Embed Size (px)
Citation preview
Status
Frisläppt
Dokumentnamn
G25 TBY Tekniska bestämmelser för ytskydd
Reg nr
2008-10696E Utgåva
2
Utfärdad
2011-02-01 Gäller fr o m
Gäller t o m
Titel
Approved paint systems for TBY
Skriv- och språkkontroll Nej
Ärende
Distribution
Sekretessklass
Öppen
Sakgranskning Nej
Kvalitetsgranskning Nej
Projektgodkänt Nej
Linjegodkänt Nej
Extern granskning Nej
Frisläppt Ulrika Wirsén Nilsson, ENT, 2012-06-14
Edition 2
APPROVED PAINT SYSTEMS
for
TBY Edition 2
This document was produced jointly by the Swedish companies Barsebäck Kraft AB, Forsmarks Kraft AB, OKG AB, Ringhals AB and SKB AB, and the Finnish company Teollisuuden Voima Oyj. Any updating must involve joint consultation between these companies.
Approved by: SKB Äspölaboratoriet Karl-Åke Bäckmark
Rolf Öjersson Maintenance - Joint Service, Ringhals
OKG AB, Maintenance Service Lennart Kenndal
FKA – Engineering – Building technology Johanna Yngve Törnqvist
Teollisuuden Voima Oyj, Building technology Kari Taivainen
Approved Paint Systems for TBY
Edition 2
2(75)
Contents 1 GENERAL ........................................................................................................................................................ 4
2 PAINT SYSTEMS - BUILDING PAINTING ............................................................................................... 4
2.1 APPROVED PRODUCTS ....................................................................................................................................... 4 2.1.1 Batch inspection certificate ...................................................................................................................... 4
2.2 PAINT MATERIALS – MANUFACTURER ............................................................................................................... 4 2.2.1 Approved types of treatment ..................................................................................................................... 4
2.2.1.1 Limitations in field of application ............................................................................................................. 5 2.2.2 Surface protection systems for: Concrete, lightweight concrete, masonry, render, wood, plaster and
fibreboard panels .................................................................................................................................... 7 2.2.2.1 Repair materials ........................................................................................................................................ 7 2.2.2.2 Floor treatment material ............................................................................................................................ 7 2.2.2.3 Wall treatment materials ......................................................................................................................... 13 2.2.2.4 Ceiling treatment materials ..................................................................................................................... 31 2.2.2.5 Pre-treatment of concrete surfaces by vacuum blasting, machine type and blasting agent ..................... 35
2.3 TREATMENT TYPE SHEETS ............................................................................................................................... 35 2.3.1 Akzo ........................................................................................................................................................ 35
2.3.1.1 Floor ........................................................................................................................................................ 35 2.3.1.2 Wall......................................................................................................................................................... 36 2.3.1.3 Ceiling ..................................................................................................................................................... 37
2.3.2 BASF ...................................................................................................................................................... 38 2.3.2.1 Floor ........................................................................................................................................................ 38
2.3.3 Sigma ...................................................................................................................................................... 39 2.3.3.1 Floor ........................................................................................................................................................ 39
2.3.4 Teknos .................................................................................................................................................... 40 2.3.4.1 Floor ........................................................................................................................................................ 40 2.3.4.2 Wall......................................................................................................................................................... 41 2.3.4.3 Ceiling ..................................................................................................................................................... 42
2.3.5 Other manufacturers .............................................................................................................................. 43 2.3.5.1 Alcro Färg ............................................................................................................................................... 43
3 PAINT SYSTEMS – ANTIRUST PAINTING ............................................................................................ 44
3.1 APPROVED PRODUCTS ..................................................................................................................................... 44 3.1.1 Batch inspection certificate .................................................................................................................... 44
3.2 PAINT MATERIALS - MANUFACTURER .............................................................................................................. 44 3.2.1.1 Limitations in field of application ........................................................................................................... 44
3.2.2 Surface protection systems for antirust painting .................................................................................... 46 3.2.2.1 Paints for antirust protection ................................................................................................................... 46 3.2.2.2 Blasting agents ........................................................................................................................................ 60 3.2.2.3 Filler ........................................................................................................................................................ 60
