Embed Size (px)
Citation preview

CHINA • INDIA • TAIWAN • SINGAPORE INDONESIA • THAILAND • PHILIPPINES • MALAYSIA • HONG KONG • JAPAN • EUROPE USA • AUSTRALIA • KOREA • NEW ZEALAND
POWERFUL INTEGRATEDMEDIA PLATFORMSPRINT & ONLINE EDITIONSEXCLUSIVE EMAIL BROADCASTSContact: [email protected]
MEDIA PLATFORMSPRPRRINININTTT &&& ONONONLILILINENENE EEEDIDIDITITITIONONONSSSPRINT & ONLINE EDITIONSEXEXXCLCLCLUSUSUSIVIVIVEEE EMEMEMAIAIAILLL BRBRBROAOAOADCDCDCASASASTSTSTSEXCLUSIVE EMAIL BROADCASTSCoCo tntntacactt:t: aaddada @m@m@rarallala c.comom a.auu
A S I A P A C I F I CVol 57 No 3 September 2011

Reclaimed Sand Temperature
PLC & Touch-screen
Supply Tanks
Fast Catalyst Pump
Slow Catalyst Pump
Resin Pump
New Sand Temperature

METAL Casting Technologies September 2011 1
ADVERTISER'S
INDEXAjax Tocco Magnethermic ........................ 45, WS
Arun Technology .................................. BG70, WS
Australian Metal Powders Supplies ... BG70, WS
Beckwith Macbro Sands ................62, BG70, WS
Bisley & Co ............................................. BG70, WS
Bruker Elemental GmbH ...................... BG70, WS
Casting Solutions ...........................................BG71
CMC Cometals ........................................BG71, WS
Cast Metal Services .................... 12-13, BG72, WS
Casting Technology NZ ............................ IBC, WS
Didion International ......................6-7, BG73, WS
Finite Solutions .......................... 10-11, BG74, WS
Foseco ............................OFC, 2-3, BG75, WS, OBC
Furnace Engineering ...................... 47, BG76, WS
Guangzhou Julang Exhibition Design Co .. 61, WS
G&C Instrument Services ............... 63, BG78, WS
General Kinematics .........................23, BG77, WS
Hayes Metals ........................................ BG78, WS
Huettenes-Albertus Australia ........35, BG78, WS
Impianti Macchine Fonderia (IMF) .......... 33, WS
Inductotherm ............................................ 29, WS
Magma Engineering Asia Pacifi c .......................... 19, 38-39, BG79, WS
Metal+Metallurgy China 2012 ...................14, WS
Morgan Molten Metal Systems .....31, BG80, WS
Powerhammer Company ................51, BG82, WS
Sibelco ....................................... 25, 27, BG83, WS
Spectro Analytical Instruments ..... 21, BG81, WS
Synchro32 ................................................... 53, WS
Thermo Fisher Scientifi c ................ 57, BG84, WS
Warill Engineering Sales (Aust) .. IFC, BG84, WS

2 www.metals.rala.com.au
The newly developed ‘INITEK’ process consists of:A specially designed ‘convertor’ ladle which has a high
thermal efficiency, reducing temperature losses and increasing the recovery of magnesium;1.‘Initialising’ treatment of the iron with a barium alloy which has
the effect of neutralising the oxygen before the addition of magnesium;
2. Treatment with magnesium;3. Controlled timing of all the process steps to ensure that
reactions go to completion;4. Late inoculation to make a final adjustment of the metallurgy,
if needed;5. Process control using thermal analysis.
The efficiency of the process results in magnesium recovery of around 90%, meaning that lower Mg-additions are needed and the inoculation step is reduced. The economics of the process are greatly improved.
The problems resulting from magnesium use, of carbide tendency, risk of shrinkage, non-metallic inclusions and high cost are much less and the metal produced by this process has exceptional mechanical properties, with a greater tendency to ferrite and high elongation values. Foundries can then use raw materials, which are less pure and still get the specified properties. They can work with lower amounts of pig iron and cheaper grades of steel scrap; ‘pre-conditioning’ with silicon carbide is no longer needed.
LIMITATIONS OF THE CURRENT SANDWICH AND TUNDISH COVER TREATMENT PROCESSESThe ‘tundish cover process’ for the magnesium treatment of ductile iron was developed in the late 1970s, and was an improvement on the even older ‘sandwich’ process. The tundish cover process was based on the principle that by covering the ‘sandwich’ treatment ladle, the amount of available oxygen was limited during the reaction of the iron with magnesium, and thus, there would be significantly less Mg fume created, and a more economical reaction with higher and more consistent Mg-recovery. Nevertheless, even though the tundish cover practice was simple and effective many foundries still continue to use the open ladle sandwich process.
The principal problems with nodulising using magnesium are a result of:
Magnesium is a carbide and pearlite promoter1. The presence of non-metallic magnesium compounds in
the melt - the analysed Mg-content is ‘total magnesium’, i.e. the sum of dissolved (useful) magnesium and combined magnesium in the form of oxides and sulphides
2. Excessive Mg adversely increases shrinkage tendency3. Economics – even with recoveries of approximately 60% the
cost of Mg treatment is high4. Variability of the process – the initial oxygen content is
not measured or controlled so that magnesium going into solution varies; the non-optimum designs of ladles also create inconsistency, especially during filling.
FOSECO’S NEW INITEK PROCESSThe new ‘INITEK’ process, developed by Foseco, and now in regular use in a number of foundries around the world addresses all these deficiencies by a 5-part process:
The ConvertorThe Convertor is a prism shaped treatment vessel with carefully calculated ratios of dimensions (patent applied for). The features of this shape are that in the horizontal position the surface
Silicon % Barium % Manganese % Zirconium % Aluminium % Calcium % Grain size distribution
46 – 50 7 - 11 1.5 – 2.5 1.5 – 2.5 <1 1.2 – 1.8 0.5 – 25mm
Table 2: composition of INODEX alloy
Figure 2: The characteristics of the Foseco convertor, compared to a cylindrical treatment ladle
Fignre 1: The Foseco CONVERTOR, for the INITEK process
COMPANY PROFILE
A new metallurgical process for

area which is losing heat to atmosphere is smaller than in a cylindrical vessel (figure 1), and when in the upright position the metallostatic head is greater, which increases the recovery of magnesium. The Convertor is lined with KALTEK ISO insulating refractory for maximum insulation and reduced heat loss.
INODEXINODEX is a newly developed alloy that was specially designed for the Initialising process (patent applied for); the composition is given in table 2:
The alloy is a powerful de-oxidiser and contains other elements to lower the melting point and neutralise nitrogen in iron. The variable oxygen in the base melt no longer combines with magnesium to form dross, but becomes suspended micro-inclusions of oxide, which have a powerful inoculating effect. The magnesium addition can be much lower because it is no longer wasted as a de-oxidiser, and because the oxygen variable has been neutralised by INODEX it is no longer necessary to add a safety margin of excess magnesium
OPERATION OF THE PROCESS (figure 2)The process begins with a light preheat of the convertor, then it is moved to the furnace, in its horizontal position, with the pocket charged with NODULANT and INODEX placed in the body. Cover steel is not required in the INITEK process. Iron is tapped into the convertor while it is still in the horizontal orientation, dissolving the INODEX into solution. There is then a carefully measured time delay to allow the deoxidation reaction to take place before the convertor is rapidly rotated to vertical for the magnesium reaction to take place. Close the lid of the convertor during the time delay. After completion of the Mg-reaction the slag can be removed before transferring the iron to the pouring furnace or going directly to pouring the iron into the moulds – it is not necessary to transfer the iron into pouring ladles.
Practical benefits are that:● Tapping temperatures can be 30 - 100ºC lower because of the
thermal efficiency of the convertor and the low addition rate of magnesium alloy
● Magnesium recovery is in the range of 75 – 98%● No covering material, such as steel punchings is required● The inoculation step after nodularising is usually eliminated.
Occasionally a light final late stream inoculation is used● The reaction is quiet and there is very little fume escaping to
atmosphere● A very dry ‘pop-corn’ slag is created which is easy to remove,
and compared to normal ductile iron’s sticky viscous slag, very little iron is pulled off with the slag
● Pouring temperatures are greatly reduced due to the freedom from dross which means the iron is very fluid
● The freedom from excess dissolved magnesium results in a ‘soft’ iron with very high elongation. To achieve the same properties foundries do not need to reduce the manganese content, and can use less pig iron with cheaper, less pure steel scrap
● Very high fluidity results from the absence of dross and so pouring temperatures can be lowered, which can reduce the cost of shot-blasting and fettling.
CONCLUSIONSThe INITEK process is a major advance in ductile iron treatment
practice; it gives the foundry:1. Significant cost savings, up to 70 per liquid tonne, coming
from:a. Reduced cost of treatment alloysb. Reduced energy consumptionc. Lower metal temperaturesd. Cheaper materials for melting, i.e. less pig iron and cheaper
steel scrape. Lower scrap ratesf. Reduced shotblasting and cleaning of castings
2. Improved mechanical properties, principally elongation, but also low temperature impact properties
3. Improved process consistency with less variability of results4–. At the time of writing the INITEK process has been fully
adopted by 6 foundries around the world and is in trials in a further 16.
The full article is in the current Foseco Foundry Practise 253
C O M M I T T E D T O F O U N D R I E S
Phone: +61 (0)299145500 | Fax: +61 (0)299145547 | www.foseco.com.au
METAL Casting Technologies September 2011 3
COMPANY PROFILE
the ductile iron foundry melt shop

Jimmy Loke Yoon CheeDirector, Yoonsteel Foundry MalaysiaRepresentative of FOMFEIA
Mr Gopal RamaswamiNational Secretary of the Institute of Indian Foundrymen, IndiaEmail: [email protected]
Jack FrostWorld Consulting Specialist Foundry Process [email protected]
Mr Zhang LiboExecutive Vice PresidentChina Foundry [email protected]
Mr Seksan TangkoblabPresident Thai Foundrymen’s Society
Dr John PearceMetals SpecialistMTEC National Metals and MaterialsTechnology Centre, Thailand
Industry Associations
Contributors
Australian Foundry InstituteSouth Australia: The Secretary, PO Box 288, North Adelaide SA 5006Western Australia: The Secretary,[email protected] South Wales: The Secretary, Locked Bag 30, Bankstown NSW 2200, [email protected]: C/- PO Box 89, Acacia Ridge QLD 4110Victoria: PO Box 4284, Dandenong South VIC 3164
Casting Technology New Zealand Inc.PO Box 1925, Wellington, New ZealandTel: +64 4 496 6555, Fax: +64 4 496 6550
China Foundry Association3rd Floor, A-32 Zizhuyuan RdHaidian District, Beijing 100048, CHINATel: +86 10 6841 8899 Fax: +86 10 6845 8356Web: www.foundry-china.com
Federation of Malaysia Foundry & Engineering Industries Association(FOMFEIA), 8 Jalan 1/77B, Off Jalan Changi at Thambi Dollah 55100,Kuala Lumpur, MalaysiaTel: +603 241 8843, Fax: +603 242 1384
Institute of Indian FoundrymenIIF Center, 335 Rajdanga Main Road, East Kolkata Township P.O.Kolkata - 700107 IndiaTel: +91 33 2442 4489, +91 33 2442 6825Fax: +91 33 2442 4491
Japanese Association of Casting TechnologyNoboru Hatano, Technical Director, JACT,Nakamura Bldg, 9-13, 5-chome, Ginza,Chuo-ku, Tokyo, 104 JapanTel: +81 3 3572 6824, Fax: +81 3 3575 4818
Metalworking Industries Association of the Philippines Inc.Pacificador Directo, National President, MIAP, No. 55 Kanlaon St, Mandaluyong,1501 Metro Manila, PhilippinesTel: +632 775 391, Fax: +632 700 413
Philippine Iron & Steel Institute(PISI), Room 518, 5th Floor, Ortigas Building, Ortigas Avenue, Pasig, Metro ManilaTel: +632 631 3065, Fax: +632 631 5781
Philippine Metalcasting Association Inc.(PMAI), 1135 EDSA, Balintawak, Quezon City Metro Manila, PhilippinesTel: +632 352 287, Fax: +632 351 7590
South East Asian Iron & Steel Institute2E 5th Floor Block 2, Worldwide Business ParkJalan Tinju 13/50, 40675 Shah Alam, Selangor MalaysiaTel: +603 5519 1102, Fax: +603 5519 1159, Email: [email protected]
Thai Foundry AssociationKhun Wiboolyos AmatyakulPresident Thai Foundry Association86/6 1st Floor BSID BuildingBureau of Supporting Industries DevelopmentSoi Trimitr, Rama IV RoadKlongtoey Bangkok 10110 Thailandwww.thaifoundry.com
The Materials Process Technology CenterJapan. Kikai Shinko Bldg,3-5-8 Shiba-Koen, Minato-ku, Tokyo, 105 JapanTel: +81 3 3434 3907, Fax: +81 3 3434 3698
Publisher & Managing EditorBarbara CailEmail: [email protected]
Research and Technical Contributor Adjunct Professor Ralph TobiasEmail: [email protected]
Advertising and Production – GeneralAdam CailEmail: [email protected]
Advertising and Production – ChinaMs. Angela JiangTel: +86 15 801 748 090Email: [email protected]
Editorial and SubscriptionsMelinda CailEmail: [email protected]
Accounts PayableCheryl Welsh Email: [email protected]
ProductionCraig O’NeillEmail: [email protected]
SUBSCRIPTION RATESAustralia $AUD 99.65 (Includes GST) Overseas $AUD 125.40 (Includes Mailing)
Published by RALA Information ServicesPostal: PO Box 134, Balmain
NSW 2041, AustraliaStreet: Rear of 205 Darling St, Balmain
NSW 2041, Australia (enter via Queens Place)
Phone: +61 2 9555 1944Fax: +61 2 9555 1496Web: www.metals.rala.com.au
Metal Casting Technologies is a technically based publication specifically for the Asia Pacific Region.The circulation reaches:• Foundries• Diecasters• Iron and steel mills• Testing labs• Planners & Designers – CIM-CAD-CAM
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise without permission of the publisher.
4 www.metals.rala.com.au
Australian Foundry Association
China Foundry Association
Thai Foundry Association
The Institute of Indian
Foundrymen
The Korean Foundrymen's
Society
Metal working Industry Association
of the Philippines
Federation of Malaysian Foundry & Engineering Industries Association
South East Asian Iron & Steel
Institute
Front Cover – FosecoFor information turn to the featured profiles: “A new metallurgical process for the ductile iron foundry melt shop” pages 2-3, Buyer’s Guide profile page 75, plus Back Cover for further details.TecTechnohnologlogy Cy Cententre,re, Th Thailailandand
I d A i i

METAL Casting Technologies June 2011 5
CONTENTS
15
METAL Casting Technologies September 2011 5
01 ADVERTISER’S INDEX
05 CONTENTS
08 EDITORIAL
09 LETTER TO THE EDITOR
15 ASIAN FOUNDRY OVERVIEW 2011 15 China 22 Australia 24 India 27 New Zealand 28 Philippines 34 Thailand
42 TECHNICAL FEATURES 42 Formation of precipitated phases in a cast duplex stainless steel By Surasak Kuimalee, John Pearce and Torranin Chairuangsri
48 Detection of casting defects resulted from varying the solidification time using non-destructive testing techniques By Abu Jadayil, Wisam M
62 EVENTS
64 BACK TO BASICS Nitrogen fissures defects in iron castings By Jeff F Meredith
66 BACK TO THE FLOOR Safety in induction furnace operations By John HD Bautista
69 BUYER’S GUIDE – COMPANY DIRECTORY SECTION
85 WEBSITE SHOWCASE – COMPANY DIRECTORY SECTION
Interactive when viewed online
69Asian foundry overview Interactive when viewed online
85
POWERFUL INTEGRATEDMEDIA PLATFORMSPRINT & ONLINE EDITIONSEXCLUSIVE EMAIL BROADCASTSContact: [email protected]
PRINT & ONLINE EDITIONSPRINT & ONLINE EDITIONSEXCLUSIVE EMAIL BROADCASTSContact: adam@rala com au

AUSTIN FOUNDRY CORP., of Sheboygan WI, is a gray and ductile iron jobbing shop that has been producing quality castings ranging in size from one pound to 5,000 pounds for a wide variety of industries since 1946. Their molds are chemically bonded with Furan and some Pepset binders.
“We first considered a sand reclamation system a few years back, but with the recent downturn in the economy and our ever-increasing costs, becoming even more cost efficient became a priority. The cost savings potential of a DIDION® Sand Reclamation System became obvious”, says Sean Girdaukas, Vice President of AUSTIN FOUNDRY CORP.
“We sent sand samples to DIDION for test-ing, using their Rotary Lump Crusher/Sand Reclaimer System. DIDION’S patented design crushed the hard lumps, scrubbed the binder off the sand grains, screened the sand twice, recirculated the screen overs, and separated tramp metal. After evaluating the test results and their proposal, we purchased and installed a DIDION® Sand Reclamation System. Installation was fast and easy. We are very
pleased with the quality of the reclaimed sand and the system is extremely reliable.”
“In the first eight months of use, we reclaimed over four million pounds of spent sand which would previously have been sent to a landfill. We were able to dramatically reduce our new sand purchases and disposal costs. In addition, we have been able to cut back on binder and catalyst usage with no ill effect. We anticipate saving a quarter million dollars annually. Helping the environment is saving us money”, concludes Girdaukas.
The team at Austin Foundry was excited to reclaim a buried treasure. Turn a waste stream into a revenue stream and keep the EPA and DNR inspectors happy. Contact DIDION to help you become more efficient and more profitable.
DIDION INTERNATIONAL INC.Riverside lndustrial Centre7000 West Geneva DriveSt. Peters, MO 63376
phone, 636.278.8700fax, 636.278.3155email, info@ didion.comweb, www.didion.com
AUSTIN FOUNDRY RECLAIMS BURIED TREASURE
SEAN GIRDAUKAS, V. P., AUSTIN FOUNDRY CORP.

ADVANTAGES AND FEATURES✔ Patented multi-chamber design combines lump crushing, sand scrubbing, sand conditioning, dual sand screening, and metal separation for the fastest payback.✔ The time-tested design has the best performance/highest yield (up to 97%) in the industry.✔ Significant savings from reduced binder consumption, lower new sand purchases, and minimal disposal costs.✔ Additional savings from conditioned and higher quality reclaimed sand (which is more uniform/consistent) lowers finishing costs and reduces casting scrap.✔ The patented design has the lowest operating cost per ton in the industry worldwide, with system sizes from 1-100 TPH✔ Highly efficient air-wash separation removes binder, dust, debris, and excess fines.✔ Continuous improvement and development have made us the world leader in sand reclamation.
Intake end
High quality reclaimed sand
Reclaimed clean tramp metal
Concise clean system
SEAN GIRDAUKAS, V. P., AUSTIN FOUNDRY CORP.
Reclaim your buried treasure – contact DIDION.
DIDION INTERNATIONAL INC.Riverside lndustrial Centre7000 West Geneva DriveSt. Peters, MO 63376
phone, 636.278.8700fax, 636.278.3155email, info@ didion.comweb, www.didion.com

