Click here to load reader
Upload
jack
View
114
Download
13
Tags:
Embed Size (px)
DESCRIPTION
Brochure of AtlasCopco Underground Construction offerings
Citation preview
Un
derg
rou
nd
Co
nstru
ctio
nA
tlas C
op
co
Pri
nte
d m
atte
r n
o.
9851
342
7 01
UNDERGROUND CONSTRUCTIONA global review of tunneling and subsurface installations
FIRST EDITION 2015
20
15
COMMITTED TO SUSTAINABLE PRODUCTIVITY
We stand by our responsibilities towards our customers, towards the environment and the people around us. We make performance stand the test of time.This is what we call Sustainable Productivity.
www.atlascopco.com
Contents
5 Foreword
7 Talking Technically
205 Case Studies
4 ATLAS COPCO MINING METHODS
REFERENCE BOOK 5
Welcome to the world of tunnelingAs global urbanization gains unprecedented momentum, tunneling expertise and rock excavation technology are playing a crucial role in shaping the future of our societies. Simply put, going underground is rapidly becoming the only viable option for meeting the infrastructure needs of the 21st century.
According to UN estimations, 7 out of 10 people will be living in cities by 2050, meaning that a further 2.5 billion people will be added to the world's urban populations. The new city dwellers will all be dependent on the utilities and services that many of us take for granted: integrated transportation systems for road and rail, sufficient freshwater supplies, reliable sources of energy, functioning sewage and storm surge systems, to mention just a few examples of where tunnels provide key solutions.
Whats more, rules and regulations governing underground construction will only become stricter. Tunnels will need to be built and upgraded in the most environmentally sustain-able, safe, responsible and economical way. It is a difficult challenge but one that an increasing number of tunneling professionals are conquering with groundbreaking results. Not only that, due to the demands of urbanization these tunnel designs are becoming increasingly complex.
In this technical reference book, we turn a spotlight on the most common methods and practices in tunnel engineering the backbone of all underground construction. As a leading supplier of rock excavation equipment for more than 140 years, Atlas Copco presents a holistic perspective of the industry, exploring a wide range of issues from market development, safety and operator training to environmental care and the role of technology and innovation.
Whatever area of the industry you are working in or planning to join, we trust you will find this first edition of Underground Construction a valuable source of information and inspiration.
Sincerely,
The Editorial and Application Specialists TeamAtlas Copco Underground Rock Excavation
Tunnels are the only option for
tomorrows urban society.
SAFETY FIRST Atlas Copco is committed to comply with or exceed all global or local rules and regulations for personal safety. However, some photographs in this reference book may show circumstances that are beyond our control. All users of Atlas Copco equipment are urged to think safety first and always use proper ear, eye, head and other protective equipment as required to minimize the risk of personal injury.
6 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 7
Talking technicallyTunneling overview
8 Tunnel excavation: A look back in history18 The role of tunnels: Global market overview
Rock classification26 Geology and why it matters36 Geotechnical investigations42 Rock mechanics
The tunneling process48 Planning for new tunnels52 Management of projects56 Operator training and simulators58 Worksite infrastructure62 Maintenance66 Remote monitoring
Underground construction68 Road and rail tunnels
80 Hydroelectric power plants90 Water and utility tunnels98 Oil and gas caverns
104 Utilization of underground space
110 Radioactive waste deposits
Tunneling technique 116 Ventilation systems: Optimizing the air flow
120 High precision drilling 130 Charging and blasting138 Data management tools144 The raiseboring complement150 Rock reinforcement158 Loading and haulage164 Grouting170 Diamond wire cutting174 Choice of methods
Trends in tunneling 186 Technical trends in tunneling
190 Safety194 Energy consumption
200 Tunnel maintenance
8 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
A rich story written in stone Man has been working underground for more than 5 000 years, and the lessons learned over the centuries, often in the face of overwhelming odds, have shaped the modern world of tunneling.
Archaeological discoveries tell us that man has been working underground since the Stone Age. In those early days some 5 000 years ago, flint miners would use deer antlers as pick-axes to hack their way through limestone in search of flint. As they became more skilled, they learned to tunnel their way to flint deposits deep in the earth and to build underground rooms that became the hubs for smaller drifts.
Ancient flint mines are not the only evidence that remains of early underground workings. There are many other examples
such as the Hallstatt salt mine in Austria that dates from 1 000 BC. Here, miners built tunnels with inclines of between 25 and 60 degrees in order to reach the salt, and then created drifts stretching as far as 400 m from the tunnel portals.
Added to this are rooms measuring 12x12 m, evidence of mining operations that were carried out at depths of 100 m or more. Handheld tools were naturally used, and these were mostly bronze pickaxes with wooden handles, sledgeham-mers, chisels, and buckets for loading.
Tunnel excavation for civil purposes became widespread from the mid-19th century and onwards. Using brick lining as a permanent support was standard practice and it consisted of regular bricks with filling material behind the brick arch. This created an adhesion effect between the rock wall and roof and the load bearing arch.
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 9
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
So now lets jump forward a 1 000 years or so to the days of the Roman Empire. During this period, underground mining and construction only existed on a limited scale, and the Romans did not contribute much of any importance to the development of tunneling technique. The fire-setting method was known but not used, most likely due to the unpleasant fumes, smoke and heat that this would have caused in the already hot and stifling Mediterranean climate. The tools that were used were now made of iron, but beyond that, there was very little improvement in terms of technical development. With the exception of fire-setting, underground mining remained largely the same in most parts of the world during Roman times, right up until the 1700s when black powder, or gunpowder, came onto the scene. It was first used for blasting in Scandinavia at Nasafjll in 1630, but in central Europe black powder was used as early as the 14th century. The drilling of blastholes by hand is also well documented. Two operators were required, one to strike the blows while the other took care of the rotation, feed and direction. In this way, blastholes, such as those at the Falun copper mine in Sweden, were drilled to a maximum depth of 1 m. Industrialization was then catapulted into the future on the back of several remarkable inventions. The famous race between the steam
engine prototypes George Stephensons Rocket and John Ericssons Novelty at Rainhill in England in 1829 was the start of the big railway era, and by 1850 about 8 000 km of railway had been built in England (see map in chapter Road and rail tunnels, p.76.)
William Bickford invented the encapsulated string fuse in 1830, which, when used together with black powder explo-sives, pioneered the safe detonation of rounds. Nitroglycerin, which was invented in the 1840s, was unpredictable, but this was solved by Alfred Nobel, who in 1865 invented a detonator that could control the ignition process. The demand for safer, more efficient rock blasting grew, and the first pneumatic rock drill was developed in 1857.
Frjus the start of modern tunnelingThe construction of the Frjus Tunnel that runs through the Alps between France and Italy is largely regarded as the start of modern tunneling technology. By 1870, the railway net-work had expanded dramatically across Europe as it had in the United States, but the mighty Alps still remained uncon-quered. To run a railway through the Alps would require long tunnels located deep beneath the mountains, and the tech-nique needed to do that had not yet been mastered. It would
Completed in 1965, the Mont Blanc Tunnel in France proved a major success for Atlas Copco tunneling techniques. The tunnel was driven, from the Italian side, exclusively with light pusher leg fed rock drills and Coromant drill steels.
Tunneling overview
10 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
require a tunnel more than 12 km long with a rock cover of up to 1 200 m, making it impossible to use intermediate shafts for either ventilation or access. This meant that such a tunnel could only be driven from its two end portals. For the next 20 years, various tunnel planners studied how such a tunnel could be constructed and that was also how long it took to develop the necessary technology.
A water-powered compressed air unit had been invented, and the aim was to use the compressed air released by the rock drill as a fresh air supply for the workers. It didnt work very well. Then they tried to convert a steam-powered rock drill into a pneumatic rock drilling unit, but this didnt work well either. Nonetheless, despite many drawbacks and uncertain-ties, it was decided to go ahead, and the project was finally started with an estimated construction period of 20 years.
The work began with a pilot tunnel of 3.3 x 2.4 m, which was then enlarged by a crew of 200 to its full cross section of 70 m2 some 25 m behind the face. The first few years were domi-nated by sledgehammer drilling equipment, and progress was, therefore, slow. The performance records differ slightly on this point, but the daily advance was said to be somewhere between 0.25 and 0.6 m per day. The average hole depth was recorded in the region of 0.5 to 0.9 m.
In 1863, the first Sommeillers drilling platform was put into operation. This machine weighed 12 tonnes and was equipped with 49 pneumatic rock drills, flushing water tanks as well as a selection of spare parts, and it was operated by a crew of 30 to 40 people.With the introduction of this platform, the maxi-mum advance increased to about 3 m per day during 1864, and this later increased to 4 m per day up to the breakthrough year of 1870. The drillers drilled 0.8 to 0.9 m deep holes, 3040 mm in a diameter, and there were about 80 men at work in the pilot tunnel at any one time.
