Embed Size (px)
Citation preview

ASDI4TR 81-5018
MANPOWER FORECASTS AND PLANNED MAINTENANCE PERSONNEL SKILL LEVEL CHANGES
* i Lawrence D. Hiowell, Major, USAF"Eng.'neering Specialities Division
* LIO Directorate of Equipment Engineering
I!
August 1980
* TECHNICAL REPORT ASD/TR 81-5018
Final Report for Period 1 April 1979- 1 June 1980
Approved for public release; distribution unlimited
DEPUTY FOR ENGINEERINGAERONAUTICAL SYSTEMS DIVISIONAIR FORCE SYSTEMS COMMANDUNITED STATES AIR FORCE
C-, 3 03 09 00&L' O
t..,.

* I
NOTICE
WhenGovrmet drwins, pecifications, or ot her data are used for any purposeother than in connection with a definitelyzeaed Goerment procurement operation.,the United States Government thereby incure no reponsibiiy nor any obligaion
whatsoever; and the fact the govermtent may have forulated, flrnished, or inany way suppliod the said drings, spe•oifioations, or other data, is not to beregarded by implication or otherwise as in any er licensing the holder or anyother person or corporation, or conveying any rights or permission to manufacture,use, or sell any patented invention that may in any way be related thereto.
This report has been reviewed by the Information Office (01) and is releasableto the National Technical Information Service (NTIS). At NTIS, it will beavailable to the general public, including foreign nations.
This technical report has been reviewed and is approved for publication.
LAWRENCE D. HOWELL, Major, USAFProject Engineer
FOR THE COMMANDER
CLAIRE J. EVANS, 1t Col, USAFDirector, Equipment Engineering
1
Copies of this report should not be returned unless return is required by securityconsiderations, contraotual obligations, or notice on a specific document.
4
SECURITY CLASSIFICATION OF THIS PAGE (RWion Det*Entered),READ INSTRUCTIONS
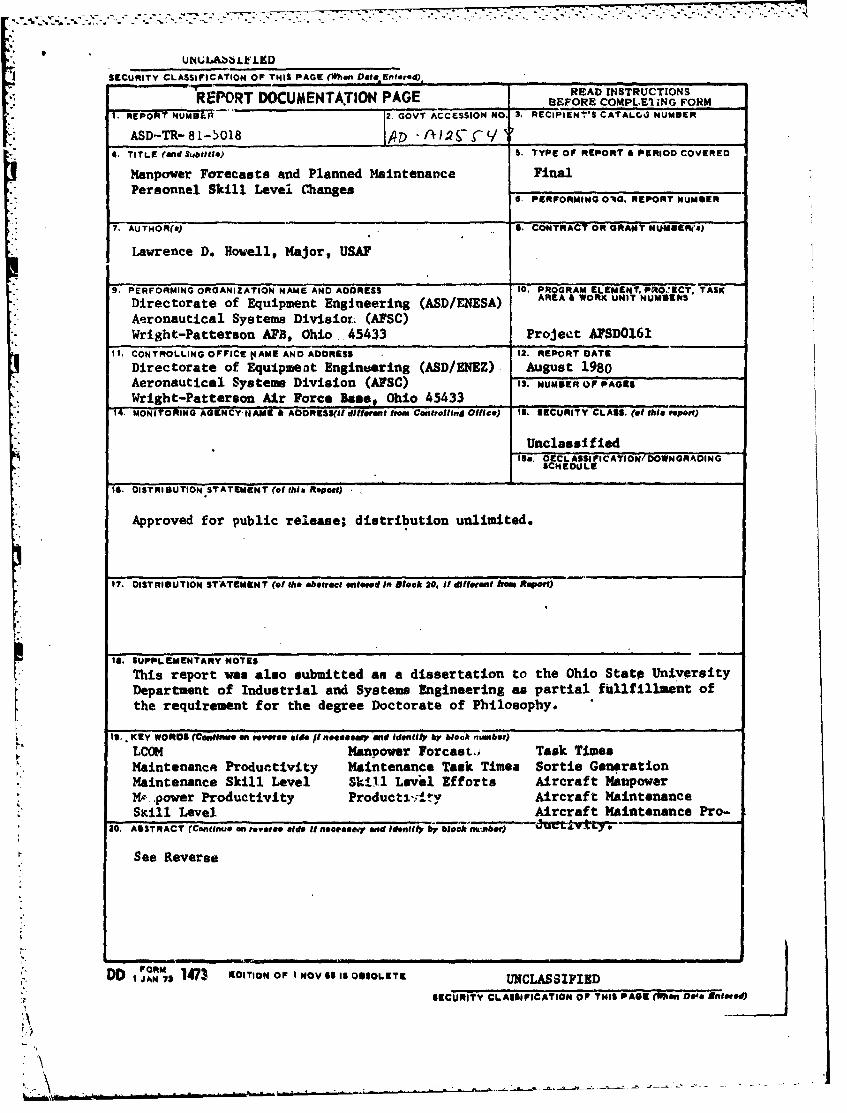
REPORT DOCUMENTATION PAGE BEFORE COMPLF.ING FORM1. REPORT'NUMUdfl 2. GOVT ACCESSION NO. 3. RECIPIENT"S CATAL'.0 NUMuER
ASD-TR- 81-5018 LA 1;2SfL ____________
4. TITLE (and Subtitle) S. TYPE OF REPORT A PERIOD COVERED
Manpower Forecasts and Planned Maintenance FinalPersonnel Skill Level Changes . PERFORmIG 0G. REPORT NUNUER
7. AUTHOR(*) 8. CONTFACr OltGANT NUMBER(s)
Lawrence D. Howell, Major, USAF
9. PERFORMING ORGANIZATION NAME AND ADDRESS 10. PROGRAM ELEMENT. PROECT, TASK
Directorate of Equipment Engineering (ASD/ENESA) AREA o uNT NUMsERS
Aeronautical Systems Divisiov. (AFSC)Wright-Patterson AFB, Ohio 45433 Project AFSD0161
II, CONTROLLING OFFICE tIAME AND ADDRESS 12. REPORT DATE
Directorate of Equipmeat Enginvering (ASD/ENEZ) August 1980Aeronautical Systems Division (APSC) 13. NUMSER OF PAGES
Wright-Patterson Air Force Base, Ohio 454331 14. MONITORING AGENCY NAM6E & ADDRESS(II dilfereut from Controlling Otllc) -IS. SECURITY CLASS. (*I this report)
Unclassifiedis.. ECLA ICATION, oOWN GRAOIN G
SCHEDULE
IS. DISTRIBUTION STATEMENT (oftl oi . ,p.t)
Approved for public release; distribution unlimited.
17. DISTRIBUTION ST'ATCMENT (of the ebotrect entered In Block 20, it dtfformnt foSm Awart)
* I4. SUPPLEMENTARY NOTES
This report was also submitted as a dissertation to the Ohio State UniversityDepartment of Industrial and Systems Engineering as partial fbllf ill]ent ofthe requirement for the degree Doctorate of Philosophy.
I19. KEY WORDS (C,•*ne an reversew•ole It neseeay man dentitt by block number)
LCOM Manpower Forcastj Task TimesMaintenanc. Productivity Maintenance Task Times Sortie GenerationMaintenance Skill Level Sk-ll Levil Efforts Aircraft Manpowerc .power Productivity Productil-;±4y Aircraft Maintenance
SKill Level Aircraft Maintenance Pro-20. ABSTRACT (Continue an reverse side Iftnooesq and ..ent. by bult±•vy- .. ..
See Reverse
DD , h.1, 1473 EDITION OF I NOV 4S IS OUSOLETE UNCLASSIFIED
SECURITY CLASSIFICATION OF T4IS PACE 3xmn Do's onifted)

...LICLASSIFIED86CUmir OF TISs PA-a O
Block 20. (Cont.)
SThe purpose of thid research effort was to wftabllsh - mstlia id eltimate
the effect of reducing maintenance personnel experience levels. The performancemeasures of interest were sortie/mission generation capability and manpowerrequired. The United States Air Force maintermance data collection systeu toobtain failure rates, interview with maintenance experts to determine estimated
Itask times for normal and low skilled maintenance personnel, and the LogisticsComposite Model to computer simulate the maintenance organization, are the toolswhich were utilized in this research study to develop such a method.
* Through this modeling technique productivity comparisons are made betweennormal (skill level 5) and low (skill level 3) maintenance personnel. A computeisimulation model of the F-4E aircraft is used with maintenance task time for
normal and low skill maint6nance personnel.•
When unlimited manpower is available, th maximum sortie generation capa-bility of the simulation model utilizing all still level 3 task time isapproximately 75 per-.ent of the maximum sortie rate of the mode utilizing allskill level 5 task times.
When manpower is limited to the minimum level capable of producing aparticular percent of this maximum, the model utilizing skill level 3 task timesrequires 30 percent additional manning to accomplish 75 percent as many sortiesin a given time period when changing from skill level 5 task times to skilllevel 3 task times.
A sampling technique is developed to acquire the inputs to the computersimulation which results in the same accomplishments as the previous technique.In addition, expected output is determined as the percent of maintenance per-sonnel that possess ea.h skill is varied.
UNCLASSIFIED
I..

a¸..° ;• • • ••. ,. : .='j
K I
TABLE OF CONTENTS
Page
TABLE OF CONTENTS ................. . ..
LIST OF TABLES . . . . . . . . . . . . . . . . . . . . . LIl
LIST OF FIGURES . . . . . . . . ..v
GLOSSARY OF TERMS ..... *... . . ... Vi
Chapter
I. INTRODUCTION
Background and Research Problem . . . . . 1Related Studies . . . . . . . . . . . . . . 5The Logistics Composite Model . . . . . . . 11Data Required and Collection Method .... 20LCOM Constraining . . . . . . . . . . . . . 27Safety Problems . . . . . . . . . . . . . . 28Pilot Morale Problems .... .. . 29"Production Oriented Maintenance Organzation 29j Research Objectives . . . . . . . . . . . . 30
"II, RESEARCH METHODOLOGY
Research Description . . . . . . 31Sample Size . . . . . . . . . . . . . . . . 40
III. ANALYSIS AND RESULTS
Task Time Comparisons ...... ... .. 47Simulation Analysis . . . . . . . . . . . 47Significant Differences .......... 54Work Center Task Time Increase Factor . . . 57Other Grouping Techniques . . . . . . . . . 58
IV. ANALYSIS AND RESULTS WITH LIMITED MANPOWER
"The Constraining Process . . . . . . . .. 67
LII

9 9
S* o
""•.- .. !"''•" " ,• .'04lalifications and Limitations * 78"- ' ary of Simulation Analysis . . . . . . . 81
V. '5.•LEVXE/ 3-LEVEL MIXTURE ANALYSIS . . . . .. . . 83'.1v'
I "VI. CONCLUSIONS AND RECOMMENDATIONS
Research Problem vs Method.... . . . . . 96Aucuracies Achieved ...... . . . . . . 97Further Study . . . . . . . . 97Use of LCOM . . . . . . . . . . . . . . . . 99"Adaptation to Other Current Studies . . . . 99Research Accomplishments ...... . . . . 100
LIST OF REFERENCES . . . . . . .. . . . . . . 101
BIBLIOGRAPHY . .. . . . 103
APPENDIXES
A. Selected Reference Material .... . . . . 110
B. The Operational Audit Technique ........ 124
C. 5-Level and 3-Level Task Tims . . . . . . . 134
D. Pilot Opinions ........ 0 . ° . 154
i~i.

LIST OF TABLES
Table Page
1. Sampling Data ............ . . . . a 43
2. Number of Tasks by Work Center .. ....... 48
3. Results of 5-Level Baseline Simulation . . . . . 49
4. Results of 3-Level Baseline Simulation . . . . . 51
5. Comparison of 3-Level and 5-Level Results . . . 53
6. TMULT 1.494 and TMULT 1.463 Results . . . . . . 55
7. Comparison of TMULT Results . . . . . . . . . . 56
8. Results of Work Center Sampling Techniques o . . 60
-- 9. Results of Simulation Using Weighted TaskTimes and Work Center Sampling . . . . . . . . . 62
10. Results of Grouped Work Center Sampling(With Weighted Task Times) . . . . . ...... 64
11. Results of TMULT - 1.35 Simulation . . . . . . . 65
12. 5-Level Baseline Unconstrained/Constrained..Manning . . . . . . . . . . . . . . . . . . . 71
13. 3-Level Baseline Unconstrained/CoawstrainedManning . . . . . . . . . . . . . . . . . . . . 72
14. 5-Level/3-Level Manning Requirements for
Same Accomplishment . .... .. ....... 74
15. TMULT - 1.35 Unconstrained/Constrained Results . 76
16. Weighted Work Center Sampling Unconstrained/Constrained Results . . . . . . . . . . . . . . 77
17. Weighted Sampling -y Two Categories . . . . . . 79
iii
N,,

1.Comparison of Progre.ssive T14ULT Increases . . . .. 819. Comparisons of Staffingj Policies
8 7
Sk,
iv
d,
LIST OF FIGURES
Figure Page
1. Skill Level Advancement Diagram . . . . . . . . 4
2. Overall Structure of Logistics Composite Model . 13
3. The Simulation Process . . . . .... . ... 15
4. Example Main Network . k........... .. 17
5. Example Subsystem Failure Network . . . . . . .1
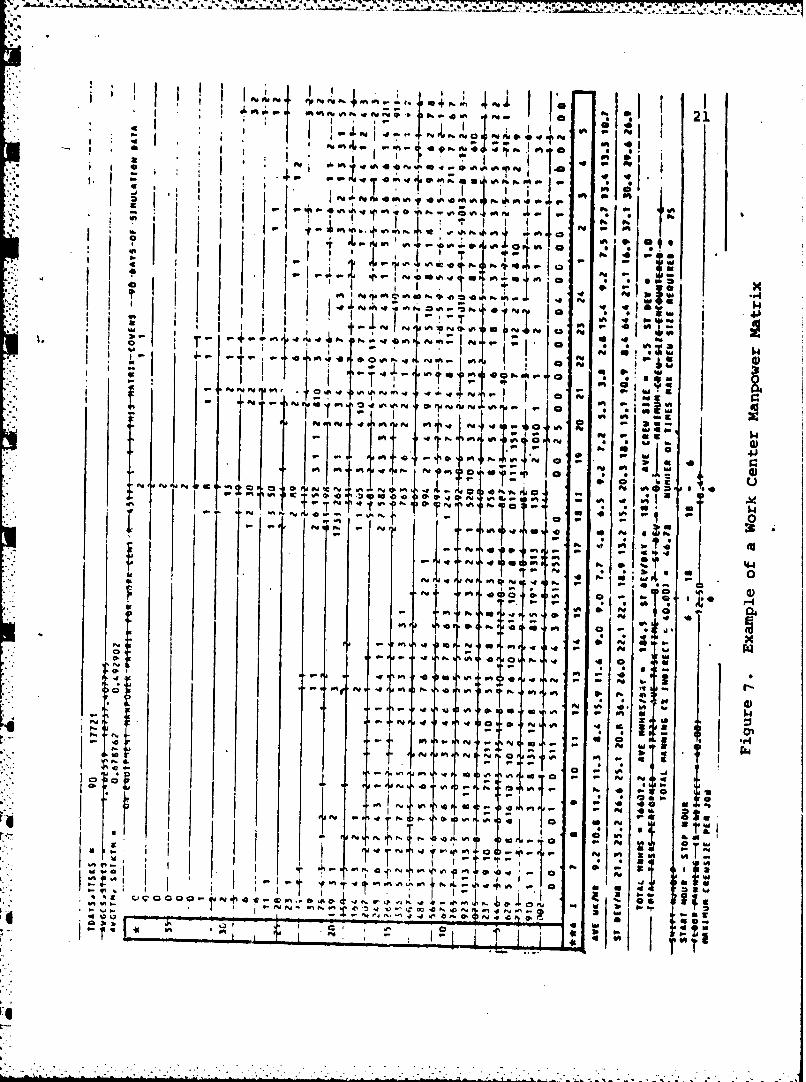
6. Example of a Performance Summary Report . . . . 19
7. Example of a Work Center Manpower Matrix . . . . 21
8. Flow Diagram for Operational Audit SamplingTechnique . . .. . . . . . . . . . . . . . . . 36
9. Research Diagram ............... 37
10. Variapce Tradeoff . . . . . , . . . . . . . . . 46
11. Assigned Perst'unpl vs Sortie Rate .0. . . . . . 91
12. Average Skill L,.,vel vs Sortie Rate . . . . ... . 92
* 13. Number of Personnel vs Productivity . . . . . . 93
14. Average Skill Level vs Productivity . . . . . . 94
i'.
b .: - - - - - ~

GLOSSARY OF TERMS"LN
AFR Air Force Regulation
DSARC Defense Systems Acquisition ReviewCouncil
Hit Matrix An analysis tool in LCOM that givesthe number of times during a slmula-"tion that any particular task or mal-function occurred.
LCOM Logistics Composite Model. A largescale discrete state digital computersimulation framework to analysenumber of aircraft, personnel, spareparts, and support equipment.
"MDC Maintenanve Data Collection. A systemwhereby aircraft maintenance data iscollected and maintained.
.MMHPFH Maintenance Manhours Per Flying Hour.The number of manhours of maintenancerequired for each hour that an air-craft flies.
POMO Production Oriented Maintenance Organi-zation.
PSR Performance Summary Report
Skill Level A number which relates to the ex-perience or job knowledge of Air Forcepersonnel.
Sortie One aircraft flight as defined to in-clude one take off and one full stoplanding.
TAC Tactical Air Command
"Task Time The elapsed time for a particular ele-ment of work to be accomplished.

.e -. 0 t
TMULT A term used in LCOM to describe thu
procesr of multiplying every task timeby a given factor. TMULT is parti-cularly useful in sensitivity analysis.
Work Center A career field or @et of relatedcareer field that mak4 up a workgroup that have responsibility forparticular maintenance of an aircraftweapon system.
WUC Work Unit Code. An alpha numericsymbol that represents a particularsystem, subsystem, or elemental parton an aircraft.
Constrained LCOM An LCOm simulation model (run) thatModel has a limited nimvber of personnel in
designated work centers.
Vii
-a-.-

CIIAPTn-R I
INTRODUCTION
Background and Research Problem
Approximately 60 percent of the total defense budget in
the United States goes to pay for defense manning.1 Some 35
percent of the defense manning is comprised of aircraft
maintenance personnel. Therefore# reduction in the costs of
eircraft maintenancwa personnel can greatly impact the over-
all defense manning costs.
The Air Force is also concerned with the recruitment of
sufficient numbers of people to maintain the enlisted force.
The Air Force is currently having difficulty recruitingj
enough educated young people to maintain present levels of
m~anning ,2
In order to reduce costs, there is much current emphasis
upon shifting wartime requirements to the reserve forces.3
'%udies are currently underway to determine to what extent
this can be done without adversely affecting the capabi-
lities of the Air Force. 11owevere the reserve units are
also experiencing recruiting problems, and a temporary solu-
tion to the manning shortage must be found.

a.'. 2
One possibility is to reduce the term of enlistment
from the current four yeorw to two years. This would have
the following assured benefits:
1. Entice more young volunteers into service.
2. Reduce the average pay scale of servicemen.
3. Make more trained personnel available to the
reserves,
4. Allow more rapid utilization of new trainees.
Some of the arguments against a reduction in enlistment
time include:
1. increase training costs since enlisted members
would have to be replaced sooner.
2. Increase manning requirements since experienced
personnel are more productive.
3. Decrease mission accomplishments since lower
skilled personnel will take longer to prepare and repair
aircraft.
In connection with the problem, it has recently been
requested that current methods of maintenance manriower
forecasting be altered to allow for effective tradeoffs
among personnel skill levels. 4 This forecasting is most
applicable to developmental weapon systems that must be
approved through the Defense Systems Acquisition Review
Council (DSARC),
The Air Force recognizes that there are three specific
,. requirements which enlisted personnel must satisfy to

% 3qualify for skill level upgrading. These requirements are:
(1) career knowledge, (2) job proficiency, and (3) job
experience.5
"Skill levels are generally defined as follows:
"1. 1-level - entry level, unqualified.
S2. 3-level - graduate of basic technical training
or initial on-the-job training, usually less than two years
experience.
3. 5-level - fully proficient and capable of un-
assisted performance, usually 1-7 years experience.
4. 7-level - fully proficient and capable of
supervising others, usually 5-15 years experience.
5. 9-leve! - supervisor or management level skills
and knowledge, usually 10 years experience or more.
Requirements for skill level advancements come from
Air Force Regulations (AFR 26-11, APR 50-23, AFR 39-23,
AFR 39-1, and AFR 35-1). See Figure 1 for the skill level
advancement diagram reproduced from AFR 50-23.
At present, maintenance manpower authorizations for
current and developmental aircraft weapon systems are
based upon an "average" maintenance skill (5-level). Thus
the research question is, "what effect upon mission accom-
plishment results from a reduction of aircraft maintenance
personnel skill levels?" In planning for manpower skill
level contingencies, management would like to know the
impact upon mission accomplishment of the average

AWARD OF VI SILLU LSV9L At$
-a.
Coc oil 0WASO OP SKILL VIS0' APMCO CCCK
J OIPEW
defle4 i Mptr 7 JoeP40PCAKVG OM PEPCIEOOC N CATAO G
gAloC 50-23aa NO NANC 14 8CeI&
* ~ ~ ~ ~~ O Fiur 1.iL Skil Lv Advacemn iga
AVrom61

maintenance person possessing a 3-level proficiency.
At present, no method exists within the military to
assess the impact of manpower skill level or proficiency
changes. The primary purpose of this project will be to
establish such a methodology. If the methodology estab-
lished by this project proves valuable to the Air Force
"within the current framework, it can then be generalized
to other services and industry.
Related Studies
One of the problems pointed out by the Comptroller
General of the United States in a report to the Senate
Committee on Appropriations is a weakness in the manpower
requirements system. 6 This report points out that the
military services operate nearly 25,000 aircraft with an
annual maintenance cost of over 6 billion dollars. Mili-
tary maintenance manpower is the largest recurring part of
this cost. Sixty percent of defense spending is for man-
power.
The military services are continually developing and
adjusting manpower requirements. Each major command of
the Air Force is charged with determining its aircraft main-
tenance personnel requirements. Most of these commands now
use a highly sophisticated, computer-based system that sim-
ulates manpower requirements based on selected input cri-
teria. This simulation systeat uses a preplanned framework
or format called the Logistics Composite Model (LCOM).

*6
This framework or language is then used as the basis around
" which a simulation model for a given aircraft organization
is designed. The LCOM technique is used to simulate the
iA teraction of the expected maintenance environment and re-
quied aircraft operations to determine the number of air-
craf\ maintenance manpower needed, and the number of spare
parts •nd support equipment required to sustain war under
some expected scenario. The LCOM system requires a
thorough understanding of computer simulation and statis-
tical techniques, as well as operational maintenance and
manpower knowledge. We will discuss LCOM in more detail in
a separate section later.
In an August 1979 technology report, Gordan Eckstrand
emphasizes the increasing concern that the weapon systems
procured by the Air Force be designed within manpower num-
bers and skill level restrictions. 7 Air Force regulations
now rtquire the use of LCOM during weapon system develop-
ment. However, Mr. Eckstrand points out, as the use of
LCOM becomes more prevalent, the model use needs to be
simplified and results continually validated. He further
discusses the manpower levels versus training versus system
design tradeoff and the requirement for further research
and development in the human resources area.
Mr. S. Craig Moore of the Management Sciences Department,
Rand Corporafion, addresses the manpower issue in terms of
skill level and pay grade. 8 He designates five categories

_ _ _ _ . .. --. . -... - -• -. -.•- . a . -L-•' - A-,
7
to study direct work accomplished. Then& categories are
reproduced an follows:
Manpower Skill PayCategory Level Grade
1 3 E-l, E:-2, E-3
2 5 E-3, E-4
3 5 E-5
4 7 E-5, E-6
5 7 E-7
He then discusses work performed upon eleven types of
equipment in terms of who (which category) might perform
each portion of the work (troubleshoot, repair, verify) and
the time required for each portion. The eleven types of
equipment addressed in this preliminary report are:
Turbine generators Low pressure compressors
Gasoline generators Turbine compressors
Motor generators Cabin leakage testers
Portable lights Engine hydraulic stands
Heaters Motor hydraulic stands
High pressure compressors
Mr. Moore discusses the average frequency with which
each task is required during peacetime and wartime and uses
what he calls a task flow (a consecutive series of required
maintenance jobs) method to illustrate the expected time
versus level .for each task. For each of the eleven types
of equipment he develops an expected time to repair,
troubleshoot (analyse), and verify based upon the manpower

•'iSi,
category utilized. For example, he uses a L.M.Fportion of a job to represent a task that is troubleshot by
a skill level 7 Staff or Technical Sergeant, repaired by a
skill level 5 Sergeant or Airman First Class, and verified
by the skill level 7. Thus, he illustrates the expected
job/task completion time for' each of the eleven types of-
equipment under any mix of maintenance categories selected.
Captains Bruce French and-Robert Steele# in a thesis
presented to the School of.:Systems and Logistics; of the Air
Force Institute of Technology, address the productivity/
capability Of maintenance organizations as a function of
authorized skill level and-outhorized number of personnel
versus actual skill levels'-and numbers of people assigned
to the Organization. 9 For.example, they used an organiza-
tion authorized 60 personndl but assigned 58 as follows:
Manpower Grid
:-Authorized Assigned
SL7 10 7
Skill SL5 20 16Levels
sL3 30 35
Total 60 58
Through the use of thist manpower grid they illustrate
that both the total number :of assigned maintenance per-
sonnel and skill levels of the individuals involved con-
tribute to the overall productivity of the organization.
In this particular example both the total number of
0.°
-, - -

• personnel, which are then portioned into the several skill
level-grade classifications through another computer program
giving all work centers the same ratio of skill levels.
They stress that all work centers do not require the same
ratio of skill levels and that the relative productivity of
3-level versus 5-level personnel has not been established.
Although LCOM can currently be used to forecast the
effect of total manpower differences in any work center
--• upon mission accomplishment, it has not been used to address
the skill level portion of the problem.
The objective of the thesis was to develop relative
productivity factors for 3, 5 and 7 skill levels irpertains
to F-4E aircraft maintenance organizations. These relative
productivity factors were intended to provide a meanau to
analyse the productive capability of a maintenance ozgAni-
zation. They considered three methods to determine the
relative productivity factorsa
1. Direct work measurement at the work locations.
2. Opinion survey of knowledgeable peoples
3. Statistical analysis of available data.
Due to the scope of the study and expense involved, they
selected statistical analysis of available data.
They attempted to use the following regression model
to ettablish the relative productivities of each skill
level%
P m + 0 3 X 3 + 05X 5 + 07X74d \,.
.. , - . , .. ., , , .. .. - . . ...... , -. • :... . ... .- 2.-: . .!_- - .. .--. . . . . .,,
10
P w estimated productivity of the organisation
Xi w the number of people in skill level i
*i a the relative productivity of skill level ±
"" - a constant
Although unable to develop the relative productivity
factors, they did bring many other considerations to light.
Base differences, weather conditions, extreme data inaccura-
cies and other factors greatly complicate this method of
productivity analysis.
In 1972, under a contract with the Air Force Human
Resources Laboratory, McDonnell Douglas Astronautics and
McDonnell Aircraft Company performed a study to determine
the relationship between subsystem design characteristics
* training costs, training difficulties, and job performance. 1 0
They used stepwise regression and factor analysis techniques
* to derive equations to predict pert.cmance time# technical
order reading time, number of errors, and training equipment
costs.
The purpose of the current research effort is to
develop a means to assess the relative productivity of
maintenance personnel possessing different skill levels.
From the studies discussed it is clear that data relating
to maintenance task times suffers from extreme inaccuracies.
It is also clear that the study time and expense of actual
* -................. • ••''': ••"•:.... .'2 •......---.."..... . .. - / -•-'.-.-".......

work measurement of the numerous tasks, and conditions under
which they must be performed, would be prohibitive. Actual
test, especially under simulated war conditions would be
impossible. The methodology utilized in this research seeks
to overcome the sho&'tcoming of previous works while
recognizing the need for a cost effective and versatile
model. LCOM is the primary tool used in this research. An
understanding of this model is necessary to appreciate this
research effort.
The Logistics Composite Model
"As noted, the maintenance manpower resources required
to support a compley aircraft weapon system represents a
large portion of the total resources of Air Force opera-
tional commands. Due to escalating personnel costs and
congressional reductions in overall armed forces manpower
levels, an ac'urate determination of required maintenance
manpower is essential.
Maintenanca manpower requirements have historically been
based upon peacetime reports of maintenancs manhours per
flyiag hour. For new systemn, contractor estimatcs were
used for initial manning. Differing flying ra%.es, mobilityI...
K:i requirements, spare pdrts levels, and the impact of number
of aircraft. among other problems, led to the search for a
"better technique to estimate manning. After several methods
were considered, computer simulation was selected because of
its uystematic in-depth Analysis of the maintenance opera-
tion and flexibility in terms of "what if" questions.

*.. . .. . . ....
12
Due to the need to repiesent an entire flying operation
including complex interrelationships that exist between
support resources (personnel, equipment, spare parts and
facilities) a highly versatile model was developed, the
Logistics Composite Model (LCOM). See Keller's Student
Training Text for an in-depth discussion. 1 1
LCOM was developed in the mid-1960. through a joint
effort between the Air Force Logistics Command and the Rand
Corporation. It is a Monte Carlo simulation model written
in SIMSCRIPT II.5. LCOM simulates the interactions of air-
craft operations and support functions at an Air Force base.
By replicating the logistics process, LCOM addresses the
utilization of support resources (people, parts, facilities
and equipment) and the impact of their interactions and
shortages upon the capabilities of the flying unit.
LCOM consists of a preprocessor program, a simulation
program, and a series of postprocessor programs. Figure 2,
reproduced from Keller, illustrates how these programs
v• interrelate.
The preprocessor, or Input Program, reformats and edits
input data to make it useable by the Simulation Program.
This data describes the environment to be simulated and pre-
scribes the initial values for required variables. The data
also describes mission requirements (takeoff time, number of
aircraft required, sortie lengths, etc.)
" I

- - -. ; :�' - - .-a..�m�-A-in.-.SA. - *.. -. * - *�* -'A..%.. -� %.'I.md N �
ii 13
K ret*.4
ISdd'4
ii Ia
'4
'A iib
0'A
I.3U
abeUt4U.
U.
U'a
*.4
C.,'
Ibs
Si3,4
4
I
6

* 14
The Simulation Program is controlled by the output Of
the preprocessor and simulates the flying of aircraft and
the accomplishment of servicing and maintenance tasks.
These tasks include refuellng, weapons loading, Ca•i on
the aircraft, In flight line shops, etc. This program
also handles the utilization and intera-tion of resources#
queuing problems, and statistical record keeping. User
provided input data determines the degree of detail for all
activities in the simulation. All activities and their
interrelationships are identified and described by main-
tenance task networks. For each task, the user supplies
the task duration distribution and the types and quantities
of resources required as well as probabilities and inter-
relationships with other tasks. The total number of
resources and resource mix is limited only by computer
capacity.
During the simulation, available aircraft are processed
through presortie activities toward scheduled missions and
, returning aircraft are processed through postsortie
activities. See Figure 3 for the outline of the sequence
of events. From the user supplied mission schedule at the
user established lead time, the model draws aircraft from
the availability pool and processes the appropriate number
of aircraft through the presortie tasks. If presortie tasks
are completed in time to meet the schedule, the mission is
flown and postflight or through flight processing occurs.