Employ social media to help skills shortage
nce again it gives us great pleasure in presenting you with an overview of the market situation for metal castings in Asia Pacific.
A great number of world-changing events have occurred since we published The Who’s Who of Metals in 2010. We are now witnessing the financial tension in Greece, Spain, Ireland and Italy and the US is trembling with financial problems and high unemployment. The Chinese and Indian markets are leading the world in casting manufactures. There is absolutely no doubt that managing change will become an ever increasing skill as the world clambers for a steadier state and more predictability. We believe that keeping you informed of this constant change is our primary role.
We present an excellent overview of the Chinese market by Gopal Padki, who is an expert in reading the trends for metalcasters in China. While we are all becoming increasingly aware that the 21st century financial and manufacturing hub will be China, Gopal reinforces this by giving a breakdown on market share for computers, refrigerators, textiles and other consumables while stressing that China is the third largest country to produce lithium carbonate. This will be a strategic input for the future of electric vehicles i.e. green energy driven autos. And this fits with China’s plans to increase the production of electric cars, hybrid energy vehicles, hydrogen fuel cell cars and solar cars to 15 million units by 2020. Also China plans to have three to five big scale car producers and two to three leading car engine and battery producers by 2020. Gobal Padki claims that the Chinese casting industry will surpass all global records in tonnage and machine creation.
Also in this edition you will also be able to learn about the positive growth in India by reading Dr. P.C Maity’s in-depth report
Barbara Cail
CONTRIBUTORS
GUEST CONTRIBUTORS
EDITORIAL
O
JOHN HERMES D. BAUTISTAPMAI Technical Consultant
DR. P. C. MAITYDr. P. C. Maity, Metal Casting and Materials Engineer
GOPAL PADKIExecutive Director Jinsu Group Hong Kong (www.jinsugroup.com)Consultant CFA, Beijing. President -Sinocast
NEVILLE A MURRAYHas given numerous technical papers at local and international foundry conferences. Previously Meehanite metallurgist. Past secretary of the Australian Ductile Iron Producers Association. Currently President of the Australian Master Patternmakers Association.
BILL LOVELLBill Lovell is currently Metal Casting Industry Champion for CTNZ Inc. He has been associated with the industry in his previous position as Industry Development Manager for NZ Heavy Engineering Research Association and currently is Sales Engineer for one of New Zealand’s largest foundry and heavy engineering facility.
JEFF F. MEREDITHCasting Solutions Pty Ltd
JOHN PEARCEMetals Specialist, MTEC National Metals and Materials Technology Centre, Thailand
8 www.metals.rala.com.au

on his country being the second largest casting producer in the world. The National Council of the Institute of Indian Foundrymen plays a crucial role for advancement of their metal casting industries and has initiated a survey to create a “Vision Plan for 2020”.
From both the China and Indian reports there is a clear warning that skilled people to underpin this rapid growth is a major concern. Indeed the same problems in skill shortage are reported by Bill Lovell in New Zealand but he sees a solution in the recent moves by the New Zealand Government to allow easier recruitment of skilled artisans from overseas. Professor John H. Bautista in the Philippines is certainly positive about their skill base as he believes there is an abundance of highly trainable manpower from the worker level, technical and supervisory level. Dr John Pearce and Julathep Kajornchaiyakul have also submitted a very positive report on the Thai manufacturing and metal casters who are working at full capacity. The Thai Foundry Association is very proactive in providing technical advice, training and seminars as well as promoting its industry to trade shows and study missions overseas. And Australia’s report reveals that despite avoiding a real downturn during the GFC, the foundry industry is just holding steady. But Neville Murray writes that the training problem still prevails. There is only one government college remaining offering foundry trade courses.
In the reports being presented to you in this edition, there are some obvious themes in full play: China’s standout world market followed closely by India with an emphasis on green energy. But the big amber flashing lights are for the lack of skill at all levels. It is essential that more people have to be trained to enable the predicted growth to become a reality.
The foundry industry has been saying for the past twenty years that it has to re-brand itself – to give the perception that it is an ideal career choice. The emphasis on metal casting technologies linked with the exciting focus on car manufacturing could be packaged by an outstanding creative agency to promote the ideals of the “creative process” using metal. This could then be used in social media – Facebook, YouTube et al to celebrate “making cars” as an exciting life choice. Perhaps a world wide competition by the major advertising agencies would stir up some creative energy. Maybe some of the world’s biggest suppliers to the metal casting industry could create a consortium to brief some agencies to compete for a prize or award. After all, suppliers selling their products to foundries are a long term goal. Changing the image of a foundry to an exciting career option will ensure the industry’s growth and the suppliers will have more clients.
Enjoy being updated on the Asian markets in this, our annual Who’s Who.
Barbara CailManaging Editor
METAL Casting Technologies September 2011 9
Thank you for the well presented June issue of MCT focusing on light metals technology environment. The article, ‘Light Alloys, Energy Sources, and the Transport Industry’ by Martin Prekel and Carlos Caceres has prompted my response.
My comments relate to castings only. A very interesting hypothetical scenario is proposed by the gentlemen based on substituting a ferrous component with a light alloy and maintaining unchanged structural performance which is most desirable, but is proposed to achieve it with the same mass.
As stated the substitution conveys an overall environmental penalty.
Could I suggest to review the equations to include mass/weight adjustment due to Al/Mg and ferrous differ significantly in mass to weight ratio. Ie sg.ferrous 7.2 and sg Al 2.7.
To carry this philosophy further, the ferrous casting industry has been striving for weight saving in design consistently.
With the necessary design changes substituting with Al/Mg does not reduce mass it increases it, but reduces weight (probably). Design changes to maintain unchanged structural performance requires significant mass increase. For a given mass of recycled aluminium to produce a given quantity of components, a greater quantity of ductile iron components will result for the same mass with less environmental impact.
Austempered Ductile IronADI has performance and environmental benefits over normal ductile iron with significant weight savings, possibly 20%, AND mass reductions for the same structural performance. Austempered ductile iron has great potential to capture the performance and environmental benefits outlined in this article, at least until the time when aluminium production can overcome it’s environmental penalty.
Nev Murray
LETTERS
Subscription winner Congratulations to Garry Yeates from Harrop Casting Technologies P/L who is the winner of our Special Renewal Offer for September 2011 renewals. Garry will receive a complimentary one year subscription to the Metals magazine.

COMPANY PROFILE
OLIDCast simulates castings poured in cast iron, steel, aluminum, copper-base, magnesium, nickel-
based and almost any other alloy. A database of several hundred alloys, with all pertinent properties, is included.
SOLIDCast can simulate molding processes such as sand, investment and permanent mold. You can use sleeves (insulating or exothermic), chills, hot topping, cooling channels, and just about anything else that is used in the metal casting process.
SOLIDCast contains both Gating and Riser Design Wizards™, tools that allow you to rig new castings in just a few minutes, using actual simulation results, not guesses based on simple geometry. Since casting alloy, mold material and mold inserts are all considered, there is no more accurate way to rig a casting than with the Gating and Riser Design Wizards!
Graphics are the most sophisticated available, with fully movable 3D models, X-ray images, high-resolution color plots and Windows video files. Send movies to anyone with a Windows PC!
SOLIDCast lets you see how your casting will solidify before you make patterns, dies and costly mistakes. Pour test castings on the computer, not the foundry floor! Design gating systems and test them out before making your first casting. Casting simulation helps you to shorten lead times, produce higher quality and improve yield. All of this means lower costs, higher profits and improved marketability for your foundry.
Optimization of casting process de-sign using SOLIDcast™ and HyperOpt®OPTICast™ is an amazing software tool that works in conjunction with the SOLIDCast™ solidification modeling system. OPTICast uses the HyperOpt® system from Altair Engineering, Inc., the leader in the field of optimization software.
What does OPTICast do?OPTICast actually automates the simulation process! Start with an initial design for a casting, with gating and risering, typically created in the SOLIDCast modeling system, using the Gating and Riser Design Wizards™. Then select the following elements:
Design Variables: Design elements that are allowed to vary. For example, the height and diameter of a riser. It could also be the metal pouring temperature, or the preheat temperature of an investment shell.
Constraints: Used to determine whether a particular design is acceptable. For example, the foundry engineer might specify a minimum acceptable yield percentage, or a maximum acceptable level of macroporosity.
The Objective Function: States what the foundry engineer is trying to achieve. Examples might be to maximize the yield, minimize shrinkage or minimize solidification time.
Once these elements are identified, the user then launches an Optimization Run. This consists of a series of simulations in which the design conditions are varied under the control of HyperOpt, model changes are made and simulation results are evaluated, all completely automatically, until the desired result is achieved.
Using OPTICast, the foundry engineer can start with an initial design and allow the computer to do the work of modifying the design and running simulations to achieve an optimum result.
Now the technology of automated design is brought to the foundry in the form of a practical and easy-to-use design tool. OPTICast can help you to improve your yield and your quality to an optimum point, while freeing design engineers from the repetitive task of trial-and-error design.
Authorized agents:Casting Solutions Pty Ltd – Australia [email protected] Metal and Chemical Co Ltd – Taiwan [email protected] Technologies Pvt Ltd – India [email protected] Fdy Tech Co Ltde.com.cn
The world’s most popular PC-based casting simulation system
S
Why do companies and schools worldwide use SOLIDCast™? BECAUSE IT WORKS!! No other casting simulation program offers POWER, EASE OF USE and ACCURACY like SOLIDCast.
Dual Sprue Rigging System Designed by the SOLIDCast Gating and Riser Design Wizards
Original Riser Design
Optmized Riser Design. 12% Yield Improvement.
Flow Path Tracing in an Aluminum Sand Casting
Authorized agents:Casting Solutions Pty Ltd – Australia [email protected] Metal and Chemical Co Ltd – Taiwan [email protected] Technologies Pvt Ltd – India [email protected]
.com.cn

COMPANY PROFILE
Why Use Casting Simulation From
FSI?Largest User Base in the World
Easiest to Use
Fastest Results
Integrated Gating and Riser Design
Lowest Cost to
Solidification Analysis
Buy and Use
Flexible Payment Plans Available
Multiple Language Versions
World Wide Support
www.finitesolutions.com
Casting simulation for the working foundry
Mold Filling
Feeding Zone Analysis for Riser Design

12 www.metals.rala.com.au
SORELMETAL® High Purity Pig Iron:• Australian agents for SorelMetal High Purity
Pig Iron Produced by Richards Bay Iron and Titanium Pty Ltd in South Africa
Refractories:• CMS manufactures a selected range of
premium grade Castables, Ramming Materials, Mortars etc. developed to suit our customer’s Specifications and applications.
• Mayerton Refractories UK. Australasian Agent (Furnace & Ladle Refractory Bricks)
• Unifrax, Ceramic Fibre Products Insertec Refractories – Spain. Australasian Agent (Acid Induction Furnace Linings)
• Other agencies are held and combined with our own manufacture of high integrity Refractories and Pre-cast shapes, a complete range of refractory products are available to customers.
• Services include specification, installation and supply for Foundry EAF. Induction and Heat Treatment Furnaces and Ladles.
Refractory Hollowware:• Mayerton Refractories – UK. Australasian
Distributors (Highest Quality Ceramic hollowware)
Insulating Riser TilesFoundry Equipment:• Omega Foundry Equipment UK. Australian
Distributors• A1 Roper UK. Ladles and accessories –
Australian distributors• Whiting Equipment Canada Inc. Electric Arc
Furnaces & metallurgical Equipment• PowerHammer Riser removal equipment -
Australian AgentFerro Alloys:• A complete range of Ferro Alloys, Pig Iron
& Metals available from stocks held in all mainland states
Nodulants & Inoculants:• Elkem a/s Norway. Exclusive Australian
Agent• Services include Charge calculations,
melting procedures etc., for all Steels and Grey and Nodular Irons.
Nickel:• Stocks held in all Australian states Indium: • Australian Agent for Indium Corporation of
AmericaRecarburiser:• L.D.I. China – Graphite, GPC & Calcined
Anthracite – Exclusive Australian AgentOxy Lance Pipes:• Shinto Japan – Australian/NZ agentCeramic Foam Filters:• CMS supply the full range of Jinan quality
ceramic foam filtersSlag Coagulant:• Castkleen A from Chillagoe Perlite –Australian distributorsMoulding Sands:• Southern Pacific Sands. Exclusive Foundry
distribution of local Silica Moulding Sands• Premium grade Zircon Sand Australian
distributors for Illuka & CRL• Chromite and Olivine SandsBentonite:• Unimin, Trubond Bentonite – Qld distributorsSand Additives:• Anti-veining additives such as SphereOXIron Oxide and Woodflour, Cereals andCoal DustSand Binders:• Alkaline Phenolic Resin Binders– Australian distributors• HAA Cold Box Binders – Qld distributors• Jinan Shengquan High Reactivity Furansand binders – Australian distributors• CMS sell a full range of Furan resins andhardeners• and manufacture a complete range ofCatalysts for Sodium Silicate and FuranSystems
Mould Coatings:• CMS manufacture a full range of Foundry
Mould Coatings, in water and Solvent suspensions and dry powder blends based on Zircon, Graphite, Magnesite, Olivine and Alumina.
• Manufacture extends into Adhesives, sand additives, and release agents etc to provide a full range of consumables for foundry moulding systems.
Methoding Software:• NovaCast AB, Sweden (Exclusive
distributors in Australia & New Zealand)• CMS provide a comprehensive methoding
service and staff training to all Customers including the Auto companies, the major steel and iron foundries throughout Australia and New Zealand.
• We use and sell Novacast Software for the heaviest section steel castings.
Refractory Support:• John Shannon, Peter Stafford and Gary
Bryde technically service all refractory applications including EAF/LF, Induction Furnaces, Ladle Linings, bottom pour ladle systems, Launders etc. CMSspecify, supervise and assist with refractory installations, whilst training foundry personnel, providing them with documented installation and operating procedures.
Other products include:• Steel Shot. Graphite Electrodes, Resin
Coated Sands.• Local fabrication of Melt out Formers for
Induction Furnaces,• Continuous Sand Mixer Spares and a
complete range of Foundry Chaplets, Sprigs and Chills.
• Patternmaking Supplies- CMS is the largest supplier/stockist in Australia and provides full Technical support.
TECHNICAL SALES AND SERVICES – CONTACTS
QLD• JOHN SAAD General Manager• GLENN PEARCY Trading Manager Business Development• STEVE HALL Sales and Operations Manager• PAUL SLOMAN Qld Regional Sales Manager• PETER STAFFORD Metallurgist – Foundry Engineer• MARK DAWSON Metallurgist – Methods Engineer• JOHN SHANNON Technical Manager Refractories
NSW• PAUL GALLOVICH NSW Regional Sales Manager• STEVE HARMON - National Sales Manager Steel Works & Smelters• GARY BRYDE Chemist – Refractories Engineer• MICK NOLAN Product Development Manager
VICTORIA• WOLFGANG MAIER VIC Regional Sales Manager
SOUTH AUSTRALIA• PETER Di ROSA SA Regional Sales Manager
WESTERN AUSTRALIA• IAN MOUNTFORD WA Regional Sales Manager
UNITED KINGDOM• BRIAN BLAIR UK Regional Sales Manager
HEAD OFFICE• Postal: PO Box 7, Grange Qld 4051• Offices: 275 Toombul Rd, Northgate Qld 4013• T: +61 7 3266 6266 F: +61 7 3266 6366 • E: [email protected]• Branches located in: Sydney, Melbourne, Adelaide & Perth. • NZ Distributors: Metcast Services Limited. Auckland NZ
COMPANY PROFILE
PRODUC

Methods Engineering Ferro Alloys Moulding & Core Making
Refractories
Technical Support Equipment & Services
Melting Consumables
Postal: PO Box 7, Grange Qld 4051Offices: 275 Toombul Rd, Northgate Qld 4013
T: +61 7 3266 6266 F: +61 7 3266 6366 E: [email protected]
Branches located in: Brisbane Sydney, Melbourne, Adelaide & Perth.
NZ Distributors: Metcast Services Limited. Auckland NZ
METAL Casting Technologies September 2011 13
COMPANY PROFILE
TS & SERVICES

MCT is proud to be offi cial sponsor of Metal + Metallurgy China 2012

METAL Casting Technologies September 2011 15
The Chinese foundry industry has to move up the value
chain to conserve environment, energy and resources.
The key diving factor for this is the government
commitment in 2011-2015 -12th five year plan aiming to move
away from absolute economic growth to social and quality of
life improvement yardsticks!
Globally, today, nearly 100 million tonnes of castings are
being cast and consumed. This is expected to grow to 150
million tonnes over next eight to ten year period. Of this
nearly 50% of the growth is expected from the internally
driven demand for continued improvement in the Chinese
life style that will in turn bring about changes from being a
commodity type volume supplier to a value added business
partner for both domestic and overseas consumers. This
migration towards value chain with sustainable natural
resources is all about 2020 green foundry and new concepts
for foundrymen in China to consider and invest smartly for
innovative growth driven by cleaner working conditions.
The foundries in China “2020” - moving up the value chain
By Gopal Padki, Jinsu Group Hong Kong - www.jinsugroup.com

16 www.metals.rala.com.au
China takes a mammoth share of the global output:● One third of global computers and refrigerators, ● Half of the global textiles and apparels.● Two thirds of air conditioners, DVDs, microwave ovens and
copy machines● The global ranking of salt lake brine lithium reserves and
lithium ore reserves of China is the 3rd and 4th respectively.● China is the third largest country to produce lithium
carbonate an excellent input for future electric vehicles –green energy driven autos!The above man made machines and related utilities
especially iron and steel, aluminium, cement, glass and plastic manufacturing industries consume disproportionately high volumes of natural resources per every dollar GDP value creation. Nearly 60% of China’s energy is consumed by industrial drive systems: electric motors, pumps, compressors and fans which are the first basis output of growing foundry industry in China. Today nearly 130MT, 400MT and even 600 MT weighing single unit castings are being successfully manufactured and sold. The Chinese casting industry has surpassed all global records in tonnage and machine creation. The key for future is sustainable green foundries with value creation as the main objective and not about volume growth!
At present, domestic steel and foundry enterprises are mainly focused on acquiring mineral resources abroad, but that would become more difficult given global commodity price hikes fuelled by a booming market.
The costs of energy, raw materials, shipping and rising trade protectionism and pressure for China to appreciate its currency would pose challenges for Chinese exporters.
Water and clean energy are depleting faster than the GDP growth. The time for us foundrymen is to efficiently utilize both water and energy. In this context before reaching 2020 a combined strength of vision, technology, management and perseverance will help us achieve sustainable castings. In about 15 to 20 years in future the need for electricity, natural gas and water resources will be determined by lifestyle, buildings, machines and devices that do not exist as yet. And without good collaborative partnerships from green foundries and castings this will not be feasible.
This overview of the Chinese foundry industry therefore attempts to enlist the current challenges in the foundry industry given the current landscape with respect to water and energy resources, government and industry initiatives, some new concepts for alloys, castings type and the castings processes for debate and possible development for the ultimate and overall success of the Chinese castings and foundrymen with equally important mitigation targets for global climate degradation. Only green and energy efficient foundries will sustain future competition for natural resources and value creation!
China foundry – the spread and the depth The foundry industry is the mother of all industrialized economies driven by motor, rail ship, air or engineered components for life inputs such as food, medicine, leisure, sports and so on. The Chinese economic miracle witnessed by the world today is also driven by the same factors. The past two decades of transformation of the mindset from the planned economy to the current WTO ruled market economy with an unprecedented GDP growth per year in excess of 9+% and the FDI investment of US$40-60 billion of which nearly 70% consumed by the manufacturing sector has resulted in a robust economic performance similar to what Japan witnessed during the initial phase of the 80s.
Direct foreign investment with capital, technology, and training followed by Chinese entrepreneurial and scientific skills, work discipline and government support to the castings industry has further catalyzed the mindset change. The recent trend in Japanese, Taiwanese, Korean, American, European and Australian foundry investments in China is a factual reflection of the inherent strengths of the local manufacturing industry and its relevance to global OEM markets. Evolution towards value chain is in early phase today but it is already nucleating in terms of benchmarking with western standards for costs, quality, resources, government subsidy for export and imports, IP, HSE and last but not least the quality of life. The purpose of this paper is to capture these developments in a changing landscape with some specific real-time data and concepts for moving up the Value Chain initiatives for various foundries in China.
THE KEY FOR FUTURE IS SUSTAINABLE GREEN FOUNDRIES WITH VALUE CREATION AS THE MAIN OBJECTIVE AND NOT ABOUT VOLUME GROWTH!

The current concerns and challengesThe rapid industrialization and economic growth priorities at every micro and macro government level has resulted in faster depletion of natural resources and severe and questionable degradation of water and air quality standards. The rewards also have come with a cost of growing concerns of sanitation and municipal amenities burden in urban cities and the growing unrest due to rural unemployment.
Nearly 500 million people are jobless at rural China, of which only 150 million people or so are adequate to take up agro related jobs. The challenge is to create industrial and service jobs far away from cities. This may offer continued cheaper labour force but the challenge ahead is for HRD, training, vocational skill inputs and the related lifestyle mindset changes for migrant workers.● At about 35m tonnes of castings a year and with a 600+
million tonnes of crude steel output, China is one of the highest producers and consumers of energy in the global industrial world. China today is estimated to produce about 1.8 billion tonnes of standard coal and consume lump sum energy
equivalent to about 2.0b tonnes of standard coal. Reduction of SO2 emissions and emphasis for cleaner, renewable energies are the major tasks. This will increase future costs for capital investments and also increase the cost of operations for both the existing and newer business enterprises.
● Oil price, its volatility and its availability.● Power supply and its cost through national grid integration● Waste water treatment - facility and local government and
the entrepreneur’s attitude. Even in well governed cities of Shanghai and Jiangsu regions, although progressive changes are seen, there are a number of industries that ought to be fined, a few to be closed for causing severe damage to the local air and water qualities, unfortunately these enterprises are also models for paying high taxes and some of them are a good source for employment among local businesses.
● Iron ore source and its costs and therefore its impact on pig iron.
● Copper, zinc and nickel source and unchecked price hikes. China consumes about 5 million tonnes of copper still growing, the biggest in the world.
● Sand quality and its source limitations owing to costs and inland transport constraints.
● Deforestation and cost increases for good quality wooden pattern material.
● Younger and better educated talent shying away from employment from hot metal processing and casting industries. Increased job opportunities in IT, service legal, management and professional jobs in banks, insurance, fashion and trading sectors will further make it difficult for foundries.
The restructuring of the industry a mustThe castings growth will not be dramatic, as the future mix will experience consolidation of the market, closure of small scale, energy inefficient and polluting foundries. The existing regional imbalances particularly in the State Owned foundries
Coal 77%
Renew9%
Oil4%
Gas 1%Nuclear 1%
Hydro8%
CHINA - 2050
Y2010
14%
12%
10%
8%
6%
4%
2%
0%
Y2012 Y2014 Y2016 Y2018 Y2020Y2010
30,000
25,000
20,000
15,000
10,000
5,000
0
Y2012 Y2014 Y2016 Y2018 Y2020
Number of foundries forecast to be reduced from 2010 – 2020 Industrial output forecast from 2010 – 2020
METAL Casting Technologies September 2011 17

18 www.metals.rala.com.au
will reduce, as the business model will change from captive type castings consumption to independent profit driven enterprises with greater emphasis on environment and natural resource conservation. This will lead to actual number of casting foundries reduction thereby leading to mergers and joint management of key strategic groups under government bodies for automotive, energy-turbine, diesel, railway, tractor, mining and pipe industries.
Whilst the government will continue to attract FDIs in manufacturing industries so will be the resultant inflow of investments in the foundry sectors – already multinational and homegrown castings groups have invested in green field sites for tonnage matching the western economy of scales - 120 to 200K tonnes per year. This large scale tonnage itself heralds a shift in productivity and manufacturing scale efficiencies. Industrial output may stabilize and restructure but the drive will be towards economy of scale, efficiencies and environment protection. Safety will be the priority for citizens, employees, employers and the government.
Of the total US$210+ billion foreign direct investment in 2007-2009 nearly 70% of the cash went into the manufacturing sector. This trend is expected to remain unchanged in the coming years but with a deliberate shift in value and energy efficient process development. Some examples being the R&D notable projects include – Japanese – Tsinguha University for Mg alloy smelting and castings, Rolls-Royce aircraft parts development, Microsoft, ICI, DuPont R&D centres, the plans from Toyota, Honda – engine development centers, Airbus collaboration with China Aircraft industry for regional jet engine development, Kawasaki/Mitsubishi investments in steel making research, casting simulation, pattern materials and high efficiency induction furnace melting equipment development. Inductotherm Asiapacifc R&D centred in Shanghai, Siemens, Mistsui and Fuji, GE investments in motors and parts of lower friction and therefore reduces energy losses. Motor industry design, parts and the related accessories will revolutionize the way we will develop future machines for human comforts, sports, leisure and healthcare industries.
March towards greener and energy conserving – smarter foundries?The casting industry evolution in China is on a progressive path which is positively molded with combined strengths of ambitious, multinational corporations, local and global entrepreneurs, local skill sets, disciplined labour and highly enthusiastic support from the Chinese Government.
Although China’s Government is making efforts to curb emissions, as evidenced by renewable and energy targets in its most recent five years plans, it has not yet demonstrated that it
can meet the targets. It is estimated that by Year 2030 the total emissions in China will reach 9,600 million tonnes of CO2, 22% shred by the industry and 59% by power generation sectors. China accounts for:● One third of the global crude steel output where the
energy consumed is 20% more than the global average. The energy consumption is even more challenging in industrial goods. In this context we foundrymen will be much more crucial in delivering innovative components and machines that are smooth to run with, less wear, less weight and cleaner castings.
● Half of the global cement and glass production. Recycle, reuse as much as foundry and steel mill wastes as raw material inputs for these industries.
● Half of the urban building being built globally. The need is to build greener buildings that consume less heat to keep buildings warm during winter and take less energy to keep cool during summers. These requirements will revolutionize materials and process development of cast components for compressors, motors, pumps and couplings.
● China’s annual per capital water supply is 25% below global average. By 2030 per capita supply is expected to fall from 2200 cu.m to less than 1,700 cu.m. In the northern region where the foundry and steel mill density is even higher, the water availability will be even more challenging at about 750 cu.m only. Therefore, again for us Foundrymen the need of the hour will be to develop casting processes and water management systems that will conserve water.
Given the above factual challenges and the related initiatives from the local government the author has made an attempt to list a few concepts for mitigation of the risks and for a possible move towards value chain targets for the foundry industry in China.
Business innovation● The actual installed capacity already far exceeds the actual
demand. Therefore avoid any new investments. Castings of similar type foundries may merge or collaborate for economies of scale and share and spread specific skill sets. Hence, the author is forecasting the actual reduction of number of foundries. Need upgrade in economy of scale and value chain investment.
● Redesign office and workshops to conserve energy - by design, by training and motivation.
● Rain harvesting and landscaping of foundries.● Achieve higher selling prices by selling to OEM on
performance yardsticks. Allocate adequate funds for R&D out of increased revenues.