More than 4 000 people were engaged in the construction of the Frjus tunnel, and it was completed in 13 years (1870) significantly faster than the original 20-year estimate. Due to the relocation of the portal on the French side, the total length was also increased to 13.7 km. This was clearly the instigator of a great many other tunnel projects in the Alpine region, several of which belong to the same period up until the turn of the century.
The image above gives an idea of how the project was carried out. Here we can see the Sommeillers drilling platform in the pilot tunnel and the drill plan, before the tunnel was enlarged.The drill rods were 3.8 cm (1.5 in) in diameter, and three uncharged holes were drilled to form the initial opening.
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
The Sommeillers drill rig was used at the Frjus Rail Tunnel from 1857 to 1871. Equipped with 49 pneumatic drills, the rig weighed 12 tonnes and was operated by a crew of 3040 people.
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 11
However, it wasnt possible to drill very far before the drill rods had to be sharpened. Reports on bit wear using jackhammers at a contemporary (1865) tunneling site in Massachusetts, USA, make interesting reading. With a tunnel length of 190 m and a cross section of 80 m2, the drilling of some 10 000 m through mica schist and granite blunted about 150 000 chisels. This meant that the bits had to be reground after every 7 cm. There is no reason to believe that in the same type of rocks a significantly better result had been achieved at the Frjus tunnel. As for the rock drills, these required constant repairing, and in order to keep 20 machines up and running simultaneously at the face, no less than 60 units were in the workshop at any one time undergo-ing repairs.
It was during this period that pneumatic drills had their biggest breakthrough, and even though cemented carbide was not available at this time, the drill steel performed significantly better during the construction of the Frjus tunnel than in the Massachusetts project in the 1860s. This was mainly due to less wearing rock formations. Some 50 years later, at the beginning of the 20th century, regrind-ing of drill bits was normally required after 5060 cm of drilling in gneisses and granites. Fast forward another 30 years (before the introduction of tungsten carbide
bits). It is worth taking a brief look at a case study carried out between 1937 and 1939 that focuses on the construc-tion of a streetcar tunnel in the Hammarby district outside Stockholm, Sweden. The tunnel cross section was 33.5 m2 and comprised of two separate drives, each 400 m long. The rock was granite, the tunnels were driven from an open area between the tunnels and this This was the first time in Sweden that a so-called drill jumbo was used.
From its setup position, this rig could cover the entire face and enable the drillers to drive the tunnel in one full section operation. As tunneling advanced, the rig was moved forward and repositioned by a truck. A so-called double-front opera-tion was employed whereby drilling and charging was carried out in one tunnel while mucking out was carried out in the other. The hole depth was just over 3 m, and with each blast, the tunnel advanced 2.7 m per round. The drilling was done by six rock drills, known as drifters. An electric excavator with a bucket capacity of 0.4 m3 was used for loading, and productivity was a good 9 m3 per hour. The average advance over a four-week period was 65 m counting both fronts, or one blast per day. 1947 to 1967 was certainly a dynamic period for drilling technology, largely due to the advent of three more technical developments: cemented carbide bits, the lightweight rock drill and the compressed air pusher leg.
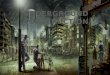
Figure 2: Drilling on the 13.7 km long Frjus Rail Tunnel project started in August 1857 in the Piedmont region of Italy, in the Alps. Above, an old locomotive exits the first tunnel of Frjus near the town of Modane, on the French side.
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
Tunneling overview
12 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
All three did not come along at the same time, but in 1947 they were firmly established, even though it would take sev-eral years before they would be fully introduced. Tungsten carbide, which had been discovered some years earlier, was found to be highly resistant to the abrasiveness of rock-bearing minerals. Scientists had also succeeded in attaching carbide inserts to the ends of steel rods by means of a special soldering process to form the cutting edges of a drill bit.
A lightweight, air-powered rock drill that could be operated by one man represented another huge step forward. As indi-cated earlier, there were a number of similar models already in existence, but it was the smoothness of the latest models that made them truly superior.
In addition, the latest pusher leg, which was also powered by compressed air, was an improvement compared to previous designs. It had a straight feed that pushed the rock drill and bit against the rock. The leg was supported from the tunnel invert. Together, these units were marketed under the name The Light Swedish Method. Also better drilling platforms, or jumbos as they were known, were developed that made it easier to move the handheld drills around to cover the large tunnel face areas.
One example of how this development impacted subse-quent tunneling projects is the Vinstra hydropower plant in Norway, where drilling and blasting was carried out around 1950 when the hydropower plant was expanded. The main headrace tunnel was to be a full 23 km long and had a cross section of 30 m2, and it took the shape of a D. The project was successful and brought The Light Swedish Method its first international recognition for effectiveness and efficiency.
As shown in Figure 2, the tunnel excavation began with a 13 m2 pilot drive at the invert level with the full tunnel width. The top was then drilled in two steps. During the first shift, the pilot hole was drilled to a depth of about 2 m (7 ft), and the lower crown part, which consisted of five holes, was drilled to twice that depth, followed by blasting and mucking out. During the second shift, the pilot tunnel was drilled again, as were the remaining holes in the crown (the upper part), to twice the pilot hole depth. The crews included six men in one shift, five drillers plus a foreman, and they achieved an aver-age advance of 25 m per week, corresponding to two rounds per day. The mobilization time for each blast was extremely short, reportedly about seven minutes, and the drill bits lasted for 15 m before regrinding was necessary. Ordinarily, the
"The Swedish Method" had its international breakthrough in 1946 and was based on light, one-man operated rock drills equipped with pusher leg feeds.
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 13
rock formation at this site, which was reported as mica schist, would have been medium-hard to drill and quite difficult to blast. It was also considered remarkable that during the drill-ing operations the rock drill was in operation for 85% of the time. This project was later used by Atlas Diesel for market-ing the Light Swedish Method.
The illustration in Figure 3 shows a drill jumbo for a large-size tunnel that uses a so-called V-cut. In this case, a drill jumbo equipped with 16 feeds of so-called ladder type required eight drillers to keep all 16 fully occupied. All these different types of drill jumbos were the predecessors of what we today mean by drill rigs: a carrier with individu-ally operated booms, each carrying a rock drill mounted on a feed.
In the late 1960s, a new period in tunneling techniques devel-oped with the arrival of heavy duty rock drills that could be mounted on drill rigs. This technology came from Ingersol Rand and Gardner Denver in the United States. This forced the Light Swedish Method into the background, although it remained in use for many years for small-size tunneling and, in fact, is still in use in many parts of the world today.
A drastic change of technology was soon about to take place the introduction of the hydraulic rock drill. This invention was launched in the early 1970s and quickly won popularity among its users. These new machines gave about 25% better penetration when compared to air-driven drills at the same impact-power per blow. They could also be designed in such a way that the shock wave that was transmitted to the drill rod transferred significantly less mechanical stress to the drill steel, consequently reducing drill steel consumption.
The development of drill steel technology also took a major step forward during this period with the introduction of button bits, which were a crossover from oil drilling technol-ogy using roller cone bits. The introduction of the button bit resulted in increased penetration rates of about 20%. These bits were also cheaper to produce, which helped to reduce the cost-per-meter drilled.
So what effect did all these technical developments have on tunneling technology? The hydropower plant in Skibotn in northern Norway is a typical case study. The plant was built in the late 1970s and included 35 km of tunnels ranging in size from 18 m2 to 30 m2. They were constructed according to contractor Hyer Ellefsens tunneling concept, which was based on the use of rubber wheel-bound equipment and load-ing bays installed every 120 m along the alignment.
To do the job, the contractor used: Atlas Copcos drill rig Promec TH 470 with COP 1038 HD rock drills A truck mounted ANFO charging unit Caterpillar 980 loaders Haulage trucks of 1012 m3 capacity
Figure 3: A "jumbo" drill rig equipped with hydraulic feed was used for the construction of the Inverawe hydroelectric power station in Scotland, commissioned in 1963.
Tunneling overview
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
Figure 2: A blueprint of the drilling platform used to create the 30 m2 crosssection tunnel.
14 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
In terms of manpower, only three men were required two for drilling and charging and one to operate the loader, and a local firm was subcontracted to haul away the muck. The tunnelers worked a three-shift work schedule, which at that time was still acceptable in Norway, amounting to a 120 h workweek. During a two-month period in the autumn of 1977, an average of 130 m per week was achieved at two fronts. It is possible that this short period is not representative of the entire project, but it still shows what could be achieved with the equipment that was available at the time, namely 10 rounds per day, or 3.3 rounds per shift.