0
I-I .J4
040
PCC66C
~MI4ZjJa.V~O.ad
, 7W 4cw fA 6-3 ga444 'I)
z -3

-- .. . --1f' - -- -. .
16
The program checks for failures in aircraft subsystems
(which fail according to user specified parameters) and
after all processing and repairs are completed, the aircraft
is returned to the available pool to await assignment to
another mission. See Figures 4 and 5, respectively, for
examples of the servicing and repair networks.
The output of the Simulation Program is the Performance
Summary Report (PSR) and is produced at user specified
intervals during the simulation period which is also user
specified. The PSR summarizes statistics in six functional
areas:
1. Operations
2. Aircraft
3. Personnel
4. Shop Repair
5. Supply
6. Equipment
Other status information is available upon user request.
See Figure 6 for an example of a PSR.
The postprocess programs provide the user with four
additional (optional) capahilities:
p. 1. Postprocess Sununary Statistics - PSR information
in graphical form.
2. Postprocessor Display - Graphical displays of
selected aircraft.
!V
p.

17
zz
E H0
E-4 X 0-.
o r4E- 4 LI) 0 l t
u H' CO 4 E-
Z' ~ E-4 E-4~ U)0 C4 g~
E-4E- Uj zn~ J n
04 1X
E- NAX
u H4
LLP- o ~ 4 U1

T . ~ '
'Sl
0~ 94 C 64QC-4 I
ii~1 oI II I I i 1 4.
0 9-4 CX
Y41Iv mi %aga
(00X
NH
H o
'4 '4
E~~- LA 2 0
Erl-4 H H 4 E4
I.-.-. (44 x-
zuli
k* 5

190 0E 00 Caz 1
. .b ... .. . . . *...**~~ ~ a. 00. . o~i B
*~0 4r
-AOO QO0QOOpl.oo *10000 ** >.0 ..
a, Ei0 %1," t I t- 0Ow 0 n
O -00.0;000 0c000%0.%00 00*606
dt ~ ~ ~ ~ ~ ~ ~ 4 0 in bC .00 0a np0 S , 4"'t IL VC~ . . 0-!06
41000. OfE 00
2 N 4 O -9. aA 0 r 0 " : 0
U~~~~~ I.. C, 0 *M O.0 @ * 0
IL mu- ee0o a 0 N~ 0 m1 0 0 a 9 p Aa o
00-000 0 .000w@m0f l00v9 6 NK I n 00 a a 0( 0 Noa0
*0f 16 P9.
0 1- ea o 9: 1,~. *@ C. 00 .e.... N. 1lb-C - r . 46C so. 0.**.
0- Owft-V
z 01. v. V.w . 0 uNa Ufl Z dvlW to 0 -.
'A W WV l AJ -;a V s i
U. *.. *...........................- P.. 1"*0 *oft*%t
0 D6- .4 Z -9 J. a6 -. & 6 O
w .. A 1 A O00 A 1.PVI JO '9~ a0 1 1 9 0 'A6 U -- a .gg j e An ,ccr 0 W J a I 4c-C 1 :-~i~~ W1Oi* ( 20
64 v. is 1, 1.@ a j
0. Vi u tUZ C .- I X P 1- "I A §A
ki au uj V. 0 aLOW
UA- 4aZM %aa laL -d 4I" z N C
V.~~L .r-- I 0 "U~~~ ~W U~b A 6Ud uL .~O~JIIU wW IIww w4~ wu-a wi 44.. a 4 C
3a nV b U I 1 i f . . W Ogn I so a-t1
30 .812 .6 hO 10
*~4 M&'0 Woo nP4~ W 4UJ I3 I 4 in. %; N wo 4 0.0;;' .4 0 400 aI
SLi rdad64 . . 4 I.t.. 01~o Ps, p-N V 1t -ON
rid
* g g £ &S.L I.o.. a 4

20
3. Manpower Matrix - Summary data, by shift, for
personnel utilization.
4. Postprocessor Parts Failure - Displays statis-
tics relating to parts failure.
See Figure 7 for an example of the manpower matrix output.
The mission requirements for this study relate directly
to the maximization of sorties produced per unit time. I.i
order to compare 5-level and 3-level mission accomplish-
ments, the same operations schedule is utilized for every
simulation effort. This operation schedule calls for four
aircraft maximum (two aircraft minimum) to takeoff every
hour. Only a 24 UE (unit equipage - 24 airplanes available)
organization was considered. This number of mission
requests far exceed the capability of the simulated organi-
zation and results in a maximation effort.
Data Required and Collection Method
The data required for this project included:
1. A listing of all maintenance tasks related to
"the F-4E aircraft.rig
2. Failure rate information for each aircraft
"system, subsystem, or part.
3. The repair technique for each maintenance dis-a•- -crepancy, skill level requirements and associated repair
times, probabilities of rework and associated safety infor-
"mation.
" -
•6•
0% an F1 m, ~ 4. ftJ ON a0A r% ft 4 II0O,4 ato V 10
IT "' to IN z TO
,~EI W% N0±4:
on 4P'b' OWN g pow% 0 '401, .
jt it at O'% A
'a4Pfttall
at1PP+e.1a.5 a.S -5 Nf.
a,, I 40 1 % n 0
a~I at.
41T. A 40 1 t m4
* 4JJ wA s NW .1 o wýpý4 - A 4A'
"' "'~' 16 4 "" f y%)If. 0
'~da .4 0.1 :u0 1IA M
Oy~4 40 o 6aIO U
co,,
a.wO ` % A 0P wr

- -- --- ---- ----v
22
- ~ >1
A 0 0 00
$4- 4j93) - 4JVU4u~ 4-44 > > 0
544 OJ j.-'e. 0 4.4 04 4 -r -PE444). 4 0 0
'440 1U04.aO.0444 04 0
14 ~ 00 4
01 4) A l44 C04 4
9:0 1 0 4J M 4-4 4.)a 0 OU40 a)100 H 00404' at en 0 0 0q40 0 04N*e r -4 4J 4)-H.~) 04
rrfr V~0 >10 o-A4 4J 441 w . 0o 0%*4 -P 0aU
M 44 3r q 4 1g to i4) IAt " qU4jm(
$ )04 11 (d mr4 04- wp 404j W '-I U) O .9: r4 14f t4)4
4) 9: r4 (U q 0-'.004 -14 0)m -4
4J 14 , 2 'U ~ 0) 40.-4 0 3:-1>1 ' 4) 0 W : 4...4 0 4)L (d - 4
00 O4- 4 4 10- AS4J 0 0 0 g4 c 44
ld iv.0 ( 4j Ar-->.)(1 O H (1) 4-) 0 0 -g 04
411

23
A list of all maintenance tasks can quickly be derived
from the work unit code manual for the selected aircraft.
For this study we utilize T.O. IF-4E-06, Technical Manual
Aircraft Maintenance Work Unit Code Manual USAF Series F-4B
Aircraft, dated I June 1978, changed 1 August 1979.12
The work unit code consists of five or less numeric and
alphabetic characters and is used to identify the system,
subsystem, and component requiring maintenance.
All maintenance performed upon United States Air Force
aircraft is recorded on Air Force Form 349 by the main-
tenance specialists who perform the work. The specialist
records the work unit code to identify what part of the air-
craft was serviced, a code that identifies what type of
-intenance was performed, the number of maintenance men
"required to perform the work, the Air Force Specialty
'ode(s) of the specialists, and the elapsed time of the
irk, as well as other information. This information is
then entered into the Air Force Maintenance Data Collection
'(Mt,) system along with aircraft flying time, numbeXr of
su.Liies (flights), station where maintenance is performed,
SL home station of aircraft, and aircraft identification. See
Appendix A for a discussion of the MDC system, reproduced
"* from Air Force Manual 66-1.13
Failure information for the F-4E aircraft was retrieved
from the MDC system and processed to recover the failure
rate (average number of sorties between maintenance actions)

24
for each system, subsystem and component. Due to biases
caused by false or inaccurate reporting in the MDC inform-
ation, it has been found that the elapsed time and crew sixe
information is not always reliable. However, the number of
failures, flight time and other information has been found
"to be accurate. Therefore, this research utilized the MDC
system to collect information pertaining to the failure
"rates of F-4E subsystems and parts. For each system actual
number of failures during a time period are divided by the
total of sorties flown during the period. This mean value
is then used in an exponential distribution to determine
simulation failure sequences. Lieutenant Colonel Donald
Tetmeyer explains the rationale in one of his publications. 1 4
There are various techniques that could be utilized to
estimate the time required to perform maintenance upon air-
craft. Some of these techniques are:
1. Direct work'measurement
2. Work sampling
3. Analysis of Air Force MDC data
S4. Opinion survey of maintenance experts
The basic method used in this research to collect main-
tenance data has been developed over -he past 15 years
through extensive efforts by several manpower specialists.
Due to errors and false information found in the MDC system,
an interview technique, called an operational audit, was
used to determine the mean task times for each maintenance
rqI
S S" - - S -

Zt7~ W -- 7: .. -. .. 7' = 0
25
task associated with an aircraft weapon system under study.
The times are determined by discussion with highly
skilled maintenance supervisors and confirmed by discussion
with maintenance personnel who actually do the work. The
consensus average task time for every maintenance task, re-
quired crew size, and necessary support equipment are thus
determined. This method normally requires from 2 to 10
hours per work center (there are 15 to 30 work centers for
each aircraft maintenance system), depending upon the size
of the work center, skill of the interviewer, and under-
standing of the maintenance personnel. For each task, the
number of Air Force maintenance personnel interviewed
depends upon the similarity (range) of the estimates re-
ceived. Little variance has been found between independent
estimates for task time- received from different maintenance
specialists. Whenever differences larger than .3 hours are
detected the specialists involved are asked to convene and
produce a group consenses as to the "correct" task times.
This seldom happens.
In an effort to validate this methodology the Tactical
p. Air Command (TAC) used time study techniques (performed by
the Air Force agency that is responsible for manpower utili-
zation through a management engineering team at Seymour
Johnson Air Force Base, North Carolina) to check many of the
task times reported for the ongoing study of the F-4E air-
craft. 1 5 Lieutenant Colonel Richard Gunkel headed a group
-, A ..- . - ,- A.

S.',
"26
that analysed task time data to determine the type din-
tribution that boat represents maintenance task times. Asa result of this study the team recommended the use of the
Log Normal Distribution with the standard deviation equal to
29 percent of the mean task time. The study also confirmed
that the interview technique produced acceptable mean task
times. McDonnell Douglas Corporation is currently conducting
a study aimed at the update of variance estimate for air-
craft maintenance tasks. When their study is complete we
should possess better information about task time distri-
butions and factors affecting deviations from mean task
time.
In a further effort to validate the entire simulation
approach the group ran the simulation with operational
requirements identical to those for the actual operational
unit at Seymour Johnson Air Force Base. The results of the
simulation were reported to be within three percent of actual
results of the unit in terms of mission accomplishment,
manhours expended in each work center, and aircraft turn
""time.
It should be noted that time study techniques require 50
to 200 times as long (in both manhours and elapsed time
duration) to collect the same data that can be obtained
* through operational audit techniques. Due to the nonrepeti-
tiveness of many of the maintenance tasks involved (some
occur only once in several hundred missions) and the
4

27
varying conditions under which they might be required (rain,
snow, cold, pressure of priority missions, war, etc.) time
study techniques may be no more accurate than operational
audit techniques. For this study operational audits were
conducted at Seymour Johnson Air Force Base during several
visits during 1979. From the work unit code manual for the
selected example aircraft each maintenance specialist ident-
iflied all tasks for which his/her specialty is responsible.
Each task was identified for the type of work (remove and
replace, repair on aircraft, troubleshoot, inspect and
verify, etc.) required when a write up (discrepancy) has
occurred. The specialist was then asked to estimate the
time required to complete each task when the work is per-
formed by 5-level and 3-level maintenance personnel.
Maintenance crew size, rework probabilities, safety and
other related information were requested from each specialist.
See Appendix B for an example of the operational audit
technique. See Appendix C for an extract from the list of
"job titles, S-level maintenance repair times, and 3-level
maintenance repair time.
LCOM Constraining
When the LCOM simulation is debugged and the unconstrained
results analyzed the number of maintenance personnel in each
work center is limited and the simulation rerun. This ini-
tial constraining is based upon experience as well as the
numbers of personnel called for in the unconstrained
I k " -l:'l ' I l d :T+• -. ... .- '+ .... - -. .. .-
.~~~~ ~ ~ ~ -r ý ý7ý7 7_.ý
28
simulation. Personnel are added or dropped from the various
work centers through an iterative process until the re-
duction of one specialist from any work center causes the
simulation results to be less than that called for in the
planned scenario. Usually this is 95 percent of the uncon-
strained accomplishments in terms of sortie rate.
Although it is possible for different manning levels to
result in the same output in practice this rarely occurs.
In any event, the LCOM simulation is analyzed until the man-
ning that results is believed to be the minimum that will
achieve the desired sortie rate.
Safety, pilot morale and maintenance concepts also
relate to the current research. Each of these problems was
considered throughout the interview and research processes.
Safety Problems
Each of the maintenance specialists was asked about safety
problems that might occur if a greater percentage of main-
tenance personnel possessed only a skill level 3. Also,
quality control personnel wero interviewed in an effort to
determine safety implications of increased 3-level utili-
zation. All persons interviewed expressed the opinion that,
OI due to required adherance to technical orders and inspection
by higher skill level maintenance supervisors, safety
(ground or flying) would not constitute a problem. A review
of quality control records did not establish a basis for
believing 3-level maintenance is inherently less safe than
F6•

29
5-lovel performancu. flowever, this area may require exten-
sive additional research prior to forming firm conclusions
about safety implications.
Pilot Morale Problems
In an attempt to assess a possible impact ot a main-
tenance skill level decrease upon pilot morale, the author
designed and distributed a questionaire to a sample of Air
Force pilots at Wright-Patterson Air Force Base, Ohio. See
Appendix D for a copy of the survey and some initial
responses.
The first four questions were intended to determine if
there is a pilot morale implication and last two questions
were intended to elicit additional information about pilot
reactions to maintenance skill level changes. Due to the
small sample size and the subjectivity of the responses, it
is not possible to draw firm conclusions about maintenance
skill level reduction effect upon pilot morale. However,
one might note the alternatives suggested by concerned
pilots. A more in-depth survey of aircraft crew menbers and
maintenance personnel is suggested prior to implementation
of any planned skill level reduction.
Production Oriented Maintenance organization
Production Oriented Maintenance Organization (POMO)
"refers to a maintenance organization method that seeks to
gain greater overall productivity by utilizing available
maintenance personnel to assist in tasks that do not fall

30
within their specialities. POHO has been implemented and
"is being evaluated at many Tactical Air Command bases.
Although P0140 was not considered during this study, LCOM
now has the capability, through the use of resource sub-
stitutability to incorporate POMO into future studies. See
Keller for an in-depth explanation of POMO. 1 6
Research Objectives
The objectives of the current research effort are:
1. Provide a method to account for various skill
levels in mdintenance manpower forecasting and mission capa-
bility assessment.
2. Illustrate the use of digital simulation to
provide a means to analyse the effects of skill level
changes.
3. Demonstrate the use of computer simulation to
verify sampling techniques.
4. Demonstrate the use of interview techniques to
establish task times for different skill levels within a
complex aircraft maintenance organization.
1.--

CHAPTER II
RESEARCH METHODOLOGY
Research Description
The objective of this research is to develop a method
whereby an analyst can forecast the effects of varying the
skill levels of personnel within a military aircraft main-
tonance organization. To accomplish this objective the
author has adapted a large scale computer simulation model
of a military aircraft maintenance organization. The inputs
to this computer simulation model are varied to test
the effect of various maintenance task times that relate to
the possible skill levels of the maintenance personnel that
make up the organization. These task times are developed
through an interview technique with maintenance specialists.
Task times for each task and each skill level maintenance
specialist are collected for the F-4E aircraft system. The
computer simulation model is then used to compare the results
of several possible scenarios of differing average skill
level within the maintenance organization.
Various sampling techniques are used to determine the
least amount of interview time arnd computer model manipula-
tion that will 'proVide the. same simulation results as the
31

32
complete interview encompassing all maintenance tasks in-
volved with the subject aircraft. The purpose of the sam-
pling is to reduce the cost of the interview process (called
the "operational audit").
The coats associated with a complete operational audit
relate directly to manhours required and elapsed time. A
single interview will discuss task times for up to 100
different jobs. Each job may entail 10 minutes of dis-
cussion. Usually 2 or 3 specialists are interviewed for
each work center. Thus, we are talking about some 20-30
minutes to develop the task time for each job.. For the F-4E
aircraft, there are some 2,000 tasks which relates to about
670 interview hours. The sampling technique developed in
the research calls for about 150 tasks to be sampled. This
relates to 50 interview hours. Thus the sampling technique
results in considerable time saving in the interview task
alone.
Also the sampling technique results in simplified comn
puter model manipulation and thus saves additional time.
Through the techniques developed in this research the total
elapsed time to adapt a current computer simulation model to
account for an average skill level change (this includes
interview time and computer simulation model adaptation)
can be cut from four months to about one month.

33
In particular, this study defines and demonstratep
the utility of the "operational audit" technique to acquire
the estimated task times for all the maintenance tasks per-
formed by average (5-level) and low (:A-level) skilled
personnel performing maintenance upon the F-4E aircraft.
However, heretofore, the operational audit interview tech-
nique has not been utilized to collect data pertaining to
skill level productivity differences. This research adapts
the operational audit technique to collect data pertaining
to task times for 5-level and 3-level maintenance personnel.
The information gained in the operational audit is then
used in an LCOM computer simulation model to prepare a
series of computer simulation runs. These simulation
results will compare 5-level and 3-level skilled maintenance
personnel productivity. In Figure 8 these 5-level and
3-level simulation efforts will be referred to as series A
and B, respectively. The effect of the skill level reduc-
tion upon mission accomplishment, maintenance manhours per
flying hour (MMHPFH), and manning will be analysed., A
separate section will explain what is considered as a signi-
ficant difference.
Series A and B are computer simulation models of the
same maintenance organization. Series A incorporates all
5-level maintenance task times as determined by the oper-
ational audit technique. Series B incorporates all 3-level
r4 maintenance task. times that are also determined through the
~~~~~2 2,*~ ---~
34
operational audit technique. All maintenance tasks are in-
cludcd in the oparational audits that develop inputs (main-
tenance task times) for series A and B. These tasks times,
as they differ for 5-level and 3-level skilled maintenance
personnel, are the only difference between series A and
series B computer simulation models.
If there is no. significant difference between the series
A and series B result, in terms of mission accomplishment,
manhours expended, and number of personnel required we can
determine that no adjustment need be made to the original
5-level model to enable us to forecast the effect of using
lesser skilled maintenance personnel. Indeed, this result
would mean that lesser skilled maintenance personnel are
just as productive as the average skilled personnel.
If there is a significant difference between the series
A and series B results we will be able to say not only that
a difference exists, but we can say what the relative pro-
ductivity difference is between a maintenance organization
manned by all 5-level personnel and one manned by all 3-
level personnel. In this case the research will continue
in an effort to determine the simplest method to forecast
the magnitude of the skill level productivity difference.
7__- Due to the large amounts of time required to perform a
complete operational audit we would like to test the
"feasibility df incorporating various sampling techniques
into the operational audit phase of data accumulation. The
....... - - I..t.-..-- -'

35
sampling that we are evaluating pertains to the numberor
percent of maintenance tasks that we must include in our
operational audit so as to develop a task time difference
factor for a maintenance organization or suborganization.
To be feasible, these sampling task time difference fac-
tor(s), when incorporated into the 5-level simulation model
must result in"the same productivity and manning as the
3-level model that was developed from a full operational
audit. See Figure 8 for the flow diagram in the quest for
the simplest operational audit sampling techniques.
Figure 9 represents a mathematical approach to this
research design. One can visualize this as the LCOM model
of the real world. The vertical columns then represent the
specific limitations or manipulations required to analyze
"the various techniques to simulate the real world situation.
The real world side is narrowed to the F-4E organization.
It is further reduced to the expert opinions of the task
times required. Then the real world is narrowed through
averaging, sampling and grouping techniques.
The LCOM simulation of the real world is limited to the
F-4E aircraft. Inputs are obtained through the operational
audit technique to compare 3-level and 5-level output para-
meters. Further comparisons are made using the LCOM simu-
lation and averaging, grouping and sampling techniques.
First let -us average the percont expected time differences
to complete every task (including rework'probability) with
rg

44&
V
' 36
-4 0 d
CAI
U03
-C-
hi;.j
,
i
hihia #A---hia'
0-4
A A4-Jn bazlzj 1
CK Z ~ ) a!
ha W.. ga R ý
22~~ w aaP-4
44 '-.
m - I -I ?A
U) rn
CL) 1-i
P ") L L. 3
c.D0 LAU) wa
4~z tnw - ,a
U2 C) ma. h
4 r- N 3L"C z -U1- = w 9
L) L)2-L
~ f l ~ * - 4 L L 0 o . - *S- - - -

37
E-4 .
raw u H NCJ i.
zT t
w~ E- .HmOj
E- F*10 A 0 - .
th%0 El C
rf A CQ ý3 W Uqr E-4
WOH
> D4 C6
in U) 39 0o4 w '0 z
44L
XHý1,0 t14 --
0 :AIrN t2
0 ~ ~ ~ ~ ~ ~ ~ I 0 I-4- w1- 4U W 4 .ai
00u

b~hm &
38
04.
64 4)
O~cnu)
4-E-I-IH E &500
4 4 0 u
C4 H4WZEs
H4 .4 E-4 Wf ZON
H Hx 0> 0 H E-4r~~r
E 6 E W 4
<0 ,4"
1. '12- 0• • 0 91 1

39"3-level skill as opposed to 5-level skill. Applying this
factor to all maintenance tasks in the original 5-level
baseline simulation we rerun a series of simulations. The
results of this series (C) are compared with the first series
of 3-level skill simulation runs (series B). If there is a
significant difference, this averaging technique is not valid
so we would proceed with the analysis of task times averaged
by work center.
"If, on the other hand, series B and C are not signifi-
cantly different a portion of the tasks will be sampled.
The percent time differences will be averaged, and compiter
simulation series D performed. If series D and C are not
significantly different, one can conclude that the effects
of skill level differences upon mission capability can be
estimated through this sampling technique and computer simu-
lation. Only a sampling (see section on Sampling Size) of
other aircraft maintenance repair time differences needs to
be analyzed to use the computer simulation technique to
estimate skill level effect (indeed, the same correction
factor may apply to other aircraft systems as well, but will
not be validated at this point).
If series B and C are not significantly different,
series D is merely a confirmation as to the size of the &am-
ple required to estimate the population mean (here the popu-
lation mean is the mean of the series C results).
If series B and C are significantly different, the task

40
time differences by work centers can be averaged and computer
simulation series E performed. If there is a significant
difference between series a and E, the sampling technique is
not justified. However, if no significant difference is
detected, the task time differences by work center in a
valid method to determine skill level effect. Furthermore,
randomly selected samples from each work center can be used
to test if the work center effect can be estimated by a
technique similar to that described above. Figure 8 gives
a guide to the simplest operational audit sampling technique.
Data developed from the above research plan will be
presented as follows;
"FIG. 8 SORTIES/AIR- SKILL TASK TIMETABL SERIES CRAFT/DAY MMHPFH LEVEL COMP. METHOD
3, 5 A 2.3 37 5 OperationalAudit
4, 5 B 1.8 50 3 OperationalAudit
6, 7 & C 1.7 55 3 Averaging/11 Simple Random
Sampling
8, 9 D 1.7/1.8 54/49 3 Work CenterGroupingr.
10 E 1.8 51 3 CombinedGrouping
Sample Size
Suppose, for any work center, we wish to take a sample
that will insure a 95 percent probability that the error of

41
the estimate of the rample mean 1•1 percent time increase
will not exceed 5 percent of the mean. For large sample
"sizes, 1 tends to be normally dist-, buted with mean i and
variance ' 2/n. Thus for a 95 percent confidence interval
we have
SP + 1-966 4 4 it- .95
Therefore, for an error of the estimate to be .l11 we
set this value equal to 1.96o and solve for "n".
"*, This gives
1.l960.lx
Since we do not have a let us substitute the sample
estimate "s" as an approximation. 17 Also, since we are
anticipating a small value of "n", we will use the "t" dis-
tribution to obtain the coefficient for s//n. Now we can
use the "s" and 3f for each work center in a progressive or
iterative fashion to keep an ongoing X and "s" and add new
random samples until the formula
t 8 2
lX
gives a value of "n" that is less than or equal to the cur-
rent number of samples for the work center under consider-
ation. As a first effort, 25 samples (for all work centers
that have more than 25 tasks, elsewise a 100 percent sample)
were drawn from each work center. The computed mean,
"sample size, sample variance, number of samples required for
* a 95 percent confidence of work center mean task time
42
within the range 1 * .l1 and the actual 95 percent confi-
dence range for the currant sample are presented in Table 1.
For reasons that will be apparent later, the statistical
techniques and number of samples chosen is sufficient for
the purpose of the study.
Some of the parameters that can be used in such a test
includes
1. The work hours for each work center.
2. The average preflight preparation times.
3. The average postflight service time.
4. The total number of sorties accomplished.
As explained in the previous section, baseline (series
A or B as appropriate) results are compared to each pro-
gressive experimental design step. The significance can be
estimated by using an F-test. The null hypothesis (Ho) in
each case will state that there is no difference between the
mean value of the parameter under consideration for the
baseline 3-level simulation and the alternative method being
compared. In this way we can progressively compare'the
baseline 3-level output to the baseline 5-level, the 3-level
using averaging, the 3 level using simple random sampling,
and the 3-level using group techniques.
To calculate the power of the F-test, four quantities
'I must be known:
n - the number of observations in each sample
- the significance level

43
94 IOU
too k.a" i a t Vj 1.. 4
-ln Z i
4.4
-fli Asia
A. . I- .4 .0 Uz
-8 - -IaOoa~w a0
&%:4
.'4 I
i
bAa
e ll3n ; vi4L - . a .

44
02 - the population variance
ii - the actual means of the treatment population
The first two are controllable but the latter two quan-
tities are only estimates.
However, from Lindman we learn that the e-test is the
most powerful, practical test of the HO and reasonable
estimates of the power can be made. 1 8 The estimate can then
be used to determine how large an "n" will be needed for any
specified significance level and power.
For example, let us compare the manhours for a given
work center using normal skill levels and low skill levels
assuming 25 manhours per unit time as the difference in mean
time that needs to be detected. First, choose .05 as the
"significance level (a) and choose .9 as the desired prob-
ability of detecting such a difference (the power of the
test). The number of observations (n) per group can then be
estimated from Table A-10 in Lindman to be about 15 obser-
vations in each group.19
From this starting point one can make 15 simulation runs
for each of the two groups in the analysis and calculate the
sample variances to check the estimate of variances made
previously. Now the number of simulation runs necessary to
achieve the desired significance and power of the test can
"be recomputed.
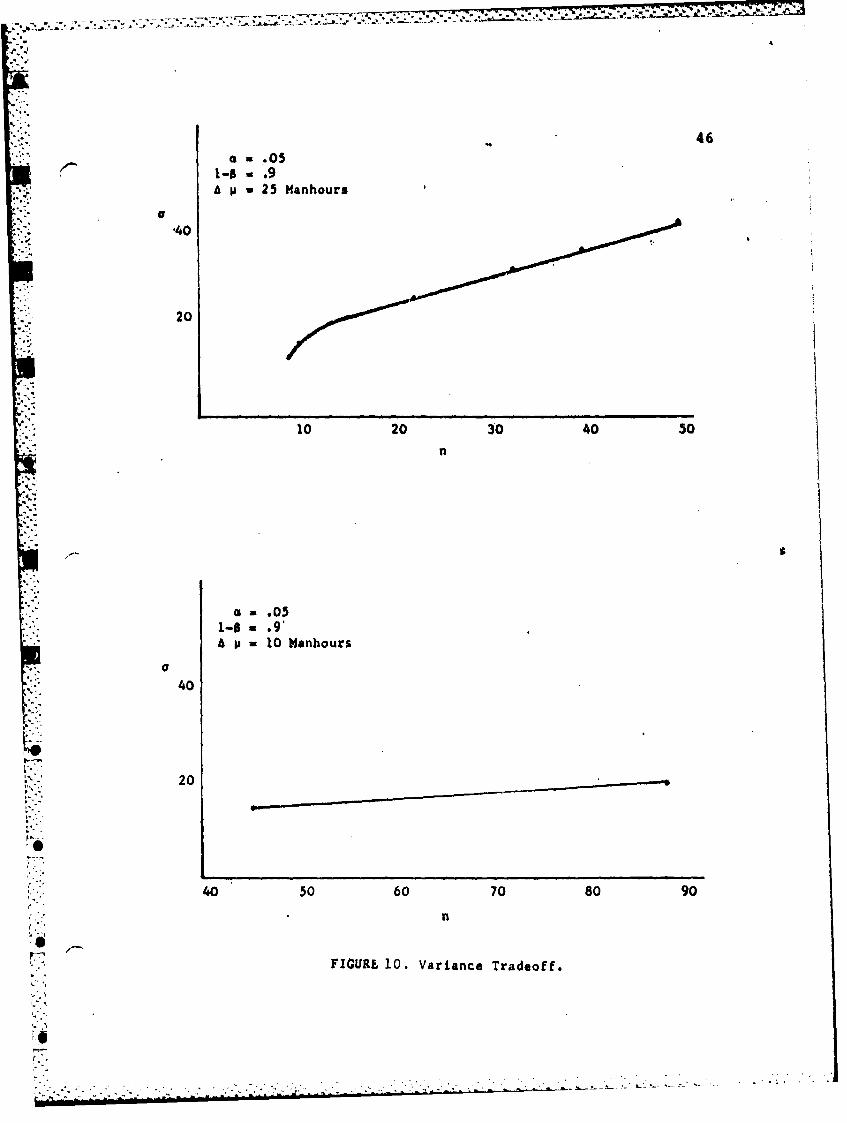
The daeired power and significance--say .9 and .05
respectively--can be seen as a tradeoff of variance and

45
required number of simulation runs for the hypothetica.l work
center of our example (see Figure 10).
Also one might note that the confidence limits for the
actual mean values for each work center can be calculated
from the equation
-~j bs ,<k t
where
X = sample mean
2'2 s sample variance
n = number of observations in sample
b = number of standard deviations associated with
This calculation will be helpful to determine the magni-
tude ,f the effect of skill level changes within each work
center.20
-t I. 7 ,, . ,-.. - - * - ............ .. .. . . ..... ___ _______
.11
46I-. 0 II.05
S-l -. 9A y , 25 Manhours
a
,40
20
10 20 30 40 50
n
A..",
G = .05
"A ,, -10 ManhoursIU
40
20 -'-2
02
40 50 60 70 80 90
FIGURL 10. Variance Tradeoff.
0,

S.
CHAPTER Ill
ANALYSIS AND RESULTS
Task Time Comparisons
There are over 2000 total tasks and 28 different work
centers (career designations or specialities which were
chosen for this study) for the F-4E aircraft. For each of
these tasks, elapsed time estimates were established throuqh
the operational audit technique for 5-level and 3-level
maintenance person: I. Appendix C contains the times for all
tasks for each skill level. Table 2 gives a listing of all
work centers, the number of separate tasks for each work
center, and the average ratio of 3-level divided
by 5-level task time. The variances for sampled task times
are also reproduced in Table 2.
Simulation Analysis
The output of the 5-level maintenance simulation runs
appears in Table 3. This is series A in the experimental
design. The output includes the average sorties/aircraft/
day, the total maintenance manhours per flying hour, the
maintenance manhours per flying hour for each work center,
the average presortie and postsortie processing times.
The mean figure for each category is calculated as well as
47
......................

44
loft
.WO
~ssa48
~.VIA
-p4 A~
4w -431
I'm
4~ 4J311ft 1 -
qwavt~
Ir U~JUJN f
ul-
Uk4. -F

49
4 jvag jaoll 14
. 4
~~~via .61j *
Id o VIA N 1 4 It
'I **4 -ia1 LN c,'*' 4.1'1111 U . a
o~ 0~~.w!o~ v 10." A luo~*W
43AA 611.oj) -t
S~l3Il~p~j~.a~- - -6
aw a Q *
-4n

50
the variance and number of "runs" necessary to be 95 percent
"*- -. confident that the actual mean is within 10 porcent of the
simulation mean. The number of runs is calculated by the
statistical technique previously described on page 41.21
These data come from 140 days of simulation. The first
90 days were used to calculate the variance and estimate the
number of data points required to meet the confidence limits
stated above. An autocorrelation program was also utilized
to determine how many days need be simulated to constitute
each independent data point. The autocorrelation effort
demonstrated that any one simulation day is not statisti-
cally correlated with any preceding or folldwing day. Due
to the extremely large number of occurrences each simulation
day, these results are intuitive.
The output of the 3-level simulation runs are presented
in Table 4. This is experimental design series B. The
same information is provided as for the 5-level maintenance
simulation evaluation. For this simulation effort every
task time has been evaluated and changed as necessary to
account for the additional time required for low skilled
(3-level) maintenance personnel.
Clearly there is a large difference in mission capa-
bility when low skilled maintenance is utilized. The most
"significant numbers to compare at this point relate to
* average sorties/aircraft/day and MMIIPFI (76 percent as many
sorties produced and 134 percent as many manhours used).
K1.