20 www.metals.rala.com.au
Foundry practice3Rs: Reduce, Reuse and Recycle: A typical foundry layout and our possible conservation areas. ● Foundry residuals will achieve the same status as that of
foundry metal scrap in future - valuable and a must for recycle.● Application of inorganic binders or hybrid systems for cores
and moulds in place of organic/resin systems. Related sand reclaims systems for silicate binders processes.
● Ecologically intelligent and economically smart slag and metal separating systems in iron and steel foundries.
● Avoid coatings where feasible and if they have to be used to impart good surface finish to the castings, use water based carriers. This will provide impetus for innovative hand held solar/infrared torches for surface drying of water based coatings. The convective heat from melting shops and pouring areas maybe channelled in a drying system that can be applied for mould/core drying.
● Pattern fewer castings where feasible.● Thin walled and bimetallic castings.● Vacuum and plasma technologies for high end castings.● Complicated castings and components surface finish using
laser welding technologies.● Use light weight and insulating ladles. Where feasible one shot
clean ladles lined with disposable boards. No preheating and no oxide dirt.
● Improve HSE conditions to reduce accidents and also improve general happiness. Reduce noise, but do play light music for better moods.
Tools and gadgets● Advanced computers for simulation - scrap mix, melting time,
refining and pouring conditions including mould and core management.
● Measuring instruments having virtually no human intervention.
● Recorder and analyzers with no human intervention.● Sensors based on solar energy.● Artificial intelligence.● Use of solar thermal heaters/coolers for sand heating/cooling
processes.● Core drying tunnels based on solar thermal stoves/ovens
operating at 2000C.
Equipment and Systems for future viabilityMelting furnaces, ladle refiners, moulding lines, pouring systems, mixers, sand reclaim machines, shot blasting machines, fettling tools and so on will undergo radical change in terms of having lower inertia materials, high strength, minimal moving parts and this move will have significantly reduced friction. The objective will be to reduce energy consumption in various unwanted
drives. Use of composite and nano technology materials in addition to the inbuilt materials of very high tolerance for thermal shocks will be developed.
Metallurgical properties/alloys● Castings having metallurgical properties which will need no
heat treatment or reduced annealing cycle time. ● Deliberately included inclusions and oxides that will enhance
strength of consumer choice. ● Food grade and antibacterial surface properties within alloy
matrix. Need no external and additional coatings.● Scratch free and corrosion resistant metal components and
machine exteriors that will need no additional paints.● Alloy melts compositions that will have least shrinkage after
solidification.● Lighter and stronger alloys with equal emphasis on safety
and impact.
Revolution in skill-set: interdisciplinary talent inputs● Future foundry layouts and operations will attract talent from
fashion, architecture, IT, telecommunication, social, medical and art institutions in addition to the core team of metallurgists, material engineers, scientists and mechanical electrical and civil engineering specialists. The future training needs will therefore be cross discipline and multi collaborative type.
The conclusionsBy 2020 China’s GDP will reach US$4.7 trillion, or US$3,200 per capita income. The local governments have already invested more than US$34 billion in 2009 already up 52% against 2008 spend for innovative technologies for local industries for greenhouse emission reductions. Going green, clean and energy efficient is an economic wisdom that future casting foundries will compete and benefit by switching to innovative practices that conserve water, electricity, reduce pollution, safeguard employees and consumers health to sustain long term viability of the said business.
Future castings will be differentiated and sold based not only on metallurgical properties, dimensional accuracy, and surface finish factors but also on how much impact will they have on reducing friction, noise and electrical energy consumptions. This is all about Moving up the Value Chain ladder!
Valuable references and acknowledgement
1. SRIF, China Foundry Society and Sinocast, Shenyang.
2. JD Power analysis3. CFA Beijing4. AFS, American Foundry Society 5. Bastian KC, Altheman JE
6. European Steel Platform7. Chinese foundry industry8. China Daily9. Economist10. Asian Foundation –Environment11. MOFTEC Beijing

On-site, at-line and in the laboratory - from SPECTRO and its metal analyzers you can expect:- Perfect analysis solutions with innovative technologies - Fast and precise measurements, plus ease of use and reliability- Outstanding performance and flexibility- Comprehensive service and analytical expertise of the market leader- Unrivaled price-to-performance-ratio
Talk with SPECTRO and find out why SPECTRO‘s metal analyzers are an investment in better efficiency and higher profitability.
Tel. +852.2976.9162 Fax [email protected] www.spectro.com
Metal
Analysis
with SPECTRO
Analyzers
Please visit us at:BCEIA 2011, 12-15 October, Beijing, ChinaMetalex Thailand 2011, 16-19 November, Bangkok, Thailand

22 www.metals.rala.com.au
Australia riding the wavering global economic waves
By Neville Murray
T he Australian foundry industry is reasonably stable; however the Australian Bureau of Statistics (ABS) does not provide information on production activities for
the Australian foundry industry. The data has to be sourced from within industry contacts. The foundry industry is widely diversified and established over the five states of Australia and Tasmania operating modern iron, steel, non ferrous foundries and die casting plants.
This overview refers predominately to iron and steel foundries, although the economic references generally apply to all. Daily production from individual foundries ranges from 300mt for the larger plants to around 1.5mt at the small end. Virtually all metal is melted in induction and arc furnaces with only one large cupola operating making large ductile pipe. Most foundries have either ISO 900 or a structured quality control system in place to provide castings to Australian and international Standards. Manufacturing industries are closely measured with government controlled work cover safety regulations and environmental compliance requirements which impose added cost but ensure a sustainable future.
The Australian Government is proposing to introduce a ‘carbon tax’ on 500 of the largest polluters, being mainly the coal fired power generating sector. This is causing some concern to industry, particularly the foundries due to inevitable increased cost being passed on with increased electricity prices if the legislation is passed.
What forces are at work?Our foundry industry generally reflects the international downturns and is currently going through a dark phase, but will
no doubt bounce back as it always does. The Australian economy is not immune to world financial pains, but is maintaining strength better than most other western countries. The ASX is moving up and down with the bears and bulls taking turns to shove it around and generally responding to the US economy movements. This has pushed up our currency to record levels to around 1.04 to the American greenback with a resultant drop in manufactured exports. Exported castings have never been a significant contributor to the economy. Imported castings have increased.
Australia’s ability to quickly recover from economic pressures, including foundries, is mainly due to the mining industry and a strong regulated banking sector. The mining industry is going extremely well because of exports of iron ore to our friends in China.
Who’s making the castings?Traditionally our big producers supply; mining, automotive, agriculture, building and rail. Mining is increasing, automotive is significantly decreased with closure of a large GM foundry (cheaper to import) leaving Ford Australia the only motor company operating a foundry in Australia. We do have a number of large high volume foundries with Disa Matics and Hunter molding machines making automotive related castings. The Australian building industry is in the doldrums with property values down and recovery not expected in the short term. Competition from imported castings remains as it always has. This is a common cry from foundries, but it has been around for a long time. Australia has never been a strong competitor or supplier of exported castings world wide.
Training and educationApparently the Australian foundry industry has not found it necessary to actively support colleges for trades training in moulding, patternmaking and also metallurgy certificate because most state government structured training courses have been closed due to an uneconomic level of student enrolments from industry. There is only one government college remaining offering the foundry trade courses, which is in the State of Queensland. The eastern States send students to the Queensland College although student numbers are low. There is quite a concern in Australia regarding the shortage of trained trades people in the foundry industry.

METAL Casting Technologies September 2011 23

24 www.metals.rala.com.au
Positive growth potential for India
Dr. P.C. Maity, Metal Casting and Materials EngineerE-Mail: [email protected]
India has been ranked the second largest casting producer in the world according to the latest 44th Census of World Casting Production in 2009-10. China is at the top with 35 million
tons, whereas India produced 7.44 million tons of castings. Other major producers of casting in the series are USA, Japan, Russia and Germany (Table 1). India has elevated its position to 2nd from 4th in last year by increasing the volume from 6.84 million tons to 7.44 million tons. It is noteworthy that China produced castings more than four times that of India and the volume of casting produced by India is marginally more than that of USA. Moreover the rank of the top six casting producers has fluctuated in the
last two years, the production of USA and Russia has lowered considerably and China and India has improved their production marginally. The effect of recession, domestic demand of castings, stringent pollution control norms, lack of skilled manpower, shifting towards sophisticated products etc. appear to be the controlling factors for the fluctuation in production of casting in various countries.
Out of 4,600 foundries in India, 80% are small scale units, 10% each are in the medium and large scale. Hence the productivity of the Indian foundries is quite low compared to most of other countries except China. About 500 units are equipped with modern facilities and produce castings of international standard. Majority of the ferrous and non-ferrous castings produced by these foundries are for automobile sector (32%). Other types of castings produced are pipes and fittings – 8%, agricultural machinery – 7%, industrial machinery – 7%, railways – 6%, power equipments – 5%, to name the major types.
The export of castings in 2009-10 indicated downtrend as compared to 2008-09. Export of castings has grown steadily over the past decade. It was around INR 10 billion in 2000-01, that had reached a peak of INR 58 billion in 2008-09. However, due to lack of demand caused by the global recession starting in late 2008, the export has reduced to INR 40 billion in 2009-10. The demand is reported to be picking up and a growth of 20-25% is expected. In November 2010, the overall export from India has grown 26.5% as compared to the same period of last year.
Rank Country No. of Units Casting Produced (million tons)
Productivity (million tons)
Last year’s rank
Last year’s production (million tons)
1 China 26000 35.3 1357 1 33.5
2 India 4600 7.443 1618 4 6.84
3 USA 2060 7.408 3596 2 10.78
4 Japan 1697 4.4 2584 6 5.65
5 Russia 1350 4.2 3111 3 7.8
6 Germany 602 3.9 6481 5 5.78
Source: Modern Casting, USA, December 2009 and December 2010
Table 1. Production of Castings in 2009-10 by top six countries in the world

The price of foundry raw materials has registered an appreciable hike during the last one year. The examples of price hike during the last one year are: steel scrap from INR 20 per Kg to INR 26 per Kg, pig iron from INR 27 per Kg to INR 32 per Kg and Al ingot from INR 112 to INR 134 per Kg. The apex bodies in foundries are considering incorporating a new pricing formula to take care of such rise in price of raw materials.
On attaining 2nd position in the world casting production, comprehensive plans are in the pipeline to move ahead. The Institute of Indian Foundrymen (IIF) plays a crucial role for advancement of Indian metal casting industries. Vision and action plan at the national level has been envisaged by IIF to utilize the potential for growth of Indian foundries. National Council of IIF has initiated a survey to draw the “Vision Plan for Indian Foundries – 2020”. The survey is being conducted by Mr. S. Venkatramanan by seeking opinion from 100 foundries from each of the four regions (northern, southern, eastern and western) of IIF on various unit level issues, aspirations and available growth potential. On the basis of the response received, it will be analysed and various steps taken to fulfil the aspirations which would be decided in the first stage. Preparing an action plan would be taken up subsequently in the second stage of the program. The first stage is already in progress and response of one of the regions are on skill development, energy saving, sand reclamation, modernisation of equipment and special growth-oriented government support that are crucial needs of the Indian foundry sector.
Initiative to set up “Sector Skill Council – Foundry”In India, vocational training in different fields is imparted by Government operated Industrial Training Institutes (ITI) and their private partners Industrial Training Centres (ITC). However, these Institutes suffer from several drawbacks such as non-availability of quality trainers, outdated equipment and machines and the lack of good students to join these vocational courses. Therefore, skill development is a common issue for various sectors of Indian industries. Hence, the Government of India has launched
Trust your most complex cores to INCAST ®. The idealcombination of geometry, density and particle size distribution, INCAST improves critical core making and casting propertiesincluding binder utilization, permeability and dimensional stability. Higher strength cores, better surface finish and increased efficiency and yield are the INCAST advantages.These sands are engineered for the metalcaster.
Optimize CorePerformance
For more information and availability:[email protected]
CORE AND MOULDING SANDS
® INCAST is a trademark. All rights reserved. ©2011
®

an organisation “National Skill Development Corporation” (NSDC) to administer coordinated action for skill development for various sectors. Government and industry bodies such as CII, FICCI, ASSOCHAM has collaborated to set up the NSDC. The objective of NSDC is to advocate, create, fund, facilitate and incentivize skill development in India for 150 million people by 2022. NSDC will be provided a fund of INR 10 billion by Government of India to start the process. Sector Skill Councils (SSC) from different sectors of industries is to be formed and will act under the guidance of NSDC to fulfil the following objectives:● Conducting research to build up skill database for various
industry sectors, reviewing international trends in skill development and identifying skill gaps technology to be taken up for training.
● Improving delivery mechanism of training by updating existing modules of training and developing new modules and partnering with educational institutions to train trainers and to upgrade skill of the stakeholders.
● Building quality assurance by setting up a robust and stringent certification and accreditation process for skill development institutes.To take advantage of this development, the Chairman of IIF
Policy Initiative Committee, Mr. K. S. Satyanarayana held several meetings with NSDC with the objective of upgrading the skill of foundry workforce. IIF team also participated in two seminars organised by NSDC to bridge the skill gap. IIF is in the process of filing application for “Sector Skill Council – Foundry” (SSC-Foundry). In the proposed SSC – Foundry, IIF will hold maximum equity up to 51% and the balance 49% equity would be held by other stakeholders. The program will run for ten years, out of which the grant for first three years is expected from NSDC. The outcome of it is not immediate, at the end of the program the shortage of skilled manpower is expected to be mitigated to a considerable extent.
Green foundry initiative for IndiaIn a seminar held recently at Coimbatore, the topic Green Foundry was discussed. The definition of green technology varies from one group or industry to another. It basically means a
technology that, when implemented in an organisation, allows it to meet its current needs without compromising the future of environment and society. The Foundry Division of Brakes India Ltd at Sholinghur has taken up the issue in terms of utilisation of wastes from their plant. Foundry return sand has been utilised to make bricks by mixing it with quarry dust, soil and Portland cement in a suitable ratio. These bricks have been used to construct the buildings inside the plant. Ammarun Foundries at Coimbatore is following the concept of Green Foundry by “Clean Foundry”, “Green Foundry” and “Zero Waste Discharge Foundry” steps. In “Clean Foundry”, air, noise and water pollution in the plant are taken care of by various measures. In “Green Foundry” approach, 750 trees have been planted in the space available inside the plant. The three wastes: slag, used silica sand and dust from shot blasting machine of the plant are mixed with cement in a suitable ratio and pavement blocks are made out of it under the “Zero Waste Discharge Foundry” concept.
Participation of IIF team in GIFA / NewcastThe international trade fair GIFA / Newcast was held in Dusseldorf, Germany from 28 June to 2 July 2011. Eighty-one Indian companies exhibited their products in the trade fair. IIF organised a visit of 12 company member of IIF as delegates to the fair. This visit was supported by the Ministry of MSME, Government of India. IIF had a stall in the fair to exhibit their products and activities related to Indian foundries. More than 500 visitors had shown interest to the stall which resulted in a number of queries about the services of IIF. They had also shown interest on outsourcing castings / tools for molding / foundry chemicals from India and offered their technical services. Some delegates were looking for local personnel to look after their businesses in India.
The IIF also organised “India Day Celebrations & Casting Buyers Meet” during the fair on 1 July jointly with Engineering Export Promotion Council, India. The event was attended by more than 150 delegates from India and other countries. Various dignitaries addressed the gathering and stressed on India becoming the global hub for sourcing quality castings.
FOUNDRY RETURN SAND HAS BEEN UTILISED TO MAKE BRICKS BY MIXING IT WITH QUARRY DUST, SOIL AND PORTLAND CEMENT IN A SUITABLE RATIO.
26 www.metals.rala.com.au

SuperchargeYour GreenSand SystemGreen sand systems work harder and last longer withTRUBOND®. These sodium bentonite grades mull in quicklyand undergo a controlled hydration to develop a stronger,more elastic adhesive. TRUBOND delivers excellent green compressive and hot strength properties and maintains itsworking bond in repetitive exposure to high heat loads and metal temperatures.
SODIUM BENTONITE
For more information and availability:[email protected]
® TRUBOND is a registered trademark. All rights reserved. ©2011
Government reviews industry training for employment and economic growthBy Bill Lovell, Casting Technology NZ Inc (CTNZ)
Most foundries and engineering businesses that I have visited or spoken to recently are busy again and there appears to be some
confidence building in the industry. It is heartening to note that the number of foundries remains basically static with perhaps one business being absorbed by another during the last year. Of course with this confidence comes the need for skilled staff and obtaining them is a continual problem. Immigration New Zealand has officially confirmed that the occupations of CNC Machinists (Metal Machinist First Class) and Foundry Moulders (Metal Casting Trades Workers) was added to the Immediate Skills Shortage List on 11 July 2011. This recent move will allow easier recruitment of skilled artisans from overseas.
Casting Technology NZ welcomes the Government’s decision to review industry training as employers will support further scrutiny of the performance of this sector. The review is an opportunity for government and industry to ensure industry training supports employment and economic growth. The recent move to shift the funding focus more towards the outputs of the training system – its results - rather than inputs was entirely correct, and further steps in this direction would be beneficial. There is still a need for better

28 www.metals.rala.com.au
engagement between training providers and industry to ensure the provision of skills relevant to current needs. Skills that are relevant are in short supply and employers consistently seek training relevant to their skill and productivity needs. Apprentice numbers are currently at a very low level and CTNZ is working with an Industry Training Provider to create interest in foundry apprenticeships at Secondary School level. An aspect to attract young people was the need to identify with technology as a key word in the job description.
Our export market has continued to be challenging due to the high exchange rate of the New Zealand dollar. Global competition is changing with the US dollar now making imports from USA competitive with imports from Asia. An advantage for the end user is that parts can be imported from the OEM and therefore seen to be of superior quality. Again this reinforces the need to become more technologically advanced in the industry as a key to sustainability. Innovation in products is necessary in a
country so remote geographically from its markets and the use of our University facilities to research ideas is important to the development of products that can be competitive in the global market.
The Canterbury earthquake made global headlines and the spirit of cooperation was evident throughout the area. This cooperation was seen in our industry where foundries offered their assistance and the use of their plant to others who had suffered damage. An important lesson learnt by many was the need to back up computers and at least one foundry now automatically backs up to a remote source.
At the end of October CTNZ is proud to be hosting the 2011 Australasian Foundry Conference at the Millenium Hotel in the beautiful Alpine setting of Queenstown. We have planned an interesting technical program where you will be enlightened and entertained by some of the leading experts in casting technology as well as social activities encapturing the attractions of the area.
Positive future emerging for PhilippinesBy Prof. John H. D. Bautista, PEE, RMetE, MBA, CMfgE, CInstE, PMAI Consultant
For a given industry (like the metalcasting industry) and for a given product (like metal castings of machine, machinery and equipment parts and components), the following
factors—the seven Ms of Industrial Management—have to be carefully considered for a thorough analysis.
1. Market — is there a market for cast metal parts and components? The domestic market exists in the production of replacement parts for the cement, sugar, mining, transport, shipping and manufacturing industries producing appliances, cars, trucks, ships and barges.
There is also a market in the construction industry for the production of products used in the construction of high-rise buildings, bridges, highways, wharves, and piers. Replacement parts for power generation and transmission equipment, for the production of wood and lumber, steel long products, rods and wires, and metal extrusions.
OEM parts and components for the metalworking industry if the machine-building capability of this industry is developed to locally produce machines, machinery, and equipment for all the other industries. This aspect has a possible export market.
2. Methods — the processing methods in use today are at par with the rest of the world as the latest methods are known in the industry. I introduced the shell-molding and the silicate molding processes and the production of ductile iron way back in the 1960s. Of course, further refinements would still be possible, if product volumes would warrant.