A similar example from the same period is the Frjus road tunnel, which runs close to the old Frjus railway tunnel described earlier. The total tunnel length was 13 km, and it was driven from the end portals, with one in France and one in Italy. The cross section was 85 m2. On the French side, regular drill rigs were used including two five-boom rigs and two three-boom bolting rigs. On the Italian side, however, a rig specially built for this purpose was used (see photo above).
It was equipped with six booms and used for both blasthole drilling and bolting.
Each round consisted of approximately 120 drill holes with a diameter of 51 mm. The depth of the rounds ranged between 4.3 m and 5 m. Mucking out was done with a 150 kW Bryt digger. Drilling, charging, blasting and scaling took 4.5 h. Mucking, bolting and other reinforcement work took 6.5 h. The average rate of advance was 7.5 m per day with a maxi-mum of 12 m/day.
The last years of the 1900s saw the arrival of what came to be known as computerized drill rigs. These are also known as CAN-bus rigs because they are equipped with a control system that is completely digitalized. The word CAN stands for Controlled Area Network and means that all commands are transmitted with a digital code via a cable loop to which a variety of functions are connected. For example, when a command is transmitted from a centrally located computer on the rig to a hydraulic valve, the command includes an address
Known as the "Frjus Jumbo", this Promec drilling rig was developed specifically for the Frjus Road Tunnel that runs through the Alps and connects Bardonecchia in Italy with Modane in France. It was opened in 1979.
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 15
and a task. So how do these technical achievements described above affect the tunneling performance?
Looking back over more than 100 years, we can conclude that a driller today can achieve 100 times more than a driller who worked on the first tunnel at Frjus. It is also somewhat surprising to note that the first Frjus tunnel was completed in 13 years while the second tunnel took five years to com-plete. This means that in 100 years, the speed of tunneling has only increased by 2.5 times. When comparing this to developments in other areas of technology, we can conclude that we travel at least 510 times faster on rails these days than we did a hundred years ago.
Does this mean that technological developments in drilling technology have contributed so little to the end result? The answer is no for although todays construction projects take 50% to 25% of the time they did 100 years ago, the size of todays workforces is considerably less. On the first Frjus tunnel, more than 4 000 people were required to get the job done, while the second Frjus tunnel needed a workforce of less than 400. As a consequence of technical developments, the working environment and safety aspects have drastically improved.
Development of rock supportRock support goes hand in hand with rock excavation. The development of the technique and the materials used have had a large impact on the growing trend to locate different facilities underground rather than on the surface. Effective ground support has made it possible to build economically even in poor ground conditions. Going back some 200 years or more to the few, short tunnels that were constructed, we can see that the ground was mainly self-supporting, mean-ing that there was no need for rock support. This meant that tunnel profiles sometimes deviated from their intended shape.
The use of brick lining as a permanent support arrived in the early to mid-1800s when tunnel excavation was for civil purposes instead of just being temporary accesses to mines. The linings consisted of ordinary bricks with filling material behind the brick arch, creating contact between the rock wall and roof and the load bearing arch. This type of rock support was installed close to the face or after the excavation had been completed, in which case temporary support was needed to stabilize the ground as the excavation proceeded. Up to the early, mid-1900s, this was standard practice in many parts of the world when tunneling took place in unstable conditions. Judging from the thickness of the lining and the invert strut-ting, it is obvious that heavy pressure from overlying rock was expected.
Up to the mid or early 1900s, temporary support elements were mainly constructed in wood. In the 1930s, steel was being used extensively as primary support because steel arches became available at an acceptable cost. A final con-
crete-based lining soon became the norm in tunnel construc-tion. Concrete spraying and bolting were known methods in the early 20th century but not extensively used. The dry mix type of sprayed concrete became more widely used in the 1950s. The nozzle action was entirely manual, and the opera-tor held it with both hands. Already in the early 1960s, rigs for maneuvering the nozzle were introduced, and with that the old brick linings for permanent support became completely obsolete.
When tunneling in strong crystalline basement rock, in-situ concrete linings were only rarely used. In those cases, sprayed concrete was used both as primary and secondary linings. The sprayed concrete was mostly applied in connec-tion with the installation of rock bolts. Bolts had been used in mining and were now well accepted in the civil construction industry, both the pre-stressed type as well as the dowel type.
Knowledge of the interaction between the support and the rock itself came with the works of Therzagi in the 1930s, during which the timing factor for the installation of support was introduced. The science of rock mechanics was intro-duced after the Second World War by a group of research-ers in Salzburg, Austria, in which Leopold Mller played a major role. This group started the geo-mechanic colloquium, a seminar on rock mechanical issues in relation to surface and underground construction. They held their annual meetings in Salzburg, and these meetings are still held there today.
It was in this environment that the well-known New Austrian Tunneling Method NATM was created. It is easy to understand that this approach to tunnel excavation and rock support was embraced by many when studying the concept of the traditional Austrian tunneling method. However, it
The Atlas Copco Boomer was introduced in the 1970s and became a standard rig for tunneling and drifting, marking the entry of hydraulic drilling equipment.
Tunneling overview
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
16 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
must be said that this technique has been misinterpreted by many tunnel builders who believe that they are applying this technology as soon as they use sprayed concrete support. The whole concept of ground reaction in relation to tunnel exca-vation and support has paved the way for tunneling in poor ground conditions, especially when there is large overburden.
Up until the present day, NATM technology is frequently applied in tunnel support, although there is a tendency to avoid intense splitting of the tunnel face and to carry out the excavation in stages. This is one way to control the deforma-tion. The splitting work is time-consuming, and an alterna-tive to improve the stability of the ground ahead of the face, and thus reduce or eliminate the splitting, has become more widely used. Consequently, pipe roofing and spiling currently play a major role in poor ground excavations. Support of the tunnel face itself by bolts in the form of long fiber strands are only applied where major deformations of the face are foreseen.
Secondary linings today consist of either concrete or sprayed concrete. The choice depends on the geology but is also influ-enced to a large extent by the conventional design of having a final lining that is capable of handling the entire rock load, not including the primary support as a part of the final lining.In Scandinavia, which has mainly competent crystalline base-ment rock, sprayed concrete lining is the dominant method, but in similar rock conditions in Hong Kong and, to a large extent, in India, concrete lining is the preferred method. In regions dominated by sedimentary rock, concrete lining is by far the preferred method, even when tunnels are excavated in igneous rock.
Segmental lining as a single shell method of support is commonly used in connection with TBM (Tunnel Boring Machines) tunnel excavations. It was introduced in the 1960s but became widespread in the 1970s, particularly in soft ground tunneling. The Japanese developed the slurry technology that suited the fast growing city of Tokyo, which is founded on thick layers of mainly friction soils. The advent of TBM tunneling meant that the extensive cut-and-cover tunneling used at that time could be abandoned, much to the relief of the citizens.
Mechanical excavationTunneling by use of mechanical excavation instead of by means of blasting agents started in the 1950s, albeit on a very small scale. It was the mining engineer James Robbins who built the first TBMs where the so-called disc-cutter was the cutting tool. More than 100 years earlier, TBM excavations had been made under the river Thames in London, but during that project only ripping teeth were used to cut through the London clay. The first genera-tion of TBMs had relatively small disc cutters capable of
dealing with loads of about 8 tonnes, while the TBMs of today can handle loads of up to 35 tonnes. Certainly the cutters have grown in size and so has the rock surface on which the cutter is pressing. The net result is that the penetration of the cutters has drastically improved, especially in very high strength rock formations (300 MPa) where the TBMs with small cutters had penetration in the range of frac-tions of a millimeter, while today, in similar conditions, they are in the range of 4 mm per cutter-path or full 360 degree rotation of the cutter-wheel.
However, most TBM tunneling is made in sedimentary rock, which is not surprising considering 70% of the Earths land mass is covered with sedimentary rock. The lower strength of the sedimentary rock material allows for good penetration, and consequently many tunnel meters can be achieved per day.
Over the years, the TBMs have become more powerful as cutters have become more capable of taking on even larger loads. This means that the TBM technique is doing more of the tunneling that was previously done by the drill and blast method. The TBM technique has also increased the amount of tunnel meters being driven worldwide as decision-makers have become increasingly aware that this solution is eco-nomically viable for many new applications, such as tunnels instead of bridges and trenches. As a result it is clear that the total number of tunnel meters created by drill and blast has most likely not been reduced by the introduction of the TBM.
