Embed Size (px)
Citation preview

ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
Presented by H. Li1
J.L. Chen1, J.G. Li1, Z.X. Li2
1. Institute of Plasma Physics, Chinese Academy of Sciences, Hefei 230031, P.R.China
2. Northwest Institute for Non-ferrous Metal Research, Xi’ an 710016, P.R.China
High heat load properties of actively cooled tungsten/copper mock-ups joining by
explosive compound
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
Outline• Motivation
• Mock-ups and experiments
---- Mock-ups, Tungsten(2mm) as PFM , CuCr alloy as heat sink , explosive compound
---- Electron high heat flux experiments
high heat load limit test; heat transfer properties
---- Numerical Simulation
---- Microstructure analysis
• Results and discussion
• Conclusions
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
Motivations
Tungsten, candidate of PFM High melting point, Low erosion, low tritium retention etc.,
Copper alloy, heat sink material High conductivity, high strength at elevated temp.(CuCrZr)
W/CuCr mock-ups joining by explosive compound Developed and manufactured for EAST in ASIPP.
Disadvantages in joining technique Large differences in CTEs and elastic modulus resulting in high stress. Structure reliability and lifetime in cycling operation.
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
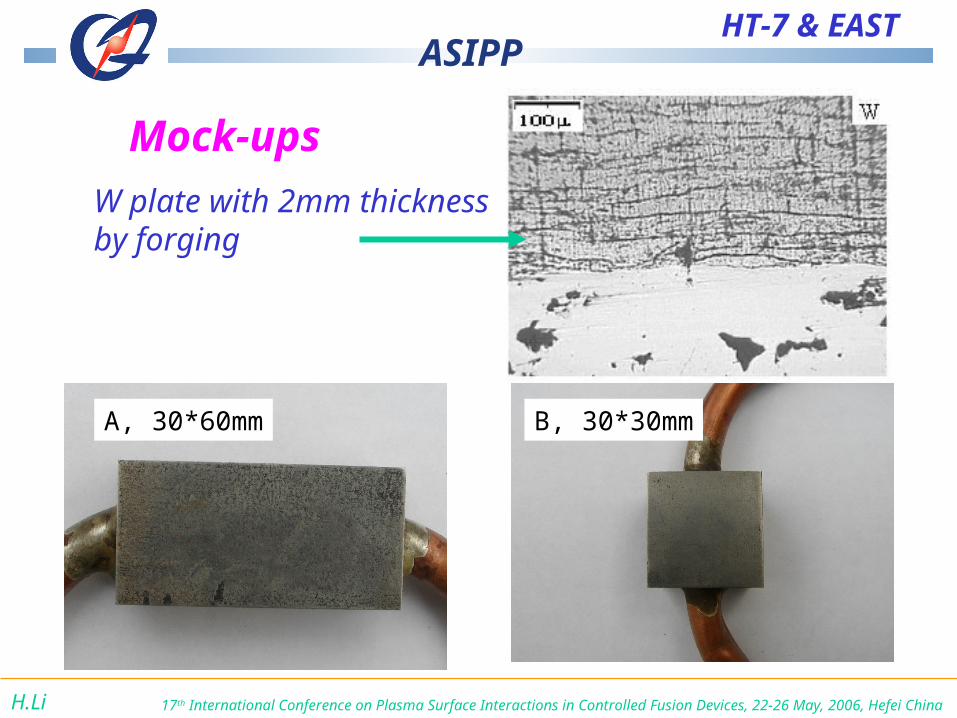
A, 30*60mm B, 30*30mm
W plate with 2mm thicknessby forging
Mock-ups
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
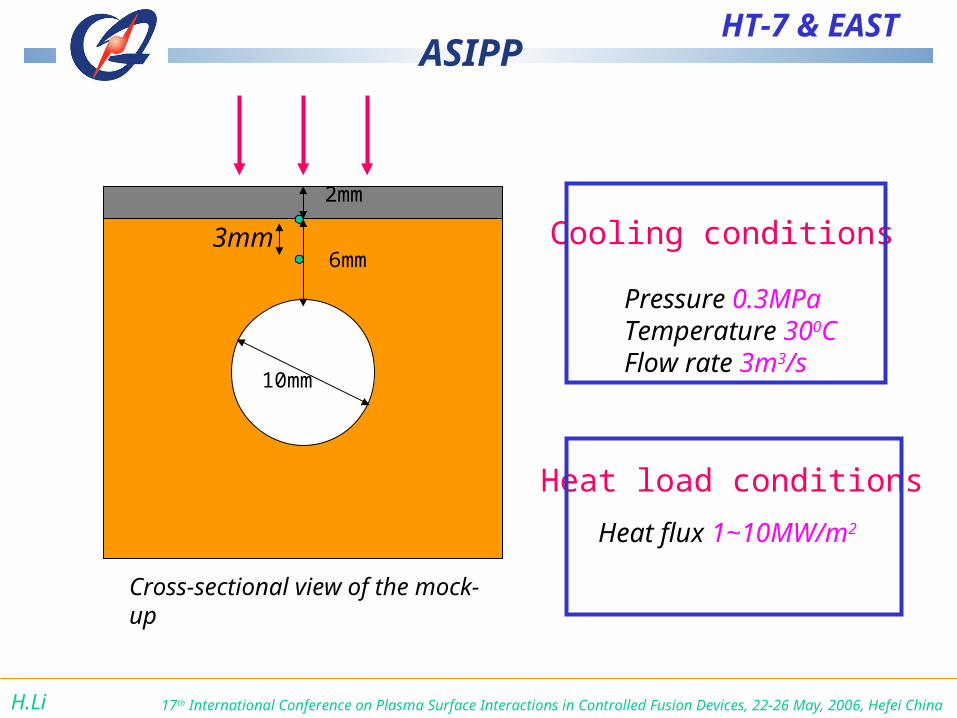
6mm
2mm
10mm
Cross-sectional view of the mock-up
Cooling conditions
Pressure 0.3MPaTemperature 300CFlow rate 3m3/s
Heat load conditions
Heat flux 1~10MW/m2
3mm

ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.LiElectron beam facility
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
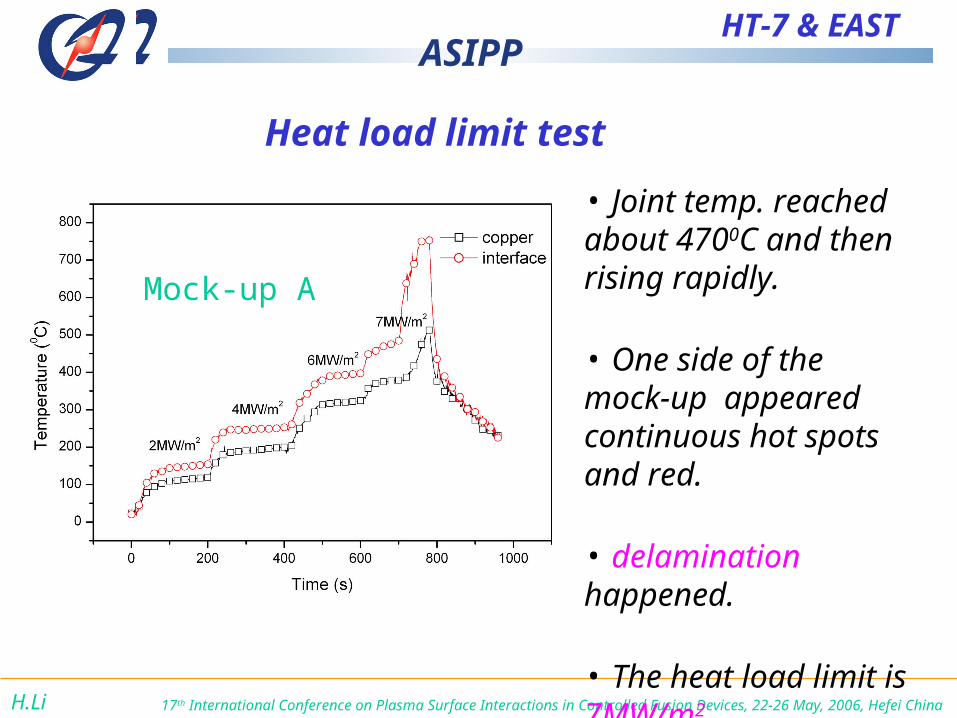
• Joint temp. reached about 4700C and then rising rapidly.