INDUCTOTHERM PTY. LTD.Seaford, Victoria, AUSTRALIA 3198Tel: 61 3 9786 6000Fax: 61 3 9785 3043E-mail: [email protected]: www.inductotherm.com.au
Electric Induction is the Fastest, most Precise
THE MASTERS OF HIGH QUALITY HEATING & MELTING
SERVICE 24 HOURS/DAY - 7 DAYS/WEEK Tel: 61 3 9786 7000
Retain your competitive edge. Call Inductotherm now …

3. Materials — materials needed for production are available either from domestic sources or from foreign sources. Metal scraps which make up about 70-95 percent of the metal charges are today very difficult to come by as there appeared an export market for these that gave dollar earnings to the scrap dealers who, in turn, resorted to filling that export market. The industry had to match the export prices to get any raw material. There is a need to resolve this! On the other hand, most alloying materials are imported and are benefited by the lower tariff rates imposed on such imports.
Fuel and electric power, if considered as “material inputs,” are both very costly. Oil and gasoline prices keep going up and down perennially, mostly up. Electric power is considered to be the most costly in the world, making the Philippines the number one (at least we are No. 1 in something!). The main culprit that really plagues industry is the so-called “demand charge per KW maximum demand” on top of the energy charge per KWH used. Exactly what cost elements make these charges up? The electric utility company representatives who presented a paper at the Metalcasters’ Convention in June 2010 were asked about this and they gave only evasive and hazy answers (either they really did not know the answer or they just plainly refused to answer). Something has to be done about all these energy and demand charges.
4. Machines — it can be said that the most modern foundry uses equipment that is, at least, 30 years old. There are those with 50-60 year-old machines. This is the primary reason for the low productivity attributed to this industry. Unless the industry modernizes, it can never keep up with the productivity of our neighboring countries. For example, a Thai foundry reportedly can make molds at the rate of 350 molds per hour; while METERCOR, with its 40-year-old Disamatic Flaskless Molding Machine, can make less than 200 molds per hour — this is the fastest in the Philippines today!
5. Manpower — there is an abundance of highly trainable manpower from the worker-level to the technician-level, and even to the supervisory and managerial-levels.
The Filipino has, time and again, proven himself to be a very
versatile worker that makes him sort of a specialist in more than two areas, even up to five areas, in his chosen field. Properly motivated, the Filipino worker has proven himself equal to, if not better, than his counterpart anywhere in the world, as borne by the feedback from overseas employers in all fields of endeavor. This plus factor should be properly exploited!
6. Money — the cost of money is pretty high for the industry. This is probably the primary reason for the lack of modernization in the industry, conveniently relegating the industry to practically the “stone age.” This should be addressed and addressed soon before the industry becomes extinct!
7. Management — there is no shortage of supervisors and managers for the industry. Like the Filipino worker, with the proper motivation, Filipino supervisors and managers react in the same way. There are even foreign-trained supervisors and managers in the industry. The fact that most foundries are still operating despite all the handicaps in the industry is proof that the industry has many able managers and supervisors leading capable workforces.
The resultant situationThe foregoing is the result of only one foundryman’s analysis of the metalcasting industry in the Philippine situation. In his over 60 years’ involvement in the metalcasting industry, these are his findings which are amply corroborated by other Philippine foundry managers:
1. The metalcasting industry is a very basic and strategic industry. This is because all manufacturing starts here. The cast metal parts and components that make up all manufacturing machinery and equipment are produced by this industry. No wonder, all the highly industrialized countries have well-developed metalcasting industries. Could this be the reason why the Philippines had never graduated to being a developed country?
2. Because of its importance to the economy of the country, the government should give it more attention and support so that it can perform its role in bringing the country to a higher
THE MAIN CULPRIT THAT REALLY PLAGUES INDUSTRY IS THE SO-CALLED “DEMAND CHARGE PER KW MAXIMUM DEMAND” ON TOP OF THE ENERGY CHARGE PER KWH USED.
30 www.metals.rala.com.au

TOMORROW’S SOLUTIONS…TODAY
一起一起来见证我们的的Z2 SYNCACARBRB 系系系系列坩列坩列坩列坩坩埚,埚,埚,埚 耐耐耐 耐热温热温温温热温热 度更度更度更度度 高,高,高 节能节能节能效能效能效能更佳更佳更佳。 。摩根摩根摩根熔铸熔铸熔铸系统系统系统全球全球全球全球全球球独家独家独家家供应供应供应供应供应。。
摩根熔铸系统, 有色金属熔炼坩埚的全球行业领导者。 我们创新的目标简单明确,达到的成效却无与伦比。
帮助您实现: 最高品质的金属熔炼 提高产出率(更多使用炉次) 坩埚品种在行业内最多最全, 方便您挑选出性价比最佳的产品
Morgan Molten Metal Systems is the global leader in the supply of crucibles to the non-ferrous
metals industry. Our goals are simple. Our results unparalleled.
Helping you:
range of products
Ask about the Z2 Syncarb, our energy
efficient crucible for higher temperature
applications. Only from MorganMMS.
创新明天的解决方案⋯今天

level of development. Leaving everything to the law of supply and demand is defeatist and not enough. Government has the distinct prerogative to intervene and modify this law to its favor. In the 1970s, the Philippines were second to Japan in industrial development, especially in manufacturing. The Toyota 12-R, 4-cylinder gasoline engine for the Corona and the Hi-Lux models were already being produced from metal scrap to the finished engine. Also a locally-designed Mini-Cruiser vehicle that was a smaller version of the Toyota Land Cruiser was being produced, which found a market in the Middle East. A 9-HP cast iron single-cylinder engine that could run on either gasoline or kerosene was even designed, developed and produced for the local agricultural, fishing and service industries. The best feature of this engine was that it was fully serviceable and could be overhauled, unlike the imported engines that were of the “throw-away” type. Today, where is the Philippines as regards manufacturing? We shudder at the answer. South Korea, whose engineers got on-the-job training in the Philippines in automotive assembly during the 1970s, now boasts of Kia, Hyundai, and Daewoo cars and trucks fully manufactured by them. What have we done? Or, rather, what have we NOT done?
3. We failed to take advantage of the bilateral talks with Japan in February 2003. Japan needed a partner in the production of metal castings. Because of very strict environmental requirements and because less and less young people wanted to work in “dirty” foundries, Japan was being forced to phase out this industry. Japan went into partnerships with Thailand, Malaysia, Indonesia, Vietnam, and/or China companies. That was what happened and the Philippines “missed the boat.” That was a chance for us to have “set things right” with the industry that has virtually been neglected all these years, and we let it slip through.
4. The unfortunate development in the year 2008 was that the MIRDC (the Metals Industry Research and Development Center of the Department of Science and Technology of the government, whose charter was backed up for Congress’ approval in 1965 by the MetalcastingÐor FoundryÐIndustry), whose mandate is to help the metal industries, especially the metalcasting industry being the important and sole “secondary sector” after the iron & steel industry and the non-ferrous metal industry, had actually de-prioritized the industry in favor of the Die and Mold Industry; an industry that is of the “tertiary sector” downstream to the metalcasting industry and which is industrially dependent on it. This meant that less funds would be available for the metalcasting industry in favor of the “elite” Die and Mold Industry, which
refuses to even try ductile iron castings in producing its dies and molds, refusing even to consider the economic gains coupled with the quality advantages possible. Japan and Taiwan are two countries that know these advantages pretty well from experience. Now we ask, “Where do we go from here?” Yes, “Quo vadis, Metalcasters?” Quoting Shakespeare’s Hamlet, “Something is rotten in the state of Denmark.”
Perceptible present trendsIn the last couple of years, metal castings from China were underselling locally produced metal castings. This was a very serious concern that was reluctantly, but adroitly, addressed by local foundries as they tried to match prices of such imported castings in order to survive. They had to dig into their proverbial “bag of tricks” to do this and survive they did. Credit belongs to the management expertise of Filipino foundry managers.
At the turn of the present year, the prices of metal castings from China started to go up relieving the pressure on the local Philippine foundries. This turn of events prodded the local Philippine industry to investigate what was causing this “miracle” to more or less understand the situation in order to anticipate further developments.
Philippine industry found that there are three things that have caused this “miracle” to happen. Firstly, the cost of production in China has gone up because of increasing labor and energy costs. These seem to be inevitable in a blooming economy. Secondly, the prices of raw materials started to fluctuate more frequently so that Chinese foundries have to make price adjustments almost every week which does not sit well on Philippine importers as this made planning and bidding more complicated. And finally, the Chinese government has imposed an “export tax” on their metal castings; bless them all. The rationale given was that the local Chinese market is very large, anyway, that Chinese foundries really do not have to export their products. In other words, it seems that the Chinese government wants to “keep these products at home.” Thank God for all these!
Meanwhile, the Mining Industry in the Philippines is starting to pick up. Nickel resources have found a market in steel producers. This is expected to increase the demand for metal castings by the mining industry, especially for steel castings for replacement- and wear-parts for equipment. This is being reflected in the perceived gradually increasing demand being experienced today in the industry. The light at the end of the tunnel is becoming brighter and clearer. It is hoped that our Department of Trade and Industry (DTI) and the MIRDC take notice and react accordingly and properly.
32 www.metals.rala.com.au

ww
w.r
p2.it
I.M.F. srlVia Turati 110/121016 Luino (VA)-ItalyTel. +39 0332 542424Fax +39 0332 542626e-mail: [email protected]
www.imf.it
We complete your knowledge
Complete No-Bake moulding linesRobotic centers for core productionShotblasting and shotpeening plants
GROUP
KOREA - LUXEMBURG - MESSICO - MAROCCO - ALGERIA - TUNISIA - NETHERLAND - NORWAY - POLAND - ROMANIA - RUSSIA - BIELORUSSIA - UKRAINA - SPAIN - PORTUGAL - SWEEDEN - SWITZERLAND - TAIWAN - THAILAND - TURKEY - U.S.A. - VIETNAM
AUSTRALIA - BELGIUM - BRAZIL - ARGENTINA - CHILE - CHINA - CZECH REPUBLIC - REP. OF CONGO - DENMARK - FINLAND - FRANCE - GERMANY - GREAT BRITAIN - GREECE - INDIA - UNITED ARAB EMIRATES - INDONESIA - ISRAEL - ITALY - JAPAN

Thai manufacturing and metal casters at full capacityBy John Pearce and Julathep Kajornchaiyakul
Manufacturing has become Thailand’s largest economic sector contributing between 45-50% of GDP. With rapid growth from the 405,761 vehicles produced in 2000 to
the 1,645,304 vehicles in 2010 the automotive industry has and continues to be the highlight performer. Annual car production in Thailand is expected to increase to near 3 million units within 5 years pushing Thailand into the top ten car producers. This year the Thai auto industry will produce about 1.7 million or more vehicles involving some 2000-2500 parts suppliers and employing a total of around 520,000 workers. Around 800 of the auto component producers are tier 1 suppliers tied to Japanese parent companies with the remaining 1500 or so being mainly Thai owned and focusing on replacement parts. Although there was a slow down in the automotive sector due to cutbacks in vehicle assembly following supply chain disruptions after the earthquake disaster in Japan nearly all Thai plants are back to running at near full capacity. The Thai industries Auto Industry Club recently announced that it expected that the original target of 1.8 million vehicles for 2011 would be achieved. Motor-cycle output in June showed a 28% increase compared to last year with most of the parts produced locally.
Demand for all types of castings, especially automotive and machinery parts, has increased with many foundries looking to expand their capacity and capability. The booming auto sector absorbs two out of every three castings produced in Thailand. More castings will be needed for pick-up trucks and SUVs as Toyota plans to increase output at its Chachoengsao plant by 40%
to 220,000 units per year. Jatoko (Thailand), part of the Nissan group, are also establishing a new plant in Chonburi to build continuously variable transmission systems with production due to start in 2013.
The high levels of interest in manufacturing in general was reflected in the 25% increase in visitors to near 45,000 at the Manufacturing Expo 2011 held in Bangkok during 23-26 June. There is some concern over the new Thai government’s proposal to raise the daily minimum wage to 300Baht but most workers in large scale manufacturing are skilled and earn more than the minimum wage. Second and third tier suppliers may be affected by the proposed increased wage and may consider moving to lower cost areas such as Indonesia or Vietnam. However the main labour problem across all manufacturing companies in Thailand is still the shortage of skilled workers as companies seek to expand production. There are some 1,100 mould & die factories in Thailand but skill shortages mean that the Thai mould & die makers, including the foreign owned companies located in Thailand, cannot meet the demands of Thai industry and Thailand remains a net importer of moulds and dies. The Thai auto-parts industry will be showcased at The 5th Thailand Auto Parts & Accessories 2012 (TAPA 2012) Fair to be held in Bangkok from 26-29 April 2012 (www.thaiautoparts.or.th).
Thai Foundry Association activitiesThe Thai Foundry Association (TFA) was originally formed in 1990 as the Thai Foundrymen’s Forum which then became the Thai Foundrymen’s Society (TFS) in 1995. The TFS was then re-organized into the Thai Foundry Association in 2009. The TFA currently has around 300 company members, around 200 of which are castings producers and 100 are from the foundry supplies or related industries. In promoting the Thai cast metals industry, the TFA provides technical advice, organizes technical training and seminars and takes part in exhibitions, trade shows and study missions overseas. The TFA publishes the Thai Foundry Directory every two years and the Metal Casting Journal (in Thai) every three months.
This past year the TFA organized a number of seminars
34 www.metals.rala.com.au
THE THAI INDUSTRIES AUTO INDUSTRY CLUB RECENTLY ANNOUNCED THAT IT EXPECTED THAT THE ORIGINAL TARGET OF 1.8 MILLION VEHICLES FOR 2011 WOULD BE ACHIEVED.


and works visits. Around 70 TFA members visited GIFA in Germany. The TFA has established official co-operation with three Thai universities to facilitate technology transfer particularly into the Thai owned SME foundries and several Thai foundries have encouraged their graduate engineers to undertake part-time Masters Studies in Manufacturing Technologies. In the “InterMold” sessions at the June Bangkok “Manufacturing Expo 2011” Dr. Chaowalit Limmaneevichitr and Dr. Sombun Charoenvilaisiri from the Dept. of Production Engineering at King Mongkut’s University of Technology gave seminars on “Quality Index in Al Castings” and “Iron Castings” to around 50 TFA delegates.
At the June annual general meeting Mr. Wiboolyos Amatyakul, who is Managing Director at Okamoto (Thai) Co. Ltd., was elected as the new President of the Thai Foundry Association for a two year term from August 2011. He has a B.Eng. in Electrical Engineering from King Mongkut’s Institute of Technology, North Bangkok and has worked at Okamoto Thailand for 22 years. He has served the Thai Foundry Association for 16 years as a committee member and as Vice-president.
Okamoto (Thai) provides an example of a successful joint venture operation in the non-automotive sector. The company, situated in Ayutthaya province about 70 km from Bangkok, is a subsidiary of Okamoto Machine Tool Works Japan. First
established in 1988, Okamoto (Thai) produces precision surface grinding machines and has its own foundry facilities to produce grey and ductile iron and aluminium castings for the machine tool industry. Each month the company produces around 1500 tonnes of castings and assembles 200 grinding machines. Around 30% of the castings are used for in house assembly with 70% going as finished machined castings to other machine tool companies including export to Australia, Japan and US.
TFA group arrives at GIFA
Value added casting – a newly assembled grinding machine at Okamoto Thailand.
Khun Wiboolos Amatyakul – the newly elected TFA President.
36 www.metals.rala.com.au

Universities and researchAmong the universities offering casting technology modules on Metallurgical, Production and Industrial Engineering programs are King Mongut’s University of Technology Thonburi (KMUTT), Suranaree University of Technology in Nakhon Ratchasima, Ubonratchathani University, and Prince of Songkla in the south. Other universities notably Chulalongkorn and Chiang Mai offer courses in Metals & Materials Science. Research work in the universities tends to centre on characterization and fine scale microstructural studies via electron microscopy (e.g. precipitation in Al alloys and in duplex stainless steels) or on computer aided engineering with less attention given to mould & core-making and foundry processes. However the Innovative Metal Technology Centre at Prince of Songkla has well established research projects in semi-solid processing of light alloys and at KMUTT, where both ferrous (High Mn Steels, inoculation and
CGI) and light alloy ( grain and eutectic refinement) research is ongoing, a new teaching and research foundry shop is nearing completion. To support industrial projects melting and mould and die-making facilities are also available at the Bureau of Supporting Industries Development centre in Bangkok, which is also the location of the TFA office. Cast metals work at MTEC- the National Metals and Materials Technology Centre continues to focus on helping SME foundries and die-casters to improve their quality and overall performance via process improvements and the use of computer simulation.
In view of the shortages in skilled craft and technician labour there is a need for universities and technical colleges in Thailand to expand their training courses for the cast metals and mould & die sectors. As always the key questions are: Will industry or the government pay for this training? And can the industry retain its skilled staff? ■
Khun Ratchadaporn Chingklang, production engineer at Okamoto Thailand with examples of machine tool castings. Having joined Okamoto with a B.Sc. in Applied Physics she has recently completed a Masters course via part time studies at KMUTT
METAL Casting Technologies September 2011 37

COMPANY PROFILE

COMPANY PROFILE

POWERFUL INMEDIA PLPRINT & ONLINE EDITIONS
METAL CASTING TECHNOLOGIESContact: Adam Cail [email protected]: +61 2 9555 1944 F: +61 2 9555 1496http://metalsonline.com.au www.metals.rala.com.au
40 www.metals.rala.com.au

NTERGRATED LATFORMS
PLUS EMAIL BROADCASTS
Use MCT's "EXCLUSIVE EMAIL BROADCASTS – Reaching more than 12,000+ recipients with every send
METAL Casting Technologies September 2011 41

42 www.metals.rala.com.au
TECHNICAL FEATURE
Introductions castings or wrought product forms Duplex Stainless Steels offer weight saving alternatives to Austenitic grades for applications subject to highly corrosive
conditions in industries such as petrochemicals, oil, gas and pulp and paper. The duplex microstructure, consisting of approximately equal amounts of austenite and ferrite, gives higher yield strength than austenitic steel and also provides extra resistance to stress corrosion cracking [1]. The duplex grades contain only 4-7wt%Ni but if they are correctly heat treated their resistance to pitting corrosion is at least equivalent to austenitic material due to their higher chromium and molybdenum levels [2]. Duplex and austenitic grades also contain additions of other elements such as Cu, Mn, Si and W, etc to improve both processing characteristics and corrosion resistance. Most duplex grades contain up to 0.3wt% nitrogen which increases resistance to pitting and crevice corrosion. Nitrogen, with Ni and Cu, enters into the austenitic phase to ensure that the pitting resistance of the austenite is equal to that of the ferrite which is richer in chromium and molybdenum [3].
Due to their higher Cr and Mo contents duplex stainless steels are more susceptible than austenitic grades to the formation of other phases such as carbides, nitrides, chi- and sigma- phases, etc [4, 5]. The secondary phases together with secondary austenite tend to form in the temperature range 300-1000oC, i.e. during cooling after casting, during welding and heat treatment, or in service. These intermetallic secondary phases can cause significant deterioration in both corrosion resistance and toughness even when they are present in very small amounts [6-8]. Diffusion rates are much higher in the body centred cubic ferrite phase than in the face centred cubic austenite phase
hence most of the second phase precipitation occurs in the ferrite or at the austenite-ferrite interfaces [5].
Castings are used for pumps and valves in a variety of applications many of which are safety critical and like wrought product forms they are often used in welded fabrications. A number of studies [9-12] have examined precipitation in wrought duplex stainless steels but much less attention has been given to cast grades. This short paper therefore outlines some work on isothermal transformation studies of a cast duplex stainless held within the temperature range 500-1000oC [13]. The secondary phases formed were examined by scanning electron microscopy and electron probe microanalysis.
Experimental workThe composition of the steel used in this study is given in Table 1. The samples were taken as 10mm cubes from a keel block (300 x 150 x 40mm in size) cast from a production melt. All the samples were first solution treated at 1175oC for 1 hour to dissolve the carbides and other phases that had formed during the relatively slow cooling in the mould after solidification. Each sample was water quenched from the solution treatment temperature to prevent re-precipitation of any second phases. Isothermal heat treatments were then carried out at 500 - 1000oC for 8 – 32 hours, followed by water quenching. Following normal metallographic preparation of micro-specimens, the microstructures were examined in the as-polished condition using back scattered electron (BSE) image contrast on a JEOL JSM 5410LV scanning electron microscope (SEM) fitted with an energy dispersive spectrometer (EDS). Electron probe microanalysis (EPMA) was also carried out using a Cameca SX50 instrument.
By Surasak Kuimalee, John Pearce and Torranin Chairuangsri
A
Fe C Si Mn S P Ni Cr Cu Mo Co Al V W N
bal. 0.037 0.88 1.00 0.01 0.03 6.2 22.0 0.75 3.20 0.08 0.01 0.06 0.05 0.19
Table 1. Chemical composition of the cast duplex stainless steel used in the study.
Formation of precipitated phases in a cast duplex stainless steel