Over the past 15 years, cutting technology has not been devel-oped very much, aside from an increase in cutter sizes and applied cutting power. However, transporting the broken rock (muck) via conveyors has become very common. Conveyor mucking offers a continuous process with a high capacity. The soft ground TBM technique has certainly been embraced by city planners and decision-makers when it comes to tunneling for subway systems. The capability of dealing with a great variety of soil conditions at moderate depth is a big success story. A large number of TBMs are presently at work upgrad-ing the transportation systems for some major Chinese cities.
Roadheader excavation of tunnels entered the construc-tion market in the 1960s. This machine has its origin in the mining industry, primarily in coal mining. They became fairly popular in the 1970s and 1980s when they were used to excavate tunnels in sedimentary rocks and soft materials. But as the TBMs became more competitive in this type of ground, even for shorter tunnels, the demand for roadhead-ers diminished. The drawback of roadheader technology is its strong dependence on the strength of the excavated rock material. For small tunnels, this was more obvious as the smaller machines are very limited in terms of rock strength, and all machines, whatever their size, have problems if the rock is very hard and abrasive. Today, there is very little left of roadheader tunneling in civil construction.
TUNNEL EXCAVATION: A LOOK BACK IN HISTORY
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 17
Workers from the French and Italian side of the Alps meet at the middle of the Mont Blanc Tunnel, completed in 1965.
Tunneling overview
18 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
The essential role of tunnels: a look into the futureCreating a functioning yet sustainable society is one of the great issues of the 21st
century. Fortunately, mans ability to construct tunnels goes a long way to solving an array of challenges in the most efficient way, from transportation to water supply. The tunneling industry is entering its most rapidly evolving and, arguably, most exciting era.
Whether in good economic times or bad, tunnels are an essential component of functioning societies all around the world. They are indispensable for public transport, roads and rail networks, for supplying fresh water to cities, building sewage systems, constructing hydropower stations that gen-erate renewable energy, and providing facilities for storage, communications and a range of other applications.
In the future, underground construction will undoubtedly increase to meet the growth of urban populations and the
continued expansion of infrastructure in and between cities. Furthermore, existing tunnels must also be upgraded so that modern standards for safety and efficiency are upheld and guaranteed for the 21st century.
So, what are the most important trends from a global perspec-tive? They can be revealed by studying the key factors that characterize the tunneling industry of today: volume of rock, excavation methods used, safety aspects, costs, the availabi-lity of labor, type of underground openings, and geology.
Global outlook: Continued population growth and urban expansion around the world will require new tunneling projects and upgrades to existing infrastructures.
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 19
THE ROLE OF TUNNELS: GLOBAL MARKET OVERVIEW
The global picture: excavation volumesIn contrast to the mining industry where volumes are mea-sured in tonnes, excavation volumes in tunnel construction are exclusively described using solid cubic meters (m3) as a reference. A typical exception to this rule is the haulage capacity of conveyor belts and trucks where the concept of tonnes may also be used in addition to cubic meters (m3).
Although annual excavation volumes from underground con-struction grow over time, they are not constant and fluctu-ate. The reason is that tunneling projects are very large and complex undertakings, fraught with challenges that need to be overcome, and this may affect growth statistics. While it is very difficult to provide exact figures, the generally accepted view is that the total annual volume from underground exca-vations in rock is somewhere in the range of 100 million m3. According estimations by ITA-AITES (International Tunnelling and Underground Space Association), the total volume including soft material will be almost double. The figure, which is only a fraction of annual volumes in mining, can be visualized and more easily referenced by imagining a cube of rock that has a side length of 470 m. An easier way, perhaps, of relating to this figure is to convert it into kilometers of subway tunnel. In a typical scenario where
a single-track tunnel has a cross section of 30 m2 with added volumes for stations at every 1 to 1.5 km, the figure 100 mil-lion m3 will correspond to 3 000 km of single-track subway. For the sake of useful comparison, one might consider the city of Stockholm, the Swedish capital, as an example as it has roughly 1 million inhabitants and a 100 km long double-track subway system. The global annual figure for excavation volumes in tunneling would be the equivalent of developing new subway systems in 15 Stockholm-sized cities.
As the combined populations of India and China have already surpassed 2.5 billion, it is more than reasonable to assume that many new subway lines will be needed to meet the demand for increased public transportation capacity as more and more people choose to relocate to cities. It has also been estimated by ITA that the value of the annual global underground construction is in the region of USD 90 billion which corresponds to roughly 5 000 km of tunnels. How this dollar value estimation is divided across the worlds regions is illustrated in Figure 1.
Growth in AsiaChina is currently the nation with the largest underground construction schemes, where some 40 million m3 of rock
20 000 40 000 60 000 80 000 100 0000
Europe
North America
Japan
China
India
South America
Others
Figure 1: Annual construction costs in million USD. (Source: ITA-AITES, International Tunnelling and Underground Space Association).
Tunneling overview
Tunnel Construction output by geographical areas
20 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
are excavated. This corresponds to 40% of the worlds total underground construction operations in rock. In this approxi-mate figure, 500 km of road and railway tunnels will most likely represent 30 million m3. The rest is comprised of exca-vations for hydropower facilities and a program for storing hydrocarbons in unlined rock caverns.
To be able to maintain its policy of storing three months of the national consumption of oil, China will require a storage capacity of 60 million m3. The current designated program stipulates that construction over a 10-year period will result in 6 million m3 annually of excavated volume. A large share of the oil reserves will, however, be stored in steel tanks.
The annual figure for underground excavation in soft material exceeds the rock excavation volume. More than half of the worldwide underground volumes (estimated at about 200 mil-lion m3) is excavated in China. An example of this growth is demonstrated in Figure 2, showing where subway lines have been extended by more than 1000 km over a five-year period.
The remaining regions of Asia represent some 25% of the global underground excavation volumes. Here we see hydro-power construction increasing its volumes, not just along the rivers that dewater the Himalayas in India, but also in Bhutan
where there is significant potential for hydropower. These projects in Bhutan are often financed by Indian capital, and most of the designs require long and large tunnels with under-ground power stations, meaning that the excavation volumes will be large.
Major cities in India, such as New Delhi, Kolkata (Calcutta), Bangalore and many others, are already building new rail-way transport systems. A large proportion of these are being developed underground.
Just like its neighboring country China, India also has a program for storing hydrocarbons in unlined rock caverns. Although the program is a lot smaller, it still contributes millions of excavated cubic meters. Indochina (Myanmar, Cambodia, Laos, Singapore, Thailand and Vietnam) also has a strong potential for hydropower, particularly in Vietnam and Laos. Here, construction is moving forward continuously as more and more end-customers in Vietnam and Thailand are prepared to accept the price of electric energy.
Moving on to Japan, which comes second place after China in terms of excavated volumes despite declining figures in recent years, road tunnels make up the largest share of under-ground construction volume followed by railway tunnels.
THE ROLE OF TUNNELS: GLOBAL MARKET OVERVIEW
1 700
1 600
1 400
1 200
1 000
800
km
600
400
200
0
2006 2007 2008 2009 2010 2011
621763
835
999
1 471
1 699
Figure 2: Increase of subway line construction in China in kilometers over recent years. (Source ITA-AITES, International Tunnelling and Underground Space Association).
Total length of metro lines in operation in China
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 21
European outlookEurope is the third largest market for underground construc-tion with an annual volume that amounts to 13 million m3 of rock, which corresponds to 15% of worldwide volumes. Among the projects, road and railway tunnels are the domi-nating structures. Hydropower accounts for a small share of the total volume as most locations that are suitable for hydro-power generation have already been developed, and power stations have been installed. Nonetheless, there is a continued market for hydropower construction in Europe because many facilities will need to be modernized in the years ahead. Very few hydropower stations are older than 100 years, yet numer-ous facilities are in dire need of upgrading basic structures, such as tunnels, waterways and caverns.
Pump storage schemes are necessary supplements to electri-city generated from wind power, which is also likely to see growing interest in the coming decades. At the same time, excavated volumes of rock and soil for these structures are quite small by comparison and have a negligible impact as far as statistics are concerned.
Major tunnel projects are in the planning stages, including rail and subway projects, that will contribute large volumes of excavated material to these statistics. Out of the total world output of USD 90 billion annually, Europe represents more than 10% and will, most likely, continue to do so.
Modernization in the North AmericaUnderground construction in the U.S. is mainly focused on tunnels for roads and subway lines, although a considerable share also deals with stormwater storages and sewage sys-tems. The excavated volumes of rock are just over half of those recorded in Europe, and the numbers for soft ground excavation are far lower than the European ones. As is true in Europe, where infrastructure roughly meets current demand, much of the tunneling being done involves the upgrade and replacement of old underground structures.
These are designed to meet the gradually increasing demand for capacity as the populations of the larger cities increase. The major underground works taking place in New York City to expand and upgrade the public transport system are a good example (see case article on p. 242).
