Embed Size (px)
Citation preview


THE HANDBOOK OFMANUFACTURING
ENGINEERINGSecond Edition
AssemblyProcesses
Finishing, Packaging,and Automation

DK565X_000_r04.indd 2 11/16/05 10:28:02 AM

A CRC title, part of the Taylor & Francis imprint, a member of theTaylor & Francis Group, the academic division of T&F Informa plc.
Boca Raton London New York
THE HANDBOOK OFMANUFACTURING
ENGINEERINGSecond Edition
EDITED BY
Richard Crowson
AssemblyProcesses
Finishing, Packaging,and Automation

Published in 2006 byTaylor & Francis Group 270 Madison AvenueNew York, NY 10016
© 2006 by Taylor & Francis Group, LLC
No claim to original U.S. Government worksPrinted in the United States of America on acid-free paper10 9 8 7 6 5 4 3 2 1
International Standard Book Number-10: 0-8493-5565-6 (Hardcover) International Standard Book Number-13: 978-0-8493-5565-3 (Hardcover) Library of Congress Card Number 2005020353
This book contains information obtained from authentic and highly regarded sources. Reprinted material isquoted with permission, and sources are indicated. A wide variety of references are listed. Reasonable effortshave been made to publish reliable data and information, but the author and the publisher cannot assumeresponsibility for the validity of all materials or for the consequences of their use.
No part of this book may be reprinted, reproduced, transmitted, or utilized in any form by any electronic,mechanical, or other means, now known or hereafter invented, including photocopying, microfilming, andrecording, or in any information storage or retrieval system, without written permission from the publishers.
For permission to photocopy or use material electronically from this work, please access www.copyright.com(http://www.copyright.com/) or contact the Copyright Clearance Center, Inc. (CCC) 222 Rosewood Drive,Danvers, MA 01923, 978-750-8400. CCC is a not-for-profit organization that provides licenses and registrationfor a variety of users. For organizations that have been granted a photocopy license by the CCC, a separatesystem of payment has been arranged.
Trademark Notice: Product or corporate names may be trademarks or registered trademarks, and are used onlyfor identification and explanation without intent to infringe.
Library of Congress Cataloging-in-Publication Data
Crowson, Richard.Assembly processes : finishing, packaging, and automation / Richard Crowson and Jack Walker.
p. cm.Includes bibliographical references and index.ISBN-13: 978-0-8493-5565-3 (alk. paper)1. Assembly-line methods. 2. Production planning. I. Walker, Jack M., 1924- II. Title.
TS178.4.C76 2005670.42'7--dc22 2005020353
Visit the Taylor & Francis Web site at http://www.taylorandfrancis.com
Taylor & Francis Group is the Academic Division of T&F Informa plc.
DK565X_Discl.fm Page 1 Monday, August 8, 2005 11:46 AM

PrefaceHandbooks are generally considered to be concise references for specific subjects. Today’s fast-paced manufacturing culture demands that such reference books provide the reader with how-to information with no frills. Some use handbooks to impart buzzwords on a particular technical subject that will allow the uninitiated to gain cred-ibility when discussing a technical situation with more experienced practitioners.
The second edition of Handbook of Manufacturing Engineering was written to equip executives, manufacturing professionals, and shop personnel with enough infor-mation to function at a certain level on a variety of subjects. This level is determined by the reader.
The final book, Volume IV, deals with the finishing of the product. Packaging and automation are also discussed. The selection of the assembly process and the influence of production rate and quality of the product must be considered by the manufacturing engineer as the productivity of the facility and workers is balanced.
Jack M. Walker, who was unable to participate in the editing of this book, but who contributed greatly in the last few months of his life, was a pioneer in new ways of solving old problems.
Jack loved the advent of rapid prototyping. He spent many hours sharing how rapid prototyping had applications in choosing methods of manufacture or in selecting materials that could not be selected by mathematics alone. Jack as the manufactur-ing engineer loved to place prototypes before the persons responsible for making the final decision in new products. He often called this “touchy, feely” time the point at which a person would love or hate the design.
Some products lend themselves to hands-on evaluation, and the finish, appear-ance, and feel are very important in the final choice of a material in this case. But, as nanometer-level technology develops, the issues of finish and assembly become much more critical. An engineering science called tribology deals with the inter-activity of miniscule particles of materials as they come in contact with each other.
Manufacturing engineers must think in terms of this area of assembly and finishing and ways to relate experience with larger components to the micron- and nanometer-sized components used in newer technologies today. Thus, this book was edited to provide the background and working knowledge for the manufacturing professionals of the next decade.
Richard D. CrowsonSET, CMfgT, CMfgE
DK565X_000_r04.indd 5 11/16/05 10:28:03 AM

DK565X_000_r04.indd 6 11/16/05 10:28:03 AM

EditorRichard D. Crowson
Richard Crowson is currently a mechanical engineer at Controlled Semiconductor, Inc., in Orlando, Florida. He has worked in the field of engineering, especially in the area of lasers and in the development of semiconductor manufacturing equipment, for over 25 years. He has experience leading multidisciplinary engineering product development groups for several Fortune 500 companies as well as small and start-up companies specializing in laser integration and semiconductor equipment manufac-ture.
Crowson’s formal engineering training includes academic undergraduate and graduate studies at major universities including the University of Alabama at Bir-mingham, University of Alabama in Huntsville, and Florida Institute of Technology. He presented and published technical papers at Display Works and SemiCon in San Jose, California.
He has served on numerous SEMI task forces and committees as a voting mem-ber. His past achievements include participating in writing the SEMI S2 specifica-tion, consulting for the 9th Circuit Court as an expert in laser welding, and sitting on the ANSI Z136 main committee that regulates laser safety in the United States.
DK565X_000_r04.indd 7 11/16/05 10:28:03 AM

DK565X_000_r04.indd 8 11/16/05 10:28:03 AM

Contributors
† Deceased.
Frank AltmayerScientific Control Laboratories, Inc.Chicago, Illinois
Shrikar BhagathDelco Electronics Corporation
Geoffrey BoothroydBoothroyd Dewhurst, Inc.Wakefield, Rhode Island
Robert S. BuskInternational Magnesium Consultants,
Inc.Hilton Head, South Carolina
Greg ChandlerManufacturing Engineering, Hubbell
Premise Wiring, Inc.Wilmington, North Carolina
Stephen C. CimorelliLearjet, Inc.Wichita, Kansas
Richard D. CrowsonMelbourne, Florida
Denise Burkus HarrisMechanical Design and Developmental
Engineering Department, Westinghouse Corporation
Baltimore, Maryland
Alexander HoutzeelHoutzeel Manufacturing Systems
Software, Inc.Waltham, Massachusetts
Aravinda KarUniversity of Central FloridaOrlando, Florida
Robert L. LintsQuality Assurance SystemsSt. Louis, Missouri
John F MaguireMaterials and Structures Division,
Southwest Research InstituteSan Antonio, Texas
Timothy L. MurphyMcDonnell Douglas Corp.Titusville, Florida
Clyde S. MutterTitusville, Florida
Michael PechtCALC Electronics Packaging Research
Center (EPRC), University of Maryland
College Park, Maryland
Robert E. PerssonEG&GCape Canaveral, Florida
Allen E. PlogstedtMcDonnell Douglas Aerospace EastTitusville, Florida
Marc Plogstedt†
ITECOrlando, Florida
DK565X_000_r04.indd 9 11/16/05 10:28:04 AM

Lawrence J. RhoadesExtrude Hone CorporationIrwin, Pennsylvania
Paul R. RiedelRockledge, Florida
Thomas J. RoseAdvance Processing Technology/
Applied Polymer Technology, Inc.Norman, Oklahoma
Vijay S. ShethMcDonnell Douglas CorporationTitusville, Florida
John P. TannerTanner and AssociatesOrlando, Florida
V. M. TorbiloBen-Gurion University of the NegevBeer-Sheva, Israel
Jeffery W. VincoliJ. W. Vincoli and AssociatesTitusville, Florida
Jack M. Walker†
Merritt Island, Florida
William L. WalkerNational High Magnetic Field
Laboratory, Florida State UniversityTallahassee, Florida
Don WeedSouthwest Research InstituteSan Antonio, Texas
Bruce WendleBoeing Commercial Airplane CompanySeattle, Washington
Kjell ZandinH. P. Maynard & Company, Inc.Pittsburgh, Pennsylvania
† Deceased.
DK565X_000_r04.indd 10 11/16/05 10:28:04 AM

ContentsChapter 1 Manual Assembly 1
John P. Tanner and Jack M. Walker
1.0 Introduction to Manual Assembly 1 1.1 Assembly Work Instructions 4 1.2 Assembly Operation Sequences 5 1.3 Workstation and Line Layout 11 1.4 Manufacturing Methods Analysis 12 1.5 Principles of Motion Economy 20 1.6 Standard Manufacturing Processes 26 1.7 Special Manufacturing Instructions 28 References 29
Chapter 2 Assembly Automation 31
Jack M. Walker and Vijay Sheth
2.1 Introduction to Assembly Automation 31 2.2 Assembly Machines in the Factory 32 2.3 Basic Automation Concepts 32 2.4 Types of Automated Assembly Machines 33 2.5 Motion Systems 38 2.6 Justifying Automation 44 2.7 Software Interfaces to Assembly Automation 48 2.8 Design for Automated Production 49 2.9 Automated Material Handling 57 References 72
Chapter 3 Electronics Assembly 73
Michael Pecht, Denise Burkus Harris and Shrikar Bhagath
3.1 Introduction to Electronics Assembly 73 3.2 Typical Package Architecture 74 3.3 Elementary Subassemblies 74 3.4 Chip Carrier Assemblies 91 3.5 Hybrid Microelectronics Assemblies 95 3.6 Printed Wiring Board Assemblies 122 3.7 System Integration 142 References 144 Suggested Readings 144
Index 147
DK565X_000_r04.indd 11 11/16/05 10:28:04 AM

DK565X_000_r04.indd 12 11/16/05 10:28:04 AM

1
Manual AssemblyJohn P. Tanner
and
Jack M. Walker
1.0 INTRODUCTION TO MANUAL ASSEMBLY
In today’s complex manufacturing world, it is sometimes difficult to remember what the real purpose of manufacturing a product is—and what the total elements of the process consist of. If we assume that whatever we manufacture, we will insist on good quality products, on-time delivery, and complete customer satisfaction, then we should concentrate on the most economical method to achieve these results. We should make our manufacturing decisions based on cost. Of course, cost is not a simple thing to determine. There are a lot of different ways of looking at cost.
For a method of arriving at the lowest cost while maintaining quality, delivery, and happy customers, perhaps we should examine a one-person business operation. A few hundred years ago, there were a lot of them—and even today, there are more than most of us realize. The nation’s small businesses, those with one to ten employees, grew in numbers during recession-plagued 1991, resisting the downturn experienced by medium and larger companies, according to a U.S. Census Bureau report. The number of small businesses increased up to 1% per year between 1987 and 1991. Larger busi-nesses increased up to 3% per year through 1990, then declined in 1991; those with 10 to 100 employees were down 0.2% in 1991, while those with more than 100 fell 1.7%. Businesses with more than 100 employees are generally concentrated in the manufac-turing sector, which as recently as 1970 accounted for 35% of the workforce. By 1991, manufacturing workers made up less that 20% of the workforce.
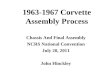
In 1991 there were more than 4 million establishments in the United States with fewer than 10 employees, about 1.5 million with 10–99 employees, and 134,000 companies with more than 100 employees (a total of 6,199,339 establishments). See Figure 1.1 for a breakdown of the manufacturing industries.
Now let’s get back to our one-person factory. Upon receipt of an order, the owner makes each of the parts, assembles them, and does the finish painting, packing, and delivery. The difference between his total income and the amount of money he spent during the month is his salary, or profit. Of course, he may be paying rent on the build-ing, buying raw materials and supplies, and even making payments on his equipment
1
DK565X_001_r04.indd 1 11/16/2005 1:31:36 PM

2 Assembly Process: Finishing, Packaging, and Automation
and machines. Let’s deduct these, and now we have his profit. Whoops—he probably pays for heating, lighting, insurance of some type—and taxes—and the remainder was his profit. We can see that even in the one-person factory, real cost is not so easy to determine.
If business improves, one person may not be able to do everything by working at a faster pace, or working longer hours—and at some point the owner will have take some action in order to continue on-time delivery, et cetera. He might decide to buy the parts and just perform the assembly operation (or vice versa). Another option might be to add helpers and continue to perform all the operations in-house. In most cases, a growing company will probably elect to continue to perform the assembly function in order to have better control of quality, finish, delivery time, and so forth. It will still be “their” product as far as the company’s customers are concerned, which will keep the customers satisfied and give the company the opportunity to add additional sales. As the company continues to grow, the owner might reconsider his make-or-buy decisions and perhaps add equipment to fabricate critical parts in-house. In the assembly area, the first step might be to add automated screwdrivers, nut runners, riveters, spot-welding heads, and perhaps pick-and-place mechanisms. To move parts from the fabrication or receiving department to the assembly stations, some type of transfer device might be a logical improvement. The same applies for the transfer of parts and assemblies down the assembly line. There are an infinite number of options, including redesigning the
U.S. MANUFACTURING INDUSTRIES
(X 100) 1963 1967 1972 1977 1982 1987 1990 1995
Total Establishments 312 311 321 360 358 369
UNDER 20 EMPLOYEES20–99 "
100–249 "250–999 "
1000 & OVER "(X MILLION)
TOTAL EMPLOYEESPRODUCTION WORKERS
207 199 203 237 230 2387018103 3 3 2 2 2
742011 11 12 11 11
21 22 21 2276 78 84 86
1717.3
19.3 19 19.6 19.1 18.9 18.8 18.114.4 13.5 13.7 12.4 12.2 12.1 11.5
PERCENTAGE OF PRODUCTION WORKERS IN ASSEMBLY TASKS: (1967)
MOTOR VEHICLES 45.6AIRCRAFT 25.6TELEPHONE, ETC. 58.9FARM MACHINERY 20.1HOME REFRIG. & FREEZERS 32.0OFFICE EQUIPMENT 35.9HOME COOKING EQUIP. 38.1MOTORCYCLES, BICYCLES, ETC. 26.3 CENSUS OF MANUFACTURERS
U.S. BUREAU OF CENSUS
FIGURE 1.1 Statistical breakdown of U.S. manufacturing industry.
DK565X_001_r04.indd 2 11/16/2005 1:31:36 PM

Manual Assembly 3
product to reduce the number of parts required to be fabricated and thereby simplifying the assembly process.
In the end, the assembly process may well become the key to the owner’s continu-ing success. The small firm that started with a one-person assembly operation has now grown to a multiemployee company, probably using many of the same techniques that were successful in the beginning of the one-person shop. With more orders, and probably more diverse products, it is decision time again. This is the subject of this chapter.
There are as many factors influencing the assembly process decisions as there are products, customers, and factory managers. Geoffery Boothroyd, in Assembly Automation and Product Design, quotes Henry Ford’s principles of assembly as follows:
First, place the tools and then the men in the sequence of the operations so that each part shall travel the least distance whilst in the process of finishing. Second, use work slides or some other form of carrier so that when a workman completes his operation he drops the part always in the same place which must always be the most convenient place to his hand and if possible have gravity carry the part to the next workman. Third, use sliding assembly lines by which parts to be assembled are delivered at convenient intervals, spaced to make it easier to work on them.
Assembly operations can be performed manually, automatically, or integrated in some manner using a combination of systems. If manual assembly is employed, an operator can adapt to changing conditions such as those brought about by part variation, mislocation, and product model mix. An operator can compensate for these changing conditions and, as a result, may not require elaborate tools and fixtures to perform the assembly tasks. However, operator error and fatigue can result in quality problems.
When production volumes are high enough, some assembly operations can be performed automatically with special-purpose machines. These automatic assem-bly machines consist of workstations grouped along some type of transfer system for part conveyance. Each station performs one task with the aid of dedicated sta-tion equipment, jigs, and fixtures. Part variation, misalignment, and product mix are not readily adapted to, because sensors cannot always be employed efficiently or economically to guide or monitor the assembly process. Therefore, part varia-tions and slight misalignments can result in jamming, incomplete operations, and excessive machine downtime. However, automation can still be justified when the production volumes are high, product life is long, and assembly tasks are simple. For an assembly operation to be performed successfully on a repetitive basis, it is absolutely essential that part variation and location be minimized and consistency in dimensions and location be maximized. To achieve this in a mass production environment requires elaborate and costly tooling, fixtures, and the employment of expensive production controls. Therefore, many assembly operations are performed manually to resolve some of the problems in mating parts with variations or mislo-cations, which may result in increased assembly costs and lower productivity.
DK565X_001_r04.indd 3 11/16/2005 1:31:36 PM

4 Assembly Process: Finishing, Packaging, and Automation
1.1 ASSEMBLY WORK INSTRUCTIONS
“Assembly processing” is another way of saying “assembly methods.” Assembly methods sheets, or work instructions, must describe clearly what is to be done, in what sequence, and with what tools and materials. Assembly methods sheets should minimize operator learning time and must be economical to prepare, reproduce, dis-tribute, and change. Assembly process planning should include an assembly process summary or process routing, detailed work instructions for each operation called out in the summary, an operations parts list for each operation, process sketches or visual aids, and a workplace layout for each operation. The work instructions should call out all tools necessary to perform the operation, and there should be a standard time on the process summary for each operation called out, broken down to the level of setup and run times.
In process planning for fabrication, whether for machining or forming, the skilled machinist or sheet metal mechanic could work to what amounts to an out-line process routing supplemented by the engineering drawing of the piece part. As a skilled worker, he can set up the machine and perform the work with a minimum of written work instructions. Such is not the case with assembly operations. The work must be totally and carefully planned by the manufacturing engineer, and complete work instructions prepared. These are the two extremes. In most manu-facturing plants today, process planning will fall somewhere in between.
If the plant is a high-volume producer of a single product line, then detailed assembly work instructions may be unnecessary. Once operators are trained to per-form a short-cycle assembly operation, little else is needed except possibly some clear, concise visual aids showing the critical details of the operation in pictorial, or exploded view, form. However, the manufacturing engineer must plan such produc-tion down to the most detailed level. He or she must prepare a layout of the assem-bly lines, show each and every workstation in plan view, plan the assembly tools required, and write a complete description of the work performed at each station on the line. The manufacturing engineer must establish standard times and decide where visual aids are needed and prepare them, and then fine tune or balance the line, assist in training the operators, and finally shake down or debug the line.
All of the above documentation is necessary when assembly lines are initially established or set up, and to train the operators. Once the line is flowing smoothly and the operators are trained, there will be less and less reliance on written work instructions and even visual aids. This initial planning documentation should always be available for ready reference and should be kept up to date by the manufacturing engineer.
If the company manufactures a variety of different product lines in medium to high volumes, or sets up and produces to a job-order-type system, or does both, assembly process documentation that is complete and to the greatest level of detail is especially important. It is a proven fact that good assembly process planning and documentation significantly reduce operator learning (and relearning) time. This is especially important when the production run is relatively short. It also teaches the correct methods to operators and thereby reduces costs of assembly labor.
DK565X_001_r04.indd 4 11/16/2005 1:31:36 PM

Manual Assembly 5
The assembly process documentation package is essential to the operation of an ongoing production-control and time-keeping system. The assembly process routing provides the steps or sequences that materials, parts, assemblies, and work in process must follow to build the product. It provides the time standards for each operation, and the assembly parts list for each operation provides the information needed by production control to pull and kit material for production.
In a small plant, where production runs may be small to nonexistent, assembly process planning with only minimum documentation is required and can be justified for the reasons mentioned earlier. Even in the case where no formal production con-trol system exists and the production supervisor draws material from the stockroom in one batch issue for the entire job, pictorial visual aids, workstation layouts, a tool list, and an assembly process routing should be provided.
1.2 ASSEMBLY OPERATION SEQUENCES
In assembly process planning, operation sequences usually parallel the indented parts list or engineering tree chart, because it should represent how the product goes together or is assembled. This initial assembly process sequence plan should define an assembly operation for each major and minor subassembly and for the final assembly (Figure 1.2). It should be emphasized that this is an initial breakdown and normally will be followed by a more thorough analysis of the steps required to assemble the various subassemblies and the final assembly. This detailed analysis is normally done in the preproduction planning phase in the form of an operation
Material Feeding Into The Process
PurchasedMaterial
PurchasedMaterial
Material On WhichWork Is Performed
Material On WhichWork Is Performed
Material On Which Work Is Performed
PurchasedMaterial
PurchasedMaterial
PurchasedMaterial
Suba
ssem
bly
Or
Part
Whi
ch J
oins
Ano
ther
Suba
ssem
bly
Or
Part
Suba
ssem
bly
Or
Part
Whi
ch J
oins
Ano
ther
Suba
ssem
bly
Or
Part
Suba
ssem
bly
Or
Part
Step
s O
f Pr
oces
s In
Seq
uent
ial O
rder
Part
Or
Top
Ass
embl
y O
n W
hich
Mos
t Ope
ratio
nsA
re P
erfo
rmed
FIGURE 1.2 Principles of operation process chart construction.
DK565X_001_r04.indd 5 11/16/2005 1:31:37 PM

6 Assembly Process: Finishing, Packaging, and Automation
process chart. Figure 1.3 shows an example of an operation process chart for a Coast Guard radio receiver.
The assembly process may include soldering, wiring, press fitting, brazing, shrink fitting, welding, adhesive bonding, riveting, and mechanical fastening. Within each of these assembly processes a series of sequences is required to accomplish the
FIGURE 1.3 Operation process chart for a radio guard receiver.
DK565X_001_r04.indd 6 11/16/2005 1:31:38 PM

Manual Assembly 7
process, without regard to the product configuration, material, or quantity to be pro-duced, or the rate of production. For example, many of the steps in creating a circuit card assembly, a wire harness, the frame of a truck, or in the installation of fittings on a sailboat are essentially the same. The detailed instructions for the sequence should spell out the differences peculiar to the product at hand.
Often in assembly work, standard sequences or operations are possible for any product where these processes of assembly are used. The result is a considerable saving in manufacturing engineering time and in the elapsed time required to prepare and release an assembly process plan to the shop. Such standard processes enable preprinted process planning documentation, which may only require a part number and quantity to be entered before it is ready for release. A good example of this is in the manufacture of cables for electrical or electronic equipment, where diagrams are preprinted of the various electrical connector pin configurations, requiring only that the manufacturing engineer sketch in the wires terminated to the pins for the specific cable application. Computer-aided process planning (CAPP), covers the use of a database to accomplish this task.
1.2.1 Routings, Work Instructions, and Visual Aids
Assembly process routings, such as the one shown in Figure 1.4, list the operations in the sequence in which they must occur to assemble the item or product called out in the heading. In addition to listing the operations in their proper sequence, it lists the standard times for each operation, the performing department, and the latest revision level of the process instruction sheets. The issue or revision level of the process information establishes configuration control of the product on the shop floor, because normally the assembly department does not work to engineering drawings. The importance of this cannot be emphasized enough. It is the responsibility of the manufacturing engineer always to have the latest revisions to the engineering drawings incorporated into the assembly process documentation, especially when the job is active on the production floor. In many companies the inspection department uses the process documentation to perform in-process inspections of the product. This is especially true where detailed process work instructions are used, and the process documentation is also used for shop configuration control.
As indicated earlier, the assembly process summary or routing is used by production control to move material or work in process to the next operation or sequence. A copy of the assembly process summary travels with each batch of parts and material and in effect becomes a routing sheet or shop traveler. For this to happen, the sequences must be stamped off, either by inspection or by the operator, as they are completed. If line production is involved, such a routing or traveler is unnecessary, as the progression on the assembly line is the routing followed by the assemblies. The process routing is an especially valuable tool in the job shop, where the shop is laid out by function or pro-cess, and does not follow the product flow.
Assembly work instructions are the heart of the manufacturing engineering documentation package, and explain how the product is to be assembled in production. The assembly work instructions should be available at the operator workstation,
DK565X_001_r04.indd 7 11/16/2005 1:31:38 PM

8 Assembly Process: Finishing, Packaging, and Automation
FIGURE 1.4 Assembly process summary for wiring harness subassembly.
preferably on an easy-to-see holder mounted on the workbench. The assembly pro-cess routing lists all of the operations for assembly, in the sequence that they must be performed; the assembly work instructions or assembly methods sheets for each listed operation explain in detail exactly how to perform the operations. Figure 1.5 is an example of an assembly methods sheet for the wiring of a connector that becomes part of a wiring harness in a marine short-wave radio receiver.
DK565X_001_r04.indd 8 11/16/2005 1:31:39 PM

Manual Assembly 9
An assembly operation parts list should be included with the assembly work instruc-tions or assembly methods sheets for each operation. This tells production control and the operator what parts and materials are required to perform the assembly operation for one unit. Figure 1.6 shows one version of such a parts list. In addition, there must also be a list of standard and special design assembly tools needed to perform the operation. In this example it is included in the operation parts list. It can also appear as a separate call-out on the work instruction or methods sheets.
FIGURE 1.5 Assembly methods sheet for wiring a connector.
DK565X_001_r04.indd 9 11/16/2005 1:31:39 PM

10 Assembly Process: Finishing, Packaging, and Automation
An extremely important part of the assembly process documentation is visual aids. Visual aids can be anything from an actual mockup of the product to a black and white or color photograph, to a three-dimensional isometric or exploded-view drawing, to a simple sketch, or to a tracing lifted directly from the engineering drawing. Figure 1.7 shows a light table being used by a manufacturing engineer to trace parts of the engi-neering drawing in order to make up a visual aid. If regular office copy machines are
FIGURE 1.6 Assembly operations parts list.
DK565X_001_r04.indd 10 11/16/2005 1:31:41 PM

Manual Assembly 11
used, visual aids can be constructed using cut-and-paste methods as shown in Figure 1.8. Illustrations may also be done by graphic artists or illustrators as shown in Figure 1.9. It should be kept in mind that all process documentation costs money, and consideration should be given to the length of the production run, anticipated changes during produc-tion, and what is really needed to instruct a particular group of assembly operators. One other very important consideration is that a visual aid supplemented by minimal notes and instructions is far superior to lengthy written work instructions. As explained earlier, visual aids that highlight key assembly details are all that are used in many companies.
1.3 WORKSTATION AND LINE LAYOUT
Workstation layouts are important from the standpoint of assembly operator methods. They tell the assembly supervisor how to set up and configure the individual workstations for optimum productivity and flow of work. Workstation layouts are usually in the form of a plan view of the workstation and show where tooling, fixturing, and part bins should be placed, and include work instructions, tote pans for staging completed work and for placing incoming work, and any other information pertinent to the opera-tion and the setup of the workstation. Figure 1.10 shows a workstation layout used in a small job order shop. Figure 1.11 shows how this layout might look set up in the shop.
Line layouts are used where progressive assembly lines are to be used to build the product, and the plant layout drawings do not show which workstation goes where. Again, these are used by supervision in setting up the line to conform to the assembly process flow and to ensure optimum methods and work flow. See Figure 1.12 for an example.
FIGURE 1.7 Manufacturing engineer using a light table to make a tracing from an engineering drawing in order to prepare a visual aid.
DK565X_001_r04.indd 11 11/16/2005 1:31:41 PM

12 Assembly Process: Finishing, Packaging, and Automation
1.4 MANUFACTURING METHODS ANALYSIS
In developing the manufacturing process, whether for fabrication, machining, forming, finishing, or assembly, the manufacturing engineer must specify the most economical methods for the job and for the work at hand. In order to do this he or she must under-stand and be able to apply the fundamental techniques of methods analysis, motion economy, and work simplification. The presumption of good methods and the ability of the manufacturing engineer in methods analysis is so basic that not to be proficient in this art is tantamount to being incompetent as a manufacturing engineer. The purpose and intent of this section is to provide the basic information needed by the manufactur-ing engineer to gain a degree of proficiency in manufacturing methods analysis.
Even the best and most thorough process planning will sometimes overlook details or specify methods that can be improved upon later, after the product is in
FIGURE 1.8 Inexpensive visual aid prepared by the cut-and-paste method.
DK565X_001_r04.indd 12 11/16/2005 1:31:42 PM

Manual Assembly 13
FIGURE 1.9 Visual aid made using formal artwork.
ADAPTER HALVES
NEW SLING
STRAIGHTHEADED PIN
ADAPTER
ADAPTER
ADAPTERINSULSLEEVING
TOP VIEW
SIDE VIEW
SLING-HOOK
FORWARD SLING RETAINER
FIGURE 1.10 Assembly workstation layout in diagram form with parts bin setup diagram.
DK565X_001_r04.indd 13 11/16/2005 1:31:45 PM

14 Assembly Process: Finishing, Packaging, and Automation
FIGURE 1.11 Assembly workbench arrange-ment as it would appear on the shop floor.
FIGURE 1.12 Manual line assembly with manual transfer of the workpieces (a) in a line arrangement, and (b) in rectangular form. (Courtesy of IPA Stuttgart.)
DK565X_001_r04.indd 14 11/16/2005 1:31:45 PM

Manual Assembly 15
production. Part of the job of the manufacturing engineer is to be alert for these opportunities to improve the process and the flow.
1.4.1 Work Simplification
Work simplification can be defined as the organized application of common sense to find easier and simpler ways of doing work. Work simplification provides a sys-tematic, common-sense approach to make work easier and at the same time to lower costs. The basic premise of work simplification is that there is always a better way to do any task. The work simplification pattern includes five basic steps:
1. Selection of a job to be improved 2. Recording of the job details 3. Analysis of the job details 4. Development of the improvements 5. Installation of the improvements
Selecting the job to be improved requires careful consideration and study. Efforts expended for improvement should be made first where the returns will be the greatest. Priority should be given to bottlenecks, choke points, trouble spots, jobs that require excessive amounts of time, or where generally unsatisfactory conditions exist. The following list provides assistance in making this selection:
1. Greatest cost: work that involves the greatest expenditure of funds, labor hours, or use of equipment
2. Greatest workload: the largest volume of work being performed by the activity
3. Number of persons assigned: work that requires large numbers of people to perform similar tasks
4. Walking: jobs that require a lot of walking around 5. Bottlenecks: work not flowing smoothly 6. Schedules not met: failure to meet deadlines, resulting in work backlogs or
overtime 7. Excessive waste: work that results in wasted materials, in scrap, and in
rework 8. Excessive fatigue: work that requires great physical effort or that is being
done with frequent rest periods 9. Unsafe or unpleasant work practices: work that results in numerous acci-
dents or is undesirable because of extreme conditions such as dust, noise, fumes, vapors, or extremes of temperature
Every job is made up of three parts:
1. Make ready: the time and effort put into the setup, or getting ready to work 2. Do: the actual work accomplished
DK565X_001_r04.indd 15 11/16/2005 1:31:45 PM

16 Assembly Process: Finishing, Packaging, and Automation
3. Put away: the time and effort put into cleaning up after the “do” part of the job
For example, if we have a carpenter making a wooden box, we might expect the job to break down as follows:
1. Make ready: open bin, pick up nails, close bin, pick up hammer, lay nails on the bench
2. Do: hammer nails 3. Put away: put hammer aside, pick up box, put box aside
Anything that reduces the time required for the “make ready” and “put away” parts of the job reduces the nonproductive time associated with the job.
Recording of the job details can best be accomplished through the use of process chart techniques, specifically the flow process chart and the flow diagram. The flow process chart is a device for recording each step of a job in a compact manner, as a means of better understanding it and improving it. The chart represents graphically the separate steps of the events that occur during the performance of work, or during a series of actions. The process chart may be used to record the flow within a unit, a section, a department, or between departments. The flow process chart has no bounds.
No matter how complicated or intricate the series of operations may be, a flow process chart can be constructed if you take one step at a time. The flow process chart, however, like other methods of graphic representation, may need to be modified to meet the requirements of a particular situation. For example, it may show in sequence the total activity of a production operator, or it may show in sequence the steps that the worker, part, or material goes through. The chart could be either the operator type or the material type, and the two types should not be combined.
A careful study and analysis of such a chart, giving a graphic picture of every step in the process, is almost certain to suggest improvements. It is not uncommon to find that some operations can be eliminated or that a part of an operation can be eliminated, that one operation can be combined with another, that better routes for the parts can be found, more economical machines can be used, delays between operations can be eliminated, and other improvements can be made, all of which go to produce a better product at a lower cost.
To make a flow process chart requires careful adherence to the following rules:
1. State the activity being studied. Make certain you are really naming the activity you have chosen to study.
2. Choose the subject to follow. Decide on a person or a material, and follow him or it through the entire process. When you have picked a subject, stick with it.
3. Pick a starting and ending point. This is to make certain you will cover all the steps you wish to cover, but no more or less.
4. Write a brief description of each detail. Step by step, no matter how short or temporary, describe each detail.
DK565X_001_r04.indd 16 11/16/2005 1:31:46 PM

Manual Assembly 17
5. Apply the symbols. The description determines each symbol. Draw a con-necting line between each of the proper symbols.
6. Black in the “do” operation. Shade in the symbols for those operations that you decide are the “do” operations. This will help you later in your analysis, when you begin challenging.
7. Enter distances. Whenever there is a transportation, enter the distance traveled.
8. Enter time if required. This is often not necessary. However, if it will help, note the time required or elapsed.
9. Summarize. Add up all of the facts and put them in the summary block. The summary should indicate the total number of operations, transporta-tions, inspections, delays, storages, and distance that is traveled.
Figure 1.13 shows a flow process chart that is completely filled in, with circled numbers used to illustrate each of the rules listed above. The elements of the flow chart are as follows; please see Figure 1.13 or their corresponding symbols:
O Operation. An operation occurs when an object is intentionally changed in any of its physical or chemical characteristics, is assembled or disassem-bled from another object, or is arranged or prepared for another operation, transportation, inspection, or storage. An operation also occurs when infor-mation is given or received, or when planning or calculating takes place.
⇒ Transportation. A transportation occurs when a person moves from one workplace to another or when an object is moved, except when such movements are part of the operation or are caused by the operator at the workstation during an operation or an inspection.
Inspection. An inspection occurs when an object is examined for identification or is verified for quality, quantity, or any of its characteristics.
D Delay. A delay occurs to an object when conditions, except those that inten-tionally change the physical or chemical characteristics of the object, do not permit or require immediate performance of the next planned action.
∇ Storage. A storage occurs when an object is kept and protected against unauthorized removal.
It is sometimes helpful to supplement a flow process chart with a flow diagram. A flow diagram is simply a layout of the area involved in the job being studied, over which you indicate by a line the path of the object or person followed in the flow process chart. It is often desirable to indicate the action taking place by using the same symbols as on the chart. They may, if desired, be keyed to each other by item numbers. Figure 1.14 shows a flow diagram to accompany the flow process chart in Figure 1.13.
The third step of the work simplification pattern involves questioning every part, aspect, or detail of the job. Here we examine each operation and ask some very pointed questions. Don’t be satisfied until you have asked all possible questions and
DK565X_001_r04.indd 17 11/16/2005 1:31:46 PM

18 Assembly Process: Finishing, Packaging, and Automation
FIGURE 1.13 Flow process chart example.
DK565X_001_r04.indd 18 11/16/2005 1:31:47 PM

Manual Assembly 19
received the related answers. The first thing to do is to question the entire job being studied. Why is it done? Is the job really necessary? If it is, then question each “do” operation. If you can eliminate a “do” operation, you also eliminate the “make ready” and “put away” operations that go with it. The “do” operations are those that add value to the product or process being studied.
There is always a better way, and our task is to find it.
Why? The overriding question; it establishes the reason for the job. The answer defines and justifies the purpose of the job.
What? What is done? What are the steps? What does each step do? What makes the step necessary?
FIGURE 1.14 Flow diagram example.
Operations:
Subject Charted:
Pricing and Posting Orders
Unpriced Orders
PRESENT METHOD LAYOUT
Time stamp
PBX
AWooden Box
ACCOUNTINGOFFICES
Files FilesC B
Clerk A – Receptionist and PBX Operator
Clerk B – Pricing Clerk
Clerk C – Posting Clerk
DK565X_001_r04.indd 19 11/16/2005 1:31:48 PM

