Embed Size (px)
Citation preview
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 1 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT:
GROUND COAL BOTTOM ASH
Miguel Ángel Sanjuán1, Cristina Argiz2, Esperanza Menéndez3 1Instituto Español del Cemento y sus Aplicaciones (IECA). C/ José Abascal, 53, 28003 Madrid. Tfno: +34 914429166. [email protected]. http://www.ieca.es 2E.T.S. Ingenieros de Caminos, Canales y Puertos. Universidad Politécnica de Madrid. Avda. Profesor Aranguren, s/n, Ciudad Universitaria, 28040 Madrid. Tfno: +34 913366720. [email protected]. http://www.upm.es 3Instituto de Ciencias de la Construcción Eduardo Torroja (CSIC). C/ Serrano Galvache, 4, 28033 Madrid. Tfno: +34 913020440. [email protected]. http://www.ietcc.csic.es
Received: 15/Jun/2017--Reviewed: 12/Jul/2017--Accepted: 23/Oct/2017 – DOI: http://dx.doi.org/10.6036/8488
ABSTRACT: Coal bottom ash is produced in electrical power stations as result of the coal combustion. Because coal fly ash and coal bottom ash are formed together in the same boiler, similar chemical and mineralogical composition is expected. The size and shape of these ashes is very different, and then, its effect on the performance must be studied. In order to get a similar grain size to that of the coal fly ash, the coal bottom ash was ground. Cement-based products are the main construction materials which manufacture requires the use of significant natural raw materials and energy. These manufacturing processes result in several types of emissions. In particular, the cement industry is under pressure to reduce CO2 emissions and some studies have shown different measures to reach CO2 reduction. For instance, reducing the clinker/cement factor will lead to a clear CO2 emission reduction. In this work, ground coal bottom ash is investigated to know its viability of being used as a new Portland cement constituent. Then, it is studied from a mechanical and durability point of view to evaluate the potential use of the coal bottom ash as an innovative binder. Ground coal bottom ash and fly ash mortars were more carbonated and exhibited a lower compressive strength than the reference mortars, but similar to each other. Keywords: coal bottom ash, Portland cement, Compressive strength, Durability
RESUMEN: La ceniza de fondo producida en las centrales termoeléctricas se produce como resultado de la combustión del carbón. Como la ceniza volante y la ceniza de fondo se forman juntas en la misma caldera, es de esperar que tanto la composición química como mineralógica sea similar. Sin embargo, el tamaño y la forma de ambas cenizas son muy diferentes, por tanto, debe de estudiarse su efecto sobre las prestaciones de las cenizas. La ceniza de fondo se molió con objeto de obtener un tamaño de grano similar al de la ceniza volante. Los productos de base cemento son los principales materiales de construcción, los cuales requieren para su fabricación de la utilización de elevadas cantidades de materias primas naturales y energía. En estos procesos de fabricación se emiten diversos gases. En particular, la industria del cemento está bajo la presión para reducir las emisiones de CO2 y, en línea con esta tendencia, algunos estudios han presentado diferentes medidas para alcanzar la reducción de la emisión de CO2. Por ejemplo, reduciendo el factor de clínker/cemento se reduce la emisión