South America on the riseIn South America, some nations are still in the development phase, and there is a growing need for both infrastructure and power. Furthermore, the continent has great potential for generating hydropower that may be beneficial in meeting the increased demand for energy.
In the Andes mountain range, many tunneling projects will be required if roads and railways are to be built according to modern standards for high speed. Underground construction
in rock corresponds to roughly half of the European vol-umes, about 6 million m3 per year. Large railway projects are underway in Brazil, indicating that excavation volumes will increase in the near future.
Other regionsFor Africa and Australia, the underground volumes in con-struction are small when compared to the other continents, and they are estimated to be below or in the range of 1% of the total figure.
Having said this, a number of countries in Africa are devel-oping rapidly, and the demand for energy is undoubtedly destined to increase immensely. With many suitable locations for renewable hydropower, particularly in central parts of the continent, tunnels will also be required. It remains to be seen to what extent these facilities will involve underground structures.
Excavation methodsFrom the perspective of giving a global insight into the tun-neling industry and where it is headed, the type of excavation methods used is another important aspect. There are currently three methods that dominate practices worldwide drill and
An Atlas Copco Boomer E2 C drill rig is hoisted via cable car installations to the Project Linthal 2015, a hydropower construction site in the Swiss Alps.
Tunneling overview
THE ROLE OF TUNNELS: GLOBAL MARKET OVERVIEW
22 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
blast excavation, mechanical excavation by use of Tunnel Boring Machines (TBMs) and mechanical excavation using road headers. As shown in Figure 3, the distribution of exca-vation methods in rock, hard to loose, varies greatly between different regions, but also over time as technologies develop.
A large share of TBM excavations are carried out in soft ground conditions, and this is also the most common method for developing subway tunnels in large cities. It is also used to some extent for road and rail tunnels.
Many of todays metropolitan areas were founded as cities centuries back when shipping was the principal method for transporting goods. This means that large cities are often located along river estuaries because they conveniently linked the sea with the inland, thereby linking consumers and trad-ers with producers.
What is more, river outlets are generally considered major settlement areas for sediments brought in by the rivers. Typical examples of this are Shanghai, Tokyo, and Amsterdam. By contrast, cities such as Hong Kong, Stockholm, and Sydney have opposite conditions where most buildings are founded on solid rock or have a short underpinning down to the solid rock.
As a consequence of the above, it is estimated that about two-thirds of all TBM excavation work is carried out in soft ground conditions.
A typical nation that favors TBM is the U.S. where more than 90% of tunnels are driven by TBM. A typical non-TBM nation is Finland, which to this date has not had a single TBM project as all excavations have been performed by drill and blast.
Japan is a nation where rock excavation projects tend to favor drill and blast. A reason for this is that a major share of the market consists of large tunnels of moderate lengths for road networks, conditions for which this method is well- suited.
There are a number of aspects influencing this large discrep-ancy between countries and the types of excavation methods used. Geology is one important factor. It is well-known that high strength rock (UCS 200 MPa) does not favor the use of mechanical excavation. While practically possible, it is, in most cases, simply not economically viable. By contrast, sedi-mentary rock with a low quartz content does favor mechani-cal excavation, as tunneling in soil using the drill and blast method is less than ideal.
THE ROLE OF TUNNELS: GLOBAL MARKET OVERVIEW
Figure 3: Tunneling is dominated by two main excavation methods; TBM (Tunnel Boring Machine) and drill and blast. The choice is largely dictated by geo-logy and the tunnel design. Soft rock (TBM) is more prevalent in North America while hard rock conditions characterize European tunneling (drill and blast).
Drill and Blast
TBM
Other methods
Austria India USA Chile Japan0%
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
Excavation methods
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 23
Recruiting skilled professionalsThe availability of skilled staff is a crucial issue for the tun-neling industry as a whole. One reason for this is that fewer and fewer personnel have enough experience with conven-tional excavation methods. The drill and blast method offers a certain flexibility when facing varying ground conditions that is not possible to achieve with TBM equipment. But there are other reasons, too.
Flexibility is key for todays contractors, and that puts greater demands on finding personnel who are willing to travel and work in different countries, often in strenuous conditions.
In the U.S., a result of this development is that drill and blast is now only employed to a marginal degree as it has proven to be easier to train people for operating and handling a TBM excavation. Although geology and the availability of person-nel have proven decisive in terms of tunneling methods, there are other important factors that have more to do with tradition and the type of tunnels that are in demand. A good example of this is Japan, which has many drill and blast projects despite the fact that the country is largely characterized by soft ground conditions.
Japan has developed a large number of road tunnels with large cross sections in areas that are not dominated by soft ground. In the 1980s, the situation was very different because projects tended to be located in the typical soft ground areas.
Austria is another country where drill and blast excava-tion has traditionally been the method of choice. However, Austrian contractors are now increasingly embracing me-chanical excavation methods as their Swiss neighbors have been doing for the past few decades.
Safety comes firstIn addition to the above, the choice of tunneling method is, to a large extent, dictated by economic factors. Achieving the lowest possible costs for a project is always a strong incentive for choosing one method over another, but safety and risk assessments must always come first.
The hydropower facilities that are being excavated in the Himalayan mountains in India, where rock mechanical con-ditions are highly challenging, are a good example of how estimated risks have been decisive in choosing between a drill and blast or TBM excavation process. In this case, a number of TBM projects did not turn out as expected which has brought about a more realistic view on which conditions the excavation methods can handle.
Cost and excavation rateIn addition to the risk factors associated with tunneling proj-ects, speed of excavation and costs are key factors to consider,
and they will always vary depending on the location of the project, the availability of skilled labor, salaries, regula-tions, and more. Comparing the excavation rate between one method and another is relatively easy to do when ground con-ditions are known beforehand. This is, unfortunately, not the case for the vast majority of tunneling projects, which means that completion dates and costs are usually quite difficult to establish. This fact becomes obvious when comparing the accuracy of estimations for structures such as houses and bridges where almost all work is carried using well-defined materials.
At the Ltschberg tunnel in Switzerland, one of two Alp tran-sit tunnels excavated in the most recent decade, a section of the excavation offered the opportunity to make a comparison in practice. Over a parallel tunnel excavation, one tunnel was excavated by TBM and the other by drill and blast. As the result shows in Figure 4 (next page), the average advance rate for the drill and blast method is roughly half that of the TBM method, although there are deviations depending on which tunnel is considered. A cost comparison has also been made. Here, it can be concluded that the TBM excavation has been completed at a lower cost in poorer ground conditions and vice versa in better ground conditions, in reference to rock stability.
Finland is a typical non-TBM nation . All tunnel excavations to date have been performed with the drill and blast method.
Tunneling overview
THE ROLE OF TUNNELS: GLOBAL MARKET OVERVIEW
24 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
This is not unusual as long as the ground conditions are moderately poor. In very poor ground, there are numerous cases where a TBM has got stuck, and the excavation has been abandoned in favor of drill and blast excavation. This means that a successful TBM excavation is heavily depen-dent on pre-investigations regarding the geology along the tunnel route, which, therefore, are normally more extensive. It is a prerequisite that all parties involved can contribute to ensuring that the time schedule and costs are as accurate as possible.
Innovation leads the wayAs cities expand around the world to cater to growing popula-tions, tunnel designs are getting more complex. A common effort to meet this challenge is perhaps the biggest industry trend at the present time. It goes hand-in-hand with safety, the need for expertise, ground conditions and costs. Innovation is driving the industry forward, and new technologies are
becoming increasingly available. The use of sprayed concrete to stabilize tunnels as they are driven has revolutionized the tunneling industry in just a few years. The use of 3D tech-nologies and advanced data management software are also becoming widespread. These technologies have also paved the way for far greater precision in the excavation process, which governs both time and costs.
But thats not all. The conditions for financing tunneling projects are also changing rapidly, and the importance of environmental concerns will only grow in the years ahead. In fact, there are many indications that the demand for tunnels will increase significantly as the lack of space and environ-mentally acceptable solutions on the surface of the planet become more evident.
All of these issues and more will be looked at more closely in the following chapters of this technical reference book for tunneling practices.
THE ROLE OF TUNNELS: GLOBAL MARKET OVERVIEW
35
30
25
20
15
10
5
0
PA 11
meters/day
PA 12 PA 14 PA 15 PA 16 PA 18
TBM maximum
TBM average
D&B maximum
D&B average
Figure 4: Average and maximum advance rates for the tunnel reach during the Ltschberg Base Tunnel excavation, Switzerland.
Advance rates at the Ltschberg tunnel in Switzerland
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 25
Tunneling overview
26 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
Tackling the challenges of sub-surface spaceA deep understanding of geology and of the nature and characteristics of the rock and soil at a proposed tunnel site, are prerequisites for successful tunnel excavations.
