Embed Size (px)
Citation preview

As an introduction, a brief survey of the magnetic properties of modern electrical steel materials is presented. Then we focus on the normative measurement of the quality parameters of this material, in particular of high-permeability electrical steel.
1

What are the incentives of determining electrical steel properties ?
Developing and improving the material with regard to their technically relevant properties, that means in our case, mainly the reduction of magnetic loss.
Modelling of the magnetic properties supporting the calculability and predictability of the performance of devices designed using these materials.
Characterizing the material regarding the technical and economical properties – for that we need written standards of measurement methods allowing high reproducibility (that is comparability of measurements made by different laboratories).
2

The soft magnetic material market consists of 96 percent electrical steel and the rest of 4 % are of amorphous, nanocrystalline and powder shaped materials. The non-oriented 80 % is mainly used as core material in rotating machines and the determination of their magnetic properties is less problematic for various reasons.
Of course, the partition of GO material is larger if considered by value.
The grain-oriented material, and especially the high permeability grades, play an more and more importanrt part with recent tendencies of increase of efficiency of energy distribution and of diminuishing carbon dioxide production.
At the same time it turns out that the classical measurement method for the magnetic properties of electrical steel, the Epstein method, apparently does not meet the great demands for the precision needed by the high permeability material.
3

These items lead to application of highest quality i.e. highest permeability lowest loss materials in big power transformers, and recently also in distribution transformers..
The European Community has edited regulations demanding increased efficiency of new transformers, even for the distribution transformewrs below 3.15 MVA. The new efficiency values can be realized only by the use of highest permeability core material. This material is represented by HiB material and domain-refined material which will be described below.
The description of material properties is an introductory part of this presentation. In the focus of our consideration is the question whether the existing standard methods for the determination of the material characteristics are sufficient for the requirements raised by the new highest permeability materials.
4

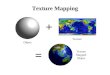
Resulting from the different texture, the two types of electrical steelshave different magnetic properties and are used for differentapplications.
The magnetic properties of the non-oriented electrical steel show only arelatively small dependence on the direction. Thus, non-orientedmaterials are mostly used for applications, in which the magnetic flux isdistributed over various directions like in the cores of rotating electricmachines e.g. motors and generators.
The superior properties of grain oriented materials in their rollingdirection make them favorably exploitable for big transformer coreswhere the direction of the magnetic flux is fixed by their geometry.

6
Modern GO electrical steel is characterized by the exceptional high grain size in the order of some millimeters up to some ten millimeters and by the very sharp orientation of its crystal grains in the so called „Goss texture“. The <001> axes are the directions of the easiest magnetization in the body-centered-cubic iron crystal (see figure on the right side). They are oriented very closely to the rolling direction.
In the standard product, called „CGO“, the misorientation angles between the cube edges and the rolling direction are on average about 7°. In the further developed high-permeability grades called „HGO“ or „Hi-B“ (branch name of its inventor, Nippon Steel) the misorientation angle is less than 3°.

7
This figure shows the history of the qualitative improvement of GO electrical steel over the yearsm, with milestones of stepwise thickness reductions from 0,35 mm to 0,23 mm, of orientation improvement from 7° to 3° (i.e. the step from CGO to HGO) and of artificial domain refinement by laser or other scribing treatments. Further improvements have been achieved, further development aims at specific power loss P1,7 below 0,70 or even 0,60 W/kg at 50 Hz.

8
We see the stacking of a big transformer core of GO laminations, and the two right figures show finished transformers as they are installed in power stations and in the distribution network. (K. Guenther, ThyssenKrupp (SMM16)) ))

9
There are two standard methods (IEC) with different characteristics, i.e. different systematic errors cause differences in the measured magnetic loss values:
IEC 60404-2 (Epstein method): established for long time as the worldwide reference method, great treasure of experience (building factors), however inconvenient and tedious application due to the preparation of the strip samples, restricted applicability to modern high permeability materials; IEC 60404-3 (Single Sheet Tester (SST) method): convenient application even to modern products due to large sheet samples, more realistic ascertainment of the true material properties, however heavy and expensive equipment.
[1] IEC publ. 60404-2 Ed.3.0 (1996) (amended version Ed.3.1 (2008)): “Methods of measurement of the magnetic properties of electrical steel strip and sheet by means of an Epstein frame”
[2] IEC publ. 60404-3 Ed.2.0 (1992) (amended version Ed.2.2 (2010)): “Methods of measurement of the magnetic properties of electrical steel sheet and strip by means of a Single Sheet tester”

10
Consideration of the electrical part of the measurement:The set-up for the determination of a.c. magnetic properties of a
soft magnetic material comprizes 3 parts: 1. The magnetic circuit; 2. Magnetizing of the sample: magnetization coil, oscillator andpower amplifier;3. Measuring part: sensors and data acquisition and evaluationpart.The negative feed back of the secondary voltage is to control theflux density function which is a necessary conditon for obtainingreproducible data from different llaboratories.
Nowadays almost exclusively a digital recorder consisting ofsample-and-holder device and an analog-to-digital converter(ADC) is employed for the data processing. The digital methodachieves, if properly used, a high precision of the electrtical part ofthe measurement. The uncertainty component of the magneticpart is almost higher by a factor of about 10.