de CO2. En este trabajo, se investiga la viabilidad de la ceniza de fondo de las centrales térmicas de carbón para ser empleada como un nuevo constituyente de los cementos Portland. Por tanto, se estudió su comportamiento mecánico y durable para evaluar su utilización potencial como un conglomerante innovador. Los morteros de ceniza de fondo molida y de ceniza volante se carbonataban más y presentaban menores resistencias a compresión que los de referencia sin cenizas; por otro lado, estas propiedades eran similares en ambas cenizas. Palabras clave: cenizas de fondo, cemento Portland, resistencia a compresión, durabilidad
1.- INTRODUCTION
Common Portland cement is a key construction material which manufacture requires the use of large amounts of natural
raw materials and energy and results in several types of emissions causing environmental impacts. For instance,
worldwide cement world cement production was about 4.0 billion tonnes in 2016. This accounts more than 5% of total
global warming CO2 emissions [1]. There are a range of different existing and emerging measures to improve the CO2
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 2 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
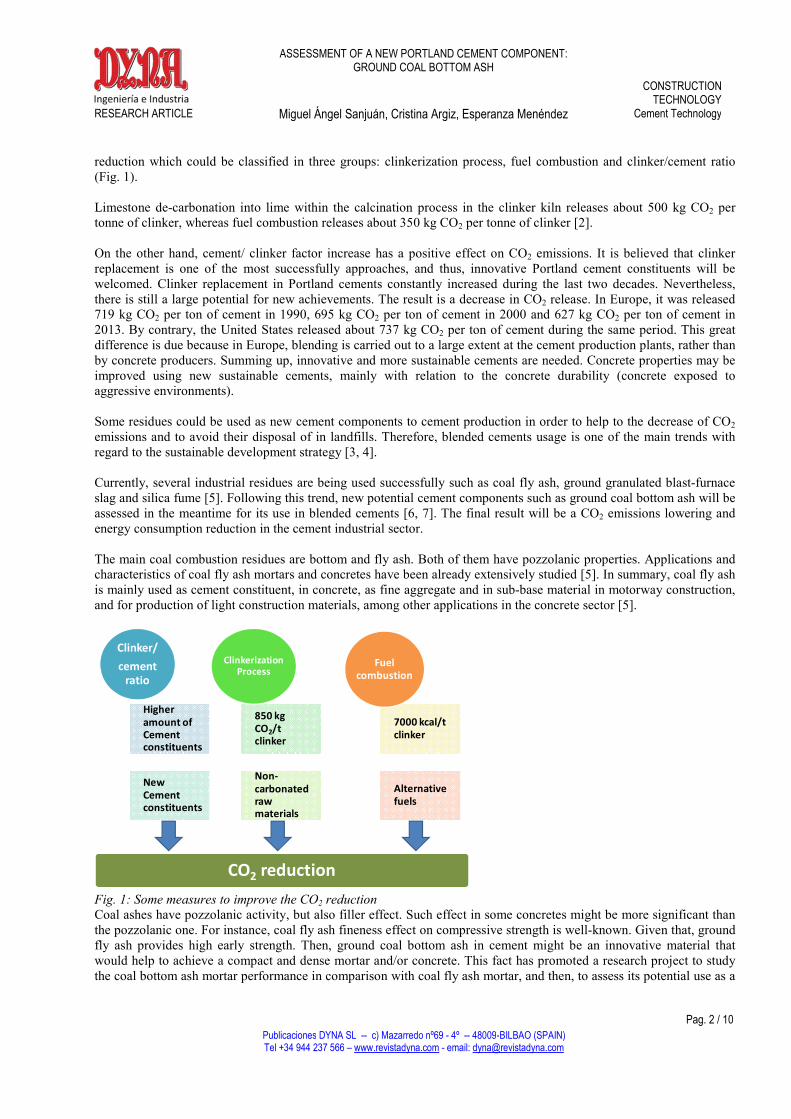
reduction which could be classified in three groups: clinkerization process, fuel combustion and clinker/cement ratio
(Fig. 1).
Limestone de-carbonation into lime within the calcination process in the clinker kiln releases about 500 kg CO2 per
tonne of clinker, whereas fuel combustion releases about 350 kg CO2 per tonne of clinker [2].
On the other hand, cement/ clinker factor increase has a positive effect on CO2 emissions. It is believed that clinker
replacement is one of the most successfully approaches, and thus, innovative Portland cement constituents will be
welcomed. Clinker replacement in Portland cements constantly increased during the last two decades. Nevertheless,
there is still a large potential for new achievements. The result is a decrease in CO2 release. In Europe, it was released
719 kg CO2 per ton of cement in 1990, 695 kg CO2 per ton of cement in 2000 and 627 kg CO2 per ton of cement in
2013. By contrary, the United States released about 737 kg CO2 per ton of cement during the same period. This great
difference is due because in Europe, blending is carried out to a large extent at the cement production plants, rather than
by concrete producers. Summing up, innovative and more sustainable cements are needed. Concrete properties may be
improved using new sustainable cements, mainly with relation to the concrete durability (concrete exposed to
aggressive environments).
Some residues could be used as new cement components to cement production in order to help to the decrease of CO2
emissions and to avoid their disposal of in landfills. Therefore, blended cements usage is one of the main trends with
regard to the sustainable development strategy [3, 4].
Currently, several industrial residues are being used successfully such as coal fly ash, ground granulated blast-furnace
slag and silica fume [5]. Following this trend, new potential cement components such as ground coal bottom ash will be
assessed in the meantime for its use in blended cements [6, 7]. The final result will be a CO2 emissions lowering and
energy consumption reduction in the cement industrial sector.