• One side of the mock-up appeared continuous hot spots and red.
• delamination happened.
• The heat load limit is 7MW/m2.
Heat load limit test
Mock-up A
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
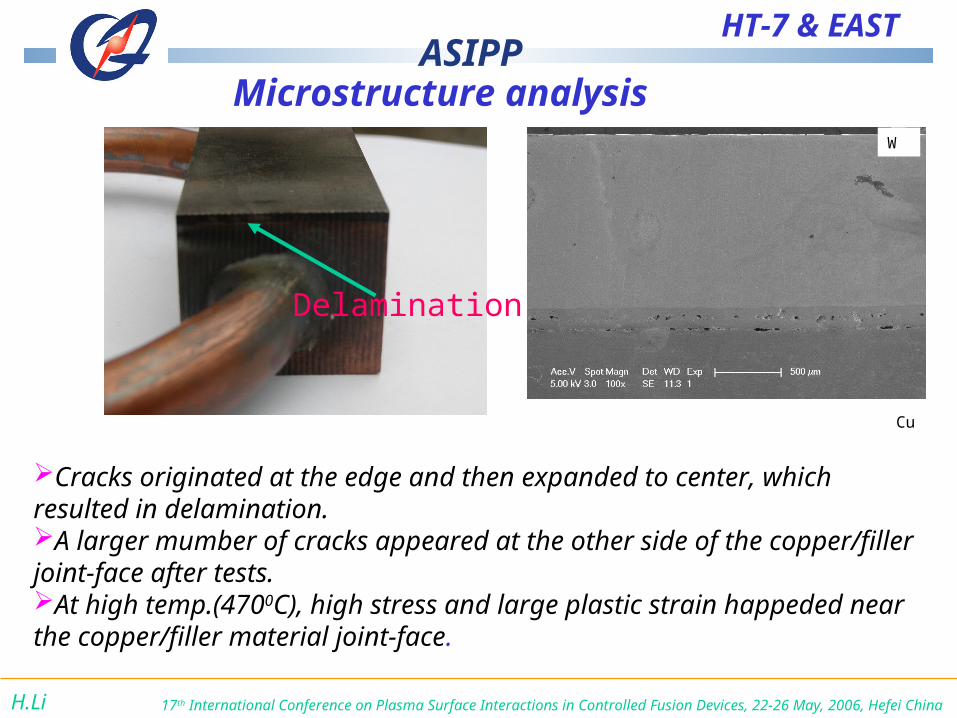
Microstructure analysis
Delamination
W
Cu
Cracks originated at the edge and then expanded to center, which resulted in delamination.A larger mumber of cracks appeared at the other side of the copper/filler joint-face after tests.At high temp.(4700C), high stress and large plastic strain happeded near the copper/filler material joint-face.
