Embed Size (px)
Citation preview

AR15 BAR Barrel Nut Installation
� e AR15 BAR Barrel Nut is used to connect our Enhanced and Quantum style handguards to standard threaded upper receivers. It is machined from Billet 7075-T6 aluminum and can be mounted to your AR15
upper receiver using an adjustable torque wrench with a standard AR15 armorer’s wrench. � is product comes with 4 shims to properly time the gas tube with the upper receiver.
Please Note: All Aero Precision Handguards use this interface. If you intend to connect an Aero Precision Handguard to a standard threaded upper receiver, you will need this barrel nut. If you have our
M4E1 Enhanced Upper Receiver, you do not need this barrel nut as the rail mounting platform are forged directly on to the upper receiver itself. *Recommended torgue 30-45 ft. lbs.
Torqueing BAR Barrel Nut over 45 ft. lbs. can result in damage to your barrel nut.
Tools/supplies needed: AR15 armorers wrench, Torque wrench with a 1/2” drive and anti-seize grease.

Apply some anti seize grease to the threads of your upper receiver.
Step 1
Insert your barrel into your upper receiver.
Step 2
Torque the barrel nut onto your receiver. Remove the barrel nut and re-torque to 30 � . lbs. Repeat three times.
Step 4
Step 3
Set torque to 30 � . lbs and attach torque wrench to your armorer’s wrench.
Repeat 3x
Repeating the process conditions/breaks-in your threads.
Check your alignment. � e hole needs to be in the 12’ oclock position to allow the gas tube to pass through.
Step 5
TITLE:
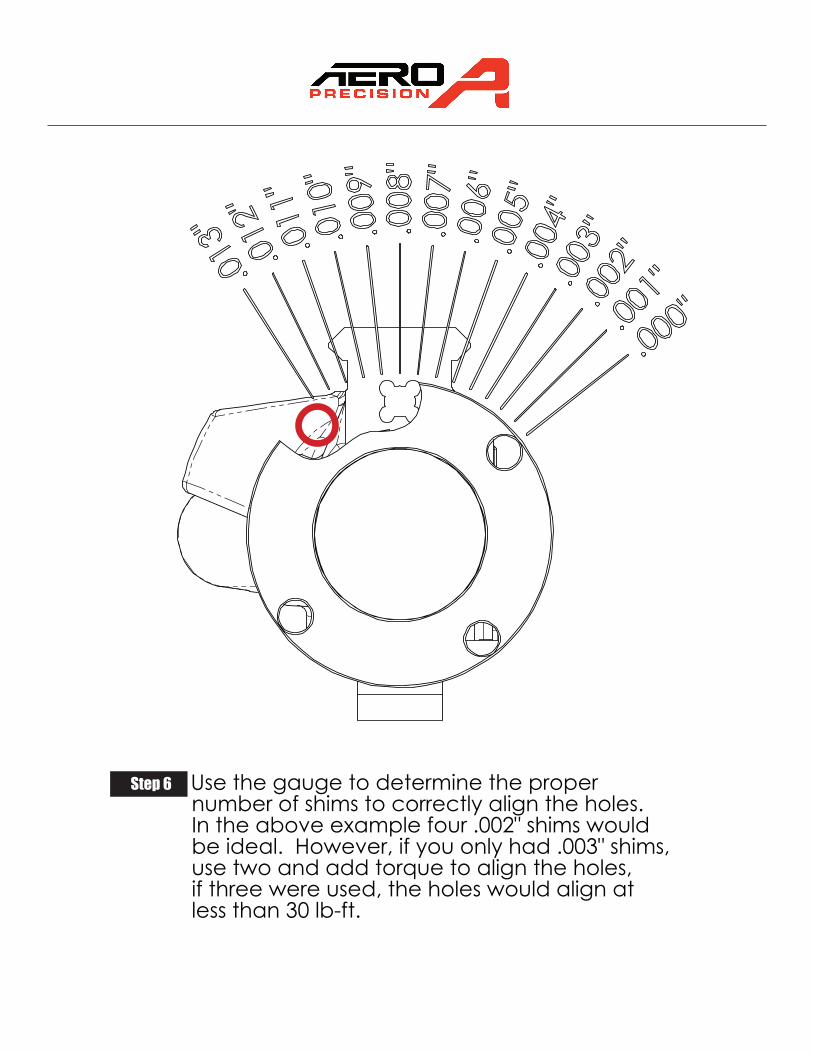