The main coal combustion residues are bottom and fly ash. Both of them have pozzolanic properties. Applications and
characteristics of coal fly ash mortars and concretes have been already extensively studied [5]. In summary, coal fly ash
is mainly used as cement constituent, in concrete, as fine aggregate and in sub-base material in motorway construction,
and for production of light construction materials, among other applications in the concrete sector [5].
Fig. 1: Some measures to improve the CO2 reduction
Coal ashes have pozzolanic activity, but also filler effect. Such effect in some concretes might be more significant than
the pozzolanic one. For instance, coal fly ash fineness effect on compressive strength is well-known. Given that, ground
fly ash provides high early strength. Then, ground coal bottom ash in cement might be an innovative material that
would help to achieve a compact and dense mortar and/or concrete. This fact has promoted a research project to study
the coal bottom ash mortar performance in comparison with coal fly ash mortar, and then, to assess its potential use as a
CO2 reduction
Higher
amount of Cement constituents
New
Cement constituents
Clinker/
cement
ratio
850 kg
CO2/t clinker
Non-
carbonated raw materials
ClinkerizationProcess
7000 kcal/t
clinker
Alternative
fuels
Fuel
combustion
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 3 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
new Portland cement component. Mentioned study was carried out by the Spanish Institute of Cement and its
Applications (IECA) in co-operation with the Spanish Institute of Construction Sciences “Eduardo Torroja” (IETcc).
This paper is focused on the mentioned research study developed for assessing the potential use of coal bottom ash as
an innovative Portland cement component.
2.- MATERIALS AND METHODS
2.1.- COAL BOTTOM ASH, COAL FLY ASH AND REFERENCE CEMENT
A cement type CEM I 42.5 N according to EN 197-1:2011 and two coal ashes (bottom and fly ash) collected from the
same thermal power plant were used as raw materials to prepare the innovative cement.
Materials and mix proportioning of the blended cements considered in the present study were chosen according to EN
197-1:2011. Therefore, cement was partially replaced by fly ash and/or bottom ash to make blended cements having
similar cement:ash proportions than CEM II/A-V, CEM II/B-V and CEM IV/A (V) cements. The different cement
mixes are given in Table I and chemical composition in Table II.
Innovative cement Raw material Mix codification
α β γ δ λ R
CEM I Fly ash 0%
Bottom ash 0%
Cement 100%
CEM II/A-V Fly ash 10% 9% 8% 5% 0%
Bottom ash 0% 1% 2% 5% 10%
Cement 90% 90% 90% 90% 90%
CEM II/B-V Fly ash 25% 22,5% 20% 12,5% 0%
Bottom ash 0% 2,5% 5% 12,5% 25%
Cement 75% 75% 75% 75% 75%
CEM IV/A (V) Fly ash 35% 31,5% 28% 17,5% 0%
Bottom ash 0% 3,5% 7% 17,5% 35%
Cement 65% 65% 65% 65% 65%
Table I: Coal bottom ash, coal fly ash and cement mixes
Oxides SiO2 Al2O3 Fe2O3 CaO MgO SO3 K2O Ti2O5 P2O5 LOI IR* Chloride ions CEM 20.9 4.3 3.5 62.7 1.9 3.4 0.9 0.25 0.10 3.7 1.04 0.023 CFA 50.5 28.9 4.7 5.0 1.8 0.21 0.8 1.56 0.76 3.6 71.3 0.000 CBA 52.2 27.5 6.0 5.9 1.7 0.13 0.6 1.53 0.74 1.8 75.7 0.001 *Insoluble residue determined by the Na2CO3 method (European standard EN 196-2:2013).
Table II: Chemical composition of raw materials: coal bottom ash (CBA), coal fly ash (CFA) and cement (CEM), %
2.2.- TEST METHODS Mortars were fabricated using the German standardized sand called Normasand, according to ISO 679:2009 which is
equivalent to EN 196-1:2016 and distilled water. The cement/sand ratio was 1/3 and water/cement ratio 0.50 by weight
in both cases. Mortars were mixed and compacted according to EN 196-1:2016 and the mould was kept for 24h in a wet
chamber at RH 95.5% and Tª20±2ºC. Then, mortars were demoulded, and cured under water until the testing time.
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 4 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
2.2.1.- Compressive strength Compressive strength test was performed on mortars according to the European standard EN 196-1:2016. An
IBERTEST-AUTOTEST 200-10-5 wc model was used to perform the test [6].