%7!Z;-' 4;-~. ~ .
51
4we
.4 r P. 4I~luaw~wAI~u* P. gJWuo Q a
'a t~u Ibdail~.
4%4
It N a Void
o4o -- I-I~- ~ -P.V~IpIt-
.*'...."ad F~ .
- .Q..n~'4 11, . * # . * P
3190 lf% og l~a .1 4 4
441*V I A 1
rflItg S $bu V4a p44 in 2
CIL.
b UhIal8 .a .
i.-
- , -®R

52
See Table 5 for the comparison of each work center. HNot
that these are two extreme positions. The 5-level baseline
situation stems from the assumption that all assigned main-
tenance personnel perform at the 5-level rate. The 3-level
- baseline situation comes from the assumption that all
assigned waintenance personnel perform at the 3-level speed.
Having demonstrated a significant effect from utilizing
3-level maintenance, it is now necessary to find the sim-
plest method to forecast these results without the need to
perform a full operational audit for each aircraft weapon
system. This leads to the experimental design series C.
By weighting average sample work center task time per-
cent increase by the number of tasks within each work
center, the overall average percent of task time increase
when maintenance is performed by 3-level versus 5-level
personnel is 149.4 percent. This percentage is developed
as follows. We sample each work center to get an average
"percent task time increase for 3-level versus 5-level
"maintenance. Then we weight each work center's percent
task time increase by the proportion of total tasks that
fall within that work center. The result is an overall
average task time increase factor of 1.494. Because we are
anticipating further uses for our data a stratified sampling
technique is used to collect. Now we multiply every task
time in the original 5-level simulation program by 1.494
* - and then rerun the simulation. In LCOM this figure is

"53
..... I5eIN.lANN
i.IN'
101 .-'~~ . . e 44 A
It I IN I
"". ,..
, , *
•l .,****f I .5i
.4 "
- Ii see I
*ll.I :
V Jfl )h JCl JiVSal
C op ci al l to DTI -oe -o
*ponaft -fflyl egibl
0 I
-"o
* Sl. PIJsg - N -I..
C Cs I 4
-S ,*" I. i
-:
iU.htisil Iiglisl
i •5 P Pu
*
C se C. ,l gi l r pd cto
S.. .. . . . ... : • , :• _ .. - : . . . :. . . . ,: ,- . ,:- • - :' '• . • .at_.... . * p. . .

--.. . . .. _-, -. , . . .- ," , ." , •' " :% .• ' % ' .- , ,-• o.
54
called a TMULT (Task Time Multiplier). The results of this
technique are presented in Table 6. Again the same con-
fidence limits were used to determine the run lengths. We
will make use of these stratified samples again when we con-
sider data grouped by work center and other grouping methods.
Another, and more precise way to calculate an overall
task time increase factor is to weight the average sampled
work center task time percent increases by the average
maintenance manhours per flying hour ratios from the 5-level
simulation results. This additional weighting takes into
account the number of times each particular work center
performs maintenance, elapsed maintenance time, and crew
size as well as the average task time increase for 3-level
versus 5-level maintenance personnel.
The results of this method of averaging is an overall
task time increase factor of 1.463. Table 6 also displays
the results of using TMULT = 1.463.
Since both of the preceding TMULT calculations round
off to 1.5 when using two place accuracy, Table 7 includes
a TMULT factor of 1.5 to check the sensitivity of the LCOM
simulation in relation to these different TMULT figures.
From Table 7 note that these three TMULT value give nearly
the same results.
Significant Differences
"The term "significant difference" in the sense utilized
for this study depends entirely upon which question is to be

A75 *-7-7777777-77~
* 55
ft~I St'.14N
P5Itt~ti -
PS -.1111.* -
*V~ttSSS~ttt S~ttA~tT
.).I if '.5 ,1
At it,.I.g~ 4 A,,S
ow 0
N1
COPY avial tct Dii' not t
,tt~~SSS.SII St Iit Nul legibtle~f .5 45 - PS -

56
V vI
'.it
a4I~dW*~~~u 4 A~dII:
bUV 0 -.
4 - b
W5146WAWU .
IWI~JL U ~ ~ fto
0.6w55^
4:0114:,11 JWI2
AL114,VA'AI Ibj
KAd - - N N
5~w

57answered. In terms of sorties/aircraft/day a difference of
10 percent or approximately .2 sorties/aircraft/day is con-
"sidered highly significant and a difference of 5 percent or
.1 sorties/aircraft/day is considered notable. This is a
consensus from past LCOM studies. As can be observed in
Tables 3 and 5, the sorties/aircraft/day do not significant-
ly differ between 3-level baseline (Series B) and the three
TMULT efforts (Series C).
In the case of maintenance manhours per flying hour
"(MMHPFH) management uses 5-10 percent as a significant
difference. As explained previously, the "n" (number of
simulation data points) required to be within 10 percent of
the true mean is calculated. The "n" required to insure
the power of the test to be at least .90 is also determined.
In all cases the number of samples/simulation days meet both
requirements. As can be seen in Tables 4, 6 and 7, the
MMHPFH for the 3-level baseline (Series B) simulation effort
does differ from the three TMULT simulation methods (these
three methods do not significantly differ from each. other)
by nearly 10 percent. In all cases the TMULT methods
require less average presortie preparation time but more
postsortie time. We shall pursue this later.
Work Center Task Time Increase Factor
Before looking for an explanation to this "coincidence,I
the Series E section of the experimental design is analysed.
Whereas the TMULT methods grouped all tasks irrespective of
a

58
work center, this time we will consider each work center
separately for the purpose of the simulation.Multiplying all tasks within each work center by the
average task time increase for the work center (as deter-
mined by the stratified sampling by work center) and rerun-
lning the simulation effort produces the results in Table 8.
Remember that we initially collected our samples by work
centers and calculated the number of samples required from
"each work center to meet the 95 percent confidence restric-
tion. We now apply the work center related factor to all
task within the baseline 5-level simulation to produce our
estimated 3-level output. The sorties/aircraft/day, and
all of the work center maintenance manhours per flying hour
are in line with the baseline 3-level (Series B) data.
However, the difference in the total MMHPFH is significant.
*[ Other Grouping Techniques
Now let us divide the work centers into groups and treat
each group as we previously treated the work centers. For
example, choosing three groups by comparing the average per-
cent time increase for each work center. Then, using
natural break points, we can divide the work centers into
categories according to the task time increase factors. The,J difference in the task time increase factors can be grouped
into small, moderate, and large difference categories. Each
5-level baseline task time is then multiplied by one of the
three group task time increase factors from the following;
-a-

59
Small Difference Moderate Difference Large Difference
32SX0 1.34 321Q2 1.51 325Xo 1.58328X1 1.32 325X1 1.46 328X3 1.61328X4 1.36 404X1 1.46 324X3 1.56329X0 1.37 423X0 1.46 431F1 1.58423X5 1.34 423X1 1.44 431R1 1.64431Y1 1.31 423X2 1.49 531X0 1.62462G0 1.18 423X4 1.50 531X3 1.56462W0 1.30 462X2 1.44531X4 1.38 461X0 1.50
462L0 1.47531X1 1.44531X5 1.50
The unweighted mean is then calculated for each category.
All tasks for each category, as utilized in the 5-level
baseline situation, are then multiplied by the respective
task time increase factor.
A simulation was run utilizing this grouped work center
technique. As can be seen in Table 8, the results are quite
similar to those of the work center sampling technique.
Again, the total MMHPFH result is significant.
In an effort to determine why the total MMHPFH for each
sampling effort was larger than the total MXHPFH for the
baseline 3-level simulation, this author discovered that the
"tasks for which the 5-level and 3-level times are similar.4
are done more often than the tasks for which the 5-level and
3-level times differ greatly. When looked upon from another
viewpoint this discovery becomes quite intuitive. Tasks
which are performed more often, therefore being more repeti-
tive or ordinary, lend themselves to being mastered sooner
by the new 3-level maintenance personnel. Whereas tasks
which are less repetitive (often longer, more involved

60
~~~*id4Aj P114 IIIloIsu 0,1 ~8
6W. I~d b A%-
~Wi~Will 4J 4
IWIWW4JI~ij ~ N P~I IVA,
au ,1* 0J
W-. A W,
m v- IM lI~l 4
hii
4'. hjuvi.iA d 4u I, L
9'. - -4~ utui. iunh.j
mJu4W~~ Vv A V -!O U IJ"I N4
)ijVjA .. ..-
41il U ,., 4
.4 41 4wN --I W W
. -SK
IA."

61
tasks) require more experience to be mastered. This is not
saying that these particular tasks must be accomplished more
often in order to be mastered, though that may sometimes be
the case. Rather, the 5-level, due to his longevity,
relative experience, and greater likelihood of having seen
or performed this task more often, has gained the speed ad-
vantage over the newer 3-level.
For example, if task A (say refueling an airplahe) is
performed for each sortie the 3-level will quickly learn to
be as proficient as the 5-level maintenance person. On the
other hand, task B (say troubleshooting an electrical wiring
problem), which may be performed only one each 1000 sorties,
the 3-level may need much more time, on the average, than
the 5-level maintenance person.
Let us now weight the sampled task by the relative
"hits" that occurred in the 5-level simulation effort. That
is to say, weight the task samples by the relative propor-
tion of time that each task occurs. The simplest and quick-
est way to do this is to look at the output of the 5-level
baseline simulation. From the "hit matrix" we can see the
number of times each sampled task was performed in that
simulation effort.
The average, weighted, task time increase factor for
each work center can now be recomputed. When utilizing
these factors (see Table 9) all parameters are in line with
the 3-level baseline simulation. Once again we divide the
-----------------------------------

62
.4 -4 -4I
b -b,# . - - -
IN all-
Jj~gUJ~iUUqJ Oki
-uu..U~
1# AOhUM'L* ~ ~ s.
'.4 4u. 1- nNo u
c -. V nL
4- d*jUJS4 WSA b Uo' . o - o4'. ~ ~ ~ ~ u r
4 . ~I"15 .4'4. - .4 -Q
-. '.v
- "..-...-.. 4., . * .4 .., o.lo,,
Is .1 -
AlaiVu.NAdd "Q J Ahi'to 3111 vj pId) u4
A. amf '*' 4.. Il um4
-. ~ 3 A VAJU~~ jA I~ a~'
4 '. -c .- t- _
a .. 4
.4i -c 4L.L -W i

63
work centers into groups. This time, since there are no
groups with a factor greater than 1.6, use two categories.
Weight the factors by the number of "hits" as described
previously. This yields 1.25 as a TMULT for all work centers
that had a task time increase multiplication factor less than
1.35 in Table 9, and 1.50 as a TMULT for all work centers
with a weighting factor greater than 1.35. The results are
presented in Table 10. One can also recompute the overall
TMULT factor using this weighted sampling technique.
The results of rerunning the Series C simulation effort
with TMULT = 1.35 (see Table 11), verify that the four para-
meters all meet the established significance criterion (that
is, no significant difference between Series C and Series B).
Thus each of the three methods that utilize the final
weighting technique produce the same results in terms of
sortie rate and maintenance manhours per flying hour. How-
ever, some of the individual work centers do not remain
within the 10 percent guide in terms of MMHPFH. Before
analyzing this individual work center difference, the
current results are summarized.
Depending upon what question one is seeking to answer
one can now select the sampling technique that best resolves
the problem. If one wishes to know only the change in ex-
pected sorties/aircraft/day, a simple random sample of size
"n", when n = 1 2 as defined previously, will sufficea X
to determine the TMULT factor, which can then be used to

I, 64
-4-~ '. V4 .4 N I'~4IuU ON % a
I~dU4UQJIA~l NUU~b.AAJ4j
bw -JA 4 1 -a
I if 4 *
It*I~l~dI 2~.
*' .4 M At
- .- o
A' 4~a
#-UAW W, ~ . JIt . .
-.~~u it I .E54(w 1
ua -4
oli .m .4ou o
Vil4~A4g I A4 %N~g4 8 uw :1 vw W
-vj~ M,4 ,4 .
-C,
tot SO
uO~WJ3I
I'A
16 334* EN S 6"
jo

65
'S 4 4 4 ~WON
CA4Id 111Jd,& - f
.4 V
ag As
I.~~J~*Id -' I tl3IIJI
44
14I Id v IM
le1 w IN
U~l~4A~N III0IM~ ~~ ;
IVI~JJL A

66
resolve the question to the desired accuracy. if one wishes
to know the effect a skill level change has upon total main-
tenance manhours per flying hour he needs to weight the
samples by the number of hits from a current 5-level simu-
lation run. If he wishes to know the effect upon average
"presortie or postsortie preparation time, the same method
- will work. However, if we wish to know the effect upon
maintenance manhours per flying hour per work center we
must use a stratified sampling method in conjunction with
the "hit matrix" from the 5-level simulation. For the last
problem group the work centers into two or more groups and
then use a different multiplication factor for each.
,•",
6.
h

CHAPTER IV
ANALYSIS AND RESULTS WITH LIMITED MANPONER
The Constraining Process
The most important question temains, "what effect upon
mission accomplishment results from a reduction of aircraft
maintenance personnel skill levels?" Up to this time there
has been no mention of a restriction upon the number of
personnel in the maintenance work centers. Indeed, the
assumption has been unlimited manning. This is, whenever
the simulation program called for maintenance personnel,
they were available. There were no queuing problems.
Tables 12 through 17 will present the constrained
(limited manpower) data in the following ways
FIG. 8 SORTIES/AIR- WORK CENTER SKILLTABLE SERIES CRAFT/DAY . ikfl MALPL.- U YL12,14 A 2.2 37 210 513,14 B 1.8 49 274 3
15 C 1.8 49 274,: 3
16 D 1.8 49 274/0 3
17 E 1.8 51. 274/0 3
* This flow plan is the same as described in Figure 8 and used
for the unconstrained manpower model.
67

68
We will follow the same process to determine the con-
strained manning situation as we did in Chapter III with
the unlimited manning situation. First, we will limit the
manning available in the S-level baseline simulation to
establish a constrained baseline. This is series A! Then
we will limit the manning available to the 3-level baseline
model which use 100 percent operational audit task time
data. This is series B1 From here we will proceed with
averaging, sampling and gropping techniques to determine
- the feasibility of using a simplified technique to reproduce
the results of series B" As in Chapter III we will a&ain
compare sorties/aircraft/day and MMHPFH but in addition we
must include a comparison of the manning package broken
down by work centers.
This manning package is essential since we must be pre-
pared to analyse the expected differences in mission accom-
plishment as a result of skill level changes. The expected
sortie rate and manpower deviation for each specialty are
of utmost importance to the decision maker in planning for
various contingincies.
Ki With limited manning the maLntenance organization can
not achieve its maximum sortie rate. It is common practice
to use LCOM to determine the minimum manning package that
will allow achievement of 95 percent of the sortie rate that
is possible with unlimited manning. As explained in the
LCOM manual, the available manning is limited in an
- . -.

69
itursative fashion until the minimum manning# by work centers
is determined. That is, the mninimum manning that will pro-
duce the required results as defined in the desired scenario.
In the case of an F-4E model we initially reduce the man-
ning in each work center by reference to the matrix output
(see page 21, Figure 7 for an example matrix) for the appro-
* priate work. The objective is to assign a limited number of
personnel to each work center while still achieving a high
sortie rate. To achieve this the LCOZ4 analyst observes how
man,7 maintenance specialists were used in the unconstrained
simulation runs. The analyst further notes how often parti-
cular numbers of specialists were required for the subject
work center. The analyst then subjectively assign the number
of specialists to be available to that work center for the
following simulation run. While allowing so-me maintenance
tasks to be back ordered (that is, to wait until the required
specialist(s) is available) the overall effect should not
cause the loss of a significant number of sorties.
The analyst does the same type of analysis for each work
A center to establish the initial constrained manning package
estimate. The simulation model is then rerun and the result
observed. The overall sortie rate and the manpower matrix
ittow augmented by a manpower back order matrix) for each work
center are again analyzed.
once again the LCOM analyst studies these simulation out-
* puts and establishes a new manpower package. Thus the

70
manpower package is progressively changed and fine tuned
until the analyst is convinced that the minimum manning has
been achieved for each work center.
This iterative approach to manpower constraining often
requires one or more man months to achieve. This constrain-
ing effort was separately performed upon our 5-level and our
3-level models. If, for 5-level, this manning package is 210
people for a normal LCOM analysis (this is only the direct
labor force per shift for the work centers that are dis-
played - see Table 12), can one now expect to get 75 percent
as many sorties accomplished in a given time period by using
210 3-level maintenance personnel? The answer is no# even
assuming no safety or other problems to prevent the 3-level
maintenance personnel from performing any task. Due to the
additional queuing problems, since longer task times will
create even longer aircraft wait-for-service times, the
actual accomplishments well be far less than 95 percent of
the unconstrained 3-level situation.
Thus, increase the assigned manning or decrease our
expectations in terms of sortie rate achievement. See Table
13 for the results of this 3-level constraining effort.
One further area needs to be discussed. That is the
situation of minimum crew manning. Due to the numerous
different specialities in the Air Force maintenance organi-
zation, certain work centers do not have enough work to keep
their personnel busy. These work centers still require a

71
wasft
4WV IAO
wit
4. "" -f -41141I
4' - # a. la ft
4 fss
ft
SIU *'Wdt4V IV 0
3 not
- -A

72
-1-1 1 SdI 'b inj.. N.
IF am
~~~0 d ' ' 1 J4 Ut,
IUU U JIAWA 9..~a
21M
x4A N U bb.u ,I0u0.'
o 1, vu j Nit g 7 1-4II~W
Q vs aa j"wo4: N, l
.4 -
114 .A ig dv. 1 o N bc : f
UU~WU~AV3JWab l.yAnaI ULI1 0dJ2~ all
I.a A f~ I ~ I ~ nvpn
6 wa II. 2C
w b4USI5J a w
IO3Uw ml 154 0 w C3 1z I
.4 CI

73
minimum crew to be on duty at all times during a maximum
sortie generation effort. However, the actual workload in
these work centers can be varied greatly without affecting
the required manning. The work centers that have "minimum
crew size manning" are indicated in Tables 12 and 13.
However, from these tables it is clear that the minimum
manning package required to achieve 95 percent of the uncon-
strained 3-level accomplishment is far greater (274 manpower)
than that of the.5-level baseline situation (210 manpower).
It requires about 30 percent additional 3-level manning to
achieve 75 percent of the 5-level accomplishment. If we were
to constrain the 5-level manning to get the same achievement
as the maximum 3-level capability we would need only 160 5-
level personnel to accomplish the same sortie rate as infi-
nite 3-level personnel (see Table 14). To get these results
we constrain the 3-level baseline simulation to the point
where the loss of one more specialist in any work center will
result in less than the maximum sortie rate. The we con-
strain the 5-level baseline simulation model until we get
the same sortie rate ar the maximum 3-level effort.
We have developed a method whereby we can forecast the
* iexpected effect, in terms of sortie rate, total maintenance
manhours, and total manning of a complete reduction of the
maintenance force skill level. Next we will tackle the
manning problem in terms of specialities (work centers).

.41
404
- N - ft
Val ' D
6160
" 4-qad~I I- Jilts a
a, . )413
010
jw
roe m t fdt leg bl r4.,p1

75
We now wish to determine whether sampling techniques
can be utilized to determine the manning levels for each
of the work centers. We will utilize the 3-level baseline,
the weighted work center sampling model, the weighted and
grouped work center sampling model, and the TMULT * 1.35
model. These models are of interest because they each pro-
duced the same sortie rate and total MMHPFH.
When we constrain the TMULT = 1.35 model we get the man-
ning results found in Table 15. Although the total MMHPFH
and sortie rates are similar to the results of the 3-level
baseline simulation, both the total manning and the
individual work centers show variations. Obviously, the use
of a TMULT technique can be used for sortie rate and total
MMHPFH determination but not for precise manning analysis.
Let us nect work with the weighted work center sampling
method. Constraining this model we get precisely the same
results as we got from the 3-level baseline model (see Table
16). That is, we get the same manning package, the same
sortie rate, and the same total MMHPFH. Clearly then, use
of this technique will determine the effect of maintenance
skill level changes.
Let us now redefine our work centers in such a way as to
minimize the numbers of categories, and thus the number of
samples required for our desired accuracy, that will still
produce the same sortie rate, total MMHPFH, and manning
package. We know that grouping our work centers into one

76
.3 -Mt ft f3.lji113.)AI
I" t-i.3:
on on
4 .3
3.... lilt do* - - 4
Al Jr 3.- I~ 3 .I .
Ij i'llI
I L' ý111
3-.; A t I. A, 1.
3-u v
to v 4
h i V4R~~~ -. 3 r'* 44 C2 VI
3.
II14 I , f~- *

77
*A O
-*uuO t;4 C a. - .
14
0:,111 ALI U1 .
1,~~U $UWI t 4 0
44 1 .4J Q -u
"Uq1'*IEUN *0 Jut.. .In LW a,
1.34
a 9V pun l
S.IIUI NU - I IAuI ,
'4 4V I4I~v6
14
uug:AA~ a. 0 a
U 4244
4.IaIJ.A Jul lgbe e rdu to

78
category will not work (this was our TMUIJT =1.35 effort),
so let us proceed with two categories.
One simple method to group the work centers is to divide
them into two categories as defined on page 61. All of the
work centers with weighted sample average task time
increases of less than 1.35 are multiplied by the common
factor 1.25. All those work centers with weighted sample
average task time increases greater than 1.35 are multiplied
by the common factor 1.50.
Constraining this model produces the results found in
Table 17. As can be seen in Table 17, this technique
produces the same manning package and sortie rate as the
3-level baseline simfulation model. Therefore, this sampling
technique is an acceptable substitute that will give the
sortie rate and manning differences between 5-level and
3-level maintenance manning for the F-4E aircraft.
Qualifications and Limitations
This study has produced a method that can be utilized to
estimate the effect of a skill level change. The use of the
F-4E aiLrcraft has been only an example. All work centers
were not included in the tables. Some were so small that
minimum manning was obviously sufficient. Phase inspection
was not included since it was assumed that these tasks
would be deferred during the period of surge effort. Other
unscheduled maintenance was not assumed to be deferrable.
Only one type of missicn was utilized in this study but

79
%.4 4 tt
a*' ~ ~ ~ w 16% ,, j~~~~~l
IV~IJ~VI - I~ea)I.JJ ~* N
2u,~J~: a
I# 3AU
JIUA 'M aa
uvJ~d~ I AWNaILa~
aa-;
Jjau..rii Luu Ca 4 0
* a' - -~e o ititti a I saa '
-- I
- 1 4 J b4'1 -,f JIL1
.aa . M r.~0
2I~a.O~ay .~ I UUItw~~ii .,
N N)

others could be incorporated without model changes. The
shift manning levels produced in this study are not presented
as the optimal situation but rather for comparison of 5-level
and 3-level output potential under the simplified hypothe-I tical scenario described.
Although every work center and each work unit code (WUC)
task were included in the operational audit, the task times
that were developed are subjective opinions of maintenance
specialists and supervisors. These times represent the
hypothetical "average 5-level" and "average 3-leveli" and d.
not consider the additional problems of extenuating circum-
" - stances. The standard deviation for all tasks is assumed to
be a constant percent of the mean task time. Weather,
U climate, enemy activity, spare parts shortage, Production
.*. Oriented Maintenance Organization, multiple aircraft types,
morale, deployment location, and possibly other relevant
factors have not been included in this study.
The time required for a 3-level mainte.ance specialist
to upgrade to a 5-level may change drastically in wartime due
.0 to the accelerated rate of activity. This upgrade time may
also be highly work center related. The complexity
of the particular weapon system or subsystem may greatly
Saffect the relative productivity of a 5-level versus a
3-level maintenance special:ist.

81
Sun__mary of Simulation Analaysiis
From the 5-level baseline modelf we have the uncon-
strained sortie rate accomplishment and related manning/
manhours. We also have the manning necessary to achieve 95
percent of the unconstrained sortie rate and the manning
required to achieve the same sortie rate as with the uncon-
strained baseline 3-level model. See Tables 12, 13, and 14
respectively.
From the 3-level baseline model, we have the uncon-
strained sortie rate and related manning/manhours. We also
have the manning required to achieve 95 percent of the
3-level baseline sortie rate.
For the TMULT (all maintenance tasks multiplied by a
common factor) effort that most closely duplicates the
3-level baseline results, we have the unconstrained and
constrained results as well as the required manning
comparisons (see Table 15).
We also have results from individual work center sam-
pling and from grouped work center sampling efforts. For
each of these (see Tables 16 and 17), we have the same
information as for the other methods above.
The 3-level individual work center sampling, and grouped
work center sampling models requir3 the same manning in each
wotk center. Thus the sampling technique, whereby the work
centers are divided in two categories, will suffice to
estimate the effect of the skill level difference upon
L
- ._ _ , - | • . ,.• •'"._,*

82
manning.
We have now considered the situation with all 5-level or
with all 3-level maintenance. But it is more likely that we
shall have a maintenance situation that has some combination
of maintenance skills. With the techniques that we have
developed we now address this problem. Chapter V is devoted
to an analysis of mixed skill levels and management policies.

CHAPTER V
5-LEVEL/3-LEVEL MIXTURE ANALYSIS
It is necessary to first define low maintenanc2_qr-
sonnel will be utilized. If we have half 5-level and half
. 3-level personnel doing the jobs, we could have maintenance
crews made up of all 5-level, all 3-level, or a combination
of each. From the operational audit interviews we learn
that, after initial checkout, generally the task times for
crews that include at least one 5-level are the same as for
crews that include all 5-level personnel. We must define
our average maintenance crew skill level for the simulation
method that we are undertaking. If, for example, the pro-
bability that a maintenance crew for any particular task
will include at least one 5-level (or above) is 50%, then
the average performance level of the maintenance shop is
halfway between the 5 and 3 level.
The probability that a maintenance crew would include at
least one 5-level or above would be determined by the parti-
cular maintenance mix available and the management decisions
that pertain to manpower useage. If, for the sake of
arguiment, we assume that one-fifth of the 3-level main-
tenance personnel are in need of training in any particular
83

- - -- • - M , r I I I I
84
task, we must consider one-fifth of the tasks that are being
led by a 5-level or above will be performed at the 3-level
rate. With this information, and the assumption that all
maintenance will be done as quickly as possible, but
checkout of 3-level personnel will be performed whenever
possible, we can now undertake the task of determining
mission accomplishment with any particular skill mix.
Table 18 illustrates the expected results when, varying
this average performance level through the use of the TMULT
functions, from 5-level to approximately 75 percent 5-level
(TMULT - 1.1), to 50 percent 5-level (TMULT v 1.2), to all
3-level. Any of the other techniques for adjusting 5-level
task times could also be adapted to reflect proportional
levels of 5-level versus 3-level task times.
Let us now further pursue the use of the simulation
models developed thus far. For example, management would
like to know the expected effect of using 75% 3-level main-
tenance personnel with no change in number assigned. Sup-
pose we learn from our operational audit sampling technique
that the average 3-level task time increase factor is 1.5.
For illustrative purposes first assume that all tasks
require two persons ana no training is required. The pro-
bability that two I-level persons are dispatched for any
particular task is then approximately t.75) (.75) = .5625
assuming large population. Thus, on the average, .5625
ot all tasks are pertormea at the 3-level task time
......

4 VON
xta
twoo.At, gx .41vi
.JIobuos .1mIsJJJ.1 v 0 0
44
SW4ISAm C.u NiIClS ii
I- I 1 1 1
a, I ~ ~ -o .4ICI boaC 4
t I 1 4 .
I1 5a* 5 -

86
rate and .4375 of all tasks are performed at the 5-level
speed. Therefore, we can use a TMULT factor of
(.4375) (1) + (.5625)(1.5) = 1.28 to estimate the
maximum accomplishment. However, if we use a different
maintenance crew personnel assignment policy we might
improve our accomplishment. If we assign one 5-level
specialist to each crew possible in this example, then one-
half of all crews will perform at the 5-level rate since
crew size is 2 and one fourth of all specialists are 5-level
We now assume that crews are dispatched r-indomly for each
maintenance task, the probability that a crew of two 3-
levels is dispatched for any particular task is one half.
Thus on the average, half of all tasks are performed at the
3-level task time rate and half ot all tasks are pertormed
at the 5-level speed. Therefore, we can use a TMULT factor
of (.5) (1) + (.5) (1.5) = 1.25 to estimate the maximum
expected accomplishment. Tnis second policy improves
sortie accomplishment by approximately five percent
while decreasing MMHPFH by four percent (see Table 19).
To take our example a step further, in addition to crew
skill level makeup, we can choose when to dispatch main-
tenance crews that possess each task rate. If we were to
follow the policy that crews possessing the 5-level speed.
are to be dispatched whenever available we can further
increase sortie rate and reduce MMIIPFH during a surge effort.
.