METAL Casting Technologies September 2011 43
Microstructural observations and transformation sequenceFigure 1(a) and (b) show the microstructure in the as-cast and solution treated conditions respectively. Atomic number contrast reveals the presence of sigma (σ) chi phase (x) and fine carbides at the austenite-ferrite (γ1 - δ) interfaces in the as-cast microstructure (view a). Solution treatment decomposed all the secondary phases and the structure consisted of austenite and ferrite (view b). The dark isolated particles are non-metallic inclusions. The sample keel block was poured from the last metal from the ladle and hence it contains a higher inclusion count.
It was found that holding in the range 500-700oC resulted in the formation of four phases: carbide, σ-phase, x-phase and secondary austenite (γ2). These can be seen in Figure 1(c) which shows microstructure of the sample held for 32 hours at 700oC. The sequence of transformation can be described as follows. Fine carbides formed first at the γ1 - δ interfaces. The carbides gave the darkest contrast in BSE images. They were too small for reliable EPMA analysis so they were examined by SEM-EDS. It is believed the carbides are M23C6 or M6C but this is yet to be confirmed by transmission electron microscopy (TEM). It is noted that the C content of the steel examined was 0.037wt% which is above the normal maximum specified limit of 0.03wt% for cast duplex grades. This is likely to give more precipitated carbide than would be expected for within C specification material. Micro-analytical results for all the phases are listed in Table 2. After the carbides formed an aggregate of (γ2 + x) formed at the γ1
- δ boundaries whereas a globular form of x phase formed within the δ ferrite. The x phase gives the brightest contrast in BSE images due to its enrichment in Mo. Next, within the remaining δ ferrite an aggregate of (γ2 - σ) formed possibly by eutectoid reaction but some of the γ2 had a plate-like Widmanstatten form. The σ phase giving grey BSE contrast compared the whiter x phase since although σ has higher Cr and Fe contents than x it has a much lower level of Mo (about one-third that of x). Table 2 also shows that secondary austenite (γ2) contains higher Ni and Fe levels but less Cr, Mo, Mn and Si than γ1. This is in agreement with work on γ2 formation in wrought material [1].
At 800oC the sequence of transformation was similar to that outlined above but within the δ ferrite the amount of σ phase formed was initially much higher than that of the x phase (Figure 1(d)). After 32 hours this structure became coarser and some of the σ phase had transformed to x phase, the x phase consuming Mo while rejecting Ni into the γ2. In Figure 1(c) and (d) it is seen that the initial precipitated carbides show the position of the original austenite (γ1) – δ ferrite interphase boundaries. On holding these boundaries have moved into the original δ ferrite regions due to growth of austenite at the expense of the ferrite.
After holding at 900oC no carbides were observed. The δ ferrite transformed to coarse eutectoid (γ + σ) which was followed by transformation of some σ phase to irregular shaped x phase. The structure formed after holding for 16 hours is shown in Figure 1(e) which clearly shows these four phases. At 1000oC no transformation was observed even after 32 hours holding time.
Phaseswt%
Si Cr Mn Fe Ni Mo C
Before isothermal heat treatment
Ferrite (δ)* 1.12 23.20 1.28 64.07 5.47 4.85 N/A
Primary austenite (γ1) 1.10 21.90 1.38 65.62 6.79 3.21 N/A
After isothermal heat treatment
Ferrite (δ) 0.92 25.51 0.82 68.32 3.05 1.39 N/A
Primary austenite (γ1)* 0.84 21.85 1.14 65.92 7.70 2.55 N/A
Secondary austenite (γ2) 0.78 19.27 1.22 67.61 9.15 1.97 N/A
Sigma (σ) 1.34 31.78 0.95 57.08 2.81 6.05 N/A
Chi (χ) 1.57 25.21 1.02 51.74 3.29 17.18 N/A
Carbide* 0.38 43.09 0.48 26.87 2.37 4.72 22.10
*The results are obtained from SEM-EDS
Table 2. Normalised chemical composition (wt%) of phases in the cast duplex stainless steel from EPMA and SEM-EDS

44 www.metals.rala.com.au
TECHNICAL FEATURE
Figure 1. SEM – BSE images: (a) as cast condition, (b) solution heat-treated at 1175oC for 1 hr, (c) heat-treated at 700oC for 32 hrs, (d)-(f) heat-treated for 16 hrs at 800, 900 & 1000oC respectively.

MMOLTEN METAL
Ajax TOCCO Magnethermic®
Corporation
1745 Overland Ave
Warren, OH U.S.A. 44483
Tel: 800-547-1527
Tel: +1-330-372-8511
Fax: +1-330-372-8608
www.ajaxtocco.com
Headquarters For:
THE GLOBAL FORCE IN
INDUCTION TECHNOLOGY
Coreless InductionFurnaces
Channel InductionFurnaces
Melting
Holding
Duplexing
Ferrous
Non-Ferrous
High Power JetFlow Inductors
IND
UC
TIO
N M
ELT
ING

Based on this study the schematic TTT transformation diagram given in Figure 2 is suggested. The work showed that x phase can be found after holding at temperatures up to at least 900oC
which is higher than previously observed and that carbides are not observed after holding at 900oC and above which is lower than the 1050oC reported elsewhere [14]. As part of a wider characterisation study the very fine alloy carbides formed during furnace cooling of the same steel from 1175oC were examined using electron energy loss spectroscopy (EELS) and EDS in a TEM [15]. In this way they were identified as (Cr1.52Fe2.33Mo1.25Ni0.17Si0.46)C which is close to M6C stoichiometry and this structure was confirmed by electron diffraction.
ConclusionsDuring isothermal holding within the temperature range 500 – 900oC four secondary phases were formed in the cast duplex stainless steel containing 22wt%Cr-3.2wt%Mo-6.2wt%Ni-0.75wt%Cu-0.19wt%N-0.037wt%C. These were carbide, x-phase, σ-phase and secondary austenite (γ2). These phases and the parent matrix could be readily distinguished by their contrast levels in SEM back scattered electron images in the order of brightness: x > σ > γ1 or γ2 > δ > carbide. No carbides were observed after holding at 900oC and above. ■
Figure 2. Schematic TTT diagram for the duplex stainless steel (solution treated condition) used in this study.
References:1. R.N. Gunn: “Duplex Stainless Steels: Microstructures, properties and applications”.
1997, Abington Publishing, Cambridge, England.2. J.T.H. Pearce: “Stainless Steel Castings: Heat Treatment Stops the Rot”, Metal Casting
Technologies (2003) June pp.26-32.3. J.O. Nilsson: “Overview: super duplex stainless steels”, Mater.Sci.Technol. 8 (1992)
685-700. 4. Y.J. Kim, L.S. Chumbley and B. Gleeson: “Determination of isothermal
transformation diagrams for sigma-phase formation in cast duplex stainless steels CD3MN and CD3MWCuN”, Metall. Mat. Trans. A 35A (2004) 3377-3386.
5. I. Calliari, M. Pellizzari and E. Ramous: “Precipitation of secondary phases in super duplex stainless steel ZERON100 isothermally aged”, Mater.Sci.Technol. 27 (2011) 928-932.
6. T.H. Chen, K.L. Weng and J.R. Yang: “The effect of high-temperature exposure on the microstructural stability and toughness property in a 2205 duplex stainless steel”. Mat. Sci. & Eng. A 338 (2002) 259-270.
7. D. Zou, Y. Han, W. Zhang and G. Fan: “Phase transformation and its effects on mechanical properties and pitting corrosion resistance of 2205 duplex stainless steel”, J. Iron & Steel Res. Int. 17 (2010) 67-72.
8. I. Calliari, G. Straffelinii and E. Ramous: “Investigation of secondary phase effect on 2205 DSS fracture toughness”, Mater. Sci. Technol. 26 (2010) 81-86.
9. H.Y. Liou, R.I. Hsieh and W. Tsai: “Microstructure and pitting corrosion in simulated heat-affected zones of duplex stainless steels”, Mat. Chem. & Phys. 74 (2002) 33-42.
10. S.K. Ghosh and S. Mondal: “High temperature ageing behaviour of a duplex stainless steel”, Mat. Characterization 59 (2008) 1776-1783.
11. I. Calliari, K. Brunelli, M. Dabala and E. Ramous: “Measuring secondary phases in duplex stainless steels”, JOM 61 (2009) 80-83.
12. D. M. Escriba, E. Materna-Morris, R.L. Plaut and A.F. Padilha: “Chi-phase precipitation in a duplex stainless steel”, Mat. Characterization 60 (2009) 1214-1219.
13. S. Kuimalee, J.T.H. Pearce and T. Chairuangsri: “Isothermal Phase Transformation Sequence in Duplex Stainless Steel”, Chiang Mai J. Sci. 38 (2011) pp.47-55.
14. H.D, Solomon & T.M. Devine: “Influence of microstructure on the mechanical properties and localized corrosion of a duplex stainless steel” ASTM STP 672 (1979) pp.430-461.
15. S. Kuimalee, T. Chairuangsri, J.T.H. Pearce, D.V. Edmonds. AP. Brown, R.M.D. Brydson: “Quantitative analysis of a complex metal carbide formed during furnace cooling of cast duplex stainless steel using EELS and EDS in the TEM”, Micron 41 (2010) pp.423-429.
Surasak Kuimalee.In 2002 Surasak Kuimalee graduated with a first class honours B.Sc. degree in Industrial Chemistry from Chiang Mai University. He then obtained his M.Eng, in Energy Engineering at Chiang Mai in 2004 before taking up an interest in Materials
while working as a lecturer in Chemistry at Naresuan University in Phayao during 2005. He is just completing his Ph.D. study into Characterisation of Cast Duplex Stainless Steel on the International Post-graduate Program at Chiang Mai University. As part of this work he was a visiting researcher at the Institute for Materials Research, School of Process, Environmental and Materials Engineering, The University of Leeds, Leeds, UK where he concentrated on EELS and EDS analysis in the TEM. He is currently a lecturer in the Dept. of Chemistry in Maejo University.
Dr. Torranin ChairuangsriDr. Torranin Chairuangsri obtained his Ph.D. from the Leeds University, UK for work on transmission electron microscopy of steels. He began his career at Chiang Mai University in 1993 as a lecturer in the Dept. of industrial Chemistry, becoming an assistant professor in 1998, and then in
2006 associate professor of metallurgy and acting head of the Industrial Chemistry Department.
46 www.metals.rala.com.au
TECHNICAL FEATURE

Furnace Engineering offers the following capabilities:
Increase Efficiencies, Safety and Environmental Standards
Furnace Engineering Pty Ltd
Leaders in Heat Processing SolutionsQuality ISO 9001
50 Howleys Road, Notting Hill VIC 3168 Email [email protected]/14 Welder Road, Seven Hills NSW 2147 www.furnace.com.au

48 www.metals.rala.com.au
TECHNICAL FEATURE
Abstracthe main objective of this work is to experimentally define the size and distribution of casting defects when the solidification time varies from 5 minutes
up to 30 minutes, and investigate the capabilities of the two nondestructive testing used the penetrant testing and the ultrasonic testing, in detecting the casting surface and subsurface defects.
The results of this study showed that the liquid penetrant testing is greatly capable of detecting the casting surface defects, as well as the ultrasonic testing is capable of detecting the subsurface casting defects. It was found that as the solidification time is increasing for the aluminum casting samples the surface defects are not significantly decreased but they are getting less severe especially in size. On the other hand as the solidification time is increasing as the subsurface defects are getting less in number and closer to the surface.
Keywords: Liquid penetrant testing, Ultrasonic testing, Casting defects, Solidification time
IntroductionSand casting, the most widely used casting process, utilizes expendable sand molds to form complex metal parts that can be made of nearly any alloy. Because the sand mold must be destroyed in order to remove the part, called the casting, sand casting typically has a low production rate. The sand casting process involves the use of a furnace, metal, pattern and sand mold. The metal is melted in the furnace and then ladled and poured into the cavity of the sand mold, which is formed by the
pattern and left to solidify before the shaped casting is removed from the mold. The time required for the molten material to solidify inside the mold is called the solidification time. Many attempts have been made to calculate that time by equations. Even though, there still is a great effect of the solidification time on the defects which appears on the surface and inside the casted sample. From the defects which may appear are the unfilled sections, the porosity, hot tearing, surface projections and shrinkage. Although the solidification time has no direct impact on most of these defects, but it generally affects them if it increased or decreased significantly.
Non-Destructive Testing (NDT) is a technique used to determine the integrity of a material, component or structure or quantitatively measure some characteristic of an object. Some uses of NDT are the flaw detection and the evaluation leak detection location determination.
The most common NDT methods are Magnetic, Ultrasonic, Eddy Current and X-ray. In this research two kinds of NDT were used; the liquid penetrant testing and the ultrasonic testing.
Liquid penetrant testing is a widely applied and low-cost inspection method used to locate surface-breaking defects in all non-porous materials. Penetrant testing is applied to all non-ferrous materials. Moreover, Liquid Penetrant (LP) inspection is used to detect casting and forging defects, cracks, and leaks in new products, and fatigue cracks on in-service components.
LP is a method, which builds on the principle of visual ability, increases the “see ability” of small discontinuities that the human eye might not be able to detect without the help of the penetrant liquid. Penetrants are classified into sensitivity levels. Visible
Detection of casting defects resulted from varying the solidifi cation time using nondestructive testing techniquesAbu Jadayil, Wisam M., [email protected] of Industrial Engineering, The Hashemite University, Zarqa, Jordan 13135
T

METAL Casting Technologies September 2011 49
penetrant are typically red in color, and represent the lowest sensitivity. Fluorescent penetrants contain two or more dyes that fluoresce when excited by ultraviolet (UV-A) radiation. It is also known as black light. Since Fluorescent penetrant inspection is performed in a darkened environment, and the excited dyes emit brilliant yellow-green light that contrasts strongly against the dark background, this material is more sensitive to small defects. When selecting a sensitivity level, one must consider many factors; including the environment under which the test will be performed, the surface finish of the specimen, and the size of defects sought.
The other inspection technique used in this research was the ultrasonic inspection. The principles of the ultrasonic inspection method are based on high frequency sound waves which are introduced into a material to be inspected and they are reflected back from surfaces or flaws. The reflected sound energy is displayed versus time, and the inspector can visualize a cross section of the specimen showing the depth of features that reflect sound. High resolution images can be produced by plotting signal strength or time-of-flight using a computer-controlled scanning system.
As mentioned above, the speed of propagation of stress waves depends mainly on the density and the elastic constants of the solid. In Aluminum (Al) casting, variations in density can arise from non-uniform consolidation by the existence of defects. By determining the wave speed at different locations in the inspected structure; it is possible to make inferences about the uniformity of the Al sample. The compression wave speed is determined by measuring the travel time of the stress pulse over a known distance.
Literal reviewThe solidification rate in sand casting is of great importance in building up the microstructure of castings and so getting the material characteristics. Furthermore, the time the casting is left to solidify has great importance on the surface and subsurface defects which greatly affect the fatigue life of the castings and the surface finish requirements. Asta et. al. [1] reviewed the most important findings in the solidification science and technologically important area. Their review showed a great progress in this science and its great importance in the building material microstructure.
The influence of casting defects on static and fatigue strength is investigated for a high pressure die cast aluminum alloy by Avalle et. al. in 2001 [2]. They showed that the tensile and the fatigue strength decreased with the porosity defects range. Gunasegaram
et. Al. [3] studied the basic process parameters affecting the size and location of a shrinkage pore defect in an aluminum alloy permanent mold casting. Using numerical simulations and design of experiments they found that mold coat thickness and mold temperature as the two most vital parameters. Of course these two factors relate directly to the solidification rate. The influence of porosity on the fatigue life of aluminum alloy was also studied by Mayer et. al. in 2003 [4]. They concluded that porosity affects both surface and subsurface crack initiation. Vijayaram et. al. [5] reviewed and discussed the simulation process of casting solidification to analyze the casting defects which arose during solidification and heat transfer. They used casting solidification simulation technology to determine the solidification time and behavior of different materials accurately. Based on many assumptions, Vijayaram et. al. could generate time-temperature plot to explain the effect of under cooling of solidifying castings which reflects more on the inside microstructures responsible for material properties. Reis et. al. [6] presented a model that captures the difference in solidification behavior of long and short freezing materials. In their work, Reis et. al. found that the shrinkage defects in short freezing materials tends to be internal, as porosity, while in long freezing materials these defects tend to be external in the form of surface depressions. Cleary et. al. [7] simulated the casting process of aluminum to describe the sort shot formation. They supported their simulation results with some experimental results and produced some suggestions to reduce the shots in casting. In 2006, a numerical simulation of 3D temperature field of investment castings was developed by Zhang et. al. [8] to study the heat dissipation during casting. Their results agreed with experimental measurement ones. To avoid solidification defects in casting, Kang et. al. [9] redesigned the casting die, as they think it is a main factor in heating dissipation and so reducing casting defects. The heat dissipation during casting solidification was also studied by O’Mahoney and Browne in 2000 [10]. They observed that there is significant variation of the alloy/mold heat transfer coefficient during solidification. O’Mahoney and Browne found it is highly dependent on the alloy type and on the vertical position below the initial free surface of the liquid metal. Upadhya et. al [11] modeled the casting process to calculate and detect the casting defects. Their approximate model could estimate the solidification time and predict the casting defects. They verified their model results by experimental results. Dahle and StJohn [12] developed a conceptual framework to explain the formation of defects during solidification process. They related the defects formation to the shear stresses during the microstructure growth and to the subsequent feeding
THE COMPRESSION WAVE SPEED IS DETERMINED BY MEASURING THE TRAVEL TIME OF THE STRESS PULSE OVER A KNOWN DISTANCE.

50 www.metals.rala.com.au
TECHNICAL FEATURE
processes during solidification. Zhang et. al. [13] developed a system in 2007 to simulate the solidification process during the continuous casting. Their results showed the potential crack problem due to the incorrect cooling and reduction parameters in continuous casting production.
Very few researches have been conducted in using nondestructive testing to detect defects in casting. Whereas nondestructive testing have been used in detecting defects in other processes like welding. Kazantsev et. al. [14] investigated the applicability of statistical techniques for defect detection in radiographic images of welds and verified the results with experimental data. An automated image processing system was developed by Shi et. al. [15] to detect small defects in weldments. Using such a system they could achieve the goal of small defects segmentation and automatic extraction of projection distance. Da Silva et. al. [16] used the radiographic test to detect the welding defects. Their results proved the efficiency of the techniques for the data used.
Ultrasonic testing has been used by researchers to detect defects in many processes. Yang et. al. [17] detected defects resulted from strength and stiffness of composites that depends on fiber orientation of carbon fiber reinforced plastics (CFRP) using ultrasonic wave behaviour. They found that one-sided pitch–catch was effective in detecting and imaging ply orientation in CFRP laminates. Also Jen et. al. [18] used non-contact laser-ultrasonic technique to monitor the semi-solid magnesium die casting process. Using such technique they could monitor variations of the average temperatures in the die and the part by analyzing the ultrasonic time delay information in the buffer rod and the part. It was concluded that ultrasonic is a good technique to control the casting process.
Few researchers studied the effects of solidification time on the sand casting defects by LP and UT. Some of these researchers studied the casting solidification rate without using UT or LP to inspect the defects and others used UT and LP to detect casting defects and welding defects in general without studying the factors affecting those defects. In this work, the effects of the solidification time of Al sand casting on the resulting casting defects were studied using both the LP and the UT.
Problem statement and solution technique Problem Statement. The casting process is one of the most important manufacturing processes in which very complicated shapes can be produced. Even though, the samples produced by casting usually have surface and subsurface defects like
porosity, hot and cold shuts. One of the main sources of these defects is the solidification time of the casting samples. During the transformation of the molten material from the liquid state to the solid state, the microstructure is built up. The speed with which that misconstrue is built determines the size and spread of defects in the surface and subsurface structure of the casting sample. So, the rate of heat transfer from the molten material to the surrounding through the casting mold is a main factor in reducing the casting defects. Both the surface and the subsurface are affected by the solidification rate with different responses.
The heat transfer rate is very small when heat is dissipated from the molten material to the surrounding environment by conduction through the casting sand mold. On the other hand, when the heat is dissipated directly from the molten material to the surrounding environment by convection, the rate of heat transfer is higher. Of course the surrounding environment temperature plays a main role in the rate of heat transfer. Consequently, as long as the casting sample is there inside the casting mold, the solidification rate is low. Whereas opening the casting mold and taking the sample outside it makes its solidification rate much faster. But when it is the right time to open the casting mold and taking the casting sample out to complete its solidification is still a research issue because of its great effect on the formation of surface and subsurface defects of the casting sample.
Solution Technique. Nine sand casting samples of Al alloy were prepared using nonpermanent sand casting molds. The chemical composition of the Al alloy was melted at 900°C using a metal melting furnace. Then it was poured into sand casting mold. The sand casting mold was composed from refractory material called silica (SiO2). The sand grains were small enough so that it could be packed densely. The sand mold was completely dried in the oven to take out the air from inside the mold and to make the (SiO2) more compact. The sand mold was made of two parts; the top half which is called the cope, and bottom part which is called the drag. The molten material flows into the gap between the two parts, which is called the mold cavity. The geometry of the cavity is created using a wooden shape, called the pattern. The shape of the patterns is (almost) identical to the shape of the part we need to make. Through a funnel shaped cavity; the top of the funnel is the pouring cup; the pipe-shaped neck of the funnel is the sprue, the molten metal is poured into the mold cavity.
Nine Al casting samples were obtained at different solidification rates. Each of the nine samples was left inside the
OF COURSE THE SURROUNDING ENVIRONMENT TEMPERATURE PLAYS A MAIN ROLE IN THE RATE OF HEAT TRANSFER.