2.2.2.- Natural carbonation
In the technical specification CEN/TS 12390-10 “Testing hardened concrete. Part 10: Determination of the relative
carbonation resistance of concrete", the natural carbonation exposure method is described (Fig. 2). This technical
specification specifies a carbonation depth measurement at 18 months after exposure, however, in this experimental
research carbonation depth measurements were performed at 180 and 360 days [7].
Fig. 2: Test site for natural exposure
2.2.3.- Alkali-silica reaction
Alkali-silica reaction and sulfate resistance tests were based on the American standards ASTM C-1260 and ASTM C-
1012, respectively [8].
2.2.4.- Frost-thaw
Frost-thaw resistance was evaluated by means of a procedure reported in RILEM 176 IDC in 2001 [9].
3. RESULTS AND DISCUSSION
3.1.- COAL BOTTOM ASH AND COAL FLY ASH CHEMICAL COMPOSITION
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 5 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
Coal bottom ash, coal fly ash and cement properties are given in Table II. Coal fly ash Blaine fineness was 3,976 m2/kg.
Coal bottom ash was ground to achieve fineness similar to that of the common Portland cement (5-8% residue on 45 µm
sieve and specific surface Blaine of 3,463 m2/kg). Cement specific surface Blaine was 4,050 m
2/kg.