3.3 TREATMENT TYPE SHEETS ............................................................................................................................... 61 3.3.1 Akzo ........................................................................................................................................................ 61 3.3.2 Chesterton .............................................................................................................................................. 62
3.3.2.1 Application instructions .......................................................................................................................... 63 3.3.3 International ........................................................................................................................................... 64 3.3.4 Sigma ...................................................................................................................................................... 65 3.3.5 Teknos .................................................................................................................................................... 66 3.3.6 Other manufacturers .............................................................................................................................. 67
3.3.6.1 Loctite Sweden AB/Henkel Norden Oy .................................................................................................. 67
4 COLOURS ...................................................................................................................................................... 68
5 TABLE OF APPROVED PRODUCTS ........................................................................................................ 72
5.1 FOR CONCRETE SURFACES ............................................................................................................................... 72 5.2 FOR STEEL SURFACES ...................................................................................................................................... 74
Approved Paint Systems for TBY
Edition 2
3(75)
LIST OF REVISIONS – APPROVED PAINT SYSTEMS FOR TBY
Edition Reason for change Pages affected Date 1 - Entire document 2004-01-08 2 General revision Entire document 2011-02-01
Approved Paint Systems for TBY
Edition 2
4(75)
1 GENERAL
This document was produced jointly by the Swedish companies Barsebäck Kraft AB, Forsmarks Kraft AB, OKG AB, Ringhals AB and SKB AB, and the Finnish company Teollisuuden Voima Oyj. The document is linked to TBY through 3.2.4 and 4.2.4 in TBY. Continuous updating of “Approved Paint Systems – TBY” involves joint consultation between the respective companies that have contributed to this document. Updating may only be done in this joint forum. The document must always be distributed and registered under the auspices of the chairperson of the collaboration.
2 PAINT SYSTEMS - BUILDING PAINTING
2.1 Approved products Only paint products that meet the requirements of TBY may be used. The products and paint systems below have been approved for use in accordance with instructions in TBY. Individual approved products must not be used in the approved paint systems of another manufacturer.
2.1.1 Batch inspection certificate Deliveries of paint intended for surface protection in the building part or the process part of the units that make up the respective companies must be accompanied by a batch inspection certificate issued by the paint manufacturer on form D.117 Quality control from paint manufacturing. The painting contractor or the person who orders the paint product must request the said report from the manufacturer and make sure that the delivery meets the stated require-ments. Forms D.117 necessary for verification can be found in Chapter 10 of TBY.
2.2 Paint materials – manufacturer
2.2.1 Approved types of treatment The materials listed in 2.2.2.1 - 2.2.2.5 in the respective treatment types concerning building painting have been approved by the respective nuclear power plant. The materials listed in 3.2.2.1 – 3.2.2.3 in the respective treatment types concerning antirust painting have been approved by the respective nuclear power plant.
Approved Paint Systems for TBY
Edition 2
5(75)
For treatment types V17 – V41 and T5 – T10, another manufacturer of paint with technically equivalent paint type or product type and quality may be chosen as an alternative.
2.2.1.1 Limitations in field of application However, for the treatment types below there are certain limitations as regards field of application: Treatment type Limited field of application G1- G4 from Sigma Not approved in painting class I. G1 to G7b, G9a to G10a For floors on the ground, the problem
of damp must be taken into account. G5b and G6b Not approved in painting class I and II. G7c from Teknos The treatment type can be used when
maintaining existing floors painted with acrylate. It is not advisable to use G7c from Teknos in new production.
G7b, G10a and G10b from Sigma Not approved in painting class I. G5a, G5b, G6a, G6b Not approved in evacuation routes.
Light colours should be avoided, since the topcoat yellows slightly.
G8 Not approved in painting class I and II. G9a from Teknos Not approved in drinking water systems. G9a, G9b Not approved in painting class I. V5 to V41 inclusive Not approved in painting class I. V8, V9, V10a, V11, Not approved in painting class II. V17 to V41 V9 from Akzo Nobel Decorativ, Not approved in emergency way Sigma and Teknos because the products is not
classification for Surface class 1
T1 to T3, T6 to T10 With internal painting of roofs, the roof construction must be of the “ventilated” type.
T2 to T10 inclusive Not approved in painting class I.
Approved Paint Systems for TBY
Edition 2
6(75)
T4 to T10 inclusive Not approved in painting class I and II. S1 – S4, and S8 from Teknos Not approved in painting class I,
belonging to room category: C, C1, C2, C1, C2, C3, D and E.
S1, S8, S21 and S22 from International The paint systems have limitations for
maintenance painting, since Intercure 200 cannot be applied by brush.
S13a and S13b Generally, for use in tanks or cisterns
with oil or another chemical, the resistance must be checked with the paint manufacturer.
S13a from Sigma Primer and topcoat are not colourfast.
Suitable for use in drinking water systems, but has no official approval. Not approved in painting class I, belonging to room category: C, C1, C2, C1, C2, C3, D and E.
