tower's heat and material balance, the top of the tower is completely full of liquid. Each incremental barrel of reflux flows overhead in the vapor line and directly back to the reflux drum. Such a situation is due to plugged trays.
1. PROPYLENE-PROPANE SPLITTER
In one instance, a tower fractionated an olefin-rich stream from a refinery fluid catalytic cracking unit into a propylene concentrate and LPG propane. The unit had recently been revamped to reduce the propylene's product moisture content. Afterwards, the trays below the feed point were found subject to premature flooding, i.e., the trays would flood at 60 percent of their design capacity. The operators believed this was due to faulty design, while the designers contended that better operators were needed. As the reflux rate was increased, the differential pressure gauge reading across the bottom trays would slowly rise. At 48,000 b/sd reflux, the pressure drop would start increasing exponentially. This meant that liquid was accumulating on the tray decks and backing up the down comers. The tower was starting to flood.
Figure 3.1 shows this tower along with the tray pressure-drop data. The tower internals consisted of Lined high-capacity sieve trays. The holes in the sieve decks were 3/16-in. diameter. Sieve trays with small holes are intended for clean services because they are prone to plugging.
An analysis of the pressure drop data proved that the tower was not poorly designed or operated but that the trays were fouled. The calculated pressure drops at current operating rates were compared to the measured tray pressure drops (Table 3.1).
For trays above the feed point (tray 31), the calculated pressure drop was close to the observed value. For the trays below the feed point, however, the measured pressure drop was double the calculated value. (One should consult with the tray vendor for the actual correlations needed to calculate tray pressure drop. Often, the design tray ΔP is listed on the vender's original data sheet.)
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 82 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 3.1 Fouled Trays Indicated by Pressure Drop Profile
It was concluded from the table that the bottom half of the tower had to be washed. The unit was shut down and the propylene-propane splitter opened for inspection. The feed tray was covered with a thick deposit. Lower trays were also badly plugged. A component analysis of the deposit indicated it to be largely potassium (K).
Dowell (a company that specializes in chemical cleaning refinery process equipment) was then called upon to wash the tower. They circulated a 5% inhibited HCl solution through the splitter. The unit was brought back on line. Design reflux rates (72,000 b/d) were reestablished at a normal tray pressure drop. Table 3.2 summarizes the steps to follow when acid washing a tower.
TABLE 3-1 Comparing Calculated vs. Observed ΔPs Shows Bottom Half of Tower has Plugged Trays
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 83 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
TABLE 3.2 How to Clean Tower Trays by Acid Washing
1. Obtain a sample of fouling deposit and see if it will dissolve in HCl.
2. Fill the tower with a 5-10 % HCl solution with 1 % corrosion inhibitor and a surfactant agent.
3. Circulate the acid from top to bottom, monitoring the acid strength.
4. Circulate for one shift.
5. Rinse the tower with water and drain.
6. Refill the tower with diluted KOH solution; circulate and drain.
7. Water wash again before Inspecting to make sure the tower is clean.
Note: Add cleaning of refinery equipment is typically done by outside contractors.
What had happened? The propylene-propane splitter had formerly run for many years without difficulty. After the unit was revamped, the sieve decks had plugged.
As part of the revamp project, a KOH dryer was installed upstream of the splitter. A small amount of dissolved KOH was carried out of the dryer vessel by the splitter feed. Once in the tower, all of the KOH in solution dropped out as a dry powder and plugged the sieve decks.
2. AMINE REGENERATOR
This tower was used to steam strip hydrogen sulfide from an amine solution. This is a somewhat corrosive service. Thus, iron sulfide particles (products of corrosion) accumulate in the circulating amine solution. The regenerator was equipped with stainless steel valve trays. It had been on-stream for three years before the trouble started.
The first sign of a problem was an increasing concentration of amine in the reflux drum water (Figure 3.2). Over a period of months, this concentration increased from 1 % to 20 %. In itself, this change did not impair operations. The next indication of trouble was increasingly erratic flows of both the overhead product (hydrogen sulfide gas) and the bottoms product (lean amine). As time went on, this became a big problem, especially at high feed rates. Finally, the tower began to massively carry over without warning the liquid level in the reflux drum would jump up. Stripping steam and amine feed to the regenerator was reduced to restore the reflux drum level.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 84 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Figure 3.2 Signs of Flooding in an Amine Regenerator
After a few months of fighting the reoccurring tower flooding, operating management decided to shut down for Inspection. When the man ways were opened, everyone expected to see the feed tray down comer full of iron sulfide. However, both the feed tray deck and down comer were clean. Luckily, it was decided to investigate further. Crawling down through the tower, the lower trays were found to be encrusted with a reddish solid. The maximum amount of fouling was on the fourth tray below the feed point. At the bottom of the tower, the trays were again clean.
The crud was so deep on the deck of the fourth tray that the valves were almost covered. Thus, vapor passage was restricted and a high pressure drop resulted. This high pressure drop on the fourth tray caused the regenerator to flood.
Note that a restriction to vapor or liquid flow on one tray will cause the tower to flood above that tray. If as is often done, only the trays conveniently located at man ways are inspected, a plugged tray can be missed. The process engineer should not be adverse to crawling through a tower to make a thorough personal inspection.