The main chemical composition in the coal bottom ash belongs to CaO-SiO2-Al2O3-Fe2O3 system as shown in Table 2.
This chemical composition is similar to that of the common pozzolanic materials which are used as supplementary
cementitious materials (SCM) in some cement-based materials. This fact was expected because both of them, the coal
fly ash (CFA) and coal bottom ash (CBA) are originated in the same carbon boiler.
Coal bottom ash is denser than coal fly ash and presents a lower loss on ignition (LOI) of about 1-2% (Table II). Such
loss on ignition (LOI) is attributed to the unburned coal particles.
3.2.- COAL BOTTOM ASH AND COAL FLY ASH PHYSICAL CHARACTERISTICS
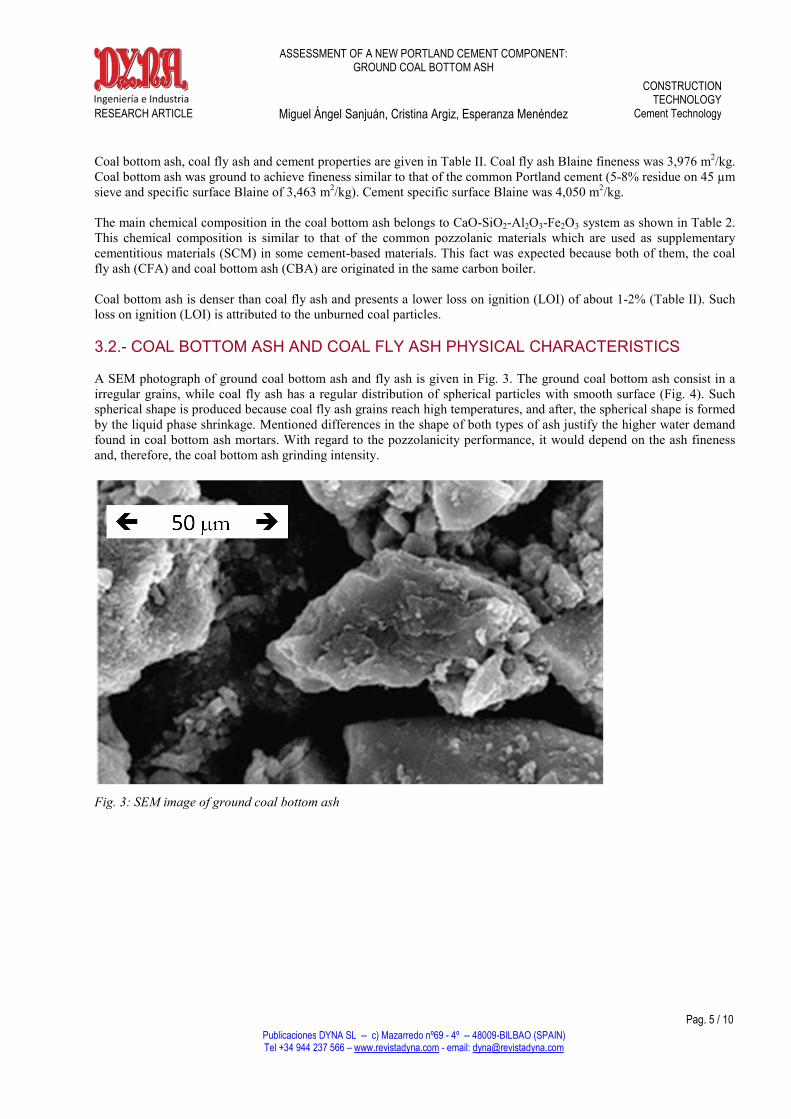
A SEM photograph of ground coal bottom ash and fly ash is given in Fig. 3. The ground coal bottom ash consist in a
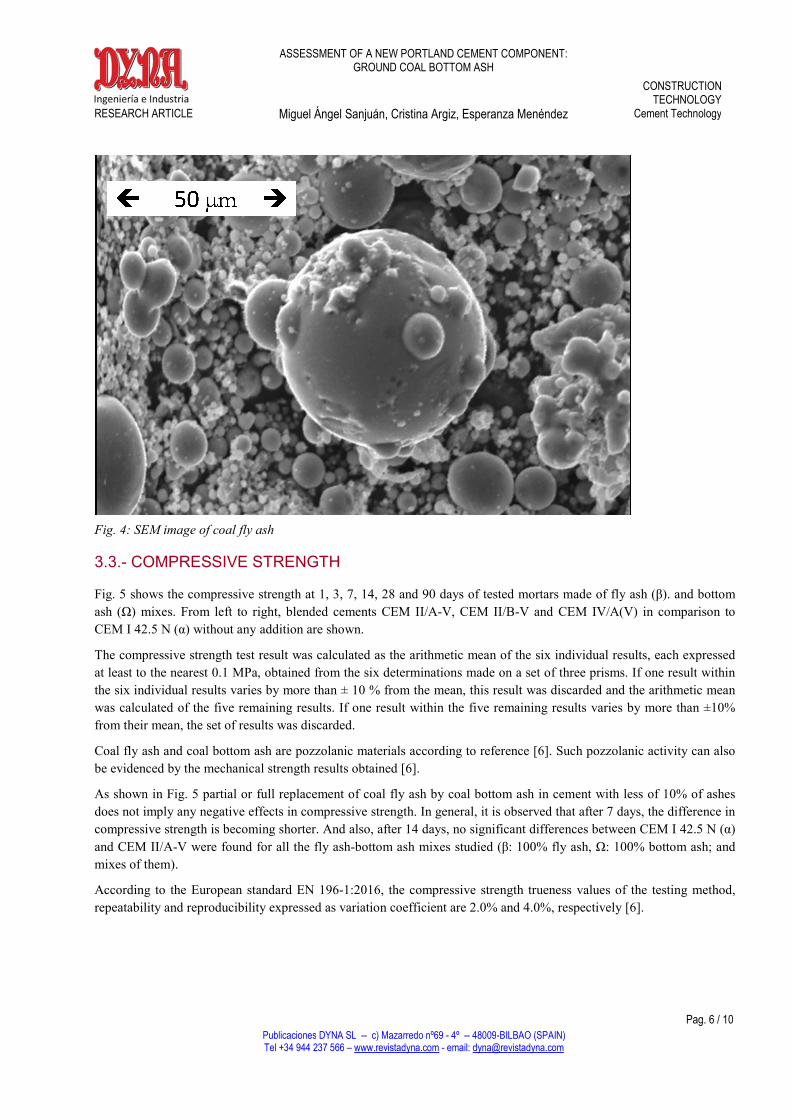
irregular grains, while coal fly ash has a regular distribution of spherical particles with smooth surface (Fig. 4). Such
spherical shape is produced because coal fly ash grains reach high temperatures, and after, the spherical shape is formed
by the liquid phase shrinkage. Mentioned differences in the shape of both types of ash justify the higher water demand
found in coal bottom ash mortars. With regard to the pozzolanicity performance, it would depend on the ash fineness
and, therefore, the coal bottom ash grinding intensity.