Selecting the method, choosing equipment, designing a rock support system and a dozen other key decisions that will affect the success of a tunnel construction project, are all directly related to geology and rock characteristics in and around a proposed tunnel site. Conversely, without a thorough knowledge of the geological facts, these decisions could have potentially disastrous consequences.
Although geologists have not probed the planet to its core, they are confident in their grasp of what the Earth looks like beneath its crust, and of the properties of the various rock
types that have been formed over millions of years. What is important to the tunneling engineer, however, is how this expertise impacts on the practical realities of tunnel con-struction.
How the Earth was madeThe Earth consists of an inner and an outer core surrounded by a mantle. At the surface is a thin layer of rocks known as the crust, shown in Figure 1. This shell-like structure has been confirmed by studying seismic waves originating from
10002000
40003000
50006000
(km)
1
2
3
4
1 Earth Crust2 Mantle3 Outer Core4 Inner Core
1 Earth Crust2 Mantle3 Outer Core4 Inner Core
Figure 1: The Earths interior consists of four main layers. Heavy metals such as iron and nickel are most abundant in the core.
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 27
GEOLOGY AND WHY IT MATTERS
earthquakes. The velocity, or propagation, of these waves is related to the density of the material and its state, be it solid or liquid. According to this interpretation, the inner core is solid and the outer core is liquid. The mantle and the thin crust of the Earth are solid, apart from the shallow layer of the mantle, also known as the upper mantle, which is composed of plastic flowing rock about 200 km thick. The motion of this layer forms the basis of plate tectonics.
The thickness of the core and mantle each correspond to roughly half of Earths radius and we can observe only the upper part of the Earths crust. The deepest drill hole is 11 km, but we can get information from the equivalent of tens of kilometers by studying eroded mountain chains. Earth was formed more than 4.6 billion years ago by aggregation of cosmic material from our solar system. The meteorites falling down on Earth are of the same origin as our planet so, by studying this material, we can get data about the chemical composition of the deeper sections of the core. There are two types of meteorites: stone meteorites dominated by Fe-Mg-silicates, or chondrites; and iron meteorites mainly consisting of metallic iron and nickel. Seismic and meteorite data indicate that the chemical composition of the core is
similar to iron meteorites and that of the mantle is similar to stone meteorites. The difference in density also explains the velocity of seismic waves in the core and mantle, and the high average density of the earth, which is about 5.5 g/cm3. The thickness of the crust is normally between 10 and 35 km.
However, there is a great difference in thickness between oceanic crust and continental crust. Under a mountain chain the crust thickness can be up to 70 km. The chemical com-position of the outer part of the crust is well known, and is dominated by eight elements: oxygen, silicon, aluminum, iron, magnesium, calcium, sodium and potassium. The con-tinental crust is higher in silica, aluminum and alkali due to the high content of granitic rocks. The oceanic crust is lower in silica but higher in magnesium and iron due to the dominance of volcanic rocks, mainly basalts.
Of the 155 known elements, some of which do not occur natu-rally, oxygen is by far the most common, making up about 50% of the Earths crust by weight. Silicon forms about 25%, while aluminum, iron, calcium, sodium, potassium, mag-nesium, titanium, silicone, oxygen and other common ele-ments build up the total to 99% of the Earths crust. Silicon, aluminum and oxygen occur in the most common minerals
Samples of common rock types: Amphibolite, Diabase, Dolomitic limestone, Gneiss, Granite, Sandstone.
Rock classification
28 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
such as quartz, feldspar and mica, which form part of a large group known as silicates, being compounds of silicon and other elements. Amphiboles and pyroxenes contain alumi-num, potassium and iron. Some of the planets most common rocks, granite and gneiss, are composed of silicates. Oxygen also occurs commonly in combination with metallic elements which are often important sources for mining purposes.
Tectonic platesThe modern theory of plate tectonics has improved our under-standing of basic geological processes like formation of rock volcanism, earthquakes and the formation of many types of ores.
According to this theory, the crust and upper part of the mantle can be divided into 10 to 12 major plates, which move in a complex pattern (see Figure 2). The driving force of this movement can be attributed to heat generated by radioactive decay within the mantle and core. The heat is transported by slow convection streams, which move the plates and the speed of the motion of plates is just a few centimeters per year.
Three major plates are North American which includes North America, Mexico and Greenland, South American
which includes the whole of South America and a part of the Atlantic, and the African plate consisting of the African continent and parts of the Atlantic and Indian Oceans.
Plates can interact by moving apart (divergence) or towards each other (convergence). When two continental plates col-lide, mountain ranges may be formed (see Figure 3). Thus the collision of the Indo-Australian and Eurasian plates resulted in the formation of the Himalayas, the highest mountain chain on earth. When an oceanic plate moves towards a continental plate such as South America, the oceanic plate will move below the continent, or subduct. When the oceanic plate starts to melt, volcanic activity will occur. Therefore, we find a great number of volcanoes along the western part of South America, to mention one example. Subduction also leads to the formation of ores.
In the middle of the Atlantic there is a long chain of volca-noes called the mid-Atlantic ridge. Similar ridges are found in the other oceans. Along these ridges two oceanic plates are moving apart as magma rises from the mantle below and solidifies. This causes repeated eruptions of basaltic lava, forming a new ocean floor. The youngest volcanic rocks are found close to the ocean ridge, and the age of the rocks increases out from the spreading center. The mechanism of
GEOLOGY AND WHY IT MATTERS
1 North American plate2 Juan de Fuca plate3 Caribbean plate4 Cocos plate5 South Amercian plate6 Nazca plate7 Scotia plate8 Antarctic plate
9 Eurasian plate10 Pacific plate11 Arabian plate12 Indian plate13 Philippine sea plate14 African plate15 Australian plate
1 9
11
10
1213
14
15
2
3
4
5
6
7
8
1 North American plate 2 Juan de Fuca plate 3 Caribbean plate 4 Cocos plate 5 South Amercian plate
6 Nazca plate 7 Scotia plate 8 Antarctic plate 9 Eurasian plate10 Pacific plate
11 Arabian plate12 Indian plate13 Philippine sea plate14 African plate15 Australian plate
Figure 2: The tectonic plates were mapped in the second half of the 20 th century. They consist of the Earth's crust and uppermost mantle, together referred to as the lithosphere.
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 29
GEOLOGY AND WHY IT MATTERS
seafloor spreading is an important part of the plate tectonic theory. Volcanic activity occurs above hotspots and in spread-ing zones. There are three types of volcanoes that are shaped by their tectonic surroundings: rift volcanoes, emerging in spreading zones: stratovolcanoes, which are located along the subduction zones: and shield volcanoes, located above hotspots. Volcanism also occurs due to the collision of plates but is distinguished from earthquakes, as these occur when two plates are sheared or slide along each other, such as in Los Angeles, and not from the movement of magma.
Mineral properties and characteristicsA mineral is a natural chemical compound with a defined crystal structure and composition. A rock, on the other hand, is a naturally formed aggregate of minerals. There are thou-sands of different minerals but only about fifty rock-forming ones, most of which are silicates, always containing silicon and oxygen. Feldspars account for almost 50% of the Earths crust and are hence the most common mineral (see Table 1). Feldspars can be grouped in alkali feldspar and plagioclase. The second most common minerals in the crust are pyroxene and amphibole followed by quartz and mica. Together these minerals make up about 90% of the Earths crust. It is true to say that mineralization is rarely pure. Instead, it is usually
mixed, consisting of both homogenous and heterogeneous structures. In addition, minerals have a wide variety of prop-erties and characteristics, including the following: Hardness Density Color Streak Luster Fracture Cleavage Crystal structure
The particle size and the extent to which the mineral is hydrated (mixed with water), indicate the way the rock will behave when excavated.
Hardness is commonly graded according to the Mohs 10-point scale, as shown in Table 2. The density of light col-ored minerals is usually below 3 g/cm3. Exceptions are barite or heavy spar (barium sulphate BaSO4 density 4.5 g/cm3), scheelite (calcium tungstate CaWO4 density 6.0 g/cm3) and cerussite (lead carbonate PbCO4 density 6.5 g/cm3). Dark colored minerals with some iron and silicate have densities of between 3 and 4 g/cm3. Metallic ore minerals have densities over 4 g/cm3, and gold has a very high density
TT2_1B Tunnelling
1 23
Figure 3: Tectonic plates interact by moving apart (divergence) or towards each other (convergence). When an oceanic plate moves toward a continental plate, the oceanic plate moves below the continent which creates a subduction zone.
