-
1
Development of a Kinetic Model for
Catalytic Reforming
Catarina Alexandra Semedo Barros
Ferro
Abstract
The Catalytic Reforming is the
main process in a refinery
to produce gasoline with a high
octane number. It is
equally an excellent producer of
hydrogen reused for hydrotreatment
processes and BTX production
(benzene,
toluene and xylene) widely used in
petrochemical industry.
The aims of this work were
monitoring an industrial unit of
catalytic reforming and study a
kinetic model
developed by CEPSA Company for a
year of cycle.
The monitoring was performed in
order to understand the functioning
of an industrial unit. The unit
diagram was
studied in detail, the process
variables were collected and
subsequently represented in order to
understand their
variations.
The kinetic selected for this
model was Henningsen and Bundgaard
– Nielson in which the
reaction rates are
represented by simple first order
and the reaction rate constants
shown by Arrhenius Law.
Posteriorly simulations were realized to
comprehend if the chosen kinetic
would be the most appropriated.
It was
also tested the calculus change
of RON and it was verified
that the initial correlation
produces better results than
other correlations.
The model developed by CEPSA
Company presents consistent data with
the real ones, noting that
the chosen
kinetic for the model was a
good possibility.
Keywords: Catalytic Reforming, Monitoring,
Kinetic Model, Simulations, Octane
Number
1. Introduction The first Catalytic
Reforming industrial unit was
developed in 1940 by UOP and
is worldwide
recognized as Platforming process.
The goal of this process is
to convert naphtha with
low octane number into high octane
number gasoline
called reformate as a blending
component of motor
fuels. It is also a primary
source of hydrogen and
aromatics used in the petrochemical
industry.
The octane number represents the
ability of a
gasoline to resist knocking during
combustion of the
air-‐gasoline mixture in the engine.
This number is
defined as a volume percentage
of isooctane in
blending with n-‐heptane that equals
the knocking
performance of the gasoline. By
definition the octane
number of n-‐heptane is zero and
the octane number
of isooctane is 100.
Normally there are two ways
to measure octane
number, the research octane number
(RON) and the
motor octane number (MON).
-
2
2. Catalytic Reforming Process A
typical feed to Catalytic Reforming
is a mixture of
medium and heavy straight run
naphtha obtained
directly from the atmospheric crude
oil distillation
column. This naphtha normally
contains 40-‐70 wt.%
paraffins, 20-‐50 wt.% naphthenes,
5-‐20 wt.%
aromatics and 0-‐2 wt.% olefins.
[1]
The distribution of paraffins,
olefins, naphthenes
and aromatics in the feed to
catalytic reforming
determines the richness of the
feedstock, which is
normally rated by its naphthenes
+ aromatics or
naphthenes + 2 aromatics value. A
high concentration
of aromatics means that the
octane number is quite
high. The naphthenes are transformed
into aromatics
with a high selectivity and a
high octane number is
easily achieved. However a paraffinic
feedstock has a
low octane number and it is
more difficult convert into
naphthenes.
Presently the standard operating
conditions in this
process are elevated temperature
(450-‐520ºC) and
moderate pressure (4-‐30 bar). [1]
A large number of reactions
occur in catalytic
reforming such as dehydrogenation of
naphthenes to
aromatics, isomerization of paraffins
and naphthenes,
dehydrocyclization of paraffins and
hydrocraking of
paraffins and naphthenes to lower
hydrocarbons.
All reactions are desirable except
hydrocraking,
which occurs at high temperature
and consumed a
high amount of hydrogen.
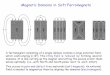
2.1. Process Description
An usual Catalytic Reforming unit
is presented in
Figure 1. The feed is initial
mixed with recycled
hydrogen gas, and then the
mixture passes through
the effluent-‐to-‐feed heat exchanger.
The charge is
completely vaporized and it is
transported to the
reactor section. Effluent from the
last reactor is cooled
by the effluent-‐to-‐feed heat
exchanger for maximum
heat recovery.