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
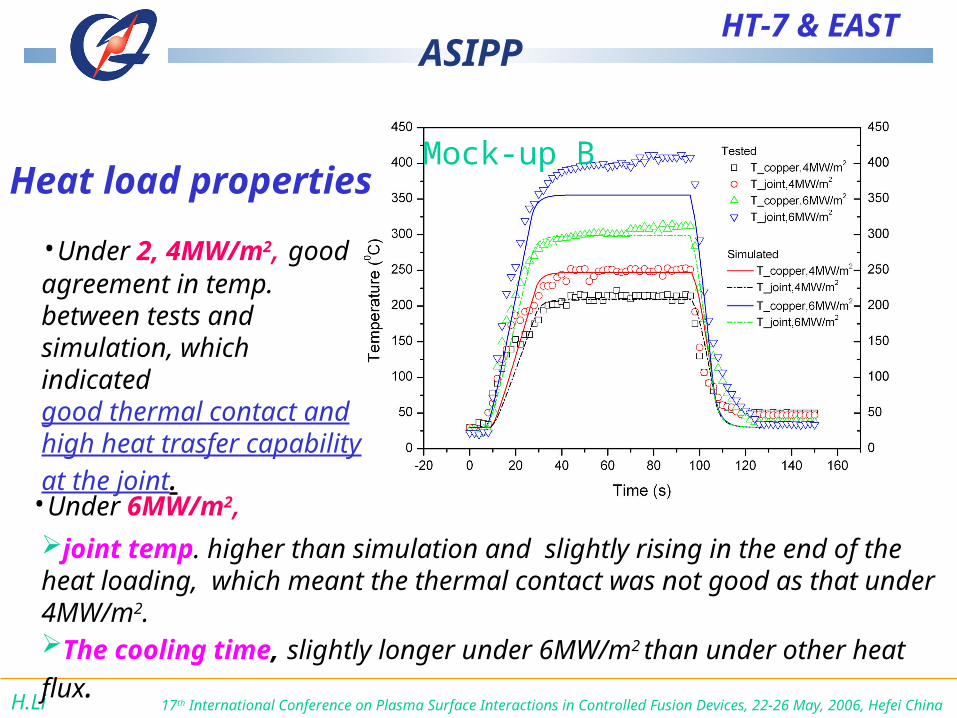
joint temp. higher than simulation and slightly rising in the end of the heat loading, which meant the thermal contact was not good as that under 4MW/m2.The cooling time, slightly longer under 6MW/m2 than under other heat flux.
Mock-up BHeat load properties
•Under 2, 4MW/m2, good agreement in temp. between tests and simulation, which indicated good thermal contact and high heat trasfer capability at
the joint.
•Under 6MW/m2,
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
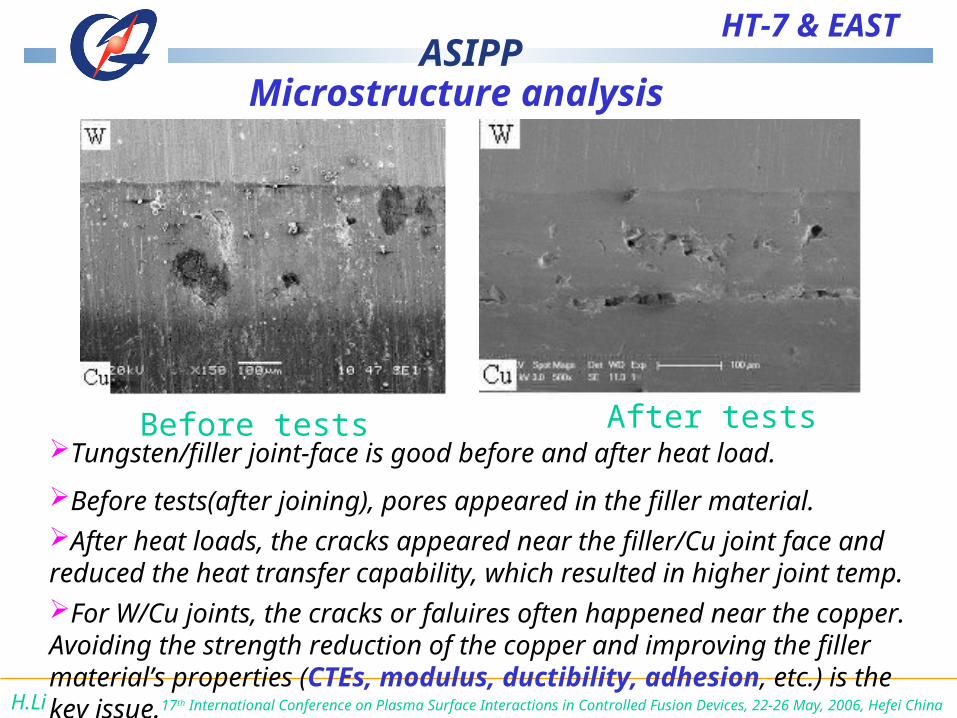
Tungsten/filler joint-face is good before and after heat load.