20 Assembly Process: Finishing, Packaging, and Automation
Where? Where should this step be done? Can it be done more easily? Can it be done using less time, energy, or transportation, or by changing the location of employees or equipment?
When? When should this step be done? Is it done in the right place in the sequence? Can the job be simplified by moving this step ahead or back?
Who? Who should do the job? Is the right person handling it? Would it be more logical to give the job to someone else?
How? How is the job being done? Can it be made easier? Can the job be done better with different equipment or a different layout?
The following question-and-answer approach will suggest improved methods:
Why and what lead to elimination.Where, when, and who lead to combination or sequence change.How leads to simplicity.
Careful consideration of the possibilities presented in looking for ways to eliminate, combine, change sequence, and simplify in the questioning approach brings us finally to the better method and provides us with the answer to “How should the job be done?” The simplest way is the best way. Figure 1.15 shows a proposed improvement flow process chart for the pricing and posting of orders in Figure 1.14.
1.5 PRINCIPLES OF MOTION ECONOMY
The following discussion explores the rules or principles of motion economy that have been and are now being used successfully in manufacturing methods studies. These principles form a basis, code, or body of rules that, if applied correctly, make it possible to greatly increase the output of manual factory labor with a minimum of fatigue. These principles will be examined under the subdivisions of operator tasks and the workplace, and as applied to tools and equipment.
1.5.1 Operator Tasks
The principles of motion economy as related to the tasks of the operator are as follows:
1. The two hands should begin as well as complete their motions at the same time.
2. The two hands should not be idle at the same time except during rest periods.
3. Motions of the arms should be made in opposite and symmetrical directions and should be made simultaneously.
These three principles are closely related and should be considered together. It seems natural for most people to work productively with one hand while holding the object
DK565X_001_r04.indd 20 11/16/2005 1:31:48 PM

Manual Assembly 21
being worked on with the other hand. This is extremely undesirable and should be avoided. The two hands should work together, each beginning a motion and complet-ing a motion at the same time. Motions of the two hands should be simultaneous and symmetrical.
Many kinds of work can be accomplished better using both hands than by using one hand. For most manufacturing assembly operations, it is advantageous to arrange similar work on the left- and right-hand sides of the workplace, thus enabling the left and right hands to move together, each performing the same motions. The symmetrical movements of the arms tend to balance each other, reducing the shock and jar on the body and enabling the operator to perform the
FIGURE 1.15 Flow process chart showing improved method plan.
DK565X_001_r04.indd 21 11/16/2005 1:31:49 PM

22 Assembly Process: Finishing, Packaging, and Automation
task with less mental and physical effort. There is apparently less body strain when the hands move symmetrically than when they make nonsymmetrical motions, because of issues of balance.
The fourth principle of motion economy states that hand and body motions should be confined to the lowest classification with which it is possible to perform the work satisfactorily.
1.5.2 Classes of Hand Motions
The five general classes of hand motions emphasize that material and tools should be located as close as possible to the point of use. The motions of the hands should be as short as the work permits. In the listing of classifications shown below, the one requiring the least amount of time and effort is shown first:
1. Finger motions 2. Motions involving fingers and wrist 3. Motions involving fingers, wrist, and forearm 4. Motions involving fingers, wrist, forearm, and upper arm 5. Motions involving fingers, wrist, forearm, upper arm, and shoulder (causes
posture change)
It should be pointed out that finger motions have been found to be less accurate, slower, and more fatiguing than motions of the forearm. Evidence seems to indicate that the forearm is the most desirable member for performing light work. In highly repetitive work, motions about the wrist and elbow are superior to those of the fingers or shoulders.
The fifth principle of motion economy states that momentum should be employed to assist the worker wherever possible, and it should be reduced to a minimum if it must be overcome by muscular effort. The momentum of an object is defined as its mass multiplied by its velocity. In the factory environment, the total weight moved by the operator may consist of the weight of the material moved, the weight of the tools moved, and the weight of the part of the body moved. It should be a real possibility to employ momentum to advantage when a forcible blow or stroke is required. The motions of the worker should be so arranged that the blow is delivered when it reaches its greatest momentum.
The sixth principle of motion economy states that smooth, continuous, curved motions of the hands are preferable to straight-line motions involving sudden and sharp changes in direction. Abrupt changes in direction are not only time-consuming but also fatiguing to the operator.
The seventh principle of motion economy states that ballistic motions are faster, easier, and more accurate than restricted or controlled movements. Ballistic move-ments are fast, easy motions caused by a single contraction of a positive muscle group, with no antagonistic muscle group contracting to oppose it. A ballistic stroke may be terminated by the contraction of opposing muscles, by an obstacle, or by dissipation of the momentum of the movement, as in swinging a sledge hammer.
DK565X_001_r04.indd 22 11/16/2005 1:31:49 PM

Manual Assembly 23
Ballistic movements are preferable to restricted or controlled movements and should be used whenever possible.
The eighth principle of motion economy states that work should be arranged to permit an easy and natural rhythm wherever possible. Rhythm is essential to the smooth and automatic performance of any operation. Rhythm, as in a regular sequence of uni-form motions, aids the operator in performing work. A uniform, easy, and even rate of work is aided by proper arrangement of the workplace, tools, and materials. Proper motion sequences help the operator to establish a rhythm that helps make the work a series of automatic motions where the work is performed without mental effort.
The ninth principle of motion economy states that eye fixations should be as few and as close together as possible. Where visual perception is required, it is desirable to arrange the task so that the eyes can direct the work effectively. The workplace should be laid out so that the eye fixations are as few and as close together as possible.
The Workplace
The first principle of motion economy related to the workplace states that there should be a definite and fixed place for all tools and materials. The operator should always have tools and materials in the same location, and finished parts and assembled units should be placed in fixed positions or locations. For example, in the assembly of mechanical hardware, the hand should move without mental direction to the bin containing flat washers, then to the bin containing lock washers, then to the bin containing bolts, and finally to the bin containing hex nuts. There should be no thinking required on the part of the operator to do any of this.
The second principle of motion economy related to the workplace states that tools, materials, and controls should be located close to the point of use. In the hori-zontal plane, there is a definite and somewhat limited area that the worker can use with a normal expenditure of effort. This includes a normal working area for the right hand and one for the left hand for each working separately, and another for both hands working together. Figure 1.16 shows this and the dimensions of normal and maximum working areas in the horizontal and vertical planes. Both the standing and sitting positions are included. It also shows normal bench work surface heights, which can have a significant adverse effect if they are not correct.
Figure 1.17 shows in greater detail the areas of easiest reach for the left and right hands, for both hands working together, and the area in which small objects can be most easily picked up.
The third principle of motion economy related to the workplace states that gravity-feed bins and containers should be used to deliver the material close to the point of use. This can sometimes be accomplished by using parts bins with slop-ing bottoms that feed parts by gravity to the front of the bin, eliminating the need for the assembly operator to reach down into the bin to grasp parts.
The fourth principle of motion economy related to the workplace states that drop deliveries should be used wherever possible. This requires configuring the work-place, for example, so that finished units may be disposed of by releasing them in the position in which they are completed, delivering them to their next destination by
DK565X_001_r04.indd 23 11/16/2005 1:31:49 PM

24 Assembly Process: Finishing, Packaging, and Automation
gravity. Besides the savings in time, this frees the two hands so that they may begin the next cycle immediately without breaking the rhythm.
Other principles of motion economy related to the workplace include the following:
Materials and tools should be located to permit the best sequence of motions.Provision should be made for adequate lighting.
FIGURE 1.16 Normal and maximum working areas and heights.
Total height
Eye level
Shoulder
Elbow
Seat
Knee
Normalworkingheight
28"14"
15"
10"
2"9½"
20"
29" 39
"52
"58
"63
"
23.5
"
14"
14"
40"
58"
2"
Work positionMaximum workarea
Edge of workheight
Normalworkarea
37"
9½"
DK565X_001_r04.indd 24 11/16/2005 1:31:52 PM

Manual Assembly 25
The height of the workplace and chair should be arranged so that alternate sitting and standing at work are easily possible.
A chair of the type and height to permit good posture should be provided for the operator.
1.5.3 Tools and Equipment
Principles of motion economy as related to the design of tools and equipment include the following:
1. The hands should be relieved of all work that can be done more effectively by a jig, fixture, or foot-operated device.
2. Two or more tools should be combined wherever possible. 3. Tools and materials should be prepositioned whenever possible.
FIGURE 1.17 Horizontal view of areas of easiest reach for each hand and for both hands working together. (a) Maximum areas of reach for left and right arms. (Broken lines indicate enclosed area covered by hands when forearm is pivoted on the bent elbow. (b) Area inside in which small objects are most easily picked up. (c) Area in which the eye can follow both hands working simultaneously and symmetrically.
LEFT HAND RIGHT HAND
(a)
(b)
(c)
A C D
E
E
EYX
W Z
F
F
G
G
D
D
A
A
B
DK565X_001_r04.indd 25 11/16/2005 1:31:54 PM

26 Assembly Process: Finishing, Packaging, and Automation
4. Where each finger performs some specific movement, the load should be distributed in accordance with the inherent finger capacities (arrangement of typewriter keys).
5. Levers, crossbars, and hand wheels should be located in such positions that the operator can operate them with the least change in body position, and with the greatest mechanical advantage.
1.6 STANDARD MANUFACTURING PROCESSES
In addition to operator work instructions, process routings, visual aids, and operation parts lists, a key ingredient of the documentation package that should be provided by manufacturing engineering includes standard manufacturing processes. Standard manufacturing processes include workmanship standards, equipment operating pro-cedures, and standard repair procedures. These standard processes are common to all products manufactured in a plant and therefore are either referenced in the product work instructions, as in “Assemble per standard manufacturing process 367,” or the appropriate text or illustrations, or both, are copied directly into the product instruc-tions, thereby eliminating the requirement for the production operator to leave the work position and look up information in a separate book or document. Obviously, the latter method is preferred.
1.6.1 Workmanship Standards
Workmanship standards tell the operator what is acceptable work or practice and what is not. These standards can be in the form line drawings supplemented with narrative text, color photographs of acceptable and unacceptable work supple-mented by narrative text, or actual models or prototype units, known as stan-dards. Figure 1.18 shows an example of a line-drawing workmanship standard for taping the core of an iron-core transformer in the magnetic components industry. It should be noted that instructions are superimposed where needed, pointing out the important points to watch for when tape-wrapping the core. Also, it should be noted that this workmanship standard tells only the requirements for making an acceptable tape wrap and that it is necessary to refer to a product specification to determine the tape material and number of layers required.
1.6.2 Equipment Procedures
Equipment procedures are start-up, operating, and shut-down instructions for a machine or piece of production equipment. They should be posted at or near the machine or equipment and are usually prepared by the manufacturing engineer from the manual that is prepared by the maker of the machine or equipment. These procedures are especially valuable where process variables controlled by machine or equipment settings can be critical. Equipment procedures ensure the proper training of new operators and serve as reminders to the experienced operator. Equipment procedures should be prepared for everything from vapor degreasers to heat-treat ovens.
DK565X_001_r04.indd 26 11/16/2005 1:31:54 PM

Manual Assembly 27
1.6.3 Standard Repairs
Standard repair procedures provide ready-made work instructions to be used any time certain types of repair work must be done to product parts, subassemblies, or assem-blies. These procedures or instructions have been approved in advance by inspection or quality control, and if necessary, by design engineering and the customer. They not only tell manufacturing how to repair certain kinds of product defects, but they also eliminate the need for formal rejection by inspection before the repair procedure can be implemented.
For example, the standard repair for a mislocated or design-changed hole in a metal part might read as follows:
1. The maximum number of holes to be plugged or welded in any one part by this procedure is 20% of the total holes in the part, or eight (8) holes, whichever is less.
2. The preferred method for repair shall be welding, except where heat would cause distortion.
3. In applications where surface heat due to welding will cause distortion, a press fit plug or a formed flat head rivet are acceptable alternatives.
FIGURE 1.18 Workmanship standard for taping iron-core transformers.
ONE HALF OVERLAPON INSIDE
LESS THAN ONEHALF OVERLAP ONOUTSIDE
NO EXCESSIVE BUILD UPOF TAPE ON INSIDECORNERS OF COIL
*LEADS
*LEADS
A. WIND TAPE UP CLOSE TO LEADB. FOLD LEAD OVER TAPEC. CONTINUE WINDING TAPE
SECURE START AND FINISH WITH MYLAR TAPE IF NECESSARYTAPE MATERIAL AND NUMBER OF LAYERS TO BE SPECIFIEDON D-SPEC.
DK565X_001_r04.indd 27 11/16/2005 1:31:55 PM

28 Assembly Process: Finishing, Packaging, and Automation
4. The holes to be filled by weld material shall be prepared by chamfering both sides of the hole. The chamfer shall be sufficient to insure weld penetration.
5. Surfaces to be welded shall be cleaned in accordance with established welding practices for the specific type of material involved.
6. The holes shall be completely filled with weld material. 7. Welding shall be accomplished by a certified welder. 8. The surfaces shall be ground or otherwise made flush to eliminate weld
buildup. 9. Holes to be filled by plugging shall be prepared by the incorporation of a
chamfer or lead on the side to accept the plug. 10. The plug shall be of such diameter that a press fit is ensured. 11. After plug insertion, the surfaces shall be ground or otherwise made flush
to eliminate excess material. 12. The plug shall be staked to the part per approved practices. 13. Holes to be plugged with a rivet shall be countersunk on both sides to
accept a flat head rivet. 14. The rivet shall be formed and ground or otherwise made flush with the
mating services. 15. Rivets shall not be loose after forming.
1.7 SPECIAL MANUFACTURING INSTRUCTIONS
Frequently it becomes necessary for the manufacturing engineer to look beyond the operations in his or her own plant and to make certain that material and parts received from outside suppliers come into the plant and the manufacturing operations ready to become part of the product being produced. In the majority of cases, if the vendor meets the requirements of the purchase order and the engineering drawings (if applicable), the parts or material will be ready for processing when they arrive at the receiving dock. In some instances, however, it may be required that the vendor only partially complete a part or subassembly, or that the vendor produce a certain part on the low side of the drawing tolerance if the parts are to fit together in assembly.
To ensure that this information is correctly transmitted to the vendor, the manu-facturing engineer may prepare special manufacturing instructions that are called out on the purchase order along with engineering drawings and specifications. The special manufacturing instructions along with the drawings and specifications then become the acceptance criteria for the parts or material when they go through receiving inspection.
Special manufacturing instructions are prepared by the engineer at the time the make-or-buy determination is made and before the detailed internal work instruction documentation is prepared. These instructions can be in the form of simple handwrit-ten information given to the buyer to incorporate directly into the purchase order, or a formal document that becomes an attachment to the purchase order. The important point to remember is that the manufacturing engineer needs to review the items to be
DK565X_001_r04.indd 28 11/16/2005 1:31:55 PM

Manual Assembly 29
purchased and make certain that if these items are made exactly as the drawings and specifications say, they can enter directly into production without any problems or unplanned processing steps.
REFERENCES
Boothroyd, G., Assembly Automation and Product Design, Marcel Dekker, New York, 1992.Tanner, J. P., Manufacturing Engineering, Marcel Dekker, New York, 1991.
DK565X_001_r04.indd 29 11/16/2005 1:31:55 PM

DK565X_001_r04.indd 30 11/16/2005 1:31:55 PM

31
Assembly AutomationJack M. Walker
and
Vijay Sheth
2.1 INTRODUCTION TO ASSEMBLY AUTOMATION
In this space age, when society regards everything as possible, there are many mis-conceptions about automation. Automated technology has been prescribed as the ultimate cure-all for all technical and social problems. The disinclination of workers to perform dull, repetitive tasks, considerations of worker health and safety, dramatic increases in labor rates and fringe benefits, and the increased ability of tool engineers to devise sophisticated machinery have combined to create a dramatic increase in automated equipment during the past several decades. Computer-controlled machine tools now make complex machined parts, electronic components are installed auto-matically in circuit boards, machines inspect detail parts on a 100% basis, and parts are positioned, assembled, and checked out automatically in the creation of assem-blies—untouched by human hands. Robots of all descriptions have become part of the industrial scene.
It is true that most businesses automate primarily to reduce costs and thereby improve their competitive position in the market. However, the real objective of this investment is to make money, not just save money. When compared to manual assembly operations, the benefits usually derived from automated assembly include the following:
Reduced unit costsConsistent high qualityElimination of hazardous manual operationsIncreased production standby capacity
The aerospace industry, because of its low production quantities and low-rate production, has been relatively untouched by automation except in the areas of complex machined parts and in the assembly of some types of electronic devices, when the needs for precision and accuracy justify the cost and time of automation. However, the production quantities of some of the more complex weapons are now adequate to consider automation, especially where a number of individual parts are identical on each final assembly. Examples of such weapons are the Dragon rocket
2
DK565X_002_r04.indd 31 11/16/2005 1:29:55 PM

32 Assembly Process: Finishing, Packaging, and Automation
motors and firing circuit boards, all of which have multiple uses on each Dragon missile, designed and built by McDonnell Douglas.
Semiautomated operations are those in which the worker plays a substantial role in the activity. The worker’s role exceeds that of supplying the automated equipment with parts or materials or removing finished parts from the work area. To date the preponderance of factory operations have actually been semiautomated rather than fully automated because the worker–machine combination is often the most efficient and effective in involved tasks.
2.2 ASSEMBLY MACHINES IN THE FACTORY
When they see the term automated factory, many people think of a Japanese factory containing hundreds of robots. But Japan is not alone in this field; many U.S. corpora-tions are making similarly impressive strides in boosting factory productivity and effi-ciency. And robotics, though critical to some manufacturers, represents only a small part of the overall automation scene. Of major importance are the computer and communica-tions networks that manage and analyze the information relevant to factory operation. In addition, every manufacturing facility has its own unique needs. The fabrication and assembly equipment and the processes that can serve them best can vary considerably.
Although lower product unit costs (and increased overall company earnings) are the prime drivers in selecting an automated process, the manufacturing process may be automated in areas where the work is dangerous or monotonous for people, or where machines can substantially improve the quality of the products or increase the production rate. Moreover, the products themselves should be designed to facilitate automated manufacturing, and changes in designs should be easily communicated to the shop floor. Many existing designs cannot be effectively automated if they were designed for manual assembly.
Equipment for the factory of the future will reduce the need for some of the skilled trades as we know them today. The motive on our part will not be to cope with the shortage of skilled trades, although that already exists in some companies and in some geographical areas. It will not be to solve the problem of getting young individuals, who can enter other areas of work for more money, to go into relatively low-paying jobs in manufacturing. The motive will be the old one: productivity and bottom-line cost.
Automated technology can achieve greater productivity, better quality, reduced costs, and increased profits—if it is properly applied. However, machinery installa-tions or business systems may operate as designed but may not solve the ultimate problem they were created to overcome.
Small details are the stumbling blocks to efficient automatic processing. This follows from the need for precise control of the movement of the various parts going into the assembly. There is no single, simple technique for obtaining control.
2.3 BASIC AUTOMATION CONCEPTS
One key rule of automation is that part design must be compatible with the needs of automatic feeding. Parts are usually introduced to an assembly machine as bulk
DK565X_002_r04.indd 32 11/16/2005 1:29:55 PM

Assembly Automation 33
components. They are placed in a hopper and tracked to a loading station. Whether the hopper is vibratory, rotary, or oscillatory, it relies on gravity or friction, or both, for part movement. Some sort of gating or orientation device allows only those parts in the proper attitude or position to enter the track.
Efficiency is affected by the system used; nonvibratory feeders, for example, are limited in the number of orientations they can perform. Part geometry is a critical factor. Soft parts may tangle in the hopper. Bowl driving forces may distort parts to the point where orienting in the bowl is impossible. Distortion of parts due to stock-ing and handling can also cause serious difficulties.
Parting line flash from cast and molded parts is an example of a problem that never appears on a part drawing. The sensitivity of the part to moisture, static elec-tricity, and residual magnetism may not become apparent until mechanical handling is attempted. Sometimes a particular surface may be declared critical and must be protected for subsequent operations. This situation may preclude or restrict use of some of the automatic feeding methods.
Incomplete molded or broken parts reduce feeding efficiency. Foreign material in the hopper is certain to alter the level of performance. This includes not only the presence of material due to machine environment, but contamination of the parts from previous processes.
Turning to the main part, or body, that will receive the oriented parts, several questions arise. For example, the body must be strong enough to withstand assem-bly tooling forces. Typically, forces for assembly are not as high as for machining, but pressing, sizing, or machining operations might be required on the assembly machine. High production rates may increase these forces.
The main part must be placed accurately on the assembly machine. This calls for fixturing, flat locating surfaces, precision locating holes, etcetera. Parts are most effi-ciently placed in the main body with simple, short, straight-line movement. Grasping a part may be necessary. This requires some type of actuating force with its atten-dant timing and control elements. If spearing or grasping the part is impractical, a vacuum force may be used in transferring parts. Magnetic force is used occasionally in handling parts, but this is not recommended, because the attraction of metal chips and dirt degrades equipment performance rapidly. Also, residual magnetism often cannot be tolerated in the final assembly. The author experienced problems with the Dragon rocket motor assembly machine due to the cast retainers occasionally becoming magnetized due to improper heat treatment of the stainless steel. We had to degauss them all to achieve good hopper feed.
2.4 TYPES OF AUTOMATED ASSEMBLY MACHINES
2.4.1 Standard Machine Bases
There are essentially four types of standard base assembly machines:
Dial indexing machinesIn-line machines
DK565X_002_r04.indd 33 11/16/2005 1:29:55 PM

34 Assembly Process: Finishing, Packaging, and Automation
Floating work platform machinesContinuous motion machines
To meet specific assembly automation needs, we add custom tooling. For maxi-mum cost effectiveness, we can choose from a stock of standard operating stations such as those for feeding, orienting, inspecting, and acceptance or rejection testing. Standard base machines and operating stations are outgrowths of the industry’s experience in designing, building, and using machines for high-volume production programs.
Dial Indexing Machines
The dial indexing automated assembly machines incorporate a mechanical drive that rotates a circular dial table, or base plate, and indexes with a positive cam action. A cir-cular, nonrotating table simultaneously raises and lowers a reciprocating upper tooling plate, usually mounted in the center of the larger rotating base plate. Assembly nests are installed around the outer edge of the dial table. Parts feeding, assembly, and inspection stations are installed around or above the assembly nests or on the upper tooling plate.
These machines offer the following advantages:
Greater machine accessibility and minimum floor space. The basic circular layout of dial-type machines is inherently more compact. High machine accessibility increases operator efficiency and simplifies maintenance.
Greater adaptability to a variety of operations. The dial types of automated assembly machines, containing central indexing mechanisms and recip-rocating tooling plates, offer simplified rotary and up-and-down tooling motions for high adaptability to many automated assembly operations.
Figure 2.1 shows an elementary rotary indexing machine. The dial type described above has the added feature of a reciprocating tool table mounted above the indexing table.
In-Line Machine
In-line automated assembly machines feature a rectangular chassis housing an indexing mechanism driving an endless transfer chain. Nests that hold and transport the product during the various assembly operations are fastened to the transfer mechanism. The parts feeders, workstations, and inspection stations are then arranged along the work flow. Parts are fed into the assembly nests as required, and work and inspection opera-tions are performed in sequence along the length of the machine until the product is completed.
These machines have the following advantages:
Unlimited number of workstations.Efficient operator loading. The rectangular configurations permit machines to
be placed side by side with an aisle in between. The operator can efficiently monitor all stations from the central aisle.
DK565X_002_r04.indd 34 11/16/2005 1:29:55 PM

Assembly Automation 35
Work can be performed from two or three directions simultaneously.
Figure 2.2 shows an in-line indexing machine.
Floating Work Platform Machines
In floating work platform machines, parts flow into a manifold where they are located, assembled, and inspected. This system uses divergent flow channels for tandem or par-allel operations to achieve line balancing and consists of two major elements—a parts transporting element and a modular assembly element.
The parts transporting element moves the floating work platforms sequentially to the various modular assembly elements. Each modular assembly element consists of an independently powered unit containing one or more workstations. Use of a simple transporting band permits flexibility within the system. Modular assembly elements can be placed in remote areas such as cubicles, barricaded hazard rooms, holding or curing rooms, or storage banks and can be returned to the main system by the parts transportation element for further processing.
FIGURE 2.1 Rotary indexing machine. (From Boothroyd, G., Assembly Automation and Product Design, Marcel Dekker, New York, 1992. With permission.)
Partsfeeder
Stationaryworkhead
Work carriers
Indexingtable
DK565X_002_r04.indd 35 11/16/2005 1:29:56 PM

36 Assembly Process: Finishing, Packaging, and Automation
Continuous band motion also permits the routing of parts onto a constant-motion machine for nonstop performance, as well as for routing to in-line or dial-type machines.
The quality of each assembly may be verified by inspection probes placed in tandem following the work performance at each of the workstations. Stations may be used for assembly function testing.
This type of machine has the following advantages:
Banks of parts may be accumulated between the workstations to cope with short station stoppages.
Work can be removed from the system, performed at a hand station, and returned to the machine.
Continuous-Motion Machines
Continuous-motion automated assembly machines provide for nonstop performance of operations. Such systems may be capable of up to 1200 assembly operations per minute. Parts are swept from a conveyor belt, oriented, and fed into the machine. Following assembly, inspection, and function testing, the assemblies are oriented and returned to the conveyor belt.
This type of machine has the advantage of higher production rates that can be achieved with other types of bases. The free-transfer machine shown in Figure 2.3 shows
FIGURE 2.2 In-line indexing machine. (From Boothroyd, G., Assembly Automation and Product Design, Marcel Dekker, New York, 1992. With permission.)
Parts feeder
Stationaryworkhead
Completed assembly
Work carriersindexed
DK565X_002_r04.indd 36 11/16/2005 1:29:57 PM

Assembly Automation 37
a buffer position between the two workheads. The buffer parts could be shuttled off-line to another work position, and then back to the main feed line, in either system.
In general, the higher the production rate, the lower the per-unit cost of a product. Assembly automation systems are designed to fit production rates to specific needs. Good machine design considers more than the production rate; it also considers the overall production capability, including such factors as minimum maintenance, system efficiency over years of continuous operation, minimum training required for operators, and production of a consistently high-quality product. Flexibility is important in every assembly automation system. Modularized workstations, idle sta-tions, and standardized motions make systems adaptable to product changes with minimum downtime.
2.4.2 Robots
A robot can be broadly defined as a machine that copies the function of a human being in one respect or another. Industrial robots are generally equipment with a single arm, and they are used to perform assembly-line operations and other repetitive tasks such as feeding parts into another machine.
FIGURE 2.3 In-line free-transfer machine. (From Boothroyd, G., Assembly Automation and Product Design, Marcel Dekker, New York, 1992. With permission.)
Partly completed assemblytransferring to next station
Buffer stock
Work carrier
Stationaryworkheads
Parts feeders
DK565X_002_r04.indd 37 11/16/2005 1:30:00 PM

38 Assembly Process: Finishing, Packaging, and Automation
The assembly machines we described in the previous paragraphs are designed to handle large numbers of standard workpieces. These devices could be regarded as the forerunners of the modern industrial robot, although unlike most robots, they are controlled by the machine to which they are attached and may not be readily used to perform another function. The cost of reconfiguring the grippers or end effectors plus the reprogramming cost may make the robot less flexible in assignment than is sometimes imagined.
The real differences may be in the eye of the beholder—or in the mind of the reporter or author. The term robot comes from the Czech work robota, meaning work, and was first used in a play called “Rossum’s Universal Robots” written in 1920 by the Czech author Karel Capec. I personally find that the term robot to be rather imprecise and one that should normally be replaced by a more descriptive term. Perhaps the best definition is by example. A robot consists of three basic assemblies:
1. Motion system 2. Controller system 3. Heads and work tools
2.5 MOTION SYSTEMS
The motion systems start with the basic two-axis linear-rotary models as sketched in Figure 2.4. These high-speed, servo-controlled robot systems are designed for a variety of material handling and pick-and-place operations. The robot consists of a high-speed linear table, rotational table, arm, and work tool to provide high-speed positioning over a large work area. An optional Z-axis could be added (between the arm and -axis) to permit raising or lowering parts from one height to another.
Providing three axes of motion (X, Y, Z), the robots shown in Figure 2.5 can per-form various functions within a large volume. High positional accuracy of the X–Y–Z
FIGURE 2.4 Two-axis motion system (X, R).
R
XO
DK565X_002_r04.indd 38 11/16/2005 1:30:01 PM

Assembly Automation 39
tables make this robot ideally suited for intricate tasks, such as stuffing components onto PC boards. The Z-axis capability permits components to be selected and posi-tioned at various vertical levels.
The basic X–Y–Z rotary model is shown in Figure 2.6. These robots, featur-ing X–Y–Z– motion plus a special work turret, offer exceptional versatility for robotic applications. The X–Y–Z– motion permits work to be performed on a three-dimensional workpiece from the top as well as two sides. The turret may contain an electrooptical sensor for position location and autocentering. For performing multiple tasks, other turret positions may include a variety of tools, such as a screw-driver, Allen wrench, and grippers.
Extended-work-area robots, featuring five axes of motion (X, Y, Z, 1,
2), provide
ultimate flexibility in servicing a 360° area around the robot in a large volume. When employing the same turret as the four-axis models, these robots can be programmed to provide a single robot assembly station with multiple task capability. The robot may also be placed to service an assembly line on either side of it. See Figure 2.7 for a schematic.
Robots (and assembly machines) today are normally designed by assembling standard components and assemblies to fit specific needs. The X–Y tables can position parts to 0.001 in., at speeds as low as 0.001 in./sec or as high as 60 in./sec with accelerations to 4g.
The controls may be a programmable positioning controller consisting of a microprocessor-based computer numerical control (CNC) system with built-in hardware calculators. This permits simple manual programming via a keyboard. Program entry may also be from floppy disk or direct from a central or local area network (LAN) computer. Simultaneous interpolation up to six axes linear and three axes circular are becoming standard. The controller will accept positional feedback
FIGURE 2.5 Three-axis motion system (X, Y, Z ).
Z
YX
DK565X_002_r04.indd 39 11/16/2005 1:30:03 PM

40 Assembly Process: Finishing, Packaging, and Automation
from optical encoders, interferometers, inductsyns, and resolvers. Transducer out-puts, such as pressure, torque, and power levels, may also be input. Other input/output functions available are usable in tuning operations, such as tuning a coil to its peak, or adjusting a potentiometer to a desired output level. Here the work tool motion is controlled by a feedback signal to perform the adjustment to the desired device output signal. Most robots today also have a teach pendant, which can be moved manually through the desired positions to program the controller or
FIGURE 2.7 Five-axis motion system (X, Y, Z, 1,
2).
ZY
Xu1
u2
FIGURE 2.6 Four-axis motion system (X, Y, Z, ).
ZY
X u
DK565X_002_r04.indd 40 11/16/2005 1:30:08 PM

Assembly Automation 41
computer. The program generated by a teach pendant can then be printed out, and minor reprogramming steps can be added to smooth the motions.
Figure 2.8 shows an unmanned robotic cell in a flexible manufacturing system, built around robots that handle parts and material, perform assembly tasks, oper-ate tools, and perform other manufacturing operations. This cell is built around a Cincinnati Milicron T3 material handling robot. The robot controller, the material handling system and its controller, the fine-resolution system and its controller, and the automatic riveter and its controller receive signals through a multiplexer from a central DEC PDP-11/34 computer.
In designing a robotic system for manufacturing, the flexible system concept described above should be the base on which the largely unmanned robotic system should be built. Figure 2.9 shows the floor layout for an application developed by the National Institute of Standards and Technology in Gaithersburg, Maryland. A deburring cell has been developed, which demonstrates the deburring of parts based on their description and a graphically developed process plan. This cell, a cleaning and deburr-ing workstation, consists of a workstation controller, two robots, various quick-change deburring tools, a rotary vise for part fixturing, and a part transfer station.
The working head may include a turret, similar to a lathe. The variety of mechanical grippers, vacuum grippers, screwdrivers, nut runners, and so forth, is almost endless. The type most similar to a human hand, with multiple linkages and force feedback
FIGURE 2.8 Manufacturing cell schematic. (Courtesy of McDonnell Douglas Corp.)
General ElectricTN 2200
Solid StateArray Camera
End Effector
System
FRSController
Fine ResolutionSystem (FRS)
End EffectorController
CincinnatiMilacranT3 Robot
CNC RC VER2Robot
Controller
FunctionalSensors
DEC PDP-11/03Microcomputer
MaterialHandlingSystem
MaterialHandlingController
Fiber Optics (Typ)MUX
ToDEC PDP-11/34A
PrecautionarySensorSystem
RiveterController
GEMCOR G-400BAutomatic
Riveter
FunctionalSensors
DK565X_002_r04.indd 41 11/16/2005 1:30:14 PM

42 Assembly Process: Finishing, Packaging, and Automation
servos, is often pictured in the press as standard, but in fact it is very expensive and more commonly seen as a laboratory experiment than a factory working tool.
2.5.1 Inspection and Testing during Automated Assembly
Assurance that parts are within design tolerance before they are assembled, that parts are assembled correctly, and that the product works reliably help make assembly automation less expensive and more reliable than hand assembly. The goal is to build quality into the product rather than just inspecting defects out. Experience has shown that product quality improves through automation. Not only does the per-unit cost decrease, the percentage of defective units also decreases with automation, reducing total costs even more. Generally, a machine will turn out a good part every time—or reject a faulty assembly—or stop.
FIGURE 2.9 Cleaning and deburring workstation utilizing robots. (Courtesy of U.S. Department of Commerce.)
DK565X_002_r04.indd 42 11/16/2005 1:30:15 PM

Assembly Automation 43
A machine can include unique memory systems for product quality inspection and function testing. The assembly automation system knows design tolerances and assembly processes. It can make certain that the product works the way it was designed, by rejecting defective units.
A typical assembly automation system with inspection capability performs the following operations:
Checks the presence and position of internal parts in an assembly.Rejects defective units automatically rejected in salvable form.Sense, through probe stations, the condition of the product at critical stages in
the assembly process. If required, component dimensions can be checked 100% immediately prior to or following assembly.
In the event of missing, surplus, or improperly oriented components or assem-blies, the machine will either reject the defective part for salvage or stop until it receives corrective action by the operator. A light on the control panel indi-cates the nest location of any problems.
The machines are also capable of testing products as a final acceptance or rejec-tion decision. A simple example, which was installed at McDonnell Douglas by the author, torqued two parts together and then measured the total height of the finished assembly. This was a difficult design to work with, because the correct torque and the correct height were both considered critical to the performance of the product. Had redesign been possible at the time, one of the criteria should have been dominant. One of the most complex functional test examples was observed at the Austin, Texas, plant of IBM, where they assemble laptop computers. The completed computers are trans-ferred to the test area via a powered transfer line that has slack built into the system to act as a buffer prior to test. The following operations should then be performed:
Open the computer lid (containing the screen).Remove the cardboard floppy disk that is put in place for protection during
shipping.Pick up and insert a test diskette, and close the top.Plug a test cable into the back of the machine.Transfer the unit to the powered conveyor that carries the computer through
the test process.The computer then proceeds through a complex multilevel module that runs a
continuous functional test while applying heat and vibration for 24 hours.As the computer leaves the test module, it removes the test diskette, reinserts
the cardboard shipping diskette, unplugs the test cable, and closes the top.If the test shows an anomaly, a description of the test failure is printed out, as
well as the instructions for which component should be repaired or replaced. The failed computer is then shunted to a rework and repair station, where a mechanic accomplishes the required repairs and reenters it into the test cycle.
The good computers (which are nearly all of them) continue on down the line for packaging and so forth.
DK565X_002_r04.indd 43 11/16/2005 1:30:15 PM

44 Assembly Process: Finishing, Packaging, and Automation
2.5.2 Machine/Operator Relationships
Because the repetitive assembly operations are performed automatically, operator fatigue errors are practically nonexistent. The assembly automation system moni-tors its own function through its memory system so that personnel can be quickly and easily trained as operators. Regardless of the operator’s experience, system effi-ciency and product quality remain at a high level.
Built-in sensors detect and forewarn the operator to replenish the supply of parts at each of the automated feeding stations, thus assuring uninterrupted operation.
Techniques have been developed to assure safe machine operation and provide operator protection. These techniques, including shields, barricades, and grounding conductors, protect against personnel hazards and machine damage.
2.6 JUSTIFYING AUTOMATION
Calculating automation implementation payback is a subject that continues to gener-ate controversy—and, more often than not, confusion—throughout the manufactur-ing world. Moreover, the issue of how management will justify the vast expenditure of automation against the total needs of the business is still one of the hottest around.
The National Association of Electrical Manufacturers (NEMA) recently reported the results of a survey on automation. Financial payback was classified as very important by 91% of the respondents. What’s more, 78% of another survey felt that “Most businesses in the United States will remain so tied to traditional investment criteria that they will be unable to realistically evaluate the potential of computer-aided manufacturing options.” In other words, businesspeople are using formulas that include only traditional benefits to run the numbers, and as a result they are procrastinating—they are not putting these technologies to work.
In the automation systems business, we have been developing new ben-efit considerations—new manufacturing economics—that go beyond the limited return-on-investment evaluations of the past to take into account the total impact of automation on the entire business. This is because automation technologies do not change the factory floor; they change the entire business in new and important ways.
The point is that businesspeople should be skeptical of conventional wisdom in this area because old guidelines often do not work today. Automation investments represent strategic decisions with far-reaching competitive implications and should be evaluated as such. However, there still are financial calculations that can be made to validate the appropriateness of the investment.
So far we have talked about financial justification with words such as traditional, limited, and conventional. It’s interesting that under the so-called enlightened con-cept of financial justification—which is outlined below—we are learning there really is no black magic involved—no voodoo economics.
In fact, we still use many of the evaluation techniques that have been around for years. We still try to estimate a net present value and a payback period—these are basic decision criteria. In addition, discounted rate of return—some people call it
DK565X_002_r04.indd 44 11/16/2005 1:30:15 PM