S13a from Teknos Not approved in drinking water
systems. S13b from Teknos Not approved in painting class I and II.
Suitable for use in drinking water systems, but has no official approval. Approved for use in drinking water systems in Finland.
S13c Not approved in painting class I and II. S13d Not approved in painting class I and II. S13e from Teknos Not approved in painting class I and II. S15, S16 The field of application must be
checked in each individual case. S17, S18 Not approved in painting class I and II. S19 from Sigma Not approved in painting class I and II. S21, S22 Not approved in painting class I, and in
painting class II belonging to the room category: C, C1, C2, C1, C2, C3, D and E.
Approved Paint Systems for TBY
Edition 2
7(75)
S23 Not approved in painting class I, and in painting class II belonging to the room category: C, C1, C2, C1, C2, C3, D and E.
Intended only for lift doors in painting class II, III and V and doors in painting class V.
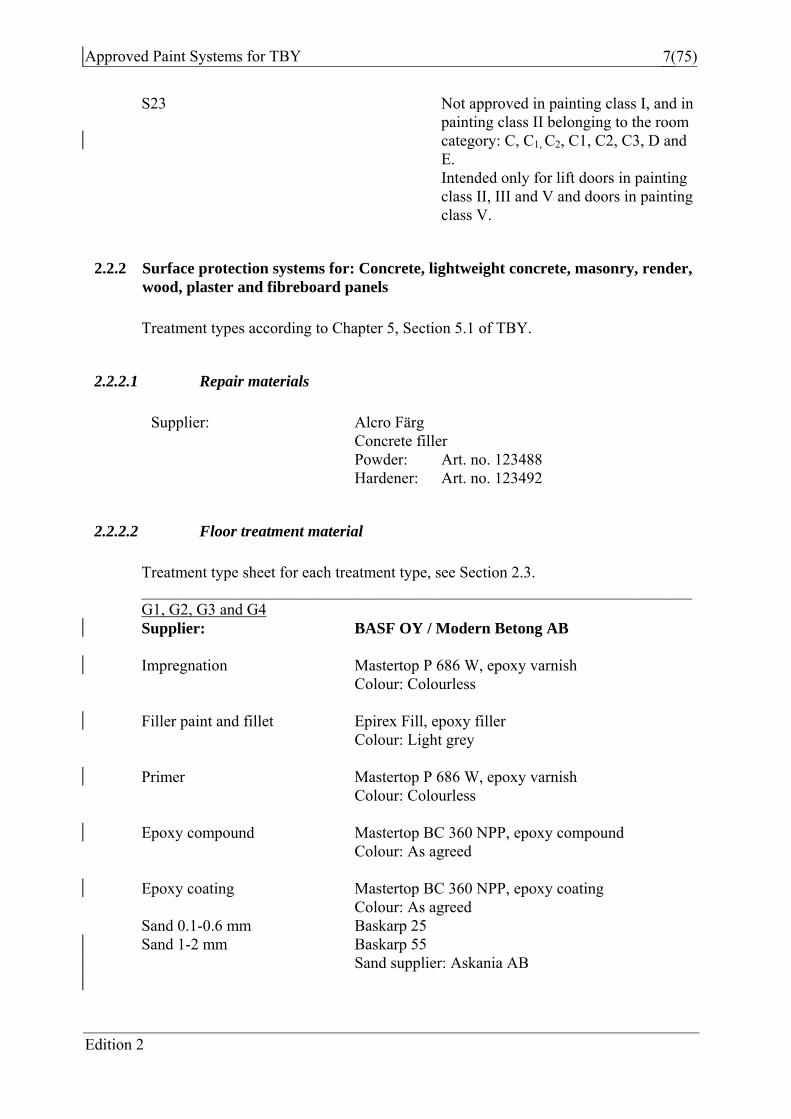
2.2.2 Surface protection systems for: Concrete, lightweight concrete, masonry, render, wood, plaster and fibreboard panels Treatment types according to Chapter 5, Section 5.1 of TBY.
2.2.2.1 Repair materials
Supplier: Alcro Färg Concrete filler Powder: Art. no. 123488 Hardener: Art. no. 123492
2.2.2.2 Floor treatment material Treatment type sheet for each treatment type, see Section 2.3. _____________________________________________________________________ G1, G2, G3 and G4 Supplier: BASF OY / Modern Betong AB
Impregnation Mastertop P 686 W, epoxy varnish
Colour: Colourless Filler paint and fillet Epirex Fill, epoxy filler Colour: Light grey
Primer Mastertop P 686 W, epoxy varnish Colour: Colourless Epoxy compound Mastertop BC 360 NPP, epoxy compound Colour: As agreed Epoxy coating Mastertop BC 360 NPP, epoxy coating Colour: As agreed Sand 0.1-0.6 mm Baskarp 25 Sand 1-2 mm Baskarp 55 Sand supplier: Askania AB
Approved Paint Systems for TBY
Edition 2
8(75)
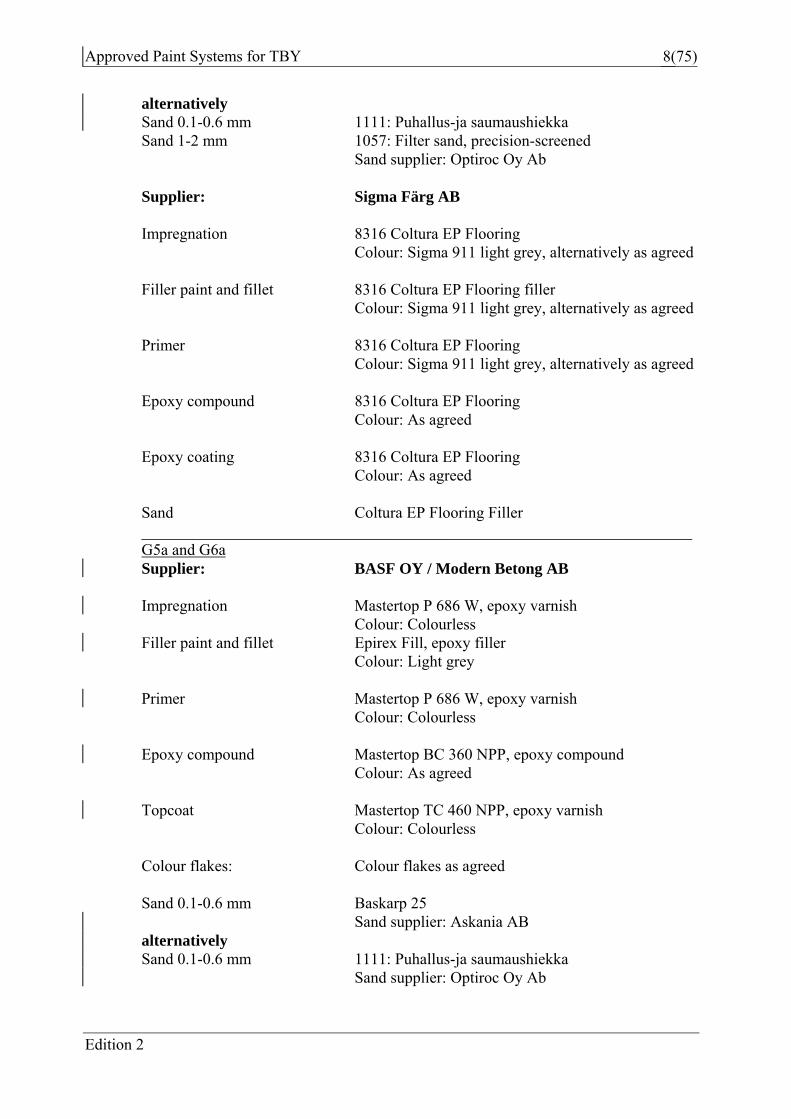
alternatively Sand 0.1-0.6 mm 1111: Puhallus-ja saumaushiekka Sand 1-2 mm 1057: Filter sand, precision-screened Sand supplier: Optiroc Oy Ab Supplier: Sigma Färg AB Impregnation 8316 Coltura EP Flooring Colour: Sigma 911 light grey, alternatively as agreed Filler paint and fillet 8316 Coltura EP Flooring filler Colour: Sigma 911 light grey, alternatively as agreed Primer 8316 Coltura EP Flooring Colour: Sigma 911 light grey, alternatively as agreed Epoxy compound 8316 Coltura EP Flooring Colour: As agreed Epoxy coating 8316 Coltura EP Flooring Colour: As agreed Sand Coltura EP Flooring Filler _____________________________________________________________________ G5a and G6a Supplier: BASF OY / Modern Betong AB Impregnation Mastertop P 686 W, epoxy varnish Colour: Colourless Filler paint and fillet Epirex Fill, epoxy filler Colour: Light grey Primer Mastertop P 686 W, epoxy varnish Colour: Colourless Epoxy compound Mastertop BC 360 NPP, epoxy compound Colour: As agreed Topcoat Mastertop TC 460 NPP, epoxy varnish Colour: Colourless Colour flakes: Colour flakes as agreed Sand 0.1-0.6 mm Baskarp 25 Sand supplier: Askania AB alternatively Sand 0.1-0.6 mm 1111: Puhallus-ja saumaushiekka Sand supplier: Optiroc Oy Ab
Approved Paint Systems for TBY
Edition 2
9(75)
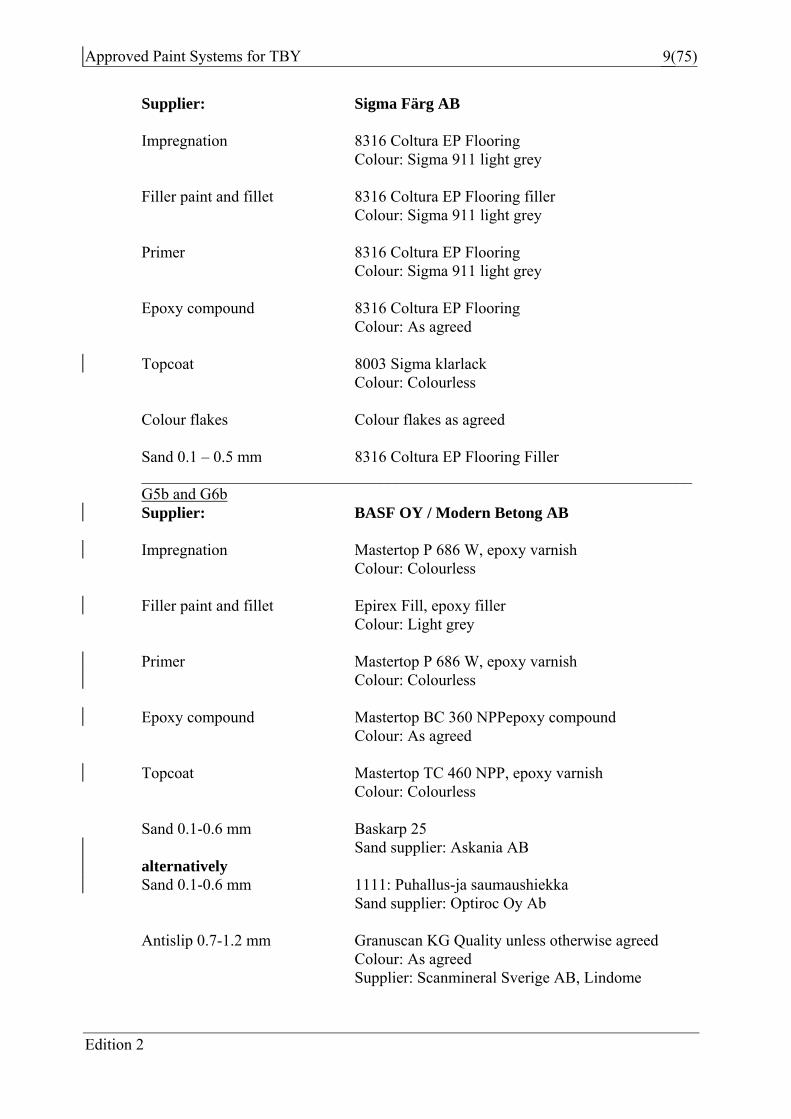
Supplier: Sigma Färg AB Impregnation 8316 Coltura EP Flooring Colour: Sigma 911 light grey Filler paint and fillet 8316 Coltura EP Flooring filler Colour: Sigma 911 light grey Primer 8316 Coltura EP Flooring Colour: Sigma 911 light grey Epoxy compound 8316 Coltura EP Flooring Colour: As agreed Topcoat 8003 Sigma klarlack Colour: Colourless Colour flakes Colour flakes as agreed Sand 0.1 – 0.5 mm 8316 Coltura EP Flooring Filler _____________________________________________________________________ G5b and G6b Supplier: BASF OY / Modern Betong AB Impregnation Mastertop P 686 W, epoxy varnish Colour: Colourless Filler paint and fillet Epirex Fill, epoxy filler Colour: Light grey Primer Mastertop P 686 W, epoxy varnish Colour: Colourless Epoxy compound Mastertop BC 360 NPPepoxy compound Colour: As agreed Topcoat Mastertop TC 460 NPP, epoxy varnish Colour: Colourless Sand 0.1-0.6 mm Baskarp 25 Sand supplier: Askania AB alternatively Sand 0.1-0.6 mm 1111: Puhallus-ja saumaushiekka Sand supplier: Optiroc Oy Ab Antislip 0.7-1.2 mm Granuscan KG Quality unless otherwise agreed Colour: As agreed
Supplier: Scanmineral Sverige AB, Lindome
Approved Paint Systems for TBY
Edition 2
10(75)
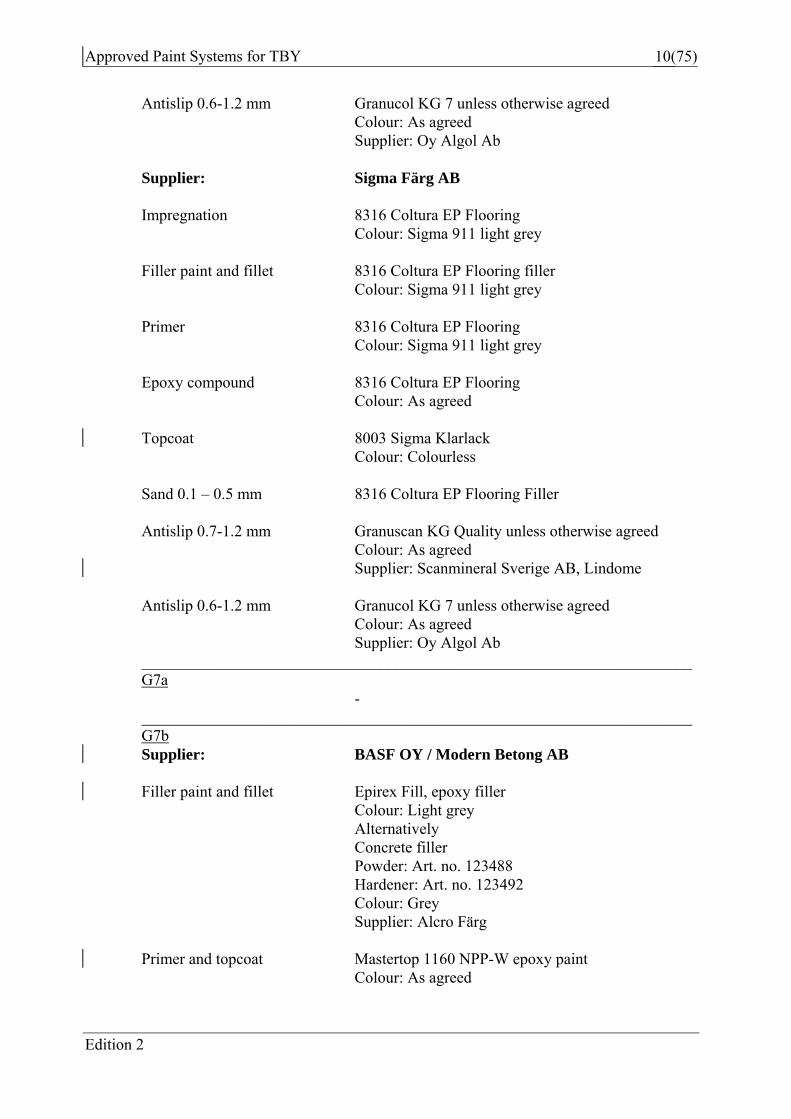
Antislip 0.6-1.2 mm Granucol KG 7 unless otherwise agreed Colour: As agreed Supplier: Oy Algol Ab Supplier: Sigma Färg AB Impregnation 8316 Coltura EP Flooring Colour: Sigma 911 light grey Filler paint and fillet 8316 Coltura EP Flooring filler Colour: Sigma 911 light grey Primer 8316 Coltura EP Flooring Colour: Sigma 911 light grey Epoxy compound 8316 Coltura EP Flooring Colour: As agreed Topcoat 8003 Sigma Klarlack Colour: Colourless Sand 0.1 – 0.5 mm 8316 Coltura EP Flooring Filler Antislip 0.7-1.2 mm Granuscan KG Quality unless otherwise agreed Colour: As agreed Supplier: Scanmineral Sverige AB, Lindome Antislip 0.6-1.2 mm Granucol KG 7 unless otherwise agreed Colour: As agreed Supplier: Oy Algol Ab _____________________________________________________________________ G7a - _____________________________________________________________________ G7b Supplier: BASF OY / Modern Betong AB Filler paint and fillet Epirex Fill, epoxy filler Colour: Light grey Alternatively Concrete filler Powder: Art. no. 123488 Hardener: Art. no. 123492 Colour: Grey Supplier: Alcro Färg Primer and topcoat Mastertop 1160 NPP-W epoxy paint Colour: As agreed
Approved Paint Systems for TBY
Edition 2
11(75)
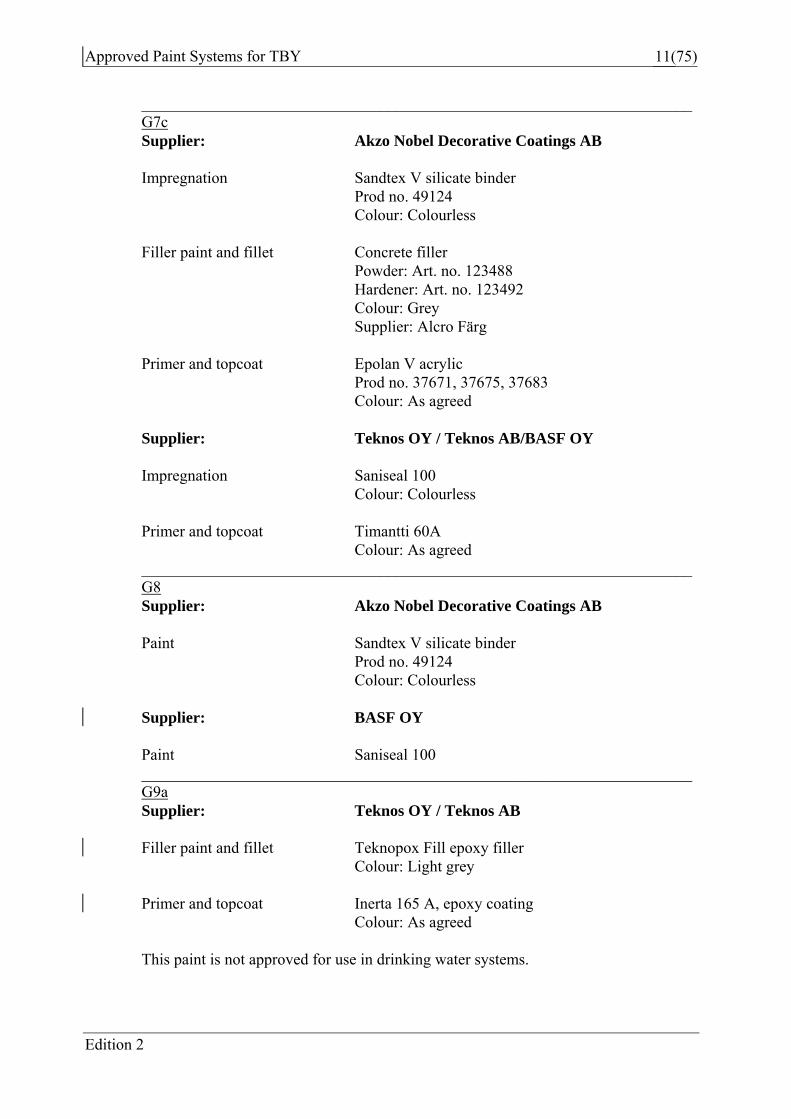
_____________________________________________________________________G7c Supplier: Akzo Nobel Decorative Coatings AB Impregnation Sandtex V silicate binder Prod no. 49124 Colour: Colourless Filler paint and fillet Concrete filler Powder: Art. no. 123488 Hardener: Art. no. 123492 Colour: Grey Supplier: Alcro Färg Primer and topcoat Epolan V acrylic Prod no. 37671, 37675, 37683 Colour: As agreed Supplier: Teknos OY / Teknos AB/BASF OY Impregnation Saniseal 100 Colour: Colourless Primer and topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ G8 Supplier: Akzo Nobel Decorative Coatings AB Paint Sandtex V silicate binder Prod no. 49124 Colour: Colourless Supplier: BASF OY Paint Saniseal 100 _____________________________________________________________________ G9a Supplier: Teknos OY / Teknos AB Filler paint and fillet Teknopox Fill epoxy filler Colour: Light grey Primer and topcoat Inerta 165 A, epoxy coating Colour: As agreed This paint is not approved for use in drinking water systems.
Approved Paint Systems for TBY