In the case of the amine regenerator, no explanation could be found for the fouling distribution. The solids (consisting mostly of iron and sulfur) were soluble in hydrochloric acid. The trays were hydraulically cleaned. Typically, an amine regenerator tower ought to be routinely acid washed (without opening) every few years.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 85 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
3. GAS ABSORBER
In many refineries, operating supervision on individual process units changes every few years. The shift operators themselves maybe new to the unit or may have short memories. Thus, long-established operating procedures on older units are sometimes lost,
In this case, a new superintendent on a gas plant noted that the butane content of the absorber off gas (Figure 3.3) was 8 %. As his unit's principal function was to recover liquid butane from wet gas feed, he initiated a process design study to reduce the butane in absorber off gas from 8 to 3 %. While the process engineer was simulating the tower operation on a computer program, someone recalled that the absorber used to do a better job of recovering butane. An investigation was begun. It was determined that the current lean-oil circulation was far below historic rates.
Since the amount of butane recovered in an absorber is a function of the lean oil circulation rate, it looked as if the cause of the poor butane recovery had been determined.
Figure 3.3 Plugged Absorber Trays Prevented Adequate Lean Oil Circulation Butane Recovery Suffered
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 86 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Lean oil rates were being restricted to prevent carry-over of liquid hydrocarbons into the absorber off gas. That is, the tower was flooding at an abnormally low liquid load. Finally, an old hand recalled that it had formerly been standard practice to water wash the absorber every year or two. Coker gas, which was a major component of the wet gas feed. Was rich in ammonia; ammonium salts would deposit on the absorber trays. After a good wash with clean steam condensate which removed the water soluble deposits, the absorber was returned to service. Lean-oil circulation was tripled; the butane content of absorber off gas dropped from 8 to 2 %.
In general, this type of trouble may be readily identified on absorbers by:
1. Reviewing historic unit data on parameters affecting absorber efficiency (pressure, temperature, lean oil, and gas flows);
2. Calculating the percent of flood and tray pressure drop at current operating conditions; and
3. Measuring the absorber tray pressure drop in the field and comparing it against the calculated value.
4. ALKYLATION DEPROPARIZERS
Many alkylations units use auto refrigeration to cool their reactors. Effluent refrigeration commonly used on Stratco units also falls within this classification. To maximize isobutane purity in the refrigerant recycle stream, circulating refrigerant is depropanized.
Occasionally, towers in this service must be washed to remove sulfate or acid coke deposits on the tray decks. The wash liquid is accumulated in the reflux drum and then pumped to the top tray with the reflux pump. The wash liquid can then be pumped from the bottom of the tower and recirculated back to the reflux drum.
A tower in need of washing will not always exhibit overt signs of flooding (except for an increase in tray pressure drop.) The alkylation's depropanizer would gradually lose fractionating ability. That is, with 5% propane in the bottoms product and feed and reflux rates held the same. The butane content in the tower overhead would increase. When the butane content of the propane product exceeded LPG specs, it was time to wash the tower. This was a simple procedure. The trick was to dry the tower out prior to startup.
Alkylation's depropanizers are exposed to acid containing hydrocarbons during normal operation. As long as the depropanizer is dry, these hydrocarbons remain non corrosive. Upon contact with moisture, free acid is formed and the tower is speedily attacked by corrosive weak acid.
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 87 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
Isomerization and polymerization processes using Aids as a Catalyst also have this problem. Water washing is occasionally required to clean tower trays, but a cup of free water left in the tower after washing causes a year's worth of corrosion on start-up.
Dehydrating light-ends towers during startup is discussed in Chapter 18. It is a skill which the operating engineer will find well worth acquiring.
5. PLUGGED TOP TRAY
In some services, corrosion to the overhead reflux condensers contaminates the reflux flow with particulates. Alternately, caustic may back up into the reflux drum through the distillate product line. This can happen during a unit upset. Either way, the tower top tray can become plugged while all the trays below remain open.
In this case only the top tray will flood and a tray AP survey will not reveal the problem. To recognize this difficulty, one need only observe what happens when the reflux rate is increased.
The plugged top tray will prevent the reflux from cascading down to the lower trays. The liquid reflux will just overflow into the condensers and circulate back to the reflux drum. The tip-off to this problem is that the reboiler duty or the bottoms temperature is not affected in the normal way by raising reflux. The tower's heat balance appears as if the reflux rate had never been increased. This is not much different from the signs of normal tower flooding, except that the AP on all but the top tray is not excessive.
6. TROUBLESHOOTING CHECKLIST FOR DIRTY TRAYS
6.1 Tower Floods
Exponential increase in tray pressure drop
Calculated vs. observed ΔP
Fractionation drops as reflux rate is increased
Reflux drum level jumps
Lean-oil circulation rate reduced
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 88 of 89

Course Manual Crude Distillation (Atmospheric Distillation)
6.2Fouling Deposits
KOH or NaOH entrained in feed
Iron sulfide particles
Ammonium salts
Acid coke in alkylation service
Check intermediate trays
6.3 Washing Procedure
Circulate inhibited HCl solution
Water washes from reflux drum
MIDOM (Rev.0) Jan. 2006 Chapter # 2 Page # 89 of 89













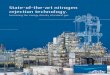






![Data Distillation: Towards Omni-Supervised Learning · Data Distillation model A model A Figure 1. Model Distillation [18] vs. Data Distillation. In data distillation, ensembled predictions](https://img.pdfslide.us/doc/110x75/60a237adb93b13457117b793/data-distillation-towards-omni-supervised-learning-data-distillation-model-a-model.jpg)