Assembly Automation 45
internal rate of return—is still an important measurement. The only difference now is that we have to expand our horizons and think more globally. This means that we must project and incorporate, in our calculations, benefits that accrue business-wide—benefits that previously would not be considered at all. It also means that the long-term, macro view is the field of measurement, taking into account the benefits of automation over the long haul.
2.6.1 Benefits
Let’s talk first about businesswide benefits. Up to now, whenever we evaluated the advantages of a plant or equipment investment, we identified potential savings in such terms as lower direct material costs, direct labor reductions, or improved indi-vidual machine utilization. Now, even though these benefits can—and still do—come from automation investments, we find that they pale by comparison to savings being generated in other areas. For example, we can substantially reduce indirect manufac-turing expenses for such things as fork trucks, fork truck drivers, material handlers, and employees in packing and shipping. Further, automation frequently reduces the number of machines required in a factory, and a direct result of this is a reduction in maintenance and perishable tooling costs. At the McDonnell Douglas Missile Assembly Plant, we saw a reduction in the overhead areas of operating supplies and hazardous waste disposal by reducing the so-called touch labor in the SMAW mis-sile encasement department with the implementation of our semiautomated braiding system. This is real savings.
Fewer machines also means that less floor space is required. This, in turn, drives down such related expenses as heat, light, taxes, and insurance.
One of the strongest leverage factors we count on today is quality costs. The positive impact that automation can have on quality will most assuredly affect the costs associ-ated with scrap, rework, warranty claims, quality inspectors, and after-sales service. The ounce of prevention that improved quality builds into our products can therefore lead to across-the-board reductions in these areas—well worth many pounds of cure.
Up to now, we have been talking about lowering costs and expenses that appear on the operating statement. It is also important to leverage the balance sheet. One of the largest single items on any balance sheet is inventory. Therefore, to the extent that inventory can be reduced, cash is made available for other purposes.
We have learned that automation in general—and computer-integrated manu-facturing systems in particular—reduce plantwide manufacturing cycles. These reductions usually free up large amounts of cash—cash that previously was tied up in inventory or work in process (WIP). This, in effect, becomes the down payment for automation.
The payoffs we have talked about so far are quite tangible and easily measured. We call these the ripple effects of automation. Ripple effects are bonus points, if you will: effects such as higher productivity from increased worker satisfaction, higher market share from improved quality, higher market share from faster response time to shifts in marketplace demand. Though these advantages are difficult to measure, they are even more difficult to forecast.
DK565X_002_r04.indd 45 11/16/2005 1:30:16 PM

46 Assembly Process: Finishing, Packaging, and Automation
All these benefits are more than theoretical: they are empirical. They are results that really can be and have been achieved by many companies. General Electric (GE) experienced this initially at one of its own facilities, the Locomotive Products Division in Erie, Pennsylvania. Over several years, GE implemented a large, mul-tiphased project that covered a broad spectrum of automation technologies. The benefits from this project were realized across several areas. Impressive savings were generated in direct material and direct labor costs, while equally important results were obtained in increased capacity, higher product quality, and reduced cash lockup in inventory. These benefits not only leveraged earnings, but also established the foundation for survival in tougher times—the smaller, more competitive world market the locomotive division is dealing with today.
Let’s explore some of the disciplines for using this information in the justifica-tion process. Before we start, a rule: We cannot demand large short-term paybacks. The payback may come in phase three of a three-phase project. History has proven that synergy really does come into play here: When all the phases are complete, the total system benefit is larger than the sum of its individual parts.
The payback computation requires two sets of data. These take the form of a 5- or 10-year pro forma cash flow for the business. The pro forma should be com-piled assuming (1) the automation alternative is undertaken, and (2) a do-nothing or as-is scenario, which requires a candid answer to a very tough question: “What will happen to my competitive position if we don’t automate?” Often, the truth will not reflect the status quo. Instead, it may include a possible erosion of market share because of the likelihood that one’s competitors will not stand still. In this case, the competitor’s lower cost structure and higher quality product will allow it to gain market share.
Once the cash flow has been determined for these two alternative scenarios, the cash flow difference between the two should be used in the automation payoff calculations. For example, a corporation is evaluating whether or not to proceed with a $3 million automation project (see Table 2.1). For starters, we have assumed that the status quo will prevail if the project is not adopted. However, if the proj-ect is undertaken, the income will increase $200,000 each year—and cash flow will increase $2 million in the first year because of inventory reduction, and half a million each year thereafter. The key now is to plug the difference in cash flow into the financial calculations.
The 10-year rate of return on the investment is 24%. If we had mistakenly considered only the operating cost efficiencies and overlooked the inventory reduc-tion, the return would have come out a meager 2%—with the result being project disapproval.
Consider another case. Let’s assume a 5% erosion of market share in a $100 million market if the project is not undertaken. The resulting decrease in sales, net income, and cash flow now magnifies the benefit of automation and generates a discounted rate of return of 62% (Table 2.1). So the lesson to be learned is that inventory reductions and share gains or losses usually have dramatic leverage on the payoff to be earned.
DK565X_002_r04.indd 46 11/16/2005 1:30:16 PM

Assembly Automation 47
With regard to the ripple effects we discussed above, we should deal with these softer measurements by means of a sensitivity analysis. Returning to our exam-ple, let’s change it slightly by assuming no $2 million inventory reduction. The discounted rate of return falls to 11% (Table 2.1). Suppose management has set a hurdle rate of 20%. That means the discounted rate of return must be at 20% before the project can be approved. We can easily determine that an additional $200,000 of cash would be needed each year if we wanted a 20% return—and this, in turn, translates into one additional point of market share. Management can then make a gut feel decision as to whether or not this gain in share is feasible—and whether or not to proceed.
TABLE 2.1 Ten-Year Pro-Forma Cash Flow Analysis of Operating Results of a Product Line with and without a $3 Million Investment in Automation. (a) Considers traditional and nontraditional benefits, with no loss of market share without automation. (b) Considers traditional and nontraditional benefits, and assumes a 5% loss of market share without automation. (c) Considers traditional benefits only, and no loss in market share without automation.
(Project DCRR 62%)(b) (c)
Sensitivity Analysis
Operating Results (Millions)
No Automation $3.0 Automation
Sales/yr. $25.0 $25.0
Net Income/yr. $ 2.8 $ 3.0
Cash Flow/yr. $ 3.0 $ 3.5
(Project DCRR 11%)
TRADITIONAL BENEFITS
Direct MaterialDirect LaborMachine Utilization
NONTRADITIONAL BENEFITS
Less InventoryIndirect Cost ReductionsFewer MachinesLess Floor SpaceLower Costs from Higher Quality
Ten Year Pro Forma
Ten Year Pro Forma
Operating Results (Millions)
Operating Results (Millions)
No Automation $3.0 Automation
No Automation $3.0 Automation
Sales/yr. $25.0
$20.0
$25.0
$25.0
Net Income/yr.
Sales/yr.
Net Income/yr.
2.8 $ 3.0
$ 3.5
$ 3.0
Cash Flow/yr.
Cash Flow/yr.
$
$
3.0
$ 3.0 $ 5.0
$ 2.0
$ 5.0 (1st yr.)
$ 3.5 (yr. 2–10)
(a)
(1st yr.)
(yr. 2–10)
DK565X_002_r04.indd 47 11/16/2005 1:30:16 PM

48 Assembly Process: Finishing, Packaging, and Automation
2.7 SOFTWARE INTERFACES TO ASSEMBLY AUTOMATION
Manufacturing automation needs to solve many technical problems before it is accepted by the majority of manufacturers. The federal government has put our tax dollars to work on clearing these barriers.
Chief among the efforts at the Automated Manufacturing Research Facilities (AMRF) is an attempt to link disparate computers, robots, and machine tools in a seamless network. At stake, says Howard M. Bloom, chief of the Factory Automation Systems Division, which contributes personnel to the AMRF, is the acceptance of computer-integrated manufacturing (CIM). “What we do here will have a dramatic effect on how manufacturers choose systems and modernize their factories,” he says.
If CIM made all the elements in a production facility, in effect, plug compatible, even the smallest factories and machine shops in the United States could build the factory of the future little by little. As yet, only a handful of large American corpora-tions with substantial resources have started automating their production facilities. Studies commissioned by the National Bureau of Standards (NBS), where AMRF is housed, have shown that about 90% of the discrete-parts producers, those who make parts in small batches, are organizations with fewer than 50 employees. At the same time, they are responsible for about three fourths of the trade in manufactured goods, and many of them subcontract from major corporations.
You can buy a computer from IBM and an operating system from another vendor because IBM has provided specifications for interfacing. You can also buy languages from different vendors because well-defined interfaces allow compilers to match the operating system. The situation is different with factory systems. You cannot readily buy software or a factory system with well-defined interfaces. Even when you can, the interface may be a unique, internal interface that will not allow you to connect equipment from another vendor. To modernize factories today, you often replace everything. Moreover, factory interfaces call for a lot of wiring, and interfaces consume 30–50% of expenditures for automation.
AMRF is developing software that will translate data so they can be understood by robots, machine tools, and sensors anywhere in the facility. To ensure practical results, AMRF has chosen to work with many commonly available commercial com-puters and software packages. These include nine kinds of processors: the IBM 4341; Digital Equipment Corp.’s VAX 11/780; Hewlett-Packard Co.’s 9000/9920/9836; Sun Microsystems’ line of Sun workstations; the 4404 AI Workstation from Tektronix; Symbolics LISP Machine; and Iris from Silicon Graphics. They also include nine computer languages in various versions: C, Pascal, LISP, Prolog, Fortran, BASIC, Assembly, Forth, and Praxis.
To control the machine tools, robots, sensors, and other equipment, AMRF personnel have designed control system software that runs on IBM PC-compatible micros and micros based on Motorola 68000 microprocessors. For robot control, the software uses Forth and LISP because they are transportable, easy to use, and efficient as interpreters and operating languages, says Bloom. C is used for programming the
DK565X_002_r04.indd 48 11/16/2005 1:30:16 PM

Assembly Automation 49
Integrated Manufacturing Database Administration System (IMDAS), which AMRF developed.
2.8 DESIGN FOR AUTOMATED PRODUCTION
The human operator’s hands have infinite control and flexibility to compensate for the many variations encountered in manufacturing processes. The automatic assem-bly machine can produce quality and quantity of parts only under strict, inflexible parameters. The ability to adapt automation to fabrication or assembly depends largely on the detail design of the individual elements and the complexity—or lack of it—in their assembly into the end product. The objective of this section is to pres-ent some of the basic principles of piece-part design that will enable products to be assembled automatically with a minimum of difficulty.
Parts are usually introduced to the assembly machine as bulk components. They are placed in a hopper and tracked to a loading station. Whether the hopper is vibra-tory, rotary, or oscillatory, it relies on gravity, friction, or both, for part movement. Some sort of gating or orientation device allows only those parts in the proper attitude or position to enter the track.
Efficiency is affected by the system used; nonvibratory feeders, for example, are limited in the number of orientations they can perform. Part geometry is a critical factor. Soft parts may tangle in the hopper. Bowl driving forces may distort parts to the point where orienting in the bowl is impossible. Distortion of parts due to stack-ing and handling can also cause serious difficulty. Parting line flash from cast and molded parts is an example of a problem that never appears on a print. The sensitivity of the part to moisture, static electricity, and residual magnetism may not become apparent until mechanical handling is attempted. Sometimes a particular surface may be declared critical and must be protected for subsequent operations. This situa-tion may preclude or restrict use of automatic feeding methods. Use of symmetry in part design makes orientation either unnecessary (ball bearings, etc.) or very simple (plain rods, disks, etc.). Asymmetrical parts can sometimes be made symmetrical, and the added manufacturing cost is often insignificant when compared to orientation and sensing costs involved during assembly (Figure 2.10).
Parts can be designed with distinct polar properties. Asymmetrical parts can be oriented by geometry, weight, or both. Obvious orientation features are exploited in vibratory feeders, as shown in Figure 2.11. The example shows drilling a hole in one end of the part to make it off-balance to aid in orientation in the feeder and the addi-tion of a flat to aid in sensing the hole position. Proper application of gravitational and frictional forces will move parts from the bowl onto the rising spiral track in random orientation. Improperly oriented parts passing sensing stations on the track are forced off the track and back into the feeder bowl, leaving only parts in the desired orientation moving into the pickup station.
Vibrating action in the feeder provides the forces needed to orient the piece parts. Track design features that detect shape or weight differences in parts to be rejected from the track are shown in Figure 2.12. If rejected by gravity, they fall off the track because of the weight distribution. If rejected by shape, removal is accomplished
DK565X_002_r04.indd 49 11/16/2005 1:30:16 PM

50 Assembly Process: Finishing, Packaging, and Automation
FIGURE 2.11 Addition of nonfunctional features to aid in feeding.
NONFUNCTIONALFEATURE
(a) (b)
External feature, a flat, is added for sensing hold position(a) or the center of gravity is relocated by drilling a hole in one end ofa part (b).
FIGURE 2.10 Examples of symmetrical versus asymmetrical parts.
Asymmetrical partscan often be redesigned assymmetrical to facilitateassembly. The same toolingcould make two cutoffs,grooves, chambers etc. aseasily as one on most parts.Symmetry is very importantwhere off center grooves orridges would make orientationdifficult and expensive.
ASYMMETRICAL
ASYMMETRICAL
SYMMETRICAL
ASYMMETRICAL
SYMMETRICAL
SYMMETRICAL
OR
with cutouts in the track cams along the track surface, or sensing feeders. Parts are then rejected by air jets or mechanical actions.
The following techniques simplify, improve, and in some cases make feeder orientation possible.
Minimize the number of different orientations. Vibratory feed rates depend on successful orientation. Sensing features may be repeated on a part to improve the probability of correct orientation (Figure 2.13). For instance, if the track feed rate is 600 pieces/min and the orientation probability is only 1 in 10, we are effectively limited to 60 pieces/min for assembly. The example part, a cube, is modified to increase orienting probability from 1 in 24 to 1 in 6, which will increase feeder output by a factor of 4.
Avoid parts that tangle. Springs are probably the best example. For instance, a simple open-coil spring may be redesigned with close-wound coils at both
DK565X_002_r04.indd 50 11/16/2005 1:30:18 PM

Assembly Automation 51
ends and in the center. This design often permits handling by conventional hoppers and feed systems. Springs may also be fabricated in the automatic assembly machine to avoid this problem. Slotted parts may also be redesigned to minimize tangling, as shown in Figure 2.14.
Avoid using parts that nest, shingle, or climb. Matching tapered surfaces will cause parts to lock or nest. Internal ribs, projections, or increasing the
FIGURE 2.12 Examples of features that aid in feeding. (From Boothroyd, G., Assembly Auto-mation and Product Design, Marcel Dekker, New York, 1992.)
Difficult to orient withrespect to small holes
Flats on the sides make itmuch easier to orient withrespect to the small holes
No feature sufficicentlysignificant for orientation
When correctly orientedwill hang from rail
Triangular shape ofpart makes automatichole orientationdifficult
Nonfunctional shoulder permitsproper orientation to be establishedin a vibratory feeder and maintainedin transport rails
FIGURE 2.13 Additional features that aid in part orientation.
Cube with off center hole(a) has a 1 in 24 probability of correctorientaion. On center hole (b) has 1 in 5probability. 100% probability of correctorientation is obtained with centered holeson all faces or no holes at all.
Sphere (a) modified to beadshape (b) now has an effective short axisthat aids orientaiton.
(a)
(a)
(b)
(b)
DK565X_002_r04.indd 51 11/16/2005 1:30:20 PM

52 Assembly Process: Finishing, Packaging, and Automation
FIGURE 2.15 Example of parts climbing or shingling. (From Boothroyd, Assembly Automation and Product Design, Marcel Dekker, New York, 1992. With permission.)
difficult to feed - parts overlap
easy to feed
FIGURE 2.14 Examples of part tangling. (From Tanner, J. P., Manufacturing Engineering. Marcel Dekker, New York, 1991. With permission.)
Straight slot will tangle. Crank slot will not tangle.
Open-ended spring will tangle.Closed-ended spring willtangle only under pressure.
angle well above the locking angle will avoid the problem. Avoid shingling/climbing parts. Parts clinging onto other parts will often cause jamming in feeder tracks. If anticipated, this potential malfunction in the feeder can be avoided by redesign. Parts tend to climb over thin or shallow beveled contact surfaces. (Figure 2.15).
Determine critical tolerances. It is essential to determine dimensions that are critical for proper parts feeding and yet may be noncritical for piece-part function if the parts feeding operation is to remain trouble free.
DK565X_002_r04.indd 52 11/16/2005 1:30:23 PM

Assembly Automation 53
Assume for now that parts are oriented and coming down the feeder track; the job is now half done. There are, however, additional important design considerations if parts are to be successfully integrated in a trouble-free assembly operation.
Design parts for easy assembly. Design parts with guides for proper location during assembly. Clearances should be carefully considered, and the liberal use of chamfers and radii (Figure 2.16), will allow the parts to fall together in place unassisted. Sufficient clearance should be allowed for feeder fin-gers or other tooling needed to handle the parts.
We have not yet reached a point where we need a decision process for automate or conventional build, comparable to make or buy, but it is coming. Meanwhile, whenever the designer encounters a part or an assembly whose repetitive require-ments to make or assemble exceeds 200,000 (project plan quantity times items per end product), he or she should immediately confer with manufacturing engineering to determine any anticipated plans to automate. When the quantity exceeds 1 million, it is almost certain that automation must be used.
Data and books on automation are available in manufacturing and elsewhere. These are illustrated and should be reviewed and studied by designers who encounter parts and assemblies that can or should be automated.
When parts pose unusually difficult handling and orientation problems, experimental mockup stations should be built to verify parts handling processes prior to building the assembly machine. The product designer, the manufacturing engineer, and the tool designer should work as a team through this development state.
Though each part or assembly presents a special problem in automation, some general recommendations and requirements apply.
1. Parts should have at least one axis of symmetry, with ability to fabricate, feed, and assembly in respect to the axis. A sphere is, of course, ideal.
2. Parts should be suitable for sorting and alignment for feeding on equip-ment such as Syntron or Vibron unit.
3. Dimensioning should be such that inspection gauging can occur from one reference point or axis and one plane of reference.
FIGURE 2.16 Design parts for ease of assembly. (From Boothroyd, G., Assembly Automation and Product Design, Marcel Dekker, New York, 1992. With permission.)
Old design New design
DK565X_002_r04.indd 53 11/16/2005 1:30:23 PM

54 Assembly Process: Finishing, Packaging, and Automation
4. Parts being assembled automatically must be designed to engage with or snap on to mating parts so that they will not shake loose during subsequent assembly sequences. It is impractical to balance parts on one another when using automated equipment.
5. Units being torqued together should have a shaped region such as a square or hexagon to permit grasping and torquing.
6. Messy materials, such as lubricants and adhesives, create machine mainte-nance and cleanup problems unless the parts receiving them are designed to accept leak-free feed orifices with no-drip, point-of-application cutoff.
7. Semiautomated operations should always be considered whenever the discriminatory capabilities of a human being will result in a significant simplification of the automation equipment.
8. In designing for automatic assembly, the designer should ask the following questions: Can parts be made symmetrical to avoid orientation problems? Do symmetrical parts have clearly defined polarity features? Are the number of significant part orientations minimized? Will parts tangle? Will parts nest or interlock, thereby causing problems? Will the part design cause shingling? Are critical dimensions and tolerances clearly defined? Do the parts lend themselves to easy location and assembly? Does the design have a datum surface for accurate parts location during
assembly? Have all unnecessary handling requirements, such as turning over parts,
assemblies, or both, been avoided? Does the assembly have components that are buried or difficult to reach
and position? Has the design been simplified and standardized as much as possible? Have excessive burrs and flash been eliminated? Can difficult-to-handle parts be assembled in an automatic system?
2.8.1 Machine/Operator Relationships
Because the repetitive assembly operations are performed automatically, operator fatigue errors are practically nonexistent. The assembly automation system monitors its own function through its memory system, so personnel can be quickly and easily trained as operators. Regardless of the operator’s experience, system efficiency and product quality remain at a high level.
Built-in sensors detect and forewarn the operator to replenish the supply of parts at each of the automated feeding stations, thus assuring uninterrupted operation.
Techniques have been developed to assure safe machine operation and provide operator protection. These techniques—including shields, barricades, and grounding conductors—protect against personnel hazards and machine damage.
DK565X_002_r04.indd 54 11/16/2005 1:30:24 PM

Assembly Automation 55
We will find that we need a little psychology when our goal is to get the best per-formance possible from an automatic assembly machine. No, not on the machine—on the people who must interface with the machine to really make it work. One of the psychological problems in getting superior performance can show up early in the game. Companies that isolate line and operating personnel from the equipment prior to its delivery will be confronted by an extended learning curve in bringing the machine on line. Among the shop people there will be an explicit or implicit attitude that “Tooling bought the machine, let them make it run.”
What’s the solution? Management must get line supervision, machine opera-tors, and maintenance personnel involved in the final construction and debugging of the machine. It is not expensive. When operating, an assembly machine may return $100 or more per hour; one day’s operation in the future will more than cover these costs.
Another psychological problem in the introduction of automatic or semiauto-matic machines is created by negative or skeptical attitudes on the part of manage-ment. If operators believe that top management questions the technical feasibility or operating capability of the machine, this will be reflected in the attitudes of line personnel. The result will be a substantial delay in realizing the potential of the equipment.
The solution lies in management understanding the debugging phase of machine use. In trying to debug and refine an assembly machine, one is attempting to pull oneself up by the bootstraps. The first plateau of productivity is reached relatively easily. Each subsequent plateau generally is a lesser gain and is harder to realize.
For example, in the beginning, during rough debugging, very little attention is paid to hopper inadequacies other than absolute failure. As machine development continues, hopper performances that might be adequate in off-and-on machine operation may be marginal under full production conditions. The hoppers might have been developed using preproduction samples or without full exposure to the possible variations that occur during production. Effort will be required to bring hopper per-formance up to par.
To realize the full potential of automated equipment, it is important not to show disappointment or dissatisfaction when problems become apparent. If the fundamental machine design is sound, these problems will act as stepping stones to final produc-tivity. They should be discussed and considered as advances in debugging, not as setbacks.
We cannot overemphasize the importance of positive attitudes in the ultimate success of the system: We must express these positive attitudes to those charged with operating the equipment.
There is another hurdle to superior performance that has a psychological twist. The general evidence of the problem is that the user becomes dissatisfied months after a machine is put into production. Production goals are not being met, supplementary hand lines must be maintained, and financial management is up in arms. The irate user wants everything else dropped, and maintenance staff, engineers, managers— anybody—to fix a machine that just doesn’t work. Usually, enough production
DK565X_002_r04.indd 55 11/16/2005 1:30:24 PM

56 Assembly Process: Finishing, Packaging, and Automation
has been run at the builder’s plant and the user’s plant that the machine truly was production-worthy at some point. A general complaint about machine productivity, rather than specific complaints, is typically evidence of either underanalysis or over-analysis of problems.
For example, some people cannot control the urge to play with adjustments to see if the machine can be made to work better. It is not at all uncommon to find every conceivable screw, nut, knob, turnbuckle, and compliant link completely out of its normal position. Or, when something goes wrong, instead of analyzing the problem, someone immediately turns a screw or adjusts a locknut. No one ever remembers where they were originally set, and things go from bad to worse. All that is required to solve the problem is to return the machine to its original state.
The overanalysis syndrome stems from an inability of machine operators, machine maintenance personnel, or operating supervisors to accept the limitations inherent in any unique, special-purpose machine. There are limits to the tolerances that can be imposed on component parts. There are limits to the amount of machine development that is practical before turning a machine over for production use. What is to be expected from such equipment is that the net production realized is within a range that permits reasonable justification for the purchase of the equipment. Some users appear to expect and aim for perfect performance. Every time the machine stops, three or four people stand around discussing the situation, with no one attempting to return the machine to operation.
Good assembly machines are always self-inspecting. They inspect for the proper action of their own elements, and for the presence and position of the component parts of the assembly being processed. Upon detecting some malfunction, they either shut themselves down or switch to an alternate control mode. In any reasonably designed machine, there are a few random self-clearing failures, but most failures to assemble a product indicate a problem in the machine action, or jams caused by foreign material, or improperly toleranced parts in the part feeders. Regardless of the control mode, someone must correct the deficiencies and return the machine to operation.
There comes a point where continued analysis of the cause of such failures is counterproductive. We must realize that such problems occur—regularly. We must judge when the machine has reached a mature state of development—and turn from debugging to running the machine and attempting to obtain the maximum production results.
The problem is real, and the solution is a simple change in outlook. In several instances, assembly machine servicepeople report they have completely cured such a problem by offering operators a cash gift. In return, the operators were to stop diagnosing the problems of that machine and attempt to operate it to meet a specific production goal. In every single instance, this change in orientation and motivation resulted in immediate production capacities that satisfied the customer.
It is interesting to note that most of the start-up problems discussed in this section actually occurred at McDonnell Douglas when we introduced a propellant blanking machine, a weight and skive machine, a propellant grain heating and rolling station, an insertion machine for propellant scrolls into igniter cups, and rocket motor final assembly machines on the Dragon missile high-rate production program. We learned
DK565X_002_r04.indd 56 11/16/2005 1:30:24 PM

Assembly Automation 57
a lot at that time, and after a very successful implementation program, produced over 3 million live rocket motors with very high reliability and at our projected cost. The major change that solved most of our start-up problems was to decrease the machine rate from a 4-second cycle to a 6-second cycle, which still met our production rates and allowed machine maintenance and repair as needed. All machines have a speed where everything works best. Any speed slower or faster than this “natural” rate causes problems in feed, synchronization, or something. We found that the opera-tors learned the sound of the machine in operation and were the first ones to suspect an impending failure. One important fact came out of our experience with machine design and maintenance. We had one machine that contained cams and gears, electri-cal circuits, electronics, fluidic sensors, and computer controls. When the machine ran perfectly, there was no problem. However, when a minor glitch occurred—whom did you call for diagnostics and for repair? The machine had too many different systems that required one or two engineers to make the diagnosis. The maintenance mechan-ics were experts in only one or more of the systems, but not all. Our next machines had fewer systems, and our supervisor of maintenance was a graduate engineer.
2.9 AUTOMATED MATERIAL HANDLING
2.9.1 Introduction to Automated Material Handling
Automation of a manual process or machine operation has been regarded as a step-ping stone to gradually automating the entire factory operation. This is a common approach, as it replaces the direct labor quite visibly and is entirely measurable. However, automation of the material handling function is another matter. Because it is a non-value-added function, not quite as visible as a significant cost contributor to the product it supports, many companies have refrained from seeking innovative approaches to automation of the material handling function. It also quite often requires much higher capital outlays.
With the modern concepts of just-in-time, zero inventory balance, continuous-flow manufacturing, and materials requirements planning (MRP), more emphasis is now placed on eliminating the cost of material handling, or automating it to provide low-cost, consistent, reliable material flow to the production areas. Essentially, an automatic material handling system does just that—positions the parts or equipment correctly, and at the right time for the next operation.
2.9.2 Characteristics of Material Handling Automation
Automated equipment is designed and built to fill a specific requirement. It is necessary to define the need and coverage of the project. Following are some of the characteristics that need consideration in order to define the automated material handling equipment:
Definition of the beginning and end points servedProduct configuration and physical changes occurring during the processProduction rate and fluctuation
DK565X_002_r04.indd 57 11/16/2005 1:30:24 PM

58 Assembly Process: Finishing, Packaging, and Automation
Quality and remedial activities in processProcess variationSafety of workers around the equipmentCoordination with support functions and overall control desiredAvoidance of product damage and hazards due to breakdown in automated
systemProgressive time-phased plan for a large, capital-intensive installationAlternative plans in case of prolonged breakdown of handling equipment
Advantages and Disadvantages of Automation
Automation provides many advantages over manual handling of material. Though not all are cost–related, some of the intangible advantages provide valuable informa-tion in making decisions. The advantages are the following:
Reduction of safety and health concerns of material handlersAvoidance of production downtime with on-time deliveriesReduced cost of the handling functionAvoidance of damage to material and equipment transportedSavings in floor space by continuously flowing material, rather than manual
batch transferIncreased productivity, with automated transport lines acting as pacing devices
for progressive assembly operations
Obviously, there are also deterrents to automation. Some of them are as follows:High installation costReduced flexibility in scheduleObsolescence and costly reconfiguration possible if process is alteredMajor breakdown in system can cause shutdown of entire plant
2.9.3 Approaches to Material Handling Automation
There are two ways of approaching automation of the material handling function in a production operation. One method is to automate portions of the plant progres-sively, with a plan to interconnect them in the final phase. The other method is the complete installation of automation equipment in the entire plant at one time. Both approaches are widely used, based on the type of project and the commitment of management.
Islands of Automation
An approach to total factory materials handling systems is through a progressive implementation of stand-alone processes, a few at a time. These processes can involve the use of numerical control (NC) or CNC machines, automatic tool changers, and specialized conveyors to serve a few select machines and operations. In this case, the
DK565X_002_r04.indd 58 11/16/2005 1:30:24 PM

Assembly Automation 59
general material flow is converted into individual manufacturing cells with some degree of automation. There are two important points in consideration of this approach:
1. Before implementing any such system, a completed overall plan is required to make sure that the systems already implemented are compatible with future islands of automation.
2. Because the overall objective is an effective materials handling system for the entire plant, there should be a cohesiveness among all the subsystems that leads to total integration.
Many companies fail to realize these requirements in the rush to implement. Though they are able to justify the subsystems installed, they fail to realize the long-term potential in terms of profit, quality, and longevity possible by integrating the entire system. Sometimes it becomes difficult to justify the investment for equipment to integrate subsystems already installed.
Islands of automation exist in plants with many separate processing depart-ments. Figure 2.17 shows an example of this concept. A system can also be easily expanded to include prior operations, or operations between existing islands.
FIGURE 2.17 Islands of automation. Departments A, B, C, and D are considered islands for product flow inside the departments. They are to be interconnected by a materials handling system. The advantage is in spreading out investment costs over the years. However, individual systems must be compatible with the interconnecting systems of conveyance and batch processing requirements. (From Sheth, V., Facilities Planning and Materials Handling, Marcel Dekker, New York, 1995. With permission.)
LATHE
LAT
HE
TEST CART
CART
OVERHEAD CONVEYOR SYSTEM
LOAD
#2
‘A’
TANKS
STAGING/MASKING
‘B’‘C’
RACKS
WORKSTATIONS
MONORAIL SYSTEM
WORK STATIONS
TRANSPORTERSYSTEM
WORK STATIONS
‘D’CAROUSEL
IN
IN
OUT
OUT
FUTUREPARTS
HANDLINGSYSTEM
1995‘A’ TO ‘B’
FUTUREPARTS
HANDLINGSYSTEM
1996‘B’ TO ‘C’
FUTUREPARTS
HANDLINGSYSTEM
1996‘C’ TO ‘D’
‘A’ : AUTOMATEDTURNINGCENTER
‘B’ : CHEMICALTREATMENT
‘C’ : SUBASSEMBLIESAND TEST
‘D’ : FINAL ASSEMBLY
PRODUCT FLOW
#1
DK565X_002_r04.indd 59 11/16/2005 1:30:25 PM

60 Assembly Process: Finishing, Packaging, and Automation
Product configuration and its development through each stage of operation plays an important part in determining the installation of this system.
The progressive installation of this system requires consideration of the automation of only one process at a time. This approach is more easily understood by management and financial executives than the installation of a complex, plant-wide materials handling system that carries a much higher price tag. Another advan-tage is that the total materials handling project can be spread over several years, thus causing less anxiety in lean times and reducing the up-front financial burden.
The progressive automation technique is useful when the following conditions are present:
Product design is not fully maturedProcess improvements are likely to occur in the near future due to technologicaladvances—in either the product, or in factory systems and equipmentAutomation is difficult to justify as a whole, but phases can be justified
independentlyInstallations are conceived as an interim arrangement until final plans can be
implemented
Total System Installation
Many large, established corporations have considered it worthwhile to replace out-dated facilities with new automated plants for products that have demand. The auto-mobile and appliance industries fall into this category, where production is fairly continuous for many years. Recent examples are the GM Saturn and IBM PC and Proprinter automated facilities, which have replaced the manual material handling functions because of the cost, quality, and production rate advantages. This approach is sound and profitable provided the products and the processes are established. It also requires heavy dependence on the automation supplier for quality and field support. The use of computers and electronics in linking information flow has helped tremen-dously in simplifying automation processes.
2.9.4 Storage Equipment for Material Handling Automation
In the last two decades, more emphasis has been placed on the carrying cost of inven-tory and handling systems for storage equipment, because these are the two highest contributors to the cost of warehousing and storage in general. The final objective, as both of these are non-value-added costs, is to totally eliminate them. Many new sys-tems and equipment choices have been introduced. They have been further enhanced by the computer technology now available to provide accuracy, flexibility, and effi-ciency. Some of this equipment, now widely used in industry, is described below.
Automated Storage and Retrieval Systems
An automated storage and retrieval system (AS/RS) has two objectives. The first is to faithfully support warehousing efforts. An AS/RS provides materials handling
DK565X_002_r04.indd 60 11/16/2005 1:30:25 PM

Assembly Automation 61
requirements with maximum efficiency, offering a unique and cost-effective way of storing and handling materials. The second objective is to provide data in real time to the cost collection and accounting function within the plant—or sometimes to the home office, because parts inventory and issues are tracked in digital form. For example, material issued has a contract or product code assigned along with the date and quantity. This can be converted to a dollar figure and charged to the finished product cost or contract. On some contracts, this may then be billed to the govern-ment or other customer as WIP. Analysis of such data also is used to update pricing data for bidding new contracts, because some of the items have common usage, or are allocated as part of the overhead cost.
Quite often a minicomputer is used for AS/RS operation to feed these data into the mainframe cost accounting computers. This means that networking involving a language conversion is involved. If all elements in the computer system are using one of the newer fourth-generation languages (4GL) and are compatible with open computer architecture, the problems are minimized. However, trying to tie in with older computers and languages can sometimes create serious problems in accuracy and cause delays in the retrieval, delivery, and reorder of material.
Figure 2.18 shows an AS/RS system layout that is widely used. It consists of a vertical stacking robot with a platform that travels up and down the aisle on a rail with an extended arm for safe, smooth, and precise storage and retrieval of inven-tory loads. On both sides of the aisle are racks full of bins, each assigned a particular location value. At a computer command, the robot travels down the aisle, adjusts to a specific height, and retrieves a bin from the rack. It then moves up the aisle and places the load at the operator’s workstation or conveyor. Next, it moves to an
FIGURE 2.18 Typical AS/RS layout for high output and improved inventory control. (From Eastman, 1987. With permission.)
RACK WITH BINS
WORK
STATION
RETRIEVAL
PLATFORM
PICK
POSITION
WORK
WORK
STATION
RACK WITH BINS
DK565X_002_r04.indd 61 11/16/2005 1:30:29 PM

62 Assembly Process: Finishing, Packaging, and Automation
adjacent station, picks up the previously delivered bin, and deposits it onto the rack at its proper location. It begins the next cycle by picking another bin for the operator while he is still getting material out of the bin that was just delivered. The computer system tracks all possible storage locations and tells the robot where to store each load. It makes the necessary updates to the inventory record every time the bin is served. The system can be linked to a higher-level host computer for material plan-ning and purchase order placement. Benefits of this system are the following:
Real-time inventory accuracy (often 100%)Reduction in space requirements (as high as 80% reduction)Faster order picking (up to four times the manual method)Consolidation (makes off-site warehouses seem part of a central system)Improvement of human factors (eliminates forklifts, climbing, bending,
lifting, etc.)Increased pilferage control (controlled access to material by designated
employees)Error-free operation (eliminates order picking errors)
Proper planning is required to install an AS/RS. Because most units are custom made, including the computer software applications, it is necessary to do the following:
Make a complete list of parts to be stored and ensure that all aspects of the AS/RS are sized correctly.
Make sure that the throughput of the AS/RS will meet your requirements.Be specific about AS/RS computer and software requirements, if it is to be
interfaced with the network system.Discuss performance, drawbacks, and potential problems with the users of a
similar operation. It is a major investment and downtime can paralyze the entire plant operation.
Plan item placement carefully. Frequently used categories should be stored in the front to reduce travel time. The number of picks per hour is greatly dependent on travel time back and forth from the aisle to the workstation and up and down the height of the racks. In most cases, the operator will be idle waiting for the next load.
Load-test the system before implementing it to make sure that it is assembled properly and can support the weight of the inventory stored.
Provide for a contingency plan in case the computer system breaks down or a load causes a jam-up. Two- or three day-breaks in the operation have been experi-enced with computer breakdowns. This may cripple an entire manufacturing operation if the system is based on small batch sizes with short cycle times.
Installation and start up are major tasks. It is necessary to decide on its loca-tion with the understanding that a future move for the AS/RS will be costly and cause production downtime.
While the AS/RS is used to store and retrieve loads on pallets and in containers, there is another version that is commonly known as the miniload system for
DK565X_002_r04.indd 62 11/16/2005 1:30:29 PM