- - -* ~7
87
-t w
1 'JI I *.u M IS . I
.04J1
1
I, 3 In.- w '
I W
U01 Ivll 114 k> 04m1 - ,IVqu.b
Al N Iw NN N NJ w

K7
88
From the matrix output for each specialty we can now
determine the probability of having an available crew pos-
sissing 5-level speed when a maintenance task must be per-
formed. For this simplified example we have an available
crew possessing 5-level speed approximately 70 percent of
the time when a job arrives. Thus we can assign 70 percent
of all tasks to the faster crews. This results in an aver-
age TMULT fautor of .70(1) + .30(1.5) - 1.15. The results
of this policy are displayed in Table 19 along with the
overall percent change due to the third staffing policy
being implemented rather than the first (random) policy.
As can be seen in Table 19, the use of policy three
during a surge effort produces about a twelve percent im-
proved sortie rate. However, this policy cou;. delay
"3-level upgrade and may have a negative effect for a large
run (protracted war scenario).
On the other hand if we were to dispatch crews with one
5-level and one 3-level specialist whenever possible, these
3-level specialist would upgrade to the 5-level skill more
quickly and would then be available to be reassigned, as
5-levels to z. new --rew wita a lesser experienced 3-level
specialist.
Each of the possAble policies and scenarios can be
analyzed with the models and techniques developed in this
study. From all this we can now address advanced scenarios
of the following type:

* -• . -. , .. ,-, - • • • • • - , -.. - . .... • .e. ' . 6¸ ;• ., . , . , . - - . • .
89
1. We have 210 hands-on maintenance personnel per
shift, broken into specialities in a particular fashion.
2. We have 24 F-4E aircraft.
3. We have on hand inventory of some given amount.
Reorder leadtime is 30 days.
4. We will assume all weather capability (or all
weather will be compatible for our mission).
5. Currently 75% of all maintenance personnel are
3-level skill.
6. Check out time for 3-level personnel will not
affect results.
7. Upgrade to 5-level takes six months.
8. Attrition of personnel is 10 percent per month
of which half are 5-levels.
9. Replacement personnel arrive at the same rate
as attrites but are all unchecked out 3-levels.
10. Management policy is to defer phase inspection
Sduring surge (first 30 days) portion of war.
11. One, and only one, 5-level (or above) is
assigned to any maintenance task whenever possible.
Management would like to answer the following questions.
1. What are the expected sortie rate and MMHPFH
during surge (the initial 30 days of war)?
2. What are the expected tradeoffs of sortie rate
and number of personnel assigned?

90
With this or any c.her particular scenario and simulation
we cad develop tradeoff charts to compare different manage-
ment staffing policies. Figura 11 presents the tradeoff of
number of maintenance personnel versus sortie rate for each
of the three staffing policies we i'ave discussed when 75 per-
cent of the maintenance force is 3-level skill. For com-
parison, this figure also presents the tradeoff curves when
all maintenance personnel-possess 5-level or all possess
3-level.
Figure 12 presents the expected sortie rate when the!,.'.'average skill level of the organization is varied while
holding the number of personnel constant at 210 and each of
the three staffing policies is used.
If we were to generalize this method of analysis for an-
" other field we would produce the management aids represented
by Figures 13 and 14. In Figure 13 we have number of per-
sonnel versus productivity. Each curve on this visual aid
represents one management policy or skill situation. In
Figure 14 we see the tradeoff between average skill-level
and productivity. Each curve would again represent a parti-
cular management personnel policy. Thus management in many
areas can benefit from this type of policy comparison aid.
From all this we can see the expected gain in pro-
ductivity when we analyze various management staffing
policies and skill situations. Although the example pre-
sented here is somewhat simple in that it assumes exactly
,-
b.
-. ~ - , - . - -- -

91
ALL 5-LEVE
•:~~PO I - CY 2
(:4
N ~2.o-
0
f-5
U.)
0.5- (II
100 200 300 400 500MAINTENANCE PERSONNEL
LEG!-"14D
Policy 1 Crew members and crows randomly assigned.
Policy 2 Crews include a 5-Level to maximum extentpos.nible but crews are randomly assigned to
Policy 3 Crews include one 5-1evel whenever possibleand crows including one 5-level have priority.
Figure 11. Assigned Personnel vs Sortie Rate

92
2.25
A"4
boS2.0-
U,
I. T. .. ... .3-LEVEL 5-LEVEL
AVERAGE SKILL LEVELI" (NUMBER OF PERSONNEL HELD CONSTANT)
LEGEND
Policy 1 Crew members and crews randomly assigned.
Policy 2 Crews include a 5-Level to maximum extentpossible but crews are randomly assigned totasks.
Policy 3 Crews include one 5-level whenever possibleand crows including one 5-level have priority.
Figure 12. Average Skill Level vs Sortie Rate

93
mU
PCmr aPolicy a
Polic 2 Crws icludea 5-~ve1 olnaimu ex2n
.!iZ.. • : PliPolicy 3C
d iue13 wig.o ,snnlY routvt
_ _ _ _ _ _ _NUMBER OF PERSONNEL
i.I.: "LEGEND
•'-Policy I Crew mem~bers and crown randomly assigned.
SPolicy 2 Crews include a 5-Level to maximum extenti•:•2•possible but crews are randomly assigned toS~tasks,
r•Policy 3Crews include one 5-leve1 whenever possible••"- an4 crews including one 5-leVel have priority.
ii• .Figure 13. Number of• Personnel ve P roductivity

94
* -..- *-.•. ~~
,&.. t Olicy 2
AVERAGE SKL LEE
V+. "-
'4 LEGEND
- Pol i£y 1 Crew members and crews randomly assigned.
Policy 2 Crews include a 5-Level to maximum extentpossible but crews are randomly assigned to
SA tasks.
Policy 3 Crews include one 5-level whenever possibleand crews including one 5-level have priority.
Figure 14. Average Skill Levul vs Productivity

95
two person per maintenance crew, the concept and the simu-
I4tion model ate adaptable to meny situations.
re
•.'
CH~APTER VI
CONCLUSIONS AND RECOMMENDATIONS
Research Problem vs Method
The research problem was to determine a method that can
be used to determine the effect of a skill level change upon
the sortie generation capability of a maintenance organi-
zation. The use of the operational audit technique and 14DC
data along with current LCOM simulation models of operational
aircraft does provide such a method to analyze the expected
effects. This method of skill level productivity analysis
can readily be adapted to other more general problems. Job
V. shops could be analysed in a similar fashion to determine
the effects of personnel turnover or which employees to
K utilize for overtime wotk. Bank taller experience versus
the number of tellers required to meet given specifications,
airline maintenance and customer service systems, abd air
traffic control work load are but a few of the related
situations that come immediately to mind as examples for
which a similar analysis may be performed. Indeed* this
type analysis lends itself to any nonrepetitive, large or high
volume multiple task situation where experience or skill
level affect individual task times.
96

97
Accuracies Achieved
The accuracy of this method is dependent upon many
factors. The skill of the interviewer, the knowledge and
experience of the maintenance personnel interviewed, and
the precision of the LCOM networking all affect the results.
The method of sampling and the number of samples can be
chosen for any degree of accuracy desired.
The sample sizes required for the desired accuracy for
any parameter of interest can quickly be calculated using
the techniques explained in the experimental design.
F'urther Study
This study was limited to the F-4E aircraft and the
numbers/factors calculated can only be applied to this
aircraft. However, the technique is general and can apply
to any aircraft system. it is also recommended that a
K similar analysis be performed for several other aircra-ft
weapon systems and the resuits be compared to determine
L ' similarities and/or common factors. It is further recomn-
mended that a stratified sampling technique be utilized in
such a follow-on study in order to verify the categorizing
of work centers and resulting multiplication factors. The
following method is proposed for a follow-on study;
1. Decide upon the weapon system to be modeled.
2. Decide the accuracy desired in terms of 1Type I
and Type II error.

ý98V 2. For aircraft with existing LCOM models, divide
work centers to be studlied into "small difference" and "large
difference" categories according to the Air Force Specialty
Codes as in Table 17.
4. Draw task times samples until the number of
samples equals or exceeds the "n" from the formula
a X
"as defined on page 41.
5. Test the power of the test as described on page
42.
6. Increase "n" as necessary to meet both restric-
tions.
7. For aircraft weapon systems without current LCOM
models perform the complete operational audit to include
both 5-1evel-and 3-1evel task times.
8. Network the simulation model as necessary.
9. In either case run the model with 5-level data
and with 3-level data (either individual task times or
grouped and weighted factor multiplication) utilizing the
source operations scenario.
10. Run sufficient simulation time to achieve the
accuracy desired (the same method as above will determinethe run time nicessary).
11. Analyze the results and report findings.

_ _ 99
Use of LCOM
The development of LCOM required more than one hundred
man years of effort and several civilian companies an well
as Air Force resources. The flexibility and detail available
*in this programming framework make it ideal for the type of
study represented by this research.
LCOM certainly is a feasible tool which, with all due
caution, can be used for many varied study efforts and
research problems. The use of the operational audit tech-
nique and M4DC data also deserve serious consideration for
future use.
Adaptation to Other Current Studies
During the 'ýourse of this study the research became
aware of several other on-going stuadies that might benefit
from the techniques developed in this study. For example,
a research firm is studying the effect upon aircraft turn
time (servicing time) and sortie generation capabilities
when maintenance personnel must wear chemical defense equip-
ment. If one were to consider normal maintenance (the
5-level baseline model utilized in this study) and degraded
(handicapped by wearing chemical defense equipment) main-
tenance capabilities, the task times determined through~
direct measurement during practice situations or thorugh an
operational audit technique, the same simulation technique
* could be utilized to answer nearly all "what if" questions.
It is recommended that the technique developed in this studyk4

be adapted to on-going studies such as the above.
Rueahccomplishments
As stated earlier# about 60 percent of the total defense
budget of the United States goes to pay for defense per-
sonnel. Of the defense manning about 35 percent relate to
aircraft maintenance personnel. This study develops an
approach to assess the effect of skill level and number of
personnel upon expected mission accomplishment. The use of
the techniques developed in this study can result in savings
in terms of manpower and management personnel policies. The
sampling technique described in this study can save money
and time. By using this sampling technique the required
computer time is reduced to approximately one quarter of
that previously required for similar studies and three to
six man months of data collection and analysis time are saved.

LIST OF REFERENCES
1. Comptroller General of the United States. DeterminingRequirements for Aircraft Maintenance Personne CouldBe Improved - Peacetime and Wartime, report to theSenate Committee on Appropriations, May 1977.
2. White, John P., Dr., Assistant Secretary of DefenseManpower Reserve Affairs and Logistics. Memorandum onManpower Analysis Requirement for Systems Acquisition,August 17, 1978.
3. Ibid, No. 1
4. Ibid, No. 2
5. Air Force Regulation 50-23, On-The-Job Training, May29, 1979.
6. Ibid, No 1
7. Eckstrand, Gordon A. Manpower and Logistics Factors inWeapon System Development, unpublished report of AirForce Human Resources Laboratory, August 1979.
8. Moore, S. Craig. Letter from Rand Corporation to AirForce Maintenance and Supply Management EngineeringTeam, Wright-Patterson Air Force Base, Ohio, January 8,1979.
9. French, Bruce D., Captain, United States Air Force, andSteele, Robert P., Captain, United States Air Force.Productivity: A Function of Skill, LSSR 11-79B,February 1979.
10. Asiala, Carl F., Loy, Susan L., Hameister, Ralph 0. andMaher, Frank A. Development of Models of MaintenanceResources Interaction: Definition of Data Requirements,McDonnell Douglas Astronautics Company, St Louis,Missouri and Advanced Systems Division, Wright-PattursonAir Force Base, Ohio, May 1978.
101

102
11. Keller, Kenneth R., Major, United States Air Force.Logistics Composite Model Student Training Text, 4400.MES/LCf Langley Air Force Base, Virginia, July 1977.
12. Technical Order lF-4E-06, Technical Manual AircraftMaintenance Work Unit Code Manual USAF Series 1-4EAircraft, June 1, 1978.
13. Air Force Manual 66-1, Maintenance Management, August15, 1979.
14. Simulating Maintenance Manning for New Weapon Systems:Building and Operating'a Simulatio'n Model. Report No.AFHRL-TR-74-97(II)", Advanced systems R-sion, Wright-Patterson Air Force Base, Ohio, December 1974.
15. Gunkel, Richard. Work Center Task Time Evaluation,"letter from Tactical Air Command, Seymour Johnson AirForce Base, North Carolina, September 1974.
"16. Ibid, No. 16
17. Giffin, Walter C. Introduction to Operations Engineer-ing, Richard D. Irwin, Inc., 1971.
18. Lindman, Harold R. Analysis of Variance in ComplexExperimental Designs, W. H. Freeman & Company, 1974.
19. Ibid, No. 18
20. Hogg, Robert V. and Craig, Allen T. Introduction toMathematical Statistics, Third Edition, Macmil"an ub-lishing Co., Inc., New York, 1970.
r-
- . , ' - , k S L t .-.--

BIBLIOGRAPHY
Asiala, Carl F., Loy, Susan L., Hameister, Ralph 0., andMaher, Frank A. Development of Models of MaintenanceResources Interaction: Definition of Data Requirements,McDonnell Douglas Astronautics Company, St Louis,Missouri and Advanced Systems Division, Wright-PattersonAir Force Base, Ohio, May 1978.
Askren, William B., Campbell, Wendy B., Seifert, Deborah J.,Hall, Thomas J., Johnson, Robert C., Sulzen, Robert H.Feasibility of a Computer Simulation Method for Evalu-a tinp��man Effects on Nuclear Systems Safety, AFHRL-TR-76-18, AFWL-TR-76-15, Advanced Systems Division, AirForce Human Resources Laboratory, Wright-Patterson AirForce Base, Ohio, May 1976.
Askren, William B., Regulinski, Thaddeus L., QuantifyingHuman Performance Reliability, AFHRL-TR-71-22, AdvancedSystems Division and Air Force Institute of Technology,Air Force Human Resources Laboratory, Air Force SystemsCommand, Brooks Air Force Base, Texas, June 1971.
Automated Performance Monitoring and Assessment for DCS
Di ital Systems, RADC-TR-77-327, GTE Sylvania, Inc.,Needham Heights, Massechusetts, October 1977.
Balut, Stephen J. and Stoloff, Peter. An Inventory Plan-ning Model for Navy Enlisted Personnel, 55 000181.00,Center for Naval Analyses, Arlington, Virginia, May1977.
Brown, George H., Angell, David, and Anneser, Robert E.Research Memorandum, A Survey of Activities of AircraftMaintenance Personnel, George Washington University,Washington D.C., October 1962.
Carpenter-Huffman, Polly and Rostker, Bernard. The Rele-vance of Training for the Maintenance of AdvancedAvionics, R-1894-AF, Rand Corporation, Santa Monica,California, December 1976.
103

104
Comptroller General of the United States. DeterminiknRequirements fQr Aircraft Maintenance Peisonnel CouldBe Improved - Peacetimo and Wartime, report to theSenate Committee on Appropriations, May 1977.
Drake, Kenneth L., Sanders, Mark S., Crooks, William H. and"Weltman, Gershon. Comparative Studies of OrganizationalFactors in Military Maintenance, PTR-1043-77-10, Percep-"tronics, Woodland Hills, California, October 1977.
Drake, Kenneth L., Sanders, Mark S., Crooks, William H. andWeltman, Gezshon. Comrarative Studies of OrganizationalFactors in Military Maintenance, PTR-1043-77-7, Percep-tronics, Woodland Hills, California, October 1977.
Dryden, J. H. Acquisition Management, Development of HumanFactors Engineering fgo System/Equiement Program,, ASDPamphlet 800-2, Department of the Air Force, Head-quarters Aeronautical Systems Division (AFSC), Wright-Patterson Air Force Base, Ohio, June 29, 1979.
Eckstrand, Gordon A. Manpower and Logistics Factors inWeapon System Development, unpublished report of AirForce Human Resources, Laboratory, August 1979.
Edwards, John 0., Captain, United States Air Force. Com-parative Analyses of Enlisted Job Satisfaction asMeasured by the Occupational Attitude Inventory,AFHRL-TR-78-61, Occupation and Manpower ResearchDivision; Air Force Human Resources Laboratory, BrooksAir Force Base, Texas, October 1978.
Engineering Experiment Station. North American AviationProduction Scheduling Research Project', Final Rejport,Appendix, Project E.E.S. 124, The Ohio State University,Columbus, Ohio, July 31, 1957.
Fisher, Cynthia D. and Pritchard, Robert D. Effects ofPersonal Control, Extrinsic Rewards, and Competence onIntrinsic Motivation, AFHRL-TR-78-20, Purdue ResearchFoundation, West Lafayette, Indiana and Air ForceHuman Resources Laboratory, Air Force Systems Command,Brooks Air Force Base, Texas, July 1978.
Fitzgerald, Baldwin G., Captain, United States Air Forceand Miller, Phillip E., Captain, United States AirForce. A System Dynamics Study of the Factors Used inthe Measurement of an Aircraft Wing's Capability, LSSR23-"8A, Air Force Institute of Technology, Wright-Patterson Air Force Base, Ohio, June 1978.
F

105Foley, John P., Jr. llard Data Sources Concerning More Cost
Effective Maintenance, AFHRL-TR-76-58, Advanced SystesDivision, Air Force Human Resources Laboratory, AirForce Systems Command, Brooks Air Force Base, Texas,July 1976.
French, Bruce D., Captain, United States Air Force andSteele, Robert P., Captain, United States Air Force.Productivity: A Function of Skill, LSSR 11-79B,February 1979.
- Gay, Robert M. Estimating the Cost of On-The-Job Trainingin Military Occupations: A Methodology and Pilot Study,AD-783-936, Rand Corporation, April 1974.
Giffin, Walter C. Introduction to Operations Engineering,Richard D. Irwin, Inc., 1971.
Goclowski, John C., King, Gerard F., and Ronco, Paul G.Integration and Application of Human Resource Tech-nologies in Wleapon System Design: Coordination of FiveHuman Resource-Technolo ies, AFHRL-TR-78-6(I), DynamicsResearch Corporation, Wilmington, Massechusetts, March1978.
Goclowski, John C., King, Gerard F., and Ronco, Paul G.Integration and Application of Human Resource Tech-nologies in Weapon System Design: Coordination of FiveHuman Resource Technologies, AFHRL-TR-78-6(II),Dynamics Research Corporation, Wilmington, MausechusettsMarch 1978.
Gould, R. Bruce. Review of an Air Force Job SatisfactionResearch Project: Status Report Through Septe er 1970,AFHRL-TR-76-75, Occupation and Manpower ResearchDivision, Lackland Air Force Base, Texas, Air ForceHuman Resources Laboratcry, Brooks Air Force Base,Texas, December 1976.
Gould, R. Bruce. Air Force Occupational Attitude InventoryDevelopment, AFHRL-TR-78-60, Occupation and ManpowerResearch Division, Air Force Human Resources Laboratory,Brooks Air Force Base, Texas, October 1978.
Gunkel, Richard. Work Center Task Time Evaluation, TacticalAir Command letter, Seymour Johnson Air Force Base,North Carolina, September 1974.
I

106Hendrix, William H., Major, United States Air Force..
Contingency Approaches to Leadershi a A Review ariaSynthesis, AFHRL-TR-76-17, Air Force Human ResourcesLa. oratory, Air Force Systom Command, Brooks Air ForceBiase, Texam, Junae 1976.
Hernandez, Florenclo, Lt Colonel, United States Air ForceeCoco, Terrell T., Captain, United States Air Force, andHamm, John L., Captain, United States Air Force. AStudy of the Impact of Personality Differences onTroubleshooting Performance, LSSR 33-77A,, AiN -ForceInstitute of Technology, Wright-Patterson Air ForceBase, Ohio, June 1977.
*Hogg, Robert V. and Craig, Allen T. Introduction to Matie-matical Statistics, Third Edition, Macmillan PUblishingCo., Inc., New Yori, 1970.
Horowitz, Stanley. Maintenance Personnel Effectiveness intheN~ayAD-A021-581, Center for Naval Analyse.,
Arlington, Virginia# January 1976.
Iýpothetical Pre-AccoMplishment Time Data for 16 UnscheduledAG aintenance Tasks,, Rand Corporation, Santa Monica,
California.
*Kelly, Carl S., Lt Colonel, United States Air Force. AnImproved Approach to Managing the Classification,
Traiingand Assignment of Aircraft and AvionicsMantenance Personnel, Report No. 5968, Air War College
Air University, Maxwell Air Force Base, Alabama, April1976.
Keller, Kenneth R., Major, United States Air Force.Logistics Composite Model Student Training Text. 4400MES/LC, Langley-Air Force i.-ase, Virginia, July 1977.
King, William J., and Duva, James S. ATE: Bane or Bless-ing for the Technician, NAVTRAEQUIPZ!-IH-301, NavalTraining Equipment Center, Orlando, Florida, March 1978.
Kuhn, Coleman Daniel, Jr. Thesis: Analysis of Organiza-tional Aviation Maintenance Training Within the UnitedStates Marine Cops, Naval Postgraduate School#
4 Monterey, California, December 1977.
Leabo, Dick A. Basic Statistics, Richard D. Irwin, Inc.,1972.
Lindinan, Harold R. Analysis of Variance in Complex Experi-* mental Designs, W. H. Freeman and Company, 1974.

107
LinLz, Larry M. Relationsh)ips BeLweun Design Character-istics of Avionics Subsystems and Training CostTraining Difficulty, and Job Performance, AFHRL-TR-72-70, AirForce Human Resources Laboratory, Air Force Systems Com-
"l • mand, Wright-Patterson Air Force Base, Ohio, January1973.
Moore, S. Craig, Rand Corporation letter to Air Force Main-tenance and Supply Management Engineering Team, Wright-Patterson Air Force Base, Ohio, January 8, 1979.
Nanda, Ravinder And Adler, George L. Learning Curves Theoryand Application, AIIE-WM&ME-77-6, Publication No. 6,Work Measurements and Methods Engineering Division,American Institute of Industrial Engineers, Inc.,Norcross, Georgia, 1977.
Occupational Survey Branch, Aircraft Maintenance CareerLadder, AFPT-90-431-210, United States Air Force Occu-pational Measurement Center, Lackland Air Force Base,Texas, June 15, 1977.
Occupational Survey Branch, Occupational Survey Report, Heli-coeter Maintenance Career La der, AFPT 90-431-288,United States Air Force Occupational Measurement Center,Lackland Ait Force Base, Texas., November 30, 1977.
Pincus, John and Pascal, Anthony H. Education and HumanResouirces Research at Rand, P-5748, Rand Corporation,Santa Monica, California, January 1977.
Potter, Norman R. and Thomas, Donald L. Evaluation of ThreeTypes of Technical Data for Troubleshooting: Resultsand Project Summary, AF11RL-TR-76-64(I), Systems ResearchLaboratories, Inc., Dayton, Ohio and Advanced SystemsDivision, Wr4 ght--Patterson Air Force base, Ohio, AirForce 1Turan Resources Labordtory, Br-Dko Air Force Base,Texas, Septembec 1976.
Powers, Thomas E., PhD. Slectinq Presentation Modes-AccordirVg Lo Personnel Characteristics and the Natureoi Job Tasks.. Part I: JoL Tasks, University of MarylandBaltimore County, Paltimore, Maryland, January 1977.
Pritchard, t\ )beLit D and MonLaJiio, Ray V. Effects of
Specific vs e ard Absolut~e vs Comparative"Feedback on Performance ard :;at lifaction, AFIIRL-TR-7--.2, Purdue Research Founda.-ion, West Lafyette,Indiana, Air Force l1fuiian Resource3 Laboratory, Air ForceSystems Command, Brooks Air Force Base, Tvxas, May 1978.
, a
108
Prichard, Robert 0., Montagno, Raymond V. and Moore, John R."Enhancing Productivity Through Feedback and Job Design,AFIIRL-TR-78e-4, Purdue Research Foundation, Wi"tLafayette, Indiana, Air Force Human ResourcesLaboratory, Brooks Air Force Base, Texas, August 1978,
Prophet, Walldce W. The U.S. Army in the 1970st Dexvelo-ments in Training and Manpower Technologies, PP 77-01,Seville Research Corporation, Pensacola, Florida,February 1977.
Sauer, Daniel W., Campbell, Wendy B., Potter, Norman R. andAskren, William B. Human Resource Factors and Perform-ance Relationships in Nuclear Missile Handling Tasks,AFHRL-TR-76-85, AFWL-TR-76-301, Systems ResearchLaboratories, Inc., Dayton, Ohio; Advanced SystemsDivision, Wright-Patterson Air Force Base, Ohio; AirForce Weapons Laboratory, Kirtland Air Forcs Base# NewMexico# Air Force Human Resources Laboratory, Air ForceSystems Command, Brooks Air Force Base, Texas, May 1977.
Sticht, Thomas G., Fox, Lynn C., Hauke, Robert N. and Zapf,Diana W. Integrated Job Skills and Reading SkillsTraining System, NPRDC TR 77-41, Human ResourcesResearch Organization, Alexandria, Virginia, September1977.
Technical Order, Preventive Maintenance Program GeneralK Requirements and Procedures, T.O. 00-20-1, May I, 1978.
USS ARD-7 Manning Study Report, Naval Ship EngineeringCenter, Hyattsville, Maryland, 6112F-2150, September I,
S~1976.Voth, John C. E. Human Resource Accounting, Technical
Report No. 102, Wichita State University.
Watson, Thomas W., Zumbro, Patrick A., Sergeant, UnitedStates Air Force. Job Enrichment: Evaluation withImplications for Air Force Job Redesign, AFHRL-TR-77-56,
.-, Occupation and Manpower Research Division, Brooks AirForce Base, Texas, Air Force Human Resources Laboratory,Brooks Air Force Base, Texas, October 1977.
White, John P., Dr., Assistant Secretary of Defense ManpowerReserve Affairs and Logistics. Memorandum on ManpowerAnalysis Requirement for Systems Acquisition, August 17,1978.
.5
t-I
S - ' 5 -- -

109
WhiLun, Justin C. and Lindsay, William A. Enlisted Per-sonnel Assignment Syste•m Resoarch: Status Rge ot,Ia Study 10364, OJ6)-CR-87, General Research Coriation,McLean, Virginia, December 1974.
Winkler, .!obert L and Hays, William L. Statistics$ Pro-bability, Inference, and Decision, H#lt, Rinehart and
nston, 1975.
I
APPSNDIX A
Selected Referen~ce mater~ial
i110
a-
_ _ _ _ _ _ _ _ __-_ _