Step 1: Torque to 30 lb-ft without shims. Step 3: Torque to 30 lb-ft with shims and continue until the holes align, but do not exceed 45 lb-ft.
Step 2: Use the gauge to determine the proper number of shims to correctly align the holes. In the above example four .002" shims would be ideal. However, if you only had .003" shims, use two and add torque to align the holes, if three were used, the holes would align at less than 30 lb-ft.
D
C
B
A
B
C
D
12345678
8 7 6 5 4 3 2 1
E
F
E
F
BAR TorqueSHEET 1 OF 1
BAR Barrel Nut Shimming Instructions
11/17/16J. Nason
00
UNLESS OTHERWISE SPECIFIED:
SCALE: 2:1 WEIGHT:
REVDWG. NO.
CSIZE
NAME DATE
COMMENTS:
Q.A.
MFG APPR.
ENG APPR.
CHECKED
DRAWN
FINISH
MATERIAL
INTERPRET GEOMETRICTOLERANCING PER: ASME Y14.5-2009
DIMENSIONS ARE IN INCHESTOLERANCES:ANGULAR: MACH ± 1°TWO PLACE DECIMAL ± .01THREE PLACE DECIMAL ± .005FOUR PLACE DECIMAL ± .0010BROKEN EDGES .015 MAX
APPLICATION
USED ONNEXT ASSY
PROPRIETARY AND CONFIDENTIALTHE INFORMATION CONTAINED IN THISDRAWING IS THE SOLE PROPERTY OFAERO PRECISION LLC. ANY REPRODUCTION IN PART OR AS A WHOLEWITHOUT THE WRITTEN PERMISSION OFAERO PRECISION LLC IS PROHIBITED.
A
DO NOT SCALE DRAWING
Step 6
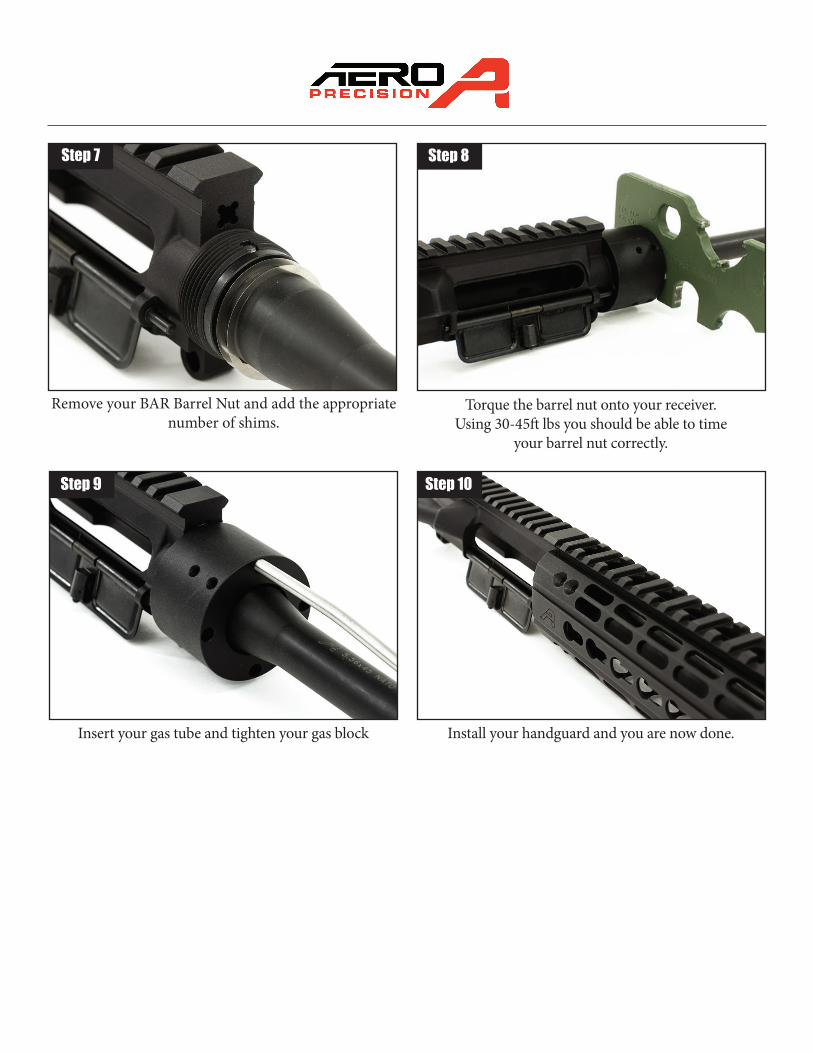
Torque the barrel nut onto your receiver. Using 30-45� lbs you should be able to time
your barrel nut correctly.
Remove your BAR Barrel Nut and add the appropriate number of shims.
Step 7 Step 8
Insert your gas tube and tighten your gas block
Step 9
Install your handguard and you are now done.
Step 10



























![[GUNSMITHING] AR15 to M16 Conversion Book](https://img.pdfslide.us/doc/110x75/5571f1cc49795947648bb0ab/gunsmithing-ar15-to-m16-conversion-book.jpg)