1 Collision zone2 Oceanic ridge, spreading zone3 Subduction zone
Rock classification
30 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
of 19.3 g/cm3. Although ore forming mineral density may be high, the total ore density depends entirely on the host rock where these minerals exist. Streak is the color of the mineral powder produced when a mineral is scratched or rubbed against unglazed white porcelain, and may be differ-ent from the color of the mineral mass. Fracture is the surface characteristic produced by breaking a piece of the mineral and is usually uneven in one direction or another. Cleavage denotes the properties of a crystal whereby it allows itself to be split along flat surfaces. Both fracture and cleavage can be important to the structure of rocks containing substantial amounts of the minerals concerned. Rock normally compris-ing a mixture of minerals, not only combine the properties of these minerals but also exhibit properties resulting from the way in which the rocks have been formed, or perhaps subsequently altered by heat, pressure and other forces in the Earths crust.
The mineral composition of rock is key to our understand-ing of the behavior of rock and how natural stress fields and fracture properties come into play. Stress fields in the rock arise partly because of the rock mass weight, but also due to movements caused by geological processes. Rock mass is a synonym of bedrock and refers to the rock plus discontinui-ties in the rock amassed in large volume. These discontinui-ties are important not only for the structural integrity of a tunnel, but also as paths for fluids in the Earth which cause mineral concentrations.
Appraising the rockFor drilling during tunnel construction, the rock must be correctly appraised as the results will affect projected drill penetration rates, hole quality and drill steel costs. In order to determine overall rock characteristics, it is necessary to distinguish between microscopic and macroscopic proper-ties. As rock is composed of grains of various minerals, the microscopic properties include: Mineral composition Grain size The form and distribution of the grain If the grains are loose or cemented together
Collectively, these factors comprise the properties of the rock, such as hardness, abrasiveness, compressive strength and density. In turn, these rock properties determine the pen-etration rate that can be achieved when drilling blastholes and the extent of the wear on the drilling equipment. In some circumstances, certain mineral characteristics will directly influence the tunneling method. Many salts, for example, are especially elastic and can absorb the shock from blasting.
Rock drillabilityDrillability depends on the hardness and brittleness of the rocks constituent minerals and on the grain size and crys-tal habit, if any. For example, quartz, which is one of the
Hardness gradingMohs hardness scale
Typical mineral
Identification of hardness
1 Talc Easily scratched with fingernail
2 Gypsum Barely scratched with fingernail
3 Calcite Very easily scratched with a knife
4 Fluorite Easily scratched with a knife
5 Apatite Can be scratched with a knife
6 Orthoclase Difficult to scratch with a knife, but can be scratched with quartz
7 Quartz Scratches glass and can be scratched with a hardened steel file
8 Topaz Scratches glass and can be scratched with emery board /paper (carbide)
9 Corundum Scratches glass. Can be scratched with a diamond
10 Diamond Scratches glass and can only be marked by itself
SEDIMENTS
SmeltingMAGMA
Cr
ysta
llizati
on
Cementation
Met
amor
phis
m
Weathering
Erosion transp.
MA
GM
ATI
C
RO
CK
S
SEDI
MENT
ARY
ROCK
S
M
ETAM
OR
PH
IC
RO
CK
S
Figure 4: The rock forming cycle shows the creation of various rock types and how they deteriorate.
Rock forming mineralsFeldspar 58%
Pyroxene and amphibole 13%
Quartz 11%
Mica 10%
Olivine 3%
Others 5%
Table 1: Feldspar is the most common rock forming mineral.
Table 2: Hardness is commonly graded according to the Moh's 10-point scale.
GEOLOGY AND WHY IT MATTERS
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 31
commonest minerals in rock, is a very hard material, exceed-ingly hard to drill and will certainly cause heavy wear, par-ticularly on drill bits. This is known as abrasion. Conversely, a rock with a high content of calcite can be comparatively easy to drill and cause little wears on drill bits. With regard to crystal habit, minerals with high symmetry, such as cubic galena, are easier to drill than those with low symmetry, such as amphiboles and pyroxenes.
In terms of drillability, rocks with essentially the same min-eral content may be very different. For example, quartzite can be fine grained (0.5-1.0 mm) or dense (grain size 0.05 mm). A granite may be coarse grained (size >5 mm), medium grained (1-5 mm) or fine grained (0.5-1.0 mm). A rock can also be classified in terms of its structure. If the mineral grains are mixed in a homogeneous mass, the rock is termed massive (isotropic), as with most granite. In mixed rocks, the grains tend to be segregated in layers (anisotropic), whether due to sedimentary formation or metamorphic action from heat and/or pressure.
Rock formationsThere is a relationship between magmatic, sedimentary and metamorphic rocks, as shown in Figure 4. Starting with the magma at the top of the figure and going down to the left, the magma will crystallize into a magmatic rock due to decreas-ing temperature and pressure.
If crystallization occurs within the crust, an intrusive rock results, for example, granite. If the magma is erupted by volcanic activity, the result will be rhyolitic lava, or a tuff of similar composition. All rock formations irrespective how they were formed exposed to surface conditions are being weathered and eroded by both chemical and mechanical pro-cesses. Chemical weathering will decompose many minerals, but the remaining part of more resistant minerals and rock fragments will be transported by water, ice or wind until deposition occurs.
After sedimentation, compaction and cementation of the min-eral grains, a sedimentary rock is formed. If the sedimentary
rock is buried deeper and deeper under other rocks and sedi-ments, the increasing pressure and temperature will cause re-crystallization, often combined with the formation of new minerals. A metamorphic rock is formed. At great depth in the crust the metamorphic rock will start to melt and form a new magma, and the cycle is completed.
However, there are also some other possibilities. When meta-morphic rocks are exposed at the earths surface, weathering starts and the cycle is short-circuited. Erosion and weathering will transform the rock into sediment, which later can form a sedimentary rock. There is also a possibility that a magmatic rock is metamorphosed without forming a sedimentary rock in between.
In other words, recycling of rocks is a constant, ongoing pro-cess. It is therefore important to identify the rocks origins which are divided into three classes: Igneous or magmatic formed from solidified lava at or near the surface, or magma underground Sedimentary formed by the deposition of reduced mate- rial from other rocks and organic remains or by chemical precipitation from salts, or similar Metamorphic formed by the transformation of igneous or sedimentary rocks, in most cases by an increase in pressure and heat.
Igneous or magmatic rockIgneous rocks are formed when magma solidifies, whether plutonic rock, formed deep in the Earths crust as it rises to the surface in dykes cutting across other rock or sills fol-lowing bedding planes, or volcanic, as lava or ash on the surface. The most important mineral constituents are quartz and silicates of various types, but mainly feldspars. Plutonic rocks solidify slowly, and are therefore coarse-grained, whilst volcanic rocks solidify comparatively quickly and become fine-grained, sometimes even forming glass. Depending on where the magma solidifies, the rock is given different names, even if its chemical composition is the same, as shown in the table (see Table 3) of main igneous rock types. A fur-ther subdivision of rock types depends on the silica content.
Typical igneous (magmatic) rock typesSilica (Si02) content Intrusive (plutonic rocks) Hypabyssal (dykes and sills) Extrusive (volcanic)Ultramafic 63% SiO2
Quartz diorite Quartz porphyrite Dacite
Granodiorite Granodiorite porphyry Rhyodacite
Granite Pegmatite Rhyolite
Table 3: Main igneous rock types according to chemical composition (silica content) and location where magma turned into solid rock.
Rock classification
GEOLOGY AND WHY IT MATTERS
32 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
Rock with high silica content is called felsic, and those with lower amounts of silica are called Ultramafic or mafic, also demonstrated in Table 3.
Sedimentary rockSedimentary rocks are formed by the deposition of mate-rial and its consolidation under the pressure of overburden. This generally increases the strength of the rock with age and overburden thickness, depending on its mineral composi-tion. Elements of sedimentary rock are formed by mechanical action such as weathering or abrasion on a rock mass, trans-portation by a medium such as flowing water or wind and subsequent deposition. The origins of the rock will therefore partially determine the characteristics of the sedimentary rock. Weathering and erosion may proceed at different rates as will the transportation, affected by the climate at the time and the nature of the original rock.
These factors will also affect the nature of the rock eventually formed, as will the conditions of deposition. Special cases of sedimentary rock include those formed by chemical deposi-tion, like salts and limestones, and organic material such as coral and shell limestones and coals, while others will be a combination, such as tar sands and oil shales.
Another set of special cases is glacial deposits, in which deposition is generally haphazard, depending on ice move-ments. Several distinct layers can often be observed in a sedi-mentary formation, although these may be uneven, according to the conditions of deposition. The layers can be tilted and folded by subsequent ground movements. Sedimentary rocks make up a very heterogeneous family with widely varying characteristics as shown in the table of sedimentary rock types, Table 4.