?*MANTE1NANCE EPEI~ILNCIE DATA (AFAI 6G-1)
5-1. 1`11U1ntosr. The potro--k tit tis' rhbo1tis in w (3) It maintenance Is done on compunients thatoutWi.0 the Maintenance VI1ta colIlction 01Mt)C art removed or removed and replaced to facilitatesys~tgn ostabl;Ahed by. AFR f.6-14 and A FM 66-. 1. maiintenance in the same''room or oen ImmediatelyThe lii()C is the primairy source tnt Air Force adjacent to the end item; this is recorded as en-r.~iabaiity and ritiinkan~inaility dota; therefore, hiaw equipment maintenance. If the Individual that to-understanding of Its objective'o, simacs. and limitations moved the component hais to leave the itionedlateIs essential to R & 14[ data us.ors. area (deflined ait olit-olf.Esglt), an AFTO Form 330
will be prepared triio-rletif) the status of the re-64. ODJECTitT.S. The Maintenanc tie Ainta Colirc- moved rcnulbonent. in thin regard. ivhen personneltion system was desiltned primairily A% it baote level front nne workeenter rrn~ove an item and send It toproodufdion credit and management, inforimatirin ays- j.orarnnel with a different workcentor code flattern. The ohjectikes are to pirovide m.ainteriancet iainteniance, the lotter workeenter will record Is asmanaerois widbyth e inrassine al inU nac pere prouc)o at upento maitnanem.trqieetuiuacm plna hers byth e inarmaicne niut theprodcti oer-(4)quipento maitnagmnt euieens.uiusonnet. and to Identity Mti equipment oin which procedurce exist ror engines. All maintenance at-work was accomplished, why the, work was required, conirlished on ras turbine and reciprotcating enginesand the action required too complete the itob. Tie installe~d in aircraft. missilog, or AGE will beMDC systemt identifies nia ten-iner requltirements recorded -%% on~tquij',nont maintenance. Removal andend prohlern areas so tha-t flppropriaat ftrinnger"Ont replacement of grao turbine and reciprocating enginesaction can loo taken to effiectively %upport amid meet for aircraft, misqiles. or AGE will bo recorded asthe established operational ro~luireovirnls, In addi. on-equipment maiintenance with the engine treatedtion, the bMDC system is designiou too pravide data as a component. SIhrip work on all removed gas tur-to APLC for maintenance eigrineering and logistics bine Fngincs and aircraft reciprocating engines willmanagement. Selected darta is also provided to the be treated zI, end item maintenance with on-eqtuip.major commands and IIlJ USAF' In accordance with merit and alTweqoiloment recording concepts appWlagIn.AFbIla 66-267 and 66-M7. (TO 00-20- 2-4). Shop work on reciprocating en-
gines reiroved (rotin AGE will be treated as coin--4SCOPI'. Vlh- M.'C -y-tcrit is appllkabli to i.l poinenti in~aintena'i-e ind the oiff-equipment znainte-
functions outlined in AIFI 6C.-1, and requires that nance coticept will apply.all maint-rnance ý-ctirons invwlvira direct labor ex- (5) Each wvork-center participating In a Jeb willponditu~-is lie rec )rdcd anti reported In this &I stemiJ re ordnmintenanice sictions and labor expenditures.anless tieniptpd by TO0 f-*.1i) 2. The- o stem I, np- The duciamentntion responstibility rests with theplicable to t)~e life c~cle of aircraft. missileit, pirnI'Id 3enior repr~eritntive from the viorkeenter. Thesecon~run ientioni. rlectronris. mid mpteorolog.irl doicuments 'hill he rutiirned to the workcenter super.
equipment, And relatedl end items beginninsr with visor who 'viil chreck for accuracy and completenessoperational test and ev~aluation -in deseribed in AlFit pirt uniso o rcsig110-14. This includes compatible data eotigo b. Da~ta Forms-contractor maintained equipment and maintenanceaccomplished in depot facilities. (1) Use of the AFTO Feorm 349. The AFTO
Form 349, "Mnintennnceo Data Collection Record."S-4. tDOCUIMENTATION CONCEPT. The A VT 0 a eindiihsrcet eimhyfrueb lFormis 346. 349, and 3M)f are utset as source docu- majority of organiiations in recording maintenanceitents for the maintenance data collection system. a ctionse on various types of equipment. Recording
and. data collection procedures pertaining to thisa. Recording Concept procedures Pre dividrd into formn are autlined In the OO-.20.-2-series technical
two basic categeries identiArd ns nonPtteqiiimnt and orders.off-equipment maintenance documentation. (a) Far on-ecquipment w'ork the primary
(1) Maintenance nctions accComplisheIid on ronm- epitrirex renuired ona the A ITO Form 319 are block Ipleto end Itoms of etwiipmnilt, (:ircrjft, m Issilrs. (Job Control Number), block 2 f nVrkeenter). blkwkremr,%ed engines. xround ;~nniii.t~~ erti-i 1 (11l) Nitiiher). block A I lin.acis ripplicioblel, ondmreteoroloigical (MPtI), triuiner-. \rrotp:,c@ C riýnd c:.ltirimn I1 thirough K. Fo'r in-shop cngine in.Yquipnient (AGEf) Ind nuicluri-rirpnnie are iii riti. prinmary entries are ro-quired in blocks I ;Ind 2.Aed as on-equipmt-nt i'ork. I11 prmii ' i, onsists b~lock i (Fenirin 11I)) ;Ind in columns 6 thirough h.of support general Ia-;k, inspert iam, reni-v\ at .. d ror offtr-Ip~ipment avork on remme d conipoonfivi.replacement of conaporemoits, rix-in-place maintenamnce pir rimary entries are ruequired in blocts 1. 2. 4ijnact~ions, ande modiltifctions. bluck J o~r 5S block 19 (Federal Rtuppalv C~it.
(2) In-ithop rotiintenama-er .uct.i,5i molsing mtfitrr- ( FSCi ). block 20 (Part Number), and columns atouijiatoo level niaintenance, on rrino''tA r-iniponmits through K.Is Ide.titifld an aTeurr n. 0 itemance. rhiqi U ý.tp to feo rei.'ten on-eaiulpmrent niai~nte.primarily crinsists of be-nt.ch.-ciic ro-pa~ir or notin~flc~i- iiines actionis eo' rrrol bv a single Jab control numberlion of compaonents and asseniblics. And nondestruc- uglinst A sini~le Ill niumber, nutd accomplishecd by A
* lve inspection. sminle tserkicsnter inn:' be reported on a single copy
copy avoilcible to DTIC dces riot
pemuxit fully legible reprooduction
of the AFTO Forin 310. It more action lines are exp..nIded, and 11.ts cnnsnul~tm to satisfy a mallitte.I'equired, 3nuthrr A PTO Form .4 natanngte once. requiremernt whether it be a dinerepancy, 4.1sanie Job control nunilmer, I1) ritr'lier uimi workecoter insi''i-tiun, or a 1 lc,ln Every action taken that iscod@ 19 completeit anrd the arti ins crontinuod. This re'hit-A to a job), regardires of 'workcetnter, time or
,-. recording pr,,c.'durs- :also waipliis to tifritlcuipmtent plico. will ca~rry the' sa.nic jOb coct vol number thutactions; ý.oe- or, onap'jrl~t rild uit-equ plinglit wu'.'. isti ina Ily, n-illred to the job. This procedureactions will flot he c'init,inetl on a1 single copy, of tho, is lweers';ary ts 1wriniit control a( all rielatcd actions,AFTO Fori 3J40, The triur itemis cuiiJt be rmporte'd aeill to liru~idp tlir caprability to tic thein together in%by a single line mntry If tire ),)h contro'l mmildeor, wvork data systems to identify the total job for analvaisA11t, action lalion, how%% ralfunctiunel arid %-heni purposes.discovered -odes :ire all Cho aieenq and a unit count(2 VrctrCdeTh vlceea od
V..of four Is enttered, Similarly the A Fl') Forms 350 coiussts of five cburaeters that identify organisa-prepared for 5flE;p procesving of the' four black boxes tionat eleme~nts to which maintenance personnel aremay reflect a quuietity of odore than uric only if tOe *a.signvd, ar locations to which they may be dis-job contr-l nunibLr, work unit code, federal suppily paitcehd. Staetida~rd wvorkcenter codes are used by allclass and part number art the sanic. If these ele- organizations enigaged ill the maintenance functionsments are different, a separate A FTC) Formn "M oulie It AFM Mr,-t. in general, the co'de enteredmust be prepared for eachi item. Scri;T , controlled !it the worlicentcr block of the Arro Form 349and time change itenis iwith an asterisk in the wcirk indicates the workceneter ef the Individual doing theunit code manual) must be recordled on tin individual work and not necessarily %% acre the work Is accom-basis. (for examrple, only one item per AFTO Formns puished.l
39 used 350) (3) Identification (ID) Number. The ID num-(c) The AFTO Form 319 can Le ubd!~ er conisists ot six characters, and ii Used to identify
identification of both the end item of eqluipmnent and equipmnent on which work was performed or f(rum& cornpontent O~r engrine change actions, for weaipont v'.hich an itemi was removed. Tbe first character ofsystems and equipment that are nlunaReej1 under the t'tr ID) nuntber is the first character uC the awnting
*.Advanced Configuration Managp.'ment Systemi work-center code. The second character of the ID(ACMS). for tim~e change item.s, for special report- number is the first character (prolix) of the equip-Ing on% tires, and for reporting off-equipimwnt mainte. owilt classificationi code such xt A for aircraft, Bnance uction. for G~rouned Hfadar or hi for Ground L~aunched
(2) Use uf the AFTO Forin 350. The AFTO Missiles (AFM 300-4, AI)E NMA-I56-XI). The lastForm 350, "Reparable Ittem Iroceising Tag," is a tour characters of the M - urnber normally are the
K two-part perforated form that is attached to comn- last tour positions of ttie _.,uipnment serial number.prnents that aure renino'ed fronm equipment end items Tt)ewiicrl procerdures for assigning IL) numbers are
Land serves as art identification and status tag. An- contained in% AFM 6SC-267.other important aispect of thtai form is that 'it serves (4) Equipnmeot Classitication Code, The equip-
as a source document :'r'rtnining to R~epaired This nient classification code consists of three characters,Station ( HTS), Not ItepAired This Station (NIIT.), arid is assigmid to identify u'ircratt, missiles, groundand coned-mnatiOli acteons fur the supply 5system. c0111rnuhicatiunsl, electronics, tind meteorological
ThisInfrmaion s iputto te b5S U1)pY Cin- equipment, AGE, trnineri, engines, ground launchedputer to identify stockage requi reme'nts. Inforinaitiun missile reAl property installed e Ldipment, munitions.pertaining to IITS, N'RTS, arnd cond.'nirraticiiis is also arid precision measureinerit equipment. Codes areforwarded through the suipply 's~stemn to AL as. u~AlSu assig~ned for research and development andfactors for computiog the %torlrI-wiule ipares re'- shop work. Slost of the equipment classificationquirernents. Recording procedures for tne A FTC) codci are assigned to specific equipment such asForm 360 are outlined in thre 0OU-20-2-scrir's technical LGM-3011 missiles. Some of the codes are assitnedorders. by category of equipment or work such aks non-
(3) Ure of tike AITU Formt 346, "Maintenance registered ACE and shoo work that is not identiniedDatak Colle-ction Production arid Scheduling Rtecord," tu a weakpon or support system. The authorizedThe AFTO Formn M5 is used for scheduling the !qiprnent classification codes are contained in TOcalibration of l'reeilsiun Measurbig Equipinient 00-20-2.(P31E) anid for recording all nridntenrunce on prcci- (6) Type Maintenance Code. The type mainte-
&!on mieusurerrient viluipinci" for input to the NItDC naiice codt conhists of one character anid is used tosystemi. The A 1-TO Form 314; moY also be used Ide'nti fy the type of %%ork that was accomplishedfor scheduling calendetr wiainterianiec require'nients such as scheduled or unschedl'nl- rnainte-ati~ce. Typeon any equluipnient withinj tre imaintfenance cornp;lex. manintenance cudvs are listed in each work unit codeNote that this p.,rw~ins oifly to calenidar require'- ni;,nual for inrdividu,d types of eouipmeivt. A comn-mrents. Scheduling procedrures Jirrtaiiii g to the pltlito uhizrtpemienceodss
AFTOFor 346areoulind n AFR G Th. Min- contained in AFM 300-4, volume XI.tenance recording procedures (or tire A FTC) Formn()Wr ntCd.Th okui ecn
348on ME re utlne- In'ro00-0- O-6sists of fie chniracterls, and is used to identify thec. Data Elements: systein, subsystem, and comnponcnt on which m~ainte-
(1) Job Control Number (,JCN). The .JCN n~ience is requoired or on %%hich mraintenance %%as ac-JPnsists of seven characters, the first thrre are the cumiplished. Thiese codes are published in %%ork unitJlulan date and the lust four aro n unique job number code manuals for each %%eeapon and bupiport, systemfor that (lite. ihis pruo ires a meatir to tie together arid in code manuials by type of equipment for se-all on- and off-equipmenit, actions taken, man-houis lected ground C1EM, :.raiters, AGE, munitions, PtetE,

113Kand shop, %%orL-. A limit, Li ri,,iher tif work init vnilei Alpihatieticall (erfmlnion) Anilhinumerical (coide) so-are assg~il n in a spir'cel .ae',ir , i kfltl ti t~isl.! or qur'nre. Only thlf hit%% nialfunctionrdl codes that atita genertit niature suph as -je~liti nipr sr--rtling., Henn nppilienble will lt-e liste'd in each work unit toileing, inspection, storaige ~re id r.;fetrerdkl. niancu.,. For e'.:mniple, how ninifunctinned codes Ap-Ing, %%aprm hedig rd rpitv l'pt~s licalete only to a solid rocket missile- will not b.Although they are' work imit rinch's, they m~e iclenti. listed lie a grolind CrPht work unit code manuall.,fled ai "Support Generral Coeie'ti." The. first t%'o osi-tions of the work unit ciach's for Aircraft, v~romene Note: Due to (lir naiture of support l)pe ,.rk.ratlar, and missiles are' ttanclard s~stcni code's. rh.ey (lie recorditg of nrt~ciei taken. ithlen discolered.identify functionil systeuivi siuch ais flight control find how nialfun~clileneeld rodes is not requiredsystem, code's antecimn %s~ rmie, or launch control Sys- with support geiieral work unit codes.tim. The first t%%o positirnnq of the ssork uiiit codesfor support equipment identify tylles of eiquipment, 9-S. The foregoing paragrnplis of this chapter de-such as ground piowered gienerators. or ond itrivis scribe the AlIMS~ objectives and reporting concepit noof equipfinint, .ttih as n troinvir. Thee first lim~ition of relatedl to -the ha13e rrnaintenanc,7 'eivirviiiment. Inlsupport genieral cnider hegin %is ih A zero; and this in order to pirovide AFI d. dAt on onan. mnna e eventsstandard in All work unit ceoie manuals. The third as they occur worldwide, most of the datak docie-And foturth positioni of the' work unit eode identify nionited at AF bases ucnder the TO 00- 20-2 series aresubsys~tenm or major assemnbly. The fifth position or submitted to JtQ AFL.C for use in logistic supportthe work unit code normally idenlirion tenmerable And related cngiaiecritig derisions. These dlata arcitems. received and proe'ossru centrally- at IIQ .A PLC in the
(7) Units uti~mpletrd. The isoik unit code it D)O5P P'rodluct Performanrce .systeir. This daita sys.combination ss ith .ati action talmri codle is ti-ted to tent tint only recrnivei rind output reports containinfgdescribe a "unit of s'ork." An entry if( one or miore Reliableity and NMaintainability (Rt and M) (actorsunits conmpleted must alst be mnatie in the, UNITS %% Ith. n' its establishedl coinpiter prograins but at-toblock of the data coillection forin in order to show mervierms other interfaening flat~a SiMs~rols with sourcea comipleted Action, An exaomple or A uanit or work il~ttI. Sonit (if thee' intcrfacing data s~'stenifi Also out.would be n work unit codle foer An wntentna, ic ith an put reports contnining It andi lt factors individueally&ction take'n codo for rremos ed mied replviced, and a urilctthr taisedonptrpogmcoeunit count of one, for examplo', one Anitenna inmociird trots. F'iguires 9-1 through 9-18 illuistraete the dantaamid replaced. Ity using arlehitional coides to iciv'ntify nfo,. fromn point ell origin through ;he D056 rnaicrthr- raid itoni, the t. pe t~f oi:Jinicn:,nmrtv leing ccecimi. pyst ~n prod'i's Av nil to othrr interf(acing~ syztuliiiphishnet, Whene the inie~inteeii.lice reiltni rsnont i%%, dk. %Is hch xre t, Irki by i tlit: sane source' daeta. The fol-covered, howv the it-tn inIftimictioned, amid thee tirnhe lowing page's of this chapter explain sonie of therxperinded in acronipi s liiii he' work, a indl tOf produlii' terios usedl in the l)OrG And sampl~es of outp~uttion credit systcm ako provifies infornation e~ssential -eports containina R ant it M fctors; Losscv'rr for a
forni~ineoaceand mr~terict neanaigement. full undnirstanuhing or x~xtemi capabilities refer to(8) Action Taken Codo. Thle Action Utake'n crndir FCIG-~ n 7-5
conskts of' cne chiracter usrd tn identify the eoiloite' -. oitoisoI And Mi parameters and termsruaicc. action that wans tahir'n, such as remov % sdinteD16caadytmrej-4ie. Action ttken coides are starida rd for altl sdi h )~ldt ytmequipment and are listrid in allt work unit code a, Type Hlow fthalfinmeliomecd Codes.manuals. A complete list of axithiorizeet Action taken, M1 Type I-These codtes indicate that the itermcodes is contained in A YNM .10i..4, volumre Xl. no longer can mneet the minimum epecified perform-
(9) W'hen Discoverre. Code. The %% hten di~covored ancer requirement due to Its own ',e.ttrnal failurecode consist~s of one character Aned is used to id'entify pattern.when a deofect or main tcrn tie- requiiremenrrt %%as dis. (2) Type 2-These coesr Indicate that the itemcoverod, such as during a q'e:ility control inspe'ction. annolivnceth spifdpromrc-r.When discovered codfes arc tinted in each work unit cin o ue'rnctheseiedrrfmnc r-
1.4code mnanuall for irid;'.-idieal t~ prs of eiluieirnient, A qpiemircne'et itue to somie induced condition and notAcomple~te list of aiuthdorire'l %%hen discovinreel c-ndie' is eluc to ilAt own internAl fnilure pattern.
containvd in AFM :01 .1. %olu'eee', X I. Oii~y that per- (3I) Typr 0.-Thrxe, catdon indicate maintenancetion of the %%hen disxcoierrtd cridi' definition that np- resnurces were e'qec'md~d ilue to policy, niodificatinns,plies to ecseiipnieet listed in the work unit rrdeu itrimis loc~ation, cainnihl;iiztinn and other no defect
-tanual Is to li'ued. Vor '.x:imcure, milien dibscori rct omtioiseitnat the tinie mainteneance wAascode 1), In-Fl'ight-e Abort! [toing Ali 1 Otirra ti'n, nccrcmtihihcd.
~oul belistd i [Ii AG isork nitcodama uat b. Failure orciurrecei. The computer definition ofas V, lPurivie AGEF Op'erationi. a failure occurm corie relantrd to a Work Unit Code is!
(!0) flow Ninirunctimeir-fl Coov', The huw mant- ,;itiy Type' I How M-rlfunctioned code reported Infunctioned cemie consists of thte e chnrncters amid is 1`010iiihcatinn wvith on action tnken indicaiting repair,used to :Ientify hn\ir the c~jicinolrnnt ina cctionvil, ictju~mniot or itemt replacement and one or mooresuch as c rnc'icd. To p mci icI nia xirieum li Ill ty, thoese jinto produced.codes are also itsitt tn iditctroiy time cointi a nrc tech-nical order status riicdimesor to iiwt hat a c. (f laleity per Appicalrtion (CQ'A ). This Is themaintenance ticrtinn didc rnt result frontl a dr-forrt, A tuanmtity of idlcitivil installed itemns on a single unit
4complete tist of withoirized ho"% jialfnunrtiniuut codrc. )f equpipent that arc reportable under the sameIs contained In AI'M 3U0-11, soiunio XI, in both work unit code.
Copy avcAlub1h, tco DTIC does not
pe~af itxnyl egiblo a id.Uf1P-
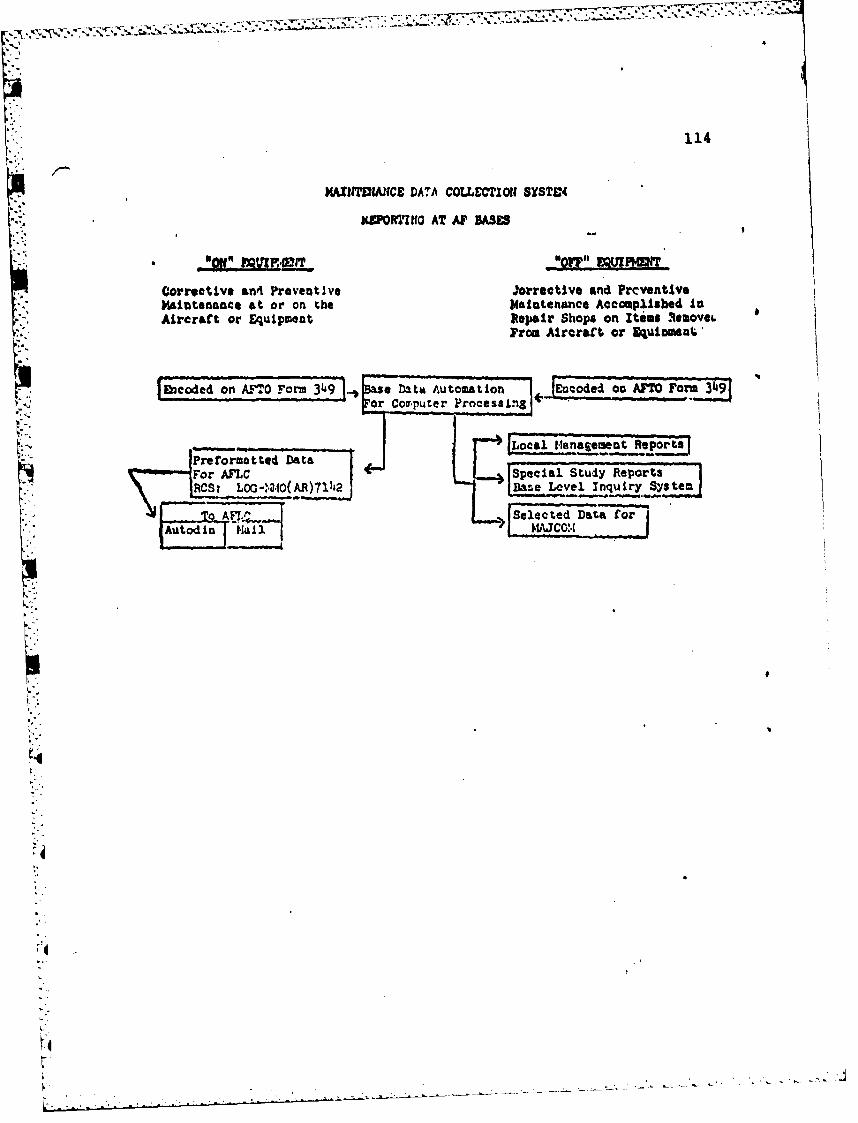
114
M(AUT•ER(•CE DATA COLLECTIOn! SYSTC4
OT4•O'XtLO AT AF BASES
Maiutenance at or on the Maiutenance Accomplisbed In
Aircraft or Equipment lepair Shops on Items 3eMoveOFrom Aircraft or lquaiment'
- eoded on A'.0 orm '9 so Data Automation [E 31oded on AM Form 349or Coaputer Processin .
ageF4 n RtportalPrerormatted Data ____________
For AFLC Special Study Reports' RCS: LOG-•.O0(AR)7I 142 | -a-eLevel Inquiry System
-T-g- SeLtdDt~a f orAutodn Ma~ 11IhAJ
a,.

C:• 3.15
"MUL D056 WExiY ca V oneL...
'a ~2T50 AF WOQ Compute r*Data From AF Bases Operations Branch (HIQ APLO)
]Date, System ptle
Audit of Data Recelvedi
Selbected ,Data .. ...-- -Retriteva For
---- - " Date, Receipts
(O ,-'3.Ld to-Ii :a t l.•- •ed-to Irterface.,
Tire Reliability Advanced Configuration
(0041A) I~ :ee~tSst USAF SecurityService~IGround Procesj ~ n~mn Sys rte ic l'fly~tewn For-C-5A
(OCAItA) Eneine Cotot1guration Service,lA-25 end L.-3Magement System Aerospace Defense Com,Liata To Space and~ Commodity Configuration HlUitary Airlift Cc=,Missile Sysetews Org. Managewent SystemV:: .. .. ._. . .. . ._ ___: • .
P.1____________________________________
_______-

116
• . D056 ?.o1rrNI,YCr.-IMM-ER PROCE3SES
Dat From D056 W ekyPoesse s s
' Source Data to Interfacing Systems! Data From Interfacing Systems
Logistic Cost Rankina System 4 Part kiznber to Stock NumberOpetating at Sacramento ALO Identification) Unit Price and.
Fligt Saety redi~ionAt' t'gt Activity From FederalFliht afty reic~onTechnique, Cataloeing System
Operativi; at San Antonio A LC J .. .Identification of the Item
Analytical Interval Uetermination M' Nauager Technician and DivisionFor Depot Level Mainten.ace J Within the AFLC Air Materiel Area
Department of Defense Contractors Flying Hlours, Inventory, Sortiesand Landing Frou the AircraftStatus Reporting System
Accident, Incident and1.nerrency Unsatis fac toryMateriel Report Data From theAFLC AF Materiel Safety Office
£ *D056 Output Reports
D)056 Data System Evaluation Reports
Reports Designed for 'valuation of Hardwareand Maintenance Perfor.zance Related to
',0 Individual Weapons and Equipment
Reports Designed for Evaluation of Hardware"and Maintenance Perforwance Related toRecoverable Items
* Precision Measurecwent EquipmentCalibration Intittrval Analysis-
Selected Data Retrieval forSpecial Studies
l•igue 9-3#.
S

13.7
d. Uise Factor (Ho). This is a ratio of actli'll II!ie selective retrieval routines. (Sample Rleport Fig.* ~~~time of individual Work Unit Codles to filing or. -.
e. Ateap Tine Iletween Failuare Occurrence P. A*jilitginc Artisont, Man-houirs andi Aborts by(MTW).Work Unit Code, ItC.4: 1.OG-NDI0(A)ITO7. T, is
XITBF =End Item Operating Titnel x K, X QPA report provides six nmonthn of selected informationQuanity of Faiure by inonth on every roportrihle Work Unit Code as-
*End Item operating time is determined me Ir-1 ige to a particular weapon or equipment. Thiis*3owsa,,.formation includes aborts, failures, maintenanew
Actions. MTJI1F, MhTflM and man-hours. Both "on"For aircraft-active aircraft inventory flyin' and "off" equipment data are considered for displaytime fromt AFM 654110. In this report (except for some typ-s of AGE.For other equoipment-Active inventory flying trainers and munitions). (Sample Report Fig. 9.4.)time from AFIN 65-11lJ. f. Abort% and PegrAded Alepts, RICS: WOD-
f. Mfean Time Bletwuen Maintenance Occurrence MNI0(AltI7171. Thin report provides current month(M~M).detnil Inforniation oni Work Unil Codles and part
liTMb = End Item Opcrating TiicO x (IPA itumbers causing aborts, mission failures and do-QuantiTty ofNtaMaintenance Occurrences* grad~ed Alerts. For ground equipment, this report
'All types of actions described In paragraph i~tre tm ~sn qimn onie Sm9-61.pie Report Fig. 9-9.)
g. Action Limit (Al.). This is a form of failure g. Mtaterlcl Safety D~eficiency Rleport, RCS: LOG-limit expressed in MITRF (hours) And used in the NM10(31)7178. Thlis. report lirnvidos twelve months
* .computer program to compare current failure rates of selected Information for Work U~nit Codles Appli-w6ith past history for the same item, cable to a Mission Pesign Series aircraft that have
ii.FaiureLiit.Thi i th aceptbl quantty been reported as contrihutirng to an accident orh. Filur Liit. his s te nceptale uantt incident or have been the subject of an EmergencyL4 failures of an item for a 30-day period. It is as. UnaisatoyMteriel Report. Any of the abos esiged ~'thealstei nanxeran usd i te crn events having occurred within the past twelve
11uter program to compare current period failures mosiths And recorded in the 1)056 Aystern, drives thewith past history for the Sanme item. computer to display failure rate, trending ind
9-7.l)06 OTPU RFPORS. "Iete~ riput,. nn- predictive mainteiianrce experience data in this reportS-7.DO5 OUTUT EPORS. pircrd f-lmfs on as vi'll as thti quantity of hazard conditions reported.t~ainirig R and NI related datn nrt' idetr'ifie.d rind brielly (apl eptii.9')descrited in the following sulitatagia~phs.
a. Selected Work Unit Code. Conirol Identifirr, It. Work Unit Code Corrosion Summary, RtCS:RICS: LO0G-MMlO(Alt)flf-A, Thi% reprirt provides LUG-AIN.lO(AlI)7l7% This report provides threesummarized information on Work U.nit Codes within months of Information on a weapon or equipmenta weapon for the current reporting period that identifying Work Urtit Codes, number of units, man-breeched either the Action L~imit or Vailure ~imnit; hours and labor cost for co~rrective maintenance duehad Fmcrgency Unsatisfactoury M.ltteri,:l Rteportinig; to corrosioti. The 25 Work Unit Codes incurring t-hewere high man-hour consuimers or were lui~rh corro. hilthest corrosion repair cost are rank ordered andsion repair nuannhour consumers. This report Is used displayed sepasrately in the report for ease of identifi-as a management reference to identify items that cation. (Sample Recport Fig. 9-11.)may warrant detail study and evaluation. Sample i. S)Stn SUh.Sltenl C(orrosion Summao~ry. tIC.S:I rpor Fgur ~LOG-MMO~l(AII)1l80. This report is produced as a
b. Detail Maintenance Arlions for Selected Work comparison report to It above using the s.-me threeUnit Codes, RICS: IOG-.N.I0l(,Alt)7I6?. This report months of corrosion repatir dat~a except that the in.pro--ides one to twelve months n! "on" equipment in- fprmation is s~uminarized to system/subsypt'!m levelformation on Work Unit Codes %%ithin a weipon for and base location. (Sample Report Fig. 9-12.)detail studies, It is availabhle onily on special inquiry
.nd an e lmitd indati pesetatin b seectve . S~stem, Suhssstlcivv, Woik Unitil Code Failureandrieanelioptiens (Smplea ~porsetaFig. by-selc) v Su Jmmaty, tICS: LOG-511NO(Alt)I183. This reportý4 rerea pin.(apeRpr i.95)providcs twelve months of information related to
c. iDctail Shop Actinos for Selccrcd Wiork U~nit current quarter caperienice for systems, itelect-ed sub-Codei, RICS: LOG-NDItO(AlttVl8. This report is4 a s)ystemis and Work Unit Codes on ;%n aircraft. Thecompanion report to paraigraph 9-7h rind provides data djiplayedl is rank ordered by system, subslstcmdetail inform~ation from supiportinig re'pair slupý; on within sy-;Lem and Work Unit Code within subs~stemreparable items removed from a weapon. It aulso bnf~d on the quaritity of failures incurred, Infornia.displa)s parts replaced during shop repair. (Sample tiont displayed includes the quantity of failures.,
4Ritport Fig. 9-6.) hITRP, and a ratio of current quarter to the lastd. Smnisise AlaoleanceArloni or lec td elvoe months experience. (Sample Report Fig.
WVork Unirt Codes: 11(2: LO(-MM00(lI107;'J, Thisreport provides the sabie type of informiation Is k. F~ailurs Hate MIAt for Selected Work Voltdescribed in paragrophi 0-7t, and c but %%ith lesser ('outrs, RCS: L.O(;-11.%O(AH)711R1. This report pra.detail. It Is produced' i~hen thf' Action or Failure video twelve. months of Information qunrterly %% hemL~imit Is breeched and Also by special Inquiry using the Action Limit Is braechcd and also by special In-
COPY OVailcible to DTIC doo' notPezznit fulir legible zepizoduction
.. 4 4- 4 4 4 .4 • 4. .. 4 • . .-.4 p . , .
118
qut ry using select•ve rttrh, val routines. Information I) italled use environment. It Is produced when thedisplayed ijicludel currtiit qu.rti'r, prev0ious quarter C',.ýIpljted failure li.ntt tor an Item (F'ederal Stockand 12*.nvnth NITrl)F. ,iptrter to 12 .'inth ratio and. Numbr) is brerched And also by elsecial Iituiry.data groupinlgs by %%lien dlaoue-red, aotiUi t1kt-'l, how The informatintn iitplaletl does net ratlect mainte-•••.malfunctioned and basa location, (Sample Rleport oun•ce required %%hilt instalhled in se weapon or eiluip.
F'ig. 9-14.) mont. It is limnitt,,l to "off" equipment (shop and1, Mabltenance 1N|aII'houn per Flyilni liour hy depot) repalrs. (Sample report F'ig. 0-41.)
Weapon, C•muviaed and %)%frims, liCS: LOtG- a. Maintenance Actionu for Selected FIN Num-* - lbIMO(AIJI),. This report provides 12 lintehlls of hers, RCS: LOG-MM• AIt)1l59. This report pro-
information updcae.d ,juarterly. The daWt elispltyed vidles six months of "oatr eqluipm|ent (shop and depotand the related computations are as indicated in the repair) information on a recoverable Item. Intorn&.-report title. (Sample Report Fig. 9.-IS.) tion displayed includes quantities of maintenance
m. Mainthinability hteli-0l6leiy Summary, ItAS: actions, malfunction modes. and base location. It IsLOG--MI(J(Alt);2.0. This stcwlal inquiry rlpport produced when the computed failure linilt for anprovides 12 months of Infoniiation on Work Unit itent (i'e,deral Stock Number) is breeched and ailsoCodes within an aircraft.. Information disliayed in. by special inquiry.eludes failure, mainitenance action, ahort and man- p. Pats Replaced During Ield or Depot Repair.hour rates as well as the most predominate R.CS: LOG-Pt 0(Ad I)n:9O. rhis report is producedmalfunction modes. (Samplo Report Fig. 9.-16.) on the samne criteria as above displaying aix months
n. Selected Part Number Action Summary, I(CS: of parts rellared during repair of itens identifiedOWG-MMO(AIt)71,R. This report provides 12 in the RCS: LOG-MMO(Alt)7189. Information also
months of infonnation on a recoverable line item of displays quantity and reaso.n for replacement. (Sam-supply (part number worldwide) regardles3 of its pIe report Fig. 9-18.)
p..
P4