Fig. 3: SEM image of ground coal bottom ash
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 6 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
Fig. 4: SEM image of coal fly ash
3.3.- COMPRESSIVE STRENGTH
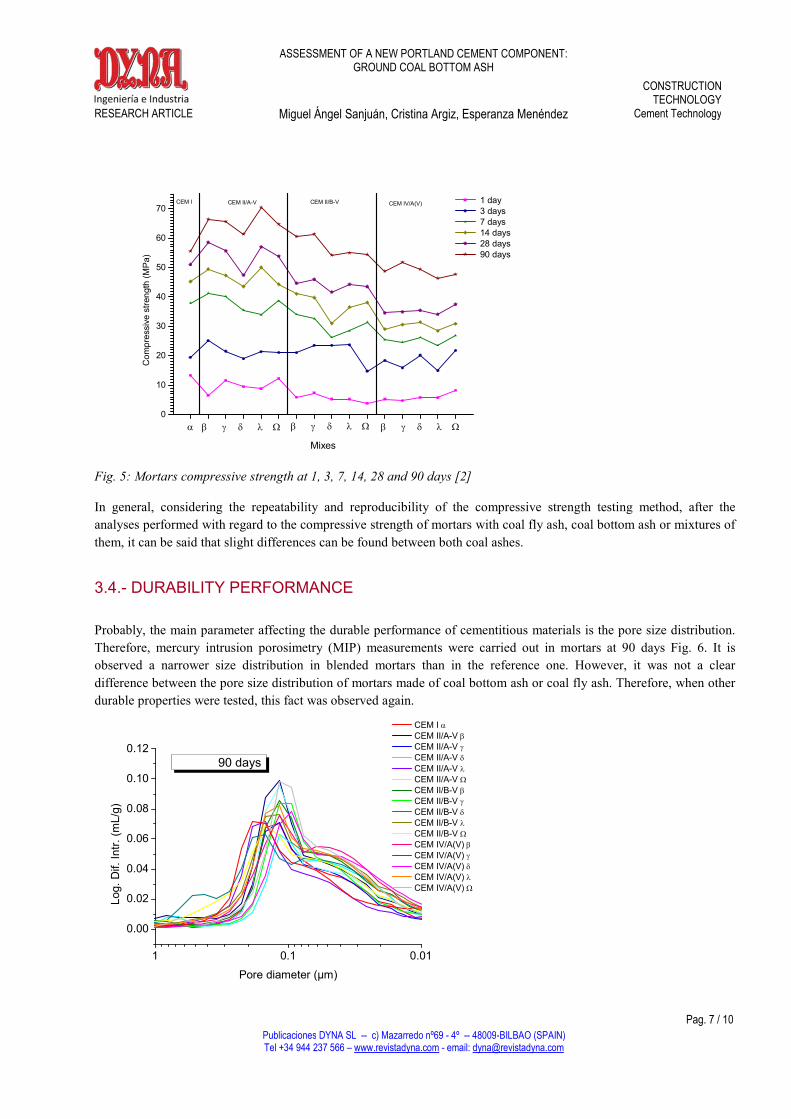
Fig. 5 shows the compressive strength at 1, 3, 7, 14, 28 and 90 days of tested mortars made of fly ash (β). and bottom
ash (Ω) mixes. From left to right, blended cements CEM II/A-V, CEM II/B-V and CEM IV/A(V) in comparison to
CEM I 42.5 N (α) without any addition are shown.
The compressive strength test result was calculated as the arithmetic mean of the six individual results, each expressed
at least to the nearest 0.1 MPa, obtained from the six determinations made on a set of three prisms. If one result within
the six individual results varies by more than ± 10 % from the mean, this result was discarded and the arithmetic mean
was calculated of the five remaining results. If one result within the five remaining results varies by more than ±10%
from their mean, the set of results was discarded.
Coal fly ash and coal bottom ash are pozzolanic materials according to reference [6]. Such pozzolanic activity can also
be evidenced by the mechanical strength results obtained [6].
As shown in Fig. 5 partial or full replacement of coal fly ash by coal bottom ash in cement with less of 10% of ashes
does not imply any negative effects in compressive strength. In general, it is observed that after 7 days, the difference in
compressive strength is becoming shorter. And also, after 14 days, no significant differences between CEM I 42.5 N (α)
and CEM II/A-V were found for all the fly ash-bottom ash mixes studied (β: 100% fly ash, Ω: 100% bottom ash; and
mixes of them).
According to the European standard EN 196-1:2016, the compressive strength trueness values of the testing method,
repeatability and reproducibility expressed as variation coefficient are 2.0% and 4.0%, respectively [6].
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 7 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
Fig. 5: Mortars compressive strength at 1, 3, 7, 14, 28 and 90 days [2]
In general, considering the repeatability and reproducibility of the compressive strength testing method, after the
analyses performed with regard to the compressive strength of mortars with coal fly ash, coal bottom ash or mixtures of
them, it can be said that slight differences can be found between both coal ashes.