Giesserei SchusshammerCasting Degating Hammers
Marteaux de fonderie pneumatiquesMartelli pneumatici per le fonderie
Martelos para quebrar os canales de vazamento
Martillos para quebrar canales de colada
PowerHammer Company16295 SW 85th Ave • Portland, OR 97224 • USA
www.powerhammer.com • Tel: +503 598 9894

52 www.metals.rala.com.au
TECHNICAL FEATURE
sand casting mold for certain time, after which it was taken out to complete its solidification and building its microstructure. Taking the casting sample out to solidify at faster rate acted as quenching process. The first, second up to the ninth casting samples were left inside the mold for 5, 10, 12.5, 15, 17.5, 20, 22.5, 25 and 30 minutes respectively. The surrounding temperature was same for all samples and it was 25°C.
After the nine samples of different solidification rates were obtained, their surface and subsurface defects were investigated using the penetrant testing (PT) and the ultrasonic testing (UT), respectively.
Testing casting samples using liquid penetrant testing (PT). The first step of liquid penetrant testing is to ensure the tested
surfaces are free of dirt, rust, scale, oil, and grease by cleaning. The second step is the application of the penetrant by spraying method, leaving it for around ten minutes so that the penetrant solution can be allowed to penetrate the surface of the sample to fill any defects that exist there. Those 10 minutes are called the dwell time. The approximate dwell time needed was obtained from the following table reported in Reference [19].
The third step is the removal of the excess penetrant. This technique depends upon the type of penetrant used. In this research solvent removable with dry cloth to remove the bulk of the excess penetrant was used. Cloth lightly dampened with solvent is used to remove any remaining penetrant on the surface in one direction.
Aluminium:
Source: From: Discontinuity: Dwell-Time-for-Water-Washable- (minutes)
Dwell-Time-for-Post-Emulsifiable- (minutes)
Military-Technical-Order-33B-1-1
Castings Porosity 5-to-10 5
Cold-Shuts 5-to-15 5
Extrusions/Forgings Laps *NR 10
Welds Lack-of-Fusion 30 5
Porosity 30 5
All Cracks 30 10
All Fatigue-Cracks *NR 30
ASME-Boiler-and-Pressure-Vessel-Code
Castings Porosity 5-to-15
Cold-Shuts 5-to-15
Extrusions/Forgings Laps 30
Welds Lack-of-Fusion 30
Porosity 30
All Cracks 30
ASTM-E1209/-E-1210
Castings Porosity 5 5
Cold-Shuts 5 5
Extrusions/Forgings/-and-Plate
Laps/Cracks 10 10
Welds Lack-of-Fusion 5 5
Porosity 5 5
All Cracks 5 5
*NR: Not reliable data available.
Table 1. Dwell time for penetrant testing of aluminum samples [19]

The fourth and the last step involved the developer application. Non-aqueous developer was applied by an aerosol spray to thoroughly drying the sample surface. Then the tested surfaces were tested by visual inspection and taking pictures for those surface for more investigation.
Testing samples using ultrasonic testing. The initial step in the ultrasonic testing is to prepare the sample for testing by grinding its surface to have very smooth surface roughness up to 600 mesh. This step is necessary to make the movement of the testing probe on the tested surface very easy and smooth.
The first step of ultrasonic testing (UT) is calibrating the testing instrument to make sure that readings are free of bias errors. Then the instrument settings are input, and the requirements of the test are set (Vl=6300, rang=20mm). The UT probe is inspected on the smooth surface of the sample part with 5Mhs frequency as shown in Figure 1. The probe is then scanned over the sample. Defects are shown as peaks in the frequency domain. As number of peaks is getting larger as number of defects are getting more. Short peaks indicates sample with close defects to the surface than peaks with bigger amplitudes. To compare the nine samples of different solidification rates, two locations were chosen on the samples. These two locations are shown in Figure 2. Results of the nine samples are shown in Figures 3 and 4.
Figure 1: UT probe testing using 5Mhs frequency
Figure 2: The two locations where all the nine samples are tested by UT
ool dd foor
pp ff .
s. e
Foundry Investment Diecasting
Offices:
[email protected]+44 (0) 845 370 3232
ERP Cast Metal Specific
Oct 9th - 1
2th
Booth #113
30th Oct – 1st Nov
Booth # 12
Queenstown NZ

54 www.metals.rala.com.au
TECHNICAL FEATURE
Discussion of the resultsFigures 3.1-3.9 represent the output casting samples tested by liquid penetrant testing. Each of these figures contains two views of a sample with specific solidification time during which the sample left inside the mold before it was taken out to suddenly solidify by convection heat dissipation to air. The two views show the two faces of the sample. The red colored areas in Figures 3.1-3.9 indicate the cracks and defects on the surface of the sample. The red stains which get out from inside these defects, diffuses about it when the developer was added. That the developer pulled trapped penetrant out of these defects and spread it on the surface so that it can be clearly seen.
It can be easily observed from these figures that samples with shorter solidification time have red areas more than others with longer solidification time. That means they have a greater number of defects and deeper defects on the surface because these defects contain more penetrant material through dwell time.
As we go from figure 3.1 where the solidification time is 5
minutes only, up to figure 3.9 where the ninth sample has a solidification time of 30 minutes, the red color of the penetrant liquid indicating the surface defects is getting less, and better surface roughness is observed. So, as the sample is left more inside the casting mold to solidify, as the surface defects, of cracks and porosity, are getting less. This result is expected since the low solidification rate of the casting sample inside the casting mold results in slower transformation of the molten material to the solid phase, and so building the microstructure of the sample in sufficient time with less defects and distortions. Moreover, getting the sample out of the casting mold when it is completely or almost completely transformed to the solid state makes less sand particle stick to its surface, and so better surface finish with less defects is obtained. Furthermore, getting the sample out of the casting mold while it is still hot and not completely solidified resulted in rapid shrinkage of the sample surface and gases entrapped easily to the sample hot surface. All these reasons resulted in more defects on the sample surface with low solidification time. These results contradict what was found
Figure 3.1: Penetrant tested casting sample with solidification time of 5 minutes
Figure 3.2: Penetrant tested casting sample with solidification time of 10 minutes
Figure 3.3: The casting sample tested with solidification time of 12.5 minutes
THE TWO ALLOY MELTS ARE ALLOWED TO MIX IN A REACTOR HAVING TORTUOUS CHANNELS AND THEN COLLECTED IN A CRUCIBLE / MOLD.

METAL Casting Technologies September 2011 55
Figure 3.5: The casting sample tested with solidification time of 17.5 minutes
Figure 3.6: Penetrant tested casting sample with solidification time of 20 minutes
Figure 3.7: Penetrant tested casting sample with solidification time of 22.5 minutes
Figure 3.8: Penetrant tested casting sample with solidification time of 25 minutes
Figure 3.9: Penetrant tested casting sample with solidification time of 30 minutes
Figure 3.4: Penetrant tested casting sample with solidification time of 15 minutes

56 www.metals.rala.com.au
TECHNICAL FEATURE
Figure 4.1: Ultrasonic tested casting sample with solidification time of 30 minutes
Figure 4.2: Ultrasonic tested casting sample with solidification time of 25 minutes
Figure 4.3: Ultrasonic tested casting sample with solidification time of 22.5 minutes

METAL Casting Technologies September 2011 57
by Reis et. al. [6]. Reis et. al. [6] found that samples with short solidification have less surface defects, while samples with long solidification have more surface defects. Results of PT of this work found samples with longer solidification have less surface defects as clearly seen in figure 3.9.
The results of the ultrasonic testing (UT) for the inside defects of the Al casting samples are shown in figures 4.1-4.9. Each of these figures contains the results of two locations tested on the sample, as shown in figure 2. The screen picture on the left of each figure represents results of location 1, and the screen picture on the right of each figure represents results of location 2. Frequency waves shown in figure 4 represent reflected ultrasonic waves from defects. So, as the number of waves shown increases as the number of internal defects in the casting sample increases.
Of course the first large amplitude wave represents the reflected wave from the other surface of the sample. The amplitude of the wave represents the time spent by the wave to arrive at the defect and being reflected back. So as the wave amplitude increases as that defect is far from the upper surface where the ultrasonic waves were applied.
Studying figures 4.1 through 4.9 shows that as the solidification time decreases as the number of defects, represented by the number of waves, increases. That applies for both locations. As shown in figure 4.1, where the solidification time is 30 minutes, very few internal defects are there, and these few defects are close to the surface of the sample. As the solidification time is decreasing, the number of defects is increasing and the defects are getting far away from the sample surface to be deeper inside the sample body.
THE TWO ALLOY MELTS ARE ALLOWED TO MIX IN A REACTOR HAVING TORTUOUS CHANNELS AND THEN COLLECTED IN A CRUCIBLE / MOLD.
assuredYou areQuality analysis is essential to your products, productivity and profitability. We offer solutions that fit your needs and your budget. From iron ores to steel and inclusions, our instruments deliver unmatched speed, precision and accuracy. Versatile, non-destructive XRF and XRD. Industry-leading OES. Highly efficient automated instruments including sample preparation. A network of local support. You’ll have the instruments and expertise to achieve superior product quality, reduce costs and maximize uptime.
ARL 4460 Optical Emission Spectrometer Outstanding performance for elemental and inclusion analysis in steel
ARL PERFORM’X Advanced WDXRF Spectrometer X-ray elemental analysis where performance meets versatility
ARL 9900 XRF Series with Integrated XRD Capability Capable, fast X-ray system that combines XRF and XRD
• www.thermoscientific.com/assured
© 2
011
Ther
mo
Fish
er S
cien
tific
Inc.
All
right
s re
serv
ed.
that specs and budgets will be met
Please visit us at GIFA G41, Hall 12

58 www.metals.rala.com.au
TECHNICAL FEATURE
Figure 4.4: Ultrasonic tested casting sample with solidification time of 20 minutes
Figure 4.5: Ultrasonic tested casting sample with solidification time of 17.5 minutes
Figure 4.6: Ultrasonic tested casting sample with solidification time of 15 minutes

METAL Casting Technologies September 2011 59
Figure 4.7: Ultrasonic tested casting sample with solidification time of 12.5 minutes
Figure 4.8: Ultrasonic tested casting sample with solidification time of 10 minutes
Figure 4.9: Ultrasonic tested casting sample with solidification time of 5 minutes

60 www.metals.rala.com.au
TECHNICAL FEATURE
References[1] M. Asta, C. Beckermann, A. Karma, W. Kurz, R. Napolitano, M. Plapp, G. Purdy,
M. Rappaz and R. Trivedi, “Solidification microstructures and solid-state parallels: Recent developments, future directions.” Journal of Acta Materialia, Vol. 57, 2009, 941–971.
[2] M. Avalle, G. Belingardi, M. Cavatorta and R. Doglione, “Casting defects and fatigue strength of a die cast aluminum alloy: a comparison between standard specimens and production components.” International Journal of Fatigue, Vol. 24, 2002, 1–9.
[3] D. Gunasegaram, D. Farnsworth and T. Nguyen. “Identification of critical factors affecting shrinkage porosity in permanent mold casting using numerical simulations based on design of experiments.” Journal of Materials Processing Technology, Vol. 209, 2009, 1209–1219.
[4] H. Mayer, M. Papakyriacou, B. Zettl and S. Stanzl-Tschegg, “Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys.” International Journal of Fatigue, Vol. 25, 2003, 245–256.
[5] T. Vijayaram, S. Sulaiman, A. Hamouda and M. Ahmad, “Numerical simulation of casting solidification in permanent metallic molds.” Journal of Materials Processing Technology, Vol. 178, 2006, 29–33.
[6] A. Reisa, Y. Houbaertc, Z. Xub, R. Van Tol, A. Santosa, J. Duartea and A. Magalha, “Modeling of shrinkage defects during solidification of long and short freezing materials.” Journal of Materials Processing Technology, Vol. 202, 2008, 428–434.
[7] P. Cleary, J. Ha, M. Prakash and T. Nguyen, “Short shots and industrial case studies: Understanding fluid flow and solidification in high pressure die casting.” Applied Mathematical Modelling, Vol. 34, 2010, 2018–2033.
[8] X. Zhang, S. Xiong and Q. Xu, “Numerical methods to improve the computational efficiency of solidification simulation for the investment casting process.” Journal of Materials Processing Technology, Vol. 173, 2006, 70–74.
[9] C. Kang, Y. Son and S. Youn, “Experimental investigation of semi-solid casting and die design by thermal fluid solidification analysis.” Journal of Materials Processing Technology, Vol. 113, 2001, 251-256.
[10] D. O’Mahoney and D. Browne, “Use of experiment and an inverse method to study interface heat transfer during solidification in the investment casting process.” Experimental Thermal and Fluid Science, Vol. 22, 2000, 111-122.
[11] G. Upadhya, S. Das, U. Chandra and A. Paul, “Modelling the investment casting process: a novel approach for view factor calculations and defect prediction.” Applied Mathematical Modelling, Vol. 19, 1995, 354-362.
[12] A. Dahle and D. StJohn, “Rheological behaviour of the mushy zone and its effect on the formation of casting defects during solidification.” Acta Material, Vol. 47, No. 1, 1999, 31-41.
[13] L. Zhang, H. Shen, Y. Ronga and T. Huang, “Numerical simulation on solidification and thermal stress of continuous casting billet in mold based on meshless methods.” Materials Science and Engineering A, Vol. 466, 2007, 71–78.
[14] I. Kazantseva, I. Lemahieub, G. Salova and R. Denysc, “Statistical detection of defects in radiographic images in nondestructive testing.” Signal Processing, Vol. 82, 2002, 791 – 801.
[15] D. Shi, T. Gang, S. Yang and Y. Yuan, “Research on segmentation and distribution features of small defects in precision weldments with complex structure.” NDT & E International, Vol. 40, 2007, 397–404.
[16] R. da Silva, L. Caloba, M. Siqueira and J. Rebello, “Pattern recognition of weld defects detected by radiographic test.” NDT & E International, Vol. 37, 2004, 461–470.
[17] I. Yang, K. Im, D. Hsu, V. Dayal, D. Barnard, J. Kim, C. Cha, Y. Cho and D. Kim, “Feasibility on fiber orientation detection of unidirectional CFRP composite laminates using one-sided pitch–catch ultrasonic technique.” Composites Science and Technology, Vol. 69, 2009, 2042–2047.
[18] C. Jen, J. Moisan, C. Zheng, C. Loong, S. Kruger, M. Shehata and E. Essadiqi, “In-line ultrasonic monitoring of semi-solid magnesium die casting process.” Ultrasonics, Vol. 41, 2004, 777–784.
[19] S. Deutsch, “Preliminary study of the fluid mechanics of liquid penetrant testing.” Journal of Research of the National Bureau of Standards, Vol. 84, No. 4, 1979, 287-291.
Dr Wisam M. Abu-Jadayil is an assistant Professor of Industrial and Mechanical Engineering in the Department of Industrial Engineering at the Hashemite University in Jordan. His interests are in design and manufacturing materials and processes automation, using NC/CNC and DNC machines, geometric modeling, computer graphics, visualization, simulation, optimization, virtual reality, human-computer interaction and statistical analysis.
These results are expected, that solidification and transformation to the solid state starts from the surfaces and the last portion that solidifies is the sample core. When the sample is taken out from the casting mold after sufficient time for solidification, then all or most of the sample is transformed to the solid state and very little internal defects may form. But when the sample is removed from the casting mold before the sample core is solidified, then that portion is forced to solidify very fast outside the casting mold, which creates internal defects in the casting sample that the internal portion of the sample has very limited chance to expand or shrink while the external portion is already solidified.
The results of this UT agree with what was found by Reis et. al. [6]. They reported that short freezing of casting samples results in more internal defects, and this is exactly what happened in this research.
ConclusionThe Al sand casting defects was studied in this research using two nondestructive testing techniques; the penetrant testing (PT) and the ultrasonic testing (UT). The following conclusions can be drawn from this study:● For casting of Al using nonpermanent sand mold, as the solidification
time is increasing, that the sample left longer inside the casting mold, as the number of surface defects is getting less, with better surface finish of the casting sample.
● When the internal defects of the Al casting sample were inspected, same influence of the solidification time was found; as the solidification time is increasing, the internal defects are decreasing and getting closer to the surface.
● The PT is a good nondestructive technique that can be used successfully for inspecting casting surface defects easily. PT results are descriptive and not so accurate, but give a clear indication of the general trend.
● The UT is a good nondestructive technique that can be used for inspecting internal casting defects with good accuracy. Results of UT are acceptable but they are limited to the tested location of the sample. ■


62 www.metals.rala.com.au
EVENTS
eCarTec Munich 2011 - 3rd International Fair for Electric MobilityWhen: 18-20 October 2011Where: New Munich Trade Fair Centre - Halls A4, A5, A6 - GermanyThe electrification of drives is an important prerequisite for future mobility. The federal German government has set a goal to put one million electric vehicles on German roads by 2020. But also the goal of France to have 100,000 vehicles on its roads by 2015 is rather ambitious. Countries such as the U.S., Japan and China have also recognized the enormous potential of electric mobility and are encouraging their industries with major programs in support of electrically powered traffic. The basic technologies regarding electric drives, energy storage and network infrastructure are well-developed. However, there is still a need for further research, optimization and integration within the value added chain. eCarTec and its accompanying events provide a strong basis for international exchange on the leading markets in Germany and France. The trade fair covers the entire value added chain including materials, components, cells, batteries and the entire system and its application.Web: http://www.ecartec.de
MATERIALICA 2011When: 18-20 October 2011Where: New Munich Trade Fair Centre - Halls A4, A5, A6 - GermanyMATERIALICA is Europe’s top event for material-driven and supplier-oriented product innovations. The promising industry of lightweight
design will pave the way for a new era in e-mobility, aerospace, new energy, automotive and sports, and consumer goods. This is why we have decided to focus on lightweight design at this year’s specialist trade fair MATERIALICA. Special emphasis is placed on pioneering lightweight design concepts for new mobility. Fixed parameters such as weight reduction, new driving concepts as well as saving of resources have helped lightweight design industries become a key factor for performance and competitiveness in all technologies. Only together can technologies such as automotive, engineering, aerospace and new energy achieve satisfying results. This is why eCarTec, the first international trade fair for electric mobility, will take place alongside MATERIALICA. The large number of representatives from the automotive industry will promote a synergy effect between both trade fairs. Renowned manufacturers such as BMW, Daimler, Peugeot, Huntsman, Teijin Aramid or Secar will be present at this year’s MATERIALICA event to present their products. Web: http://www.materialica.com/
AFI 2011 Queenstown Annual ConferenceWhen: 30 October – 1 November 2011Where: Millennium Hotel, Queenstown – New ZealandWith the support of the Australian and New Zealand Casting Industry, CTNZ is organising the Annual AFI Conference in New Zealand. Following the success of the previous AFI 2010 Annual Conference in Adelaide, this conference will address the needs of our industry. We have selected and invited recognised experts as key speakers. Under the Motto “Adventure with Casting” such topics as casting, foundry technology, metallurgy & thermal processing technology will be the focus. In conjunction with the conference, additional highlights include a tour of the Clyde Dam, a ‘Southern Man’ dinner event where you will be able to relax and become a Southern local for the night and a ‘Roaring Twenties’ Conference finale Banquet. The conference will also include a trade exhibition with major suppliers to the industry.Web: www.castingtechnologynz.org
The 6th Metal+Metallurgy & ThermoProcess KoreaWhen: 2-5 November 2011Where: Songdo Incheon – KoreaThis exhibition is made up of: The 6th International Heat Treatment Technology and Refractory, Furnace & Surface Finishing Equipment Exhibition Korea 2011. The 6th International Foundry, Forging and Non-metal, Die Casting Industry Equipment Exhibition Korea 2011. The 4th International ceramics and Powder-Metallurgy Industry Equipment Exhibition Korea 2011.Web: http://www.thermoprocess.com/introduction.html
ALUMINIUM India 2011When: 10-12 November 2011Where: Bombay Exhibition Centre, Mumbai - IndiaIndia’s leading B2B trade event for the aluminium eco-system and its application industries, ALUMINIUM India brings together producers, processors, technology suppliers and consumers along the entire value chain - i.e. from raw materials through to semi-finished and finished products. Now in its third edition, ALUMINIUM India 2011 aims to highlight India’s critical role in the global aluminium industry, by focusing on emerging opportunities in high growth manufacturing sectors in the South Asian region. These include Automotive Manufacturing, Building & Construction, Telecommunications, IT and Hardware. These sectors alone are capable of taking the aluminium industry in the Indian subcontinent to never before heights.Web: http://www.aluminium-india.com/index.html
Beckwith Macbro Resin Coated Sands
Contact : Rob Dalla Via
30 Devon Road Devon Meadows, Melbourne
Telephone: +61 3 5995 4244
Mobile: 0417 332 723 Fax: +61 3 5995 5030
E-mail: [email protected]
Website: www.beckwithmacbro.com.au
All grades of resin coated sand used for shell molding and shell cores for ferrous and non-ferrous applications
PRODUCTS■ Range of resin strengths from 1.0% to 5.0%■ Silica, Zircon, Chromite coated sands
or blended mixes■ Coated Sands of diff erent AFS
typically from 50-90 AFS■ Thermal Reclaimed Coated Sands
SERVICES■ Full technical and trouble shooting service.■ On-site shell core and shell
molding facility to evaluate the product applications.
■ Laboratory facility to ensure product quality.
ndsFOR SALE
SHELL CORE MACHINESSHELL MOULD MACHINES