isteacfil tel Settlenog. Valli toolss~an944i 11111 fl 114411 4 160141060609h1*011f of mCil11is 14l 1I No'14UIiv IS. 6141t IN' C~w o al, Not 619 l itte *"INMtip[ vAntil~loct COGOS o l 51 auIopitol I1WII"I £(.alOWPI1 il ait I Svt
11111164 Alto11 II !3K h o o W IN I I 1 c o ss( ~ C ~ Sf I 1 0 ( o o W i l t w ii q s l 4 5 i * e l e c t t o t Ie l l s I 1 1 (l if o l
0(1111 1011 (001 ~ *I (~s~cts~~o: 1.6 011`111 110110 u loo ll% IssC"3a(~ OSCvI 1140COCII 101 Cluu,,:ongg goipag 610101 COIC IN lei f 11001114111 WI01111110I cools oil CCOWVICg11s4loi JOII4l 0 l. Colett AN111 No51 1011111 WA""nit146 IAiw (~i~ttico Cecil At 01I C0OWW111101COIIMI lilt 6 lt COPE 114 1 1111 101101011115
Pcol wotlvocl~oo~l (Ito($6 i gsiliilisgl 610(6 (wCD Not H 1111118itMS tlot Ric. locial fuels 0 11 64 IIIINPH~w $fail@$11TCI AC ilA ItACMIS1 T
64-11"IM11ACIIII Is0111 11& ilNovoa w tlliucl!01 oolsrcs of 0 IVSlI1i osf I I100 ccWP*IIO 04 reeigatt. .till ullSIOl~gIlvpt Ioolip"1oi all As *IltIIUisIM~ C~a4orAAA mo IS Met tlcoE 6011 66gail
NO f~lifcJn~ CN MIOW mI Nl 111111W eas so~: C NOCI Ia llPIJWIisC&I IOIIIIG; *.,,41 III is~~ 090 1105611 0"110 lioft Ano 106WI
Is 101)4 t,1vors~fA'IAII IN@N1N0I111 k01100 l 0110 S40U1 ORl N~ih19~10 ow( IASI foe (PAIN lilst
101004t14401 5(0(05 of IN 0A 1 11104 ~ Olliis IfS1 A 011141 got OVIONIsoalocokin SuolpfolG,, RI 14 14 I'l fl i (0005 114C pill of "Itillo 1Mus Sii Is $141 toIsoo 01 1 911$ 11th 10 1001alI$o CIIIC9 'Alift0i543q 01 11lphA 0110
Alackal. BASI IS i 01) ! 16 £00 SW 4 1 to fow040041. 001 10 cli(ll~ot coujikimaull ~ 1C030 k~l i II (0011ies0(05 "oh11 0Iisi04( It101 of PHOIoDoAoINCCOlc isisA~ll0C I11 v101 .041SAlCIS13Ii R-% q~s~ CIN list Bil (011116 fill loll oirsitaaufIllstiIlhI(gUS 1111"FY1I11lol 1141144 otI oll III
* ~ ~ ~ ~ ~ 1 ISP(MV £~g1i a 10(10110 £110 WI$CIttAiIOUS IM0Cool W141 of 1411116 1 IlCoilo.16 M P 0llf1 1 1 0i1lOruyl 1441 apo is ho A111*41110 his illu 10Pa~pgtogg 1111(0 OMP~h"Sm '"I0 SlvI ll SAIUS lit ICONUCIII
stevvillaf 1 t1ts06g IS 166cal1I 1010 (*lOf10's 1411 10 1( AM~e (hil (004 1`11PM0N.1111o 0tut sif5 1coSltlle 011JE11'401 fl . 00 Smallc N oto
(0110 1111$t I11(1 w ill fa lihstit U I Ot(0 10(016 111 Of( Au~ oiv olO~cli~ol P~olE 0(100 IINT (Cal.00, I II01II101 SA l oolwpc Pl l tl( IlisitlelIC aso $$,i ~ * latWsh 36641. 0 0 lac" lI lolkt1"11Alo SUPIAC K A I ,loc ACR MICR S alol p Soulef lives C01111I1 (fill tact of lcol ts IS o p( oi IfI 1410~ II 41 £CCOMocl tools. to1 10 Oa $tote.
111l11CK~ 04011 6U~t 101("(" 111 CHI1C$II Mh l&oofAtO(iI ol 001 of 14011016 11111 IN0l(.ait-of '10Plual ~Ito 0101 'lcuowum 1t N11 S001 h1AII (0 3111110 OIJ1O10 t11!Wio. o'0*o l uiA tY sWit ' I' 1111111 II I l 114W toSi I01 I0 A laOU I jIO ou I 0 two1f0o.
Ny11 l Ull 44011 PMU I 1110K 11 4(1011 11 0 P U IsOD 019411 ( 0 $ CoolS w t 00 Ua Iloilo *1 f~saI oos o lwofI 4 Rti"
full~ S11111 41,l 01 11111613 1111 fit Ole 0 11 61 Q i sIltoig31
* ~ kI~' .140001 UIO~uI'tS146 Icoo NI0111 &C(.iWIlsilO 110( tsla 10 1 1411 S ClA~~oI I41 hl" "tosUtltt4 tlc CHICAi N IPistol 01a bce" slo:" 10111 I ooitle(s( L at0( I(01(016 ~l 0 U( Mi6ll41
'I"S (001 0114 t104111116 %lols?hill All 601 L qAtili~ol t0 ACCOW.
Mto0 oltlac w 111lilIN' Coo1 wili 1011 16 011 ,14~~6IIPtO C444l ofI II lisiis~si ow4
$logo1 C41143 lil tact.W u 0 go lIC11(skica 1 oilAP 01
MIStaLN 101(1010o I10141 041111 1 40 1 t Sf 11 1 6 a c k i so eI V(
0A1901S fr11016K PCAISCSIII *lj.1110l f(Ailf p( C 01(0 iolCI S 01Mco illSitfati P60C160it £00t141%UIII mat1 at(11 1(lO F
K IM O t mat1 tol S I 0 11010 p l
120
allis I elliIt~ol itllim "g Cli ff itself011auto. note 00510 toot 11005 1 itse,. lf 110 ~ t
felt s1towets c.l W aif e 114 los mobi""Ilc lmcais 11 MMt is~ M 10 1110t 1,11114S agoll141,611111,itialgl, C Ikipulall cltilltt 41 1101114 I lm lot~f A05 ilut Ifil01
SlO 1101 higotivilil~SO tell *41 uwtsstuel slat Vt I O 0list 0044 l ft CII I letui*18(141,W l fill oU illqs INiu 111,11 *Oak Mull of Vill MIN MNVAMISS ISt lo illtwI Istot011 W6 O IGO All toft 40 44 a 6111I m111 alleges 11100411 to pipet 01.0.1P4411*tli 654kio Al C0lt914i
01dtill tO a0teai of caell.41 I Alto WIND10 IS Pgialil Al t9ll"4I I Mettle0 lot 161111114611t48sesitm "W 414l 11111 Ce 1 1*1111,1 1419. It~lili falls rot ll watlhl cool NIt of 141 1111115 telAMIN801N tIlt l CI ol 0.45 flv to ad Ilan cht it MI-Itll i 1.11courl~libi it CAIMlR,0111S INI11*1 All1 AutwipaglS 105 6.1 Im 11100,1110 ItiAt A lt.A b ilt"11i 11 W11111 unit total OIK totlkl"i IlliRIPAIN INl 011lth I* ItO Si lo e 1,11 001 01R~ l 1111til ON (AM l 11 COMI 'qtiN10 11,1K 01114u1441110 10!G ( U 0111 aioIIIt5 of UUIM 0utlA o M l 41 VAG all 000 Not ual 11,1 i u tot ow oil11114111W liit COMo 'IIA 0ll coa l C itsI. 411 Go 14S (OgitNikl 0019 lust it MOOS ItIlkMill fiit0 .9 09.0 1111141o 1 IA1tOSO111 to £tlluiial ilitiats 00 Pat CON #11.
foi IM-S Coolot % An, ]Its 1% 1 1111*116 Mae1 tlag ~tiiiuoatsIlAcititilslotO lo-TIttitldlt A Ai.i6lD 911 tt ~dtb to I igtws.i*C(3SO&1( ~ ~ ~ ~ ~ ~ C11441 AND* Ah~ 11110aamj tfttB ili~ 00411 IMoIII lal 1I l S A D A NIA i ti i i l t14 1 1 Ai 1 IMi C Out ilt 141a c Ot l W i ~t t i t 1 0 1 0 6 O NI N ai l
IlN-.l ( Ol I P 11 4,0 01 tw A % *. K 11111,041 h~il fall 111.1011*1011 0 $C11100 toh keW ltill ~ ~ ~ ~ 014 CA'io of IN. 4101NC out is t0 Ml0i CAISI.it lawslOlO U 118Ii Pit~tl~S ICEOubtsulat MASISO to HOlli i ll Cool Cotol C0*Ol tl ialt i 55 151 090 Must
vllMit~s c o Sl C1111*01 141 1004I Cltl1 IN( tiCtleIII oft I o*M W l lIM 1110 W0 01. th 01114111 0 lit to lo 10 I ullt; it~.&11Catc 0 ltRAttv 11A*uItt Csil at tS t hil(11SC isIA to V ill CAtI41 tl% I lAlOS 0tol It CAM ~tjll1111 AtShof O`11stl 0161 W EM5 N h III h M iam lis'* tO O Stoo( 1,Si otOk11 0106l
1110.1 It% 0Ailo itO CAIIIUA6I 11111114 11.1M Ol6l1t1.t lG FIKICO 64044191ut5 llw~ CO~l ca It Ill fill tootua *554 L4~thl U I i Rus1 t I WlARItiK *14 NoK~tGACoo 10 4 CM isI
61101111 falls 11RIRSC 6SAR ES4 li1101111 l * l~s itle Dot Will Alil$4014 1 ol ilcs6%00 to
talcN 11(v fil plsSl~ Gol MILS of10 1AI 11114 1tt%3i Mi Ml iAihtIlK
toleuat 1 O1I fitalia'41 Pil IN S AI4iI *5 4l lU,16NlIU41 0111*01 1101AC t COOIAVikg iK01 I AG ISI*ttI tLIfte*oSISI .a1'al*a AD0OII~l V:.iacookIia WAII N AW octnliltO. tclifosW all ot Itos 1coso Soto)11 AS1( AA'IO5111 IllS *0Wll1t Oa tl( OWICOIIs M 1*641. tjil 109 Atitnk MUM10 MKI t I to MI t ORa i lAilplails
INCVO( ADOSIINS NCISA01lotsoiiiaS 9l11O NNOt ofu Sgsloki@cup0 A iS 14114 1A~lO latO 1.0o SAlItraI A Oa PO(AIIIjI'lit G 01 *05 i~ Il~tlS llooomi ~ ~ ~ ~ ~ ~ ~ ~ ~ II Gol WIMjt4 01ii iniin 05IIIISC %Wlf$iesmiC NN 1m i I toil coo *% II of S *Uc 0111 Pic III l~oiOl II I lil#t~i~ talacllA 11vtiI.l uil
S Sakt Me~a liltI 01kw kOil HIM OR~t *11CMi-iat1,4sepfallActve oil alfllob10M Q A JAINC ill IMO 1111( 0gillm s ISIS (00 ~ON I~ t 10915*60
1041I N . A fi at app0 cIlll liiifo W 0I A~l S11KOtC 1a0*10,11 VA IIKltACNI101*(MA1 ao E114W0v llil~l file CO4 Wal IsilIVAII il
"leoSta MiSU III0 t60 a Italtiliclicat 1,111 111,11 of11 Col.olitll COi t 9tuotttAN w I tOPVAI 1 tCM C M 1 inLit-lti it4 111 1 Ilolti AW.lo jitt1 . liAlWt lil W~IMM 00 SAW
ISO '~tllMi9 MINiI 05( ASI bt i'. 1106 tbl~itak 1.01 pubs is OwtiitOhiltluOUI OF11 ads 011to0 MCI
A~uims(oM wit llthoit of*11 oCO01PolII laR 10 ItlI04 lt t0114 tM 001A 0 stm alpll i141 NIr A of SI l14ali thsiM mll lowO~i'~tt~ Otll il iM llMeh~tJ I t 'POP Zltiiolttt l ;W 0I e*so ilagga 5101UHt lIAINA SiltS i *tS ltC ifesk D it boll W a DlkOit is tA SI IM IN"0 CMII ant11 M 1419i riat oia iroll 595*8 tIllftfo Imll 0 1 ("AiMVeil OfhI 9(0 0 A1 t1t IIN MII W.il11111l ill I *1114 il c pil l It'll1 UM iof all Il tiA i AIIStier affilil lo ulfitli iWO 1814 l itti 1411%10C a jleil Al P uO1 140 Slit Ci h it OiCfttNMiIlOA St 11tFAIRiS m dol *ColMO s 1oti CI.PRI4011*041,~M 0 11 AS %ural N Rl S,1011400 iga Sitint 14 4 W rioo
" Ol"I'Mmo. 11111,091 USE 10 I ta 114011 01 1100 l salO AlPli 0011,0 i c hAM Sa kit 4 AI9AS.1 iutl @9o MillSsloo Illl~ &i ItMlit to1 11 iitItiIK 0 qat~it 10*5 ZOW04Ith a t 101,181 Wal toAS *"a IM 11IC lid~OIl i tt~l lh
011019141 10 fi*.ll Wi l.11Itll( I,- a Crsl fil( 61 011111D~ I *0 11o11 isfIrl lOve SIP0110 atoorlSSIovi~ils# ski ti 1104MI isl lotlie.! 11 kil I C1 01% i , CV 11 oso alallh l lateaL IOItAIIIONNOt& (10110 C lot i 0*5S~ 0131 001 lot 0 S W li100tli sAll CSUto ISMOI tutu thimfCUVIA1 1 11111 0*0.4 1 lalulitVl 0o. Iul iAI$Alt I P N AStUNlt il COfti 01 I~l AN li Illyt ItM
-. ttMiljlo *00141 *1114 lm5110ioic m til COt 0 Ii II11*0w I. A 111* 0110011101C falt litlooQL41oflo~tO iuil11t alithltal ~' Isl blu4~ Dt oaft *1 clii lia ltC~ 91110,11 10 ST11
S~~~~~lt~fal CoA 1.110 f11 tl t*l.tiaI01 C 11 111 i i ta 1 AN CQUlPAI'.I~lPI liv il0a4llit1(Ctl -1$6 bllip l iv ll o lf 11601IJV IS IWwO Atd* 0il\ 1 1it CU11 4109 10 *WalMl IOMI
Coa Wll ti~l, lii A~Oal I I I41Il It elt AlaLM too% 110410144(Il.44 810PA 0 0 1 1111 1:10t a.1 'tO1 14tt14 i4lilll P1)41lof(Ohas 1111u 114 tO PatIO Iil 1110 ,1K St~kl HiA tillli IW O *11A 1101 cool PL*CI*As 1
ICIsolila' (C4klt s~ (ic Si440ta CUl ~ 0£ 4I Si I AltoI 11 0 *11bi cl~ t II14*50ol iWilAtl atols hiO * oif most. Ntil ( ol lblbik 0t31 4 1 01141 , CO M 1111 11()t010 0a~ltlll fi~l UIW 10,10141.1 1 1191idol 00 INI~li the0 IllP IM
L l~t ill ill11'Uji,( 6* 011 i ot *319 1af U411 cool shoII IDI08 oIIm
p ill 111 W o *0 141 this 11 1. 41114A1t0 tui1o itPll 10o 0011ot110 ilfolli~WlIN ~ol Mis U.10t 11t II l tul llt 1.1,10111 'I'l 14~t%6 i f bl 1:0 0 S11 1CWtool (Otnt lulii l SIli W i0tibl tpt aI stl II AN vI ahgio 01u l o
t *1kot
t1a1111 lt 10 1 ARS111C 61~ll0, 11 0R hIM 1it Itl$l £10 LA Iii il4101 11 glIclo aaaio il t lrll i (1101 II 0,11.i 01i 1,:1210 ii NOO AN0
Alt 04 -4mo1 ~loMil1 loi m NW i
IOSANIIII II WIIAu~llC(,t HM IsINS~tio IW M oolIca.& a- IM 104,1.001. 00,110.. ..oil.IAke.. - - - - - --(101Oi

12-1
lips SAIIIIRANII Co~ltloliA 1ft flat - Mal . A*SillS
taill.$tilll. 11141116 16121Ikns. kitPIINIIS fo 1111 t~l NI# oe
All 110R~116 NW[111£11) 1 I Iskis ACCDMptl.Imlo DURING tool AND III S I ~tItN.SAS-I R3113 vlaiia lut111P IMI~L of PIRIODIC. phsASID ORN is wi
SIRi (tilt) (atilt loopt ISA cS a9 NIClf1 a~DN
IRILIJO11141 100,111S Plats LII II Atil PLWWIR o Allol , iw PS
INcLuDEs Alt GhIli of 49911 ASDCI boCIUDIS A CIIINIISO DIIS PfINCON il o I
* ~~~~~ltoa WONH SlRYICmr.. EIAiNING AND 100105 P Ali AUNItIS rwoItpR RUD£11 N)DCAI111CORDING IllsHOP MA/INl NANC( &i Ili~ uc~l
of1~NII (O~pumL. ACION O4l MAC FORA*AO %uWIR N SSI OSPMN sff~lARIS, I1lack" ACCOMPLISIIMNI R1LH INVLC1IION.
UCSRISOfI UAIRTIAR. t. DURING 10414140Go R AINIINANCI ON1IO)U"wMIII U141lLo IN A tRAINING
INlCIUIlS AlL UN/IS of wnOp I Nl AIIHI(AIUINIINMq Utv Dint IO' CLASS 0
- ACCDvfIeist. lt, SLfI r"[PuiIS 111INIIII tomowINKR Z11 APIINSPICIIONS% li(th AS 1`0011100 1i SakeDL oLf VjpiI ONtR 1011 tU ID aHIR Rcqný'ARIGIO~NG Ctoo( A, ANrclto lnt (1104"liMl ll011 1 0KAINIIRANCl OR PICRLPANCIAS ON
ACCONrISHI4D ON14i 01114t MA1inII CIA%$I N IAIN(IRActoMliismoLNII ol Itio's 011CI D O LN IIL/AP341%IS~n ~ N sA INSiCISloK P~IPIOIM1D. RICARDIBI Of LOCAItIDN.11116c 1`411104111 of (ICIUMI *CCOlip(ISWIIN of KIDIS * GROUND &fill -SICIAD19!PIRVILISI IRI PSPIOR0 PCM191111110II~ NL til
"KINIIODS All UNIIS 0, POR 0 fCiAt ms"flCWACCIIlfLis"ID DURING AlL FHAISAf orfN~JI l NI IWRlot 64$Ic POSIOIIG41 OR INRU C010401S All U/JRinAIS Of~ l WORK UAIl), CO11tR0l CIICIt
ACOPICI/MI oC'Iiri W,: 1ol, S ILUA 5 DPGI Wittl 1110.IENACI.R P~~lfL~i~It IuSPICIIDI ALL IUNCIIONAL CNICK IIICHIS DUIGSEULDAISII.
ACCOUFtISHID 01111/P6 Alt l~k Ofsi fall 11 icls) N(IK flINIKH SAMwOCIUr"I,C 100'a 0,1111001I INIsrfIfloto lop MI/i//I CUj~tiI. UtiRA'ONI. 1PIC)RI4tii)IICtRAINING SI IS Also RIII 5101 1 *cRA/N t A(CINFL/IW(11il 01 ALL 611 ARAMIS, tIC.INC IQIJ/tMLNi l/s INCIUDIS u/ 11:10 s DUIGNCLD(SCINIWVNIII5 01 WORM ictOMIps/ill 0 IUNG/NCmboeilt( A111110
SCHADULLO INSPEClIONsSUCH(1 AS
cAIL? SAul? AND slkwIcIW/ O. i I AIRCIAIUI111A01111 IAIRIIEARCI INNPRPiANJSIAS(&I. ricioiN. LICLUDikG PlRvllIC If e AIINNSO,11A NCI. lu~lastClusA1 INCIUDIS all UNIts Or W101il WN PIAIN
ACCOUtilIsHID ON/OR ION IRANSIlkk I LIINMII SAD IN101CAIIRRAIIIOI if opIIAiIRNil laulP A ':1111, ict.CuDING ACCO"PusiMlNIlVill (0RR Poil IV 1111111 it 01 tCl1j. V UPON RICtlPI ON 0IINDRAWAll tooo
£1111111USSR(1111 .SUlhLI SIOCIS1311111 Vil Wil DURIN OhLRAIION or MAISUNCIION
all(ANALVSIS AND RECORDIAG E/1iUIMilNINCLUDS CAIRRAI/N AC~~kSoI sOR auo SUSIQIN A ANAA till
Pill CAIIII&IING WOOK CIPIIRS 151(SR? R IS I CIDINCRRO NDC'NIS. 00Ni0 AS OI $Go IVF tiSUPM 10 .WillI UI FefLIARCIcllt "ic"
VAINI(RANU CODIS ION PMI I (0II$o I A1119
OI-

-. - . . ..- - -, -.- .-. 1, . -, . . . * .-)- -W * ----- --m-, -+ -,'• -k .- , • ' k, -,. ,.l .,•,~,S
ItI
. - .. t
I z: A . A F 3i RI I
.. , . . . :.. . , !
r X :Z A ~ Ite U5 it! U1z rr+ ii i s .
Z4. "" . .. S, . .1. S .
.. I I
0'- A -. 0 Z:S A ;b
54 S. r'.1le at i f! i r 8.... ai i i x
'-.4• 5. & 1. I . • ! J ",. Suli
"H "j : I I tI ~
'-4 .. . .. ... :.. , , i". .... ' 1 "
"" .....- . •,, . - -. t1 -
7• ; !. ij - ..
-'.Sil i• i 'A -I 5. I ,!! *• :+ a. , ,. i .. . I... . . . , - -. - -
J I .. I ... Al~i . ... .. i..;. :a .. ... *;*1 |
*i. . ... . . . . . . .... . . . . . ..
--.-- --- i .+.• - - .,*o -r . .... t ! iI - I,+ ! --------------------------- - I I .i -

123
V £ I S
5 40 o o 10di wit~'.'34 ~i.u
* -it
* a '. 4 twZ
0 V ** = A
~~~ Z.* 41 A. .
*4 -a-4 ~
1444
A AdA LA LI A AAAA** AA.11 . - % - ~ p -- 4 ,",. V -. -d .
0
u to-- ~ C 0 g .A
>1 -. 00F-4 .40tfl ~S 4 *,.~~ 8-W LIn
ci '~ St04 5IS U ,0~, * 5 ~ m~m5.. 65A * W , J
Do S A~
6 w

APPENDIX B
The Operational Audit Technique
When there are task times and frequencies that can not
be attained using other techniques, these estimates are
* -based on the combined experience and background of the
manpower management technician, the specialists and super-
visory personnel. Estimates are made at the highest level
of activity that gives confidence in the validity of the
estimate and requires the continuous use of defined work
crews and equipment. Air Force Regulation 25-5l Volume Il
describes this method of work study.
It should be emphasized that other methods, work mea-
surement or work sampling, are recommended whenever fea-
sible. In some instances these traditional techniques
* provide back up and/or bias checks. Some of the tasks
included in this study have been subjected to work study
and to resultant times for these tasks were compared to
the estimates provided by specialists. As discussed
earlier (see page 25), either method produced nearly iden-
It - tical task time estimates.
In the conduct of these interviews it was necessary to
assess the 'specialist and his degree of understanding of
the research requirement and ability to give "average" task
124

125
times. In some cases it was nocussary to estimate shortest
and longest times for a given task and then obtain an
opinion as to whether moat such tasks tend toward the high
or low. However, this researcher found that each specialist
quickly grasped the concept and provided realistic esti-
mates whenever his/her experience included the particular
task.
Although a completely "standard" survey form or technique
was not possible due to the differences in backeground, know-
* ledge and perception, the general technique illustrated by
the example in this appendix was used with each interviewee.
Each specialist was either contacted by the researcher
initially or asked by his supervisor to help the researche.r
determine maintenance task times.
Due to the various conditions under which maintenance
is performed and the wide variety of maintenance activities
and experience this researcher does not recommuend that a
standard survey form or approach be developed. Current
analysts working in this area have operations, maintenance,
6 manpower, or engineering backgrounds. Most have a combina-
* tion of them, and all are trainod thoroughly before con-
ducting the interviews. Also the analyst who conducts the
operations audit is involved in all other phases of the
study.
This analyst does recommzend that further research be
conducted to determine the number of duplicate interviews

126
that are required to determine the variance of task time
estimates. By duplicating the interviews, problems of bias
or random error may be detectd that were heretofore unknown.
For this study operational audits were conducted at
Seymour Johnson Air Force Base during several visits during
1979. From the work unit code manual for the selected ex-
ample aircraft each maintenance specialist identified all
tasks for which his/her specialty is responsible. Each task
was identified for the type of work (remove and replace,
repair on aircraft, troubleshoot, inspect and verify, etc.)
required when a write up (discrepancy) has occurred. The
specialist was then asked to estimata the time required to
complete each task when the work is performed by (1) 5-level
and then (2) 3-level maintenance personnel. Maintenance
crew size, rework probabilities, safety and other related
information was also requested from each specialist.
Operational audit interviews were conducted with two or
more specialist for each specialty. Usually, the shop chief
or the most experienced non-commissioned officer (NCO) was
interviewed first. Then some of the experienced specialists
were interviewed in order to verify the task times. In all,
nearly fifty specialist were interviewed during the opera-
tional audit process. All interviews took place in the main-
tenance shops or on the flight line.
Specialists were generally willing, even anxious, to bei4interviewed. When the proper rapport had been established
!-.
127
the interviewees seem intent upon giving good (realistic)
estimates for the task times in their specialty. They often
seemed glad that someone was taking'an interest.
The transcript of one of these interviews is included
here as an example oA the technique that was used to collect
the task times for this research.
The following is the transcript of an interview by
Captain Larry Howell with Master Sergeant Widumus who is.
Non-Commissioned officer in Charge (NCOIC) of the Fire
Control and Radar Section for F-4E aircraft at Seymour
Johnson Air Force Base, North Carolina.
The interview was one of many conducted during June
1979 in support of a skill level effort study being con-
ducted by Captain Howell.
H Hi. I'm Captain Larry Howell. I'm from Wright-
Patterson Air Force Base and I'm here in connection
with a study that seeks to determine the differences in
aircraft maintenance performed by 3-level maintenance
K specialists as opposed to 5 or 7 level repairmen. One
of our primary tools is a computer simulation model
which we use to estimate sortie generation capability
of a given mainte~nance operation.
The output of our model looks like this
Some of the required inputs include the task times for
each individual maintenance task and the probability or
4 likeliness that the task will have to be reworked.

128
I need your help to go through the work unit code manual
and determine all the tasks for which your sh p is
responsible, and your estimate of the time required for
a 3, 5 or 7 level technician to perform the work.
Which AFSCs (Air Force Specialty Codes) do you have in
your shop?
W All the 321s.
H Which areas in the work unit code manual are you
responsible for?
W We handle the 74s.
.H Okay. Let's go through the manual and talk about each
job. If you would read the five digit work unit codes
and tell me what kind of job you do on each, whether
it's a repair on the aircraft, remove and replace#
troubleshoot, access or whatever. Then give me the
time you think it would take an average 5-level and the
average 3-level to do the job.
W Well, some of our 3-levels aren't checked out yet so
they can't do some of the jobs without help.
If Okay, we'll have to assume that we are talking about
"3-levels who are checked out, but are not ready to
become 5-levels yet. How long does it take for a new
3-level to become a 5-level?
W It usually takes about a year; some a little more, a
few upgrade in about eight or nine months.
S
---------------------------------------------

129
I Hflow long does it take to check a 3-level out in all
the tasks that he will be expected to do?
W That depends on our workload. On the average, maybe a
month or two.
H How much extra training do you iave to do after a 3-
level gets here from tech school?
W Some can do most everything the first time, but most
need to be watched for a month or two.
H You mean a 5 or 7 level must instruct or help them the
first few times they do each job?
W Yes. Maybe four or five times. That takes about a
month or two to get all the jobs.
H Okay. Let's assume the 3-levels we are talking about
have been here between two and seven months. You might
tell me the shortest and longest times you would expect
for each task as we go through the work unit code
manual.
W Okay.
H What's the first work unit code?
W The 74BAO. That's usually an R&R (remove and replace).
H Okay, how long does it take a 5-level to R&R that item?
W We always send two men to do the job. That's for any
of our jobs.
H Is that for safety, or because of weight or what?
W Yes, it's because one guy has to be free to handle the
power cprt, get tools, help lift things and act as a
ii

"130
safety observer.
H Can you sen4 two 3-levels to do the job?W Yea, but we try to send one 5 or 7 level along with a
3-level so we can get training - get the 3-level checked
out.
H Can two 5-levels do the job faster than one 3-level and
one 5-level?
W No, not really. As long as there is at least one 5 or
7 level it doesn't matter what skill level the other
guy is.
H Is that true for the first time the 3-level has been on
the job or after he has been on a similar task several
times?
W Well, it might take longer if it's his first time if
the other guy takes time to explain everything.
H But once he has seen the job a few times, a 5 and a 3
level can do the job just as fast as two 5s?
W Right.
if What if one or both specialists are 7-levels?
"W The same as two 5s or'a 5 and a 3. You can only do the
job so fast.
H Is this for most jobs or just the 74BAO?
7 W It's for all our jobs.
H Okay, let's go back to the work unit code manual and
start with the 74BAO. It's an R&R task. How long for
Ia
I. emta nlde r7lvl
-- - -- - - - -- - - - - - -

131
W That's about an hour and a half usually. Sometimes an
hour, sometimes two hours, but usually an hour and a
half. That's a good average time.
H How about if two 3-levels do the job?
W Probably two hours. They're scared they might mess
something up. They use the tech order more too and it
takes longer for them to find things in the T.O.
H Okay, two hours is the average for the 3-levels, and it
takes a crew of two. What's the next work unit code?
W The 74BBO. That's about an hour and a half for the
5-level and probably two and a half for the 3-level.
H That's also an R&R and a crew of two?
W Yes. The 74BC0 - we fix that on the aircraft sometimes.
Say two and a quarter hours for the 5-level and three
hours for the 3-level. All of our jobs use two men.
If we R&R it, it is an hour and a half and two and a
half. It's a bear to get out.
H Okay.
W The 74BDO. That's an R&R. Say one and a half-and two.
If Okay. Let me know if there are any jobs that don't fit
this pattern, if 7-levels would be faster or different
troubleshoot times or access times.
W Most of our jobs are R&R. Some are repair on the air-
craft. Whenever we have to troubleshoot, it takes the
3-levels longer. Probably half again as long for any
of our jobs. Access and hook up of AGE (Aerospace

132
Ground Equipment - power supplies, lighting, aircarts,
etc.) don't take any longer.
H How about inspection or verification tasks?
W That takes a 3-level twice as long, when he can do it,
once he's checked out.
H Okay. Does the troubleshoot and inspection time
increase hold for all jobs or are there some exceptions?
W Well, let's see (looking at work unit code manual).
No, that's true for all our jobs. Now maybe electrics
might have different times. Their jobs are more com-
plicated.
H Okay. I'll use 50% time increase for 3-level trouble-
shoot and 100% time increase for verify. What job. is
next?
W The 74BEO. Say one and a half and two hours. It's
R&R.
H Okay.
W 74BFO. For R&R, say two hours and three hours and for
on aircraft two and a quarter and three hours.
H Okay.
W 74BGO. R&R, one and a half and two hours.
H Okay.
W 74BHO. Two and a half for 5-levels and three and a
half for 3-levels if it's on aircraft, and two hours
and three hours if it's R&R.