3.4.- DURABILITY PERFORMANCE
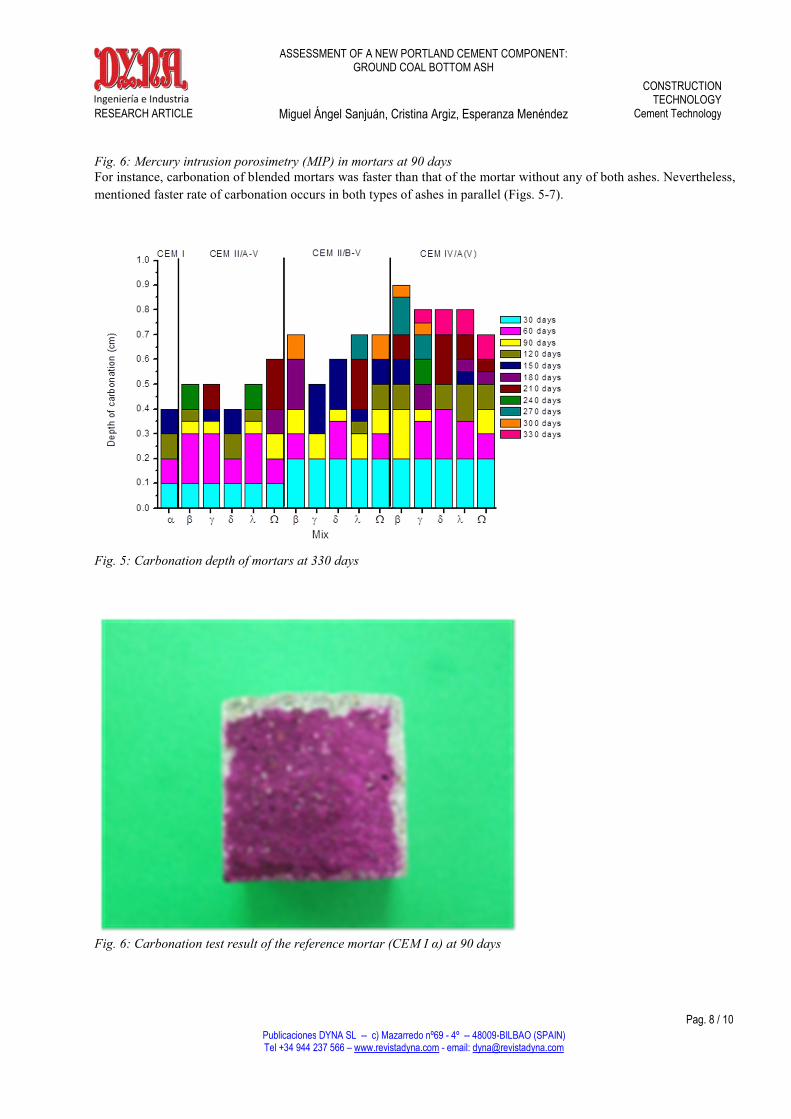
Probably, the main parameter affecting the durable performance of cementitious materials is the pore size distribution.
Therefore, mercury intrusion porosimetry (MIP) measurements were carried out in mortars at 90 days Fig. 6. It is
observed a narrower size distribution in blended mortars than in the reference one. However, it was not a clear
difference between the pore size distribution of mortars made of coal bottom ash or coal fly ash. Therefore, when other
durable properties were tested, this fact was observed again.
0
10
20
30
40
50
60
70
β γ δ λ Ωβ γ δ λ Ωβ γ δ λ Ω
CEM IV/A(V)CEM II/B-VCEM II/A-V
Co
mp
ressiv
e s
tren
gth
(M
Pa)
Mixes
1 day
3 days
7 days
14 days
28 days
90 days
CEM I
α
1 0.1 0.01
0.00
0.02
0.04
0.06
0.08
0.10
0.12
Log.
Dif.
Intr
. (m
L/g
)
Pore diameter (µm)
CEM I α
CEM II/A-V β
CEM II/A-V γ
CEM II/A-V δ
CEM II/A-V λ
CEM II/A-V Ω
CEM II/B-V β
CEM II/B-V γ
CEM II/B-V δ
CEM II/B-V λ
CEM II/B-V Ω
CEM IV/A(V) β
CEM IV/A(V) γ
CEM IV/A(V) δ
CEM IV/A(V) λ
CEM IV/A(V) Ω
90 days
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 8 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
Fig. 6: Mercury intrusion porosimetry (MIP) in mortars at 90 days
For instance, carbonation of blended mortars was faster than that of the mortar without any of both ashes. Nevertheless,
mentioned faster rate of carbonation occurs in both types of ashes in parallel (Figs. 5-7).