After the effluent is charged
to the separation
section, where the liquid and
gas products are
separated.
A fraction of the gas from
the separator is
compressed and recycled back to
the reactor section.
The separator liquid is pumped
to the reformate
stabilizer for separate the desired
product, reformate,
from the rest of hydrogen and
light hydrocarbons.
Figure 1 – Catalytic Reforming
flow diagram [2]
These processes are commonly classified
according
to the frequency and mode of
catalyst is regenerated,
into semiregenerative, cyclic regeneration
and
continuous regeneration. The main
difference
between the three types of
processes is the need of
shutdown of the unit for
catalyst regeneration in the
case of semiregenerative process,
the use of an
additional swing reactor for
catalyst regeneration for
the cyclic process and catalyst
replacement during
normal operation for the continuous
regeneration
type.
2.2. Catalyst
Catalytic reforming reactions are
conducted in the
presence of heterogeneous and
bifunctional catalysts.
The double function is provided by
the acid sites of the
support, usually alumina (Al2O3), and
the metallic sites,
platinum (Pt) dispersed on the
support.
-
3
The addition of components to
the acid function,
such as chloride or fluoride,
changes the strength and
amount of support acid sites.
A simplified schematic diagram of
the alumina
functionality is given in Figure
2.
Figure 2 -‐ Alumina schematic
[3]
The acid function catalyses the
C-‐C bond reactions
such as isomerization, dehydrocyclization
and
hydrocraking. For other hand the
dehydrogenation
and hydrogenolysis reactions, C-‐H bond,
are catalysed
by a metallic function.
Currently catalysts are bimetallic
or multimetallic,
the platinum has remained the
key component and
the second element is Re, Sn,
Ge or Ir which interacts
with platinum and offers a
better selectivity and
stability.
2.3. Kinetics Model
Naphtha is a very complex mixture
of hydrocarbon
and there are more than 300
components present in
this mixture. [4] Different reactions
occur through the
process such as dehydrogenation,
hydrocraking,
isomerization and dehydrocyclization.
Due to the large number of
components involved in
the reactions, the development of
kinetic models
becomes a very complex process.
To simplify this
problem were used groups of
compounds, known as
lumps, which organise the species
as a single entities
when they present affinity (chemical,
structural, etc.).
The first effort to model a
reforming system has
been made by Smith in 1959
and is described by
Figure 3. His model contained
three classes of
hydrocarbons: paraffins, naphthenes and
aromatics.
No distinction was made on the
basis of the number of
carbons atoms within each class.
Hydrogen and light
gases were also taken into
account.
This model involves five
pseudocomponents:
paraffins, naphthenes, aromatics, light
gases and
hydrogen and four reactions. [5]
Figure 3 -‐ Reaction schemes of
Smith model. [4]
Krane et al. also in 1959
proposed another model
for catalytic reforming reactions.
In this model there
are 20 pseudocomponents, containing
hydrocarbons
from C6 to C10. It is
also recognized the difference
between paraffins, naphthenes and
aromatics within
each carbon number group. All
reactions are
represented by a pseudo-‐first order
rate equation with
respect to hydrocarbons concentration.
The model chosen by CEPSA
Company was
developed in 1970 by Henningsen
e Bundgaard –
Nielson (Figure 4) and it was
considered an
improvement to Krane’s model.