EVENTS
The 11th Asia Foundry Congress (AFC-11) When: 12-15 November 2011 Where: Guangzhou Ocean Hotel, Guangzhou - ChinaDuring the event, foundrymen from all over the world will gather in China. The congress will be an opportunity for the international community to exchange ideas and develop a common vision for the future of world foundry industry. It will also offer a better chance for all participants to have a deeper understanding of traditional Chinese culture. Web: http://www.afc-11.com/enweb/292.html
European Aluminium Congress 2011When: 22-23 November 2011Where: Maritim Hotel, Düsseldorf - GermanyThe European Aluminium Congress offers suppliers and technology partners to the aluminium producing and processing industries a broad platform to present and discuss new techniques, processes or material developments relating to aluminium as a material. The focus will be on all steps in aluminium’s value chain. The EAC – European Aluminium Congress 2011 is aimed at representatives from primary smelters and remelters, semis producers, foundries, processing plants, metal traders and semis stockholders, and research facilities.Web: http://www.aluminium-congress.com/facts.html
EUROGUSS 2012When: 17-19 January 2012Where: Nuremberg, GermanyFrom high-tech machines and new materials to efficient services, EUROGUSS sets the trends with innovative ideas and products. Around 400 exhibitors present the European die casting industry in Nuremberg – and you should be there too! Take this opportunity to approach your target group direct with your products, systems and services. As an exceptional dialogue forum for the entire die casting process chain, EUROGUSS 2012 is the ideal platform for this. Everything is perfect here: from the attractive accompanying programme and the quality of contacts to the professional organization.Web: http://www.euroguss.de/en/
METAV - International Fair for Manufacturing Technology and AutomationWhen: 28 February – 3 March 2012Where: Düsseldorf Trade Fair Centre - GermanyMETAV, the marketplace for modern production engineering, is ideally suited for opening up new markets and cultivating contacts within the branch. Exhibitors at the METAV benefit from its cogent exhibition concept which attracts decision-makers in the revelant markets and brings supply and demand sides together. Visitors are offered ideal opportunities to gain an overview of the full scope of goods and services of modern production technology. This is where investment decisions are made!Web: http://www.metav.com/
IFEX 2012 - The 8th International Exhibition on Foundry Technology, Equipment and Supplies, 3rd Cast India Expo concurrent with 60th Indian Foundry Congress & 2nd Asian Foundry ForumWhen: 2-4 March 2012Where: Bangalore International Exhibition Centre, Bangalore – IndiaIFEX will be an excellent platform for companies to showcase state-of-the art technologies and services being offered to this
vibrant industry to get exposed to new business opportunities. IFEX over the years has emerged as the most important platform for the foundry industry of the Indian Sub-Continent. IFEX with its rotational policy to organize the fair in different zones of India (North, South, East & West) on a pre-defined cycle helps its exhibitors to reach their potential customers from all over the country.
Cast India Expo 2012 – the first two editions of Cast India Expo organized concurrent to IFEX with exhibitors from across the country, who displayed their latest and innovative castings were very much satisfied with the outcome of these shows which was witnessed by leading casting buyers from India and abroad. With the success of these two editions we have taken the initiative to organize the third edition, Cast India Expo 2012 concurrent to IFEX 2012, 60th Indian Foundry Congress & 2nd Asian Foundry Forum. The presence of these casting manufacturers as exhibitors in the same venue will provide a ready customer base for Indian and International Suppliers.
60th Indian Foundry Congress & 2nd Asian Foundry Forum An annual event of IIF, the 60th Indian Foundry Congress will be organized concurrent to IFEX 2012 & Cast India Expo 2012 at the same venue. Indian Foundry Congress is improving its standards and growing in terms of participation year on year. With 2nd Asia Foundry Forum also being part of this congress, the event is bound to attract more foreign delegates, exhibitors & visitors.Web: http://www.ifexindia.com/index.html ■
METAL Casting Technologies September 2011 63
Belec Lab 3000s Spectrometerfor accurate Cast Iron and Steel Analysis
G & C Instrument Services P/LWebsite: www.gcinstrument.com.au
Email: [email protected] Telephone: +61 (0)2 4981 7255
✓Easily Installed!
✓Low Running Costs!
✓ No Special Power Requirements!

64 www.metals.rala.com.au
Back to B A S I C S
Introduction
itrogen fissure defects can occur in grey iron castings when nitrogen levels exceed 80 to 100 parts per million (ppm); this is especially the case when the
cooling rate is low such as in heavy section castings. Nitrogen is dissolved in the iron during melting and may increase further as parts of the iron come in contact with mould and core parts that employ nitrogen bearing binder systems.
As the iron cools, the solubility of nitrogen decreases and it is rejected from the melt. If it is unable to escape through the surface of the casting, the gas remains in the form of fissures such as shown in figure 1.
Identifi cationNitrogen fissure blowholes generally appear more frequently in heavy castings section and are often orientated perpendicular to the casting surface. They generally have a distinctive irregular crack-like "wormy" appearance as shown in figure 2 and can appear at the surface or sub-surface of castings such as shown in the example in figure 3.
Nitrogen fissure defects are sometimes confused with shrinkage cavities as they can both appear as irregular voids and are often more severe in the thermal centres of a casting.
Microscopic examination of high nitrogen iron will often reveal the presence of compacted graphite form such as shown
in figure 4, this is particularly so in heavy casting sections. Whilst this graphite form results in an increase in tensile strength, it also lowers the thermal shock resistance of the iron. The inner surface of a nitrogen fissure is often dendritic and may show a discontinuous graphite lining and subsequent depletion of graphite in the immediate surrounding matrix. These characteristics are sure indications of excessive nitrogen.
Chemical analysis can also be used to confirm if nitrogen is responsible for a gas defect. In heavy casting sections nitrogen in excess of 80 ppm can result in fissure defects whereas in light sections, up to 120 ppm may be tolerable.
It is often difficult to distinguish between nitrogen and hydrogen gas defects and chemical analysis of the defective sample may show both elements are within control parameters. In such cases it is likely there is a synergistic effect where the elements have combined to form a gas hole.
CausesThe main sources of nitrogen pick-up in liquid iron originate from melting operations and mould and core binder systems. In general their effects are cumulative, so that the greater the number of potential sources of nitrogen the greater the danger that pin-hole or fissure defects will occur.
Charge make-ups consisting of a large proportion of steel scrap will generally result in high nitrogen levels. Typically, a
Nitrogen fissures defects in iron castingsJ. F. Meredith Casting Solutions Pty Ltd
N
Figure 2. Typical appearance of nitrogen fissure blowholesFigure 1. Typical appearance of nitrogen fissures in an iron casting

METAL Casting Technologies September 2011 65
cast iron produced from a charge consisting of less than 15% steel scrap will have nitrogen levels less than 50 ppm whilst a charge consisting of more than 50% steel scrap can result in nitrogen level of more than 100 ppm.
Some low quality carburisers can contain high levels of nitrogenous compounds and can easily increase the nitrogen level in the melt to dangerous levels. This is particularly the case if a high percentage of steel scrap in the charge necessitates large additions of carburising materials.
The absorption of nitrogen from the atmosphere is unlikely, due to the high bonding energy of the nitrogen molecule. The absorption of nitrogen from mould and core binders is far more significant. The use of high nitrogen containing mould or core binders or the build-up of nitrogen in reclaimed sand can contribute to fissure defects as can inadequate mixing that results in poor distribution of the binder components.
Cold-setting and hot-setting resin binders frequently contain proportions of urea resin with a high nitrogen content. The hot-box shell process uses hexamethylene tetramine as the hardener and the isocyanate components of the cold-box hardener also contain nitrogen. Furane binder systems are basically composed of furfuryl alcohol which is nitrogen free, however, these resins may be modified with urea, urea-formaldehyde and phenolic resins. The urea and urea-
formaldehyde components contain nitrogen so the percentage of nitrogen in the binder system can vary significantly depending on the proportion of these components.
The presence of even a small amount of hydrogen will serve to lower the overall solubility of nitrogen and enhance porosity formation.
RemediesLimit the nitrogen level in cast iron to less than 80 ppm in heavy casting sections and less than 120 ppm in thin sections.
Limit the amount of steel scrap in the charge, particularly with heavy section castings.
Use low nitrogen mould and core binder systems and limit the addition. Ensure that the sand mixer is well maintained so that binder components are evenly distributed throughout the mix.
Small additions of red iron oxide to moulding sand or the use of mould coatings containing red iron oxide can be effective in limiting pick-up of nitrogen from binders.
Vent mould and cores generously. If possible increase carbon equivalent as carbon and silicon
increase the solubility of nitrogen in iron.The harmful effects of free nitrogen can be neutralised by
the addition of stabilising elements such as titanium or zirconium. Proprietary inoculants containing these elements are very effective in this regard and typically titanium additions of 0.025% or zirconium additions 0.05% are sufficient to suppress porosity. ■
Figure 3. Severe nitrogen fissure defects at the surface and sub-surface of an iron casting
Figure 4. Micrograph of high nitrogen cast iron showing compac-tion of graphite flakes
References1. Control and Prevention of Casting Defects, BCIRA Publication 2. Common Metallurgical Defects in Grey Iron, Elkem Publication3. Porosity Defects in Iron Castings, Dr. R. L. Naro, AFS Casting Congress 1999

66 www.metals.rala.com.au
Back to the
Troubleshooting induction furnace melting operationsGeneral
he troubleshooting procedures contained in this section list the more common faults which may occur during the use of the equipment. Probable causes and
solutions are provided to expedite corrective action.Except for visual checks of the meters and lights on the outside of
the furnace cabinet, all trouble shooting, maintenance, and repair must be performed by qualified maintenance personnel. These qualified maintenance personnel must be able to recognize “shock hazards” and be trained in the safety precautions required to avoid possible injury or death.
WARNING: Discconnect all eleectriccal poweer (ccircuuit breakers and coontrol poower off) bbeforre wworkkingg onn the equipment. Unless speciificallyly callledd for,r, doo not troubleshooot the eqquipmment wwith elecctriccal power applied.
Procedure● The PT is a good nondestructive technique that can be used
succeEffective trouble shooting consists of:● The PT is a good nondestructive technique that can be used
succeIdentification of a fault or problem.● The PT is a good nondestructive technique that can be
used succeIsolation of the problem to a particular area within the system.
● The PT is a good nondestructive technique that can be used succeSolution of the problem by adjustment, repair, or replacement.
The procedures described in this section will generally state the nature of a problem and then refer the technician to a table(s) where detailed troubleshooting procedures are outlined to assist in effective repairs or solutions to problems.
CAUTION: Do noot disasssembble paarts uuntiil eaach component is taagged aand prroperrlly ideentiifiedd. Assseembble all parts in reverrse ordeer of ddisasssembbly. Obsservve proper torque vaalues. DDo nott channge conntroll booardd adjustments witthout prroper authorizaationn.
IndicatorsThe cabinet is provided with visual indicators showing system conditions. When a malfunction occurs, check the lighted indicators and meters to isolate the fault. Normal furnace or melting operations should be in accordance with the procedures described in the Operating Procedures Section. When an abnormal condition occurs, such as low KW output, appropriate lights will show the possible fault to isolate the problem. Refer to the appropriate troubleshooting paragraph and reference table to isolate a fault and affect a solution to the problem. General familiarity with checkout, test, and start-up procedures (and drawing) will help in isolating problems and assist in troubleshooting procedures.
Power failureLoss of electrical power from a utility or from the power supply requires immediate attention to prevent damage. If the power failure is a failure on the utility lines themselves, proceed immediately to the section on furnaces.
Power unit failureInduction furnace units are protected from damaging internal and external electrical transients and control malfunctions by the quick-trip circuit breaker and AC interrupter. An occasional trip of the unit may be tolerated. However, a brief maintenance check of the unit should be made after any circuit breaker trip. Only if a check of the unit reveals some repairs are required, or if the circuit breaker cannot be reset, does the situation require further action.
Furnace protectionIf the repairs appear extensive or if the nature of the malfunction is not readily apparent, then measures must be taken to protect the furnace from damage. If the furnace is empty with relatively cool lining, all that may be required to protect the lining is to place a cover on the furnace. If the furnace is empty with a hot lining, it may be necessary to provide a torch or other source of heat to protect the lining from thermal shock. The nature of the lining will determine the appropriate action. In most cases, a normal shutdown procedure can be followed.
If power is lost with a molten load, the following must be considered:
Safety in induction furnace operations
T
By Prof. John H. D. Bautista, PEE, RMetE, MBA; Technical Consultant, Phil. Metalcasting Association., Inc.
– PART 3 –

METAL Casting Technologies September 2011 67
● It will take up to half-an-hour for the metal to become too cold to pour, depending on the temperature.
● If the furnace is to be dumped, the runout area or ladles must be able to handle the full volume of the metal. The runout pit MUST be clean and DRY.
WARNING: Mettaal poureed intto a ppit orr runnouut arrea where the excesss moissture oor staandinng wwatter aare present could ccause a violennt expplosiion whiich couuld cause injury to ppersonnnel.
● Dumping of a load of metal may release a tremendous quantity of heat into the foundry, perhaps causing damage.
● It will take one to four hours for the metal in the furnace to solidify enough to potentially damage the lining, depending on the bath temperature and the furnace size.
● Water cooling MUST be maintained. This is even more important than handling the molten metal.
Consider these factors, a decision can be made on dumping or partially dumping the metal in the furnace. If the furnace is dumped, normal shutdown procedures should be followed.
To partially dump a furnace, enough metal should be removed to expose 50% of the furnace floor. The furnace must then be left in the tilted position and the charge remelted in the tilted position; this will minimize expansion-cracking of the lining. It is always more desirable to fully dump a furnace. Partial dumping should be attempted only when the runout pit and/or ladle capacity is insufficient.
In many cases, it may be both more desirable and safer to simply allow the furnace to freeze and accept some probable loss of the lining. If furnace power is restored quickly, there is nothing lost. If the slag freezes solid, it may be possible to remelt it and then dump the load of the furnace.
Remelting a frozen furnaceThe following general procedure applies to remelting a fully frozen furnace load or a partially dumped furnace.● The furnace should be tilted.● Furnace power must be applied very slowly. It should take at
least as long to melt a slug as it took to freeze it.
WARNING: Meltting a frrozen loadd too rappidlyy will cause the linining to crackk, leaadingg to runnoutts which may posee a hazaard too the equiipmmentt and personnel.
● Monitor the ground leakage conditions. At any sign of metal leakage, shut down and pull the slug and the lining.
● Empty the furnace immediately after remelt, allow it to cool, and thoroughly inspect and repair the lining. If there is any doubt as to its condition, it should be replaced.
WARNING: Therre is dannger hhere tthat the meetal in tthe bottom of the fuurnace wwill suuperhheat wwhille thhe ssurffacee in contact with aair remaains frrozenn. Forr thiis reeasoon, the furnace should be ttilted uup soo thaat anny mmetaal that melts beloww the suurfacee is inn intimmattee coontaact with the undersiide of thhe froozen ssurfaace. Pouurinng ththe furnace dry as ffaast as tthhe meetal mmeltss willl eaase thee stress on the linning. In aany caase, tthe liiningg shhoulld bbe inspected and ppatched d as neecesssary bbefoore a fuull hheatt is attempted.
If the solid sluugg coverrs the wholle fururnacce bbotttomm, it is advisable too pull ouut andd replaace tthe lininng tto remove the slugg. The ddaangerr of a lininng faailurre aand thee consequences oof a runoout mmust bbe wweighhedd agaainsst the material, labbor, andd lost pproduuctioon reequiiredd to pulll out and replace the liniinng. WWith smmall furnnacces aandd furnaces with crrucibless instaalled, the pposssibiility of salvaging thee lining, even by a careeful mmellt-ouut oof a solidified slug that coovers tthe enntiree furrnnacce bbottotom,, is remote.
Power unit troubleshootingIf power to the furnace is lost due to power unit failure, the foregoing procedures should first be followed to protect the furnace and the lining. Power unit troubleshooting by a qualified technician can then proceed.
Power unit failure is evidenced by trips of the AC interrupter (if installed) and/or the circuit breaker, or by “zero” KW output from the unit. If the power unit will run at partial power, proceed to a later section here.
Occasional tripping An occasional circuit breaker or AC Interrupter trip may occur due to line transients. Under such circumstances, no harm would be done in resetting the circuit breaker and restarting the inverter immediately. However, the cause of such a shutdown is not immediately obvious. Therefore, it is a wise precaution to inspect the unit and make at least the power section continuity checks before restarting the unit. Repeated attempts to reset the unit and restart the inverter with certain serious malfunctions existing can result in damage to the very components that the circuit breaker and the ACI are designed to protect. Repeated tripping can also lead to premature circuit breaker failure.
Water cooling problemsThe circuit monitor will indicate water cooling problems. Be sure that water circulation is maintained throughout the unit to preclude component failures.
The unit runs but will not reach rated powerInduction furnaces should run at rated power into a properly
tuned load from cold charge to fully molten.Induction furnaces are designed as backcharge melter and reach
full power on a backcharge with 50% or greater molten load.

68 www.metals.rala.com.au
Back to the
With an improper load, the unit will run in a limited condition. The following action may be taken if the furnace runs on a limited condition when well above 50% load:● Verify lining dimensions. Lining build-up or erosion or a “thick”
furnace bottom are the most common causes of reduced power draw. Check your furnace cross-section drawing.
● TOT Limit. This is caused by low-line voltage or too much magnetic charge in the furnace. Be sure that the line voltage at the circuit breaker WHILE THE UNIT IS OPERATING is at least 95% of the specified input (i.e., 480 or 575 as appropriate). Removing metal from the furnace may help.
● Voltage Limit. Adding metal to the furnace helps to overcome this limit. It usually indicates improper lining conditions.
● Current Limit. Again, an improper lining condition is indicated. Subtracting capacitor steps (if installed) helps to increase power.
● Frequency Limit. Capacitors must be added to correct this condition. However, also see the troubleshooting notes below.If the furnace runs at less than full power and not on a limit, the
following checks should be made:1. Check the line voltage. A minimum of 95% of rated input voltage
on all three phases is required to reach full power.2. Check to see if a change in the alloy charge has been made. A
shift from ferrous to non-ferrous melting or from brass to pure copper could result in less than full power. Attempts to melt less than full batches of some alloys may result in a fall off of power as the batch becomes molten.
3. If a “melt-sinter” switch is installed, check to ensure that all capacitor contactors or capacitor switches close in the “melt” position.
4. Check primary and secondary capacitors for open studs. Capacitors can be checked with a Simpson meter on the R x 10,000 scale.
a) Isolate the capacitor from the bus by removing the connecting straps.
b) Short each stud to the common stud momentarily to remove any residual charge.
c) With the Simpson meter set on R x 10,000 scale, measure from the common stud to each of the other studs in order. A good stud will show an upscale deflection (toward zero resistance). A stud which shows no upscale deflection is open. A stud that gives an upscale deflection with no drift back to the left is shorted or leaking.
5. Verify the lining dimensions and depth. Be sure that they conform to your furnace cross-section drawing.
6. Check for a cold ferrous charge of thin strips stacked vertically. Such a charge acts as a shunt and will not melt properly. Rearrange the charge to lie horizontally.
Power and furnace voltage fall to zero, breaker has not trippedThis condition indicates that one or more fuses have opened, probably due to a semi-conductor failure. Also check for a failure
in the circuit monitor. If an interlock has operated, the appropriate control lamp will be lit.
The frequency meter will swing upscale when the power control knob is rotated clockwise, power and furnace voltage will remain at zero. Check three phase bridge fuses, diodes, and SCRs.
Checking solid state devicesMost solid state devices can be rechecked with a simple ohmmeter. A good quality analog instrument should be used as digital meters require special handling when checking semi-conductors.
Readings other than those indicated, especially open or short indications where a finite resistance is specified, are cause to suspect failed components. Individual diodes and SCR can be checked only by isolating them from any parallel paths and checking them for conductivity in both directions. Solid state devices usually fail by shorting. An ohmmeter will show a low resistance regardless of test lead polarity.
By contrast, a good diode will show low resistance with the anode positive with respect to the cathode and a high resistance with the anode negative with respect to the cathode. A good SCR will show a high resistance with either polarity of the test leads with no gate input. An additional check for continuity of the gate circuit can be made with an SCR. The resistance between the gate leads should be 25 to 75 ohms. The actual values are not critical, but open or shorted readings would indicate a defective device.
NOTE: When chhecking hockeey-puuck ddeviicess, thhe ddevicice must be installeed in its heat sink aand propperlrly toorquedd to get a truly relliable reesult.
Unfortunately, a device that checks out with an ohmmeter may still not function properly in the circuit. The device could break down only with high voltage applied or short intermittently only when it becomes hot. This can lead to symptoms such as “the unit trips only at high power settings” or “the unit trips only after operating for some length of time.”
Hockey-puck diodes and SCRs should be checked only while mounted in their clamp assemblies with proper pressure applied. Devices that show short when mounted in the clamp may go open when the clamping pressure is released.
CAUTION: The ccircuit bbreakeer useed inn thee unnit sshouuldd be locked “OFF”” and alll capaacitorrs diischargged, whhile the following chhecks arre beiinng mmade to pprevventt inadvertent appplicationn of poower to thhe uunit whiile personnel are wworking in thee cabiinet. ■
ReferenceModern Casting Shopbook. ANSI Z241.2 – 1981 “Safety Requirements for Melting and Pouring Metals in the Metalcasting Industry”. American Foundrymen’s Society, Inc., Golf and Wolf Roads, Des Plaines, IL 60016.