Fig. 5: Carbonation depth of mortars at 330 days
Fig. 6: Carbonation test result of the reference mortar (CEM I α) at 90 days

ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 9 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
Fig. 7: Carbonation test results of the blended mortars at 90 days
5.- CONCLUSIONS
Coal bottom ash use as a cement constituent is presented as an innovative solution in the field of the construction
materials. Coal bottom ash is a residue originated in the thermal power plants together with the well-known coal fly ash.
The present paper shows that coal bottom ash chemical composition is highly similar to that of the coal fly ash
considering that both of them are produced by the same power plant. Compressive strength of mortars made of both
ashes is comparable to the ground coal bottom ash. It is deduced that no significant differences between mortars made
of coal bottom ash or coal fly ash were found with regard to compressive strength or carbonation resistance.
Finally, it could be concluded the coal bottom ash alone or mixed with coal fly ash is an innovative raw material
suitable to Portland cement production
BIBLIOGRAPHY
[1] [Isabel Galán García. “Estudio de la evolución de la carbonatación en pastas de cemento mediante técnicas termogravimétricas”. trabajo de investigación diploma de estudios avanzados. Universidad Complutense de Madrid. Facultad de Ciencias Químicas. Departamento de Ciencia de los Materiales e Ingeniería Metalúrgica. 2007.
[2] Miguel Ángel Sanjuán. Evolución de los cementos de adición en España (años 2000-2005). XVII CEMCO. S12: Reciclado de materiales en el sector de la construcción. IETcc (CSIC). Madrid, 21 de mayo de 2007: 12,45-13,30 horas. ISBN-978-84-7292-363-8. p. 39-49.
[3] European Parliament, 2008. European Waste Framework Directive. 2008/98/EG.Brussels. [4] CEMBUREAU, the European Cement Association. Activity Report 2015. 48p. (2015). [5] C. Argiz, E. Menéndez, A. Moragues, M.A. Sanjuán, “Fly ash characteristics of Spanish coal-fired power plants”, Afinidad, vol. 72, p. 269
– 277, 2015. http://www.raco.cat/index.php/afinidad/article/viewFile/305569/395407 [6] C. Argiz, E. Menéndez, M.A. Sanjuán, “Effect of mixes made of coal bottom ash and fly ash on the mechanical strength and porosity of
Portland cement”, Mater. Construcc., vol. 309, p. 49-64, 2013. http://dx.doi.org/10.3989/mc.2013.03911 [7] C. Argiz, E. Menéndez, A. Moragues, M.A. Sanjuán, “Recent advances in coal bottom ash use as a new common Portland cement
constituent”, Structural Engineering International, vol. 4/2014, pp. 503-508, 2014. [8] Argiz, C., Menéndez E., Sanjuán, M.A. and Moragues, A. 2016. Alcali-silica resistance of coal bottom ash mortars, Proceedings of the
Second International Conference on Concrete Sustainability. Madrid (Spain), p. 350-360. [9] E. Menéndez, C. Argiz, M.A. Sanjuán, S.E. Ruiz, “Durable performance of cements with fly ash and bottom ash”, in Proceedings of the
Int. Conf. on Sust. Struct. Concr., La Plata, Argentina, p. 490-500, 2015.
ACKNOWLEDGMENTS
ASSESSMENT OF A NEW PORTLAND CEMENT COMPONENT: GROUND COAL BOTTOM ASH
CONSTRUCTION TECHNOLOGY
RESEARCH ARTICLE Miguel Ángel Sanjuán, Cristina Argiz, Esperanza Menéndez
Cement Technology
Pag. 10 / 10
Publicaciones DYNA SL -- c) Mazarredo nº69 - 4º -- 48009-BILBAO (SPAIN) Tel +34 944 237 566 – www.revistadyna.com - email: [email protected]
The authors wish to acknowledge to IECA for financial support (AU 23-10 Contract: ‘Durable physico-chemical characterization of cement-based materials with industrial by-products’).
View publication statsView publication stats





