Before tests(after joining), pores appeared in the filler material.After heat loads, the cracks appeared near the filler/Cu joint face and reduced the heat transfer capability, which resulted in higher joint temp. For W/Cu joints, the cracks or faluires often happened near the copper. Avoiding the strength reduction of the copper and improving the filler material’s properties (CTEs, modulus, ductibility, adhesion, etc.) is the key issue.
Before tests After tests
Microstructure analysis
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
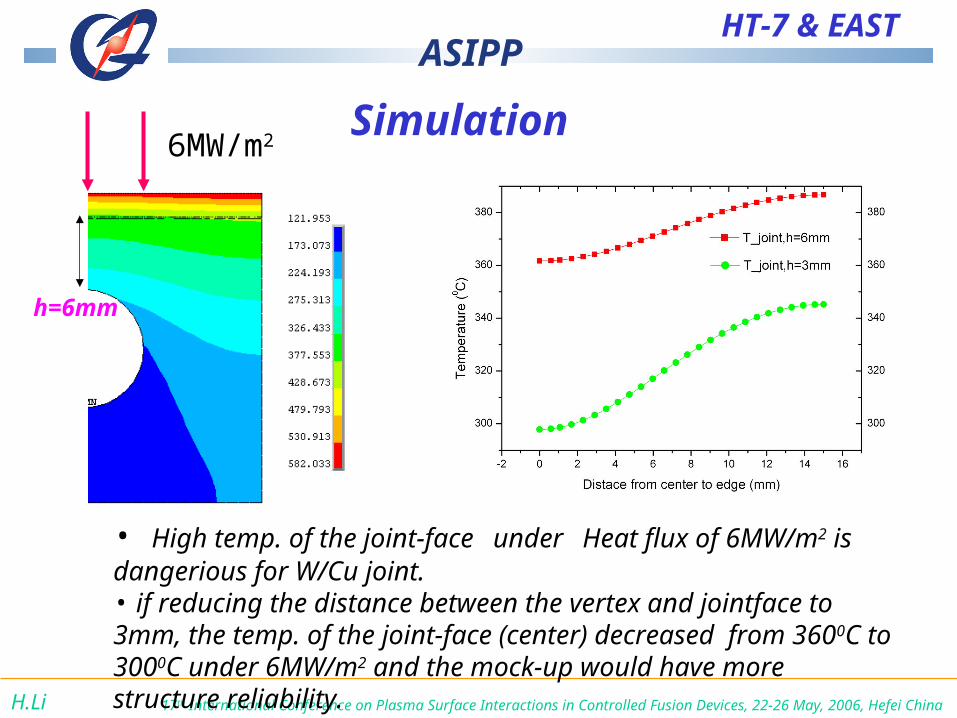
Simulation
• High temp. of the joint-face under Heat flux of 6MW/m2 is dangerious for W/Cu joint. • if reducing the distance between the vertex and jointface to 3mm, the temp. of the joint-face (center) decreased from 3600C to 3000C under 6MW/m2 and the mock-up would have more structure reliability.
6MW/m2
h=6mm
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
Conclusion
Two mock-ups with forging W plate and CuCr heat sink joining by explosive compund were developed, manufactured and tested. The heat load limit of the mock-up is 7MW/m2, and delamination happened. But the mock-up can sustain about 6MW/m2 although some cracks happened at the joint face.If the heat load does not exceed 4MW/m2, the mock-up will have good heat transfer properties and good structure stability.If reducing the distance between the vertex of the channel and the joint-face from 6mm to 3mm, it is expected that the mock-up has higher reliability due to lower temp. at the joint-face.The cracks or failures often originated and developed at copper/filler joint-face,especially near the edge. For W/CuCr explosive compund, the properties of filler materials and the adhesion strength are very important to its reliability and lifetime under high heat loading.
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
Thanks
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li
ASIPP
HT-7 & EAST
17th International Conference on Plasma Surface Interactions in Controlled Fusion Devices, 22-26 May, 2006, Hefei ChinaH.Li