Figure 4 -‐ Reaction schemes
of Henningsen and Bundgaard –
Nielson model. [6]
This model takes into account
the differences in
the behaviour of cycloalkanes with
five and six carbon
atoms in the ring. [7]
The reaction rates are normally
represented by
simple first order with respect
to partial pressures of
hydrocarbons and the pressure drop
through the
reactores is despised. [7] The
reaction rates constants
are expressed in the form of
an Arrhenius law to
-
4
account for the influence of
temperature and catalyst
deactivation were also included in
the model. [5]
A heat balance was added into
the system of
equations. This was a considerable
improvement on
the previous models that treated
catalytic reforming
as an isothermal system. [6]
The differential equations that
describe the
reaction rates are equations (1)
to (6). [6] [7]
𝑑C𝑑𝜏
= 𝑘!(𝑃!" + 𝑃!") (1)
𝑑𝑁𝑃𝑑𝜏
= −(𝑘! + 𝑘! + 𝑘! + 𝑘!)𝑃!" + 𝑘!𝑃!"#
+ 𝑘!𝑃!"# + 𝑘!𝑃!" (2)
𝑑𝐼𝑃𝑑𝜏
= −(𝑘! + 𝑘! + 𝑘! + 𝑘!")𝑃!" + 𝑘!𝑃!"#
+ 𝑘!𝑃!" + 𝑘!!𝑃!"# (3)
𝑑𝐴𝐶𝐻𝑑𝜏
= −(𝑘! + 𝑘! + 𝑘!" + 𝑘!")𝑃!"# + 𝑘!𝑃!"
+ 𝑘!𝑃!" + 𝑘!"𝑃!"# (4)
𝑑𝐴𝐶𝑃𝑑𝜏
= −(𝑘! + 𝑘!! + 𝑘!")𝑃!"# + 𝑘!𝑃!"
+ 𝑘!"𝑃!" + 𝑘!"𝑃!"# (5)
𝑑𝐴𝑅𝑑𝜏
= 𝑘!"𝑃!"# (6)
The differential equation that
describes the heat
balance is equation (7). [6] [7]
!"!"= − !
!! !!!(𝑘!𝑃!"∆𝐻!"→! +
𝑘!𝑃!"∆𝐻!"→! + 𝑘!𝑃!"#∆𝐻!"#→!" + 𝑘!𝑃!"∆𝐻!"→!"# +
𝑘!𝑃!"#∆𝐻!"#→!" + 𝑘!𝑃!"∆𝐻!"→!"# + 𝑘!𝑃!"∆𝐻!"→!"# +
𝑘!𝑃!"#∆𝐻!"#→!" + 𝑘!𝑃!"∆𝐻!"→!" + 𝑘!𝑃!"∆𝐻!"→!" +
𝑘!"𝑃!"∆𝐻!"→!"# + 𝑘!!𝑃!"!∆𝐻!"#→!" +
𝑘!"𝑃!"#∆𝐻!"#→!"# + 𝑘!"𝑃!"#∆𝐻!"#→!"# +
𝑘!"𝑃!"#∆𝐻!"#→!")
3. Analysis of Kinetic Model
For a better understanding of
the model
developed by CEPSA Company was
made a detailed
study and in Figure 5 is
shown a flowchart to explain
the functioning of the simulator.
The reactors used in this
type of processes are
heterogeneous because there is a
presence of two
phases, one solid and other
vapour. Reactors are
tubular fixed-‐bed with axial or
radial flow and work in
the adiabatic regime.
Figure 5 – Model calculation
flowchart
Since the differential equations
described by
Henningsen and Bundgaard – Nielson
kinetic are
complex equations is necessary use
a numerical
method to solve these equations.
The method chosen
was the Euler method described
by the equation (8)
with unit step size.
𝑦 𝑡 + ∆𝑡 = 𝑦 𝑡 +𝑑𝑦𝑑𝑡 ∆𝑡 (8)
(7)
-
5
4. Experimental section In this chapter
is described whole the work
process
to obtain the results.
4.1. Monitoring of Industrial Unit
The data used in this study
were obtained from
Excel Tool, called Pl@nt@. This
tool gets all the tags
related to the industrial unit
as well as all the
laboratory analyses.
Figure 6 shows the process
diagram of Catalytic
Reforming unit designed from the
available plans.
Figure 6 – Process Diagram
of Catalytic Reforming unit.
Initially data were extracted for
six months of
operation just to get an idea
of how the refinery
operated and how the process
variables were changed
through the working days.