Assembly Automation 63
handling and storing small parts in pans, drawers, and toteboxes. This system can efficiently automate small parts storage and handling of raw materials, finished products, kitting, and WIP materials. The working principle is the same, but it often requires the workstation layout to suit a particular application based on whether it is a kitting operation, production requirement, or warehousing operation.
Another variation of AS/RS is the application for high-density storage, in which the robot’s extendable arm is replaced with a shuttle car. This car travels on tracks underneath the loads supported on the rack. With this arrangement, it is possible to serve unit loads on the racks deeper than one unit, thereby reducing the number of aisles and robots required to serve the system. This system provides maximum building cube utilization and maximum storage density.
Carousel Storage and Retrieval System
The carousel storage and retrieval system (CS/RS) has been in use for years in the garment industry. We have seen a moving garment conveyor application in dry clean-ing shops, where a clerk activates a power conveyor supporting the garments to bring the order to the front counter. It is only in the last few years that this principle has been extended to industrial facilities for controlling inventory and handling costs. The addition of a programmable controller is useful in most cases.
Carousels are either horizontal or vertical. A horizontal carousel moves the prod-uct horizontally for use at floor level. In a vertical carousel, the product moves in a vertical loop and often can be serviced from more that one floor level.
A horizontal carousel is a closed-loop storage system comprised of a long, narrow framework supporting vertically placed storage baskets, which rotate on a horizontal plane. The baskets are connected by a common power drive system so all the bas-kets move at the same time as seen in Figure 2.19. The operator at the workstation activates the control to bring the desired basket to the workstation. Various applica-tions of the horizontal carousels are shown in Figure 2.20. Many types of products may be stored with this system, including hardware, electrical parts, appliances, and subassemblies. It can be used in warehouse operations, burn-in for electrical equip-ment, assembly-line operations, kitting, and WIP storage, among others.
Variations of the horizontal carousel include a twin-bin system, which allows an operator to pick parts from the sides of two adjacent bin columns instead of from only the front of the bin. A slightly different version is the rotary rack, in which each of the tiers rotates independently of the others. In this way, two tiers can be simulta-neously rotated to a desired location for assembly-line operation. This system can be further enhanced by automating the storage and pick-up functions with the use of a fixed-location robot with an extending arm. This concept is useful in supporting parts requirements for a flexible assembly workstation.
A vertical carousel, also know as a vertical storage and retrieval system (VS/RS), operates much the same as the horizontal system, but in vertical rotation as shown in Figure 2.21. It has the following features:
Allows full use of the building cubeProvides flexibility of storage
DK565X_002_r04.indd 63 11/16/2005 1:30:30 PM

64 Assembly Process: Finishing, Packaging, and Automation
Reduces downtime, delays, and damage to productsAllows for small batch sizesReduces set-up time (in countertype set up, such as tool cribs)
Figure 2.22 shows vertical carousel layouts for a variety of situations.
2.9.5 Transportation Equipment
Transportation equipment for materials automation consists mainly of transporters, automatic guided vehicle systems, and power and free conveyor systems.
FIGURE 2.19 Horizontal carousel for random storage with computerized inventory and in-process control. (From Sheth, V., Facilities Planning and Materials Handling, Marcel Dekker, New York, 1995.)
DK565X_002_r04.indd 64 11/16/2005 1:30:30 PM

Assembly Automation 65
FIGURE 2.20 Various applications of horizontal carousels. (Courtesy of Richards-Wilcox Manufacturing Company.)
Order picking
Buffer storage
Burn-in and Test
Records Storage
Shipping objectives are met byfreeing operators to do morework in less time for unsur-passed productivity!
Provides instant adjustment topeaks and valleys in produc-tion processes.
ACCUTRIEVETM providesefficient and effective burn-intesting for electronicsmanufacturing.
Combines the space-savingadvantages of high-densityarchival storage with fast, easyaccess.
90% TOASSEMBLY
10% TOBUFFER STORAGE
Records Storage
Burn-in and Test
Buffer Storage
Order Picking
DK565X_002_r04.indd 65 11/16/2005 1:30:32 PM

66 Assembly Process: Finishing, Packaging, and Automation
Transporters
One commonly used derivative of a floor-supported belt or roller conveyor is a transporter. It is a system comprised of sections of interconnected conveyors with diversion gates leading to various assembly work stations. Figure 2.23 shows a typical configuration of a transporter.
An effective manufacturing cell arrangement can be installed by combining a transporter and a horizontal carousel. The dispatcher loads the transporter to deliver a totebox from the carousel and signals the transporter to deliver the totebox to the avail-able workstation. The power conveyor moves the load until the power-activated arm diverts the load to the desired station. After completing the operation, the workstation
FIGURE 2.21 Vertical carousel. (From Sheth, V., Facilities Planning and Materials Handling, Marcel Dekker, New York, 1995. With permission.)
DK565X_002_r04.indd 66 11/16/2005 1:30:32 PM

Assembly Automation 67
operator transfers the totebox to the dispatcher through the bottom return conveyor, which is traveling in the opposite direction. The entire system is computer controlled to also keep track of the inventory count, work order status, and the storage informa-tion on the carousel. The system is advantageous because it does the following:
Eliminates the line balance problem, because the dispatcher controls the WIP inventory for every station on the line.
FIGURE 2.22 Vertical carousels can be configured to take advantage of tight spaces where operator or handling equipment access is difficult. (Courtesy of Baumann, Inc.)
Carousel in vertical design
Carousel in multi-level constructionwith 3 operating stations and loading nosesand vertical double-loop design
Carousel with loading nosein vertical triple-loop design
Carousel in multi-level constructionwith loading nose
Carousel with loading nosein vertical double-loop design
Carousel with loading nosein horizontal quadruple design
DK565X_002_r04.indd 67 11/16/2005 1:30:40 PM

68 Assembly Process: Finishing, Packaging, and Automation
FIGURE 2.23 The transporter provides flexibility in tasks perfomed at workstations. It eliminates line balancing requirements since workstations are set independent of one another for tasks performed. (Courtesy of Speedways Conveyors, Inc.)
Minimizes the supervision job of keeping workers busy, as they always have work in front of them. The employee’s task at each station may vary, depending on the schedule needs and experience of the individual operators.
Flexibility exists to change product lines and to perform various product oper-ations, without having to rebalance the line or reconfigure the conveyor.
DK565X_002_r04.indd 68 11/16/2005 1:30:41 PM

Assembly Automation 69
Schedule changes can be accommodated by adding more workstations for the same operations.
Manual operations are a simple interface, and the system can also be used as a buffer.
Automated Guided Vehicle System
The automated guided vehicle system (AVGS), much like a conveyor, brings work to the operator in a driverless vehicle as shown in Figure 2.24. However, there are distinct differences between the two systems. Load sizes are usually bigger for the AGVS, and frequency of service is quite different. It is relatively easy to change the path of the vehicle with the improved track devices available. A unique use of the AGVS is by Volvo in Sweden, which uses the AGVS as a progressive assembly-line conveyor for its automobiles, with flexibility in the line and workstation layout.
The AGVS has seen overwhelming growth in the last decade, with the increas-ing use of computer and microprocessor technology in material handling equipment. Earlier models, developed over 30 years ago, had limited applications as to load capacity and the length of the path traveled. With the development of the AS/RS, the carousel, and the emphasis on flexible manufacturing systems, the role of the AGVS has been crucial in bridging so-called islands of automation. An AVGS offers many benefits not limited to just the factory floor. Other uses in the factory include such mundane tasks as delivering the mail.
One system consists of a fixed path laid out on the plant floor by cutting a groove in the concrete with a diamond saw one-eighth-inch wide by one-half-inch deep along the center of the entire path. A continuous insulated metal conductor is laid into the groove and covered with epoxy. Both ends of the conductor are connected to an electrical device to generate low-level electrical signals. The AGV is equipped with sensors that pick up the electrical signals to keep it on the path within a range of one-half inch. The vehicle is usually propelled by a rechargeable battery. Vehicles are also equipped with computer and microprocessor controls to identify the loca-tion and duration of their stops. Automatic load and unload robots at each station may also be installed. Other systems track a strip of metallized tape or a metallic paint stripe on the floor.
Storage AGVSs, unlike stackers, are capable of stacking parts at different heights as well as transporting materials to various locations in the plant. The very-narrow-aisle version (5 ft) is gaining popularity in industrial warehouse operation because of its excellent load-handling capability of medium-sized loads, making it possible to raise the storage height of the warehouse bins.
Power and Free Conveyors
One version of an industrial plant conveyor is a dual-track conveyor system referred to as a power and free conveyor and shown in Figure 2.25. The system consists of two parallel tracks, one housing the power chain and the other containing free carriers that support the load. Latch mechanisms are attached to the power chain at a predetermined
DK565X_002_r04.indd 69 11/16/2005 1:30:41 PM

70 Assembly Process: Finishing, Packaging, and Automation
spacing that engage the carriers to propel them through the free track. A carrier can be stopped by a stationary cam stop mechanism that disengages the latching mechanism.
Power and free conveyors are available in overhead and inverted styles. In gen-eral, with power and free conveyors, the product is supported and transported in three different ways: on the floor, flush with the floor, or by the overhead system. For an overhead system, the load is suspended from the overhead conveyor with hangers.
FIGURE 2.24 Automated guided vehicle system. (Courtesy of Automated Systems Division, and Howell.)
DK565X_002_r04.indd 70 11/16/2005 1:30:41 PM

Assembly Automation 71
FIGURE 2.25 Power and free conveyor showing two-track system. One track supports a power chain with pushers and another supports trolley for product movement. (Courtesy of Richards-Wilcox Manufacturing Company.)
This allows freedom of operation around the product from the top down. The con-veyor can also be elevated so the floor area under the conveyor can be utilized for other productive work. This type is often required in the case of equipment assembly lines using manual labor or equipment and robots.
Figure 2.26 shows a typical layout of a power and free conveyor system. The man-ufacturing engineer should be able to lay out the system within specific requirements so the conveyor manufacturer can design a system to suit the customer’s needs.
Benefits of power and free conveyors include the following:
They provide on-line accumulation at a desired location without disrupting the flow of other carriers in the system.
Unlike the conventional conveyor, the product on a power and free system rides on a free track. This provides an extra opportunity to enhance the per-formance by adding switches, line-full sensing devices, lifting and dipping possibilities, and automatic inventory counts.
Unlike the conventional conveyor, where the speed has to be synchronized with operations of the same time duration for the progressive assembly line, the power and free system provides flexibility to provide accumulation sections, bypass and diversion, switches, empty carrier storage, and varying throughput requirements.
Support functions such as testing, inspection, or rework can be tied into the same conveyor with free tracks.
Future expansion is possible by add-on sections and carriers rather than installing a totally independent system.
DK565X_002_r04.indd 71 11/16/2005 1:30:41 PM

72 Assembly Process: Finishing, Packaging, and Automation
REFERENCES
Boothroyd, G., Assembly Automation and Product Design, Marcel Dekker, New York, 1992.Sheth, V., Facilities Planning and Material Handling, Marcel Dekker, New York, 1995.Tanner, J. P., Manufacturing Engineering, Marcel Dekker, New York, 1991.
FIGURE 2.26 Layout of power and free conveyor system for a product going through various activites in a plant with varying output. (Courtesy of Richards-Wilcox Manufacturing Company.)
Production & Assembly
Inspection
Warehousing
Finishing
Final Assembly
Shipping
Receiving
Pre-Assembly StorageParts and products not needed immediately aresent to overhead storage spurs, where they areindexed by product type and called for by thecentral computer when needed in production.
Here the conveyor supplies workers locatedalong multiple spurs with the necessary parts andproducts. Carriers are designed for easy, quickaccess, and variable speed drive units allow theproduction flow to be adjusted to optimum levelsof efficiency and productivity.
Products are tested for flaws and other qualitycontrol considerations. Manual and automaticswitches enable the workers to send productsonto finishing and final assembly or route themback to the production area for repair.
Parts and products are loaded onto theconveyor, with each carrier’s destination properlyencoded and fed into the central computer beforeit is sent into the main loop.
Products are unloaded from theconveyor and sent to shippingdocks. The destination codes arecleared from the computer andthe carriers are sent to recelvingto begin the proccess again, withnew loads and new instructions.
Products are readied forshipping, with those requadded drying time sent overhead spurs for short-storage.
Those products that require platingor painting are switched into thefinishing area, where the conveyormoves the loads through various ovensand dipping stations at precisespeeds.
Products not scheduled for immediate finishingand shipping are stored overhead in parallelspurs, which allow random carriers to stacklarge produces in a minimum amount of space.
DK565X_002_r04.indd 72 11/16/2005 1:30:45 PM

73
Electronics Assembly Michael Pecht,
Denise Burkus Harris, and
Shrikar Bhagath
3.1 INTRODUCTION TO ELECTRONICS ASSEMBLY
Electronic assemblies consist of any number of electronic and nonelectronic devices (screws, heat sinks, carrier plates, etc.) grouped together to perform a function. Each assembly is a self-contained production item, built within a particular facility in which it follows its own process fl ow. For example, an insertion-mounted printed wiring board (PWB) can be built in the same facility as a surface-mounted PWB; however, different equipment and processes are used. Both boards can be populated by the same pick-and-place machine, but a wave solder system is commonly used for insertion boards, while surface-mount boards use solder paste or thick solder plate refl owed in a vapor-phase or infrared (IR) furnace.
This chapter discusses the basic subassemblies commonly used within deliver-able electronic units and the assembly processing associated with each. It describes how these subassemblies are grouped together to form new assemblies, which are in turn the building blocks for larger assemblies, and the integration of these assemblies to form the fi nal system.
3.1.1 System Breakdown
A given system may have many levels of assembly. The fi nal system, or top assembly, can contain many subassemblies; each of these can contain its own subassemblies, and so on. Most subassemblies are manufactured as deliverable, self-contained units, built at various facilities. The system house obtains all of these subassemblies and integrates them into the fi nal system. A crucial fi rst step is creating what is variously called a system breakdown, system parts list, or ultimately an indented bill of material.
The list is started with the fi nal system at the top and the major subassemblies as branches below. These subassemblies are branched out further with their own
3
DK565X_003_r04.indd 73DK565X_003_r04.indd 73 11/11/2005 7:40:06 PM11/11/2005 7:40:06 PM

74 Assembly Process: Finishing, Packaging, and Automation
subassemblies and components. A subassembly is denoted by indenting the list at each new level.
In the example in Figure 3.1, each indentation indicates a lower level of assem-bly, or a subassembly within the given heading. 1 The quantities given are for one assembly. For example, there are 32 transmitter modules in the radar. Each transmit-ter module has one module housing, one cover, one PWB assembly, and so on. Thus, you would order (or build) 32 module housings, 32 covers, 32 PWB assemblies, and so on for each complete assembly.
3.2 TYPICAL PACKAGE ARCHITECTURE
Single-chip packages can be broadly classifi ed into plastic packages, ceramic pack-ages, and metal packages, depending on the kind of casing used. Figure 3.2 shows one of the simplest component packages, encapsulated in plastic. Figure 3.3a–c shows schematics of additional packages. A ceramic package typically has a substrate, to which the die is fi xed using a die-attach. The die has conductor pads on its periphery to which wirebonds (or other interconnections) are attached. The other end of the wirebond is attached to the package leads, which form the basic input/output (I/O) of the package. Lead seals are used to fi ll the gap between the leads and the package case. The lid of the package is affi xed to the case with a lid seal. Table 3.1 gives some of the commonly used materials for the package elements mentioned above.
3.3 ELEMENTARY SUBASSEMBLIES
3.3.1 Die Assemblies
Die assemblies are the simplest of subassemblies and consist of a bare die, such as a transistor or diode, mounted on a tab with a conductive surface. Figure 3.3 shows examples of typical die assemblies. Die assemblies are mounted on a substrate that is protectively overcoated (in commercial applications) or encased in a hermetically sealed package or hybrid (in military applications). Building your own assemblies has several advantages:
Die assemblies need be only slightly bigger than the dies themselves, making them much smaller than a discretely packaged or canned diode or transistor. Although direct mounting on the higher assembly’s substrate (a common practice with hybrid assemblies) would further decrease the size needed, mounting the dies fi rst on tabs allows functional testing before committing them to the more expensive higher assembly.
Pretested die assemblies can be used for low-yield dies, such as application-specifi c integrated circuits (ASICs); high-power dies, such as fi eld-effect
1. This fi gure is typical of a breakdown used early during the design phase of a product so that the designer can keep track of the materials fi rst selected for the design. It would have part numbers and other information assigned prior to appearing on a fi nished drawing or CAD fi le.
DK565X_003_r04.indd 74DK565X_003_r04.indd 74 11/11/2005 7:40:08 PM11/11/2005 7:40:08 PM

Electronics Assembly 75
FIGURE 3.1 Example of systems parts list or Christmas tree. AR, as required (a term used for materials purchased in bulk quantities); REF, reference.
Final System: Transmitter for a Radar20 #6 Screws1 Rack1 Cover
1 Cover1 Power supply PWB assembly
1 Power supply moduleREF 234553 Test Spec1 Module housing
1 PWB25 3µ capacitors10 0.1µ capacitors
3 0.01µ capacitors
15 2µ capacitors
1 Transformer1 Power hybrid
1 Case1 Cover1 Solder preform2 FET assemblies
1 FET1 BeO tab, thin-film metallizedAR 0.010-in.-diameter Al wire
1 Logic substrate assembly1 Substrate4 2N2222 transistors2 Rectifier chips (ICs)
AR conductive epoxyAR 0.001-in.-diameter Au wire
6 LM139 DIPs8 Com-04 cer paks
1 Matrix plate32 8-pin connectors1 10-pin connector15 ft 1/4-in. tubing33 Cables
32 Transmitter modules1 Module housing1 Cover1 T/R PWB assembly
1 PWB
1 Gate array1 Gate array die1 84-pin leaded chip carrier
1 Stripline1 Combiner4 Regulator hybrids
1 Case1 Cover1 Epoxy preform1 Substrate assembly
1 Substrate2 10-kΩ resistor3 IN3600 diodes3 0.033µ capacitorsAR conductive epoxyAR 0.001-in.-diameter Au wire
1 Epoxy preform1 Cold plate
64 Cables
DK565X_003_r04.indd 75DK565X_003_r04.indd 75 11/11/2005 7:40:08 PM11/11/2005 7:40:08 PM

76 Assembly Process: Finishing, Packaging, and Automation
Die
Die attach
LeadframeWirebond
Wire
Plastic case
FIGURE 3.2 Cross section of typical plastic-encapsulated single-chip package.
transistors (FETs); or when it is essential to match pairs of dies for func-tional reasons.
The tab allows easier rework, because die assemblies supported by tabs lift up in one piece. To replace the die, the substrate assembly must be heated to refl ow the solder or soften the epoxy with which the die is mounted. The die is then extracted from the substrate. Because most dies are only 0.01-inch-thick silicon, they tend to come off in pieces. These pieces must be carefully pried off one at a time. Extreme care must be taken not to damage the neighboring components.
Die Assembly Materials
The tabs used for die assemblies are metallized ceramic or metal plated to allow for proper mounting and wirebonding. Metal tabs give the backplane of the die assembly the same electrical function as the backplane of the die. Thus, for example, the tab on which a transistor is mounted becomes the collector, allowing the back-plane I/O to be accessed by connection to the backplane of the die assembly or the top of the tab. The most common metal tabs, Kovar and molybdenum, have high thermal conductivi-ties and coeffi cients of thermal expansion (CTEs) between those of the silicon dies and the ceramic substrates on which they are mounted. The metal tabs are plated, fi rst with 0.0001 to 0.0003 in. of nickel to provide a corrosion barrier metal, and then with 0.00005 to 0.00015 in. of gold to allow for wirebonding and solderability. If aluminum wirebonding is used, the minimum recommended thickness of gold is 0.0001 in.
Ceramic tabs are employed when the backplane of the die assembly should be inactive. The surface metallization of the tab becomes the collector when a transistor is
DK565X_003_r04.indd 76DK565X_003_r04.indd 76 11/11/2005 7:40:09 PM11/11/2005 7:40:09 PM

Electronics Assembly 77
FIGURE 3.3 Die assembly examples. (a) Diode on metal tab; (b) diode on ceramic tab; (c) transistor on metal tab; (d) transistor on ceramic tab; (e) transistor on ceramic tab with emitter bonded; (f) transistor and diode on ceramic tab with base connected to anode and collector connected to cathode.
ANODE CATHODE ANODE CATHODE
ANODE CATHODEANODE
(a) (b)
(c) (d)
(e) (f)
CATHODE
BASE
BASE
BASE
EMITTER
EMITTER
EMITTERCOLLECTOR
COLLECTOR
COLLECTOR
METAL/METALLIZATION
DK565X_003_r04.indd 77DK565X_003_r04.indd 77 11/11/2005 7:40:09 PM11/11/2005 7:40:09 PM

78 Assembly Process: Finishing, Packaging, and Automation
mounted on a ceramic tab. Ceramic tabs are metallized with thick-fi lm gold alloys or thin-fi lm metallization. If 96% alumina is used, the ceramic substrate is laser drilled to create a perforated array of the desired tab dimensions, called a snapstrate. The thick fi lm is printed and fi red onto the snapstrate, creating an array of bonding pads within the perforations. When snapstrate is snapped apart, individual tabs result. The back side of the snapstrate may be left as bare ceramic if the die assembly is to be dielec-tric epoxy mounted, or it may be metallized to allow for solder mounting. If thin-fi lm metallization is desired, a 99% alumina substrate is used, with a base metal, such as chromium, titanium, tungsten, or copper, deposited on it. The substrate is then nickel-gold plated like metal tabs. After plating, the substrates are diamond sawed into tabs of the desired dimensions. If beryllium–oxygen tabs are required to provide high thermal conductivity, they are metallized using thin-fi lm methods, because thick fi lm does not provide good adhesion to the beryllium–oxygen.
Die Assembly Processing
Die Mounting The dies are mounted to the tabs using either solder or eutectic mounting. Figure 3.4 shows a typical phase diagram for a solder. The x -axis of the diagram gives the composition of the alloy; the y -axis is temperature. The liquidus lines indicate the temperature at which a given composition will completely melt or be in a liquid phase. The solidus lines indicate the temperature at which a given composition
TABLE 3.1 Commonly Used Materials for Various Package Elements
Package Element MaterialsChip carriers and substrates Ceramic: alumina, beryllia, silicon carbide, aluminum nitride,
silicon nitride, forsterite
Metal: Molybdenum, copper-tungsten, tungsten, Kovar, stainless steel
Semiconductor die Silicon, germanium, silicon carbide, gallium arsenide, cadmium sulfi de, indium antimonide, lead sulfi de, II–V and II–VI compounds
Die attach and adhesive Silicone, polyurethane, acrylic, epoxy Novolac, epoxy phenolic, epoxy polyamide, solder
Wires for bonding Gold and aluminum
Leads Kovar
Lead seals Glass
Lids Same as case/chip carrier materials
Lid seal Welding, brazing, and solder materials
Encapsulants Silicones, epoxies, polyimides, polyamides, polyurethanes, fl uorocarbons, acrylics, diallyl phthlate, polyvinyl chloride, parylene
DK565X_003_r04.indd 78DK565X_003_r04.indd 78 11/11/2005 7:40:11 PM11/11/2005 7:40:11 PM

Electronics Assembly 79
will crystallize or become completely solid. The areas between the liquidus and solidus lines represent the plastic zones of a given composition, or the zone in which both liquid and solid phases are present. In other words, as the temperature is increased for a given composition, that composition starts to melt when the temperature matches that of the solidus and has completely melted when the temperature matches that of the liquidus. The eutectic is the point at which the solidus and liquidus intersect. A eutectic alloy is a composition with the lowest possible melting point, going from solid to liquid at one temperature (that is, a eutectic alloy has no plastic zone). Eutectic mounting is used for dies that use a eutectic alloy for attachment. This method is very labor intensive and has a high potential for damaging the die during the rubbing, or scrubbing, process.
In eutectic mounting without a solder preform, a silicon die is placed on the gold-plated tab. The tab is placed on the hot plate of a die-bonding station. Dry nitrogen is blown over the die-mounting area (alternatively, the entire process is performed in an environmental chamber fi lled with dry nitrogen). The temperatures of the tab and
FIGURE 3.4 Eutectic alloy phase diagram.
MELTINGPOINT OFMETAL B
LIQUID PHASE
LIQUIDUS PLASTICZONE
MELTINGPOINT OFMETAL A
SOLID PHASE
SOLIDUS
EUTECTIC POINT(50% A/50% B)
TE
MP
ER
ATU
RE
0
0
20
20
40
40
60
60
80
80
100
100
%
%
A
B
DK565X_003_r04.indd 79DK565X_003_r04.indd 79 11/11/2005 7:40:11 PM11/11/2005 7:40:11 PM

80 Assembly Process: Finishing, Packaging, and Automation
die are brought to approximately 400–420°C (about 20–40°C above the gold–silicon eutectic point). The die is rubbed gently back and forth into the gold plating until the gold and silicon melt together to form the eutectic alloy. At this point, the die is eutectically bonded to the tab.
Eutectic mounting with a preform, the most common die-mounting method, uses a solder preform of the desired eutectic alloy. An alloy is chosen depending on (1) the metallization of the substrate and the die backplane; (2) the desired refl ow temperature; and (3) the formation of intermetallics, which can affect the long-term reliability of the unit. For example, 80% gold–20% tin has a eutectic point of 280°C. This temperature is high enough to surface mount the substrate with eutectic lead–tin (63% lead–37% tin, which refl ows at 183°C) without refl owing the die mount, but it is lower than the eutectic point of some other commonly used gold eutectics; this allows limiting the exposure of the die to extreme temperature. This alloy also has good wetting properties on both the gold metallization commonly found on the substrate and the diffused gold on the die backplane. However, gold–tin intermetallics readily formed at relatively low tempera-tures are very brittle and can lead to mechanical fracture failures. Silver eutectics are not brittle, but silver can migrate, leading to small changes in resistivity over time. Silver is also notoriously susceptible to corrosion problems. Table 3.2 lists some commonly used solder alloys.
After an alloy is selected, a preform is punched out with a cookie cutter die, or simply cut out of the alloy foil with scissors. The preform is placed between the die and the mounting surface, and the die is mounted using the scrubbing method discussed earlier.
For high-volume production, furnace mounting or fl uxless solder refl ow is used. The die and preform are placed on the tab or substrate and sent through a furnace fi lled with forming gas (approximately 5% hydrogen and 95% nitro-gen). Forming gas provides a reducing atmosphere, which prevents corrosion and contamination while allowing wetting to occur. Industrial furnaces normally have three to nine zones; each is programmed to maintain a specifi ed gas fl ow and tem-perature. The parts travel on a belt at a programmed speed through the furnace. The combination of gas fl ow, belt speed, and zone temperatures yields a profi le of the temperature the part will reach. Attaching a thermocouple to a number of parts and running them through the furnace determines the profi le. A typical profi le is shown in Figure 3.5.
Interconnection
Interconnection to the die assembly is most commonly accomplished with wire-bonds. The standard wire is 0.0007- or 0.001-inch-diameter gold wire. When better current-carrying capacity is required, 0.005- to 0.01-inch-diameter aluminum wire is used to avoid using costly, larger-diameter gold wires. Table 3.3 lists the current- carrying capabilities and fusing limits of some standard-size wires.
Gold wirebonds are made using thermocompression or thermosonic bonding. In both cases, the wire is fed through a capillary. Heat is applied to melt the wire and form a ball of material at its end. This ball is thermocompressed into place on the
DK565X_003_r04.indd 80DK565X_003_r04.indd 80 11/11/2005 7:40:11 PM11/11/2005 7:40:11 PM

Electronics Assembly 81
TABLE 3.2 Solder AlloysTemperature (ºC) Elements (%)
Solidus Liquidus Eutectic Pb Sn Ag Ln Sb Bi Cd Au Zn— — 93 — 42.0 — 44.0 — — 14.0 — —
— — 95 32.0 15.5 — — — 52.5 — — —
— — 117 — 48.0 — 52.0 — — — — —
118 125 — — 50.0 — 50.0 — — — — —
— — 125 43.5 — — — — 56.5 — — —
— — 125 9.6 15.0 — 70.0 — — 5.4 — —
— — 138 — — — 42.0 — 58.0 — — —
— — 139 — 43.0 — — — 57.0 — — —
— — 143 — — 3.0 97.0 — — — — —
— — 145 30.6 51.2 — — — — 18.2 — —
155 149 — 15.0 — 5.0 80.0 — — — — —
— — 146 32.0 50.0 — — — — 18.0 — —
— — 162 18.0 70.0 — 12.0 — — — — —
144 163 — 43.0 43.0 — — — 14.0 — — —
156 165 — 25.0 — — 75.0 — — — — —
160 174 — 30.0 — — 70.0 — — — — —
— — 177 — 67.8 — — — — 32.2 — —
— — 179 36.1 62.5 1.4 — — — — — —
— — 183 38.1 61.9 — — — — — — —
183 186 — 35.0 65.0 — — — — — — —
179 189 — 36.0 62.0 2.0 — — — — — —
183 190 — 40.0 60.0 — — — — — — —
183 192 — 30.0 70.0 — — — — — — —
183 195 — 25.0 75.0 — — — — — — —
183 195 — 42.0 58.0 — — — — — — —
— — 198 — 91.0 — — — — — — 9.0
183 202 — 20.0 80.0 — — — — — — —
183 203 — 45.0 55.0 — — — — — — —
180 209 — 50.0 — — 50.0 — — — — —
183 209 — 15.0 85.0 — — — — — — —
183 214 — 50.0 50.0 — — — — — — —
183 215 — 10.0 90.0 — — — — — — —
— — 215 85.0 — 15.0 — — — — — —
(Continued )
DK565X_003_r04.indd 81DK565X_003_r04.indd 81 11/11/2005 7:40:11 PM11/11/2005 7:40:11 PM

82 Assembly Process: Finishing, Packaging, and Automation
TABLE 3.2 Solder Alloys (Continued)Temperature (ºC) Elements (%)
Solidus Liquidus Eutectic Pb Sn Ag Ln Sb Bi Cd Au Zn183 218 — 48.0 52.0 — — — — — — —
— — 221 — 96.5 3.5 — — — — — —
183 224 — 5.0 95.0 — — — — — — —
183 225 — 55.0 45.0 — — — — — — —
179 227 — 35.5 61.5 3.0 — — — — — —
221 229 — — 96.0 4.0 — — — — — —
183 238 — 60.0 40.0 — — — — — — —
233 240 — — 95.0 — — 5.0 — — — —
183 242 — 62.0 38.0 — — — — — — —
221 245 — — 95.0 5.0 — — — — — —
179 246 — 36.0 60.0 4.0 — — — — — —
— — 246 89.5 — — — 10.5 — — — —
183 247 — 65.0 35.0 — — — — — — —
— — 248 82.6 — — — — — 17.4 — —
— — 252 88.9 — — — 11.1 — — — —
183 258 — 70.0 30.0 — — — — — — —
250 264 — 75.0 — — 25.0 — — — — —
183 268 — 75.0 25.0 — — — — — — —
— — 280 — 20.0 — — — — — 80.0 —
183 280 — 80.0 20.0 — — — — — — —
225 290 — 85.0 15.0 — — — — — — —
268 299 — 88.0 10.0 2.0 — — — — — —
296 301 — 93.5 5.0 1.5 — — — — — —
268 302 — 90.0 10.0 — — — — — — —
— — 304 97.5 — 2.5 — — — — — —
— — 309 97.5 1.0 1.5 — — — — — —
301 314 — 95.0 5.0 — — — — — — —
— — 318 99.5 — — — — — — — 0.5
316 322 — 98.0 2.0 — — — — — — —
304 365 — 94.5 — 5.5 — — — — — —
Courtesy of the International Society for Hybrid Microelectronics.
DK565X_003_r04.indd 82DK565X_003_r04.indd 82 11/11/2005 7:40:11 PM11/11/2005 7:40:11 PM

Electronics Assembly 83
die, forming a thermosonic ball bond, and heat and pressure are applied while the wire is vibrated at ultrasonic frequencies. The wire is pulled through the capillary and looped over to the bond pad on the substrate. The capillary is used to press or scrub the wire into the gold-metallized bonding pad on the substrate, forming the stitch. The wire is then broken, leaving a tail. Figure 3.6a shows the steps in forming a ball bond.
Thermal bonding methods cannot be used to form aluminum wirebonds. When gold (substrate metallization) and aluminum (wire) are placed together and suffi cient heat is applied, gold–aluminum intermetallics can form; these brittle intermetallics can greatly weaken the strength of the wirebond. Thus, ultrasonic bonding techniques are used for aluminum wirebonds. Ultrasonic techniques are similar to thermosonic methods but are performed at room temperature. Because no heat is applied, no ball is formed; both ends of the wirebond are stitched. These stitches, also called wedges, produce wedge bonds. Figure 3.6b depicts the formation of a wedge bond.
Military and space applications specify that bonds be tested. In pull testing, the common military standard test, the wires are pulled until they fail. The type of fail-ure is documented (ball lift, break in wire loop, break at stitch, etc.), and the force at which the failure occurred is noted. For a nondestructive pull test, each wire is pulled
RAMP UP
TIME ATPEAK TEMP. RAMP OR COOL DOWN
THIS EXAMPLE SHOWS A TYPICAL 9 ZONE FURNACE PROFILE FOR THICK FILM PASTE. THE PARTS ENTER AT ROOM TEMPERATURE.THE FIRST 3 ZONES ARE PROGRAMMED SO THAT THEY WILL RAMP UP THE TEMPERATURE QUICKLY ENOUGH FOR THE PASTE TOREACH ITS REFLOW TEMPERATURE BEFORE THE ACTIVE SOLVENTS TOTALLY VOLATILIZE. ZONE 4, SET A PEAK TEMPERATURE (APPROXIMATELY 30–50°C) HIGHER THAN THE REFLOW TEMPERATURE) GUARANTEES THAT THE PASTE WILL REACH AND MAINTAINTHE REFLOW TEMPERATURE FOR THE PROPER DURATION TO ACCOMPLISH TOTAL REFLOW WITHOUT OVER FIRING. THE REMAINING ZONES ARE PROGRAMMED TO COOL DOWN THE PARTS FAST ENOUGH TO ESTABLISH PROPER GRAIN GROWTH. BUT SLOW ENOUGHTO PREVENT HIGH THERMAL STRESSING. THE PARTS EXIT THE FURNACE AT A SLIGHTLY ELEVATED TEMPERATURE , BUT COOLENOUGH THAT HITTING ROOM TEMPERATURE AIR WILL NOT THERMALLY STRESS THEM.
PEAKTEMP.
REFLOWTEMP.
ROOMTEMP.
TE
MP
ER
ATU
RE
ENTER 1 2 3 4 5 6 7 8 9 EXIT
TIME
FIGURE 3.5 Assembly methods sheet for wiring a connector.
TABLE 3.3 Wirebond Fusing CurrentsWire Diameter (in.) Nonfusing Current Fusing Current Maximum Wire Length (in.)0.0007 (gold) 160 mA — 0.070
0.001 (gold) 250 mA 1 A 0.090
0.005 (aluminum) 3 A 5–7 A 0.400
0.010 (aluminum) 10 A 17 A 0.500
DK565X_003_r04.indd 83DK565X_003_r04.indd 83 11/11/2005 7:40:12 PM11/11/2005 7:40:12 PM