11
We need to consider the physical background to understand the error
performance:
The ideal magnetic circuit is a ring sample. It can be derived from the energy
flow vector (Poynting vector) integrated over the sample’s surface. The ring
core is the realisation of an ideal sample with simple geometry. From
Maxwell’s equations we know the condition: The toroidal cross section A and
the properties must be uniform over the circumference.
It would be inconvenient for industry to wind hundreds of ring samples per day. Therefore, the 25cm- Epstein frame was introduced in the 1940s.
The windungs are uniformly wound over the legs, the corners are free of windings.
In this way the Epstein sample consisting of 16 or more strips of 30 mm width can be inserted in the 4 cylindrical coils, forming double overlapping joints at the corners.
The simplified induction law and Ampere‘s laws are applied again.
Giving the corners half the weight compared with that of the legs leads to a conventional effective path length lm of 94 cm over which the applied mmf drops..
However, the double-overlapping corners form a severe violation of the uniformity requirement. The cross sectional area A is not homogenious, and the mmf does not drop continously over the magnetic path. This is the source of an considerable systematic error of the Epstein frame.

12
Again the Epstein frame is not convenient for mass measurements for the quality control of high permeability electrical steel. Thus there was a demand for a simpler method avoiding its drawbacks.
In 1982 the IEC 404-3 standard for this 50cm single sheet tester was published, with windings wound uniformly over the former circumfering the plate sample. The yokes are made up of high permeability material, the air gap faces carefully aligned and polished.
The new ficture was to deliver Epstein values. Therefore it was prescribed that it should be calibrated by means of Epstein strips, 50 cm in length.
However, it turned out that there was a large dispersion of the calibration procedure which caused revision of this standard.
Consequently, after intense discussions on these matters, the independent SST92 was introduced and published by IEC.
In this case the inside width, 45 cm, was taken as the effective magnetic path length, i.e. the impact of the yokes was neglected.

13
Very early, researchers started to look after the systematic error of the Epstein frame caused by the inhomogeneity of the circuit. We consider a simple model of summing up the reluctances, i.e. the magnetic resistances of the circuit. The equation (bottom) represents the the relative systematic error of the Epstein frame according to this model.

14
This diagramm (left) shows the Epstein systematic error versus flux density
for a CGO, a HiB and a domain-refined sample, calculated according to the
CRS method on the basis of their permeability curves (right).

15
This figure shows the systematic error of SSTs, i.e. the influence of yoke loss forming that systematic error. These are the magnetic loss curves of one yoke system with cut C-core structure and two yoke systems with stacked laminations, at the low flux density region applied. The wound C-core shows a little higher loss contribution.
The ratio of cross sectional areas of sample to yokes ranges from 1mm/50mm to 0.23 mm/50 mm. The worst case is given with best grade material at highest flux density, let‘s take 1.7 T, 0.23 mm having a value of 1 W/kg. The yokes carry a flux density of 1.7 x 0.23/50 = 0.0078 T. The curve shows then 0,00005 W/kg. The yokes‘ weight is 2.5x2x70x50cm3 x 7.5g/cm3 = 131 kg. The yokes‘ loss is then 131 x 0.00005 W = 650x10-5 W. Specimen: 50x50x0.023 cm3=57,5 cm3 x7.5 g/cm3=431g, 1W/kgx0.431kg = 0.43 W. 0.0065W/ 0.43W = 0.015 = 1.5% .
In a similar way we have estimated the error for domain-refined material (last line, DR(P)) to 2%.

16
List of drawbacks and advantages of the Epstein method.

17
List of drawbacks and advantages of the independent Single Sheet Tester method.

18
The description of statistic characteristics and the relationship between Epstein and SST requires the consideration of a larger number of data including the results on various material types.
A respective project was started at Physikalisch-Technische Bundesanstalt (PTB), and we were generously supplied by 9 manufacturers with more than 720 samples, i.e. sample triplets each of two plates cut aside to one Epstein strip sample (see inclusion at bottom). These samples were measured using a precise electrical digitally working set-up in PTB in the 1990ties (see also J.Sievert: The measurement of magnetic properties of electrical sheet steel - survey on methods and situation of standards,.J.Magn.Magn. Mater. 215-216(2000)647-651)).