METAL Casting Technologies September 2011 69
20112012
Arun Technology/Metalscan Limited ..............70
Australian Metal Powders Supplies ................70
Beckwith Macbro Sands .................................. 70
Bisley& Co ...........................................................70
Bruker Elemental GmbH ....................................71
Casting Solutions ................................................71
CMC Cometals .................................................... 71
Cast Metal Services .......................................... 72
Didion International .......................................... 73
Finite Solutions ................................................. 74
Foseco ................................................................. 75
Furnace Engineering .........................................76
General Kinematics ........................................... 77
G&C Instrument Services ..................................78
Hayes Metals .....................................................78
Huettenes-Albertus Australia ..........................78
Magma Engineering Asia Pacifi c .....................79
Morgan Molten Metal Systems ...................... 80
Spectro Analytical Instruments ...................... 81
Powerhammer Company ..................................82
Sibelco ................................................................83
Thermo Fisher Scientifi c ...................................84
Warill Engineering Sales (Aust) .......................84

70 www.metals.rala.com.au
Beckwith Macbro Resin Coated Sands
Contact : Rob Dalla Via
30 Devon Road Devon Meadows, Melbourne
Telephone: +61 3 5995 4244
Mobile: 0417 332 723 Fax: +61 3 5995 5030
E-mail: [email protected]
Website: www.beckwithmacbro.com.au
All grades of resin coated sand used for shell molding and shell cores for ferrous and non-ferrous applications
PRODUCTS■ Range of resin strengths from 1.0% to 5.0%■ Silica, Zircon, Chromite coated sands
or blended mixes■ Coated Sands of diff erent AFS
typically from 50-90 AFS■ Thermal Reclaimed Coated Sands
SERVICES■ Full technical and trouble shooting service.■ On-site shell core and shell
molding facility to evaluate the product applications.
■ Laboratory facility to ensure product quality.
nds FOR SALE
SHELL CORE MACHINESSHELL MOULD MACHINES
Level 12, Tower B, Zenith Centre821 Pacific HighwayChatswood NSW 2067Tel: +61 2 8905 4200Fax: +61 2 8905 4238Email: [email protected]: www.bisley.com.auContact: Mr Neil FollowsCategory: Raw material supplier& logistical servicesIndustries supplied: ● Steel mills ● Forging● Foundries (ferrous & non-ferrous) ● Powder metallurgy● Primary & Secondary Aluminium ● WeldingProduct range: ● Aluminium master alloys ● Injection lances● Magnesium & magnesium alloys ● Shot & grinding consumables● Copper ● Chromite sand● Fluxes ● HP remelt iron● Silicon metal ● Forging steel● Recarburisers ● Metal powders● Graphite electrodes ● Welding powders● Ferro alloys ● Calcium carbide● FeMo ● Refractories● Mo oxide powder & briquettes ● Silicon carbide● Mg Fe Si ● Bar stock (eg Mild steel, LAS, S/S)● Inoculants ● Pig Iron● Cored wire ● Nickel● Lubricants & hydraulic oils ● And many moreBisley can provide complete supply management. This can include:material sourcing, logistics, customs handling, storage, delivery, consignment, staggering payment etc.Offices: Sydney, Singapore, Jakarta, Kuala Lumpur, Dubai, Bangkok.
EVERYTHING YOU NEED FOR METALS ANALYSIS
PRECISELY MORE AFFORDABLE
ARUN Technology, world leader and pioneer of CCD based spectrometers for metals analysis. Specifically designed for the metals industry, whether sorting scrap or bar-stock with it s ‘A’ series portable units, or to meet today’s ever demanding quality control requirements for the foundry, casting, extrusion, recycling plant or workshop with the new PolySpek series of desktop spectrometers, ARUN Technology has the solution.
The new PolySpek line-up now includes the PolySpek Junior, offering a low-cost, yet flexible answer combining all of the necessary components into one compact desktop unit. Each instrument is supplied ready to go complete with original factory calibrations and utilises intuitive software designed with simplicity in mind.
ARUN Technology for your metals analysis. Simple, rapid and accurate analysis made more widely available and more cost effective than ever before. For the complete control of your metals including all major alloying and refining elements PolySpek is the answer.
ARUN Technology MetalScan Limited. 16 The Brunel Centre, Newton Road, Manor Royal, Crawley, W. Sussex, RH10 9TU United Kingdom Tel: +44 (0) 1293-513123 Fax: +44 (0) 1293-521507 E-mail: [email protected] Web: www.aruntechnology.com

METAL Casting Technologies September 2011 71
Casting Solutions Pty LtdPO Box 131, Moorebank, NSW, 2170 AustraliaTel: +61 2 9792 3782, Fax: +61 2 9792 3782,Email: [email protected], Mob: 0412 178 895Contact: Jeff Meredith – DirectorCategory: Foundry Consultants
Products: SOLIDCast, FLOWCast, OPTICast simulation software.www.fi nitesolutions.comServices:● metallurgical● solid modelling● fl ow, solidifi cation and
optimisation modelling of castings
● casting methoding service
● defect analysis● training
Level 5, 4-8 Woodville Street Hurstville NSW 2220PO Box 113, Hurstville BC NSW 1481Tel: 61 2 9585 6222 Fax: 61 2 9580 8680Email: [email protected] Website: www.cometals.com.au
Contact:General manager: Colin ILES – [email protected]: Gary Bartlett – [email protected]: Dave Miller – [email protected]: Kathy Sevald – [email protected]: Brad Walsh – [email protected]: Alan Dunn – [email protected] alloys: David Osborne – [email protected]: Martin Spence – [email protected]: Chris Baker – [email protected]: Equipment and SuppliersIndustries served: Foundry, steel, aluminium smelterProduct range:• Ferro alloys • Steel Shot• Inoculants • Master Alloys• Metals • Grain Refiners• Minerals • Fluxes• Refractories • Electrodes• Nodulrisers • Pig Iron• Nickel • Recarburisers Distributors for Ashland Pacific products:• Resins • Catalysts• Refractory Coatings • Feeding AidsServices: Stocking, financing, delivery and storage of rawmaterials for foundries steel mills and smelters.
ELEMENTAL ANALYSIS
Innovation with Integrity
www.bruker.com
Optical Emission Spectrometers
CS/ONH-Analyzers
Handheld XRF Analyzers
Solutions for Metal AnalysisOut of One Hand:
Optimize your Analysis Process and Quality

PRODUCTS & SERVICESSORELMETAL® High Purity Pig Iron:• Australian agents for SorelMetal High Purity
Pig Iron Produced by Richards Bay Iron and Titanium Pty Ltd in South Africa
Refractories:• CMS manufactures a selected range of
premium grade Castables, Ramming Materials, Mortars etc. developed to suit our customer’s Specifications and applications.
• Mayerton Refractories UK. Australasian Agent (Furnace & Ladle Refractory Bricks)
• Unifrax, Ceramic Fibre Products Insertec Refractories – Spain. Australasian Agent (Acid Induction Furnace Linings)
• Other agencies are held and combined with our own manufacture of high integrity Refractories and Pre-cast shapes, a complete range of refractory products are available to customers.
• Services include specification, installation and supply for Foundry EAF. Induction and Heat Treatment Furnaces and Ladles.
Refractory Hollowware:• Mayerton Refractories – UK. Australasian
Distributors (Highest Quality Ceramic hollowware)
Insulating Riser TilesFoundry Equipment:• Omega Foundry Equipment UK. Australian
Distributors• A1 Roper UK. Ladles and accessories –
Australian distributors• Whiting Equipment Canada Inc. Electric Arc
Furnaces & metallurgical Equipment• PowerHammer Riser removal equipment -
Australian AgentFerro Alloys:• A complete range of Ferro Alloys, Pig Iron
& Metals available from stocks held in all mainland states
Nodulants & Inoculants:• Elkem a/s Norway. Exclusive Australian
Agent• Services include Charge calculations,
melting procedures etc., for all Steels and Grey and Nodular Irons.
Nickel:• Stocks held in all Australian states Indium: • Australian Agent for Indium Corporation of
AmericaRecarburiser:• L.D.I. China – Graphite, GPC & Calcined
Anthracite – Exclusive Australian AgentOxy Lance Pipes:• Shinto Japan – Australian/NZ agentCeramic Foam Filters:• CMS supply the full range of Jinan quality
ceramic foam filtersSlag Coagulant:• Castkleen A from Chillagoe Perlite –Australian distributorsMoulding Sands:• Southern Pacific Sands. Exclusive Foundry
distribution of local Silica Moulding Sands• Premium grade Zircon Sand Australian
distributors for Illuka & CRL• Chromite and Olivine SandsBentonite:• Unimin, Trubond Bentonite – Qld distributorsSand Additives:• Anti-veining additives such as SphereOXIron Oxide and Woodflour, Cereals andCoal DustSand Binders:• Alkaline Phenolic Resin Binders– Australian distributors• HAA Cold Box Binders – Qld distributors• Jinan Shengquan High Reactivity Furansand binders – Australian distributors• CMS sell a full range of Furan resins andhardeners• and manufacture a complete range ofCatalysts for Sodium Silicate and FuranSystems
Mould Coatings:• CMS manufacture a full range of Foundry
Mould Coatings, in water and Solvent suspensions and dry powder blends based on Zircon, Graphite, Magnesite, Olivine and Alumina.
• Manufacture extends into Adhesives, sand additives, and release agents etc to provide a full range of consumables for foundry moulding systems.
Methoding Software:• NovaCast AB, Sweden (Exclusive
distributors in Australia & New Zealand)• CMS provide a comprehensive methoding
service and staff training to all Customers including the Auto companies, the major steel and iron foundries throughout Australia and New Zealand.
• We use and sell Novacast Software for the heaviest section steel castings.
Refractory Support:• John Shannon, Peter Stafford and Gary
Bryde technically service all refractory applications including EAF/LF, Induction Furnaces, Ladle Linings, bottom pour ladle systems, Launders etc. CMSspecify, supervise and assist with refractory installations, whilst training foundry personnel, providing them with documented installation and operating procedures.
Other products include:• Steel Shot. Graphite Electrodes, Resin
Coated Sands.• Local fabrication of Melt out Formers for
Induction Furnaces,• Continuous Sand Mixer Spares and a
complete range of Foundry Chaplets, Sprigs and Chills.
• Patternmaking Supplies- CMS is the largest supplier/stockist in Australia and provides full Technical support.
TECHNICAL SALES AND SERVICES – CONTACTS
QLD• JOHN SAAD General Manager• GLENN PEARCY Trading Manager Business Development• STEVE HALL Sales and Operations Manager• PAUL SLOMAN Qld Regional Sales Manager• PETER STAFFORD Metallurgist – Foundry Engineer• MARK DAWSON Metallurgist – Methods Engineer• JOHN SHANNON Technical Manager Refractories
NSW• PAUL GALLOVICH NSW Regional Sales Manager• STEVE HARMON - National Sales Manager Steel Works & Smelters• GARY BRYDE Chemist – Refractories Engineer• MICK NOLAN Product Development Manager
VICTORIA• WOLFGANG MAIER VIC Regional Sales Manager
SOUTH AUSTRALIA• PETER Di ROSA SA Regional Sales Manager
WESTERN AUSTRALIA• IAN MOUNTFORD WA Regional Sales Manager
UNITED KINGDOM• BRIAN BLAIR UK Regional Sales Manager
HEAD OFFICE• Postal: PO Box 7, Grange Qld 4051• Offices: 275 Toombul Rd, Northgate Qld 4013• T: +61 7 3266 6266 F: +61 7 3266 6366 • E: [email protected]• Branches located in: Sydney, Melbourne, Adelaide & Perth. • NZ Distributors: Metcast Services Limited. Auckland NZ
72 www.metals.rala.com.au

METAL Casting Technologies September 2011 73

74 www.metals.rala.com.au
Why Use Casting Simulation From
FSI?Largest User Base in the World
Easiest to Use
Fastest Results
Integrated Gating and Riser Design
Lowest Cost to
Solidification Analysis
Buy and Use
Flexible Payment Plans Available
Multiple Language Versions
World Wide Support
www.finitesolutions.com
Casting simulation for the working foundry
Mold Filling
Feeding Zone Analysis for Riser Design

METAL Casting Technologies September 2011 75
F O S E C O

76 www.metals.rala.com.au
Supply and Support of Equipment for Casting ApplicationsMelting/Holding Heat Treatment Combustion Upgrades
Furnace Engineering Pty Ltd
Leaders in Heat Processing Solutions50 Howleys Road, Notting Hill VIC 3168 Email [email protected]/14 Welder Road, Seven Hills NSW 2147 www.furnace.com.au Quality
ISO 9001

METAL Casting Technologies September 2011 77

78 www.metals.rala.com.au
26 Fallon DriveDural NSW 2158
PO Box 202, Cherrybrook NSW 2126Tel: 02 0651 5966 Fax: 02 9651 5988
Email: [email protected]: Gary Weber – Managing Director,
Ryan Weber – Technical ManagerCategory: Consumable supplierIndustries supplied: Foundry
Product range: Cold box binders and catalysts Hot box resins Resins for shell moulding Furan resins Resin coated sand Inorganic binders Special sands Coatings Alkaline phenolic binders Alkaline phenolic
for CO2 curing binders for ester curing
PART OF THE HAYES METAL REFINERIES GROUP - ESTABLISHED 1927
FOR AUSTRALIA’S AND NEW ZEALAND’S LARGEST RANGE OF ALLOY INGOTS FOR FOUNDRIES AND THE DIE CASTING INDUSTRYProducers and / or Distributors of a Comprehensive Range of:
Copper Alloy Ingots & 15% Phosphor Copper Shot Primary Grade Aluminium Foundry Alloy Ingots Secondary Aluminium Foundry & Diecasting Alloys White Metal Alloys & Specialty Solder Alloy Ingots Zinc Aluminium Alloy Ingots
Technical Support by way of full in-house Analytical Laboratory
Call New Zealand Saleson +64 9 633 4000Hayes Metal Refi neries Limited - Auckland Offi ce8 Edinburgh StreetOnehunga Auckland 1061 NZFax: +64 9 636 4004E-mail: [email protected]
Call Australian Saleson +61 2 9627 7150Hayes Metals Pty Ltd - Sydney Offi ce (incorporating Dinga Enterprises)25-31 Hobart StreetRiverstone NSW 2765Fax: +61 2 9627 7041E-mail: [email protected]
www.hayesmetals.co.nz
Belec Metals AnalysersDesktop model, up to 24
element channels, inert gas
flushed optics, with Argon
stand. Options of ferrous
and non-ferrous bases.
Portable spectrometer with
assortment of probes. Can
be used in the field, on-site
or at metal auctions for
accurate alloy analysis.
Laboratory spectrometer,
variable configuration,
benchtop or free-standing,
many optional extras,
low Argon and power
usage. Multiple bases with
spark-stand and probe
combination available.
G & C Instrument Services P/L
Website: www.gcinstrument.com.au
Email: [email protected]
Telephone: +61 (0)2 4981 7255
Lab 3000s
Compact Port
Vario Lab

METAL Casting Technologies September 2011 79

80 www.metals.rala.com.au
TOMORROW’S SOLUTIONS…TODAY
一起一起来见证我们的的Z2 SYNCAARBRB 系系系系列坩列坩列坩列坩埚,埚,埚,埚 耐耐耐耐热温温温热温热温度更度更度更度度 高,高,高 节能节能节能效能效能效能更佳更佳更佳。 。摩根摩根摩根熔铸熔铸熔铸系统系统系统全球全球全球球独家独家家独 供应供应供应应供 。。
摩根熔铸系统, 有色金属熔炼坩埚的全球行业领导者。 我们创新的目标简单明确,达到的成效却无与伦比。
帮助您实现: 最高品质的金属熔炼 提高产出率(更多使用炉次) 坩埚品种在行业内最多最全, 方便您挑选出性价比最佳的产品
Morgan Molten Metal Systems is the global leader in the supply of crucibles to the non-ferrous
metals industry. Our goals are simple. Our results unparalleled.
Helping you:
range of products
Ask about the Z2 Syncarb, our energy
efficient crucible for higher temperature
applications. Only from MorganMMS.
创新明天的解决方案⋯今天

METAL Casting Technologies September 2011 81
The Best in Metal Analysis
Find details at Tel +852.2976.9162,[email protected],www.spectro.com/lab.
Unique flexibility, highest precision, stability and analytical speed – when your daily analyses require more than mediocrity, you’re equipped with the best for every analytical task with the new SPECTROLAB.For demanding metal analysis, the SPECTROLAB offers you: – Lowest operating costs due to reduced argon consumption and lengthened maintenance intervals – Unique flexibility and precision due to the hybrid optic that combines the advantages of PMT and CCD technology – Highest stability and speed due to the simultaneous signal processing and optimized excitation conditions with a plasma generator
Please visit us atBCEIA 2011, 12-15 October, Beijing, ChinaMetalex Thailand 2011, 16-19 November, Bangkok

82 www.metals.rala.com.au
PowerHammer Company16295 SW 85th Ave • Portland, OR 97224 • USA
www.powerhammer.com • Tel: +503 598 9894
Model 1655
Model 55
Model 815
Model 615
Model 115
Model 215
Model 415
x
Casting Degating Hammers

METAL Casting Technologies September 2011 83
Supplier selection is more than physical properties and delivered prices. It represents the selection of a partner with the resources to help achieve your quality, productivity and environmental goals.
Sibelco offers a complete portfolio of silica and low expansion refractory sands, bentonite clays and custom blends. Given more options, foundries can more effectively match mineral performance with casting objectives. Our organisation is applications driven. With a dedicated materials research lab andproven foundry experts, our strength is the ability todeliver products, technology and service as a single,integrated system.
Whether your goal is to optimise performance, maximise strength, improve finish, increase yield or speed up shakeout, we have a solution.
Sibelco Australia LimitedTel.: +613 9586 5400 Fax: +613 9586 5411E-mail: [email protected]
Worldwide: www.metalcaster.com
All rights reserved. © 2011
Quality CastingsStart Here

84 www.metals.rala.com.au
Warill Engineering Sales (Aust) Pty Ltd
16 Lanton StreetDandenong Vic 3175Tel: +61 3 9794 8400Fax: +61 3 9794 7232Email: [email protected]: www.warill.com.auContact: Les Craig and Bob Dorsett
SPECIALISING IN:● Foundry Equipment and Engineering● Foundry layout drawings● Research and Development of new equipment● Modify existing equipment designs to suit a
variety of applications● Service and Spare parts
INDUSTRIES SUPPLIED:Foundry equipment for a wide range of materials handling applications
PRODUCT RANGE:● Foundry engineering● Chemically bonded sand moulding systems● Continuous sand mixers● Vibrating compaction tables● Rollover draw machines● Mould painting manipulators● Mould closing manipulators● Indexing belt & rollover conveyors● Dry attrition sand reclamation systems● Primary lump reducers● Pneumatic sand transporter● Secondary scrubbing equipment● Fluid bed cooler classifi er
● Dust collection systems● Sand storage silos● Thermal reclamation systems● Cold box core machines● Shell core machines● Gas generators● Fume scrubbers● Sand heaters● Sand coolers● Full range of vibratory equipment● Vibratory furnace scrap charge feeders● Vibratory sand/casting conveyors● Vibratory accumulating and
sorting conveyors● Vibratory sand lump reducers● Vibratory compaction tables● Full range of sand testing equipment● Full range of geared ladles● Simpson green sand mixing equipment● Didion rotary media drums● Hunter match plate moulding and handling
systems● Vulcan Engineering fox grinders and action
robots● EMI Equipment automated moulding
systems and re-manufactured equipment.
SERVICES:Application evaluation; foundry design engineering; in house manufacturing programme; in house testing of equipment; supervision of installation of equipment on site commissioning of equipment; after sales service and equipment spare parts.
ASSOCIATED COMPANIES:Hunter Automated Machinery –Match Plate Moulding and Mould Handlings SystemsDidion International –Rotary Media Drums and Sand Casting SeparationSimpson Technologies –Green Sand Mixing and Sandtesting EquipmentVulcan Engineering –Fox Grinders and Action Robots.EMI Equipment –Automated Moulding Systems and Re-Manufactured Equipment.
assuredYou areQuality analysis is essential to your products, productivity and profitability. We offer solutions that fit your needs and your budget. From iron ores to steel and inclusions, our instruments deliver unmatched speed, precision and accuracy. Versatile, non-destructive XRF and XRD. Industry-leading OES. Highly efficient automated instruments including sample preparation. A network of local support. You’ll have the instruments and expertise to achieve superior product quality, reduce costs and maximize uptime.
ARL 4460 Optical Emission Spectrometer Outstanding performance for elemental and inclusion analysis in steel
ARL PERFORM’X Advanced WDXRF Spectrometer X-ray elemental analysis where performance meets versatility
ARL 9900 XRF Series with Integrated XRD Capability Capable, fast X-ray system that combines XRF and XRD
• www.thermoscientific.com/assured
© 2
011
Ther
mo
Fish
er S
cien
tific
Inc.
All
right
s re
serv
ed.
that specs and budgets will be met
Please visit us at GIFA G41, Hall 12

METAL Casting Technologies September 2011 85

86 www.metals.rala.com.au
aidaalloys.com beckwithmacbro.com.au bisley.com.au
bradken.com.au bruker-elemental.com castingtechnologynz.org
cometals.com.au didion.com fi nitesolutions.com

METAL Casting Technologies September 2011 87
generalkinematics.com
foseco.com.au furnace.com.au gcinstrument.com.au
hayesmetals.co.nz huettenes-albertus.com.au
imf.it inductotherm.com.au magmasoft.com.sg

88 www.metals.rala.com.au
metalpowders.com.au metals.rala.com.au morganmms.com
powerhammer.com spectro.com/lab synchro32.com
sibelco.com thermoscientifi c.com/oes warill.com.au













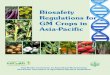




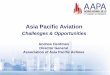






![Asia Pacific Youth to Business (Y2B) Forum Proposal [for Asia Pacific]](https://img.pdfslide.us/doc/110x75/568c4db71a28ab4916a50cbd/asia-pacific-youth-to-business-y2b-forum-proposal-for-asia-pacific.jpg)