84 Assembly Process: Finishing, Packaging, and Automation
to a specifi ed force. If the wirebond does not break or fail, the unit passes the test. Figure 3.7 shows a wirebond being pull tested.
Applications
Military and space applications typically require maximum reductions in weight, area, and volume, along with the highest possible reliability. They also often require the use of state-of-the-art or leading-edge technology. For example, a radar for a fi ghter jet must have the most advanced capabilities yet be small and lightweight enough to fi t into the nose of the aircraft. Use of discrete packages is very uncommon because of the extra volume and weight they impose. Despite their higher cost, bare-die assem-blies (i.e., hybrids) are commonly used to meet the size limitations of the system.
In addition to increased packing densities, military applications generally have higher power densities. These often require that certain transistors be tested at high temperatures prior to being mounted within the sealed unit, or that these transistors be mounted on a high-spreading tab (e.g., a metallized beryllium–oxygen tab) to prevent thermal stressing of the dies during high-temperature operations and thermal
WIREBONDER HEAD
CAPILLARY
GOLD WIRE
1. WIRE IS FED THROUGH THECAPILLARY.
4. THE BALL IS PULLED BACKTO PLACE IT AT THE ENDOF THE CAPILLARY.
5. THE CAPILLARY IS LOWERED ANDTHE BALL IS PRESSED OR SCRUBBEDONTO THE DIE’S BOND PAD.
6. THE CAPILLARY IS RAISED WHILE WIREIS FED THROUGH IT.
2. HEAT IS APPLIED TO THEWIRE TO MELT IT ANDFORM A BALL.
3. THE BALL IS FORMED.
7. THE CAPILLARY IS MOVED OVER AND LOWERED TO THE SUBSTRATE BOND PAD, FORMING A LOOP. THECAPILLARY THEN PRESSES OR SCRUBS THE WIRE ONTHE BOND PAD FORMING THE STITCH.
8. THE CAPILLARY RAISES BREAKING THE WIRE OFFAT THE STITCH. THE WIREBOND IS COMPLETED.
(a)
FIGURE 3.6(a)
DK565X_003_r04.indd 84DK565X_003_r04.indd 84 11/11/2005 7:40:12 PM11/11/2005 7:40:12 PM

Electronics Assembly 85
cycling tests. Furthermore, the advanced functionality of the military system often requires the use of a new die that is still immature in its design. The yields of such units are usually low, so it is necessary to test them functionally prior to placing them in the hybrid. Because of the die’s active backplane, this testing can be accomplished only when the die is mounted to a conductive surface.
Die assemblies are not commonly used in commercial applications, which gen-erally do not need the restricted sizes that merit the extra expense of additional subassemblies. Therefore, mature, high-production-volume, discretely packaged dies are commonly used commercially. These devices are very inexpensive (transis-tors can be as little as $0.30 each when bought in large quantities) and have high yield rates because of their simplicity and maturity; they have been produced for so long in such high volumes that the processes used to produce them and the products themselves have been fully debugged and optimized.
Die assemblies are used in commercial products with high-temperature environ-ments; for example, car ignitions require the use of FET transistors. But discretely
WIREBONDER HEAD
CAPILLARY
GOLD WIRE
1. WIRE IS FED THROUGH THECAPILLARY.
4. THE CAPILLARY IS MOVED OVER AND LOWERED TOTHE SUBSTRATE BOND PAD, FORMING A LOOP,. THECAPILLARY THEN ULTRASONICALLY SCRUBS THE WIRE ONTHE BOND PAD FORMING THE STITCH.
3. THE CAPILLARY IS RAISED WHILEWIRE IS FED THROUGH IT.
2. THE CAPILLARY IS LOWERED ANDTHE WIRE IS ULTRASONICALLY SCRUBBEDONTO THE DIE’S BOND PAD.
5. THE CAPILLARY RAISES BREAKING THE WIRE OFFAT THE STITCH FORMING A TAIL. THE WIREBONDIS COMPLETED.
VIEW A–A
(b)
A A
FIGURE 3.6(b) Examples of the formation of (a) a ball bond and (b) a wedge bond.
DK565X_003_r04.indd 85DK565X_003_r04.indd 85 11/11/2005 7:40:12 PM11/11/2005 7:40:12 PM

86 Assembly Process: Finishing, Packaging, and Automation
packaged FETs, with the extra interfaces of the discrete package, its mounting material, and its board material, do not dissipate heat enough to maintain the proper operating junction temperature. Therefore, a die assembly is used that consists of the necessary FET, eutectically mounted to a highly thermally conductive tab, such as molybdenum. This assembly is then encapsulated with a high-temperature-protective overcoat.
Another commercial application of die assemblies is the electronic sensing devices used in oil drilling. These miniature electronic devices, located at the tip of the drill, sense the conditions of the drill site—for example, pressure, temperature, and viscosity—then transmit this information through the drill rod to the surface, where it is analyzed to determine how close the drill is to the oil deposit. The envi-ronment in this case can exceed 200°C, due to the heat of the earth and the friction experienced by the drill.
3.3.2 Capacitor Banks
Introduction to Capacitor Banks
Capacitors are commonly used in electronic systems to regulate current and to store energy for the electronic assembly. Capacitors can constitute the bulk of the parts list for a power supply; power supplies, in turn, are needed to provide and regulate the
FIGURE 3.7 Wirebond pull test. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 86DK565X_003_r04.indd 86 11/11/2005 7:40:13 PM11/11/2005 7:40:13 PM

Electronics Assembly 87
necessary power for virtually all systems. In high-power applications, higher farad values are needed to ensure device functionality; in most cases, several capacitors must be placed in parallel to obtain the necessary capacitance.
Calculating Capacitance
For capacitors in series, the total capacitance ( C T ) is the reciprocal of the sum of the
reciprocal capacitances of the individual capacitors:
C
C C C CTn
1
1 1 1 11 2 3/ / / /+ + +
For capacitors in parallel, the total capacitance is the sum of the individual capacitances,
= = = = = =CT(5F) C1(1F) C2(1F) C3(1F) C4(2F)
where C T is the total capacitance; C
1 , C
2 , C
3 , … , C
n are the values of the individual
capacitors; F is farads, the standard measure of capacitance; and the standard symbol for a capacitor is
=
Producing Capacitor Banks
Because placing multiple capacitors fl at on a board to be hooked up in parallel can take a great deal of board real estate, a capacitor (cap) bank subassembly may be the best alternative. To produce a cap bank, the capacitors are placed on end, side by side. The bodies of the caps are bonded together with dielectric epoxy to prevent shorting the end terminations of any one cap. The end terminations of one side of the bank are bonded together with conductive epoxy or a low-temperature solder (e.g., 60/40 SnPb or eutectic SnPb). Some applications require electrical isolation between end terminations of different caps.
Example
Figure 3.8 shows an example of a cap bank. All the negative terminations are grounded to the fl oor of the module housing with conductive epoxy. To achieve
DK565X_003_r04.indd 87DK565X_003_r04.indd 87 11/11/2005 7:40:13 PM11/11/2005 7:40:13 PM

88 Assembly Process: Finishing, Packaging, and Automation
electrical isolation between the positive terminations, small pieces of Kapton tape are placed between each cap with dielectric epoxy. If the caps were ceramic with gold-plated terminations, the connections to the positive terminations could be accomplished with wirebonds or by attaching a gold ribbon with conductive epoxy. If the caps were tinned or had solder-coated terminations, a jumper wire could be hand-soldered to the appropriate termination. In Figure 3.8, a small ceramic board with a metallized pattern is placed over the caps; tolerancing has been calculated to allow the cap leads to fi t into the drilled holes of the board. Because the metallized pattern is only on the top surface of the board, the ceramic board material in direct contact with the caps acts as an insulator. The leads are connected to the ring of metal around the holes with solder or conductive epoxy. Attached to these rings are the bonding pads needed for making the connections to the appropriate I/Os on the associated substrate. Fuse wires can also be added to this design, as needed.
3.3.3 Microwave and Radio-Frequency Subassemblies
Microwave functionality is governed as much by mechanical design as by electrical design. The placement, orientation, and proximity of components to one another can greatly infl uence device electromagnetic fi elds and thus affect system functionality at operating frequencies associated with microwave applications. At radio frequen-cies (RFs), signal speeds are very fast. The signal or current travels along the metal surface; if the path length is too long, it can slow down the signal. Thus, when signal
AA
METALLIZATION
FUSES OR WIREBONDS(4 PLACES)
KAPTON TAPE
KAPTON TAPE
FUSE BOARD
VIEW A–A
FIGURE 3.8 Capacitor bank with interconnecting board and fuses.
DK565X_003_r04.indd 88DK565X_003_r04.indd 88 11/11/2005 7:40:13 PM11/11/2005 7:40:13 PM

Electronics Assembly 89
speed is the top priority, the signal path must be shortened by reducing the resistance. Resistance can be reduced by using a very electrically conductive material for the signal path, by using highly conductive die-attach materials, or by shortening the physical length of the paths. In some extreme cases, the only confi guration that will meet the operating rise times required by the design is to stack the components on top of each other. In other cases, electromagnetic interference (EMI) shielding is provided by metal barriers added to the die assembly or integrated into the module housing.
Just as component placement affects electromagnetic fi elds, so does the wirebond confi guration. Wirebonds are formed with a loop between the connection points that acts like the loop in an inductor coil. This loop, with its imposed inductance and capacitance, can change the functionality of the circuit design. Consequently, ribbon bonds are commonly used in microwave applications. A ribbon bond is not looped and thus does not add unwanted inductance to the connection. The potential induc-tance can be further limited by tacking the ribbon down along the connection path, either by welding it at multiple locations or by attaching it with conductive epoxy. The ribbon is connected to the die and the substrate metallization with a welding tip split in half; one tip welds at each end of the width of the ribbon. Power is applied and the ribbon is welded across its width to the surface metallization.
Microwave subassemblies are highly customized and unique to the electrical requirements of the device in which they will be utilized. Figure 3.9 gives some examples of microwave subassemblies.
3.3.4 Summary
Elementary subassemblies are used when area restrictions are critical or when special pretesting is required. Common applications are in military and space equipment, specifi cally avionics or satellite applications, where weight and size are of utmost importance. Elementary subassemblies are typically composed of simple discrete functions; a die assembly is usually only a diode or transistor, and a cap bank is sev-eral caps assembled together to form one subassembly that is functionally equivalent to one large farad-valued capacitor. The need for elementary subassemblies is very design dependent: If the design requires spreading heat under a high-power FET, a die assembly with a beryllium–oxygen tab might solve the problem; if fast rise times are required, stacking components may be the answer. These subassemblies can be built or purchased beforehand as individual products, or built as an integral part of a higher assembly, such as a hybrid.
In high-voltage applications, cross-talk and arcing potentials are critical. To prevent such problems, adequate spacing is designed into the assembly. If the real estate for such spacing is not available, spacing between two tracks can be increased by break-ing up the substrate into different subassemblies. Because the current or charge travels on the surface, the path of potential arcing must travel down the side of one substrate, across the fl oor of the case, and up the side of another substrate. Thus, without an increase in surface area, the spacing between two high-voltage potentials is increased threefold.
DK565X_003_r04.indd 89DK565X_003_r04.indd 89 11/11/2005 7:40:14 PM11/11/2005 7:40:14 PM

90 Assembly Process: Finishing, Packaging, and Automation
FIGURE 3.9 Examples of microwave subassemblies.
DK565X_003_r04.indd 90DK565X_003_r04.indd 90 11/11/2005 7:40:14 PM11/11/2005 7:40:14 PM

Electronics Assembly 91
3.4 CHIP CARRIER ASSEMBLIES
Chip carriers are plastic or ceramic packages that carry a single chip or die. The assembly processes used to make chip carriers are very similar to those used to make dual in-line packages (DIPs) for plastic chip carriers or ceramic packages (cerpaks) for ceramic chip carriers.
3.4.1 Plastic Chip Carrier Fabrication and Design
A plastic chip carrier package is fabricated by fi rst punching or etching a lead-frame pattern into sheet metal, typically Kovar plated with nickel and gold. The die is then epoxied to the center of the leadframe and wirebonded accordingly. The leadframe is encapsulated, with die and wirebonds, within a plastic mold (plastic chip carriers are always leaded). The leads extending out of the molded body can have a gull-wing or DIP confi guration, or be shaped like the letter J (J-leaded chip carriers). There are several molding techniques available for the encapsulation of plastic packages. The most widely used are transfer molding, injection molding, and reaction-injection molding.
Fabrication Using the Transfer Molding Process
In transfer molding, a plunger pushes the molding compound into a mold after the compound has been preheated to a set temperature, typically 90–95 ° C, for between 20 and 40 sec. The compound is then inserted into a transfer pot whose cylindrical cavity is maintained at around 170–175 ° C. The transfer plunger is depressed, which pushes the softened compound into the mold. The viscous molding compound fl ows over the chips, wirebonds, and leadframes and encapsulates the device.
There are basically two types of molds: the cavity chase mold (split-mold design with ejector pins, runners, gates, and vents) and the aperture plate mold. The latter, specifi cally designed for encapsulating microelectronic packages, is assembled from a series of stacked plates. The sides of the package body are formed with cutouts in the two aperture plates, and the leadframes are loaded between these two plates. The runner system is in the plate above the aperture plates. On the top surface of the molded body is the surface fi nish plate. In a standard press without microprocessor control, the transfer pressure is controlled by throttling the higher packing pressure through a speed-control valve. Once the mold fi lls, the transfer pressure builds up to the packing pressure, because the fl ow through the throttling valve slows to a stop (Manzione, 1990).
Immediately following the molding process, the package is postcured in large ovens for 4–8 h at 170–180 ° C to enable the molding compound to undergo com-plete conversion. The packages are then defl ashed using pneumatic means or solvent defl ashers (fl ash is the molding compound that inadvertently fl ows onto the lead-frame). The leads are trimmed and formed (bent into shape), then solder-dipped and plated to facilitate solder attachment to the circuit board.
DK565X_003_r04.indd 91DK565X_003_r04.indd 91 11/11/2005 7:40:16 PM11/11/2005 7:40:16 PM

92 Assembly Process: Finishing, Packaging, and Automation
Fabrication Using the Injection Molding Process
The injection molding process was developed for thermoplastic materials. In this process, plastic, in the form of small pellets, falls from a feed hopper into a screw that forces the material forward through several heating zones. As the plastic is transported, it is heated to a highly viscous liquid state, arriving at the front zone fully melted, de-aired, dried, and compressed up to 20,000 lb/in. 2 . The fl ights of the screw vary in each zone. When enough melt has accumulated, the screw is forced forward hydraulically as a piston, pushing the melt through a nozzle and down run-ners to a mold that is cooled, usually with chilled water, to freeze the plastic as quickly as possible. The removal of heat from the plastic is the time-limiting factor, which determines the overall cycle time, from seconds to minutes. The thermo-plastic molding materials are not altered substantially by this process, so sprues, runners, and scrap parts can be reground and blended with virgin material for reuse (Harper, 1991).
Injection-molded parts are extremely low in cost because of the automated nature of the process and the very low cycle time. However, the molds are extremely com-plex, must withstand very high pressures, and are very costly. Production must be considerable to justify the mold cost and setup expense.
Reaction Injection Molding Process
Reaction injection molding is a type of injection molding used to produce thermoset shapes, usually of large sizes. Polyurethane and polyester resins are used. Reactive liquid components are prepared separately, then pumped into a mixing head, where they are thoroughly combined. The mixed liquid resins are then forced into a heated mold that may also contain fi ber-mat reinforcement. The part cures like a compression-molded part. Advantages are low cost and large parts. Disadvantages are the limited choice of materials, the rather low-performance physical properties, and the diffi culty of controlling the reaction process (Harper, 1991).
3.4.2 Ceramic Chip Carrier Fabrication and Design
Ceramic chip carriers are made of cofi red ceramic with tungsten metallization. The ceramic body is available in two styles, slam or fl atpack, with a cavity for the die. The slam chip carrier can be single or multilayered. The die mount pad is in the center, surrounded by the wirebond pads. The bond pads via down to the buried layer, fan out toward the edge of the chip carrier, or both, where they either via up to the top of the castellation (single layer) or via down to the solder-mount pad/castellation (multilayer). On the surface, surrounding the wirebond pads, is a ring frame of metallization used to solder-mount a dome-shaped lid (multilayer) or a domed lid glass (single layer).
Multilayered ceramic chip carriers are cofi red ceramic layers with windows cut out in the top layers. When these layers are fi red together, the windows form a cavity. The bottom layers of the chip carrier form the bottom of the package. The next layers have small windows that form the lower cavity, where the die is mounted. The third set of layers, with a slightly larger window, form the wirebonding ledge within the chip carrier.
DK565X_003_r04.indd 92DK565X_003_r04.indd 92 11/11/2005 7:40:16 PM11/11/2005 7:40:16 PM

Electronics Assembly 93
The top layer has a metallization ring surrounding the window, which is used for solder-sealing the lid onto the chip carrier. Figure 3.10 shows multilayered chip carriers.
Chip carriers are available in a cavity-up or cavity-down confi guration. In the former, the cavity faces up from the surface mount pads on the bottom of the package. That is, the lid goes on the top of the package and the bottom is mounted downward to the PWB. In a cavity-down package, the lid is on the bottom of the package and is placed down on the PWB. A cavity-up package is used for traditional mounting confi gurations in which both routing and thermal paths are directed down through the PWB. A cavity-down package also allows the routing to be directed down to the PWB, but the thermal path is directed toward the top of the package, away from the PWB. This thermal design is sometimes used in convection-cooled systems.
Ceramic chip carriers are available in a variety of lead confi gurations. Leadless chip carriers have castellations. When the chip carriers are fabricated, the green tape used to make them is larger than the desired package, even considering the tape shrink-age during fi ring. Holes are punched into all the tape layers around the outer perimeter of the carrier, and the edges of these holes are metallized with tungsten. After the layers are laminated together, the prefi red stack-up is cut to size. The outer rim of green tape is cut off through the holes, leaving evenly spaced semicircular columns around the outer perimeter of the carrier. These metallized half-circles form the cas-tellations. The castellations provide a column of metal that allows the solder to fl ow
FIGURE 3.10 Examples of multilayered chip carriers. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 93DK565X_003_r04.indd 93 11/11/2005 7:40:16 PM11/11/2005 7:40:16 PM

94 Assembly Process: Finishing, Packaging, and Automation
up, forming the solder fi llet during the surface-mounting process. Figure 3.11 shows a leadless chip carrier mounted to a board. Note the solder fi llets that have formed in the castellations. Figure 3.12 shows a leaded chip carrier, also mounted to a board, on which the leads have been top-brazed to the package to give the standard gull-wing leaded style. The leads have been formed to step down to the board, providing a shock absorber. As the board temperature fl uctuates, the chip carrier expands at a different rate than the board. The bent lead will give, absorbing the thermal stress between the carrier and the board.
Leaded chip carriers are fabricated like leadless ones, with the additional step of brazing on leads after the exposed tungsten metallization is plated. The leads, Kovar with nickel and gold plating, are attached using a high-temperature braze, such as a eutectic copper–silver. The leads can be brazed to the top of the package in a gull-wing confi guration; to the bottom of the package; to the side of the pack-age, for insertion mounting; or to the side of the package in a J-lead form for surface mounting.
3.4.3 Pin-Grid Array Packaging
Pin-grid array (PGA) packages are high-lead-count chip carriers. To accommodate the large number of leads without increasing the perimeter of the chip carrier, the I/Os are
FIGURE 3.11 Leadless chip carrier (LCC) mounted to a PWB. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 94DK565X_003_r04.indd 94 11/11/2005 7:40:18 PM11/11/2005 7:40:18 PM

Electronics Assembly 95
designed as an array of pads on the bottom of the package, instead of in a single row along the package perimeter. The leads are pedestals brazed onto the pad array, yielding a set of pins for insertion mounting on the PWB. Likewise, to accommodate the high I/O count, dual ledges for wirebonding are typically used inside a PGA. PGAs are available in both cavity-up and cavity-down confi gurations.
3.5 HYBRID MICROELECTRONICS ASSEMBLIES
3.5.1 Defi nition of a Hybrid
A hybrid microelectronics device (hybrid) with a customized electronic function consists of two or more electronic components mounted and interconnected via a substrate. The substrate is made of a dielectric material patterned with metallized signals or tracks.
Hybrids are known by many names: multicircuit packages, multichip packages (MCPs), multicircuit hybrid packages (MHPs), and power hybrid packages (PHPs) (for hybrids with power densities greater than 10 W/in. 2 ). Some microwave hybrids are also known as integrated microwave assemblies (IMAs), but IMA is the name used for any microwave assembly; all microwave hybrids are IMAs, but not all IMAs are hybrids. The essential characteristic of a hybrid is that it contains multiple components.
FIGURE 3.12 Gull-wing chip carrier mounted to a PWB. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 95DK565X_003_r04.indd 95 11/11/2005 7:40:19 PM11/11/2005 7:40:19 PM

96 Assembly Process: Finishing, Packaging, and Automation
3.5.2 Hybrid Design
Unlike PWBs, in which all components are individually packaged and then mounted to the board, hybrids use bare dies packaged together in a single hermetic case. A given schematic, with a parts list of needed components, can be built with individ-ually packaged and leaded components mounted on an organic PWB, which provides the necessary routing among components. The same device can be built using bare dies, chip components (e.g., capacitors), and thick-fi lm resistors, all mounted to a multilayer ceramic substrate that provides the internal routing; the substrate assembly, mounted inside a hermetically sealed metal package, forms the hybrid.
A hybrid can be as simple as two diodes in one chip carrier or as complicated as a multiple-channel amplifi er, regulator, or analog-to-digital (A/D) converter. Hybrids can be digital, analog, or a combination of both.
In the most common hybrid design, bare dies and chip components are mounted on a multilayer ceramic substrate. A hybrid substrate is typically 96% alumina with thick-fi lm metallization; however, green tape, cofi red ceramic, and thin-fi lm mul-tilayering using polyamide as the dielectric may also be used, depending on the particular requirements of the design. Because bare dies are mounted, the substrate assembly must be packaged or sealed to protect them. The substrate assembly is either mounted inside a leaded case or encapsulated within a protective overcoat, as shown in Figure 3.13.
FIGURE 3.13 Encapsulated hybrid. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 96DK565X_003_r04.indd 96 11/11/2005 7:40:19 PM11/11/2005 7:40:19 PM

Electronics Assembly 97
The advantages of hybrids are a vast reduction in volume, area, and weight; better thermal management; increased functional densities; increased frequency capabilities; and improved electrical performance. The disadvantage is increased cost.
Eliminating individual component packaging is the major factor in size reduction, allowing bare die-mounting directly onto the substrate. Components can be placed much closer, and interconnections between components are more direct. Instead of wirebond-ing the bare die to the package’s internal leads and channeling the signal through the feedthrough to the external leads (which then have to be soldered to the PWB, which in turn routes the signal to the solder joint of another packaged die, etc.), the die on a hybrid can be wirebonded to the substrate, which connects directly to the wirebond pad of the other die. Thus, electrical performance and frequencies are improved.
Thermal interfaces are also eliminated. On an organic PWB, the heat must travel from the die through the attaching media, the die package, the package leads, the solder, and fi nally through the PWB to a heat sink. In a hybrid, the heat travels from the die through the attaching material to the substrate and through the hybrid case to the heat sink. Not only are there fewer thermal interfaces, the thermal conductivities of the hybrid materials are higher and can dissipate more heat. Thus, thermal manage-ment is improved.
The disadvantage of using a hybrid is the increase in cost and turnaround time from electrical design to fi nished product. Organic PWBs use polyimide with copper metallization. Hybrids use ceramics with gold, silver, or gold alloy metallization, all of which are higher in cost.
Dies, whether discrete ones such as diodes and transistors, hor integrated circuits (ICs), can be purchased in two forms: prepackaged or bare. Packaged dies come in many varieties: leadless chip carriers (LCCs) for surface mounting, DIPs for insertion mounting, plastic J-leaded or gull-winged chip carriers for surface mounting, or canned dies such as the three-leaded metal can packages commonly used for transistors. All packaged dies are designed for mounting on PWBs. Suppliers package the dies and then test and sort them. For example, in the case of a diode, all the bare dies are probed while still in wafer form; this go–no go test indicates only that the dies work like diodes or not at all. After being packaged, the diodes that passed the test are tested under full-power operating conditions. They are then sorted into bins—for example, there might be three different bins for a particular diode: one for diodes that operate only under 3 V, one for 3–7 V, and one for 7–12 V. These units can also be fully screened accord-ing to military standards, including burn-in to weed out any infant failures. Because packaged dies are in greater demand than bare dies and are manufactured in very large quantities using automated techniques, their cost is only pennies more than that of bare dies. In some cases, bare dies cost even more than their packaged counterparts because of increased handling diffi culties, electrostatic discharge (ESD) damage, and decreased yields (because bare dies cannot be completely tested and screened prior to packaging). For some ICs, especially those used in microwave applications, packag-ing increases yield, due to the EMI and ESD protection it offers. Bare dies are more susceptible to damage than their packaged counterparts; their surface metallization can be scratched or contaminated, damaged by ESD, or chipped by tweezers, or they can simply be lost because of their tiny size (a transistor can be as small as 0.011 0.007 in.).
DK565X_003_r04.indd 97DK565X_003_r04.indd 97 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

98 Assembly Process: Finishing, Packaging, and Automation
Packaged dies have high postmounted yields, typically over 98%, while bare dies have lower yields because of their vulnerability to handling or ESD during mounting. Bare die yields can be as low as 60%, depending on the complexity, sensitivity, and process control used in their mounting, but, under proper conditions, a bare die yield of 90–97% can be expected.
The yield of a PWB assembly is normally quite high because all elements and components used in the assembly are fully tested prior to commitment to the PWB. Hybrids, however, have lower yields. Because they use several bare dies, the overall yield problem of the end product is compounded.
Hybrids can also be expensive in terms of design time. As with PWBs, layout and routing are done by computer. After being checked, the information from the design station is downloaded into a laser artwork generator (LAG), which draws out the layers on a fi lm such as Mylar. This artwork is used to pattern the metal on the PWB. For hybrids, this artwork must fi rst be reduced and then converted into screens and stencils to pattern the metallization onto the substrate. After board fabrication, the PWB can be assembled by mounting the components and refl owing the solder. For hybrids, components must be wirebonded before the substrate assembly can be packaged. Thus, hybrids are more labor intensive than PWBs.
The lead time needed to order and receive components is also typically longer for hybrids. Because hybrids are used only when size limitations are extreme, they are typically not a high-volume production item. Bare dies and hybrid chip components are therefore not in as great demand as surface-mount components, and costs and delivery times are correspondingly greater.
Although extra manufacturing steps, component availability and lead times, mate-rials and component costs, turnaround times, and yield factors can all lead to higher costs, for hybrids these cost impacts can be reduced through several procedures:
Die placement and interconnection can be automated (this requires some capital expenditure).
Full functional testing of dies can be conducted prior to mounting (requires sophisticated universal die-testing equipment that can cost approximately $2 million).
Proper precautions can be employed to reduce possible ESD damage. Process control and operator training can be used to reduce handling damages. Rework procedures can be used to increase fi nal yields. Design guidelines and checklists can be developed to reduce design cycle time. Design engineers can be educated about the processing capabilities of the
facility. Manufacturers can be kept aware of designers’ needs. Design and manufacturing engineers can be updated on system trends and
design demands. The overall tasks of design and fabrication can be carefully planned. (Defi ning
piece parts early and using expeditious purchasing can eliminate bottle-necks. Good planning can also keep the electrical design from going to layout prior to simulation and debugging.)
DK565X_003_r04.indd 98DK565X_003_r04.indd 98 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

Electronics Assembly 99
Concurrent engineering, involving all engineering fi elds from design through production can be utilized. (System, electrical, and mechanical designers must work with manufacturing, reliability, and production engineers to design a producible product; engineers must work with purchasing and management to coordinate effi cient design and building efforts.)
3.5.3 Hybrid Processing
Component Mounting
Introduction to Component Mounting The most common method of mounting components on the substrate is to attach them with epoxy. In the 1960s and 1970s, dielectric (i.e., nonconductive) epoxies were used. However, with advances in polymer engineering, epoxy adhesion was greatly improved, as were techniques for fi lling epoxies with metals to make them electrically conductive. To obtain a low enough resistance to allow for proper conduction, the epoxies must be 70–80% gold or silver. Because of cost, silver is the more commonly used material. Other metals are either not conductive enough, too expensive, too corrosive, or not conducive to fi lling.
In recent years, the use of silver-fi lled epoxies in military applications has been questioned. The silver in epoxies can oxidize and reduce conductivity over time; silver can also migrate over lengthy periods, collecting in one area of the epoxy joint, leaving behind an insulating layer. Data showing gradual resistance changes in the epoxy support these two concerns. However, recent studies have shown that if the epoxy is properly processed and is contained in a hermetic environment away from potential contaminants and oxidizing agents, such as air and moisture, resistance changes are insignifi cant. Silver migration still occurs, but its effect is negligible.
Proper Storage The organics within the epoxies can spoil if not stored properly. Premixed epoxies are kept frozen or refrigerated. The shelf life of frozen epoxy is one year; of refrigerated epoxy, six months; and of epoxy stored at room temperature, one to three months. When the epoxy is to be used, it is taken out of the freezer and allowed to thaw before the container is opened; if the container is opened before the material reaches room temperature, humidity in the air can condense in the material and contaminate it. The material has to be protected by using only clean stainless steel utensils to mix or apply it; wood tongue depressors can leave fi bers that can react with the epoxy organics. Old material left on the screen after printing should never be mixed back in with the fresh epoxy; this material should be gathered in its own container and recertifi ed prior to use on deliverable products, or it should be set aside for engineering or prototyping use only.
Conductivity If the device is mounted with conductive epoxy, the epoxy acts as the electrical connection; it should only be used under end terminations to avoid shorting. In high-current or microwave applications, in which the resistivity of the conductive epoxy or the minute changes of resistance over time do not meet the electrical performance criteria of the design, the capacitors should be mounted with dielectric epoxy under the entire length of the capacitor body, and the end
DK565X_003_r04.indd 99DK565X_003_r04.indd 99 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

100 Assembly Process: Finishing, Packaging, and Automation
terminations should be wirebonded to provide the electrical connection. Though the same component mounting techniques can be used for both dielectric and conductive epoxies, using dielectric epoxy dictates the need for additional interconnections, usually in the form of wirebonds.
Applying Adhesives Epoxy can be applied as either a fi lm or a paste. Some epoxy fi lms use a fi berglass mesh support in the prepreg or B stage to laminate the layers of an organic PWB. Epoxy fi lms can also be formed by printing a layer of epoxy on a nonstick, inert surface (e.g., Mylar tape) and partially curing it, leaving it fl exible but no longer fl uid. Film adhesives can be purchased in approximately 12 in. 12 in. sheets or can be preformed by cutting or punching. Film adhesives are from 0.003 to 0.012 in. thick. Most fi lm adhesives require the application of pressure during cure.
Film adhesives are used for mounting large-area devices (that is, mounting LCCs approximately 0.3 in. 2 to larger die assemblies or chip carriers with higher I/O counts), for mounting substrates to the case fl oor, for mounting the case to the PWB, or for attaching the cold plate to the module housing. Preforms are not practical for mounting small dies or chip components—pastes are used for this purpose. Epoxy pastes should be hand-applied only when building prototypes and then using a stainless steel spatula or dental picks. If the facility uses automatic dispensing, the epoxy paste is placed in the dispenser gun and pressure is used to push it out. With a manual dispenser, the pressure is controlled through a trigger or foot pedal. More advanced equipment applies a set pressure pulse automatically, giving uniform amounts of epoxy. Some automatic dispensers can be programmed to deposit epoxy in predetermined loca-tions, much as pick-and-place machines are programmed to place components.
The most common method of epoxy application is printing the epoxy, just as thick-fi lm paste is screen-printed, using a larger mesh (typically 80 count) and a thicker emulsion (0.002–0.01 in.). The larger mesh accommodates the epoxy’s larger particle size and higher viscosity. The thicker emulsion is used to regulate the thickness of the epoxy deposit. Stencil printing can also be used, as in solder paste printing.
Soldering Other component mounting methods use solders. The die can be scrubbed down using eutectic alloy formation between the die and the substrate metallization or eutectic solder alloy preforms. Furnace mounting, using eutectic alloy preforms, is another process used with hybrids.
Chip components can also be mounted using solder paste or solder wire. The solders used for these applications are normally lead–tin alloys rather than the gold alloys used for die attachment. They refl ow at lower temperatures and are not neces-sarily eutectic, though they can be. To get good uniform adhesion, or wetting, of the solder to the surface metal, oxides must be removed. This can be accomplished in two ways. In the fi rst method, the solder is refl owed in a reducing atmosphere in a furnace fi lled with forming gas (a mixture of inert nitrogen and approximately 5% hydrogen). The nitrogen prevents the introduction of any new oxides, and the hydro-gen, at the refl ow temperature, reduces the oxides that have formed on the solder. This method is used for high-temperature or eutectic solders.
DK565X_003_r04.indd 100DK565X_003_r04.indd 100 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

Electronics Assembly 101
The other method utilizes fl ux to increase wetting. The fl ux chemically reduces any oxides on the metal surface or in the solder and can be applied to the surface or component prior to mounting. For example, fl ux can be printed on a pretinned or thick-solder plated board, providing a tacky surface that temporarily holds components in place prior to solder refl ow. Pretinned components can also be dipped into fl ux before placing them on the board surface, but this labor-intensive method is not frequently used. Solder pastes and most solder wires have fl ux in them. Solder pastes suspend par-ticles of the solder alloy in a solution containing fl ux, emulsifi ers, and volatile solvents, which burn off during refl ow. Solder wires have a rosin core that contains the fl ux.
Solder pastes or wires are refl owed by applying heat locally with a soldering wand (soldering gun) or hot-air gun. Solder paste is applied to the substrate by hand or by screening; the component is placed in the solder and the solder is refl owed.
The solder paste can be refl owed locally by submitting the entire substrate to the necessary heating cycle. The substrate is placed on top of a hot plate or on a refl ow system that employs a belt that travels the length of the refl ow equipment through zones heated conductively (by coils under the belt), convectively (by hot air or nitro-gen blown down onto the belt), or both.
Furnace refl ow can involve fl uxless solder refl ow, as in eutectic die attach, or fl uxed solder. In the case of fl uxed solder, the refl ow is performed in a nitrogen atmo-sphere; a reducing atmosphere is not needed because the fl ux provides the reducing or wetting agents. Another way to provide the energy needed to refl ow the solder exposes the substrate in the furnace to infrared radiation (IR furnace).
Finally, in the vapor-phase method, the substrate is lowered into a chamber fi lled with Freon vapor; the boiling point of the Freon determines the temperature of the vapor. As the part is lowered into the vapor, the solder refl ows as the vapor condenses on the surface of the substrate and transfers its latent condensation energy to the solder. Figure 3.14 shows the conceptual construction of typical vapor-phase systems.
FIGURE 3.14 Conceptual outline of vapor-phase refl ow. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 101DK565X_003_r04.indd 101 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

102 Assembly Process: Finishing, Packaging, and Automation
When using these methods, the substrates must be defl uxed or cleaned prior to mounting any bare dies. It is best to defl ux the unit before it has a chance to cool down fully, or the fl ux may bake onto the board and penetrate the surface. The board must be cleaned while it is still warm and the fl ux is still tacky to minimize fl ux residue, which can outgas later and damage the bare die. Flux damages bare dies, so they cannot be mounted using fl ux methods.
Dies are passivated (given a protective overcoat of a glass or an oxide) only at the wafer level. When the wafer is sawn into individual dies, the passivation is also cut. Thus, only the die surface, not its sides, is protected. Flux and fl ux fumes can deposit on the die, migrate under the passivation at the sides, then attack the oxides and metallization, causing loss of functionality over time.
Interconnection
Wirebonding and Ribbonbonding The most common interconnections in a hybrid are wirebonds. In high-power or microwave applications, a single wirebond connection does not always meet thermal or electrical requirements. In high-power FETs, the current, and thus the heat, is dissipated through the gate connection; a single wirebond used for this connection, even if it has a large diameter (0.005 in.), might not be able to handle the thermal transfer. When the heat travels from the bond pad surface of the gate to the much smaller surface area of the wirebond, the power is bottlenecked and cannot transfer fast enough, resulting in a burned-out gate (this power loss should not be confused with the power loss in the silicon due to FET switching). Consequently, multiple wirebonds are often used, although the wire itself may be rated for the carried current. Sometimes it is better to use three or four smaller-diameter gold wirebonds instead of a single larger-diameter aluminum wirebond; the increased surface area of multiple bonds, coupled with the higher thermal conductivity of the gold wire, can greatly decrease the potential for a thermal failure under high-power conditions.
There are several different kinds of wirebonds, including the wedge bond, the ball bond, and the stitch bond (Harper, 1970). Wedge bonds are made with a wedge or chisel-shaped tool that applies pressure to the lead wire on a preheated bonding pad. Diffi culties with wedge bonding include imprecise temperature control, poor wire quality, inadequately mounted silicon chips, and a poorly fi nished bonding tool.
Ball bonding is a process in which a small ball is formed on the end of the wire by severing the wire with a fl ame; the ball is then deformed under pressure against the pad area on the silicon chip. The number of steps in this bonding operation is small, and the strength of the bond obtained is strong. Aluminum wire cannot be used because of its inability to form a ball when melted with a fl ame. However, gold wire, which is an excellent electric conductor and more ductile than aluminum, can be used. A disadvantage of ball bonding is that a relatively large bond pad is required. Figure 3.6a shows the steps in forming a ball bond.
Stitch bonding combines some of the advantages of both wedge and ball bonding. The wire is fed through the bonding capillary, but the bonding area is smaller than for ball bonds, and no hydrogen fl ame is required. Both gold and aluminum wires can be bonded at a high rate. Figure 3.6b depicts the formation of a wedge bond.
DK565X_003_r04.indd 102DK565X_003_r04.indd 102 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