19
The relative differences, PSE = 100 (PSST - PEp) / PEp, betweenEpstein and SST specific total loss results, versus magneticpolarization are shown. Each point represents four or five sampletriplets of one grade from one supplier. The scatter is relativelyhigh. It can be interpreted as a consequence of different internalstresses in the individual samples and, probably to an higherextent, the dispersion of the Epstein sample preparation made bydifferent laboratories. The included curve represents the leastsquare fit which was referred to in the IEC standard 60404-3,Annex C.

What happens if we combine various different comparisons using different samples. Let us just look to our key flux density, 1.7 T. The IEC curve of the 60404-3 standard is represented by the blue line, the circles represent a comparison among 6 industry labs of 2010 using their own sample sets and own measurement equipment. This was arranged by IEC TC68. There is a comparison among 4 Chinese labs with 6 SSTs (square shaped) and the comparison of IEC TC68 of 2013/14 which we will present below in more detial.
We can realize why these largely scattering results (over 10 %) have led to the conclusion, that the SST to Epstein relationship is an improper quantity for achieving reliable data, and so it came to the conclusion that for high permeability material, we should look at the SST as an independent tool for the characterization of the high permeability GO electrical steel. This was the incentive for the next comparison undertaken by IEC.
20

21
Substantial information about the complex subject was achieved by the IEC Project entitled: “Studies and comparisons of magnetic measurements on grain-oriented electrical sheet steel determined by the Single Sheet Test method and Epstein test method”. The corresponding Technical Report provides the results of international exercises and comparisons focusing on achieving the knowledge of the statistical performance of Single Sheet Tester (SST) measurements made on grain-oriented electrical steel. These experiments aim at specifying obligatory reference values, measured by the Single Sheet Test method, for the grading of high permeability (P grades) g.-o. materials, independently from the Epstein classification as it is practiced today. Besides this, Epstein test measurements have been made in order to gain more up-to-date statistical performance for comparison with the SST statistical characteristics. A few experiments were carried out aiming at improved knowledge on the systematic error performance of the SST, i.e. they were to determine the correlation between the quality of insulation separating laminations in the SST yokes and the measured loss.

This is the list of laboratories having taken part to the comparing experiments within the project
“Studies and comparisons of magnetic measurements on grain-oriented electrical sheet steel determined by the Single Sheet Test method and Epstein test method”
22

Two CGO and three HBO samples, one of them laser scribed, i.e. with domain refinement, were involved in the comparison measurements.
23

The most clearly presentation of the results of this kind of
comparison is the histogram, i.e. the frequency (number of
occurences) and magnitude of the difference between the
individual measured value and the average of all values for the
same parameters (flux density, frequency etc). This histogram
shows, as an example, the SST results measured at 50 Hz and at
the key flux density value 1.7 T at which all characteirstic loss
values are specified.
According to usually practised statistical treatments, three outliers, distant from the average by more than 2σ, were excluded. The shape of this histogram shows an almost normal („Gaussian“) distribution and this is an indication of the statistical character of these comparison results. In the presented case, the relative standard deviation, σ1 , is 0,60 % for all the five samples and is 0,48 % for the three P-type high permeability samples. This results represent the best reproducibility ever achieved for SST or Epstein comparisons.
24

Comparing the SST and Epstein results: The SST dispersion shows a more normal shape of the histogram and correspondingly we have nearly half the σ1 value compared with the Epstein samples.
It should be emphasized at this point, that the Epstein histogram has been achieved using identical Epstein samples circulated among the participants. If Epstein strip samples prepared by different laboratories, of course of the same grade, would be taken, i.e. adapting to the natural situation at the global market, the Epstein samples would show considerable dispersion because of the multiparameter preparation process (many cuts, annealing, stacking, etc.). However , the SST samples undergo the cutting only (one cut on each side of the plate sample only). This phenomenon is probably responsible for the fact that comparisons with different sets of Epstein samples used in such comparisons lead to considerably higher dispersion. as it is shown by the figure on page 20. These findings suggest that, for the characterization of high permeability GO materials, the Epstein to SST ratio is an improper quantity.
25

In this figure, the relative standard deviations , σP are summarized based on the Epstein and SST laboratories best estimates of the specific power loss measured at 50 Hz, versus the peak polarization.
It appears that with the SST method the contribution to the dispersion of the results tends to decrease with increasing Jp; the opposite occurs with the Epstein method. The Epstein circuit actually provides better reproducibility at Jp = 1.3 T and Jp = 1.5 T. The low dispersion of the SST measurements at the key flux density, 1.7 T, is a significant result because this polarisation is the key value for specifying the materials quality.
At the highest magnetization value Jp = 1.8 T, a main contribution to the dispersion of the results may come from the measurement systems and their different capabilities in handling signals with high dynamic range.

27