After this first approach it
was verified that for a
better utilization of the simulator
it would be better to
use more data to have a
greater range of values for
comparison. To accomplish this goal
it were extracted
further data, in this case 18
months of operation.
Figure 7 – Recycle Gas
Pressure for 18 months of
operation
In Figure 7 it is obvious
that this variable as other
shows discrepant values for a
few days of operation.
This fact is justified with
stops in the unit for
catalyst
regeneration or operational problems.
Due to the presence of these
shutdowns and
consequently missing of laboratory
analysis data, it
was only considered the days
of operation
represented by the circle.
4.2. Real Data Simulation of Industrial
Unit
Before using the simulator it
was important to
conduct a study of the optimal
number of iterations in
order to minimize adjustment
function selected. For
this study several iterations were
performed as is
noticeable in Figure 8.
Figure 8 – Adjustment Function
and Iteration Time as
function of number of iterations
As show in Figure 8 the
adjustment function
decreases steeply until 3000 iteration,
and this value is
relatively lower. It is also
perceptible that from 5000
0
5
10
15
20
25
30
35
0 50 100 150 200 250
300 350 400 450 500 550
Recycle Gas Pressure (atm
)
Days of OperaJon
0
20
40
60
80
100
120
140
160
180
200
500
1000
1500
2000
2500
3000
3500
0 1000 2000 3000 4000 5000
6000 7000 8000 9000 10000
IteraJo
n Time
Adjustmen
t Fun
cJon
Number of IteraJons
Adjustment Funcgon Iteragon Time (mim)
-
6
iterations the value of adjustment
function does not
change too much and since the
simulation time begins
to be excessive, the best
choice is 5000 iterations to
have one minimization of adjustment
function and a
simulation time reasonable.
Moreover to prove the choice
of 5000 iterations
five trials were conducted where
it was verified that
results were consistent.
5. Results This chapter presents
some results of the study.
5.1. Simulation of the real data
The results of this subchapter are
associated to an
interval of 425 days of
operation and in all figures
there are points which don´t
converge represented by
the yellow colour.
Figure 9 -‐ Comparison between
Real and calculated RON
The expression used to calculate
the model RON is
indicated by the equation (9).
This RON depends
exclusively on the molar percentage
of aromatics
present in reformate.
𝑅𝑂𝑁 = 𝑚 𝑥!" + 𝑏 (9)
In Figure 9 is visible that
RON calculated by the
simulator follows the same trend
as the real RON, but
their values are always higher.
Due to this fact it was
tested a new correlation for the
calculated RON.
The chosen correlation is described
by equation
(10), and it takes into
account the contributions of
each hydrocarbon family presents in
reformate. [8]
𝑅𝑂𝑁 = 𝑥!" 𝑅𝑂𝑁 !" + 𝑥!" 𝑅𝑂𝑁 !" +
𝑥! 𝑅𝑂𝑁 ! + 𝑥!" 𝑅𝑂𝑁 !"
(10)
Where xNP, xIP,xN, xAR are
molar fraction of n-‐
paraffins, iso-‐paraffins, naphthenes and
aromatics
groups, respectively.
For each hydrocarbon family the
value of RON is
described by equation (11).
𝑅𝑂𝑁 = 𝑎 + 𝑏 𝑇 + 𝑐 𝑇 ! + 𝑑 𝑇 ! + 𝑒 𝑇 ! (11)
Where T=Tb/100 in which Tb is
the normal boiling
point given by an average value
between initial boiling
point and final boiling point
in the ASTM D86.
Coefficients a-‐e are given in
table 1.