Electronics Assembly 103
Gold wire is typically bonded using thermocompression; aluminum wire is typi-cally bonded using an ultrasonic process. Thermocompression wirebonding depends on heat and pressure. In general, the bonding equipment includes a microscope, a heated stage, and a heated wedge or capillary that applies pressure to the wire at the interface with the bonding surface. In addition, a wire-feed mechanism is required, as is some mechanism for manipulation and control. Three primary parameters affect-ing thermocompression bonding are force, temperature, and time. These parameters are interdependent and are affected by other conditions and factors. Minor changes in these variables can cause signifi cant differences in bond characteristics. Low bonding temperature is desirable to avoid degradation of wire bonds due to gold–aluminum interactions. Low pressures avoid fracturing or otherwise damaging the silicon beneath the bond. The bonding tool used in the process may be of tungsten carbide, titanium carbide, sapphire, or ceramic (Schafft, 1972).
In a ball bond the weakest link occurs in the annealed wire leading to the bond. In a stitch or wedge bond, it occurs in the region of the wire in which the cross section has been reduced by the bonding tool.
Ultrasonic wirebonding also involves heat and pressure, but heat is supplied by ultrasonic energy rather than by a heated stage or capillaries. Pressure is also used but is incidental to the effect of the ultrasonic energy. Three primary factors affecting ultrasonic wirebonds are force, time, and ultrasonic power. The ultra-sonic power available for making the bond is dependent on the power setting of the oscillator power supply and the frequency adjustment of the tool. The force used is generally of the order of tens of grams and is large enough to hold the wire in place without slipping and to channel the ultrasonic energy into the bond-ing site without causing deformation of the wire. High power and short bonding time are usually preferred to avoid metal fatigue and to prevent the initiation of internal cracks. Lower power nevertheless gives a good surface fi nish and a large pull strength.
The third bonding method is a combination of ultrasonic and thermocompres-sion wirebonding. In ultrasonic ball bonders, the ultrasonic heat is identical to that in ordinary ultrasonic bonders, but a straight-wire capillary is used to feed the wire, as on the thermocompression bonder. Also included is the fl ame-off device necessary to form the ball on the gold wire (Pecht, 1991).
In ribbon bonding, a gold ribbon is split-tip welded to the die and substrate. Ribbons range from 0.005 to 0.05 in. wide and from 0.001 to 0.005 in. thick. The cross-sectional area of a ribbon can offer more current-carrying capacity than a wirebond, and the larger surface area allows power transfer from the die to the ribbon. An example comparison of cross-sectional and bonding surface area is given below.
Cross-sectional area (105 in.2)
Bond surface (105 in.2)
0.005-inch-diameter wire 1.9 2.0
0.01 in. 0.002 in. ribbon 2.0 5.0
DK565X_003_r04.indd 103DK565X_003_r04.indd 103 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

104 Assembly Process: Finishing, Packaging, and Automation
As can be seen in this tabulation, a ribbon gives 2.5 times the heat-transferring area for approximately the same cross-sectional area. This factor can be further improved by tacking down the ribbon at multiple places on the pad site.
Tape Automated Bonding Another interconnection method used in hybrids is tape automated bonding (TAB). With TAB, copper metallization is built up on top of a sheet or tape of Kapton. The copper is patterned using photolithography or etching. If the design requires multilayering, another layer of Kapton is placed on top of the patterned copper and the etching is repeated for the second layer. The copper between the layers of Kapton is sealed as protection against corrosion; the exposed copper, including the leads, is nickel- and gold-plated to generate a corrosion barrier and a bondable surface, respectively.
Figure 3.15 shows a close-up of tape that has been patterned and plated. Bumped tab leads are shown in Figure 3.16. The die and the substrate or chip carrier are connected to bumps of copper and/or plating at the ends of the leads by a process similar to resistance welding. After the die has been bonded, it can be probed and tested while still in tape form. Figure 3.17 shows a tape-automated-bonded die. Note that the leads fan out to larger probing pads, which enable the die to be functionally tested. These probe pads are cut off when the die and its bonds are punched out of the tape. After removal from the tape, the leads must be formed, or bent, to be mounted and bonded to the chip carrier or substrates.
TAB has several advantages: The bonding area is much larger than that of a ball or wedge bond; the lead itself provides a larger cross-sectional area for carrying the current and power; and the copper also gives one of the highest possible thermal conductivities and current capacities. The disadvantages of TAB are the time and cost of designing and fabricating the tape and the capital expense of the bonding
FIGURE 3.15 Patterned tape for TAB. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 104DK565X_003_r04.indd 104 11/11/2005 7:40:20 PM11/11/2005 7:40:20 PM

Electronics Assembly 105
FIGURE 3.16 Bumped TAB leads. (Courtesy of Westinghouse Electronics Systems Group.)
FIGURE 3.17 Tape–automated-bonded die. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 105DK565X_003_r04.indd 105 11/11/2005 7:40:21 PM11/11/2005 7:40:21 PM

106 Assembly Process: Finishing, Packaging, and Automation
equipment. Each die must have its own tape, patterned for its bonding confi guration, and each TAB design requires its own equipment program and setup. Consequently, TAB has typically been limited to high-volume production applications.
Flip-Chip Bonding Flip-chip technology for interconnection of dies is gaining popularity owing to the fact that the number of I/O connections per chip achieved using fl ip-chip bonding is much greater than can be achieved using wirebonding or TAB. The fl ip-chip uses a solder bump to connect the bond pad to the substrate (Figure 3.18). The fl ip-chip assembly consists of a ball-limiting metallurgy (BLM) on the chip bond pads, the solder bump, and a top surface metallurgy (TSM) on the substrate bond pads. BLM is a multilayered structure, with an adhesive layer, a barrier layer, and a bonding layer. Common materials for the BLM structure include chromium and titanium for the adhesion layer; copper, palladium, platinum, and nickel for the barrier layer; and gold for the bonding layer. Common materials for TSM structures include nickel for the lower layer and gold for the upper bonding layer. Common materials for the solder bump include 95 Pb/5 Sn, and 50 Pb/50
Substrate
Die
Top surfacemetallurgy
(TSM)
Solder dam
Ball limitingmetallurgy(BLM)
DiePassivation
Solderbump
Die
Al Pad
Cr
50/50 Cu/Cr
Cu
Au
FIGURE 3.18 Example of a fl ip-chip interconnect.
DK565X_003_r04.indd 106DK565X_003_r04.indd 106 11/11/2005 7:40:23 PM11/11/2005 7:40:23 PM

Electronics Assembly 107
In solders. Solder bump diameters typically range from 4 to 10 mils. Typical solder bump heights range from 2 to 8 mils. Minimum I/O pitches achieved using fl ip-chip are in the neighborhood of 10 mils. The maximum number of I/Os bonded using fl ip-chip interconnects are in the neighborhood of 700 or greater.
Substrate Mounting A substrate assembly can be mounted mechanically, with epoxy, or with solder.
Mechanical Mounting Mechanical mounting requires the engineer to attach the substrate assembly to a carrier plate that supports screws used to mount the substrate to the case. The screw support is usually a fl ange that extends out from under the substrate. Because ceramic cannot withstand the torque or stress a screw would impose on it, the ceramic is fi rst attached to a metal carrier plate, and then the carrier is screwed into the case. The ceramic is formed or machined to provide either a rounded notch out of a corner or a hole in the center for the screw. This method is not commonly used for military hybrids, because a screw that penetrates the case fl oor would result in a loss of hermeticity. Furthermore, a fl oor thick enough to support the screws would counteract the weight and volume reduction offered by hybridization. In commercial applications, substrates are mounted to carrier plates, protectively overcoated, and then mechanically mounted within the systems because this method provides for quick and easy replacement of the substrate assembly; the associated cost is increased weight and volume, with decreased hermeticity.
Epoxy Mounting Epoxy mounting can be done with epoxy paste, but this requires extensive process control of printing and curing. If the printed deposit is not smooth and uniform, air pockets or voids can form when the substrate is mounted, while curing epoxy outgasses the volatile solvents used to liquefy it. As outgassing occurs under the larger area of a substrate, pockets of gas can accumulate, forming voids that decrease adhesion and heat-transferring area. If a void is located directly under a hot component, the thermal resistance is greatly increased, and thermal failure can occur. Epoxy preforms, which resolve these problems, are therefore the norm. The preform can be cut or punched to the desired size and shape and comes in a very uniform thickness. The preform is placed in the case with the substrate on top of it, and pressure is applied by placing a weight (a few hundred grams) on top of the substrate, if component spacing allows, or by clamping down the ends of the substrate. The unit is placed in a vacuum or nitrogen-purged oven to cure it; vacuum ovens are recommended for their ability to extract outgassed material. The door to the oven must not be opened at any time during the cure; this would greatly affect the profi le, or epoxy cure schedule. If the epoxy does not reach cure temperature in the right amount of time, complete molecular interlocking cannot be obtained. If the ramp up to the cure temperature is prolonged because heat escapes from the oven, the organics that promote the interlocking can volatilize before the process is complete, reducing the adhesive strength of the epoxy.
Solder Mounting Another way to mount substrates is with a solder preform, using a low-temperature solder, such as a lead–tin composition. The case is typically gold-plated to allow solder wetting. The back side of the substrate is also metallized. If the substrate
DK565X_003_r04.indd 107DK565X_003_r04.indd 107 11/11/2005 7:40:23 PM11/11/2005 7:40:23 PM

108 Assembly Process: Finishing, Packaging, and Automation
is thick-fi lm alumina, the metallization can be a thick-fi lm paste of platinum–gold, platinum–palladium–gold, or silver. Gold paste is not used because of the tendency of gold to leach off the ceramic surface into the solder, forming intermetallics; this mass transfer accelerates at elevated temperatures (upper operating conditions) until all of the gold has diffused into the solder and none is left to maintain adhesion to the ceramic. The addition of platinum or palladium to the gold alloy will prevent substantial leaching. If the substrate is beryllium–oxygen, thin-fi lm metallization must be used.
The actual process fl ow for solder mounting of a substrate varies for different companies and applications. One approach is to refl ow the solder on the fl oor of the case with fl ux and a hot plate. Then the case is defl uxed, typically in a degreaser. The substrate backplane is burnished to roughen the surface and increase surface tension and wetting. The substrate is then placed on the solder and scrubbed into place while refl owing the solder on a hot plate under a dry nitrogen fl ow or in an environmen-tal glove box, as shown in Figure 3.19. The substrate can also be refl owed in place by clamping the preform and substrate into the case and sending the unit through a forming gas furnace. This method cannot be used if thick-fi lm resistors are on the substrate being mounted; exposing these thick-fi lm resistors to a reducing atmosphere can cause changes of up to 600% in the resistor value because it reduces the oxides comprising the resistor paste.
FIGURE 3.19 Substrate mounting in a glove box. (Courtesy of Westinghouse Electronics Group.)
DK565X_003_r04.indd 108DK565X_003_r04.indd 108 11/11/2005 7:40:23 PM11/11/2005 7:40:23 PM

Electronics Assembly 109
After the substrate is in place, the I/Os are wirebonded to the case leads. A fi nal internal visual is performed and full functional electrical tests are conducted. Figure 3.20 shows examples of delidded hybrid assemblies.
Biomedical Hybrids Biomedical hybrids are usually not mounted to any carrier plate or case; they are implanted, obviating the need for a carrier plate. Mounting within a metal case would increase the volume and produce package corners, which could irritate the unit’s surroundings. Although metal cases provide a hermetic seal against air and moisture, they would not protect the unit from the hostile environment of body fl uids (acids, enzymes, and other organics). Biomedical hybrids must be protectively overcoated with a polymeric material that will be inert in its environment yet withstand the chemical hostility of its surroundings.
Biomedical companies have found that by eliminating all contaminants prior to and during the application of the protective overcoat and by carefully controlling the curing process, complete and total adhesion can be obtained. The entire surface is coated; no voids or pockets are formed along the substrate assembly surface. Although the coating will absorb moisture from its surroundings, the moisture has no place to go; it penetrates to a certain depth of the coating and stops since there is no void to which the moisture can mass-transfer and condense. The moisture remains trapped in the overcoat material; once the surface is saturated, it absorbs no more moisture (Troyk, 1987).
FIGURE 3.20 Hybrid assemblies. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 109DK565X_003_r04.indd 109 11/11/2005 7:40:24 PM11/11/2005 7:40:24 PM

110 Assembly Process: Finishing, Packaging, and Automation
Thermal stress in a biomedical hybrid is not as great as in military and most commercial applications; although the temperature is slightly elevated (98.6°F), it is fairly constant. The maximum temperature gradient that a biomedical device would experience is only a few degrees. Thus, thermal management is not a crucial issue for these devices.
Package Sealing
Introduction to Package Sealing Once the hybrid passes precap inspection and electrical testing, it is sealed. The most common sealing methods are welding and solder sealing.
Welding In resistance welding, an electrode rolls over the edges of the lid while current and pressure are applied. The current heats the lid and case because of the resistance of the case material, so this method works only on cases and lids made of materials with high resistivities, such as Kovar or stainless steel. If the case itself is made of a copper alloy for thermal and grounding purposes, then a Kovar or stainless steel seal ring can be brazed to the top of the case side walls to provide the necessary resistance.
Another welding method uses a laser to hermetically seal the lid and case together. Laser welding can be done on a wide variety of materials, including aluminum– silicon alloys, ferrous alloys, and nickel alloys. Figure 3.21 shows the different lid confi gura-tions used for soldering and welding.
Lid Defl ection Lid defl ection must be taken into account when designing an electronic package, whether for a hybrid or for a module. The metal must be thin enough to allow the lid and seal ring surface to reach welding temperature without the entire case being heated. Usually, the lids used for resistance welding have a outer perimeter thickness of 0.005 in., while the center metal is 0.01 to 0.015 in. thick, as shown in Figure 3.21. This added center thickness gives the lid more rigidity. However, it still allows lid defl ection to occur during operation and testing conditions.
Example In military applications, hybrids must pass various environmental tests, including leak testing, centrifuging, and vibrational testing. These tests impose stresses that can cause lid defl ection. For example, when a unit is leak tested, the sealed package is exposed to a differential pressure of 2 atm (29.4 psi). If a standard 1 in. 2 in. hybrid is leak tested, the total defl ection for a uniformly distributed load can be expressed as
y k
r
Et
1
4
3
where y is the total defl ection, E is Young’s modulus of the lid material, r is the width of the lid, R is the length of the lid, t is the lid thickness, v is a uniformly distributed load in psi, and k
1 is a coeffi cient dependent on the ratio of R to r and the way the lid
is supported (Avallone and Baumeister, 1987).
DK565X_003_r04.indd 110DK565X_003_r04.indd 110 11/11/2005 7:40:24 PM11/11/2005 7:40:24 PM

Electronics Assembly 111
A standard 1 in. 2 in. hybrid would have a 1 in. 2 in. 0.015 in. Kovar lid. Thus r 1 in., R 2 in., t 0.015 in., and E 20 10 6 psi (see Table 3.4). This lid is welded or attached to the case, implying that the lid is fi xed on all edges.
Using a fi xed support model and given that R/r 2, k 1 0.0277 (Avallone and
Baumeister, 1987), substituting the given information into the equation yields the following:
y
0.0277
1
0.0150.012 in.
4
3
29 4
20 000 000
.
, ,
0.015" ± .001"
0.005"
.003
A
* THE RADIUS IS TYPICALLY 0.000 - 0.030" BIGGER THEN THE INSIDE RADIUS OF THE CORRESPONDING CASE
L = SAME LENGTH AS CASEW = SAME WIDTH AS CASEA = CASE WALL THICKNESS
0.010" TO 0.015"
ROLLERL
W
CASE WALL
(a)
WEDGE JOINT
RESISTANCE WELDING
TYPICALLY USED ON HYBRIDS
*
FIGURE 3.21(a)
DK565X_003_r04.indd 111DK565X_003_r04.indd 111 11/11/2005 7:40:24 PM11/11/2005 7:40:24 PM

112 Assembly Process: Finishing, Packaging, and Automation
tL = tC
RL = RC
TL = (TC 0.010)
LL = (LC 2A)
WL = (WC 2A)
0.010
.00
0.010
0.010
0.000
.005.000
.005
LASERBEAM
WELD JOINT
R 0.030 MINTVP
(tL .010)
tC
TC
LL
WL
A
LASER WELDING(b)
FIGURE 3.21(b) Examples of (a) sealing lids and (b) solder sealing for hybrid packages.
DK565X_003_r04.indd 112DK565X_003_r04.indd 112 11/11/2005 7:40:24 PM11/11/2005 7:40:24 PM

Electronics Assembly 113
TAB
LE 3
.4 T
ypic
al P
rope
rtie
s of
Met
allic
and
Cer
amic
Mat
eria
ls C
omm
only
Use
d in
Fre
ncht
own
Cer
amic
-Met
al B
raze
d A
ssem
blie
sM
etal
lic M
ater
ials
Prop
erty
Stee
lSt
ainl
ess
Stee
l 304
Kova
rA
lloy
42N
icke
lM
olyb
denu
mO
FHC
(cop
per)
Wcu
10—
Fe 6
7Fe
54
——
——
—
Com
posi
tion
by w
eigh
t %Fe
Cr
20C
o 17
Fe 5
8N
i 99.
0M
OC
UC
u 10
99+
Ni 1
0N
i 29
Fe 4
2 m
in.
99.9
99.9
6W
90
Spec
ifi c
grav
ity (
g/cm
3 )8.
77.
88.
48.
28.
810
.28.
917
.2H
ardn
ess
Roc
kwel
l50
9070
–85
60–8
050
–80
55–6
010
–45
30(B
, C, o
r 45
N s
cale
)B
BB
BB
BB
CTe
nsile
str
engt
h (
103 p
si)
5585
7060
6017
030
125
Com
pres
sive
str
engt
h (
103 p
si)
——
——
——
——
You
ng’s
mod
ulus
of
elas
ticity
(
106 p
si)
2828
2020
3050
1737
Coe
ffi c
ient
of l
inea
r the
rmal
exp
ansi
on
( 1
07 /
°C, 2
0–50
0ºC
)14
019
053
7315
056
180
60
The
rmal
con
duct
ivity
(ca
l cm
/cm
2 see
ºC
) 20
°C0.
140.
330.
040
0.03
60.
204
0.38
00.
940
0.50
100º
C0.
160.
390.
043
0.04
10.
200
0.33
00.
940
0.49
Spec
ifi c
heat
(ca
l/gºC
)—
0.12
0.10
40.
120
0.13
00.
060
0.09
20.
039
Ele
ctri
cal c
ondu
ctiv
ity—
——
——
—10
040
(Con
tinu
ed)
DK565X_003_r04.indd 113DK565X_003_r04.indd 113 11/11/2005 7:40:25 PM11/11/2005 7:40:25 PM

114 Assembly Process: Finishing, Packaging, and Automation
TAB
LE 3
.4 T
ypic
al P
rope
rtie
s of
Met
allic
and
Cer
amic
Mat
eria
ls C
omm
only
Use
d in
Fre
ncht
own
Cer
amic
-Met
al B
raze
d A
ssem
blie
s (C
onti
nued
)C
eram
ic M
ater
ials
Prop
erty
Alu
min
a FA
-94
Alu
min
a 20
82B
eryl
lia T
herm
alC
ompo
sitio
n by
wei
ght %
Al 2O
3A
l 2O3
BeO
a
9494
99.5
Spec
ifi c
grav
ity (
g/cm
3 )3.
633.
602.
80H
ardn
ess
Roc
kwel
l80
8060
(B, C
, or
45N
sca
le)
45N
45N
45N
Tens
ile s
tren
gth
( 1
03 psi
)35
3322
Com
pres
sive
str
engt
h (
103 p
si)
410
410
225
You
ng’s
mod
ulus
of
elas
ticity
(
106 p
si)
4545
21
Coe
ffi c
ient
of l
inea
r the
rmal
ex
pans
ion
( 1
07 /
°C, 2
0–50
0ºC
)71
7073
The
rmal
con
duct
ivity
(c
al c
m/c
m2 s
ee º
C)
20°C
0.05
0.05
0.55
100º
C0.
040.
040.
40Sp
ecifi
c he
at (
cal/g
ºC)
0.19
0.19
0.25
Ele
ctri
cal c
ondu
ctiv
ity—
——
a T
hese
mat
eria
ls a
re m
ost o
ften
use
d by
Fre
ncht
own
Cer
amic
s to
pro
duce
cer
amic
-met
al b
raze
d as
sem
blie
s. O
ther
mat
eria
ls a
re a
vaila
ble.
b R
egis
tere
d tr
adem
ark,
Bru
sh W
ellm
an.
Cou
rtes
y of
Fre
ncht
own
Cer
amic
s, I
nc.,
Fren
chto
wn,
N.J
.
DK565X_003_r04.indd 114DK565X_003_r04.indd 114 11/11/2005 7:40:25 PM11/11/2005 7:40:25 PM

Electronics Assembly 115
Checking this number against defl ection measured during leak testing, the calcu-lated value is much smaller than the measured value of 0.03 in. Further investigation indicates that the case walls are not totally rigid; they can fl ex at the fl oor of the case during leak testing. This suggests that the lid is not totally fi xed.
Recalculating for a simply supported model changes k 1 from 0.0277 to 0.1106
(Avallone and Baumeister, 1987), which in turn gives a defl ection of 0.048 in. This does indeed indicate that the actual lid defl ection (0.03 in.) is between that of a fi xed lid (0.012 in.) and that of a simply supported lid (0.048 in.). For future calculations of this hybrid’s defl ections, a simply supported model should be used to ensure that the calculated value always refl ects the worst-case situation.
This example demonstrates that lid defl ection must be accounted for when design-ing a hybrid. To ensure that the lid does not come into contact with any components, potentially creating shorts or damaging wirebonds, the bottom of the lid must be 0.048 in. above the highest component or wirebond in the hybrid.
Standoff Posts If the additional height needed to allow for lid defl ection is not available because of system height limitations, the design must be modifi ed in another way to compensate for lid defl ection. One approach is to use a solder seal or laser weld so the lid can be thicker and experience less defl ection. Another possibility is to reinforce the lid by adding ridges or dimples. The most common solution, however, is to incorporate standoff posts, or spacers, in the assembly. This can be done by mounting posts on the surface of the substrate assembly that support the lid and limit its defl ection. Care must be taken when designing these posts. They must support the lid without deforming it (pointed posts could dent or even puncture the lid during leak testing). They must also account for stack-up tolerances to adequately limit defl ection without exerting a force on the lid during sealing.
Another necessity in standoff post design is accounting for all the forces and resulting defl ections to which the case will be exposed. To continue the earlier example, a 1 in. 2 in. hybrid tested per MIL-H-38534 will be exposed to a 2 atm pressure differential during leak testing, 5000 g during centrifuging, and vibration at 200 g rms during particle impact noise detection (PIND) testing. The previous example indicated a worst-case defl ection of 0.048 in. Similar calculations yield expected worst-case defl ections of 0.037 in. and 0.0015 in. for centrifuging and PIND, respectively. These calculations yield a maximum expected defl ection of 0.048 in. during leak testing. Because the lid will vibrate 0.0015 in. during PIND, the posts must be designed to prevent the lid from contacting the components. This design will involve a complex structural analysis to determine what number of posts at what height and placement will accommodate the vibration potential. The posts must be short enough to remain below the vibration range so that the lid will not tap against the posts during PIND and cause a noise detection failure.
3.5.4 Hybrid Packaging
Introduction to Hybrid Packaging Once the substrate assembly, mounting, and wirebonding are completed, the substrate is ready to be mounted in the package or
DK565X_003_r04.indd 115DK565X_003_r04.indd 115 11/11/2005 7:40:25 PM11/11/2005 7:40:25 PM

116 Assembly Process: Finishing, Packaging, and Automation
case. Typical hybrid cases are metal with glass or ceramic feedthroughs, or ceramic with brazed-on leads.
Metal Packaging
Introduction to Metal Packaging Metal cases are fabricated in three ways. The fi rst is two-piece construction with a Kovar plate brazed to a window frame of Kovar. Both pieces are nickel and gold plated prior to brazing. The window frame is typically machined out of a solid piece of metal. A second technique for fabricating a metal package is to machine a bathtub out of a solid piece of metal. A third fabrication method molds the metal in the shape of a bathtub. However the side walls of a gull-winged leaded case are formed—by brazing, machining, or molding—the side walls must have holes for feedthroughs drilled prior to plating. For insertion-mounted hybrids, the holes are drilled in the bottom or fl oor of the case along the inside perimeter.
Glass Seals To fabricate a matched seal, a donut of glass or a glass bead is inserted into the unplated holes in the window frame or case; an unplated Kovar lead is placed in the center of the donut. The case is sent, with glass beads and leads in place, through a furnace profi led to allow the glass to melt. The glass refl ows and fuses with the oxide on the surface of the Kovar. A mild etch or cleaning method is used to prepare the remaining Kovar surface for plating. The glass used in this process must have a coeffi cient of thermal expansion (CTE) close, or equal, to that of the Kovar. Figure 3.22 shows a side view of a matched glass seal.
In a compression glass seal, another common seal, the glass is refl owed to a Kovar eyelet or ferrule. The lead and ferrule are plated as usual. Finished feedthroughs are brazed into the side walls of the case. Figure 3.23 shows the machined case, the feedthroughs, the solder preforms, the fi xturing used to braze the feedthroughs into the case, and a fi nished metal case with compression feedthroughs. The fi xturing used for the brazing is typically graphite, which can withstand the brazing temperatures without losing its shape, and will not adhere to the brazing material. The case wall material can be Kovar or, in power applications, a copper alloy. The ferrule and the glass are put in compression because the expansion rate of the surrounding metal is greater than that of the glass. Glasses typically used in feedthroughs have a design tensile strength of only 1,000 psi; tensile strengths of approximately 2,000 psi may be obtained with certain glass compositions. The strength can be further increased to 3,000 psi by annealing the glass or to 20,000 psi by tempering it (Stamps, 1990). Although these strengthen-ing methods cannot be used for feedthroughs, the strength of the glass can be greatly increased by placing it in compression. Actual compression strength measurements are diffi cult to obtain; the glass usually exhibits tensile failure before the compres-sion strength is gauged because of slight bending or torquing during the measurement. Theoretically, the compression strength is in the 100 ksi range. While such a case con-fi guration involves more processing, the glass seals are much stronger.
Glass-to-metal cases have been used in the industry for decades. They are readily available, use proven technology, are relatively inexpensive, and provide hermeticity.
DK565X_003_r04.indd 116DK565X_003_r04.indd 116 11/11/2005 7:40:25 PM11/11/2005 7:40:25 PM

Electronics Assembly 117
CERAMIC FEEDTHROUGH
COMPRESSION CERAMICFEEDTHROUGH
KOVAR ORCOPPER COREDALLOYS
FIGURE 3.22 Various feedthrough confi gurations.
However, glass forms a thin, brittle, uncompressed meniscus during the refl ow process (see Figure 3.22), so the strength of the glass within the meniscus is low. Glass-to-metal seals are plagued by meniscus cracking due to thermal and mechanical stresses applied during temperature cycling and chip-out caused by lead forming or centrifugal forces. When the glass chips out in the meniscus area, the lead base metal, typically unplated Kovar, is exposed and becomes a corrosion site. If the chip-out occurs inside a hermetically sealed package, corrosion forms much more slowly; however, on the exterior of the case, a chip-out will eventually corrode. Cracks can lead to chip-outs and, in the matched glass confi guration, can propagate, theoretically producing a loss
DK565X_003_r04.indd 117DK565X_003_r04.indd 117 11/11/2005 7:40:25 PM11/11/2005 7:40:25 PM

118 Assembly Process: Finishing, Packaging, and Automation
of hermeticity. The military has established visual inspection criteria specifying cracks and chip-outs as rejectable.
Some methods for repairing glass chip-outs have been tried. The most common is to cover the chipped-out area with an epoxy or overcoat. One argument against this practice is that the epoxy or overcoat would not be sealed within a hermetic atmosphere and would absorb moisture that would eventually migrate and reach the Kovar, leading to corrosion or dendritic growth. A second argument is that the epoxy would make it impossible to see the extent of the chip-outs, cracks, or other possible problems, such as foreign material, embedded material in the glass, or glass overrun. The military has thus rejected this repair process.
Another method sometimes attempted is to brush-plate the exposed base metal with gold. Unfortunately, the gold by itself, without a nickel underplating, does not provide a corrosion barrier; thus this method only postpones the development of a corrosion site. Furthermore, the gold in direct contact with the current-carrying Kovar lead sets up an electrolytic reaction that acts like a tiny battery and can result in even more extensive corrosion.
Ceramic Feedthroughs In an effort to eliminate cracked-glass yield problems, U.S. Department of Defense contractors incorporate ceramic feedthroughs. Ceramic and metal packages with ceramic feedthroughs have been used in space applications
FIGURE 3.23 Compression feedthrough case components and fi xturing. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 118DK565X_003_r04.indd 118 11/11/2005 7:40:26 PM11/11/2005 7:40:26 PM

Electronics Assembly 119
for many years. Ceramic is much stronger than glass; 95% alumina, for example, has a tensile strength of 30,000 psi and a compression strength of 300,000 psi, making a ceramic feedthrough an order of magnitude stronger than a glass feedthrough (Stamps, 1990). Furthermore, it does not have a meniscus. Ceramic feedthroughs are formed by metallizing the inside hole and outer ring of a ceramic donut, then brazing in the lead. These feedthroughs can then be brazed into the case wall at lower temperatures.
Figure 3.22 depicts the differences between glass and ceramic feedthroughs. Ceramic feedthroughs offer greater strength and the absence of a meniscus, with its associated cracking and chip-out problems. Because of the increased strength of the material, less metal must surround the feedthrough to ensure the package’s mechanical integrity. With glass seals, MIL-H-38534 requires that there be at least 0.04 in. of metal between the glass and the seal surface to protect the glass from stress during resistance welding. No standard for ceramic is given in MIL-H-38534; however, ceramic feedthrough packages used for space applications typically measure under 0.040 in. from the ceramic to the seal surface. Of course, any package used for military or space applications must be qualifi ed for very stringent environments and testing levels.
Although ceramic is stronger than glass and better able to withstand the stresses imposed during processing, handling, operation, and testing, ceramic feedthrough packages have disadvantages. They are more expensive than glass feedthrough pack-ages, in which the feedthrough and lead are inserted into the case in one step, in a furnace programmed to refl ow the glass. Ceramic feedthroughs, in contrast, are much more labor intensive. The ceramic must be formed into donuts by machining a sheet of fi red ceramic the same thickness as the desired donut height by laser drilling or ultrasonic milling.
As the laser cuts through the ceramic, it melts the material, or slag, splattering it onto the surrounding surface. Slag forms burrs with very smooth, glasslike surfaces to which metallization will not adhere properly. To prepare the ceramic donut for metallization, the surfaces must be cleaned of slag. One cleaning method is sand-blasting, in which abrasive slurry is forced through the holes under high pressure. An etching process is sometimes used, but this can lead to surface pitting. Another method, developed by Laserage, a laser machining company, involves heat-treating the laser-machined ceramic (Capp and Luther), which leaves the machined surfaces with a fi nish similar to that of fi red ceramic. Once the ceramic is prepared, it must be metallized both inside the hole and on the outer perimeter. This can be done by painting on a thick-fi lm metal paste and fi ring it to the ceramic.
Another method of forming ceramic donuts is to mold them into shape while the ceramic is still green, or nonfi red. Before fi ring, a refractory metal is applied to the donut hole and perimeter, then the unit is cofi red. The metal must be nickel plated to provide a corrosion barrier, and the nickel must in turn be plated with a solderable or brazable metal, typically gold. Once the ceramic donut is formed and metallized, leads or pins must be brazed into the donut holes, and the feedthrough must be brazed or soldered into the metal package. In some cases, both brazing steps are performed together, but this requires special tooling to hold the leads and donuts in place during the process.
DK565X_003_r04.indd 119DK565X_003_r04.indd 119 11/11/2005 7:40:26 PM11/11/2005 7:40:26 PM

120 Assembly Process: Finishing, Packaging, and Automation
Not only are ceramic feedthrough cases more labor intensive than using glass cases, their manufacture also requires higher temperatures. Because ceramic fi ring and brazing temperatures are much higher than glass refl ow temperatures, more sophisticated furnaces are required. The additional labor, higher material cost, and elaborate equipment needed all make ceramic feedthrough cases more expensive than their glass counterparts.
Ceramic also has different electrical properties than the standard glass used in electronic packaging, which may affect the package design, depending on the electri-cal requirements of the unit. For example, ceramic may enhance high-voltage pack-ages because its porosity keeps voltage from traveling across the ceramic insulator and shorting to the case. However, in analog or microwave applications, ceramic feedthroughs may be undesirable because of their higher dielectric constant. The dielectric constant of the insulating material will determine the impedance of the feedthrough. The impedance of a coaxial cable or a feedthrough is
Z
b
a
60
ln
where Z is the characteristic impedance in ohms (), is the dielectric constant of the insulating material (i.e., the glass or ceramic), b is the radius of the insulating material, and a is the radius of the lead (Leahy, 1989).
The dielectric constant of the glass used for feedthroughs is approximately 5; dielectric constants of ceramics are higher [e.g., 96–99% alumina ceramics have dielectric constants of approximately 9–10 (Leahy, 1989)]. If a glass feedthrough were converted to ceramic with no change in dimensions, the impedance would be decreased.
Ceramic Packaging Cofi red ceramic is a frequently used alternative case material. Although they are manufactured the same way as ceramic chip carriers, cofi red cases are larger and usually come with top-brazed leads on two sides (full-winged lead confi guration).
Ceramic cases can have an interior-mounted substrate, or the base of the case can act as a multilayered substrate (an integral substrate package, an example of which is shown in Figure 3.24). In medium- to high-volume applications (e.g., orders of approximately 1000 or more cases), integral substrate packaging can greatly reduce manufacturing costs. Once the electrical design is fi xed and the vendor has tooled up to make the case, these cases can be produced less expen-sively than metal cases.
In addition to reducing the cost, an integral substrate case eliminates the need to fabricate a substrate, which lowers the hybrid’s material and labor costs. The integral substrate also eliminates the need to mount the substrate in a case and wirebond it to the package leads; interconnection is internal to the multiple layers of the case, further reducing labor costs.
Other advantages of ceramic packaging are improved yields and reliability. Ceramic cases eliminate yield problems associated with glass feedthrough cracking
DK565X_003_r04.indd 120DK565X_003_r04.indd 120 11/11/2005 7:40:26 PM11/11/2005 7:40:26 PM

Electronics Assembly 121
and chip-outs. The ceramic package is appealing for space and military applications because of its lower weight and noncorrosiveness. As with ceramic feedthroughs, conversion from metal to all-ceramic cases is not always practical. Again, in analog or microwave devices, the refractory metals used to fabricate cofi red ceramic pack-ages may not carry current fast enough, so the unit cannot operate at the neces-sary frequencies. Furthermore, the dielectric constant of the ceramic package may affect the electrical performance of a microwave device, causing an impedance mis-match. Microwave packaging design is an example of the critical need for concurrent mechanical, electrical, and material engineering.
Customization of Electronic Packaging Many designs dictate specifi c requirements that cannot be met with standard metal or ceramic cases. High-power hybrids might
FIGURE 3.24 Integral substrate ceramic hybrid case. (Courtesy of Kyocera America.)
DK565X_003_r04.indd 121DK565X_003_r04.indd 121 11/11/2005 7:40:26 PM11/11/2005 7:40:26 PM