133
H Okay.
W The 74840. That's four hours and five hours. That's
the last one.
If Okay. Are there any other tasks or exceptions that I
should be aware of?
W No, not that I can think of. That's all the jobs we do.
I hope that will help.
H Do you think any of the jobs are more likely to have to
be reworked if 3-levels do the work?
W No, not really.
H How about safety? Is there a problem with safety vio-
lations when 3-levels do the job? I mean either flight
or ground safety.
W No, not in this area.
H Okay that helps a lot. Thank you.
I

APPENDIX C
5-Level and 3-Level Task Times
This appendix contains the list of all tasks and task
times for which 5-level and 3-level maintenance personnel
are reported to have different task times. The task names
come from the Work unit Code Manual as described on page 34.
The task times were developed through the operational audit
technique as described on pages 24 through 27 and Appendix
K For each work center included in this study an attempt
was made to interview at least one 7-level specialist and nnA
5-level specialist. When available a 3-level specialist was
also interviewed. Generally 5 and 7 level personnel were
able to give estimates about all the tasks that are performed
by their work center. The 3-level personnel could only give
times for the limited number of tasks that they has oxperi-
enced. Whenever possible interviews were conducted
independently. Otherwise, ozne specialist would give an
estimated time (to the analyst this often appears to bethe specialist with the most experience in the particular task)
and the other would agree or disagree. Without exception all
the interviewees gave the same task time for 5 and 7 level
H- 134
b

135
3-levels often differed from the estimates for 5 and 7 levels.
WMen a 3-level was present, the 5 and 7 level s~eoialiat
would often ask his/her opinion about particular jobs prior
to estimating 3-level task times. In these cases the task
times were considered a consensus opinion. Where interviews
were conducted separately, the estimates were studied by the
analyst and large differences settled by a consensus among
the specialists after interviews were completed. In tnls
particular study, no differences of greater than 10 oercent
were noted.
In this analysis 78 of the 2094 tasks were answered by
3-level specialist independent of 5 or 7 levels. The 3-
level specialists were asked to estimate only 3-level tasks
times. Only three of the estimated tasks times differed
from the 5-level specialist's estimates of the 3-level tasks
times, and then by only a quarter hour for each three hour
task. Figure C-1 presents the summary of 3 level/5 level
task time differences. Figure C-1 is then followed by a
listing of task times for 5 level and 3 level specialists.
44

136
IC4
eenE-
It
co %0
oo USEM

; " - - . .- ": .:.' ..-• -•... - "-F. -7. . .-. '-- i ..... -. . . .. .. .
137
TASK LtVL, J.UL TASK 5LVL 3LVLINAM.i, T~i~l,. TA.ML', NAM,• TZIM1 TIM E,
A 11AA 03.1 04,.' A£12360 03.0 04.5A1IA1 02.9 04.4 A12361 01.0 01.5Al I1bX 01.5 02,3 A12362 00.6 01.2A111BI 01.5 02,3 A12370 03,1 04.6AI lb,. 05.0 0't.5 A13100 02.5 03.7Al I ICX 03.7 05,6 A13210 01.7 02.6A11ICY 00.5 00.0 A13211 01.0 01.5A11UX 01.6 02,41 A13212 02.0 03.0Al1IFX 01.5 02.3 A13213 02.0 03.0A111Fl 01.5 02-3 A13220 01.0 01.5A1IIF2 03.4 05,A £13221 00.8 01.2A111F3 00.5 00.8 A13222 04.4 06.6AlilGX 00.7 01.1 A13230 03.4 05.1A11101 06.o 09.0 A13231 04.0 06.OA111iG 00.6 00.9 A13240 03.5 05.3A111I iX 05.2 07.0 A13290 01.3 02.0A1110 00.4 00.6 A13310 03.0 04.5AlI 1KK 00.5 00.8 A13311 02.5 03.8A11IKI 01.0 01.5 A13312 03.0 04.5A111K2 02.5 03.8 A133U0 03.0 04.5A111LX 015. 02.7 A13321 00.8 O1.2AlllXX 06.0 09.0 A13322 04.9 07.4A0111 . 2.0 03.u A13341 O,. O0.8A I.11 01.0 01.5 A13342 04.b 01.2A112X., 01.5 02.3 A13343 01.7 02.6A112XI 02 .u 03.0 £13410 06.5 09.8A 11,X2 00.9 01.4 A13420 02.2 03.3A112X3 01.7 02.b A13421 01.5 02.3A112X4 06.0 01.2 A13441 00.5 00.8A113XX 02.0 03.0 A13442 02.0 03.0A113X; 01.3 02.0 A13443 05.1 07.7A113X, 00.9 01.4 A13444 00.1 00.2A113XZ 02.7 04.1 A13500 04.8, 07.2A12110 02.5 08.8 A13501 05.0 07.5A12120 02.2 03.3 A13502 01.9 03.0A12201 02.8 £4 ., A13503 02.1 03.2A012 00.9 01.4 A13504 02.4 03.6A12ýeUj O4.0 01.5 A14100 03.0 04.5A12 1,.: 03.9 O05.9 AI4101 07.5 11.3A12330 02.4 U4.8 A14102 01.4 02.6A12351 0;?.0 uj.O A14210 05.9 08.9A123h-' o.9 O1.4 A14220 03.1 04.7A123. 01.1 01.7 .A14221 00.5 00.8A1234 0 03.O L .4 A114230 02.0 03.0A123! .C 09.1 O ,'.b A14231 O1.b 02.7

Im
138TASK 5LVL •LVL TASZ 5LVL 3LVLNAT1• TLME TU4 NAIW TIME TIME
A1424O 02.1 03.2 A4123M 01.B 02.7A1l424 02.0 03.0 A412300 01.0 06.0A141250 03.0 04.5 A42100 01.0 01.5A1425i 00.8 01.2 A12102 02.0 03.0A14310 02.5 03.d A02103 02.8 04.2.114311 02.1 03.2 A42104 01.3 02.0A1431i 05.9 Ob.9 A42105 05.3 08.0A14330 02.1 03.2 A42106 O0.O 06.0A1433¶ 02.3 03.5 A42107 04.0 06.0A143ýk 06.0 09.0 A42108 02.6 03.9A14410 04.0 0.0 A0.2200 06.9 10.5A14'o20 02.0 01.0 A42201 01.0 01.5A1442i 03.9 04.0 A4.23O 05.0 07.5A14430 01.2 01.O A42630 03.0 07.5A14510 02.4 03.6 A4261,0 01.1 01.7A1454O 00.5 00.8 A44110 01.0 01.5A14550 04.3 06.5 A44111 01.0 01.5A14560 03.3 05.0 A44120 01.6 02.51Al4600 03.0 04.5 A44230 01.6 02.4A1l4601 03.0 A45120 02.7 04.1
A14&•0u Uj,' 05.1 A45120 02.5 034.A148•i 02.0 03.0 A4521o 01,5 02.3A23100 00,9 01.4 A46130 01.2 01.8A23200 21.0 31.5 A46131 04.0 06.0A23300 09.i 1.,.? A4614O 02.0 03.0A23301 02.4 J3.6 A46140 02.0 03.0A234UOC 12.1 o0.0 A46210 02.0 03.0A23500 00.7 01.1 A46230 02.5 03.0A23501 06.5 09.8 A4623U 02.3 03*.8A23600 01.9 02.9 A46231 02.0 03.0A23601 00.5 00.6 A46233 01.0 03.5A2370U 02.9 0L.5 A46300 02.9 03.0A2370,: 00.9 01.4 A47100 02.2 03.3A23'/0J 02,h 03.b A511O0 01.0 01.5A2370"4 06.2 09.3 A511AJ 02.0 03.0A23960 01.2 o1 .U A51IAL 00.9 01.9A23961 00,9 01.4 A51 Al 01.8 02.7A239b•c 01.6 02.4 A512*0 01.7 02.6A239t,11 01.0 01.5 A512A0 01.5 02.3A4 120 02.0 03.0 A513 0 U 05.0 07.5A41151 02.2 03,3 A513H0 04.0 06.0A4d1153 01.9 02.9 A52100 03,0 04.5A412j0 02.8 04.2 A521'0 01.6 02.5A41233 01..7 02. A522•0 02.0 03.0
A524020 0.
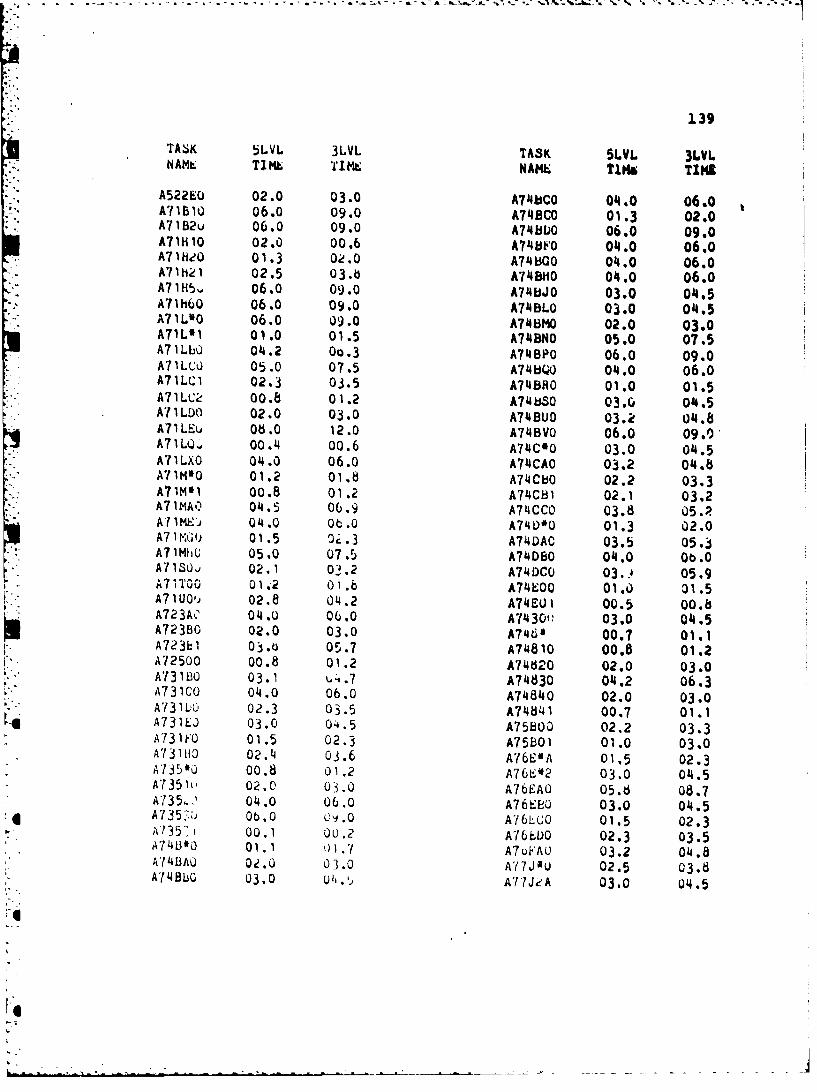
139
TASK 5LVL 3LVL TASK 5LVL 3LVLNAMt TIM TIME NAMTIM TINS
A522EU 02.0 03.0 A74bCo 04.0 06.0A71 10 06.0 09.0 A74BC0 01.3 02.0A7lB2u 06.0 09.0 A74BUO 06.0 09.0A71H10 02.0 00.6 A748F0 04.0 06.0A71H20 01.3 02.0 A74BG0 04.0 06.0A71h•l 02.5 03,b A74BH0 04.0 06.0A71Hb. 06.0 09.0 A748JO 03.0 04.5A71HGO 06.0 09.0 A74BL0 03.0 04.5A71L'0 06.0 09.0 A748MO 02.0 03.0A71LOI 01.0 01.5 A74BNO 05.0 07.5A71LbO 04.2 0o.3 A74BPO 06.0 09.0A71LCO 05.0 07.5 A74BQO 04.0 06.0A71LC1 02.3 03.5 A74BR0 01.0 01.5A71LCŽ 00.8 01.2 A7L4bS0 03.0 04.5A71LDO 02.0 03.0 A74BU0 03,i 04.8A71LEu 08.0 12.0 A74BVO 06.0 09.,0A71LQW 00.4 00.6 A74CG0 03.0 04.5A71LXO 04.0 06.0 A74CAO 03.2 04.8A71M*O 01.2 01.8 A74Cbo 02.2 03.3A71Ma1 00.8 01.2 A74CB1 02.1 03.2A71 MIA0 04.5 06.9 A74CCO 03.8 05.2A71M E' 04.0 06.0 A74D*0 01.3 02.0A71MGo 01.5 Q•.3 A74DAC 03.5 05.oA71MIO 05.0 U7.5 A74DBO 04.0 Ob.0A71S0l 02.1 04.2 A74DCO 03. 05.9A711TW0 01.2 Oi.b A74O00 01.0 01.5A71UO,. 02.8 04.2 A74EUI 00.5 00.8A723Ac 04.0 06.0 A7430t: 03.0 04.5A723BO 02.0 03.0 A7460 00.7 01.1A723bI 0.o 05.7 A74810 00.8 01.2A72500 00.8 01.2 A74820 02.0 03.0A731130 03.1 u4.7 A74830 04.2 06.3A731CO 04.0 06.0 A74840 02.0 03.0A731DW 02.3 03.5 A74841 00.7 01.1A731LJ 03.0 0-4.5 A75BUO 02.2 03.3A731FO 01.5 02.3 A75B01 01.0 03.0A731HO 02.4 03.6 A7601A 01,5 02.3A'135*0 00.8 01.2 A760'2 03.0 04.5A7351t, 02.0 03.0 A76EAO 05.6 08.7A?35ý.' 04,0 06.0 A76E•i 03.0 04.5A735%b 0b.0 C9.0 A76LCO 01.5 02.3A135 00.1 00.2 AT6WDO 02.3 03.5A7400 01.1 01.y A7u'AO 03.2 04.8A'4BAO 02.0 03.0 A77J*U 02.5 03.8A748bG 03.0 U14 A77 J A 03.0 04.5

140TASK 5LVL 3LVL TASK 5LVL 3LVLNAME TIME TIME NAME TIME TIME
A77J2K 03.5 05.3 B13442 01.0 00.5A77J21 01.4 02.1 B13500 01.7 02.6A77XV0 02.0 03.3 B13501 01.3 02.0AT7X6D 02.2 03.3 B13502 00.7 01.1A93200 03.9 06.0 813503 00.8 01.2A97900 02.3 00.71 B14100 01.0 01.5BBLDTK 03.0 04.5 814131 01.4 02.1BDWNLl O0.8 01.2 B14250 01.5 02.3BDWNL2 00.4 00.6 814251 02.5 03.8BDOWNL 00.3 00.5 B14280 02.0 03.0880,42 01: 01.5 142 03.0 o3oBECtI.D 01.5 02.3 B14320 03.C 04.5BHANGT 00.9 U1.4 B14321 01.5 02.3BHGM82 01.2 03.0 814800 01.1 01.7
00.2U B14421 02.9 04.5
8 1220 00.4 00.6 B14422 01.3 02.0BMISL- 01.5 02.3 814550 04.6 06.9ESTV03 00,4 00.6 B14551 01.5 01.3IJST VO4 00.5 Ou. 8 B 1460O0 02.0 0,B12261 01.3 03.0 B14800 01.1 01.7B12M82 01.0 01.5 B1151 01.1 01.7
81322000.50. 8 3 03.5 021.5
91220 00.1 00.2 B23700 02.9 04.481220' 02.1 03.2 B23920 00.9 01.4B12331 01.2 02.3 B23980 00.4 00.6B1232O 00.8 01.2 B23981 00.7 01.1B12361 01.3 02.0 B04150 01.0 01.5B13210 00.3 0075 B41151 01.0 01,7B1326ýa 01.5 0028 B41230 03.0 04.5813221 00.6 00.9 B42100 01,2 01.3B13230 02.2 03.3 542501 09.5 1.53B13231 01.3 02.0 B42102 01.8 0217B13250 04.7 07.1 B42103 01.4 02.1B13252 01.5 02.3 B42200 00.7 O1.1B13260 04.9 07.4 B42201 02.0 03.0B13262 01.5 02.3 842610 02.0 03.0B13293 01.0 01.5 842640 00.5 0203B13310 00.5 00.8 B45110 01.0 01.2B133020 01.0 01.5 B45120 01.0 01.5813331 05.0 07.5 1345130 01.0 01.5813332 00.,o 00.9 B46120 01320B130 00.6 00.9 B46160 00,5 00.8813341 01,0 01.5 B462k'0 00.5 O0.88:13410 01.5 0).3 B46210 008 0,B13420 01.0 O1.5 B46220 00.9 01.4B13430 01.0 O1.5 8•46230 01.0 01.5813431 00.8 01.2 B46231 00.3 00.5813441 041.S 06.ds 846420 01.5 02.3
Lg
-> ---

141
TAS; 5LVL JVUL TASK 5LVL 3LVLN AV. TE TIME 'r rIMLe NAML TIME TIME
847 100 00.5 00.8 8731HO 01.0 01.58511*0 01.0 01.5 8731MO 01.0 01.58511Ab 01.0 01.5 5731N0 00.5 00.8B511AtA 01.0 01.5 B732A0 01.5 02.3B511AJ 01.0 01.5 b735i0 00.8 01.28511AL 01.0 01.5 B73510 01.0 01.58512iu 01.0 01.5 B73520 02.0 03.0B512AA n1.0 01.5 873530 04.0 06.08512CL 01.0 01.5 B74b*0 01.0 01.58513*0 01.0 01.5 8748A0 01.0 01.5851380 01.0 01.5 B7M4W0 01.0 01.5B513E0 0. .0 01.5 B74BCO 01.4 02.18513110 02.0 03.0 874BL)O 01.5 02.3B513XO 02.3 B0.1 8748B1, 01.0 01.58522*0 01.0 01.5 874BG0 01.5 02.3152280 01.0 01.5 B74BO 01.5 02.3B522E0 01.7 02.6 574bJ0 01.0 01.5B71810 02.1 03.2 874BLO 01.0 01.5871B10 01.0 01.5 87411MO 00.8 01.2B71b"Q 02.8 03.0 B74BNO 01.0 01.51171HIO 01,0 01.5 874BBO 02.0 03.0B71l12u 02.0 03.0 874k3Q0 01.0 01.587 1 H5ýiS 04.0 06.0 87413S0 01.0 01.5871 H60 02.0 03.0 874BUO 0 00, 01.2571 LBO 00.5 00.8 B74BVO 01.7 02.6871LCO 00.5 00.8 374CB0 01.5 02.3B71LDu 00.5 00.8 ;7141)AO 01.6 02.4871LEO 04.0 06.0 874DBO 02.1 03.2871ME0 02.0 03.0 574DCO 01.6 02.4B71MGU 00.5 00.8 B74E0 00.8 01.2B61[MHO 03.0 04.5 874300 01.0 01.5871NAO 02.0 03.0 874810 01.5 02.3B71S00 01.3 02.0 874820 01.0 01.5B71T00 01.3 02.0 874830 01.2 01.8B71U00 01.6 C2.4 874840 01.5 02.38723A0 00.5 00.8 875800 00.9 01.4B723B8 00.5 uj.d B76E02 01.2 01.8B7250U 00.5 00.8 876EAO 02.0 03.0B731N0 01.0 01.5 B76EL30 01.0 01.58731L) 01.5 0. 3 876ECO 00.6 00.98731Q0 01.5 ta,3 B76&00 00.8 01.24 0/31b0 02.2 03.b B76FAO 01.0 01.5SB731E0 01.0 01.5 67'WJiA 01.0 01.5B73 10 01.0 01.5 b'/0J2K 01.0 01.581731'J.L 01.5 u2.3 1377X0O 01.0 01.5
a.
___________ I , J

TASK5LVL 3LVL142TASK 5LVL 3LVL TASK 5LVL 3LVLNAME TIME TIME NAME TIME TIMEH14610A 02.3 oo.b
H74DOO 00.6 01.2H461O0 01.6 03.2 H74800 00.7 01.4H1140 04.0 08.0 H75BOO 01.0 0210846130 01.7 03.4 H75B01 01.0 02,0H46148 01.5 03.0 H75BO 01.03 02,6H46140 02.6 05.2 H765EO 01.8 03,6H4615A, 02.0 04.0 H76PO0 00.7 01.4H46150 01.8 03.6 H77x0 01.0 02.0H46160 00.5 01.0H462*3 03.0 o6,0 H77500 01.2 02.4H46210 0237 05.4 IAABOO 04.0 08.0M46230 JCKGUN 00.4 00.68420 02.0 04.0 0.H4630X 02.0 O JCODES 00.7 01.10 4.0 JORN 00,5 00.8
106300 01,5 03.0 JCORR 02.5 03.8H4630o 01.0 02.0 JECMCK 00.2 00.3H46304 04.0 08.0 JENGS1 00.6 00.9H464*1 01.5 03.0 JENGS2 00.3 00.5H464'1 01.5 03.0 JETCKO 00.3 00.5H464*2 04.3 Od.6 JETCK1 00.3 00.5H46420 02.0 04.0 J•Ono1 00.1 00.2M47100 00.5 01.0 JEORIN 00.1 00.2H47101 00.8 01.6 JLOURB 00.7 01.1H47200 01.5 03.0 JLOXSV 00.7 01.1H47201 00.8 01.6 JPKCK1 00.2 00.3H49100 02.0 04.0 JPOST2 02.0 03.0851100 01.5 05.0 JPREP1 01.0 01.5H5120U 02.0 04.0 JPRFLO 01.2 01.8H51300 02.0 04.0 JPRFL1 01.2 01.8H52100 02.0 04.0 JPRLCO 0016 00.9H52200 02:0 004:0 002 00.3H55100 00.5 01.0 JTAXIO 00.2 00.3H71BO0 1O0 . JTAXIO 00.2 0 ,
HT1HOo 02.5 05.0 JTHHUF 01.0 01.5171LO0 00.9 01.8 JTOWAC 00.4 00.6H71L01 01.0 02.0 JTOWBK 00.5 00.8H71m01 02.0 04.0 MAAAOO 01.5 02.8H71NO0 01.0 02.0 MAAAO1 02.4 03.6H71U00 00.7 02.0 MAA100 01.3 02.0H72300 01.0 02.0 MAACO0 02.2 03.31172500 00.7 01.4 MAASO0 02.9 04.41173100 01. 3.0 MAC2AO 01.2 01.dH73200 01.0 02.0 MAC2bO 02.0 03.0H735OO 03.0 06.0 MAC2CO 01.0 01.5H74O00 00.7 01.4 MAC2EO 04.0 06.0174CO0 01.• 02.4 MAC2U1 01.8 02.7

143
TASK 5LVL 31.VL TASK 5L, L 3LVL
NAMIE 'I'I ML I IMb NAME TIME TIME
MAC2 V'O 00. 01.2 M14120X 09.5 14.3
MAC2U2 00.7 01.1 M11201 01.1 00.3
MD6000 00.5 00.8 M11202 01.1 01.7
NINF200 00.5 00.6 M11203 04.0 06.0
MSLIS1 00.1 00.2 M11204 09.5 14.3
UrTUO0 00.5 00.8 M111300 01.0 01.5
M11 AO 00.8 01.2 M11301 02.0 03.0
:MIIA'i 00.8 01.2 M11302 01.4 02,1
H111A2 01.4 02.1 M11303 01.1 01.7
M1llbO 00.5 00.8 M11304 05.0 07.5
Milibi 01.0 01.5 M11305 01.0 01.5
M111B2 02.0 03.0 M11306 00.5 00.8M1 11193 02.7 04. I MI211X 03.0 04.51411100 00.5 00.8 4M12110 01.0 01.5
1.1111• 01.0 01.5 1121101 0.1 01.7M111C2 01.5 02.3 M12112 01.0 01.514 1 D0 00.5 00.• 4M12113 01.0 01.5m11i101 01.0 01.5 112114 01.0 01.5
Ml11D2 00... 00.8 M12120 01.0 01.514111)3 00.9 01.4 M12121 01.0 01.5MiliFO 01.0 00.2 M12112 01., 01.5
M11ID1 00.6 00.9 M12123 01.0 01.5
!f1112 01.0 01.5 M112200 01.0 01.5M1 I .i' 01.9 02.9 M112201 01.0 01.5
MI 11G 01.5 02.3 M112202 01.3 02.0MI1101 01.0 01.5 M12203 01.0 01.5
111G2 01.5 02.3 4M12204 00.5 00.8m1110G3 01.5 02.3 M12310 02.2 0:,3
m11iUO 01.0 01.5 M12311 02.0 03.0M111141 01.5 02.7 3M12312 01.2 01.8
,li11G3 01. 01.7 1M12320 02.0 03.0M IA1H3 01.0 01.5 M12311 02.0 03.0m 111rO 01.6 01.7 M12322 03.2 04.8
tie- 01.6 01.4 M1l2323 00.8 01.2Ml 1K2 03.0 04.5 M12324 00.5 00.8
N111IK3 00.7 01. ,1412325 00.8 C0,3
MIlILO 00.5 00.8l 141326 00.9 01.4MIIILl 01.0 01.5 M12330 00.2 01.2Ml110L2 01.0 01.5 M12331 00.5 00.8MI IXO 03.1 04.5 M12332 01.0 01.5
I l IX | 01.0 01 .b 1123.13 Ol.'( 02.6H14111X2 01.1 01.7 M12334 02.6 03.9
M111X3 02.1 03.2 M12335 01.0 01.51411191 01.0 01.5 M12340 01.5 02.3M11 19," 01.0 01.5 M12341 00.5 00.8
[' ' , .. . . . . , . . . . j . . . . . . . ... . .

144
TASK 5LVL 3LVL TASK 5LVL 3LVLNAM. TI ME TIME NAME TIME TIM,"M1234,e 02.0 03.0 1113225 01,3 02.0-M12343 05.0 07.5 M13226 041.9 07.4Mt12344 01.2 01.8 M13227 01.4 02.1M12345 00.5 00.8 M1323X 02.0 03.0M12350 00.6 00.9 M13230 02.0 03.0M12351 01.0 01,5 113231 02,5 03.8M12352 08.0 12.0 M13232 01.0 01.5M12353 01.3 02.0 t13233 01.4 02.1M12360 00.6 00.9 M13233 01.40 06.0M12361 00.5 00.8. M13235 01.2 01.8M12362 01.1 01.7 M1324X 02.7 04.1M12370 02.0 03.0 M13240 02.0 03.0M12380 01.0 01.5 M13241 03.0 011.5.M12381 00.5 00.8 113242 01.0 01.5M12382 01.0 01.5 M13243 01.0 01.5M1239B 01.2 01.8 M13244 04.0 06.0112390 01.0 01.5 M13250 00.5 00.bM12391 03.7 05.6 M13251 01.0 01.5M12393 01.1 01.7 113260 00.5 00.8M12394 01.0 01.5 M13290 00.9 01.4M12395 04.0 06.0 M13291 00.3 00.5M124641 00.5 00.8 M13292 00.5 00.8M1253•1 07.8 11.7 M13293 01.0 01.5M131OX 02.0 03.0 M1331X 02.7 04.1M1310Y 01.6 02.4 M13310 02.7 04.1M13100 0009 01.4 M13311 00.5 00.8M13101 03.0 04.5 M13312 01.0 01.5M13102 02.0 03.0 M13313 01.2 01.8M13103 00.5 00.4 M13314 01.0 01.5M13104 01.2 01.8 M1332X 02.2 03.3M1321X 02.7 04.1 M1332Y 02.3 03.5M13210 04.0 06.0 M13320 02.2 03.3113211 01.2 01.8 M13321 03.0 041.5M13212 01.0 01.5 M13322 00.6 00.9M13213 06.0 09.0 M13323 01.0 01.5M13214 00.5 O0.b M13324 01.2 01.8M 13215 00.8 01.2 M13340 02.0 03.0M13216 04.5 06.8 M13341 01.0 01.5M11321• 01.5 02.7 M13345 00.6 00.9M13218 01.2 01.8 M134XO 00.9 01.4M13220 011.0 66.0 M13410 01.7 02.6M13221 03.1 04.7 M13420 01.0 01.5M13222 01.0 01.5 M1341?1 01.0 01.5M13223 06.0 09.0 M13422 01.0 01.5M13224 00.5 OU.8 M134210 01.1 01.7
M 0.