Edition 2
12(75)
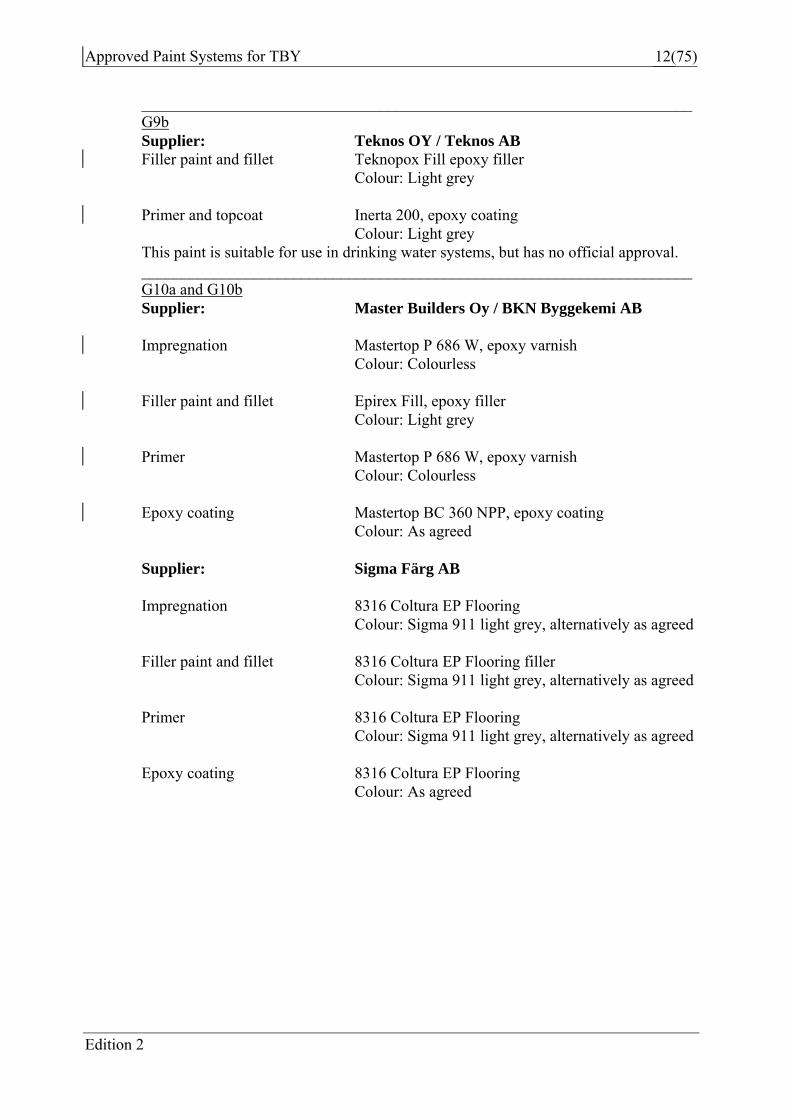
_____________________________________________________________________G9b Supplier: Teknos OY / Teknos AB Filler paint and fillet Teknopox Fill epoxy filler Colour: Light grey Primer and topcoat Inerta 200, epoxy coating Colour: Light grey This paint is suitable for use in drinking water systems, but has no official approval. _____________________________________________________________________ G10a and G10b Supplier: Master Builders Oy / BKN Byggekemi AB Impregnation Mastertop P 686 W, epoxy varnish Colour: Colourless Filler paint and fillet Epirex Fill, epoxy filler Colour: Light grey Primer Mastertop P 686 W, epoxy varnish Colour: Colourless Epoxy coating Mastertop BC 360 NPP, epoxy coating Colour: As agreed Supplier: Sigma Färg AB Impregnation 8316 Coltura EP Flooring Colour: Sigma 911 light grey, alternatively as agreed Filler paint and fillet 8316 Coltura EP Flooring filler Colour: Sigma 911 light grey, alternatively as agreed Primer 8316 Coltura EP Flooring Colour: Sigma 911 light grey, alternatively as agreed Epoxy coating 8316 Coltura EP Flooring Colour: As agreed
Approved Paint Systems for TBY
Edition 2
13(75)
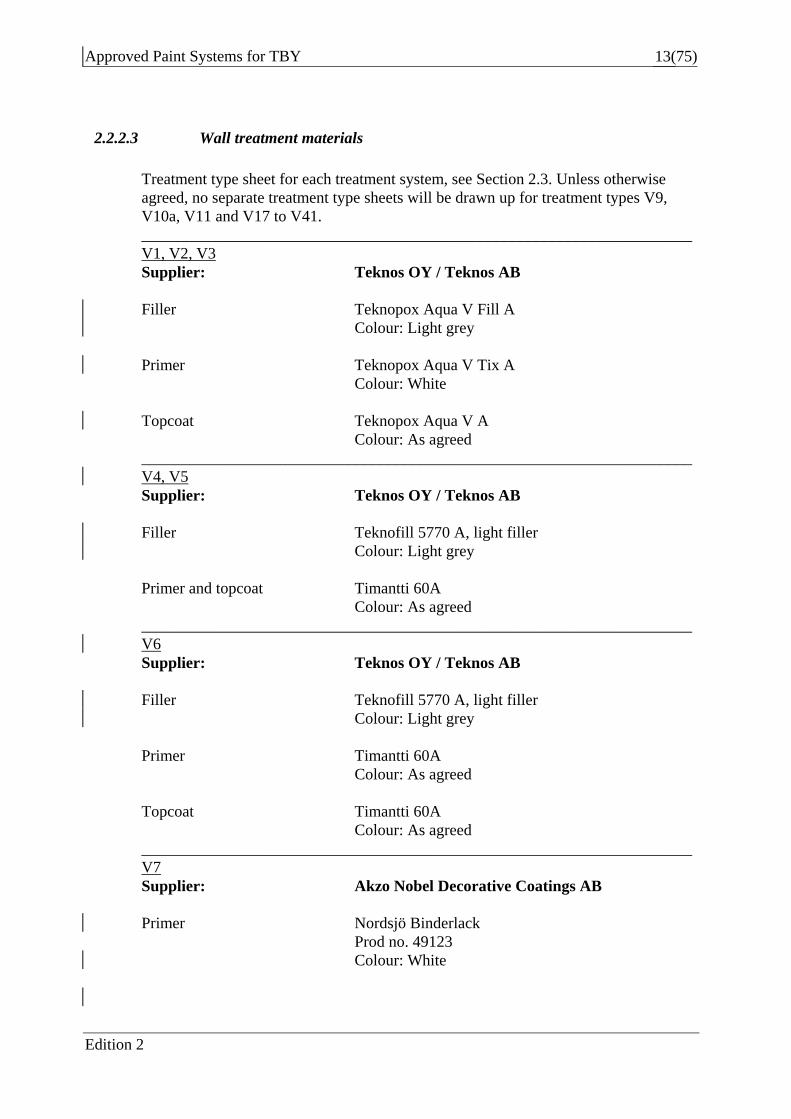
2.2.2.3 Wall treatment materials Treatment type sheet for each treatment system, see Section 2.3. Unless otherwise agreed, no separate treatment type sheets will be drawn up for treatment types V9, V10a, V11 and V17 to V41. _____________________________________________________________________ V1, V2, V3 Supplier: Teknos OY / Teknos AB Filler Teknopox Aqua V Fill A Colour: Light grey Primer Teknopox Aqua V Tix A Colour: White Topcoat Teknopox Aqua V A Colour: As agreed _____________________________________________________________________ V4, V5 Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Colour: Light grey Primer and topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V6 Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Colour: Light grey Primer Timantti 60A Colour: As agreed Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V7 Supplier: Akzo Nobel Decorative Coatings AB Primer Nordsjö Binderlack Prod no. 49123 Colour: White
Approved Paint Systems for TBY
Edition 2
14(75)
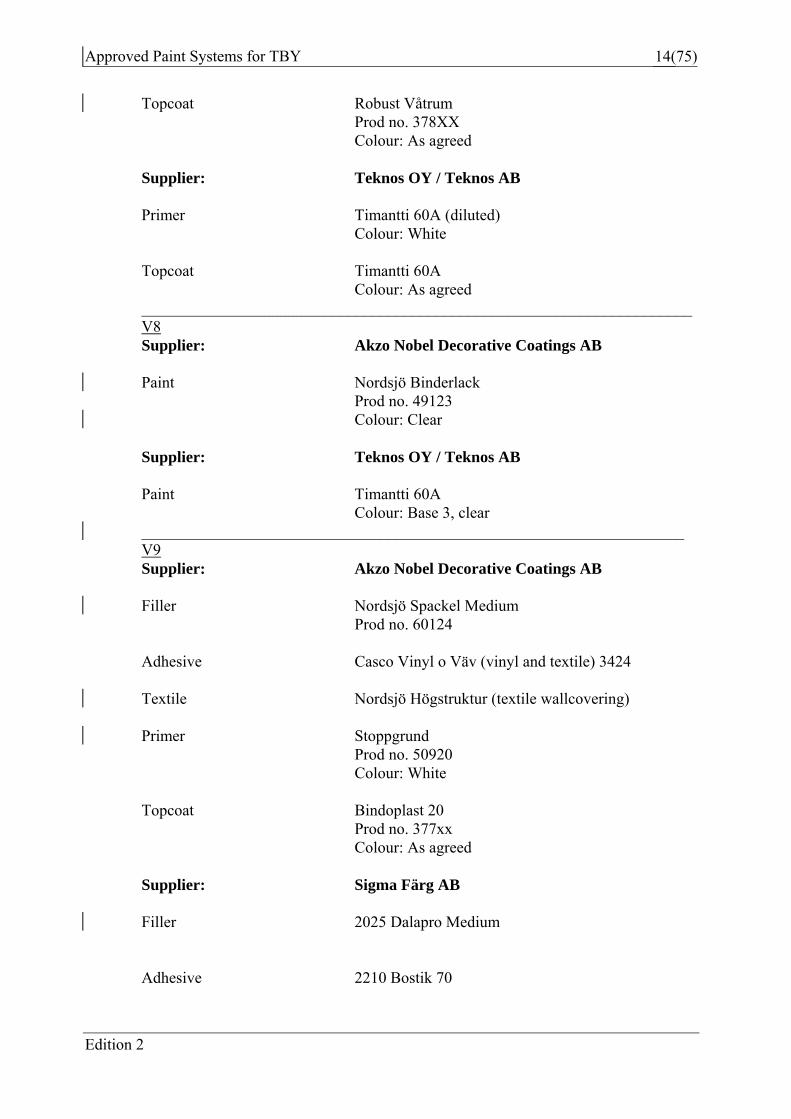
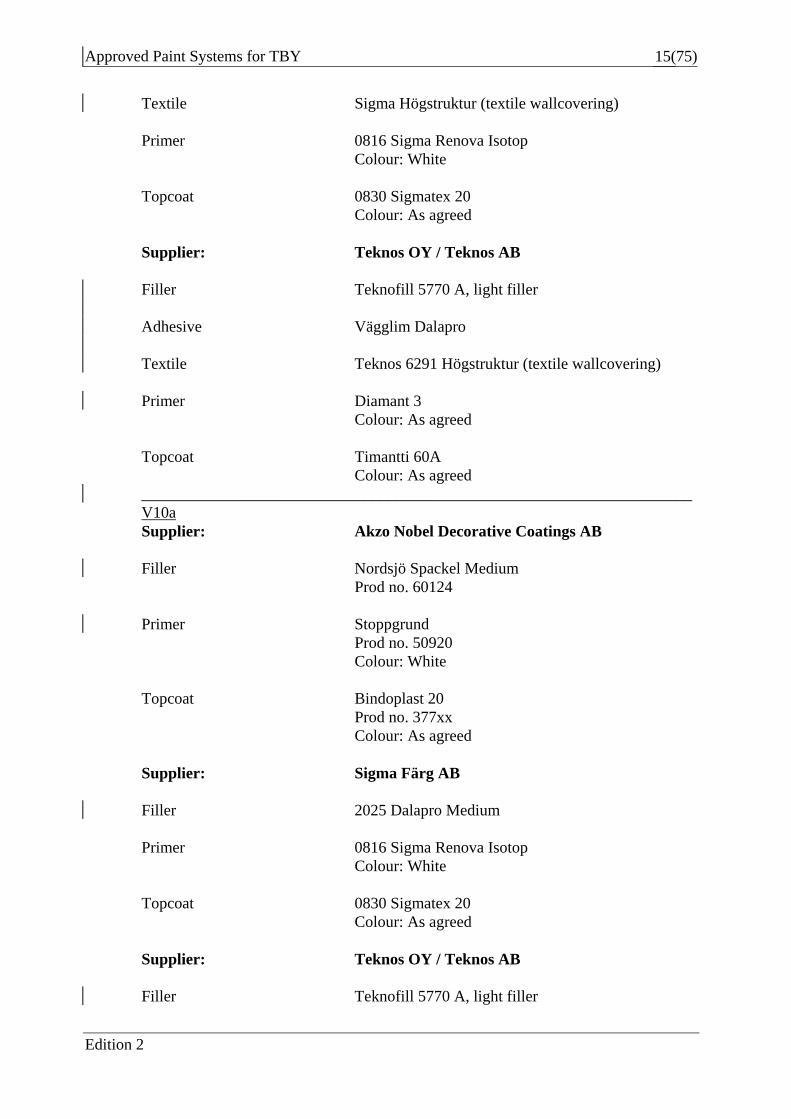
Topcoat Robust Våtrum Prod no. 378XX Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Timantti 60A (diluted) Colour: White Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V8 Supplier: Akzo Nobel Decorative Coatings AB Paint Nordsjö Binderlack Prod no. 49123 Colour: Clear Supplier: Teknos OY / Teknos AB Paint Timantti 60A Colour: Base 3, clear ____________________________________________________________________ V9 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Adhesive Casco Vinyl o Väv (vinyl and textile) 3424 Textile Nordsjö Högstruktur (textile wallcovering) Primer Stoppgrund Prod no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Adhesive 2210 Bostik 70
Approved Paint Systems for TBY
Edition 2
15(75)
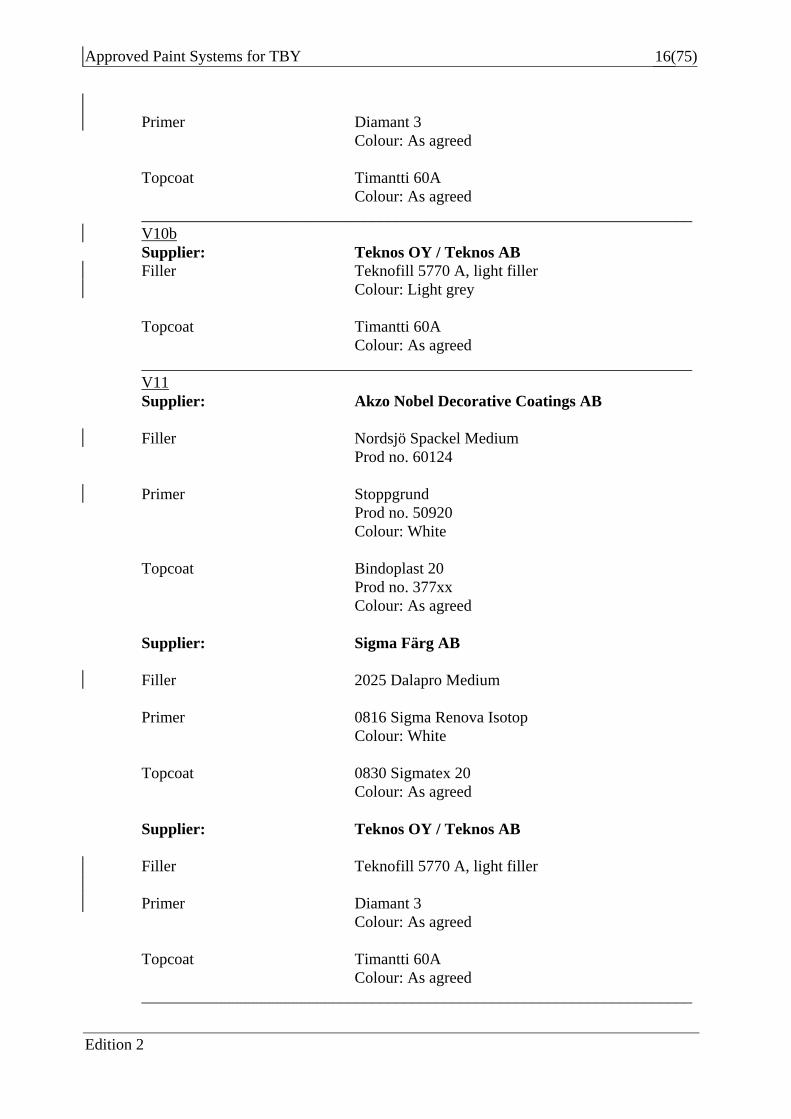
Textile Sigma Högstruktur (textile wallcovering) Primer 0816 Sigma Renova Isotop Colour: White Topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Adhesive Vägglim Dalapro Textile Teknos 6291 Högstruktur (textile wallcovering) Primer Diamant 3 Colour: As agreed Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V10a Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Primer Stoppgrund Prod no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer 0816 Sigma Renova Isotop Colour: White Topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler
Approved Paint Systems for TBY
Edition 2
16(75)
Primer Diamant 3 Colour: As agreed Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V10b Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Colour: Light grey Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V11 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Primer Stoppgrund Prod no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer 0816 Sigma Renova Isotop Colour: White Topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Primer Diamant 3 Colour: As agreed Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________
Approved Paint Systems for TBY
Edition 2
17(75)
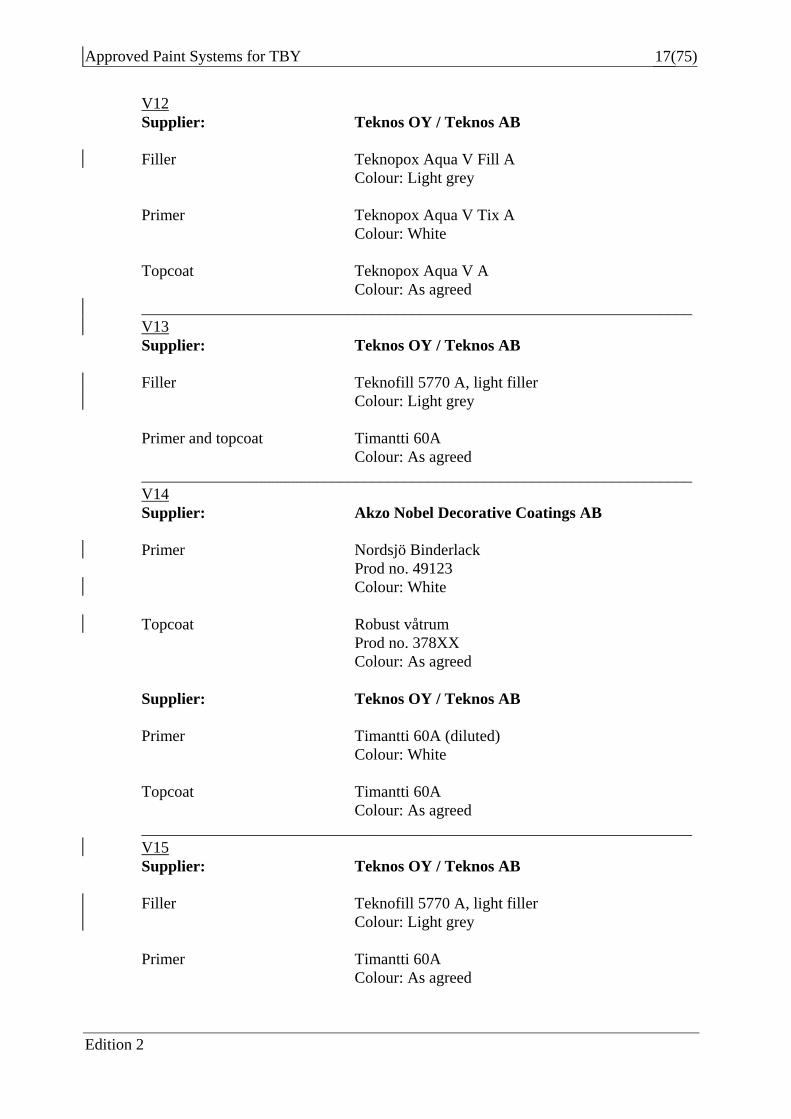
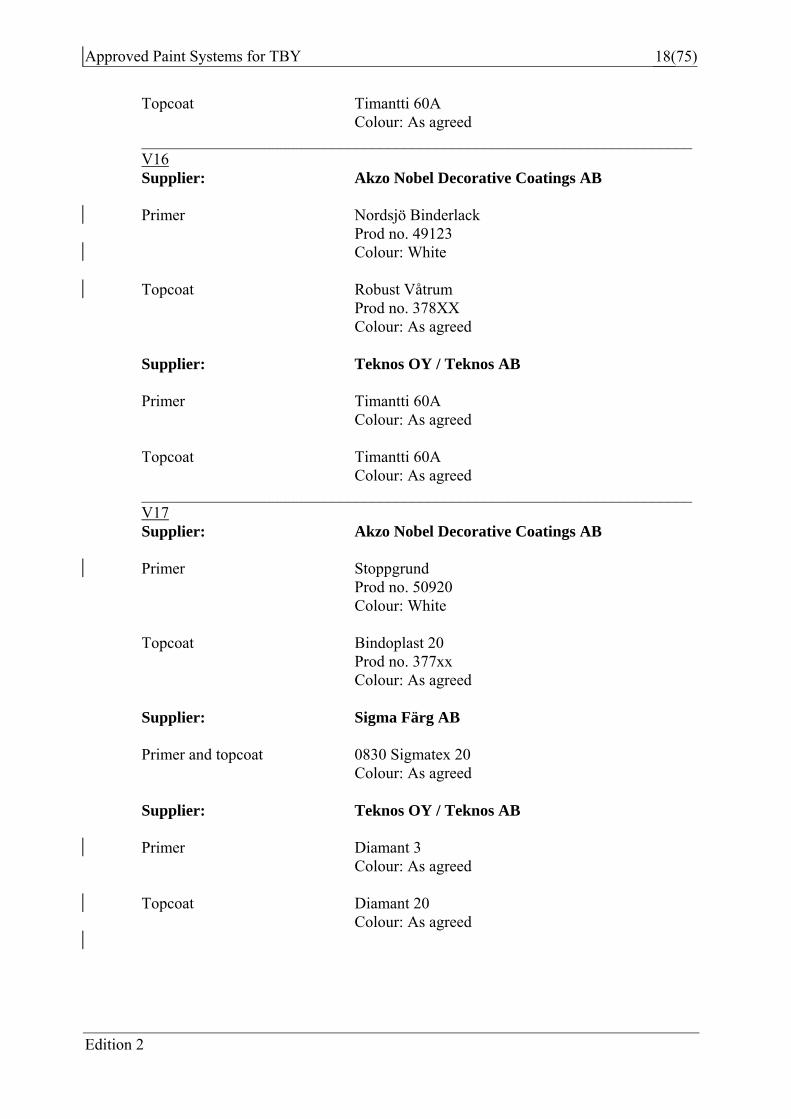
V12 Supplier: Teknos OY / Teknos AB Filler Teknopox Aqua V Fill A Colour: Light grey Primer Teknopox Aqua V Tix A Colour: White Topcoat Teknopox Aqua V A Colour: As agreed _____________________________________________________________________ V13 Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Colour: Light grey Primer and topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V14 Supplier: Akzo Nobel Decorative Coatings AB Primer Nordsjö Binderlack Prod no. 49123 Colour: White Topcoat Robust våtrum Prod no. 378XX Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Timantti 60A (diluted) Colour: White Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V15 Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Colour: Light grey Primer Timantti 60A Colour: As agreed
Approved Paint Systems for TBY
Edition 2
18(75)
Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V16 Supplier: Akzo Nobel Decorative Coatings AB Primer Nordsjö Binderlack Prod no. 49123 Colour: White Topcoat Robust Våtrum Prod no. 378XX Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Timantti 60A Colour: As agreed Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ V17 Supplier: Akzo Nobel Decorative Coatings AB Primer Stoppgrund Prod no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed
Approved Paint Systems for TBY
Edition 2
19(75)
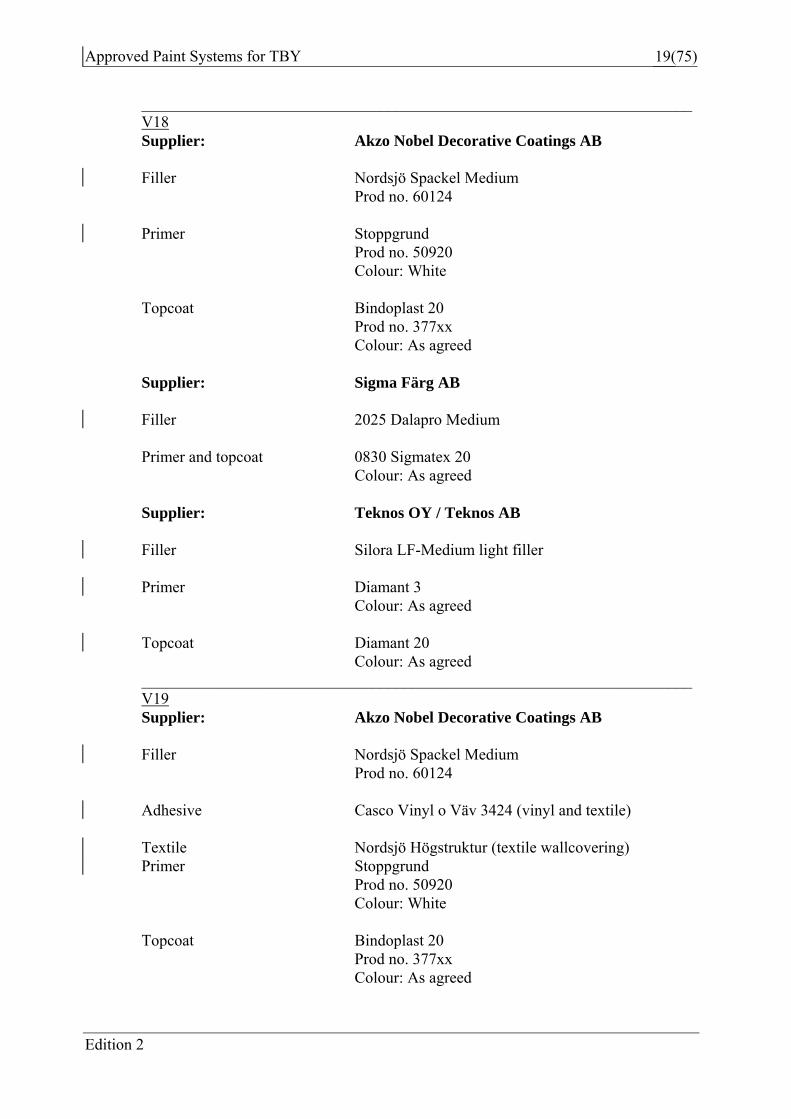
_____________________________________________________________________ V18 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Primer Stoppgrund Prod no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V19 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering) Primer Stoppgrund Prod no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed
Approved Paint Systems for TBY
Edition 2
20(75)
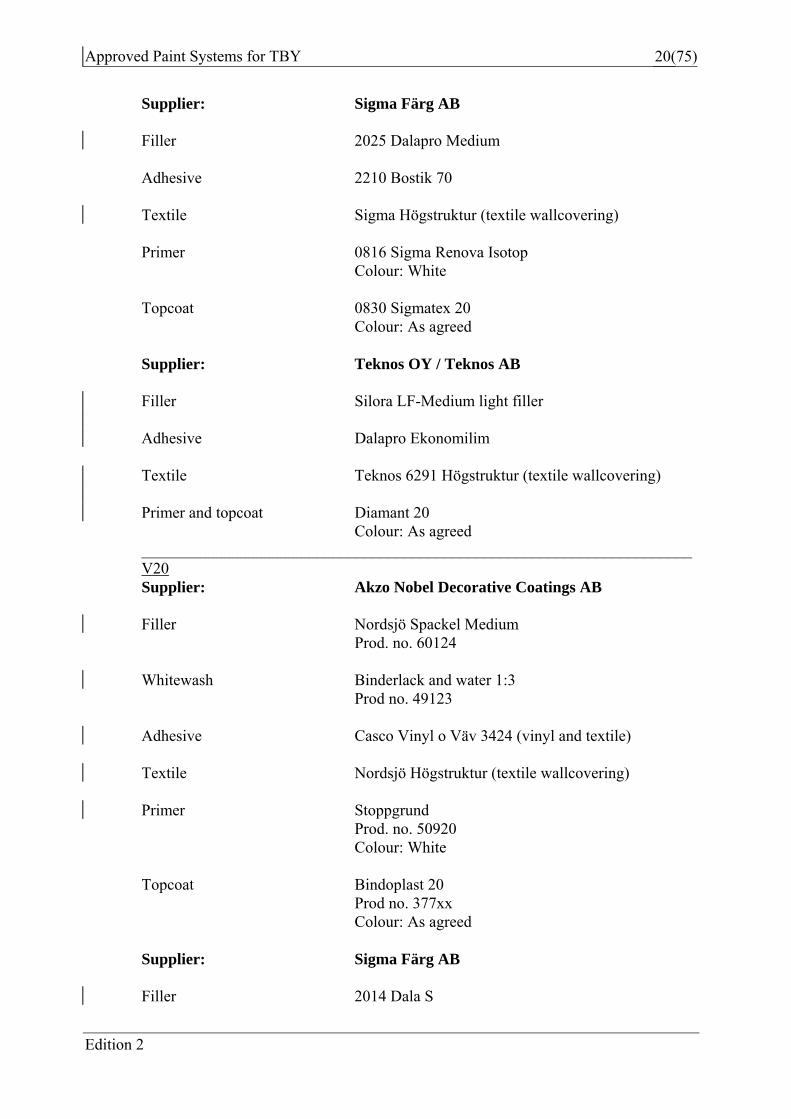
Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer 0816 Sigma Renova Isotop Colour: White Topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Adhesive Dalapro Ekonomilim Textile Teknos 6291 Högstruktur (textile wallcovering) Primer and topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V20 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Whitewash Binderlack and water 1:3 Prod no. 49123 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering) Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2014 Dala S