122 Assembly Process: Finishing, Packaging, and Automation
utilize a case with a heat-spreading beryllium–oxygen bottom and a weldable Kovar window frame; others might have a metal base, ceramic side walls, special grounding requirements, and so on. Ceramic and metal combinations are frequently used. Just as the hybrid itself has a customized electronic function, hybrid packaging often requires customized cases to meet specifi cations.
The ceramics most commonly used in production today are 92–99% alumina and 99% beryllia. Common packaging metals include Kovar, copper alloys, molyb-denum, copper- or nickel-clad molybdenum, copper-clad Invar, copper tungsten, and aluminum. These materials can be combined through special techniques and advanced materials to meet packaging requirements. Table 3.4 lists the properties of commonly used industrial ceramics and metals.
Special compliant adhesives can absorb the mismatch in thermal expansion between the metals and the ceramic. Other methods of attaching metals to ceramic have been developed, such as direct bonding methods.
Research is being conducted with an increasing number of materials that offer even higher thermal conductivities, increased strength, better-matched coeffi cient of thermal expansion (CTE), lighter weight, and so forth. Today’s leading-edge materi-als include aluminum nitride, silicon carbide, A40 (silicon–aluminum material), and other metal-matrix and composite materials.
3.6 PRINTED WIRING BOARD ASSEMBLIES
3.6.1 Introduction to Printed Wiring Board Assemblies
There are various kinds of printed wiring boards (PWBs) or printed circuit boards. The oldest and most common are organic boards. Ceramic boards, offering better thermal properties with closer CTE matching to the components, have been around for more than 20 years but recently have been used increasingly in high-power applications, such as standard electronic module (SEM) power supplies. The combination of polyamide and integrated circuit technology has produced high-density surface-mount boards with fi ner line defi nition of less than 0.001 in. Another board fabrication method directly bonds copper foil to ceramic; directly bonded copper enables vast improvements in power dissipation.
PWBs can use mixed technology; they can have both insertion-mounted compo-nents, plugged into the PWB, and surface-mounted components on top of the board. However, a single component must be either inserted or surface mounted.
All PWBs have similar assembly capabilities, but the type of board will limit the type of assembly. An organic board with through-hole intralayer routing can be assembled either by insertion or surface mounting, depending on the components and the layout design. Ceramic boards are only surface mounted. However, ceramic boards can easily be made double sided by metallizing both sides or by sandwiching two boards around a carrier plate or heat sink.
Direct-bond copper offers strong, lightweight boards for high-power applications but has limited layering and line defi nition. Another option, using thin-fi lm polyam-ide boards, is capable of supporting bare-die applications.
DK565X_003_r04.indd 122DK565X_003_r04.indd 122 11/11/2005 7:40:28 PM11/11/2005 7:40:28 PM

Electronics Assembly 123
3.6.2 Organic PWB Assemblies
Introduction to Organic PWB Assemblies
Organic boards are composite structures; for example, in epoxy glass boards, glass fi bers are suspended in an epoxy resin. Polyamide boards are composed of glass fabric, with polyamide as the dielectric material. These are the most common indus-try combinations. The individual layers of organic boards are metallized with copper, have patterns etched on them, and then are laminated together. Interconnection between the layers is accomplished with through-holes, blind vias, or buried vias. The method of intralayer connection and the design of the mounting pads determine the type of assembly used. If only insertion-mounted components are used, then all connections from the components to the board are through-holes; the mounting pads are actually holes in the board. Routing signals from one component to another can be accomplished by through-hole, blind via, or buried via. Because the assembled board will have holes with leads extending through them, insertion boards typically do not have components mounted on both sides. Any components mounted on the bottom of the board are typically small, hermetic chip components, mounted with epoxy to hold them in place as they travel through the solder wave.
Boards routed with buried vias have limited reworkability and lower yields, but they offer increased surface-mounting area and fewer routing layers. These surface-mount designs can also be routed to allow double-sided mounting. Surface-mount boards must be laid out to include mounting pads of the right size, component toler-ances, and proper solder fi llets. These boards often have both leadless and leaded components; the latter require surface-mount lead forming.
Electrical parameters must also be taken into account during board layout. Components with a high voltage potential between them should be separated to pre-vent arcing. When an arc occurs, the voltage travels across the board material and can burn a trail, or carbon track, in the polymer on the board surface. If the arcing itself does not short out the circuit or damage the components, the carbon track left behind can cause shorts later on. Carbon tracking can be avoided by putting addi-tional space between all tracks and components, but size limitations usually preclude this solution. The more common prevention method is to give the board assemblies a protective overcoat that reduces the available surface path for the voltage.
Boards can also be designed to accommodate both inserted and surface-mounted components together. The layout of mixed-technology boards greatly infl uences the assembly processing. If all inserted components are mounted on one side, low-profi le, hermetic, surface-mounted chip components can be tacked down, or epoxied, to the bottom side, and refl ow can be accomplished with wave solder. Therefore, mixed-technology processing is similar to that for insertion mounting. If inserted and surface-mounted components are placed on the same side, the processing is similar to surface mounting.
Heat Sink Attachment For low-power commercial applications, components are mounted directly on the PWB. For high-power or military applications, the fi rst step in the assembly process is to attach the PWB to a heat sink or carrier plate. With an
DK565X_003_r04.indd 123DK565X_003_r04.indd 123 11/11/2005 7:40:28 PM11/11/2005 7:40:28 PM

124 Assembly Process: Finishing, Packaging, and Automation
insertion-mounted board, the carrier is either an edge support or a thermal ladder. The edge support, which can be attached to the bottom or top of the PWB or wrapped around its sides, braces the edge of the PWB, leaving the center free for device placement. A thermal ladder is a heat sink attached to the top of the PWB with windows or slots cut in it; the component (i.e., a plastic DIP, ceramic DIP, or cerpak) straddles the ladder and the leads go through the slots into the PWB, as shown in Figure 3.25. This design provides a thermal path directly from the ceramic component to the heat sink, rather than through the leads.
Surface-mount boards typically use some edge supports, whether leadless or with a confi guration that permits both leads and package body to be mounted on the plane of the board. Straddling a thermal ladder is diffi cult with these designs.
Heat sinks can also be attached to the bottom using a B-stage epoxy for organic surface-mount PWBs. The PWB, epoxy fi lm, and carrier plate are cured together under controlled pressure and temperature. In some cases the PWB assembly is double sided, sandwiching two boards over the heat sink; this cored board doubles the surface-mountable area with a minimal increase in board assembly height or volume. Although this design forces a thermal path through the PWB, the components are in contact with the surface and assist with primary cooling, as depicted in Figure 3.25. Thermal management of this design is enhanced by placing vias under the packages, which are not only used for routing, but also act as thermal vias, to provide a more effi cient and direct path from component to heat sink.
Heat sink or core materials offer improved thermal conductivity over the PWB material. These materials include aluminum, Kovar, copper-clad Invar, copper-clad nickel, graphite composites, copper-clad molybdenum, and metal-matrix composites, such as silicon–aluminum materials.
Aluminum has high thermal conductivity and is lightweight, less corrosive than most metals, inexpensive, easy to machine, and readily available. Boards mounted to aluminum heat sinks are often used for SEM modules. Copper has many of the same properties as aluminum, but it is highly corrosive and heavy. Both aluminum and copper have excessive CTEs compared with those of either organic or surface-mount components. Copper-clad Invar offers the superior thermal and electrical conductiv-ity of copper, while an Invar center gives the composite material a more desirable CTE. Copper-clad Invar has a lower CTE than copper, but a higher one than Invar. Bonding the board to the core material gives the assembly a CTE approaching that of the leadless ceramic chip carriers (LCCCs). However, copper-clad Invar is many times heavier and more expensive than aluminum, and is available only from Texas Instruments or its sales representatives.
Graphite fi ber composites offer high thermal conductivity, approaching that of copper-clad material, yet are lightweight like aluminum. However, graphite is dif-fi cult to machine. Composites, like graphite and metal-matrix heat sinks, can have thermal conductivity and CTE tailored to the assembly. Because the direction or orientation of the fi bers in a graphite composite directs the thermal path, resistance along the path between the components and the heat sink can be reduced by orienting the fi bers in the same direction as the path. Likewise, controlling the composition of the composite controls, to a degree, conductivity and CTE. For example, the thermal
DK565X_003_r04.indd 124DK565X_003_r04.indd 124 11/11/2005 7:40:28 PM11/11/2005 7:40:28 PM

Electronics Assembly 125
THERMAL PATHS DIE
DIE
LEADED CERAMICCHIP CARRIER
DIP
LEADS
THERMALLADDER
PWB
PWB
HEAT SINK
SOLDERJOINT(a)
(b)
(c)
THERMAL VIA
FIGURE 3.25 Thermal paths. (a) Insertion-mount organic PWB with thermal ladder. Heat is dissipated from the die through the dip package fl oor to the heat sink. (b) Insertion-mounted organic PWB. Since the dip stands off the PWB, the heat must be transferred from the die, through the dip package, through the leads, through the solder, to the PWB, out to an edge-support heat sink. (c) Leaded surface-mounted organic PWB with cavity up chip carriers.
DK565X_003_r04.indd 125DK565X_003_r04.indd 125 11/11/2005 7:40:28 PM11/11/2005 7:40:28 PM

126 Assembly Process: Finishing, Packaging, and Automation
conductivity of an aluminum–silicon composite can be increased by using more aluminum—a better conductor—in the material, at the cost of an increase in CTE. As the amount of aluminum is increased, both the conductivity and CTE move toward those of aluminum. Thus, composite materials must be designed both metal-lurgically and mechanically to optimize heat sink design. Research and develop-ment of new composite materials is ongoing.
Most heat sinks can be attached with epoxy fi lms, usually thermally conduc-tive B-stage or prepreg sheets, or with other fi lm adhesives. Material and adhesive choices depend on the requirements of the system or PWB assembly. If cost and weight are more critical than thermal management—that is, if the assembly will not be subjected to severe or rapid temperature changes—aluminum attached with stan-dard B stage is appropriate. If thermal management or power dissipation is critical but there are no restrictions on weight or outgassing, then Invar copper attached with a fl exible silicon adhesive to absorb the CTE mismatch might be preferred. If thermal management and weight are both critical, the answer might be a graphite heat sink with silicone adhesive.
When military specifi cations are followed, the components of the PWB determine heat sink and adhesive design. For example, a PWB assembly mounted inside a her-metic module along with nonhermetic or bare-chip devices could not use a silicon adhe-sive because of military outgassing limitations. The heat sink would not only have to dissipate any heat exceeding the maximum junction temperature, it would also need a CTE closely matching that of the PWB. In this case, the more expensive developmen-tal composite materials would have to be considered, and a less fl exible fi lm adhesive meeting outgassing limitations would have to be used. The components would have to be designed or packaged to withstand their CTE mismatch with the PWB, either by being small enough that the mismatch would have little effect, or by incorporating leads formed to absorb the stresses caused by the CTE differential.
Insertion Mounting On an insertion-mounted board, all components and subassem-blies must be leaded, and the leads must be confi gured or mechanically formed for insertion into the mounting holes of the board. On pin-grid arrays, the leads are already in the correct confi guration for insertion, perpendicular to the bottom of the package. Dual in-line packages (DIPs) are also designed for insertion, with the leads along the side of the package, pointing down. The military standard confi guration specifi es leads at a 6° angle from perpendicular.
Components such as resistors and capacitors are leaded round cylinders, with leads formed into a right angle for insertion by pick-and-place equipment. This machine sends a robotic arm to the bin, tape, or feeder to select the component, picks it up by vacuum or tweezer grabbing, transports it to the lead former, where it is pushed into a troughlike fi xture that bends the leads as they are forced against its side walls. Lead forming can also be done by two robotic arms that grab the leads and turn to bend them appropriately. The holding arm then carries the lead-formed part to the board, where it inserts or mounts it in a preprogrammed location, as shown in Figure 3.26. Of course, there are many other ways of accomplishing the lead forming. This is done within tight tolerances and within seconds. DIPs
DK565X_003_r04.indd 126DK565X_003_r04.indd 126 11/11/2005 7:40:29 PM11/11/2005 7:40:29 PM

Electronics Assembly 127
are normally supplied in tubes or feeders for the placement equipment, with leads already formed. Chip carriers and hybrids normally have preformed leads cre-ated by arms that grab the leads and force them into the necessary L shape while the package is tightly cradled. In high-volume applications, the feeders form the leads. Figure 3.27 shows an example of lead forming. After the components have been inserted, automatic lead trimmers cut and fl atten the leads coming out of the bottom of the board (see Figure 3.28).
To prepare the boards for component placement, the PWB is plated with a tin fl ash that protects the copper metallization against corrosion, or a thick plate of solder. Once all the components are inserted, the board is sent on a belt that pulls it across a wave of fl ux foam and then a wave or waterfall of liquid solder. The bottom of the board fl oats over these waves. The fl ux, activated by temperature, deposits fl ux over the entire board, removes oxides on the surfaces to be soldered, and allows solder to wet these surfaces and wick up the leads and into the holes, forming the solder joints. Usually, components are mounted only on the top side of the board; components mounted on the bottom must be small enough to ride in the waves with-out compromising surface contact, and they must be attached to the bottom with an epoxy so they will not fall off before the solder fi llet interconnections are formed. After soldering, the boards are cleaned and inspected prior to fi nal electrical testing. Figure 3.29 shows an example of an insertion-mounted PWB assembly.
FIGURE 3.26 Automatic component placement. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 127DK565X_003_r04.indd 127 11/11/2005 7:40:29 PM11/11/2005 7:40:29 PM

128 Assembly Process: Finishing, Packaging, and Automation
Surface Mounting
Advantages Surface-mount components can be either leaded or leadless, such as chip capacitors, chip resistors, or LCCs. Surface-mount organic boards can be routed with any combination of through-holes, blind vias, or buried vias; PWBs can have heat sinks attached directly to the back side of the board, because there is no need to leave this area clear for lead protrusions.
FIGURE 3.27 Lead forming. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 128DK565X_003_r04.indd 128 11/11/2005 7:40:29 PM11/11/2005 7:40:29 PM

Electronics Assembly 129
The advantages of surface-mount technology over insertion mounting are reduc-tions in routing layers, in the assembly’s profi le, and in board area. Components can be mounted on pads on the board’s surface, obviating the need for through-holes for component mounting. In addition, board routing can be accomplished with blind or buried vias, which also eliminate the need for through-holes and extra lay-ering to allow for routing around the holes. Surface-mounted components can also be reworked with an extractor, which heats only the component to be replaced and avoids heating and refl owing the entire assembly. Figure 3.30 shows a component being removed with an extractor.
(a)
(b)
(c)
PWB
PLATED THRU HOLES
PWB
FIGURE 3.28 Insertion mounting and lead trimming. (a) Component and board; (b) component inserted in a board with leads cut and clenched; (c) after wave solder.
DK565X_003_r04.indd 129DK565X_003_r04.indd 129 11/11/2005 7:40:30 PM11/11/2005 7:40:30 PM

130 Assembly Process: Finishing, Packaging, and Automation
FIGURE 3.29 Insertion-mounted organic PWB assembly. (Courtesy of Westinghouse Electronics Systems Group.)
FIGURE 3.30 Extractor rework equipment. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 130DK565X_003_r04.indd 130 11/11/2005 7:40:31 PM11/11/2005 7:40:31 PM

Electronics Assembly 131
Surface-mount components usually sit lower than their inserted counterparts and sit directly on the board surface, not slightly above, as shown in Figure 3.25. They also offer great reductions in board area compared with comparable DIPs or cerpaks, a decrease further enhanced if leadless chip carriers are employed. For example, a 20-pin DIP has 0.1 in. center-to-center lead spacing or pitch, making it at least 1.1 in. long by approxi-mately 0.25 in. wide; the area of the component itself is 0.275 in. 2 . The footprint for this DIP would add an additional 0.15 in. to each side, so its required mounting area would be 0.605 in. 2 . The body of the DIP would be approximately 0.25 in. thick and would sit approximately 0.05 in. off the board, making its profi le 0.3 in. overall. In contrast, a 20-pin chip carrier has a body 0.3 in. 2 , with a height as low as 0.06 in. and I/Os along the perimeter on all four sides. If the chip carrier is leaded, the footprint would extend 0.15 in. out from the body of the carrier, making the overall mounting area 0.6 2 or 0.36 in. 2 . The footprint of an LCC would extend only 0.05 in. out from its body, or require a mounting area of only 0.16 in. 2 . Whether leaded or leadless, the chip carrier would sit only 0.005 in. above the board. The leaded device would have an epoxy preform under it, 0.003 to 0.005 in. in height, while the LCC would have a 0.005 in. solder joint standoff. The magnitude of the area reductions increases with pin count.
With system trends toward increased complexity, decreased size, and cost effective-ness, surface-mount designs offer great reductions in height, area, and system volume and cost no more than inserted components. For example, a system requiring 30 PWB assemblies uses ten large-scale integrated (LSI) circuits with I/O counts of 60 to 68 for each assembly. Assuming that their footprints account for 60% of the needed board area (the other 40% is required for spacing, small discrete components, and connector attach-ment), an insertion PWB version would require a minimum area of 64.5 in. 2 , and each board would be approximately 8 in. 8 in. They would also require center-to-center spacings of 0.45 in. (0.3 in. component height, plus 0.04 in. board thickness, plus 0.01 in. clearance for bottom-side lead extension, plus 0.05 in. spacing between boards). This same design, using surface-mount technology, would require boards of approxi-mately 6 in. 4 in. or 5 in. square, with center-to-center spacings of 0.165 in. Thus, an insertion-mount system of 30 such assemblies would require a minimum volume of 14 in. 8.5 in. 8.5 in., or 7.024 ft 3 , while the same system in a leaded surface-mount design would require a minimum volume of only 5.1 in. 6.5 in. × 4.5 in., or 1.036 ft 3 . This conversion would result in a 6.8:1 volume reduction. Figure 3.31 shows a leaded-component, surface-mounted PWB assembly.
This reduction in volume at comparable cost can be further improved by convert-ing to a leadless surface-mount design. Using the previous example, leadless board assemblies would require the same spacing of 0.165 in. but would only have to be 4 in. 2 . Thus, the system would need only 0.717 ft 3 , an overall reduction of 9.8:1. The general rule of thumb to estimate the area reductions for conversion from insertion mounting to leadless surface mounting is 8:1.
The price of leadless components is also comparable to or less than that of their leaded counterparts. A leaded chip carrier is slightly more expensive than the leadless version, since it requires brazing the leads onto the leadless version; leadless compo-nents also allow larger placement tolerancing due to their ability to self-align.
DK565X_003_r04.indd 131DK565X_003_r04.indd 131 11/11/2005 7:40:33 PM11/11/2005 7:40:33 PM

132 Assembly Process: Finishing, Packaging, and Automation
Surface-Mounted LCCCs on Organic PWBs The feasibility of surface mounting leadless ceramic chip carriers on organic PWBs has been debated over the years. While such designs can solve many sizing and spacing problems without requiring leads to provide strain relief for the CTE mismatch between the PWBs and the carriers, initial attempts at LCCC mounting to organic PWBs were discouraging. Mounting small LCCCs, approximately 0.400 in. 2 with 28 pins or less, to organic PWBs had some limited success. However, as the LCCCs increase in size, the effect of the CTE mismatch also increases; if the PWB assemblies are subjected to extreme temperature changes, as required in military applications, the thermal stress imposed by the mismatch can be great enough to cause catastrophic solder joint failures. Consequently, only smaller LCCCs have been surface-mounted to organic PWBs in military devices.
Cored Boards Attempts have been made to improve the CTE match between LCCCs and PWBs by sandwiching the PWBs around a heat sink material, or core, and laminating them with B-stage or fi lm epoxy, using heat and pressure. The resulting cored board has a composite CTE between those of the PWB material and the core material; this composite CTE more closely matches the LCCC’s, but the cored PWB dimensions are slightly changed. The core material, with a higher CTE than the PWB, expands more than the PWB during lamination heating. As the cored board cools, the core contracts more than the PWB normally would, causing some shrinkage of the PWB. The artwork layer for the solder mask must be modifi ed, as a
FIGURE 3.31 Leaded surface-mounted organic PWB. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 132DK565X_003_r04.indd 132 11/11/2005 7:40:33 PM11/11/2005 7:40:33 PM

Electronics Assembly 133
one-to-one image of the solder pads will be slightly larger than the pads on the board. The adjustment will vary with the core material, the dimensions of the board, and the CTEs of the board and the core material. An aluminum or copper-clad Invar-cored board has to be adjusted to approximately 96–98% of its original size.
Components to Boards: Solder Interconnection Typically, eutectic Pb–Sn solders with RMA (rosin mildly active) fl ux or 60 Pb–40 Sn alloys are used to connect components to boards. These solders can withstand common commercial and military operating temperature ranges yet refl ow at substantially lower temperatures (approximately 183°C) than most die-attach solder alloys. This eliminates the potential for die-attach refl ow during the surface-mount refl ow process.
Solder Deposition Solder is applied in one of two ways. The fi rst is to print solder paste onto a tin or solder-fl ashed board (the copper-metallized boards have fl ashes or coatings to prevent corrosion). Solder paste is normally wet printed 0.009 to 0.011 in. thick, yielding refl owed solder joint heights of 0.005 to 0.006 in. that provide stress relief during temperature cycling. Any additional print thickness would make processing more diffi cult and cause solder balling and bridging (see Figure 3.32), while only slightly increasing stress relief benefi ts.
Solder pastes can be screen or stencil printed. An 80-mesh screen with 9 mils of emulsion will produce the desired thickness, but paste coverage on the mounting pads will be nonuniform. Screen printing can leave too much solder on the screen, and the wire mesh leaves peaks and valleys in the paste surface after printing. This uneven paste distribution can result in solder bridging between two adjacent pads with excess paste and in starved solder joints with too little paste. In extreme cases, LCCCs will not sit parallel to the board after refl ow or may be skewed against the footprint.
Self-alignment occurs during solder refl ow, provided the LCCC has not been bonded to the board with a thermally conductive adhesive for heat-transfer enhance-ment. As the solder melts, its surface tension rises, increasing wetting (or adhesion) to the PWB mounting pads and the LCCC castellations. These increases in surface tension cause the solder joint to pull the LCCC into alignment over its footprint.
BRIDGING
STARVEDJOINT
SOLDERBALLS
FIGURE 3.32 Solder joint defects.
DK565X_003_r04.indd 133DK565X_003_r04.indd 133 11/11/2005 7:40:33 PM11/11/2005 7:40:33 PM

134 Assembly Process: Finishing, Packaging, and Automation
Self-alignment allows the process control placement window to open, improving manufacturability. However, uneven paste distribution leans to nonuniform surface tensions and inadequate self-alignment, leaving some larger and heavier LCCCs skewed on the board.
Excessive solder paste can slump during prebake or refl ow, spreading beyond the footprint metallization. During refl ow, only the solder wetting the surface is pulled by surface tension onto the metallized pad; the surface tension within the remaining, nonadhering solder causes it to form a ball. Solder balls, which come in various sizes, can potentially roll around and lodge between two electrically uncommon tracks, causing a short or initiating a dendritic growth site. Dendritic growth occurs when moisture, condensing on the PWB, becomes polarized by the electromagnetic fi elds. The polarized particles, or ions, will start to attract each other and form a chain, which grows between conductive surfaces that attract the ions. If the ion chain grows enough to bridge the conductive pads, it can carry enough low current to cause inter-mittent or complete shorting.
Given these problems, screen-printed boards require substantial rework by a trained operator who manually removes or adds solder to individual joints and takes out any solder balls. This process is very labor intensive, so an alternative method is recommended: replacing the wire mesh screen with a brass stencil. The stencil thick-ness should be the desired wet print thickness—that is, a 0.01 in. stencil will yield a uniform 0.01-inch-thick wet print. Because a more uniform wet print yields more uniform solder joints, a stencil gives better print resolution, which makes alignment easier and more accurate and decreases the formation of solder balls and bridges.
To further reduce solder balling and bridging, the solder paste is subjected to a prebake prior to refl ow. The prebake volatilizes some of the paste solvents that provide a printable viscosity, making the paste tacky so it can set up. The prebake must be controlled, and time limitations between printing, baking, and refl ow must be observed, to assure that only viscosity-lowering solvents are removed, not fl ux and other reactive solvents needed for proper refl ow and wetting. Best results are obtained if all soldering steps occur within 4 h. Some solder pastes—for example, Cermalloy—use organic wetting agents that cannot be exposed to elevated tempera-ture prior to refl ow. These need to be refl owed immediately following printing.
The second deposit method is to thick-plate solder onto the board. When plating the solder to the desired thickness, all top-layer metal that is not to be plated is fi rst masked. This can be done in a variety of ways. To apply a permanent mask, a photo-sensitive polymer is deposited over the entire surface. The coated surface is exposed to a specifi c frequency of ultraviolet light through a photomask; the mask can expose either the areas to be soldered or the areas to be masked, depending on whether a positive or negative photoresist is used. The board is sent through a developer that dissolves the unwanted polymer, leaving the desired areas masked. Another way to apply a permanent solder mask is to cover the areas to be masked with a fi lm cut into the desired shapes and sizes. With either method, the solder mask must be capable of withstanding the plating and soldering processes.
A temporary mask, another alternative, can be printed on with a stencil or screen. The masking material is a dielectric that the solder will not wet, and it must be able to
DK565X_003_r04.indd 134DK565X_003_r04.indd 134 11/11/2005 7:40:34 PM11/11/2005 7:40:34 PM

Electronics Assembly 135
withstand the soldering temperature and exposure to the fl ux. It must also be soluble after refl ow in a degreaser or other simple cleaning process. Temporary masking has been accomplished by printing on dielectric or glass thick-fi lm paste, which can be printed on the board but left unfi red. After the mask is printed and dried, the solder paste can be printed. The mask can withstand soldering temperatures without curing. Although these materials typically contain oxides that are attacked by the fl ux, only the surface of the deposit is affected because they are thick-fi lm printed. They can be washed off with an isopropyl alcohol (IPA) rinse. One added advantage of a tempo-rary mask is that as it is washed away, so is the fl ux left on its surface. Disadvantages are that this method can be used only when the solder is printed on the boards as a paste, and any unsoldered top metallization must be protected from corrosion. Thus, the copper must be tin or nickel plated prior to masking, or the top conductor layer must contain only solder pads, tracks that can be solder coated, such as digital tracks or signal lines, or both. However, a solder-coated track may signifi cantly slow the signal, a problem at RFs and microwave frequencies, at which the speed of conductor-surface signals is highly critical. Solder alloys typically have higher resistivities than the copper metallization of the board, so even though the solder coating increases the cross-sectional area, it does not necessarily improve signal speeds for RF designs.
The best design for thick-plate boards is to lay them out so that only the mount-ing pads are on the top layer and all signal tracks are buried, as required for military designs. This eliminates the need for any solder masking, but such a layout may require additional layering.
Solder Refl ow The most common refl ow methods are vapor-phase and infrared (IR) refl ow. Belt refl ow is sometimes used for prototype or small-volume products but is not practical for production applications.
Both vapor-phase and IR furnace refl ow require product-specifi c equipment pro-gramming. The thermal mass and confi guration of the product determine what program will provide a temperature profi le that gives the product consistent, correct ramp-up, holds it at the proper peak temperature for the right interval, and cools it to allow solder-joint formation without thermal overstress. If the product has a large thermal mass (e.g., several large ceramic chip carriers), it will take more time and energy to heat the components and their solder joints. Small units may need to enter the vapor furnace faster, while larger devices may require a slower entry and longer vapor dwell time or higher furnace temperature.
The fi rst step, therefore, in optimizing a vapor-phase refl ow process is to develop a profi le that provides steady temperature ramp-up rapidly enough to avoid volatiliz-ing reactants before the melting point of the solder and complete refl ow are achieved, but slowly enough for the fl ux to work and self-alignment to occur. The profi le must also keep the part in the vapor at peak temperature long enough for complete refl ow, but not long enough to allow board degradation, overformation of intermetallics, bake-on fl ux or discoloration, or delamination of polyimide or epoxy glass boards. Some intermetallics must form to allow the metals in the solder to combine and adhere to the metals on the board surface, but if all the surface metals diffuse into intermetallics, adhesion is compromised; dwelling at the peak temperature too long
DK565X_003_r04.indd 135DK565X_003_r04.indd 135 11/11/2005 7:40:34 PM11/11/2005 7:40:34 PM

136 Assembly Process: Finishing, Packaging, and Automation
can result in overformation of intermetallics. The profi le also must enable rapid cooling to provide proper grain growth without thermally overstressing the boards by slowly lowering the parts into the vapor, letting them sit there for the correct duration, then pulling them out of the chamber rapidly. After the boards cool to approximately 90°C, they are immediately sent through a degreaser for cleaning and defl uxing before the fl ux has a chance to harden onto the board.
Adjusting the vapor-phase profi le depends on the component with the largest ther-mal mass. The vapor hits all surfaces simultaneously, and the heat is transferred from the vapor to the component. Thus, the temperature at the surface of the component and its solder joints is independent of surface area or location. The rate of heat transfer into the solder joints depends on the rate of transfer into the component, which in turn depends on the thermal mass. Therefore, if the vapor phase is programmed to allow for complete refl ow of the component with the largest thermal mass, it will refl ow all other components.
Even with an optimized printing process and vapor-phase profi le, an unforeseen problem may arise. As the vapor contacts the PWB, it transfers its latent heat and condenses. The condensed liquid accumulates on the board surface until eventually it runs off the sides, accumulating before the solder fully melts under large LCCCs that refl ow slowly; this keeps the liquid solder’s surface tension from getting high enough to hold the LCCCs in place. In other words, the condensed vapor lifts the LCCCs, washing away the solder paste and fl oating the LCCCs off the board. To remedy this problem, the board is placed on a slight angle—about 10°—during the vapor phase; this angle is just great enough to allow the condensation to run off without permitting gravity to move any of the LCCCs during refl ow.
The solvents used in vapor-phase refl ow create additional problems. The Freon used can be toxic if inhaled in large doses and will react chemically with the organics (e.g., fl ux) in the solder paste. The fl ux and other chemical by-products accumu-late over time and can alter the vapor temperature or introduce contaminants on the PWBs; consequently, lot-to-lot process control can be diffi cult. Solvents, which are very costly, must be replaced periodically and require special safety precautions, along with costly waste removal. They also represent a danger to the ozone layer.
Refl ow in multiple-zone furnaces, although successful for small assemblies such as solder-sealing chip carriers or solder-chip mounting or sealing of hybrids, has not been very successful for solder-mounting components onto PWBs. This is due not to the limitations of the equipment but to the limitations of the modes of heat transfer. In a standard multiple-zone furnace, heat is transferred by convection and conduction and is dependent on surface area. The increase in temperature of a given compo nent and its board depends on its area, its mass, its specifi c heat, the area of the overall assembly, and the component’s location on the assembly. The outer edges of the unit are the fi rst to heat up. As the heat continues to transfer into the unit, a temperature gradient will form as the board under the component acts as a heat sink and conductively pulls heat away from the component. Thus, components at the center of the board will lag thermally behind those along the edges. In some cases, the board layout can be designed to compensate for this phenomenon; the larger components can be placed on the perimeter of the board, with increasingly smaller
DK565X_003_r04.indd 136DK565X_003_r04.indd 136 11/11/2005 7:40:34 PM11/11/2005 7:40:34 PM

Electronics Assembly 137
devices placed closer to the center. However, this approach typically works only for smaller PWB assemblies, because signifi cant gradients still form. Furthermore, this placement is usually not electrically conducive and causes unnecessary layering or routing diffi culties.
Furnace refl ow, which uses radiation as the heat-transfer mode, has been made a viable refl ow process. In an IR furnace, in addition to convective and conductive heat transfer, energy is transferred into the components and their solder joints by expos-ing all surfaces simultaneously to IR radiation as the primary mode of heat transfer. There are still thermal gradients, and heat transfer is still dependent on component area and location, but to a much lesser degree. With proper equipment programming, most PWB assemblies can be refl owed using an IR furnace. The advantages of IR furnaces are improved long-term process control and operating costs and elimination of the use of expensive and dangerous solvents.
In both vapor-phase and IR refl ow, once an optimized profi le window is estab-lished for one product, it cannot be used for subsequent products. The program controlling the descent speed, dwell time, and accent speed (vapor-phase) or the belt speed, energy levels, or zone settings (furnace), must be adjusted for each product. A product of higher thermal mass requires lower processing speeds and higher energy settings to reach the same profi le as a device with lower thermal mass.
Whether to use single or double refl ow was an issue during the early stages of sur-face-mount technology process development. Double refl ow involves stenciling on the solder paste, refl owing it, mounting the components, and refl owing the solder again; both components and boards are thus pretinned prior to assembly. One theory held that refl owing the solder twice reduced voiding—presumed to weaken solder joints or to cause cracks to form and propagate—by forcing the gases trapped in the solder to outgas. While double refl ow heightened thermal stressing of the assemblies, increased intermetallics that embrittled solder joints, and was more expensive, the gains of double refl ow were assumed to cancel out the risks. Still another theory posited that voiding acted as a relief stress and that crack propagation would stop, not start, at a void.
Comparing the voiding after one refl ow and after two, using x-rays and micro-sectioning, determined that there is no correlation between the number of refl ows and the amount of voiding, nor between voiding and solder-joint failures. A second refl ow has mixed effects on voiding. Solder joints not located under LCCCs can completely outgas small voids near the surface during the second refl ow, which can thus decrease voiding. However, multiple voids, especially if they are located under LCCCs, can join together to form large single voids after the second refl ow. In both cases, the number of voids decreases; however, in the latter case, the percent of void-ing remains the same. The larger voids formed after a second refl ow are usually directly under the LCCCs, where the solder is thinnest and the thermal stress due to CTE mismatch is greatest. Voiding directly under a self-aligned LCCC, or an LCCC with solder-mounted thermal pads under the dies, greatly hinders thermal power dis-sipation from the dies inside the LCCCs through the solder, into the PWB, and fi nally to the heat sink or core of the assembly. This thermal solder voiding issue can be addressed by mounting the body of the LCCC with a thermally conductive adhesive that then becomes the primary thermal path. It has also been determined that the
DK565X_003_r04.indd 137DK565X_003_r04.indd 137 11/11/2005 7:40:34 PM11/11/2005 7:40:34 PM

138 Assembly Process: Finishing, Packaging, and Automation
amount and location of voids within solder joints is totally random and is not a func-tion of the size or location of the LCCCs.
Studies in which both single- and double-refl owed boards were subjected to over 1000 temperature cycles of 55 to 125°C have shown no correlation between solder joint failures—typically defi ned as specifi ed percent increases in resistance—and voiding within the joints. Failure analysis, through microsectioning of the board assemblies and/or delidding of the LCCCs, showed that the decreases in resistance were not due to solder joint voiding, cracks, or even wirebond failures; rather, the stress concentration was located within the plated through-holes. In organic boards cored to aluminum, copper-clad Invar, and graphite, the CTE mismatch between the LCCCs and the PWB is overshadowed by the mismatch between the epoxy glass or polyamide and the core material; consequently, the blind vias and plated through-holes of the PWB fail before the solder joints. Redesigning cored PWBs to reduce the thermal stress between the PWB and the heat sink can reduce thermal failures in through-holes and vias. This can be accomplished by using a core material with a CTE closer to that of the organic PWB and by laminating the PWB to the core with a fl exible adhesive capable of absorbing the thermal stress. However, this once again compromises solder joint reliability. The solder responds to the applied strains and resulting stresses with time-dependent plastic deformation, leading to solder-joint failures due to accumulating fatigue damage ( Engelmaier).
Special Mounting Techniques In production applications, components are typically mounted with pick-and-place equipment. If solder paste is applied by printing onto the boards, then placement follows immediately. The tackiness of the paste holds the parts in place until the solder is refl owed and self-alignment or the surface tension of the liquid solder takes over, just as inserting the leads in an insertion-mount board aligns the components and holds them in place until the solder joints are formed. Single-sided solder-paste PWBs thus do not need additional placement or mounting techniques. For high heat dissipation and improved conductive cooling, thermally conductive adhesives are used between the components and the boards. Solder paste can mount pretinned or nonpretinned components; the fl ux in the paste allows it to wick up and wet the component castellations or terminations, so pretinning is not absolutely necessary. Pretinning is still recommended, however, to ensure complete and uniform wetting to all I/Os. The paste’s initial tackiness and its later liquid surface tension do not overcome gravity as well as a wave-soldered, inserted, and clenched component. In addition, the solder paste must be processed within the time limitations of its solvents. Thus, a solder-paste surface-mounted board does require extra process control and handling.
Parts on thick-solder-plated boards must be in place with an epoxy or a tacking fl ux prior to refl ow. Epoxy preforms can be manually or automatically placed under larger chip carrier or hybrid components. Partial curing enables the epoxy to hold the components in place while refl ow forms the solder joints and fi nishes the curing of the epoxy. The same technique can be used with manually applied or printed epoxy pastes. Tacking involves printing a viscous fl ux over the thick-plated solder pads. The fl ux serves two purposes: It provides a tacky surface that holds the components in place, and it provides the cleaning and reducing agents needed to rid the solder surfaces of any oxides that may have formed during storage.
DK565X_003_r04.indd 138DK565X_003_r04.indd 138 11/11/2005 7:40:34 PM11/11/2005 7:40:34 PM