145
TAj;. 51oVL 3LVL, TASK 5LVL 3LVLNAME TIME III M., NAMI, TIME TIME
M13431 01.0 01.5 M14262 02.0 04.0M13440 01.4 02.1 M14263 02.5 05.0M13441, 01.0 01.5 M1428X 01.3 02.6M13442 01.7 02.6 M14280 02.0 04.0M13443 01.7 02.6 M14281 01.3 02.6M13500 00.5 00.8 M142b2 00.5 01.0M13501 01,7 02.6 M143.10 00.5 01.0M13502 01.0 01.5 M14311 00.5 01.0M13503 01.0 01.5 M14312 01.9 03.8M13504 00.5 00.8 M1432X 02.0 04.0M1I3505 01.6 02.4 M14320 03.0 06.0M14100 01.5 03.0 M14321 02.5 05.01M114101 01.2 02..4 M14322 01.2 02.4M14102 04.5 09.0 M1433X 05.0 10.0M14103 01.0 02.0 M14330 00.9 01.8M14104 01.4 02.8 M14331 01.0 02.0M142XX 01.2 00.3 M14332 05.0 10.0M142XY 02.5 05.0 M14333 01.0 02.0M142XO 01.2 02.4 M14334 01.2 02.4H1442X 02.5 05.0 M14350 00.7 00.2M14200 03.5 07.0 M1436X 02.b 05.6M14210 01.5 03.0 M14360 02.8 05.6M14211 01.3 02.6 M14361 01.0 02.0M14212 01.• 03.2 M14362 01.5 03.0M14222X 01.7 03.4 M14363 02.2 04.4M14220 02.5 05.0 m 14400 00.3 00.6M14221 00.a 01.6 M14401 00.b 01.2M114222 04.3 08.6 M14410 02.5 05.0M14223 01.0 02.0 M14411 01.0 02.0M14224 00.3 00.6 M14412 00.8 01.6M14231 02.7 05.4 M14413 04.3 08.6M1423,? 02.2 04.4 M1442X 03.1 06.1M14233 01.1 02.2 M14420 02.0. 04.0M14234 00.8 01.6 M14421 01.9 03.8M14240 01.0 02.0 M14 1422 05.0 10.0M14241 00.8 01.6 M14423 01.0 02.0M14 2 4, 01.1 02.2 M1443X 01.5 03.0M1424), 02.8 05.b M1443Y 01.9 03.8M1425X 02.3 04.6 M14430 01.5 03.0M14250 01.5 03.0 M14431 01.0 02.0M14251 02.5 U5.0 M14432 03.0 06.0M14252 01.2 041.8 M14433 01.9 03.8M1426X 02.0 04.0 M14500 01.9 03.8M14260 02.0 04.0 M14501 01.1 02.2M14261 01.6 03.2 M14510 01.1 02.2
r-

146TASK 5LVL 3LVL TASK 5LVL 3LVLNAME TIME TIME NAME TIME TIME
114511 01,1 02.2 M41140 00.9 01.4M14512 01.0 04.0 M41150 01.2 01.8114520 03.7 06.4 M41151 01.0 01.5M14521 01.9 03.8 M4121X 01.1 01.7M114522 01.0 02.0 M41210 01.1 01.7M14523 00.8 01.6 M41220 00.5 00.81M14532 00.3 00.6 M41221 00.9 01.411M1454X 01.9 03.8 M4123X 01.6 02.4M14540 01.2 02.4 M141230 01.0 01.5M14541 04.0 08.0 M41231 01.2 01.8M14542 01'.0 02.0 M41233 01.3 02.0M14543 01.6 03.2 M41300 01.0 01.5M1455X 01.9 03.8 M41301 01.2 01.8%1455(, 01.4 02.8 1 M41400 03.0 04.5M145 '51 01.9 03.8 M4210x 02.4 014.8M14552 01.6 03.2 M42100 00.5 01.0M14553 03.2 06.4 M42101 02.4 041.8M114560 01o. 03.6 M42102 02.0 04.0M14561 00.3 00.b M42103 04.0 08.0M14590 02.9 05.8 M42104 02.4 09.6M1459' 01.1 02.2 M42105 00.5 01.011146 10 00.5 01.0 M42200 03.0 06,0W1461 i 00.5 01.0 M42300 02.6 05.2M14612 02.2 04.4 M42600 01.1 02.2M14620 02.0 04.0 M42601 01.1 02.2H14b-1 01.0 02.0 M42602 00.6 01.2111480. 05.4 l .t1 M42603 00.5 01.0M14801 02,4 04.8 M44100 00.5 00.11114802 02.5 05.0 1M44101 01.5 02.31114803 02.0 04.0 M44102 00.5 00.8"111480., 02.0 04.0 M44200 01.9 02.9M14805 00.3 00.6 M44201 00.5 00.8M2300j 01.5 03.0 M44202 00.5 00.8123001 01.2 02.9 M44203 01.0 01.5M23002 01.0 02.0 M45100 01.0 01.5M23003 01.0 02.0 M45101 02.9 03.9M23004 01.6 03.2 M45102 01.2 01.8M123005 01.4 02.8 M45103 00.5 00.8
W23007 01. 02.4 M45104 01.0 01.523007 01.2 02 .h 4M45200 02.6 03.9M41110 01.0 u1.5 M45201 04.6 06.9M4111i 00.7 01.1 M4610A 02.8 04.2n41120 02.2 03.3 M4610b 01.2 01.8W4113L, 01.5 02.3 M4610C 01.5 02.3M4114A 00.9 01.4 M46100 01.0 01.5
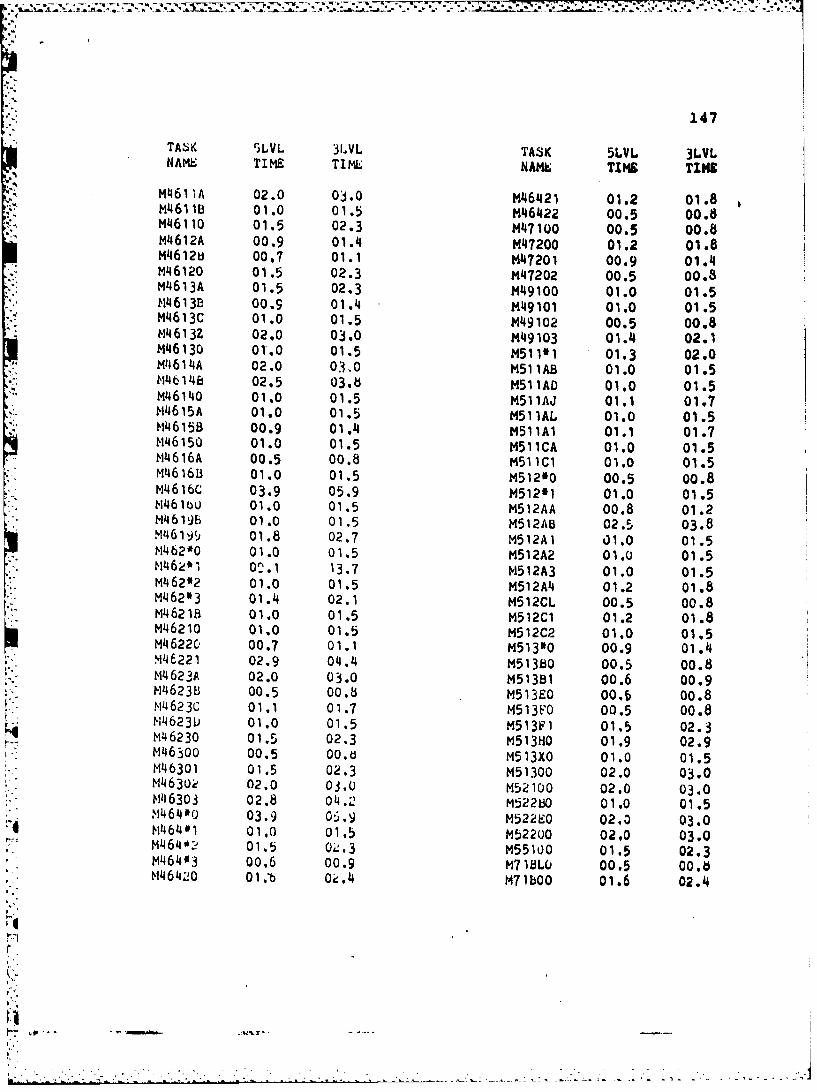
147
TASK 53LVL 3LVL TASK 5LVL 3LVLNAME TIME TIMi NAM, TIMN TIMES
M461 HA 02.0 03.0 M46421 01.2 01.8M46111 01.0 01.5 M46422 00.5 00.8M46110 01.5 02.3 m47100 00.5 00.8M4612A 00.9 01.4 M47200 01.2 01.8M4612u 00.7 01.1 M47201 00.9 01.4M146120 01.5 02.3 M47202 00.5 00.8M4613A 01.5 02.3 M49100 01.0 01.5M4613B3 00.9 01.4 M#49101 01.0 01.5M4613C 01.0 01.5 m49102 00.5 00.8M4613Z 02.0 03.0 m49103 01.4 02.1m46130 01.0 01.5 M5111 01.3 02.0M4614A 02.0 03.0 M511AB 01.0 01.5M1`4614b 02.5 03.8 M511AD 01.0 01.5M46140 01.0 01.5 M511AJ 01.1 01.7M4615A 01.0 01.5 N511AL 01.0 01.5,114615a 00.9 01.4 M511A1 01.1 01.7SM51CAl 01.1 01.71146150 01.0 01.5 M511CA 01.0 01.5M4616A 00.5 00.8 M51ICI 01,0 01.5ML4616B 01.0 01.5 M512*0 00.5 00.8M4616C 03.9 05.9 M51241 01.0 01.5M1461 oU 01.0 01.5 M512AA 00.8 01.2M46195 01.0 01.5 M512AB 02.5 03.8M46199 01.8 02.7 M512A1 01.0 01.5M462*0 01.0 01.5 M512A2 01.0 01.5M46L,* 09.1 13.7 M512A3 01.0 01.5ML62*2 01.0 01.5 M512A4 01.2 01.8M462*3 01.4 02.1 M512CL 00.5 00.8M14621B 01.0 01.5 M512C1 01.2 01.8M46210 01.0 01.5 M512C2 01.0 01.5M4622C, 00.7 01.1 M513'0 00.9 01.4.M46221 02.9 04.4 M51380 00.5 00.8M4623A 02.0 03.0 M513B1 00.6 00.9114623B 00.5 00.8 M513EO 00.6 00.8M4623C 01.1 01.7 M513FO 00.5 00.8M46230 01.0 01.5 M513F1 01.5 02.3
M46230 01.5 02.3 M513H0 01.9 02.91146300 00.5 00.ts M513X0 01.0 01.5M46301 01.5 02.3 M51300 02.0 03.0M4630Ž 02.0 Oj.u M152100 02.0 03.01m146303 02.8 04.22 M522830 01.0 01.5M46400 03.9 05.9 M522E0 02.0 03.0M146401 01.0 01.5 M52200 02.0 03.0M4640' 01.5 0'.3 M55100 01.5 02.3M464*3 00.6 00.9 M71OLU 00.5 O0.81M46420 01o.b O.4 M71800 01.6 02.4
' 1
! , . . . - , .. _ . . .- • . . ; i• . 2 • . : i . . . . . . . . . . .
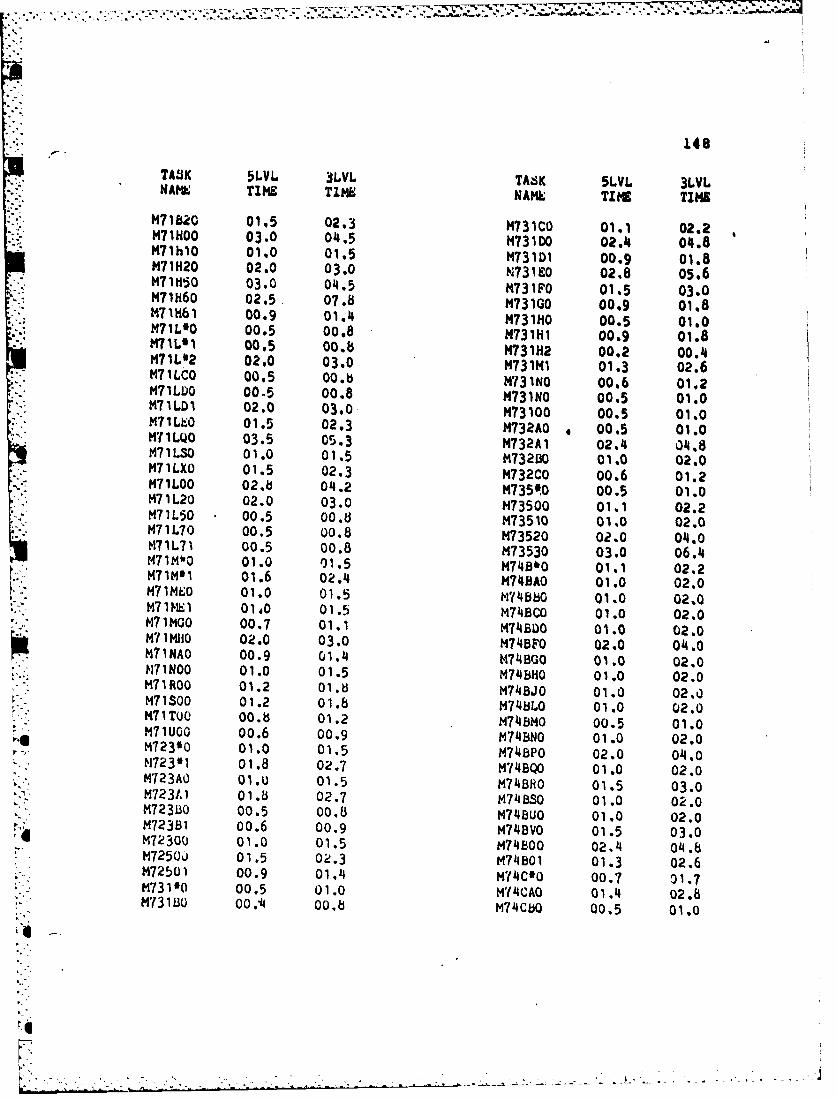
• . --
148
TASK 5LVL 3LVL TASK 5LVL 3LVLNAME TIME TIME NAML TIME TIME
M71 0 01,5 02.3 M731C0 01.1 02.2M71IHOO 03.0 04.5 M7310D 02.4 04.8M71hlO 01.0 01.5 M731D1 00.9 01.8M71H20 02.0 03.0 M731 0 02.8 05.6M71H5O 03.0 04.5 M731F0 01.5 03.0M71H60 02,5 07.8 M73100 00.9 01.8M71H61 00.9 01.4 M731H0 00.5 01.0M71L'O 00.5 00.8 M731H1 00.9 01.8M71L01 00.5 00.b M731H2 00.2 00.4M71L*2 02.0 03.0 M731M1 01.3 02.6M71LCO 00.5 00.b M731N0 00.6 01.2M71LD0 00.5 00.8 M731N0 00.5 01.0M71LD1 02.0 03.0 M73100 00.5 01.0M71LE0 01.5 02.3 M732AO , 00.5 01.0M71LQO 03.5 05.3 M732A1 02.4 04.8M71LXO 01.0 01.5 M732130 01.0 02.0471LXO 01.5 02.3 M732C0 00.6 01.2M71LOO 02.b 04.2 M735PO 00.5 01.0171L20 02.0 03.0 M73500 01.1 02.2M71L0 00.5 00.8 M73510 01.0 02.0M71L7O 00.5 00.8 M73520 02.0 04.0M47101 00.5 00.8 M73530 03.0 06.41471M*O 01.0 01.5 M74qBO 01.1 02.2H71M'1 01.6 02.4 M174AO 01.0 02.0M71MEO 01.0 01.5 W448OW 01.0 02.0M71ME1 010 01.5 M74BCO 01.0 02.0M71M00 00.7 01.1 M74BDO 01.0 02.0M17 1410 02.0 03.0 M74BPO 02.0 04.0M71NAO 00.9 01.4 M74BGO 01.0 02.0W71N00 01.0 01.5 M74BH0 01.0 02.0M7IROO 01.2 01.8 M748J0 01.0 02.0M71SOO 01.2 01.6 M748LO 01.0 02.0M71TO0 00.8 01.2 M748BO 00.5 01.0M71UO0 00.6 00.9 M74BN0 01.0 02.0M723*0 01.0 01.5 M74BPO 02.0 04.oM723#1 01.8 02.7 M74BQO 01.0 02.0
01U 01.5 M7110 01.5 03.0SM723AO 0.0.5M74BHo 01.5 03.0
"M723t1 01.b 02.7 M741BSO 01.0 02.0M723B0 00.5 00.8 M74BUO 01.0 02.01M72381 00.6 00.9 M74BV0 01.5 03.0M72300 01.0 01.5 M74BOO 02.4 04.6* M7250j 01.5 02.3 M74801 01.3 02.6
1M72501 00.9 01.4 MIAC'O 00.7 01.7;M731#0 00.5 01.0 M'4CAO 01.4 02.8M731BO 00.,4 00.8 M74CbO 00.5 01.0
- L-.............

S.. . . . ¾ -- . . . • " r ww w-mr'.- 7" • ~~ " W-r "= --" • • W" ."- - - - - - --,O . .• .
*. , * -- .. . .. .. * -
149
TASK 5LVL 3LVL TASK 5LVL 3LVLNAME TIME TIME NAMLt TIME TIME
"M"1CCO 0l.U 03.6 M76000 02.0 04.0M714D'0 00.1 01.4 M77J'1 00.5 01.0"M740•1 01.8 03.6 H'IJ2A 01.2 02.14M74 Di'2 01.8 03.6 M77J2K 00.9 01.8M74DAU 00,5 01.0 M77J21 00.5 01.0M74DBO 01.3 02.6 M77X*O 01.1 02.2M74DCO 00.4 00.8 M77X6D 00.5 01.0M74DOO 00.7 01.14 M97900 00.6 01.2"M74EkO0 O0,04 00.8 PAE1RO 01.5 02.3
SM7l4EO1 01.0 02.0 PAMft1 06.5 09.8M74300 00.5 01.0 PAUTO 02.0 03.0"M748*OC 0i.2 02.,4 PCOMO 02.0 03.0M748UC. 00.6 01.2 PCOROO 03.7 05,6M74810 00.9 01.8 PCORO1 03.6 05.,4N7 '420 01.5 03.0 PCOR02 O0.4 00.6M7483u 01.0 02.0 PCOR03 00.5 00.8M74•40 01.0 02.0 PCON04 01.0 01.5W 5BOO 01.2 02.4 PCOR•5 00.3 00.51.d 5 00 1 00.3 00.6 PCORO6 00.8 01.2M75b0f 00.3 00.6 PCOR07 00.1 00.2N756-j 3 00.6 01.2 PCOROd 01.14 02.1M( 5BOL' 00.5 01.0 PCORO9 02.1 03.2M75805 01.1 02.2 PCOf 1O 02.j 03.5M75EUJ0 02.3 04.6 PCOR11 11.0 16.5wl5e0 I 01.6 03.2 PCOR12 12.0 18.0M751C0 00.5 01.0 PCO0H13 00.2 00.3M751%, 00. d 01.6 PDEPAN 02.0 03.0M751C2 01.3 02.6 PDFULU 01.0 01.5M751C•- 01.0 02.0 PDOPO 01.0 01.5..7 51 DO 00.8 01.6 PECMO 00.5 00.8M75101 03.4 06.U PECSO 01.0 01.5M75600 00.7 01.4 PEONSO 06,O 09.0M75800 00.9 01.8 PELECO 01.0 01.5M75900 02.0 04.0 PELEC1 03.0 04.5M76E• i 01.1 02.2 PENG1 06,0 09.0t 60EzL 01.3 02.6 PENG2 10.0 15.0M76E*-) 01.0 02.0 PFU.LO 01.0 01.5176EAO 01.8 03.6 PHHP06 33.0 49.5
M76ELiu 02. Q 014.0 PIhPOI Ob . 09.0M76ECO 01.3 02.6 eHP03 16.5 214.8M76EDU 00.9 01.8 PHYDU 02.5 03.8W 76EOO 02.5 05.0 PHYDl 06.O 09.0M76F*3 01.3 02.6 eINS0 01.0 01.5M7 6FAu 01,5 03.0 PINSI 02.0 03.0M76p'Ou 01.3 0u.3 PJACK 01.0 01.5
S."

150TASK 5LVL 3LVL TASK SLVL 3LVL. NAN| TIM• TIME NAME TIME TIME
PMACHO 02.5 03.8 R11201 02.0 03.0PMUNO 01.0 01.5 11130X 02.0 03.0P4UNI 05.0 07.5 R11300 02.0 03.0PNDIO 01.0 01.5 R11301 06.0 09.0PNDI1 02.0 03.0 R11302 01.8 02.7PPHOTO 00.5 00.8 R11303 06.0 09.0PPREP 00.5 00.8 R12110 02.0 03.0PIPML1 03.0 04.5 R12111 01.0 01.5PRPNL3 06.0 09.0 R12112 10.0 15.0PRPNL6 07.0 10.5 R12200 01.0 01.5PSAPE 00.3 00.5 R12201 01.0 01.5PSMTLO 16.0 24.0 R12310 02.0 03.0PTOW) 00.5 00.8 R12310 04.0 06.0PWCSO 00.5 00.8 R12311 00.5 00.8RAAAOO 02.0 03.0 P12312 03.3 05.0RAABOO 02.2 03.3 !1'2320 06.9 10.4RAACOO 01.5 02.3 R12321 06.0 08.0RAAEOC 04.3 06.5 R12330 02.8 04.2RAC2AO 03.7 05.6 R12331 02.5RAC2BO 01.5 02.3 R12330 02.5 03.8023 12340 01.5 02.3RAC2CC. 01.3 02.0 R12341 02.4 03.6RAC2Ci 02.5 03.8 R1235X 08.6 12.9RAC2E1 05.0 07.5 R12350 08.6 12.9RAC2F(, 02.2 03.3 R12360 02.5 03.8RAC2GO 01.0 01.5 P12361 06.1 09.2
RLAU88 02.0 03.0 B12370 02.0 03.0RHAU12 08.0 12.0 812371 04.5 06.8RHERS 06.0 09.0 R12380 01.0 01.5RS238S 01.0 01.5 R12381 03.0 04.5RillAO 00.5 00.8 R12382 03.0 04.5R111AI 03.9 05.9 R12390 01.8 02.7R111 01.0 01.5 R12391 00.8 01.2R111P] 02.8 04.2 R1310X 04.0 06.0Rilico 01.0 01.5 R13100 01.0 01.5Rl11CI 00.9 01.1 813101 04.0 06.0Rl11DO 00.7 01.1 R13102 02.8 04.2RilIFO 03.1 04.7 R1321X 04.0 06.0R11l.h 03.0 0'.5 R1321Y 06.5 08.8R1llIIO 03.0 04.5 R13211 10.0 15.0R11IKO 03.1 04.7 R1322X 02.9 04.4RI11LO 01.2 01.A R13?2Y 04.3 06.5R1I1XX 09.1 14.2 R1322u 04.0 06.0il1X0 02.0 03.0 R13221 10.0 15.0P111Xi 02.0 03.0 R1323X 02.2 08.8RI119i 01.8 02 .7 R1323Y 02.1 03.2
I ," _ -" " - , - . + . ,. .

151TASK SLVi. 3I.L TASK SLVL 3LVLNAME TIME TIME NAME TIME TINS
R13230 02.2 03.3 R14240 02.8 05.6R13231 03.C 04.5 R14241 02.5 05.0R1323? 02.5 03,8 R142q2 00.6 01.2R1324X 01.6 02.4 14E25X 03.1 06.2R1324Y 01.2 01.8 R14250 03.1 06.2R13240 02.0 03.0 R1426X 05.9 08.9R13241 03.0 04.5 414260 05.9 08.9R13242 02.5 03.8 R1428X 02.5 05.0R13250 02.0 03.0 R14280 02.5 05.0R13260 02.0 03.0 R14310 02.7 05.4R13290 01.4 02.1 R1432X 06.5 13.0R1329" 01.0 01.5 R14320 06.5 13.0R1331X 05.2 07.8 R1433X 03.5 07.0R13310 05.2 07.8 R14330 00.8 01.6R1332Y 04.0 06.0 R14331 03.5 07.0R13320 04.0 06.0 R14332 01.9 03.8R13321 01.0 01.5 814333 03.0 06.0R13330 01.0 01.5 114350 02.5 05.0H13304• 03.7 05.6 114351 06.2 12.4R13340 03.7 05.6 R14400 01.0 02.0R1334' 01.6 02.4 114410 00.8 01.6R134X( 01.5 02.3 R1442X 03.5 07.0R1341X 06.0 09.0 R1442Y 02.1 04.2R13141 06.0 09.0 R1442n 03.5 07.0R13420 02.5 03.8 114421 03.0 06.081343X 03.4 05.1 R14422 01.0 02.0H131430 03.0 04.5 R1443X 03.0 06.0R13431 02.0 03.0 R1443Y 03.9 07.8R13440 01.0 01.5 R14430 03.0 06.0R13500 03.0 04.5 R14431 05.0 10.0H13501 03.0 04.5 R1454X 03.5 07.0R14100 02.0 04.0 R14540 02.4 04.8RI1410 01.0 02.0 R14541 03.5 07.014102 01.0 02.0 R1455X 01.! 08.6R14103 04.0 08.0 R14550 01.0 02.0R142XY 02.5 05.0 114551 03.0 06.01142"n 02.5 05.0 R14552 03.0 06.01420X 06.0 12.0 11456o 03.0 06.0
R1420Y 06,0 12.0 R14610 01.5 03.0811,200 06.0 12.0 R1462x 02.5 05.0R1121X 05.0 10.0 R14620 02.5 05.0R4 14 2 ) 05.0 10.0 R14621 01.7 03.4R1422X 04,2 08.4 R14800 01.5 03.0R14220 04.2 0o.4 R14801 06.5 13.0R14230 02.5 05.0 814802 05.0 10.0

WSK LYL LVL152TASK SLYL 3LVL TASK 5LVL 3LVL"NAME TIE TIM.E NAME TIME TIME"R23000 07.4 !1.8 R45201 01.0 01.5RP.'3001 01.0 02.0 R461i! 01.2 06.3R23002 014.0 08.0 R6it 42 0.R341110 02.0 O.0 846120 09.2 13.8R,06130 05.5 08.3R1412X 03.2 04.8 R461 11A 02.0 03.0WV120 03.2 04.8 H1t614O 03.5 05.3R4113X 02.0 03.50 03.2 09.384113Y 01.8 02.7 Rq616A 01.6 02.3R41130 02.0 03.0 R46160 07.9 11.881 lPqx 02.7 04.1 R4619A 03.0 04.5R41140 02.? 00.1 146199 03.0 04.5R1150 00.5 00.8 1R462#0 02.0 03.0R41151 02.0 03.0 R46210 02.5 03.8R4121X 02.0 03.0 R46220 09.0 13.5W11210 02.0 03.0 R46238 01.7 02.6R42211 02.4 04.1 816230 02.0 03.0R41220 00.6 00.9 R46300 03.5 05.3841231 02.0 03.0 R46302 01.8 02.7R41230 02.0 03.0 R4600O 01.1 01.7R41231 02.8 04.2 R464•! 01.14 02.1R41301D 04.2 06.3 R46402 04.0 06.0R8414o0) 01.8 02.7 R46420 01.8 02.7R4210o• 02.4 03.6 R46421 03.0 04.5R42100 02.0 03.0 R47100 00.5 00.9R42101 03.0 04.5 R47101 00.9 01.4R4210;;. 02.0 03.0 R47200 01.4 02.1* R42103- 03.*0 04.5 R47201 00.9 01.4R42104 02.5 03.8 R49100 02.0 03.0R42105 02.1 03.2 8511'0 01.T 02.3r(42106 03.0 04.5 R511A 01.3 02.0R4220X 04.0 06.0 R511 AD 01.3 02.0R42201 04.0 06.0 R511AJ 01.3 02.0R42200 04.0 06.0 R511AL 01.5 02.3R42300 03.5 05.3 R511CA 01.5 02.3R42301 01.5 02.3 B512#0 01.2 01.8R42600 02.0 03.0 R512AA 00.9 01.4R42601 04.0 06.0 8512A8 01.0 01.5R4410c, 01.5 01.9 R512CL 01.0 01.5R44101 00.6 00.8 R51320 01.3 02.0R44201 01.5 01.9 R513B0 01.5 02.3R44221) 02.2 0? R513E0 01.0 01.5R4510) 01.5 02.3 8513FO 03.0 04.5R4510U 01.O 02.3 8513H0 01.9 02.9R45101 04.2 0.3 R513XO 01.5 02.3
R45200 02.5 03.8 R52100 01.0 01.5

153
T ;A•. 5LVL :iiVt. TASK 5LVL 3LVL"NAME TIME T!MI; NAME TINg TINE
R52?'C 01.0 01.5 R?7601 01.3 02.6R522Pn 01.0 01., RT6E' 01.6 03.2 *R522•O 01.0 01.5 R76SEm 01.5 03.0RT23'0 01.5 02.3 R76SAO 03.0 06.0R723AO 01.2 01.8 R76SEPO 03.0 06.0R723AI 01.2 01.8 R76ECO 02.0 011.0R723B0 00.9 01.4 R76EDO 03.0 06.0R723B1 01.2 0".8 R76F*O 01.5 03.0R72500 02.0 03.0 R76FAO 02.1 014,2R?731 0 01.7 02.0 R76000 01.5 03.0R731B0 01.0 02.0 R770J0 01.5 02.3R731CO 01.5 02.0 R77J2' 01.4 02.1R731DC 01.3 02.0 R77K2A 01.7 02.6R731En 01.0 02.0 R7TX*O 01.8 02.7RP1331G 01.2 02.14 R77X6D 00.7 01.1RT7010 01.2 02.0 R91200 01.3 02.0R74BAO 02.0 02.0 R93200 01.3 02.0R7T8BC, 02.0 02.5 R97900 00.? 01.1RTP1HC, 00.8 01.2 VIIlAO 00.3 00.6R74BNO 03.0 03.5 V23000 08.0 16.0R7TC*C' 00.6 01.0 V75600 00.6 01.2R74CAu. 01.9 01.9 V76000 00.5 01.0.474CPo 01.9 0o.5 Y2AM7' 00.2 00.3ý714CC0 01.14 02.5 Y2AN75 00.5 00.6HT•Dtl 01.14 02.0 Y23M03 01.3 07.0H71401 01.0 02.0l Y23M014 01.2 02.8R74DAO 00.5 01.5 Y23M05 03.9 05.9R74DBG 01.8 03.5 Y23R00 12.0 18.0RT4DCO 01.41 02.0 Y23R01 36.0 40.0
MT71EW0 01.8 03.5 Y23RO2 02.9 011.5R714EOI 02.6 03.6 YUA1490 00.1 00.2R74300 01.0 02.0 Y4AM91 00.41 00.6R7?480• 01.0 02.0 Y14AM92 OO.6 00.9R741810 01.3 04.0 114AM93 00.8 01.2R74820 01.4 02.0 YUMAN94 00.1 00.2R74830 02.0 02.5 Y4AM95 01.3 02.01174840 03.0 05.0 Y4AM96 01.0 01.5R75EOO 04.8 05.6 Y4AM97 00.1 00.2R75EOi 06.0 12.0 Y14AM98 on.2 00.3R751CO 01.0 02.0 Y4AM99 00.3 00.5R7511D 01.11 O. 8R75600 01.11 02.8R756o0 01.o 0:4.2R75800 01.0 02.0R75900 02.0 04.0
i

APPENDIX D
Pilot Opinions
.15

155
opinion Survey of Aircraft Pilots
Pertaining to Maintenance Skill Level Changes
There is some consideration being given to reducing
the average aircraft maintenance skill levels at opera-
tional units from the current average 5 level to the mini-
mum possible to perform the tasks required in both scheduled
and unscheduled maintenance.
In an attempt to analyze the impact this skill level
change may have upon mission accomplishment, I am interested
in your opinion as a pilot who will be flying the affected
aircraft as to what impact this skill level change will
produce. Therefore I have developed the attached question-
aire to aid in expressing your opinion. Please feel free
to add any comments you may have pertaining to the subject.
You need not identify yourself unless you wish. The
information gained will be used only for the purpose
stated. Please return the completed survey to Captain
Larry Howell, ASD/YYEE.

1. Would a reduption in military aircraft maintenance 156l
level affect your decision to stay in service and fly mili-
tary aircraft? if so, how?
2. Would you anticipate more sortie aborts or cancellations
due to the skill level reduction? If so, can you estimate
the percent abort increase and identify what aircraft type
might be most effected?
3. Would you anticipate an increase in the number of
quality control reworks if the proposed skill level reduction
should become reality? If so, how much?
4. Do you believe there would be an increase in the number
of aircraft accidents due to such a skill level change?
If so, how much?
5. The proposed skill level reduction may result from
shorter enlistments or a rapid increase in military man-poe ul p f o e hssil.ee eraea
L hazardous or detrimental, can you suggest an alternative
plnor a method to obtain and maintain the required
skilled personnel?
6. What other comments do you have pertaining to main-
tenance skill levels?
-4

157
RESULTS OF OPINION SURVEY AS OF 11 MAY 1979
1. Would a reduction in military aircraft maintenance
skill level affect your decision to stay in service and fly
military aircraft? If so, how?
No-17
Yes -2, maintenance is not good enough now
2. Would you anticipate more sortie aborts or cancellations
due- to the skill level reduction?
No - 2
Yes - 17
If so, can you estimate the percent abort increase and
identify what aircraft type might be most effected?
25% -3 Bombing-8
20%-1 Cargo -2
5%i
3. Would you anticipate an increase in the number of
quality control reworks if the proposed skill level
reduction should become reality? If so# how much?
No-0 10%-i1
Yes- 19 25%- 5
50% - 10
100% - 2
500%-1

"-•' , 158
4. Do you believe there would be an increase in the number
of aircraft accidents due to such a skill, level change?
If so, how .much?
No-15 50% -
Yes.- 4 100% - I
5. The proposed skill level reduction may result from
shortened enlistments or a rapid increase in military man-
power build up. :f you see this skill level decrease as
hazardous or detrimental, can you suggest an alternative
*. plan or a method to obtain and maintain the required
skilled personnel? V
No 6
"More pay for enlisted - 1
Proficiency pay - 10
Commitments for training - 1
6. What other conments do you have pertaining to main-
tenance skill levels?
Hire civilian maintenance
Contract maintenance
Design simple aircraft
°
.4,
___ - - -