Approved Paint Systems for TBY
Edition 2
21(75)
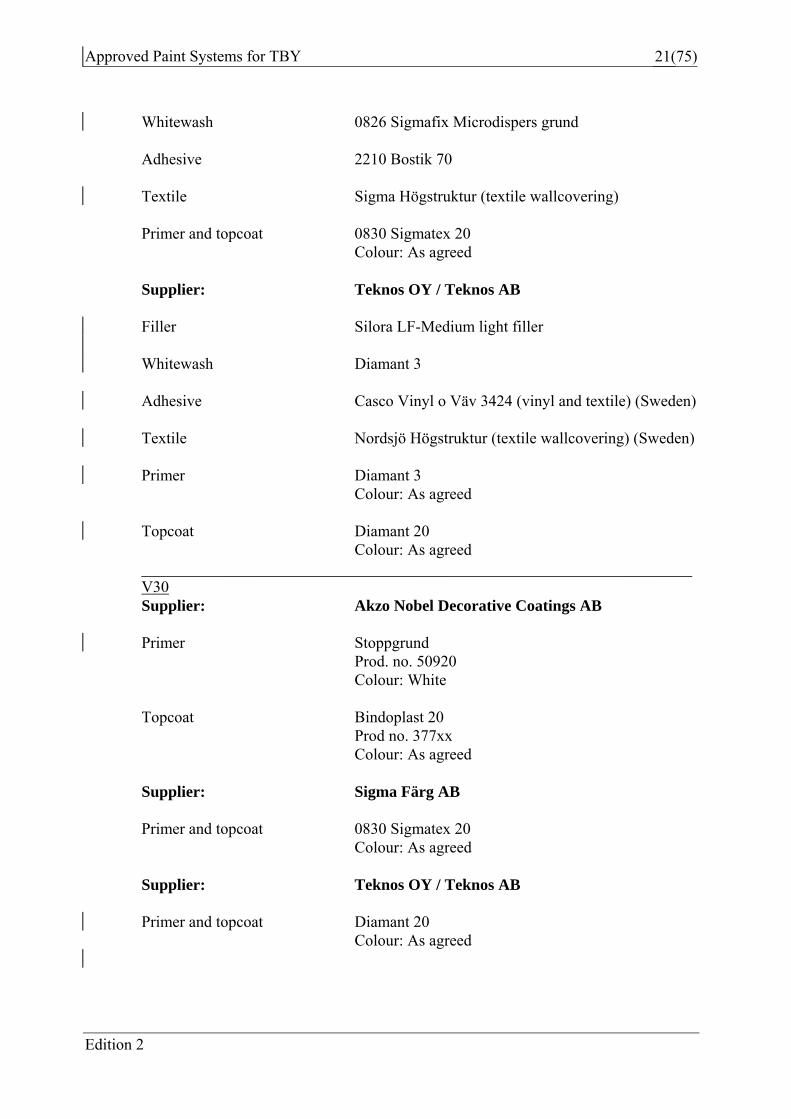
Whitewash 0826 Sigmafix Microdispers grund Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Whitewash Diamant 3 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) (Sweden) Textile Nordsjö Högstruktur (textile wallcovering) (Sweden) Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V30 Supplier: Akzo Nobel Decorative Coatings AB Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod no. 377xx Colour: As agreed Supplier: Sigma Färg AB Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer and topcoat Diamant 20 Colour: As agreed
Approved Paint Systems for TBY
Edition 2
22(75)
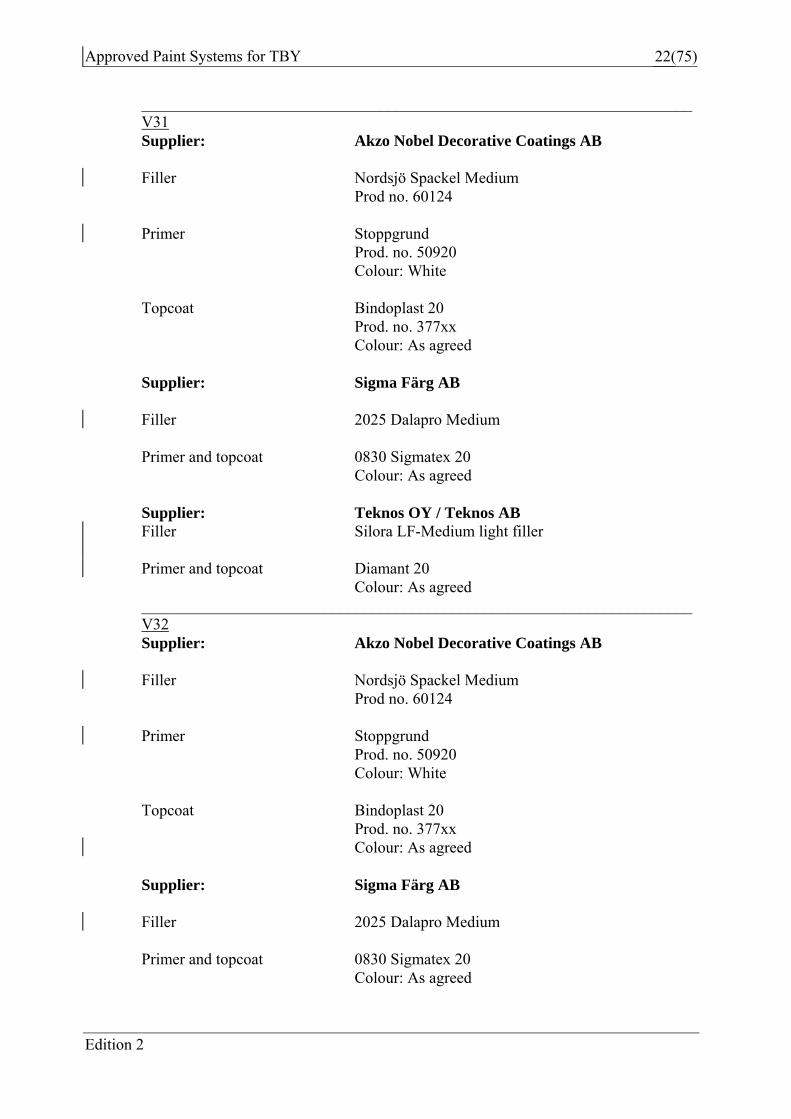
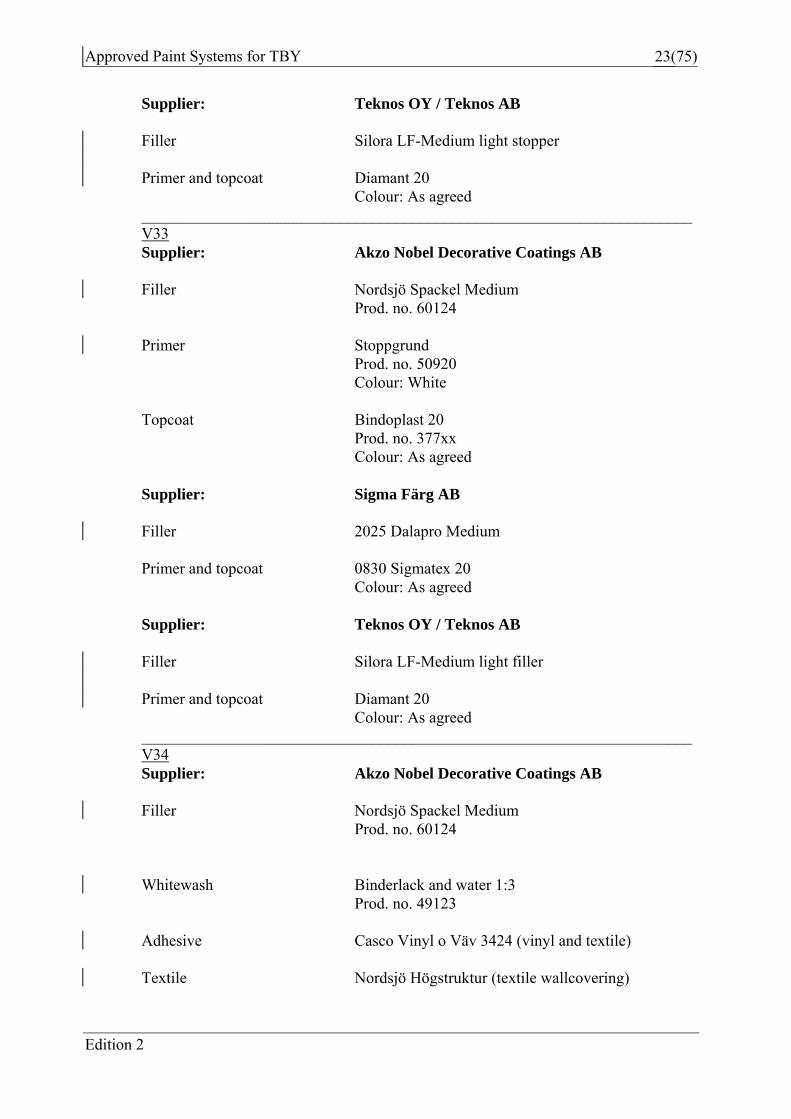
_____________________________________________________________________ V31 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Primer and topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V32 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod no. 60124 Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed
Approved Paint Systems for TBY
Edition 2
23(75)
Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light stopper Primer and topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V33 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Primer and topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V34 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Whitewash Binderlack and water 1:3 Prod. no. 49123 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering)
Approved Paint Systems for TBY
Edition 2
24(75)
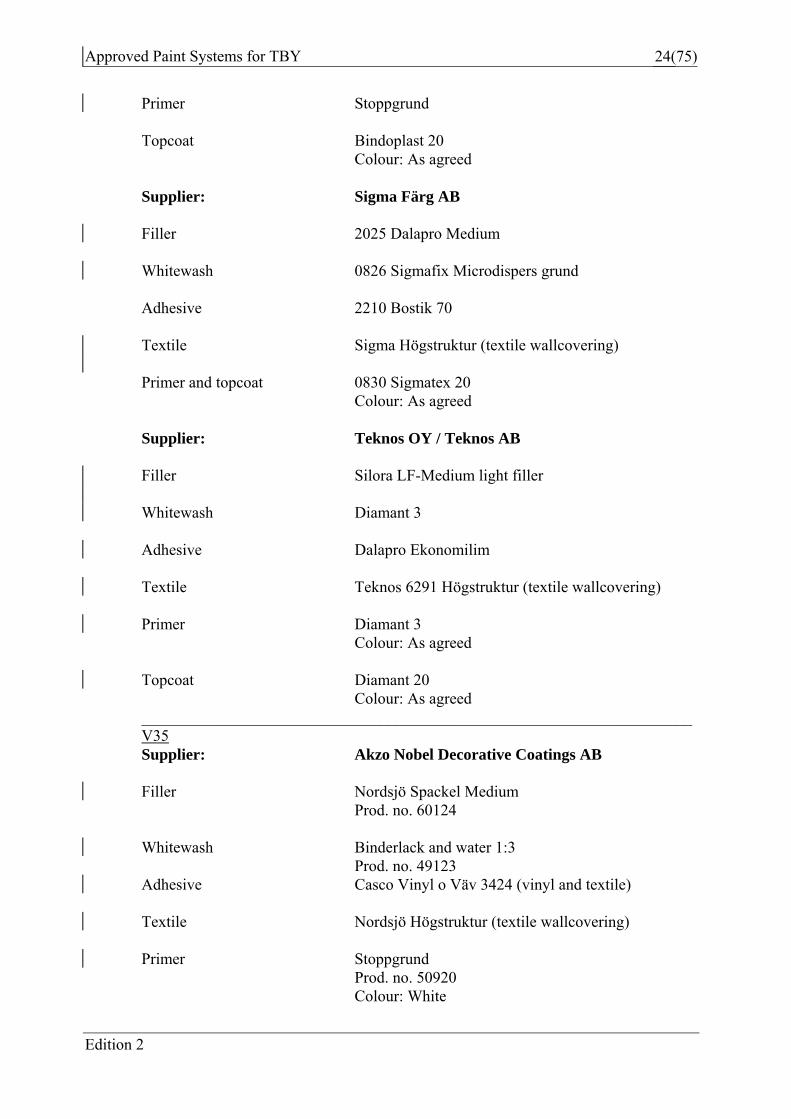
Primer Stoppgrund Topcoat Bindoplast 20 Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Whitewash 0826 Sigmafix Microdispers grund Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Whitewash Diamant 3 Adhesive Dalapro Ekonomilim Textile Teknos 6291 Högstruktur (textile wallcovering) Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V35 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Whitewash Binderlack and water 1:3 Prod. no. 49123 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering) Primer Stoppgrund Prod. no. 50920 Colour: White
Approved Paint Systems for TBY
Edition 2
25(75)
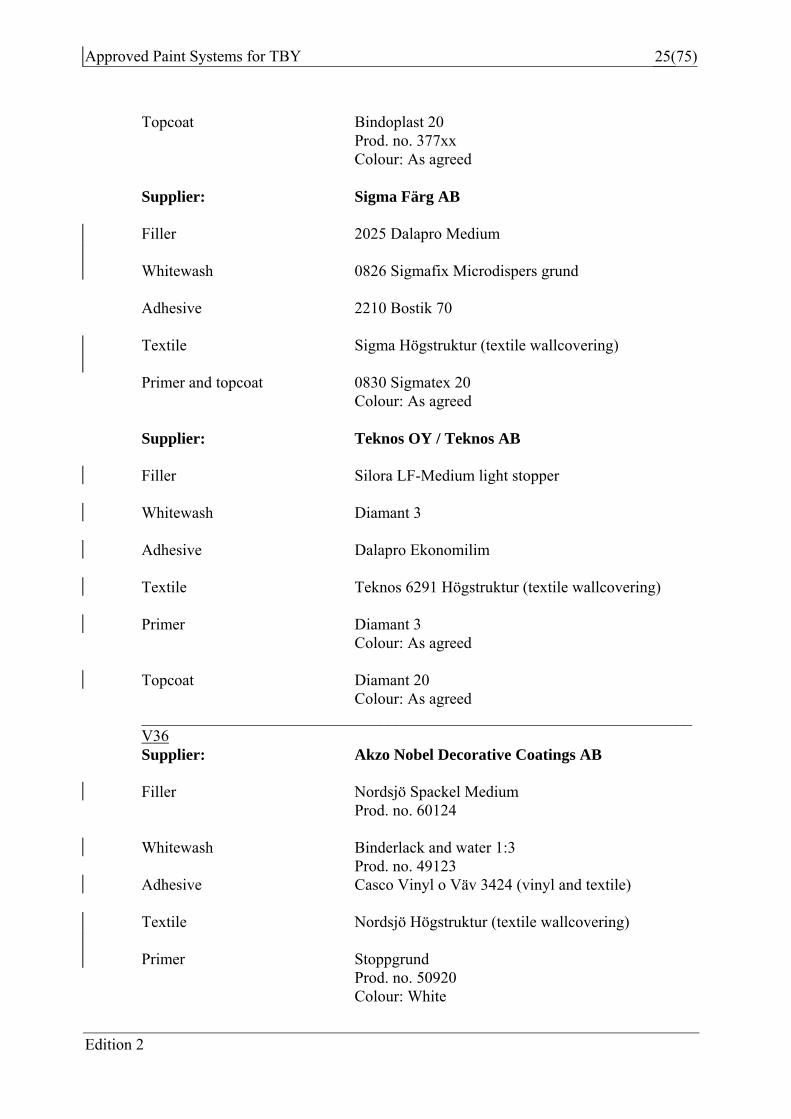
Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Whitewash 0826 Sigmafix Microdispers grund Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light stopper Whitewash Diamant 3 Adhesive Dalapro Ekonomilim Textile Teknos 6291 Högstruktur (textile wallcovering) Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V36 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Whitewash Binderlack and water 1:3 Prod. no. 49123 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering)
Primer Stoppgrund Prod. no. 50920 Colour: White
Approved Paint Systems for TBY
Edition 2
26(75)
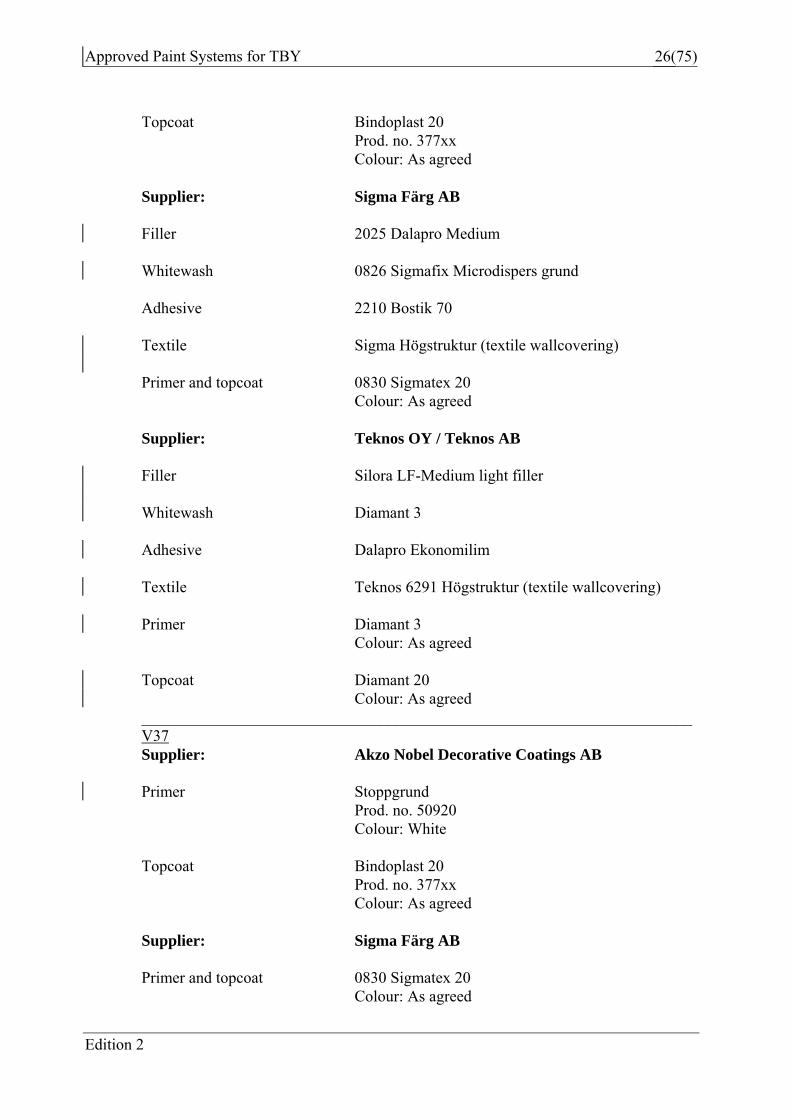
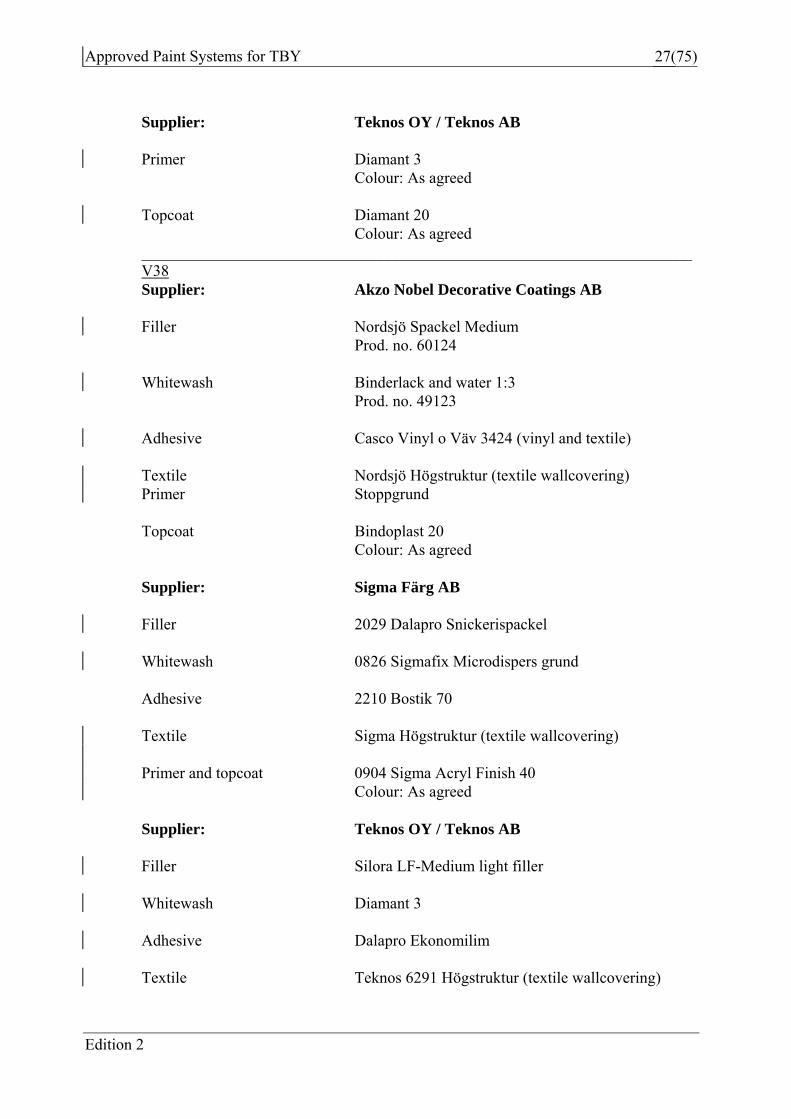
Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Whitewash 0826 Sigmafix Microdispers grund Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Whitewash Diamant 3 Adhesive Dalapro Ekonomilim Textile Teknos 6291 Högstruktur (textile wallcovering) Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V37 Supplier: Akzo Nobel Decorative Coatings AB Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Primer and topcoat 0830 Sigmatex 20 Colour: As agreed
Approved Paint Systems for TBY
Edition 2
27(75)
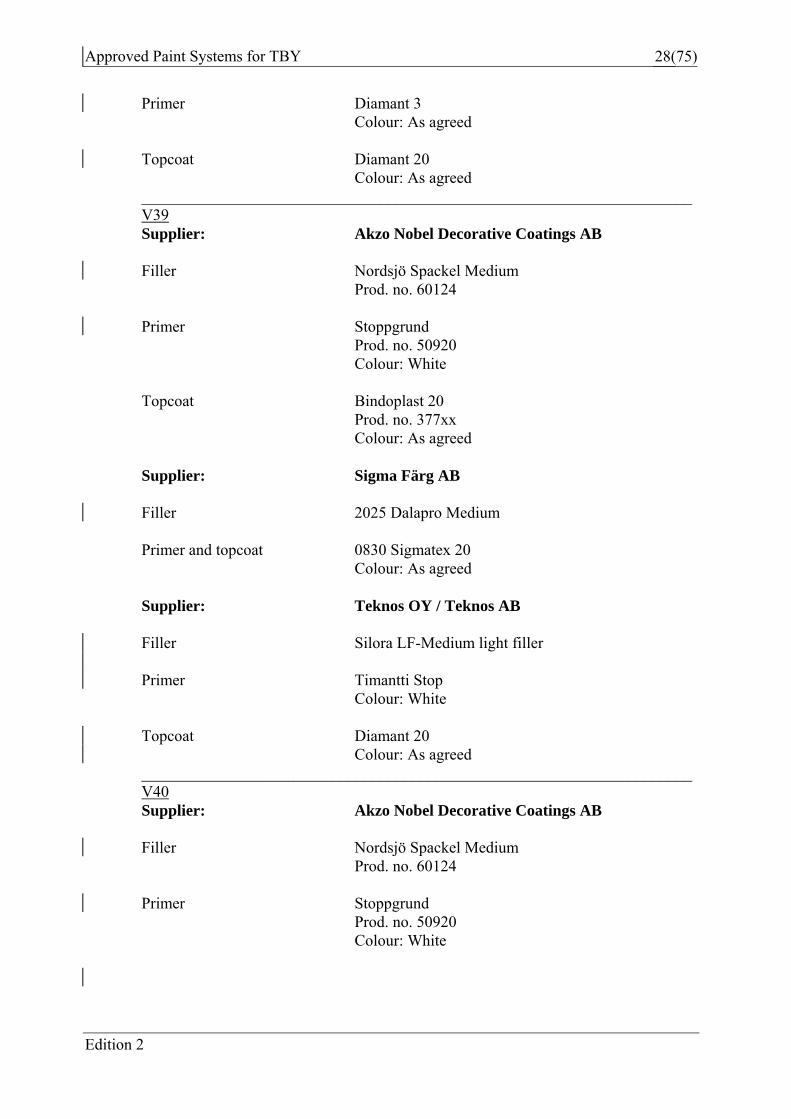
Supplier: Teknos OY / Teknos AB Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V38 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Whitewash Binderlack and water 1:3 Prod. no. 49123 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering) Primer Stoppgrund Topcoat Bindoplast 20 Colour: As agreed Supplier: Sigma Färg AB Filler 2029 Dalapro Snickerispackel Whitewash 0826 Sigmafix Microdispers grund Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer and topcoat 0904 Sigma Acryl Finish 40 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Whitewash Diamant 3 Adhesive Dalapro Ekonomilim Textile Teknos 6291 Högstruktur (textile wallcovering)
Approved Paint Systems for TBY
Edition 2
28(75)
Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V39 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Primer Timantti Stop Colour: White Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V40 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Primer Stoppgrund Prod. no. 50920 Colour: White
Approved Paint Systems for TBY
Edition 2
29(75)
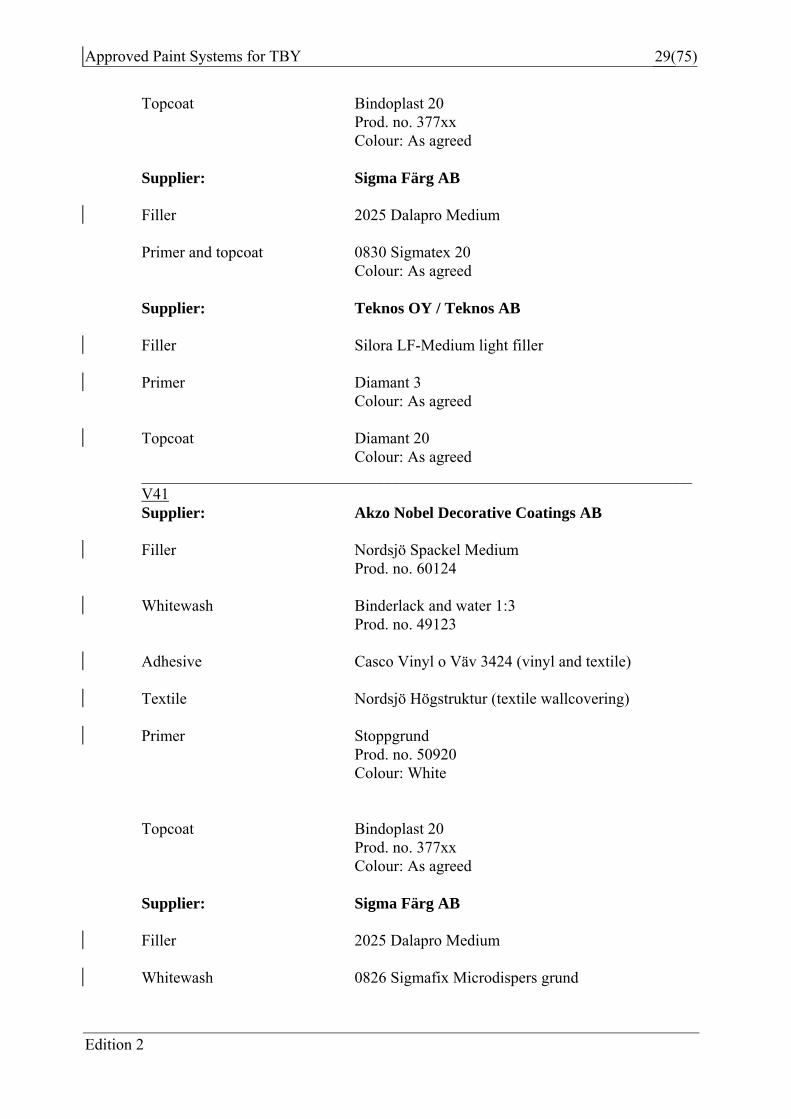
Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed
Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Primer Diamant 3 Colour: As agreed Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________ V41 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Whitewash Binderlack and water 1:3 Prod. no. 49123 Adhesive Casco Vinyl o Väv 3424 (vinyl and textile) Textile Nordsjö Högstruktur (textile wallcovering) Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Bindoplast 20 Prod. no. 377xx Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Whitewash 0826 Sigmafix Microdispers grund
Approved Paint Systems for TBY
Edition 2
30(75)
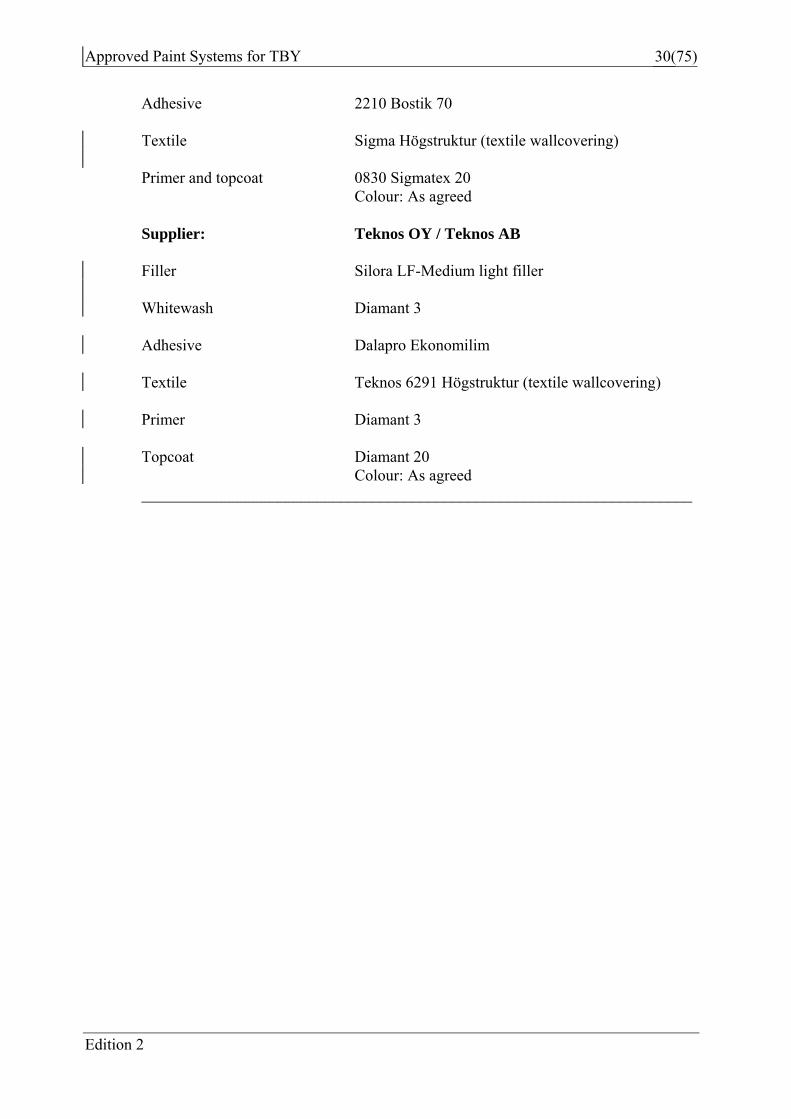
Adhesive 2210 Bostik 70 Textile Sigma Högstruktur (textile wallcovering) Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light filler Whitewash Diamant 3 Adhesive Dalapro Ekonomilim Textile Teknos 6291 Högstruktur (textile wallcovering) Primer Diamant 3 Topcoat Diamant 20 Colour: As agreed _____________________________________________________________________
Approved Paint Systems for TBY
Edition 2
31(75)
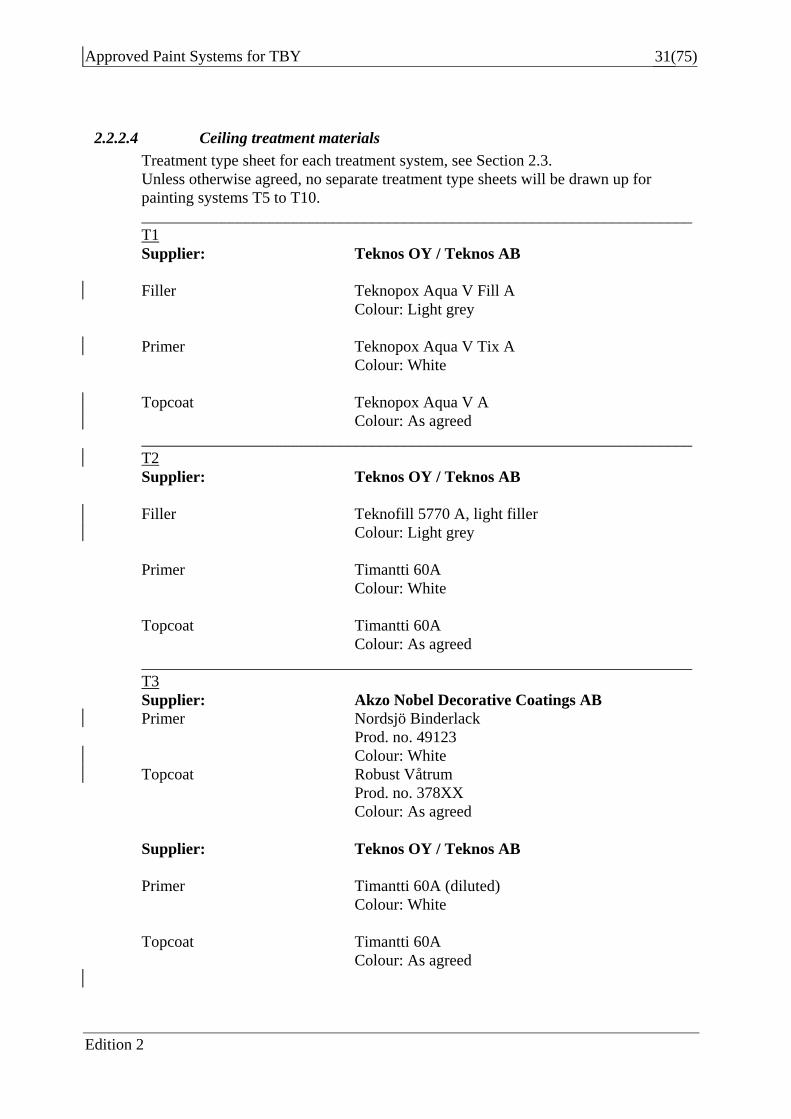
2.2.2.4 Ceiling treatment materials Treatment type sheet for each treatment system, see Section 2.3. Unless otherwise agreed, no separate treatment type sheets will be drawn up for painting systems T5 to T10. _____________________________________________________________________ T1 Supplier: Teknos OY / Teknos AB Filler Teknopox Aqua V Fill A Colour: Light grey Primer Teknopox Aqua V Tix A Colour: White Topcoat Teknopox Aqua V A Colour: As agreed _____________________________________________________________________ T2 Supplier: Teknos OY / Teknos AB Filler Teknofill 5770 A, light filler Colour: Light grey Primer Timantti 60A Colour: White Topcoat Timantti 60A Colour: As agreed _____________________________________________________________________ T3 Supplier: Akzo Nobel Decorative Coatings AB Primer Nordsjö Binderlack Prod. no. 49123 Colour: White Topcoat Robust Våtrum Prod. no. 378XX Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Timantti 60A (diluted) Colour: White Topcoat Timantti 60A Colour: As agreed