Electronics Assembly 139
Double-sided mounting also requires special processing. The parts mounted on the bottom of the boards must be held in place both prior to and during refl ow. The tackiness of the solder paste or the printed fl ux in thick-solder plating may hold the parts in place, but if they are too heavy, the surface tension of the liquid solder cannot secure them until the solder joint is formed. Therefore, bottom-mounted components must be epoxied in place.
3.6.3 Ceramic PWB Assembly
Introduction to Ceramic PWB Assembly
Ceramic PWBs can have cofi red, thick-fi lm, or thin-fi lm metallization. All interlayer connection or routing is accomplished with buried vias or with windows left out of a printed dielectric layer or punched out of the green tape. All components are sur-face mounted. Figure 3.33 shows a ceramic surface-mount assembly that may have through-holes. In a cofi red substrate, these are stacked, metallized vias that produce a fi nished hole through the substrate similar to an organic PWB plated through-hole. In a thick-fi lm substrate, a hole is machined—punched out in the green stage, or laser drilled or sonic milled out of the fi red ceramic. This hole is then cleaned and metal-lized by coating the walls with a thick-fi lm conductor paste. The result is a plated through-hole that can be used to route a signal from one side of the board to the other, or to increase the thermal path at a specifi c location on the substrate.
FIGURE 3.33 Ceramic PWB assembly. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 139DK565X_003_r04.indd 139 11/11/2005 7:40:34 PM11/11/2005 7:40:34 PM

140 Assembly Process: Finishing, Packaging, and Automation
A patterned or metallized substrate, the starting point for any ceramic PWB assembly, can be mounted to a heat sink or left unmounted. A ceramic PWB is a rigid fl at board that maintains its shape. The camber of such boards is typically 0.002 to 0.003 in./in., maintained approximately throughout processing and operation. These boards will not warp during solder processing as organic boards will. By defi nition, the ceramic board’s CTE matches that of the ceramic components mounted to it. However, although there is no CTE mismatch, thermal stress is still generated by temperature gradients formed because of the difference in the rate of heating due to the variant thermal masses of the components and the board. Nonetheless, the need for ceramic chip carriers (CCCs) to be leaded to allow for stress relief is greatly reduced. Leadless chip carriers can be mounted to ceramic PWBs with minimal effect on the long-term reliability of the assembly. Furthermore, the ceramic material from which the boards are fabricated offers much better thermal conductivity than its organic PWB counterparts. Use of more advanced ceramic materials, such as AlN, and incorporation of thermal through-holes in the substrates, can further enhance the thermal performance of a ceramic PWB.
Ceramic PWBs are particularly valuable in military and space applications. They offer reductions in thermal stress, reductions in volume (they can incorporate LCCCs in their design), improved thermal management (due to their superior conductivity and thermal via capability), and improved long-term reliability (due to a CTE matched with that of their components, the reduction of thermal stress, and their rigidity). However, as usual, these improved properties typically mean higher costs and longer design times.
Heat Sink Attachment Although ceramic boards are rigid and can stand on their own, heat sinks are commonly attached for thermal reasons. The heat sink increases the ability of the assembly to dissipate heat. It can also act as a carrier plate, providing a fl anged support that can be readily bolted or inserted into a chassis. In standard electronic modules (SEMs), the module housing is the heat sink/carrier plate for ceramic PWBs.
The materials commonly used are Kovar, tungsten–copper alloys, composites such as graphic fi ber plates or silicon–aluminum alloys, and molybdenum. All of these materials offer thermal conductivities at least as good as those of the ceramics and CTEs closely similar to those of ceramics. The CTE match, thermal environmental requirements, out-gassing restrictions, and linear size of the PWB dictate the attachment method.
Ceramic PWBs can be attached to their heat sinks with epoxy or solder. The attachment methods used for ceramic PWBs are the same as those for ceramic hybrid substrates. The mismatch in CTE is more critical for a ceramic PWB because it is larger than a hybrid substrate. A fl exible, stress-absorbing adhesive, such as silicon, is typically used, provided that no bare dies are mounted on the ceramic PWB.
The back of the ceramic PWB is metallized depending on the attachment method. For example, if the PWB is to be mounted to the heat sink with solder, its back is metallized with a platinum–palladium–gold thick fi lm to allow proper wetting while preventing total leaching of the metallization into the solder. If the PWB is a thin-fi lm or cofi red ceramic, the base metal is nickel and gold plated. The gold plating provides a good wetting surface, while the nickel acts as a barrier metal providing corrosion protection and preventing total leaching. Ceramic PWBs can also be bonded directly to a heat sink during the conductive patterning step.
DK565X_003_r04.indd 140DK565X_003_r04.indd 140 11/11/2005 7:40:35 PM11/11/2005 7:40:35 PM

Electronics Assembly 141
Surface Mounting
As discussed, ceramic PWBs are not insertion mounted; all components are surface mounted. These components can have leads formed for surface mounting, but this is not necessary and lessens the area and volume reduction benefi ts of using a surface-mount design.
Leadless components can be used with high reliability because their CTEs are very close to those of the ceramic PWBs. Leadless components include ceramic chip carriers, ceramic chip capacitors, and ceramic thin-fi lm and/or thick-fi lm resistor chips. Resistors can easily be incorporated into the layout of the board, making it a printed circuit board or PCB, not just a PWB.
The most common mounting method for ceramic boards is to print solder paste on them, mount the components, and refl ow the boards in a vapor-phase or IR fur-nace. Thick-solder plating of the mounting pads can be done to a thin-fi lm or cofi red board; however, solder-paste printing is still commonly used.
3.6.4 Connector Attachment
In commercial applications, connectors need not be mounted to the PWB assembly. Instead, the PWB assembly or card has I/O pads along one edge, allowing the card to be inserted or plugged into an end-card connector, typically an integral part of the backplane or motherboard of the system. Therefore, the PWB itself acts as the con-nector for the PWB assembly.
In some commercial and most military applications, connectors are usually mated pairs; half of the pair is attached to the PWB assembly, while the mating half is mounted to the system backplane or motherboard. The connector can be attached before, during, or after component mounting, though attachment before mounting is not commonly done because it can interfere with solder-paste printing and compo-nent placement by preventing the PWB from lying fl at on the printer stage and the placement equipment. Because assembling a PWB with connector in place requires special fi xturing and handling, the connector is usually attached at the same time or after component mounting.
Connectors are typically placed along the edge of the PWB. Some can be mounted and refl owed at the same time as the components, a common practice with thick-plated organic PWB assemblies. The connector can be snapped onto the edge of the assembly and aligned with rivets at each end. The assembly is run, with connector and components in place, through the wave solder (insertion-mount boards) or through a vapor-phase or IR furnace (surface-mount boards). To decrease the possibility of dislodging components while snapping on the connector, the connector is attached after component mounting and solder refl ow. The I/O pads to which the connector pins are attached are pretinned by thick plating them while plating or wave solder-ing the component mounting pads or by printing solder paste on them and letting the paste refl ow during component mounting and refl ow. After the components are mounted and refl owed and the boards are cleaned, the connector is positioned with the spring-loaded pins over the pretinned pads. Locally the connector pads are refl owed
DK565X_003_r04.indd 141DK565X_003_r04.indd 141 11/11/2005 7:40:35 PM11/11/2005 7:40:35 PM

142 Assembly Process: Finishing, Packaging, and Automation
by exposing the area to a hot-air gun (shielding the rest of the board with a metal plate), or by placing a hot bar over the connector pads.
Another method of connector attachment uses Raychem’s Solder Kwik product, which works with either pretinned or plain connector pads. After component mounting and refl ow, the connector is positioned and the Solder Kwik preform is placed next to the pads, aligning them with the capillaries through which the solder will fl ow. A hot bar is placed over the reservoir of solder. The solder melts and fl ows through the capillaries of the Solder Kwik preform onto the connector pads, where it wets the pads while wicking up over the pins.
In addition to edge connectors, fl ex cables are sometimes mounted to the PWB assembly in microwave or power modules (SEMs). Because the PWB is typically mounted to the fl oor (or central web) of the module, it cannot have a connector snapped over its edge, so a fl ex cable is surface mounted to the board. The other end of the fl ex usually has a plug-in connector inserted into the module wall to provide interconnection from the module to the system.
3.7 SYSTEM INTEGRATION
Components, such as bare dies and capacitors, are the building blocks of many elec-tronic assemblies. Subassemblies, including these components, chip carriers, PGAs, and hybrid assemblies, are the building blocks of PWB assemblies. In turn, PWBs are the building blocks for fi nal systems. The PWB assemblies can be components inserted into the motherboard or backplane of the system (see Figure 3.34), or can be
FIGURE 3.34 Insertion-mount motherboard assembly with two connectors, jumper wires, one ceramic daughterboard assembly, one organic surface-mount assembly, and discrete insertion-mount components. (Courtesy of Westinghouse Electronics Systems Group.)
DK565X_003_r04.indd 142DK565X_003_r04.indd 142 11/11/2005 7:40:35 PM11/11/2005 7:40:35 PM

Electronics Assembly 143
mounted inside SEMs, which in turn are plugged into the system chassis. How these building blocks participate in the fi nal system will dictate their design.
A typical packaging hierarchy of an electronic system is shown in Figure 3.35. The lowest level of packaging, or the zeroth level, is generally considered to be the semiconductor chip, although discrete passive devices such as resistors and capacitors may also be included. The packaging of a chip or a set of chips in a functional and protective chip carrier is referred to as the fi rst level of packaging. Chip carriers can range from single-chip (monolithic) carriers to very sophisticated multichip mod-ules containing hundreds of chips and devices. The second level of packaging is often referred to as the electrical circuit assembly (ECA). At this level, the individual
FIGURE 3.35 Packaging hierarchy of an electronic system.
DK565X_003_r04.indd 143DK565X_003_r04.indd 143 11/11/2005 7:40:35 PM11/11/2005 7:40:35 PM

144 Assembly Process: Finishing, Packaging, and Automation
chip carriers are mounted on a common base, usually a printed wiring board. The third level of packaging typically involves the interconnection of circuit boards and power supplies to a physical interface, such as a chassis, control, or electromechani-cal device or system. The third level of packaging may also involve the connection of several boards within a supporting or protective structure such as a cabinet. Several such cabinets are joined together to form the fourth level of packaging.
REFERENCES
Avallone, E. A., and Baumeister, T., III, Marks’ Standard Handbook for Mechanical Engineers, 9th ed., McGraw-Hill, New York, 1987, p. 5.54.
Capp, M., and Luther, R., Analysis of the effect of laser machining on 96% alumina ceramic substrates and the advantages of new LaTITE fi nish.
Engelmaier, W., Surface mount solder joint long-term reliability: Design, testing, prediction, Soldering Surface Mount Technology, 14–22.
Harper, C. A. (Ed.), Handbook of Materials and Processes for Electronics, McGraw-Hill, New York, 1970.
Harper, C. A., Electronic Packaging and Interconnection Handbook, McGraw-Hill, New York, 1991.
Leahy, K., Microwave Hybrid Design Tutorial, presented at Sect. 1–3, Capital Chapter of International Society for Hybrid Microelectronics, Twentieth Annual Symposium, May 1989.
Manzione, L. T., Plastic Packaging of Microelectronic Devices, Van Nostrand Reinhold, New York, 1990.
Pecht, M. (Ed.), Handbook of Electronic Package Design, Marcel Dekker, New York, 1991. Schafft, H. A., Testing and fabrication of wire bonds electrical connections—A comprehen-
sive survey, Natl. Bur. Std. (U.S.) Tech. Note 726, pp. 80, 106–109, 1972. Stamps, J., Sr., Mechanical Engineer, Structural Analysis Group, Westinghouse Electronics
Systems Group, personal interview, Baltimore, Md., February 27, 1990. Troyk, P., Encapsulants as packaging for implanted electronics, presented at Capital Chapter of
International Society for Hybrid Microelectronics Symposium, May 1987.
SUGGESTED READINGS
Clark, R. H., Handbook of Printed Circuit Manufacturing, Van Nostrand Reinhold, New York, 1985.
Coombs, C. F., Printed Circuits Handbook, McGraw-Hill, New York. Dally, J. W., Electronic Packaging — A Mechanical Engineering Perspective, New York, 1989. Dostal, C. A. (Sr. Ed.), Electronic Materials Handbook: Packaging, Vol. 1, ASM International,
Materials Park, Ohio, 1989. Hunadi, R. et al., New ultra-high purity, electrically conductive epoxy die attach adhesive for
advanced microelectronic applications, Proceedings of the 1985 International Sympo-sium on Microelectronics, Anaheim, Calif., November 1985.
Johnson, R. R., Multichip modules: Next-generation packages, IEEE Spectrum, 27, 1990. Jowett, C. E., Reliable Electronic Assembly Production, Tab Books, Blue Ridge Summit,
Penn., 1971. Kear, F. W., Printed Circuit Assembly Manufacturing, Marcel Dekker, New York, 1987.
DK565X_003_r04.indd 144DK565X_003_r04.indd 144 11/11/2005 7:40:39 PM11/11/2005 7:40:39 PM

Electronics Assembly 145
Oscilowski, A., and Sorrells, D. L., Use of thermogravimetric analysis (TGA) in predicting outgassing characteristics of electrically conductive adhesives, Proceedings of the Technical Conference — IEPS, Fourth Annual International Electronics Packaging Society, Baltimore, Md., October 1984.
Pandiri, S. M., Behavior of silver fl akes in conductive epoxy adhesives, Adhesives Age, 30, 31–35, 1987.
Ruska, W. S., Microelectronic Processing — An Introduction to the Manufacture of Integrated Circuits, McGraw-Hill, New York, 1987.
Sorrells, D. L. et al., Selection and cure optimization of conductive adhesives for use in AuSn sealed microelectronic packages, Proceedings of the 1984 International Symposium on Microelectronics, Dallas, Tex., September 1984.
Tummala, R. R., and Rymaszewski, E. J. (Eds.), Microelectronics Packaging Handbook, Van Nostrand Reinhold, New York, 1989.
DK565X_003_r04.indd 145DK565X_003_r04.indd 145 11/11/2005 7:40:40 PM11/11/2005 7:40:40 PM

DK565X_003_r04.indd 146DK565X_003_r04.indd 146 11/11/2005 7:40:40 PM11/11/2005 7:40:40 PM

147
Index
A
Adhesives component mounting, 100 electronic package customization, 122 organic PWB assemblies, 99 printed wiring board assemblies, 126
Advantages and disadvantages, see also Benefi ts automation, material handling, 58 ceramic packaging, 120–121 continuous-motion machines, 36 dial indexing machines, 34 die assemblies, 74 fl oating work platform machines, 35 hybrid microelectronics assemblies, 97 in-line machines, 34 surface mounting, 129 tape automated bonding, 104, 106
Aerospace industry, 31–32 Alignment, 54 Aluminum, 124 AMRF, see Automated Manufacturing
Research Facilities (AMRF) Applications, see also specifi c type of
application die assemblies, 84–86 high-voltage, 89
Approaches, material handling, 58–60 Arcing potentials, 89 Arms, motion economy, 20–22 AS/RS, see Automated storage and retrieval
systems (AS/RS) Assembly automation
advantages and disadvantages, 58 automation concepts, 32–33 basics, 31–32 benefi ts, 45–47, 47 factory, assembly machines, 32
inspection, 42–43 justifi cation, 44–47 machine/operator relationships, 44, 54–57 material handling, 57–72 motion systems, 38–44, 39–42 production design, 49–57, 50–53 robots, 37–38 software interfaces, 48 standard machine bases, 33–37 storage equipment, 60–64 testing, 42–43 transportation equipment, 66–72
Assembly methods, 4 Assembly process, 4, 8 – 9 Automated assembly machines
continuous-motion machines, 36–37, 37 dial indexing machines, 34, 35 fl oating work platform machines, 35–36 in-line machine, 34–35, 36 robots, 37–38 standard machine bases, 33–37
Automated factory, 32 Automated guide vehicle system (AVGS),
69, 70 Automated Manufacturing Research
Facilities (AMRF), 48 Automated retrieval systems, see
Automated storage and retrieval systems (AS/RS)
Automated storage and retrieval systems (AS/RS), 61, 61–63, see also Storage systems
Automation concepts, 32–33 Avallone and Baumeister studies,
110–111, 115 AVGS, see Automated guide vehicle system
(AVGS) Axes of motion, 38 Axis of symmetry, 54
DK565X_004_r04.indd 147DK565X_004_r04.indd 147 11/11/2005 5:39:12 PM11/11/2005 5:39:12 PM

148 Index
B
Ball bond, 85, 102–103 Balling and bridging, 133–134 Ballistic motions, 22–23 Ball-limiting metallurgy (BLM), 106 Baumeister, Avallone and, studies,
110–111, 115 Benefi ts, see also Advantages and
disadvantages assembly automation, 45–47, 47 automated storage and retrieval
systems, 62 power and free conveyors, 71
Bhagath studies, 73–144 Biomedical hybrids, 109–110 BLM, see Ball-limiting metallurgy (BLM) Bloom, H., 48 Board components, 133 Body positions, changes, 26 Body strength, automation, 33 Boothroyd studies, 3 Bottlenecks, 15 Bowl driving forces, 33, 49 Broken parts, 33 Bugs, see Debugging
C
Capacitance calculations, capacitor banks, 87
Capacitor banks, 86–88 Capec studies, 38 Capp and Luther studies, 119 Carousel storage and retrieval system
(CS/RS), 63–64, 64–67 Cash fl ow, 46, 47 , see also Costs; Financial
benefi ts Cavity-up/cavity-down packages, 93 Ceramic assemblies
basics, 139, 139–140 heat sink attachment, 140 surface mounting, 141
Ceramic chip carriers, 92–94, 93–95 Ceramic feedthroughs, 117, 118–120 Ceramic packaging, 74, 120–121, 121 Ceramic PWB assemblies, 139–141 Ceramic tabs, die assembly materials, 78
Cerpacks, 131, see also Ceramic packaging
Chairs, 25 Chip carrier assemblies
basics, 91 ceramic chip carriers, 92–94, 93–95 injection molding process, 92 pin-grid array packaging, 94–95 plastic chip carriers, 91–92 reaction injection molding process, 92 transfer molding process, 91
CIM, see Computer-integrated manufacturing (CIM)
Cincinnati Milicron T 3 material, 41 Climbing/clinging parts, 51, 53 CNC, see Computer numerical control
(CNC) system Coast Guard radio receiver example, 6, 6 Coeffi cients of thermal expansion (CTE)
ceramic PWB assemblies, 140 cored boards, 132–133 die assembly materials, 78 electronic package customization, 122 heat sink attachment, 124 printed wiring board assemblies,
122, 126 solder refl ow, 138 surface-mounted LCCCs, 132
Commercial applications connector attachment, 141 die assemblies, 85–86 heat sink attachment, 123 thermal stress, biomedical hybrids, 110
Component mounting, 99–101, see also Mounting
Component placement, 126, 127 Computer-aided process planning
(CAPP), 7 Computer hardware requirements, 62 Computer-integrated manufacturing
(CIM), 48 Computer numerical control (CNC) system,
39, 59 Conductivity, component mounting,
99–100 Connector attachment, PWBs, 141–142 Contingency plans, 62 Continuous-motion machines, 36–37, 37 Controlled movements, 22
DK565X_004_r04.indd 148DK565X_004_r04.indd 148 11/11/2005 5:39:14 PM11/11/2005 5:39:14 PM

Index 149
Controls, motion economy, 23 Conveyors, material handling, 69–72,
71–72 Cored boards, 132–133 Costs, see also Financial benefi ts;
Justifi cation decisions, 1 justifi cation, saving vs. making money, 31 work simplifi cation, 15
Critical tolerances, 51 Cross-talk, 89 CS/RS, see Carousel storage and retrieval
system (CS/RS)
D
Debugging, 56 Decision process, 52–54 Default settings, 56 Delay, fl owchart symbols, 17 Design
hybrid microelectronics assemblies, 96, 96–99
parts, 54 production, 49–57, 50–53
Dial indexing machines, 34, 35 Die assemblies
applications, 84–86 basics, 74, 77, 78–86 interconnection, 80, 83–84, 83–86 materials, 78 processing, 78–80, 79, 81–83
Dimensioning, parts, 54 DIPs, see Dual in-line packages (DIPs) Direct-bond copper, 122 Direction, changes in, 22 Distortion, 33, 49 “Do,” work simplifi cation, 15–16 Documentation, 7, 28, see also Work
instructions Double refl ow, 137 Double-sided mounting, 139 Dragon rocket components, 31–33, 57 Drawbacks, AS/RS, 62 Drawings, responsibility, 7 Drop deliveries, 23 Dual in-line packages (DIPs), 91,
126, 131
E
ECA, see Electrical circuit assembly (ECA) Effi ciency, 33, 49 Electrical circuit assembly (ECA), 144 Electromagnetic interference (EMI), 89, 97 Electronic packaging, 113–114, 121–122 Electronics assembly
basics, 73 capacitor banks, 86–88 ceramic chip carrier package, 92–94,
93–95 ceramic PWB assemblies, 139–141 chip carrier assemblies, 91–95 connector attachment, 141–142 die assemblies, 74, 77, 78–86 elementary subassemblies, 74–89 hybrid microelectronics assemblies,
95–122 microwave frequency subassemblies,
88–89, 90 organic PWB assemblies, 123–139 package architecture, 74, 76–77 packaging, hybrid, 115–122 pin-grid array packaging, 94–95 plastic chip carrier package, 91–92 printed wiring board assemblies,
122–142 radio-frequency subassemblies,
88–89, 90 subassemblies, 74–89 system breakdown, 73–74, 75 system integration, 142–143, 142–144
Electrostatic discharge (ESD), 97–98 Elementary subassemblies
applications, 84–86 basics, 89 capacitor banks, 86–88 die assemblies, 74, 77, 78–86 interconnection, 80, 83–84, 83–86 microwave frequency subassemblies,
88–89, 90 radio-frequency subassemblies,
88–89, 90 EMI, see Electromagnetic interference
(EMI) Encapsulated hybrid assembly, 96, 96 Engelmaier studies, 138 Engineering drawings, responsibility, 7
DK565X_004_r04.indd 149DK565X_004_r04.indd 149 11/11/2005 5:39:14 PM11/11/2005 5:39:14 PM

150 Index
Engineering tree chart, 5 Epoxy mounting, interconnection, 107 Equipment
motion economy, 25–26 storage, 60–64 transportation, 66–72
ESD, see Electrostatic discharge (ESD) Eutectic mounting, 79, 79–80 Extended-work-area robots, 38 Eye fi xations, 23
F
Factory, assembly machines, 32 Factory Automation Systems Division, 48 Fatigue, 15, 44 Feeder, vibrating action, 49 Feedthroughs, 117–118, 118–120 Field effect transistors (FET)
die assemblies, 74, 78, 85–86 interconnection, 101–102
Financial benefi ts, 44–47, see also Costs; Justifi cation
Finger motions, 22, 26 Five-axis motion system, 38, 40 Flip-chip bonding, 106, 106 Floating work platform machines, 35–36 Flow diagram, 17, 19 Flow process charts, 16–17, 18, 21 Fluxless solder refl ow, 80 Ford, Henry, 3 Forearm, motion economy, 22 Four-axis motion system, 38, 40 Free conveyors, see Power and free
conveyors Frenchtown ceramic-metal brazed
assemblies, 113–114 Furnace mounting, 80 Furnaces, refl ow, 136–137
G
GE, see General Electric (GE) General Electric (GE), 46 General Motors (GM), 60 Glass seals, metal packaging, 116–118,
117–118
Glove box, substrate mounting, 108 Gold, glass chip-outs, 118 Gold paste, 108 Gold wirebonds, 80, 83, 103 Graphite fi ber composites, 124 Gravity-feed bins and containers, 23 Guide vehicle system, automated, 69, 70 Gull-winged chip carriers, 95, 97
H
Hand motion classes, 22–25 Hands, motion economy, 20–22, 25 Hardware requirements, 62 Harper studies, 92, 102 Harris studies, 73–144 Heat sink attachment, 123–124, 125, 140 Height, workplace, 25 High-density storage, 63 High-voltage applications, 89 Horizontal carousels, 63, 64, 67 Hybrid microelectronics assemblies
basics, 95 component mounting, 99–101, 102 design, 96, 96–99 interconnection, 101–104, 104–110 metal packaging, 113–114, 116–122,
117–118, 121 package sealing, 110–111, 111–114, 115 packaging, hybrid, 115–122 processing, 99–115 sealing packages, 110–111, 111–114,
115 Hybrid packaging, 115–122
I
IBM corporation software interfaces, 48 testing products, 43 total system installation, 60
ICs, see Integrated circuits (ICs) IMAs, see Integrated microwave assemblies
(IMAs) IMDAS, see Integrated Manufacturing
Database Administration System (IMDAS)
DK565X_004_r04.indd 150DK565X_004_r04.indd 150 11/11/2005 5:39:14 PM11/11/2005 5:39:14 PM

Index 151
Incompletely molded parts, 33 Indented parts list, 5 Infrared (IR) refl ow and furnaces, 135,
137, 141 Injection molding process, 92 In-line indexing machine, 34–35, 36 Insertion mounting, 126–127, 127–130 Inspection, 17, 42–43 Installation, 59–60, 63 Integrated circuits (ICs), 97 Integrated Manufacturing Database
Administration System (IMDAS), 49 Integrated microwave assemblies
(IMAs), 95 Interconnection
die assemblies, 80, 83–84, 83–86 hybrid processing, 101–104
Interfaces, 48, 97 Interpolation, simultaneous, 39 Islands of automation, 59, 60 Item placement planning, 62
J
J-leaded chip carriers, 91, 97 Joint defects, solder, 133, 133 Justifi cation, see also Costs; Financial
benefi ts automation, 3, 44–47 documentation, 5 injection molding cost, 92
L
LAG, see Laser artwork generator (LAG) Large-scale integrated (LSI) circuits, 131 Laser artwork generator (LAG), 98 LCCC, see Leadless ceramic chip carriers
(LCCCs) Lead forming, 126, 128 Leadless ceramic chip carriers (LCCCs)
ceramic PWB assemblies, 140 heat sink attachment, 124 organic PWB assemblies, 132 soldering, 133–134, 136–138
Leadless chip carriers (LCCs) ceramic PWB assemblies, 140
fabrication and design, 93–94, 94 surface mounting, 128, 131
Leahy studies, 120 Lid defl ection, 110–111, 111–114, 115 Line layouts, 11, 14 Load-testing, 62 Locomotive Products Division (GE), 46 LSI, see Large-scale integrated (LSI)
circuits Luther, Capp and, studies, 119
M
Machine/operator relationships, 44, 54–57 Magnetism sensitivity, 33, 49 “Make ready,” work simplifi cation, 15–16 Making vs. saving money, 31 Manual assembly
basics, 1–3, 2 equipment, 25–26 hand motion classes, 22–25 line layouts, 11, 14 methods analysis, 12, 15–20 motion economy, 20–26 operation sequences, 5–6, 5–11 operator tasks, 20–22 repairs, standard, 27–28 routings, 7 special instructions, 28 standard processes, 26–28 tools, 25–26 visual aids, 10–11, 10–13 work instructions, 4–5, 7–99, 8–9 workmanship standards, 26, 27 workplace environment, 23–25, 24–25 work simplifi cation, 15–17, 18–19,
19–20, 21 workstation layouts, 11, 13–14
Manzione studies, 91 Material handling
advantages and disadvantages, automation, 58
approaches, 58–60 automated storage systems, 61, 61–63 basics, 57 carousel storage and retrieval system,
63–64, 64–67 characteristics, 57–58
DK565X_004_r04.indd 151DK565X_004_r04.indd 151 11/11/2005 5:39:14 PM11/11/2005 5:39:14 PM

152 Index
conveyors, 69–72, 71–72 free conveyors, 69–72, 71–72 guide vehicle system, automated,
69, 70 islands of automation, 59, 60 motion economy, 23 power and free conveyors, 69–72,
71–72 retrieval systems, 61, 61–63 storage equipment and systems,
60–64 total system installation, 59–60 transportation equipment, 66–72 transporters, 66–69, 68
Materials, 54, 78 McDonnell Douglas company
assembly automation, 32 automation justifi cation, 45 start-up problems, 57 testing products, 43
MCPs, see Multichip packages (MCPs) Mechanical mounting, 107 Messy materials, 54 Metal packaging, 74, 116–122 Methods analysis, manual assembly,
12, 15–20 MHPs, see Multicircuit hybrid packages
(MHPs) Microwave frequency subassemblies,
88–89, 90 MIL-H-38534 (standard), 119 Military applications
connector attachment, 141 die assemblies, 84 heat sink attachment, 123 hybrid microelectronics assemblies, 99 interconnections, 83 package sealing, 110 printed wiring board assemblies, 126 thermal stress, biomedical hybrids, 110
Moisture sensitivity, 33, 49 Momentum, motion economy, 22 Motion economy
basics, 20 hand motion classes, 22–23 operator tasks, 20–22 tools and equipment, 25–26 workplace environment, 23–25
Motion systems, 38–44, 39–42
Mounting, 78–80, 79, 81–83 , see also Component mounting; Surface mounting
Multichip packages (MCPs), 95 Multicircuit hybrid packages (MHPs), 95 Multilayered ceramic chip carriers,
92–93, 93 Multiple zone furnaces, refl ow, 136
N
National Association of Electrical Manufacturers (NEMA), 44
National Bureau of Standards (NBS), 48 National Institute of Standards and
Technology (NIST), 41 NBS, see National Bureau of Standards
(NBS) NEMA, see National Association of
Electrical Manufacturers (NEMA) Nested parts, 51, 53 NIST, see National Institute of Standards
and Technology (NIST) Nonproductive time, 16
O
One-person factory analogy, 1–3 Operations
fl owchart symbols, 17 instruction procedures, 26 parts list, 10 sequences, 5–6, 5–11
Operator tasks, motion economy, 20–22 Organic PWB assemblies
adhesives, 99 basics, 123–124, 126–127 board components, 133 cored boards, 132–133 deposition, 133, 133–135 heat sink attachment, 123–124, 125 hybrid microelectronics assemblies, 97 insertion mounting, 126–127, 127–130 interconnection, 133 leadless ceramic chip carriers, 132 refl ow, 135–138 soldering, 133, 133–138
DK565X_004_r04.indd 152DK565X_004_r04.indd 152 11/11/2005 5:39:14 PM11/11/2005 5:39:14 PM

Index 153
special mounting techniques, 138–139 surface mounting, 128–129, 130,
131–139, 132 Orientation, automated production design,
49–50, 52, 53 Overanalysis, 56
P
Packaging architecture, electronics assembly, 74,
76–77 hierarchy, electronic system, 143,
143–144 hybrid microelectronics assemblies,
115–122 materials, 76 sealing, 110–111, 115
Part geometry, 33, 49 Particle impact noise detection (PIND), 115 Parting line fl ash, 33, 49 Parts
assembly, easy, 51, 53 balancing, 54 broken, 33 incompletely molded, 33 list, 9, 10, 62, 75 nested, shingle/climbing, clinging, 51, 53 problems, 53–54 replenishing supply, 55 tangled, 50–51, 52
Payback/payoffs, fi nancial, 44–47, see also Costs; Justifi cation
Pecht studies, 73–144 Performance needs, AS/RS, 62 Personnel, number assigned, 15 PGA, see Pin-grid array (PGA) packaging PHPs, see Power hybrid packages (PHPs) PIND, see Particle impact noise detection
(PIND) Pin-grid array (PGA) packaging, 94–95 Planning, AS/RS, 62 Plastic chip carrier packages, 91–92 Plastic packaging, 74 Polar properties, automated production
design, 49 Power and free conveyors, 69–72, 71–72 Power hybrid packages (PHPs), 95
Prepositioning, tools and equipment, 25 Printed wiring board (PWB) assemblies
basics, 122 ceramic assemblies, 139–141 connector attachment, 141–142 organic assemblies, 123–139 surface mounting, 128–129,
131–139, 141 system integration, 142–143, 142–144
Processes, 4–7 Processing
die assemblies, 78–80, 79, 81–83 hybrid microelectronics assemblies,
99–115 Production design, 49–57, 50–53 Progressive automation technique, 59 Psychological problems, 55–57 “Put away,” work simplifi cation, 15–16 PWB, see Printed wiring board (PWB)
assemblies
Q
Question-and-answer approach, 19–20
R
Radio-frequency subassemblies, 88–89, 90
Raychem’s Solder Kwik product, 142 Reaction injection molding process, 92 Repairs, 27–28, 118 Residual magnetism sensitivity, 33, 49 Restricted movements, motion
economy, 22 Retrieval systems, material handling, 61,
61–63 Revisions, responsibility, 7 Rhythm, motion economy, 23 Ribbon bonding, 89, 103–104 Ripple effects, automation, 45, 47 RMA, see Rosin mildly active (RMA) Robots, 38–44, 39–42 Rosin mildly active (RMA), 133 “Rossum’s Universal Robots,” 36 Rotary indexing machine, 34, 35 Routings, operation sequences, 7
DK565X_004_r04.indd 153DK565X_004_r04.indd 153 11/11/2005 5:39:15 PM11/11/2005 5:39:15 PM

154 Index
S
Saturn (GM), 60 Saving vs. making money, 31 Schafft studies, 103 Schedules, work simplifi cation, 15 Sealing packages, 110–111, 115 Self-alignment, solder deposition, 134 Self-inspection, 56 SEM, see Standard electronic
module (SEM) Semiautomated operations, parts, 54 Shaped region, parts, 54 Sheth, 31–72 Shingle/climbing parts, 51, 53 Shut-down instructions, 26 Silver-fi lled epoxies, 99 Simultaneous interpolation, 39 Single-chip packages, 74 Single refl ow, 137 Software, 48, 62 Soldering
alloys, 81–82 component mounting, 100–101, 102 deposition, 133, 133–135 interconnection, 133 mounting, 107–109, 108 paste, excessive, 134 refl ow, 135–138
Solder Kwik product, 142 Sorting parts, 54 Space applications, 83–84 Special instructions, manual assembly, 28 Special mounting techniques, 138–139 Springs, 50–51 Stamps studies, 116, 119 Standard electronic module (SEM)
ceramic PWB assemblies, 140 connector attachment, 142 heat sink attachment, 124 printed wiring board assemblies, 122,
124, 126 system integration, 143
Standard machine bases, 33–37 Standard processes, 26–28 Standard repairs, 27–28 Standoff posts, 115 Start-up process, 26, 63 Static electricity sensitivity, 33, 49
Statistics, manufacturing, 1, 2 Stitch bond, 102 Storage systems, see also Automated
storage and retrieval systems (AS/RS) automated, 61, 61–63 component mounting, 99 equipment, 60–64 fl owchart symbols, 17
Subassemblies, 74–89 Substrate mounting, interconnection, 107 Surface-mounted LCCCs, 132 Surface mounting, see also Component
mounting; Mounting ceramic PWB assemblies, 141 organic PWB assemblies, 128–129, 130,
131–139, 132 Symmetry, axis, 54 System breakdown, electronics assembly,
73–74, 75 System installation, total, 59–60 System integration, 142–143, 142–144
T
TAB, see Tape automated bonding (TAB) Tabs, die assembly materials, 78 Tangled parts, 50–51, 52 Tanner studies, 1–28 Tape automated bonding (TAB), 104–106,
104–106 Taping iron-core transformers example,
26, 27 Temporary mask, 134–135 Testing, 42–43 Thermal bonding methods, 83 Thermal interfaces, 97 Thermal paths, 124, 125 Thermal stress, biomedical hybrid, 110 Thin-fi lm polyamide boards, 122 Three-axis motion system, 38, 39 Throughput, 62 Tolerances, critical, 51 Tools, motion economy, 23, 25–26 Total system installation, 59–60 Transfer molding process, 91 Transportation, 17, 66–72 Transporters, material handling,
66–69, 68
DK565X_004_r04.indd 154DK565X_004_r04.indd 154 11/11/2005 5:39:15 PM11/11/2005 5:39:15 PM

Index 155
Troyk studies, 109 Two-axis motion system, 38, 39
U
Ultrasonic/thermocompression wirebonding, 103
Ultrasonic wirebonding, 103 Underanalysis, 56 Unsatisfactory work conditions and
practices, 15
V
Vapor-phase refl ow, 102, 135, 137, 141 Vertical carousels, 64, 66, 71 Vibrating action, feeder, 49 Visual aids, 4, 10–11, 10–13
W
Walker studies, 1–28, 31–72 Walking, work simplifi cation, 15 Waste, excessive, 15
Wedge bond, 85, 102 Welding, package sealing, 110, 111 Wirebonds
fusing currents, 83 gold wirebonds, 80, 83, 103 interconnection, 101–104 pull test, 86
Wiring harness example, 8, 9 Work conditions and practices, 15 Work instructions, 4–5, 7–10, 8–9 Workload, work simplifi cation, 15 Workmanship standards, 26, 27 Workplace environment, 23–25,
24–25 Work simplifi cation, 15–17, 18–19,
19–20, 21 Workstation layouts, 11, 13–14
X
X-Y-Z rotary model, 38
Y
Young modulus, 110
DK565X_004_r04.indd 155DK565X_004_r04.indd 155 11/11/2005 5:39:15 PM11/11/2005 5:39:15 PM

DK565X_004_r04.indd 156DK565X_004_r04.indd 156 11/11/2005 5:39:15 PM11/11/2005 5:39:15 PM