Table 1 – Coefficients for
equation (11) for Estimation of
RON
In Figure 10 is visible that
the correlation described
by equation (10) despite follows
the same tendency as
the real RON is not
appropriate because its values
show a percentage error of 16
% while the values of
85
90
95
100
105
110
91 141 191 241 291 341
391 441 491 541
RON
Days of Operation
Real RON Model RON
HC Family a b c d e
N-‐Paraffins 92,81 -‐70,97 -‐53 20
10
Iso-‐ Paraffins
2-‐
Methylpentanes
95,93 -‐157,53 561 -‐600 200
3-‐ Methylpenta
nes 92,07 57,63 -‐65 0 0
2,2-‐ Dimethylpen
tanes 109,38 -‐38,83 -‐26 0 0
2,3-‐ Dimethylpen
tanes 97,65 -‐20,8 58 -‐200
100
Naphthenes -‐77,53 471,59 -‐418 100
0
Aromatics 145,66 -‐54,33 16,27 0
0
-
7
RON calculated by equation (9)
show an error of 5%
compared to the real values.
Figure 10 -‐ Comparison between
Real RON and calculated
RON by equation (9) and (10)
Due to these results, the
equation (10) was
modified to take into account
only the compounds
with a high value of octane
number, such like iso-‐
paraffins and aromatics. This new
correlation is
described by equation (12) and the
calculation method
is the same described previously.
𝑅𝑂𝑁 = 𝑥!" 𝑅𝑂𝑁 !" + 𝑥!" 𝑅𝑂𝑁 !" (12)
Likewise equation (12) is not
appropriated for
adjustment the real data. Therefore
the correlation
described by equation (9) remains
the best option, as
confirmed in Figure 11.
Figure 11 -‐ Comparison between
Real RON and calculated
RON by equation (9), (10) and
(12)
From Figure 12 it is observed
that production of
aromatics present consistent values with
experimental
results with percentage error of
1%
Figure 12 – Comparison between
the percentage real and
calculated of aromatics in reformate
The process variable most frequently
used by
refiners to control reformer
operation is weighted
average inlet temperature (WAIT). This
variable is the
sum of the inlet temperature
to each reactor
multiplied by the weight percent
of total catalyst in
each reactor.
Figure 13 – WAIT
It is observed that the value
of WAIT in Figure 13
increases due to the loss
activity and stability of
catalyst. This loss of activity
happens because coke
deposition in both acid and metal
sites.
This increase in temperature happens
to allow
octane number keeps constant and
produces the
desired reformate.
75
80
85
90
95
100
105
110
186 196 206 216 226 236
RON
Days of OperaJon
Real RON RON Equagon 9 RON
Equagon 10
75
80
85
90
95
100
105
110
186 196 206 216 226 236
RON
Days of OperaJon
Real RON RON Equagon 9
RON Equagon 10 RON Equagon 12
50
55
60
65
70
75
80
85
90
91 141 191 241 291 341
391 441 491
Mol% of A
romaJ
cs
Days of OperaJon
Mol % Real AR in Reformate
Mol % Model AR in Reformate
502 504 506 508 510 512 514
516 518 520 522
91 141 191 241 291 341
391 441 491 541
WAIT (ºC)
Days of Operation
-
8
Figure 14 – Evolution of
compounds along reforming
catalytic
Figure 14 shows the evolution
of compounds
present in naphtha along the
reaction system. It is
observed that molar percentage of
aromatics through
the reaction system increases while
molar percentage
of naphthenes and paraffins
decreases, as expected,
because aromatics formation by
dehydrogenation
reaction requires a lower amount
of naphthenes and
consequently the formation of
naphthenes leads to a
reduction of the amount of
paraffins.
It is also noted that the
largest decrease in the
naphthenes percentage occurs in the
first reactor,
because hydrogenation reaction is the
fastest and the
most endothermic reaction happens mainly
in the first
reactor.
Furthermore it is observed that
the molar
percentage of cracked products
undergoes a
significant increase in the second
and third reactor,
because these reactions are
considered the slowest
reactions.
6. Conclusions The kinetic model
developed by Cepsa Company
was applied to real data of
an industrial unit of
reforming catalytic.
In relation to the monitoring
carried out it was
observed the behaviour of an
industrial unit compared
to a pilot unit and how to
change any variable affects
the whole production of reformate.