Approved Paint Systems for TBY
Edition 2
32(75)
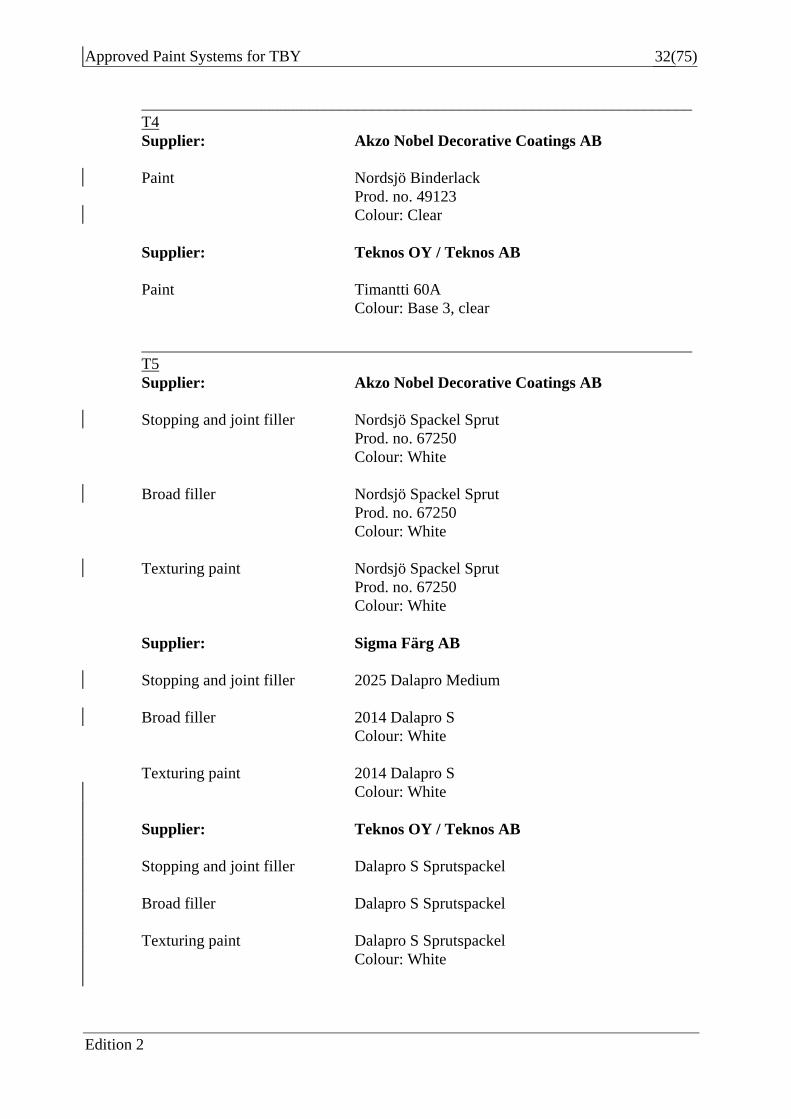
_____________________________________________________________________ T4 Supplier: Akzo Nobel Decorative Coatings AB Paint Nordsjö Binderlack Prod. no. 49123 Colour: Clear Supplier: Teknos OY / Teknos AB Paint Timantti 60A Colour: Base 3, clear _____________________________________________________________________ T5 Supplier: Akzo Nobel Decorative Coatings AB Stopping and joint filler Nordsjö Spackel Sprut Prod. no. 67250 Colour: White Broad filler Nordsjö Spackel Sprut Prod. no. 67250 Colour: White Texturing paint Nordsjö Spackel Sprut Prod. no. 67250 Colour: White Supplier: Sigma Färg AB Stopping and joint filler 2025 Dalapro Medium Broad filler 2014 Dalapro S Colour: White Texturing paint 2014 Dalapro S Colour: White Supplier: Teknos OY / Teknos AB Stopping and joint filler Dalapro S Sprutspackel Broad filler Dalapro S Sprutspackel Texturing paint Dalapro S Sprutspackel Colour: White
Approved Paint Systems for TBY
Edition 2
33(75)
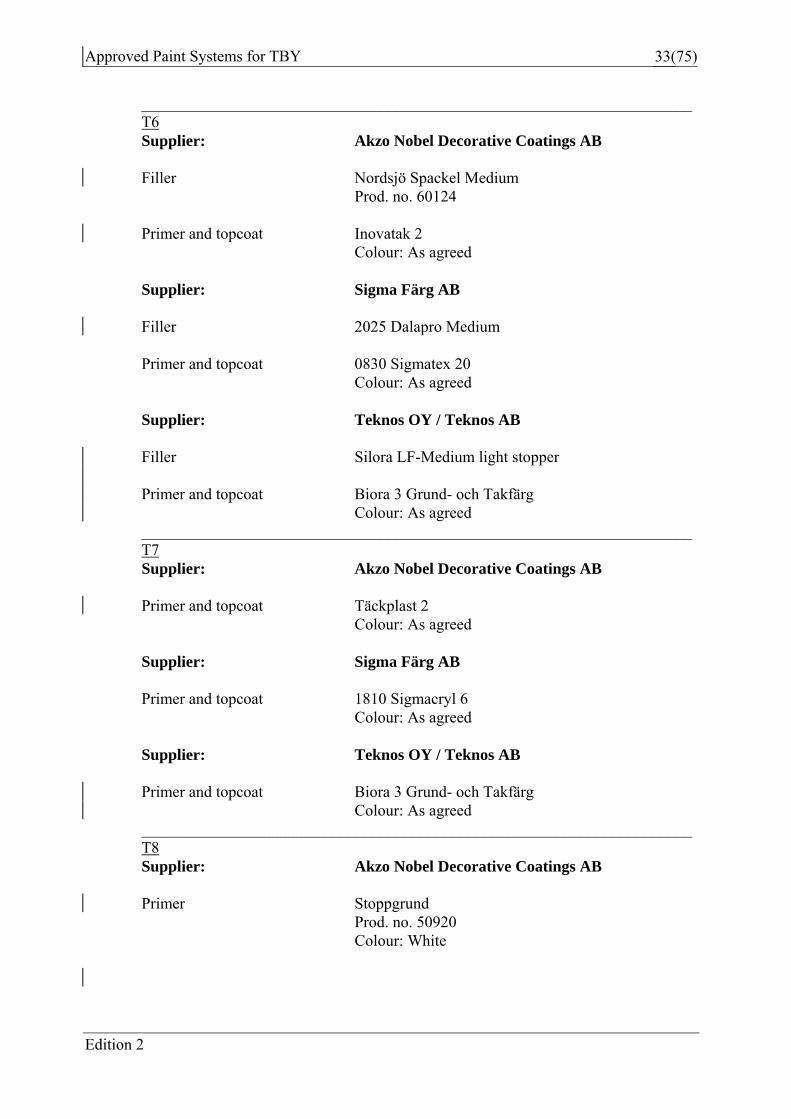
_____________________________________________________________________ T6 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Primer and topcoat Inovatak 2 Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed Supplier: Teknos OY / Teknos AB Filler Silora LF-Medium light stopper Primer and topcoat Biora 3 Grund- och Takfärg Colour: As agreed _____________________________________________________________________ T7 Supplier: Akzo Nobel Decorative Coatings AB Primer and topcoat Täckplast 2 Colour: As agreed Supplier: Sigma Färg AB Primer and topcoat 1810 Sigmacryl 6 Colour: As agreed
Supplier: Teknos OY / Teknos AB Primer and topcoat Biora 3 Grund- och Takfärg Colour: As agreed _____________________________________________________________________ T8 Supplier: Akzo Nobel Decorative Coatings AB Primer Stoppgrund Prod. no. 50920 Colour: White
Approved Paint Systems for TBY
Edition 2
34(75)
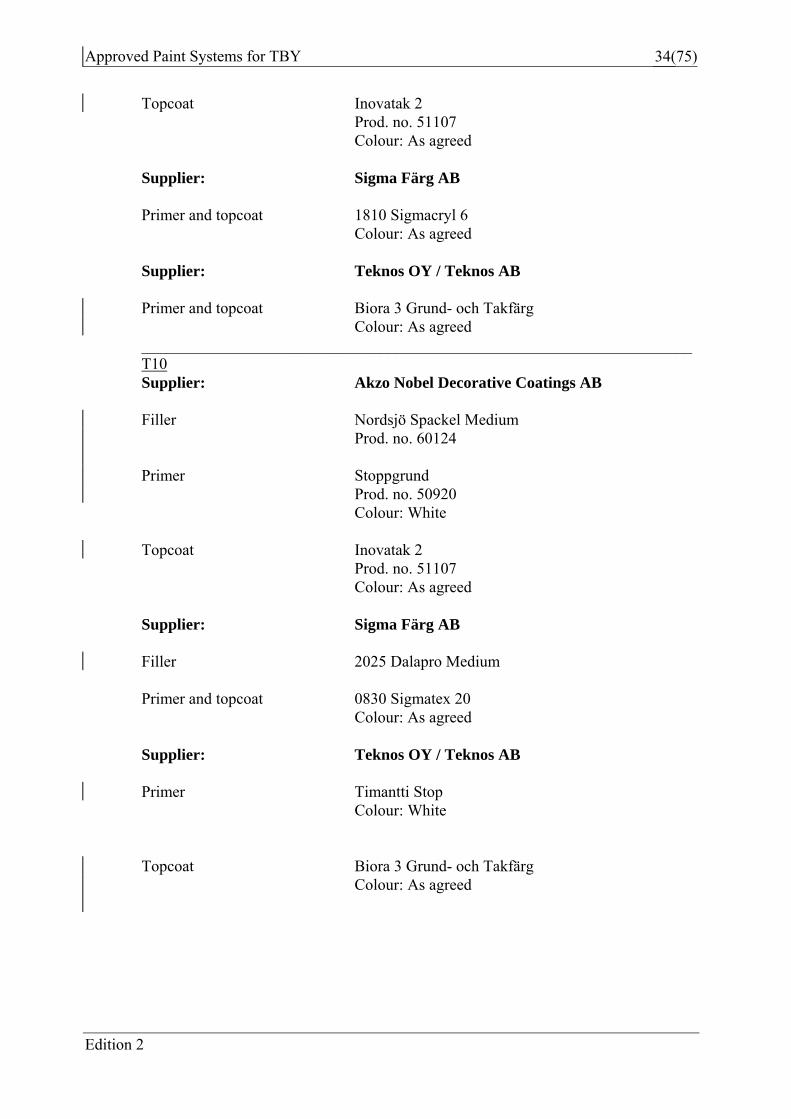
Topcoat Inovatak 2 Prod. no. 51107 Colour: As agreed Supplier: Sigma Färg AB Primer and topcoat 1810 Sigmacryl 6 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer and topcoat Biora 3 Grund- och Takfärg Colour: As agreed _____________________________________________________________________ T10 Supplier: Akzo Nobel Decorative Coatings AB Filler Nordsjö Spackel Medium Prod. no. 60124 Primer Stoppgrund Prod. no. 50920 Colour: White Topcoat Inovatak 2 Prod. no. 51107 Colour: As agreed Supplier: Sigma Färg AB Filler 2025 Dalapro Medium Primer and topcoat 0830 Sigmatex 20 Colour: As agreed
Supplier: Teknos OY / Teknos AB Primer Timantti Stop Colour: White Topcoat Biora 3 Grund- och Takfärg Colour: As agreed
Approved Paint Systems for TBY
Edition 2
35(75)
2.2.2.5 Pre-treatment of concrete surfaces by vacuum blasting, machine type and blasting agent
Concrete floors are blasted with an Autoblast AB-9 blasting machine to remove weak surface layers and to give a surface roughness that corresponds to the determined reference surface. Blasting agent S.230 (steel shot), ASIKOS Strahlmittel GmbH or equivalent must be used. It is permissible for a zone about 10 cm wide at walls, foundations, pillars, etc., to be machine-ground; see TBY Section 3.3.6.1.
2.3 Treatment type sheets
2.3.1 Akzo
2.3.1.1 Floor
Safety Data: www.nordsjö.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ 2008-09-20 Tel. 040-35 50 00, + 46 40 35 50 00
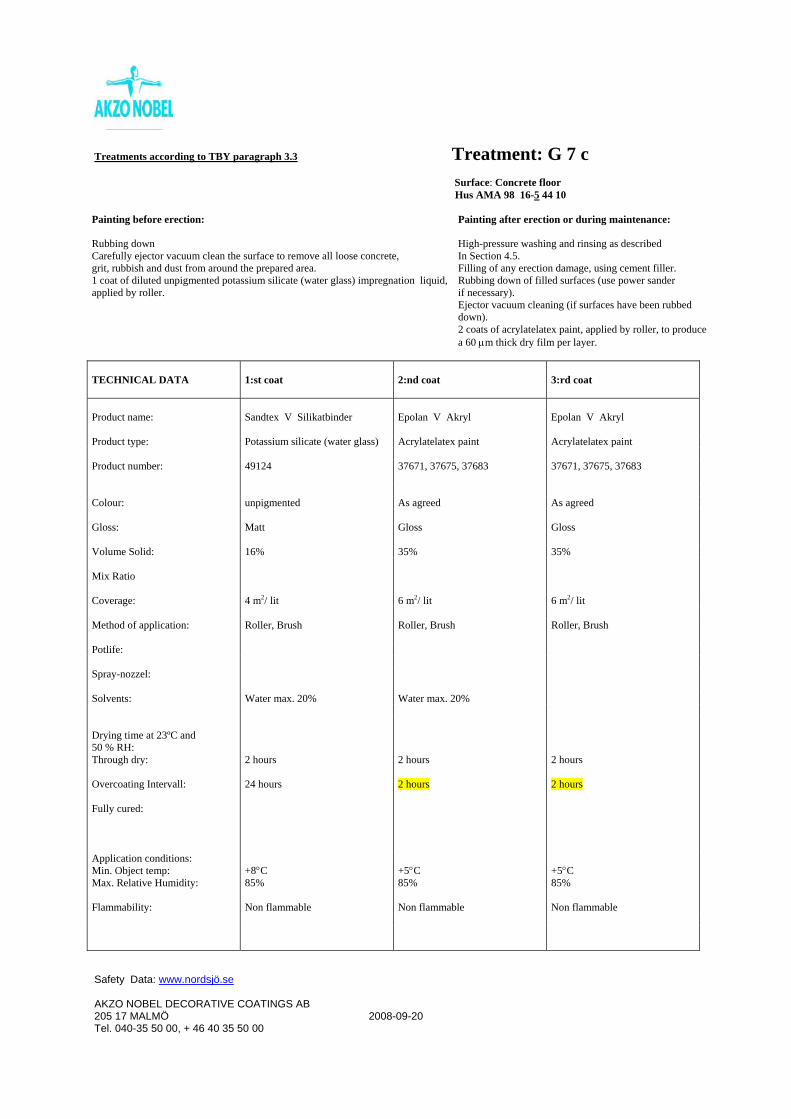
Treatments according to TBY paragraph 3.3 Treatment: G 7 c
Surface: Concrete floor Hus AMA 98 16-5 44 10
Painting before erection: Rubbing down Carefully ejector vacuum clean the surface to remove all loose concrete, grit, rubbish and dust from around the prepared area. 1 coat of diluted unpigmented potassium silicate (water glass) impregnation liquid, applied by roller.
Painting after erection or during maintenance: High-pressure washing and rinsing as described In Section 4.5. Filling of any erection damage, using cement filler. Rubbing down of filled surfaces (use power sander if necessary). Ejector vacuum cleaning (if surfaces have been rubbed down). 2 coats of acrylatelatex paint, applied by roller, to produce a 60 μm thick dry film per layer.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Sandtex V Silikatbinder Epolan V Akryl Epolan V Akryl Product type: Potassium silicate (water glass) Acrylatelatex paint Acrylatelatex paint Product number: 49124 37671, 37675, 37683 37671, 37675, 37683 Colour: unpigmented As agreed As agreed Gloss: Matt Gloss Gloss Volume Solid: 16% 35% 35% Mix Ratio Coverage: 4 m2/ lit 6 m2/ lit 6 m2/ lit Method of application: Roller, Brush Roller, Brush Roller, Brush Potlife: Spray-nozzel: Solvents: Water max. 20% Water max. 20% Drying time at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 24 hours
2 hours 2 hours
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+8°C 85%
+5°C 85%
+5°C 85%
Flammability: Non flammable Non flammable Non flammable
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ 2008-09-29 Tel. 040-35 50 00, + 46 40 35 50 00
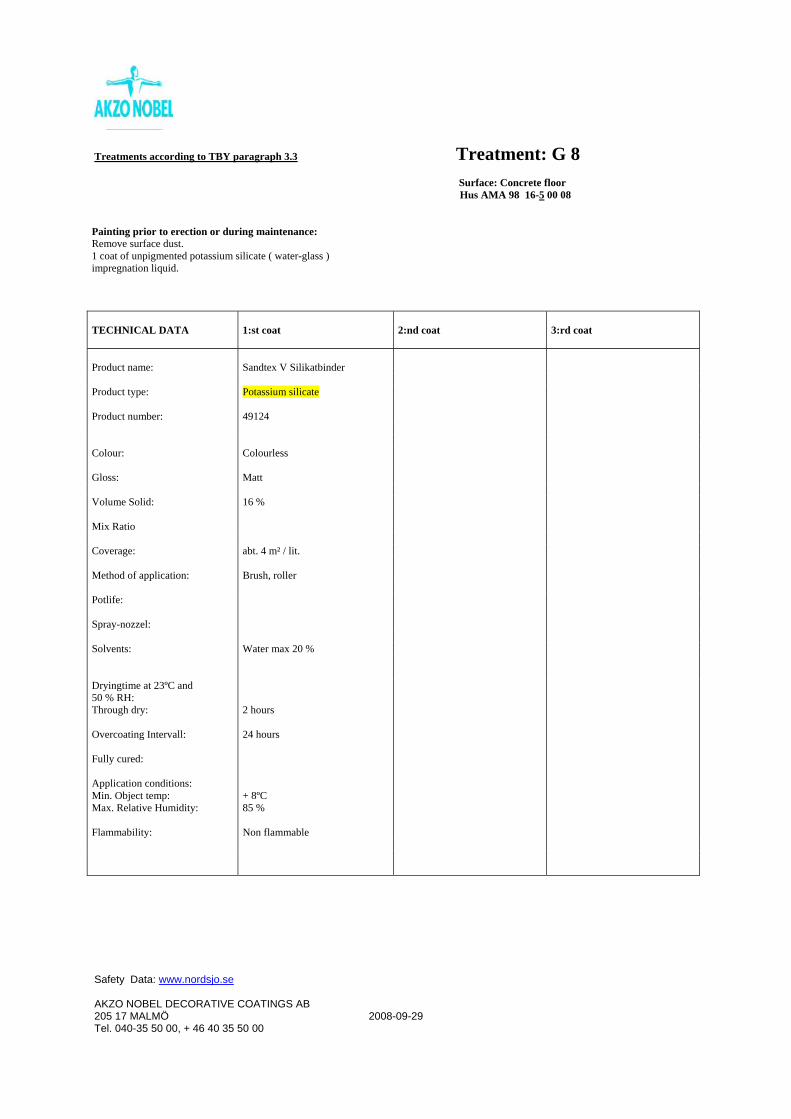
Treatments according to TBY paragraph 3.3 Treatment: G 8
Surface: Concrete floor Hus AMA 98 16-5 00 08
Painting prior to erection or during maintenance: Remove surface dust. 1 coat of unpigmented potassium silicate ( water-glass ) impregnation liquid.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Sandtex V Silikatbinder Product type: Potassium silicate Product number: 49124 Colour: Colourless Gloss: Matt Volume Solid: 16 % Mix Ratio Coverage: abt. 4 m² / lit. Method of application: Brush, roller Potlife: Spray-nozzel: Solvents: Water max 20 % Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 24 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+ 8ºC 85 %
Flammability: Non flammable

Approved Paint Systems for TBY
Edition 2
36(75)
2.3.1.2 Wall
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ Tel. 040-35 50 00, + 46 40 35 50 00
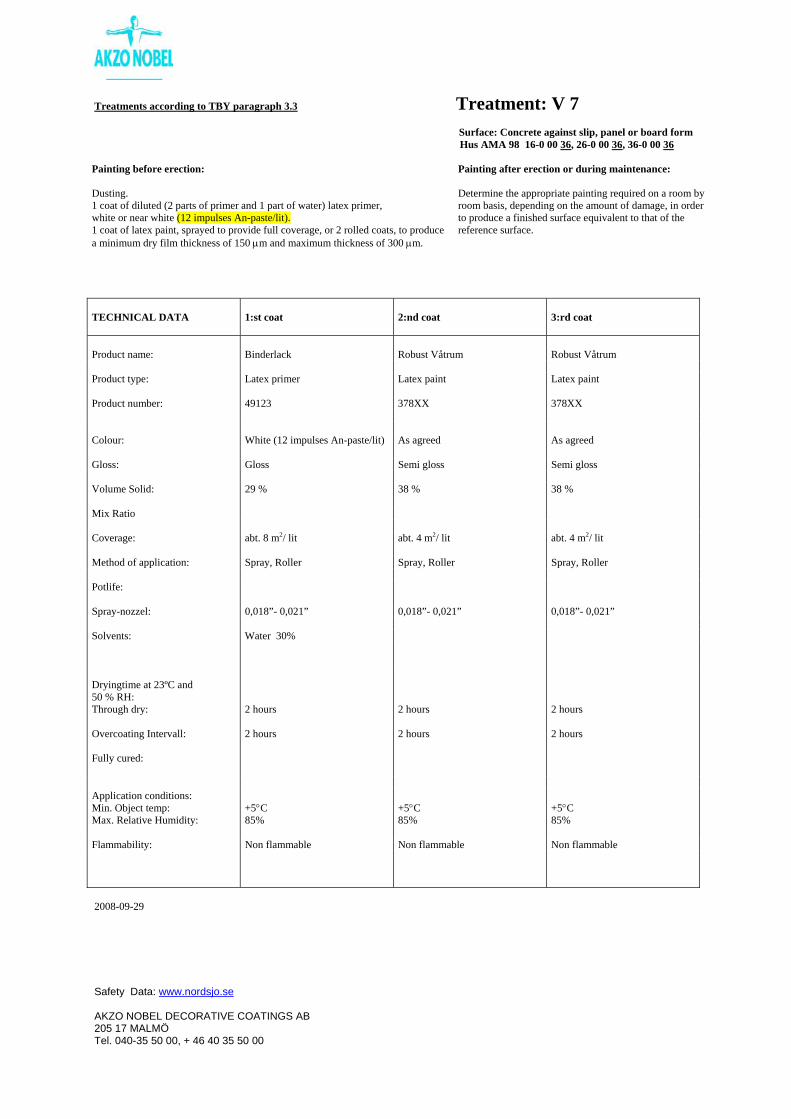
Treatments according to TBY paragraph 3.3 Treatment: V 7
Surface: Concrete against slip, panel or board form Hus AMA 98 16-0 00 36, 26-0 00 36, 36-0 00 36
Painting before erection: Dusting. 1 coat of diluted (2 parts of primer and 1 part of water) latex primer, white or near white (12 impulses An-paste/lit). 1 coat of latex paint, sprayed to provide full coverage, or 2 rolled coats, to produce a minimum dry film thickness of 150 μm and maximum thickness of 300 μm.