Metamorphic rockThe effects of chemical action, increased pressure due to ground movement at great depths, and/or temperature of a
rock formation can sometimes be sufficiently severe to cause a transformation in the internal structure and/or mineral com-position of the original rock. This is called metamorphism.
For example, pressure and temperature may increase under the influence of up-welling magma, or because the strata have sunk deeper into the Earths crust. This will result in the recrystallization of the minerals, or the formation of new minerals. The change in mineral composition means that the new minerals are stable at the higher temperature and pres-sure. This occurs without melting of the original rocks, and little change in the chemical composition.
A characteristic of metamorphic rock is that it is formed with-out complete remelting, or else they would be termed igneous. The metamorphic action often makes the sedimentary rocks stronger and denser, and more difficult to drill. As metamor-phism is a secondary process, it may not be clear whether a sedimentary rock has, for example, become metamorphic, depending on the degree of extra pressure and temperature to which it has been subjected. The mineral composition and structure would probably give the best clue. Due to the nature of their formation (see Table 5), metamorphic zones will probably be associated with increased faulting and structural disorder, making efficient drilling more difficult.
Metamorphic rocks are also characterized by new texture and structure. The reason for a change in temperature and pres-sure may be due to heat from intruding magma, or because the rocks or sediments have sunk deeper into the earths crust. Compression and tension in the earths crust also play an important role during the metamorphic stage.
Metamorphic rocks make up a large part of the earths crust. They are divided into three groups, depending on the degree of metamorphism: low, medium and high. In the first group there are only slight changes in mineral composition.
Typical low-grade minerals are chlorite, albite and epidot. At medium and high metamorphism many new minerals are
Some sedimetary rock typesRock Original material
Conglomerate Gravel, stones and boulders, generally with limestone or quartzitic cement
Greywacke Variable grain size from clay to gravel, often with angular shape
Sandstone Sand
Clay Fine-grained argillaceous material and precipitated aluminates
Limestone Precipitated calcium carbonate, corals, shellfish
Coals Vegetation in swamp conditions
Rock salt, potash, gypsum, etc Chemicals in solution precipitated out by heat
Loess Wind-blown clay and sand
Table 4: Typical sedimentary rock types and the material from which they originate.
GEOLOGY AND WHY IT MATTERS
ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY 33
formed, for example, sillimanite and garnet. Due to the strong re-crystallization, all primary textures are destroyed, and in many cases it is very difficult to determine the primary rock. Metamorphic processes often make the rock denser and harder and more difficult to drill. Foliation is a kind of layering which is a characteristic feature of many metamorphic rocks.
When rocks recrystallize under pressure from one direction, platy minerals like mica are orientated in layers perpendicular to the source of pressure.
This results in banded or foliated rocks. Another type of metamorphic structure is lineation, where elongated crystals in the rock are oriented in the same direction, resulting in a cigar-like structure. Very often, the metamorphic rocks are named after the parent rock. Metamorphosed sedimentary rocks are called metasediments and volcanic rocks metavol-canites.
Some examples of metamorphic rocks are given in Table 5. Quartzite is a very hard rock formed by the metamorphism of pure sandstone. Schist is a common metamorphic rock of medium to high grade. This rock is often named after the most common mineral, for example: mica schist; and chlo-rite schist. Marble is a well-known metamorphic rock formed from re-crystallized limestone. But there are other examples too of metamorphic rocks that, unlike the aforementioned, did not originate from sedimentary rocks.
Igneous (magmatic) rock types can also undergo the process of metamorphosis. Gneiss is a high-grade rock type that is originally igneous rock which has undergone metamorphosis. In addition, as shown in Figure 4, gneiss is an example of how magmatic rock can skip over the sedimentary phase in the process of metamorphosis.
Macroscopic rock propertiesMacroscopic rock properties include slatiness, fissuring, contact zones, layering, veining and orientation. These fac-
tors are often of great significance in drilling. For example, cracks or inclined and layered formations can cause hole deviation, particularly in long holes, and have a tendency to cause drilling tools to get stuck, although modern drilling control methods can greatly reduce this problem.
Faults can consist of a single fracture plane, but it is more common that parallel fractures are created around a fault zone, which results in a shearing zone. Faults or fractures where the surrounding rock is crushed to small fragments are known as crush zones.
The quality of the parent rock that will form the structure around the underground openings can be a major factor in determining the feasibility of a tunnel excavation, mainly because of their effect on the degree of support required.
The tendency of rock to fracture, sometimes unpredictably, is also important to determine factors such as rock support requirements and the charging of peripheral holes to prevent overbreak. The procedures for minimizing overbreak and maintaining the contour design are strict and good results will yield benefits in terms of production and safety. Minimized overbreak will prevent the excavation of too much waste rock and a good contour preserves the structure and facilitates rock support.
It is clear that rock structures, and the minerals they contain, can result in a wide variety of possible tunneling strategies. Obviously, the more information that is gained, the better the chances of success. If uncertainties occur in terms of unforeseen ground conditions and factors such as excessive water ingress, the advantages provided by modern tunneling equipment will be lost as drill rigs and other machines will be forced to stand idle.
To avoid these situations it is vital to carry out an adequate amount of exploratory work to establish rock qualities in and around the site. Information from surface exploration drill-ing and geophysical methods of investigation are normally
Typical metamorphic rocksRock type Original rock Degree of metamorphismAmphibolite Basalt, diabase, gabbro High
Mica schist Mudstone, greywacke, etc Medium to high
Gneiss Various igneous rocks High
Green-schist Basalt, diabase, gabbro Low
Quartzite Sandstone Medium to high
Leptite Dacite Medium
Slate Shale Low
Veined gneiss Silicic acid-rich silicate rocks High
Marble Limestone Low
Table 5: Typical metamorphic rock types and their origin, followed by the degree of metamorphism that is needed.
Rock classification
GEOLOGY AND WHY IT MATTERS
34 ATLAS COPCO UNDERGROUND CONSTRUCTION TALKING TECHNICALLY
supplemented by probe or core drilling conducted from an underground position like a tunnel heading.
Modern computer software can also assist with processing the vast amounts of data and to deduce the suitability of various excavation methods for the rock that is likely to be encountered.
Rock classificationIn order to systematically determine the likely excavation and support requirements, the amount of consumables required, and whether a particular method is suitable, a number of rock classification systems have been developed. These are generally oriented to a particular purpose, such as the level of support required, stand up time for a defined opening, or the rocks drillability. The methods developed to assess drillability are aimed at predicting productivity and tool wear. Factors of drillability include the likely tool penetration rate in proportion to tool wear, the stand-up qualities of the hole, its straightness, and any tendency to tool jamming.
Rock drillability is determined by several factors including mineral composition and grain size, hardness, brittleness and crystal habit, if any. In crude terms, rock compressive strength or hardness can be related to drillability for rough calculations, but the matter is usually more complicated. The Norwegian Technical University has developed the Drilling Rate Index (DRI), the Bit Wear Index (BWI) and the Cutter Life Index (CLI). The indices are determined by the rock properties, brittleness, surface hardness and wear capacity and are indirect measures for the drillability of rocks. The DRI is assessed on the basis of two laboratory tests, brittle-ness and surface hardness. The penetration rate can vary greatly from one rock type to another.
It should be noted that modern drill bits greatly improve the possible penetration rates in the same rock types. Also, there are different types of bits available to suit certain types of rock. For example, Secoroc special bits for soft formations, bits with larger gauge buttons for abrasive formations, and guide bits, steering rods or retrac bits for formations where hole deviation is a problem.
The BWI, or Bit Wear Index, gives an indication of how fast the bit wears down, determined by an abrasion test. The higher the BWI, the faster the wear. In most cases, the DRI and BWI are proportional to one another. However, the pres-ence of hard minerals may produce heavy wear on the bit despite relatively good drillability. This is particularly the case with quartz, which has been shown to increase wear rates considerably. Certain sulphides in orebodies are also comparatively hard, impairing drillability.
Another classification system being used by Atlas Copco is designated Diarot. It is aimed at calculating penetration rates and the bit wear for different rock types using a wide range of rock drills and tools. The rock parameters entered include unconfined compressive strength, brittleness and cerchar abrasivity index.
Rock classification with respect to stability of openings plays a major role in all rock excavation and especially for under-ground projects.
Commonly used rock classification tools are the Q-system (Barton et al, through the Norwegian Geotechnical Institute), Rock Mass Rating RMR (Bieniawski), and the Geological Strength Index GSI (Hoek et al). Bieniawskis Rock Mass Rating incorporates the earlier Rock Quality Designation (RQD Deere et al), with some import