A study of the optimal number
of iterations was
done to ensure that the adjustment
function would be
minimized within a reasonable
simulation time. We
conclude the more appropriate number
of iterations is
5000.
The correlation used initially by
kinetic model for
estimate of RON is the best
option despite having
higher values than the real.
The real values were compared
with those
calculated by the model. The
values for the aromatics,
n-‐paraffins and iso-‐paraffins are
consistent with
percentage error of 2%.
However in relation to naphthenes
there is a
greater discrepancy in the values.
This difference can
be explained by the fact that
their values are lower
and the possible integration errors
made in
chromatography equipment (GC-‐Reformulizer).
On the other hand one of
the assumption of
chosen kinetic indicates there is
a distinction between
the behaviour of alkyl-‐cyclopentanes
and alkyl-‐
cyclohexanes. However this assumption
in the model
was not considered, feedstock
presents only alkyl-‐
cyclohexanes and reactions where ACP
appears were
not taken into consideration. This
fact can also be a
possible reason for the disparity
of values.
The difference between model yield
and real one is
5% and it is considered
acceptable.
In a following work the model
used should be
complemented using more reactions to
describe the
process as well as improve the
way of calculating the
RON.
0 5
10 15 20 25 30 35 40
45 50
Mol% of C
ompo
unds
EvoluJon over of reacJon system
mol% nP mol% IP mol% N
mol% AR mol% C
-
9
7. Nomenclature ∆𝐻!→! -‐ Heat of
reaction
𝐶! -‐ Heat capacity
𝑘! – Reaction rate constant
𝑃! -‐ Partial pressure of
the component i
ACH – Alkyl-‐cyclohexanes
ACP – Alkyl – cyclopentanes
AR – Aromatics
C – Hydrocraking products
HC -‐ Hydrocarbon
IP – iso-‐Paraffins
𝑛 -‐ Hydrogen/Hydrocarbon ratio
N-‐Naphthenes
NP-‐ normal-‐Paraffins
WAIT -‐ Weighted Average Inlet
Temperature
τ – Reaction time
8. Bibliography
[1] Antos, George J; Aitani,
Abdullah M;, Catalytic
Naphtha Reforming, 2nd ed. New
York: Marcel
Dekker, Inc., 2004, Revised and
Expanded.
[2] Lapinski, Mark; Baird, Lance;
James, Robert;,
"Chapter 4.1 UOP Platforming Process,"
in
Handbook of Petroleum Refining
Processes, 3rd
ed.: McGraw-‐Hill, pp. 4.3-‐4.31.
[3] Mark Moser and Peter R.
Pujadó, "Chapter 5 -‐
Catalytic Reforming," in Handbook of
Petroleum
Processing. The Netherlands: Springer,
2006, pp.
217-‐237.
[4] Rahimpour, Mohammad Reza; Jafari,
Mitra;
Iranshahi, Davood;, "Progress in
catalytic naphtha
reforming process: A review," Elsevier,
no. 109, pp.
79-‐93, 2013, www.elsevier.com/locate/apenergy.
[5] Jorge Ancheyta, "Chapter 4 -‐
Modeling of Catalytic
Reforming," in Modeling and Simulation
of
Catalytic Reactors for Petroleum
Refining. New
Jersey: John Wiley & Sons,
Inc, 2011.
[6] Raseev, Serge;, "Chapter 13 -‐
Catalytic Reforming,"
in Thermal and Catalytic Processes
in Petroleum
Refining. New York: Marcel Dekker,
Inc., 2003, pp.
771-‐786.
[7] Henningsen, J; Bundgaard-‐Nielson,
M;, "Catalytic
Reforming," Bristish Chemical Engeneering,
vol. 15,
no. 11, pp. 1433-‐1436, November
1970.
[8] M. R. Riazi, Characterization
and Properties of
Petroleum Fractions, 1st ed., AMERICAN
SOCIETY
FOR TESTING AND MATERIALS, Ed.
Philadelphia,
PA, 2005.