Painting after erection or during maintenance: Determine the appropriate painting required on a room by room basis, depending on the amount of damage, in order to produce a finished surface equivalent to that of the reference surface.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Binderlack Robust Våtrum Robust Våtrum Product type: Latex primer Latex paint Latex paint Product number: 49123 378XX 378XX Colour: White (12 impulses An-paste/lit) As agreed As agreed Gloss: Gloss Semi gloss Semi gloss Volume Solid: 29 % 38 % 38 % Mix Ratio Coverage: abt. 8 m2/ lit abt. 4 m2/ lit abt. 4 m2/ lit Method of application: Spray, Roller Spray, Roller Spray, Roller Potlife: Spray-nozzel: 0,018”- 0,021” 0,018”- 0,021” 0,018”- 0,021” Solvents: Water 30%
Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 2 hours
2 hours 2 hours
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+5°C 85%
+5°C 85%
+5°C 85%
Flammability: Non flammable Non flammable Non flammable
2008-09-29
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ Tel. 040-35 50 00, + 46 40 35 50 00
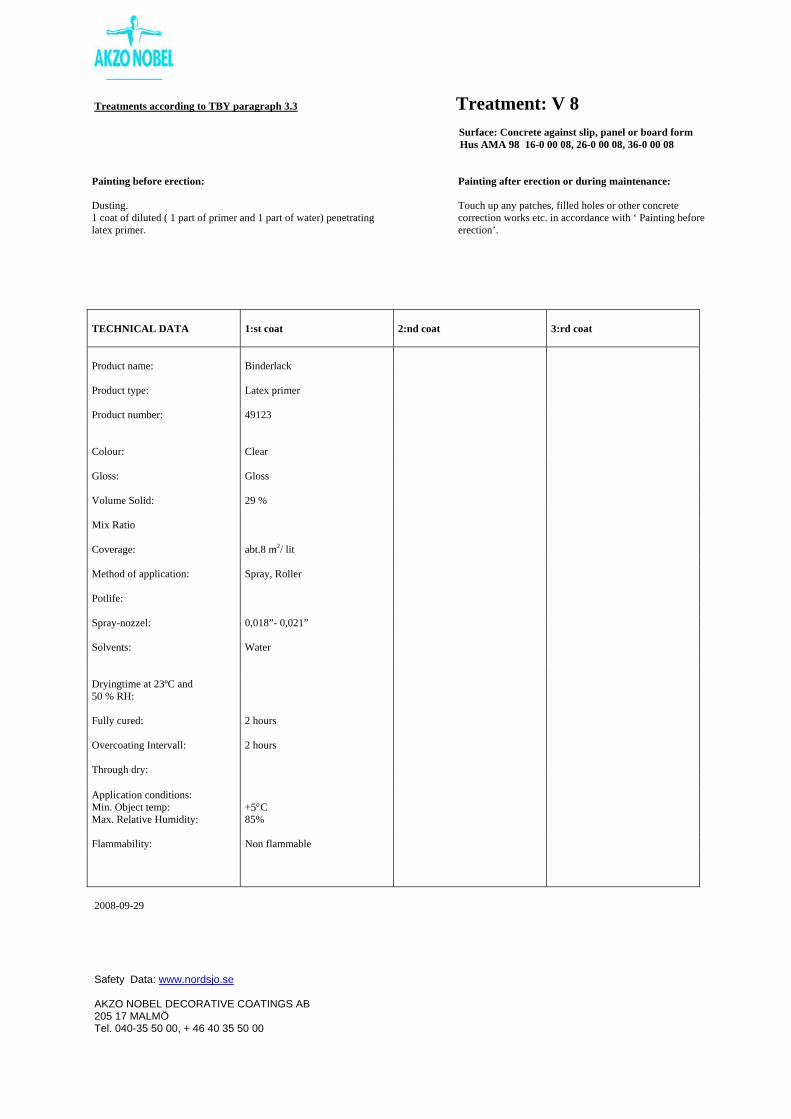
Treatments according to TBY paragraph 3.3 Treatment: V 8
Surface: Concrete against slip, panel or board form Hus AMA 98 16-0 00 08, 26-0 00 08, 36-0 00 08
Painting before erection: Dusting. 1 coat of diluted ( 1 part of primer and 1 part of water) penetrating latex primer.
Painting after erection or during maintenance: Touch up any patches, filled holes or other concrete correction works etc. in accordance with ‘ Painting before erection’.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Binderlack Product type: Latex primer Product number: 49123 Colour: Clear Gloss: Gloss Volume Solid: 29 % Mix Ratio Coverage: abt.8 m2/ lit Method of application: Spray, Roller Potlife: Spray-nozzel: 0,018”- 0,021” Solvents: Water Dryingtime at 23ºC and 50 % RH: Fully cured: Overcoating Intervall: Through dry:
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+5°C 85%
Flammability: Non flammable
2008-09-29
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ Tel. 040-35 50 00, + 46 40 35 50 00
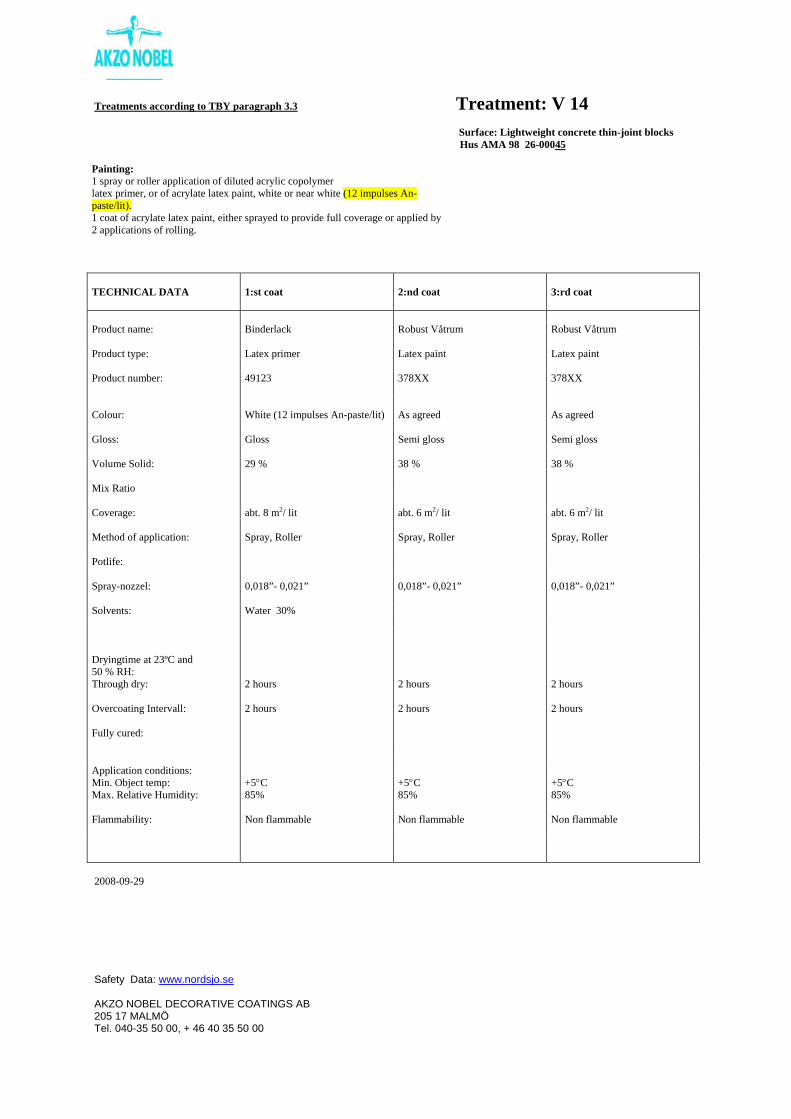
Treatments according to TBY paragraph 3.3 Treatment: V 14
Surface: Lightweight concrete thin-joint blocks Hus AMA 98 26-00045
Painting: 1 spray or roller application of diluted acrylic copolymer latex primer, or of acrylate latex paint, white or near white (12 impulses An- paste/lit). 1 coat of acrylate latex paint, either sprayed to provide full coverage or applied by 2 applications of rolling.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Binderlack Robust Våtrum Robust Våtrum Product type: Latex primer Latex paint Latex paint Product number: 49123 378XX 378XX Colour: White (12 impulses An-paste/lit) As agreed As agreed Gloss: Gloss Semi gloss Semi gloss Volume Solid: 29 % 38 % 38 % Mix Ratio Coverage: abt. 8 m2/ lit abt. 6 m2/ lit abt. 6 m2/ lit Method of application: Spray, Roller Spray, Roller Spray, Roller Potlife: Spray-nozzel: 0,018”- 0,021” 0,018”- 0,021” 0,018”- 0,021” Solvents: Water 30%
Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 2 hours
2 hours 2 hours
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+5°C 85%
+5°C 85%
+5°C 85%
Flammability: Non flammable Non flammable Non flammable
2008-09-29
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ Tel. 040-35 50 00, + 46 40 35 50 00
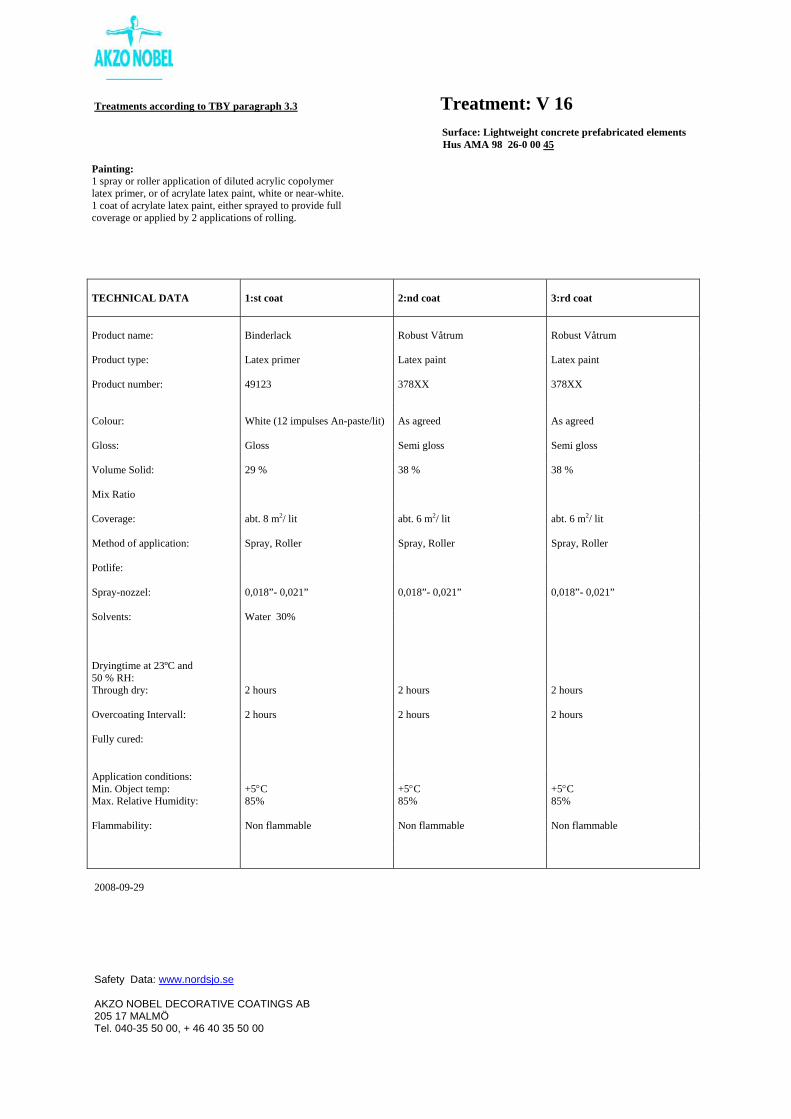
Treatments according to TBY paragraph 3.3 Treatment: V 16
Surface: Lightweight concrete prefabricated elements Hus AMA 98 26-0 00 45 Painting: 1 spray or roller application of diluted acrylic copolymer latex primer, or of acrylate latex paint, white or near-white. 1 coat of acrylate latex paint, either sprayed to provide full coverage or applied by 2 applications of rolling.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Binderlack Robust Våtrum Robust Våtrum Product type: Latex primer Latex paint Latex paint Product number: 49123 378XX 378XX Colour: White (12 impulses An-paste/lit) As agreed As agreed Gloss: Gloss Semi gloss Semi gloss Volume Solid: 29 % 38 % 38 % Mix Ratio Coverage: abt. 8 m2/ lit abt. 6 m2/ lit abt. 6 m2/ lit Method of application: Spray, Roller Spray, Roller Spray, Roller Potlife: Spray-nozzel: 0,018”- 0,021” 0,018”- 0,021” 0,018”- 0,021” Solvents: Water 30%
Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 2 hours
2 hours 2 hours
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+5°C 85%
+5°C 85%
+5°C 85%
Flammability: Non flammable Non flammable Non flammable
2008-09-29

Approved Paint Systems for TBY
Edition 2
37(75)
2.3.1.3 Ceiling
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ Tel. 040-35 50 00, + 46 40 35 50 00
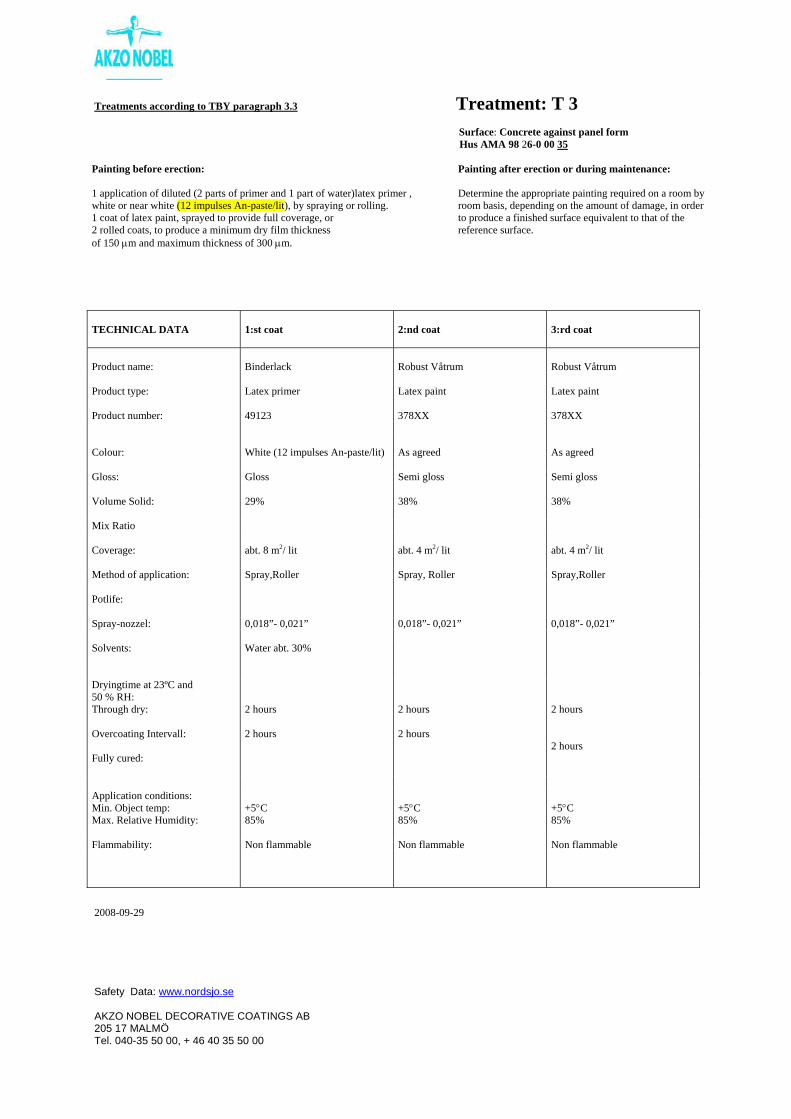
Treatments according to TBY paragraph 3.3 Treatment: T 3
Surface: Concrete against panel form Hus AMA 98 26-0 00 35
Painting before erection: 1 application of diluted (2 parts of primer and 1 part of water)latex primer , white or near white (12 impulses An-paste/lit), by spraying or rolling. 1 coat of latex paint, sprayed to provide full coverage, or 2 rolled coats, to produce a minimum dry film thickness of 150 μm and maximum thickness of 300 μm.
Painting after erection or during maintenance: Determine the appropriate painting required on a room by room basis, depending on the amount of damage, in order to produce a finished surface equivalent to that of the reference surface.
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Binderlack Robust Våtrum Robust Våtrum Product type: Latex primer Latex paint Latex paint Product number: 49123 378XX 378XX Colour: White (12 impulses An-paste/lit) As agreed As agreed Gloss: Gloss Semi gloss Semi gloss Volume Solid: 29% 38% 38% Mix Ratio Coverage: abt. 8 m2/ lit abt. 4 m2/ lit abt. 4 m2/ lit Method of application: Spray,Roller Spray, Roller Spray,Roller Potlife: Spray-nozzel: 0,018”- 0,021” 0,018”- 0,021” 0,018”- 0,021” Solvents: Water abt. 30% Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 2 hours
2 hours 2 hours
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+5°C 85%
+5°C 85%
+5°C 85%
Flammability: Non flammable Non flammable Non flammable
2008-09-29
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ Tel. 040-35 50 00, + 46 40 35 50 00
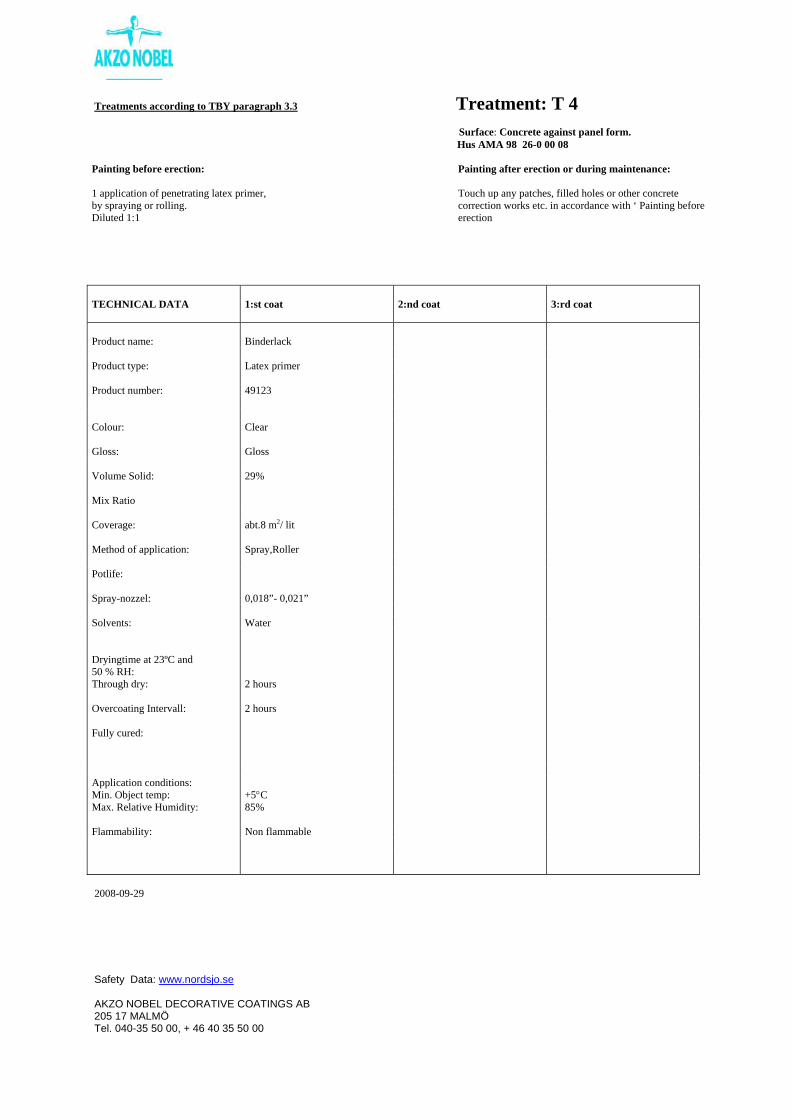
Treatments according to TBY paragraph 3.3 Treatment: T 4
Surface: Concrete against panel form. Hus AMA 98 26-0 00 08
Painting before erection: 1 application of penetrating latex primer, by spraying or rolling. Diluted 1:1
Painting after erection or during maintenance: Touch up any patches, filled holes or other concrete correction works etc. in accordance with ‘ Painting before erection
TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Binderlack Product type: Latex primer Product number: 49123 Colour: Clear Gloss: Gloss Volume Solid: 29% Mix Ratio Coverage: abt.8 m2/ lit Method of application: Spray,Roller Potlife: Spray-nozzel: 0,018”- 0,021” Solvents: Water Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Intervall: Fully cured:
2 hours 2 hours
Application conditions: Min. Object temp: Max. Relative Humidity:
+5°C 85%
Flammability: Non flammable
2008-09-29
Approved Paint Systems for TBY
Edition 2
38(75)
2.3.2 BASF
2.3.2.1 Floor
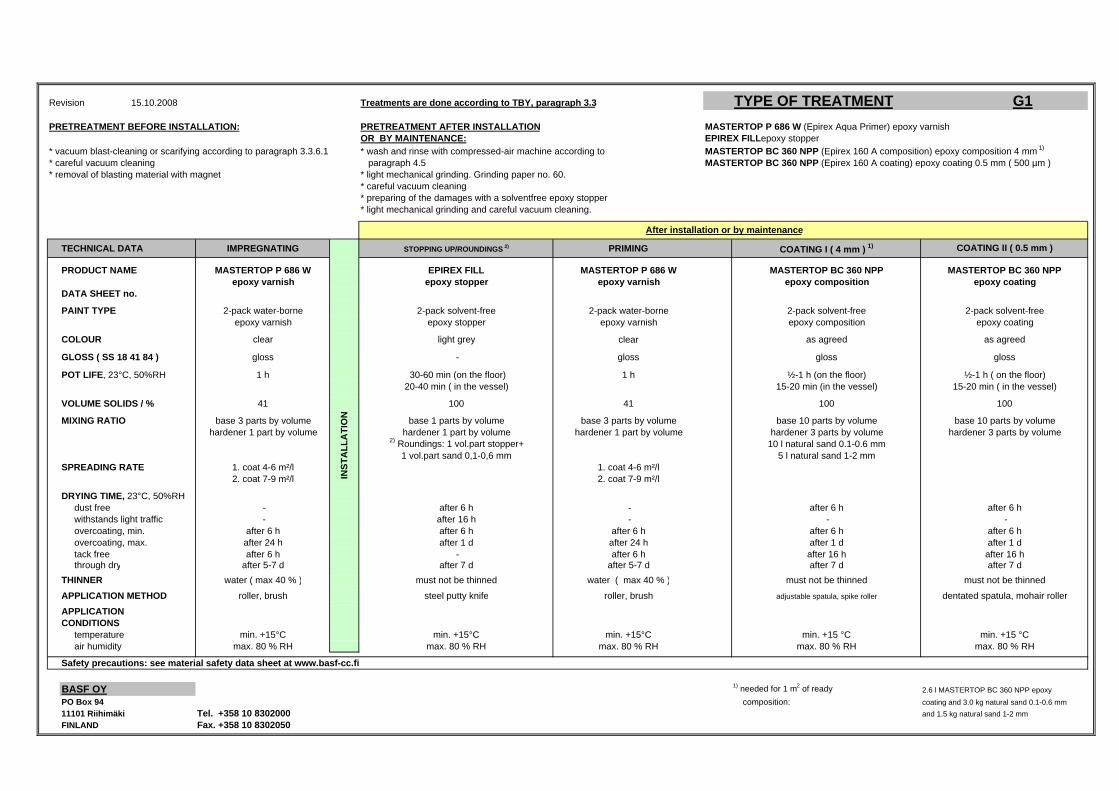
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G1PRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish
OR BY MAINTENANCE: EPIREX FILLepoxy stopper* vacuum blast-cleaning or scarifying according to paragraph 3.3.6.1 * wash and rinse with compressed-air machine according to MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 4 mm 1)
* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A coating) epoxy coating 0.5 mm ( 500 µm )* removal of blasting material with magnet * light mechanical grinding. Grinding paper no. 60.
* careful vacuum cleaning* preparing of the damages with a solventfree epoxy stopper* light mechanical grinding and careful vacuum cleaning.
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 2) PRIMING COATING I ( 4 mm ) 1)
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP P 686 W MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy varnish epoxy composition
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack water-borne 2-pack solvent-freeepoxy varnish epoxy stopper epoxy varnish epoxy composition
COLOUR clear light grey clear as agreed
GLOSS ( SS 18 41 84 ) gloss - gloss gloss
POT LIFE, 23°C, 50%RH 1 h 30-60 min (on the floor) 1 h ½-1 h (on the floor)20-40 min ( in the vessel) 15-20 min (in the vessel)
VOLUME SOLIDS / % 41 100 41 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 3 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
2) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm 5 l natural sand 1-2 mm
SPREADING RATE 1. coat 4-6 m²/l 1. coat 4-6 m²/l2. coat 7-9 m²/l 2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h - after 6 h withstands light traffic - after 16 h - - overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 24 h after 1 d tack free after 6 h - after 6 h after 16 h through dry after 5-7 d after 7 d after 5-7 d after 7 dTHINNER water ( max 40 % ) must not be thinned water ( max 40 % ) must not be thinned
APPLICATION METHOD roller, brush steel putty knife roller, brush adjustable spatula, spike roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m2 of ready 2.6 l MASTERTOP BC 360 NPP epoxy PO Box 94 composition: coating and 3.0 kg natural sand 0.1-0.6 mm 11101 Riihimäki Tel. +358 10 8302000 and 1.5 kg natural sand 1-2 mmFINLAND Fax. +358 10 8302050
dentated spatula, mohair roller
INST
ALL
ATI
ON
epoxy coating
After installation or by maintenance
min. +15 °Cmax. 80 % RH
after 7 dmust not be thinned
-after 6 hafter 1 dafter 16 h
after 6 h
base 10 parts by volumehardener 3 parts by volume
15-20 min ( in the vessel)
100
gloss
½-1 h ( on the floor)
as agreed
2-pack solvent-freeepoxy coating
COATING II ( 0.5 mm )
MASTERTOP BC 360 NPP
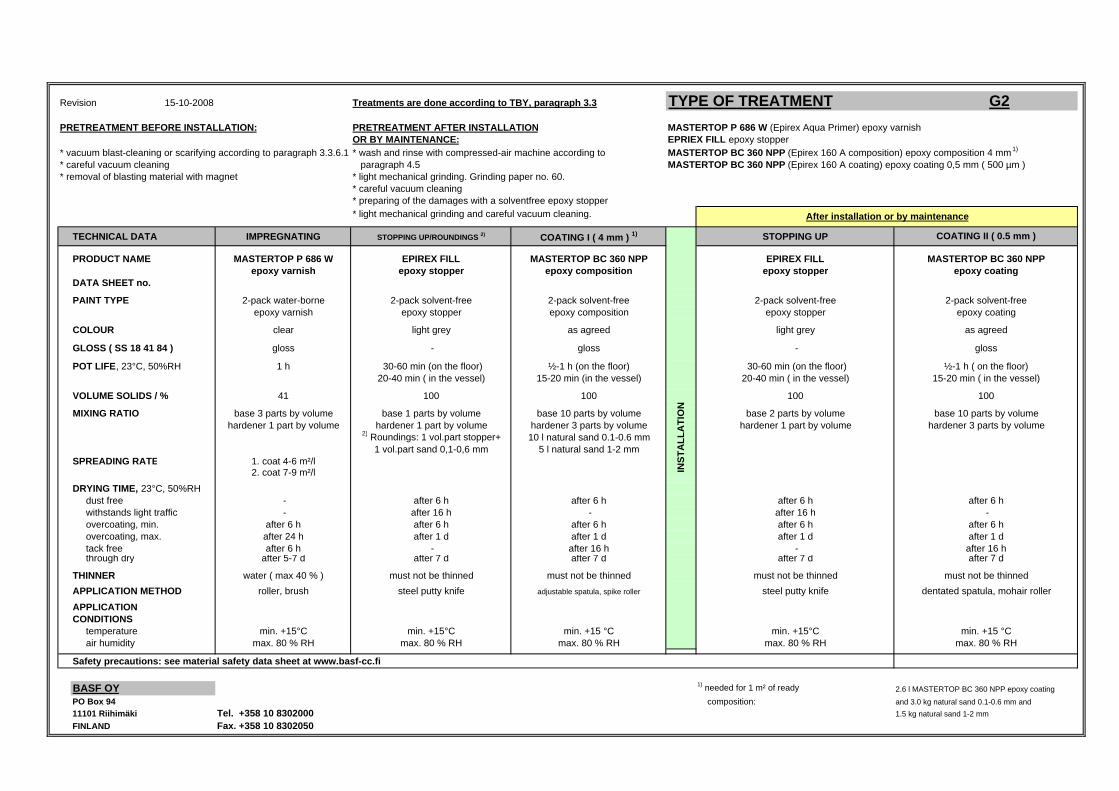
Revision 15-10-2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G2PRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish
OR BY MAINTENANCE: EPRIEX FILL epoxy stopper* vacuum blast-cleaning or scarifying according to paragraph 3.3.6.1 * wash and rinse with compressed-air machine according to MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 4 mm 1)
* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A coating) epoxy coating 0,5 mm ( 500 µm )* removal of blasting material with magnet * light mechanical grinding. Grinding paper no. 60.
* careful vacuum cleaning* preparing of the damages with a solventfree epoxy stopper* light mechanical grinding and careful vacuum cleaning.
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 2) COATING I ( 4 mm ) 1) STOPPING UP
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP BC 360 NPP EPIREX FILLepoxy varnish epoxy stopper epoxy composition epoxy stopper
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack solvent-free 2-pack solvent-freeepoxy varnish epoxy stopper epoxy composition epoxy stopper
COLOUR clear light grey as agreed light grey
GLOSS ( SS 18 41 84 ) gloss - gloss -
POT LIFE, 23°C, 50%RH 1 h 30-60 min (on the floor) ½-1 h (on the floor) 30-60 min (on the floor)20-40 min ( in the vessel) 15-20 min (in the vessel) 20-40 min ( in the vessel)
VOLUME SOLIDS / % 41 100 100 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 10 parts by volume base 2 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume hardener 1 part by volume
2) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm 5 l natural sand 1-2 mm
SPREADING RATE 1. coat 4-6 m²/l2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h after 6 h after 6 h withstands light traffic - after 16 h - after 16 h overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 1 d after 1 d tack free after 6 h - after 16 h - through dry after 5-7 d after 7 d after 7 d after 7 d
THINNER water ( max 40 % ) must not be thinned must not be thinned must not be thinnedAPPLICATION METHOD roller, brush steel putty knife adjustable spatula, spike roller steel putty knife
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15 °C min. +15°C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² of ready 2.6 l MASTERTOP BC 360 NPP epoxy coating
PO Box 94 composition: and 3.0 kg natural sand 0.1-0.6 mm and11101 Riihimäki Tel. +358 10 8302000 1.5 kg natural sand 1-2 mmFINLAND Fax. +358 10 8302050
INST
ALL
ATI
ON
epoxy coating
After installation or by maintenance
gloss
COATING II ( 0.5 mm )
MASTERTOP BC 360 NPP
2-pack solvent-freeepoxy coating
after 6 h -
after 6 hafter 1 d
min. +15 °Cmax. 80 % RH
after 16 hafter 7 d
must not be thinneddentated spatula, mohair roller
as agreed
hardener 3 parts by volumebase 10 parts by volume
100
15-20 min ( in the vessel)½-1 h ( on the floor)
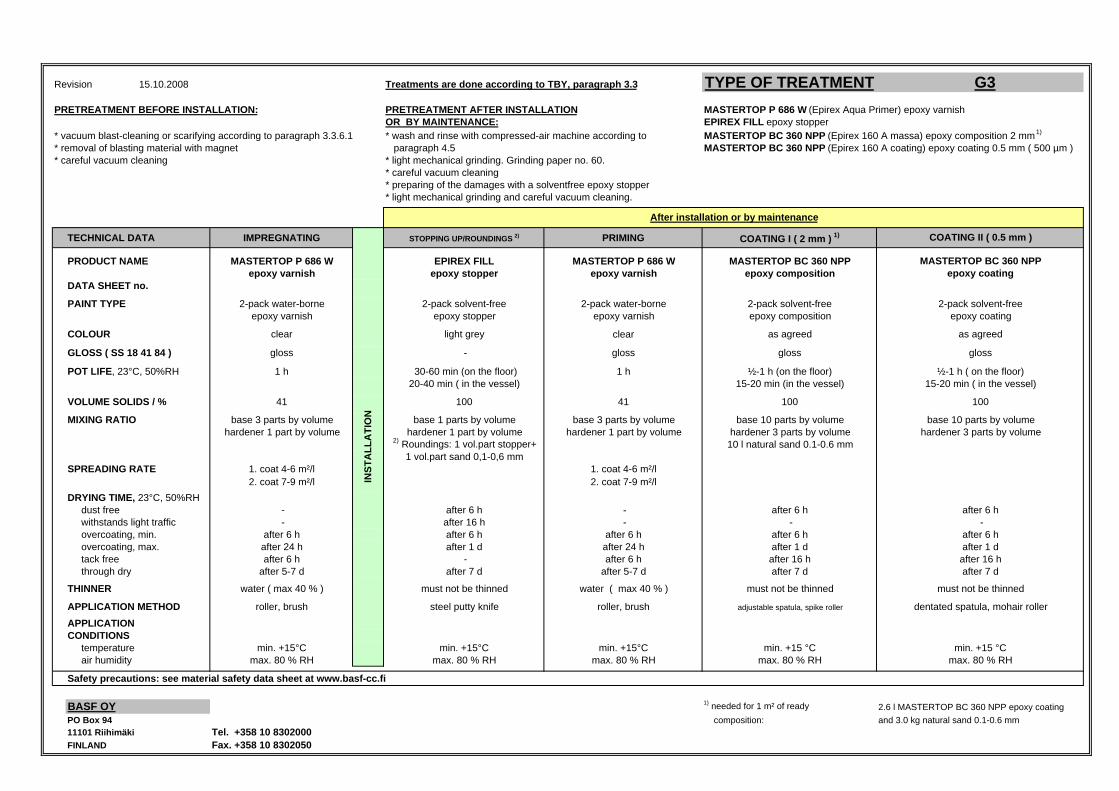
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G3PRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish
OR BY MAINTENANCE: EPIREX FILL epoxy stopper* vacuum blast-cleaning or scarifying according to paragraph 3.3.6.1 * wash and rinse with compressed-air machine according to MASTERTOP BC 360 NPP (Epirex 160 A massa) epoxy composition 2 mm 1)
* removal of blasting material with magnet paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A coating) epoxy coating 0.5 mm ( 500 µm )* careful vacuum cleaning * light mechanical grinding. Grinding paper no. 60.
* careful vacuum cleaning* preparing of the damages with a solventfree epoxy stopper* light mechanical grinding and careful vacuum cleaning.
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 2) PRIMING COATING I ( 2 mm ) 1)
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP P 686 W MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy varnish epoxy composition
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack water-borne 2-pack solvent-freeepoxy varnish epoxy stopper epoxy varnish epoxy composition
COLOUR clear light grey clear as agreed
GLOSS ( SS 18 41 84 ) gloss - gloss gloss
POT LIFE, 23°C, 50%RH 1 h 30-60 min (on the floor) 1 h ½-1 h (on the floor)20-40 min ( in the vessel) 15-20 min (in the vessel)
VOLUME SOLIDS / % 41 100 41 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 3 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
2) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l 1. coat 4-6 m²/l2. coat 7-9 m²/l 2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h - after 6 h withstands light traffic - after 16 h - - overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 24 h after 1 d tack free after 6 h - after 6 h after 16 h through dry after 5-7 d after 7 d after 5-7 d after 7 d
THINNER water ( max 40 % ) must not be thinned water ( max 40 % ) must not be thinned
APPLICATION METHOD roller, brush steel putty knife roller, brush adjustable spatula, spike roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² of ready 2.6 l MASTERTOP BC 360 NPP epoxy coatingPO Box 94 composition: and 3.0 kg natural sand 0.1-0.6 mm11101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
INST
ALL
ATI
ON
After installation or by maintenance
as agreed
2-pack solvent-freeepoxy coating
COATING II ( 0.5 mm )
MASTERTOP BC 360 NPP
gloss
½-1 h ( on the floor)15-20 min ( in the vessel)
100
base 10 parts by volumehardener 3 parts by volume
-after 6 hafter 1 dafter 16 hafter 7 d
epoxy coating
min. +15 °Cmax. 80 % RH
dentated spatula, mohair roller
after 6 h
must not be thinned
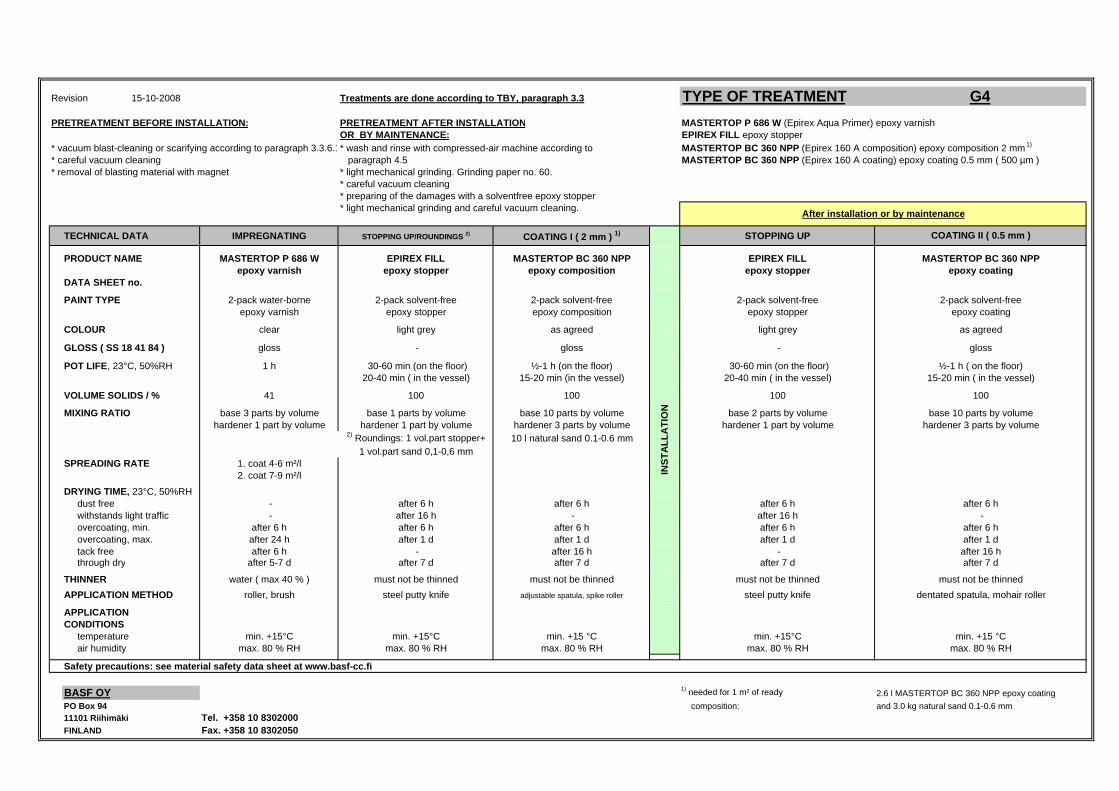
Revision 15-10-2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G4PRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish
OR BY MAINTENANCE: EPIREX FILL epoxy stopper* vacuum blast-cleaning or scarifying according to paragraph 3.3.6.1* wash and rinse with compressed-air machine according to MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 2 mm 1)
* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A coating) epoxy coating 0.5 mm ( 500 µm )* removal of blasting material with magnet * light mechanical grinding. Grinding paper no. 60.
* careful vacuum cleaning* preparing of the damages with a solventfree epoxy stopper* light mechanical grinding and careful vacuum cleaning.
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 2) COATING I ( 2 mm ) 1) STOPPING UP
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP BC 360 NPP EPIREX FILLepoxy varnish epoxy stopper epoxy composition epoxy stopper
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack solvent-free 2-pack solvent-freeepoxy varnish epoxy stopper epoxy composition epoxy stopper
COLOUR clear light grey as agreed light grey
GLOSS ( SS 18 41 84 ) gloss - gloss -
POT LIFE, 23°C, 50%RH 1 h 30-60 min (on the floor) ½-1 h (on the floor) 30-60 min (on the floor)20-40 min ( in the vessel) 15-20 min (in the vessel) 20-40 min ( in the vessel)
VOLUME SOLIDS / % 41 100 100 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 10 parts by volume base 2 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume hardener 1 part by volume
2) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h after 6 h after 6 h withstands light traffic - after 16 h - after 16 h overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 1 d after 1 d tack free after 6 h - after 16 h - through dry after 5-7 d after 7 d after 7 d after 7 d
THINNER water ( max 40 % ) must not be thinned must not be thinned must not be thinnedAPPLICATION METHOD roller, brush steel putty knife adjustable spatula, spike roller steel putty knife
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15 °C min. +15°C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² of ready 2.6 l MASTERTOP BC 360 NPP epoxy coatingPO Box 94 composition: and 3.0 kg natural sand 0.1-0.6 mm11101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
INST
ALL
ATI
ON base 10 parts by volume
hardener 3 parts by volume
gloss
must not be thinned
-after 6 hafter 1 dafter 16 h
MASTERTOP BC 360 NPP
after 7 d
15-20 min ( in the vessel)
100
½-1 h ( on the floor)
after 6 h
epoxy coating
After installation or by maintenance
max. 80 % RH
dentated spatula, mohair roller
min. +15 °C
2-pack solvent-freeepoxy coating
as agreed
COATING II ( 0.5 mm )
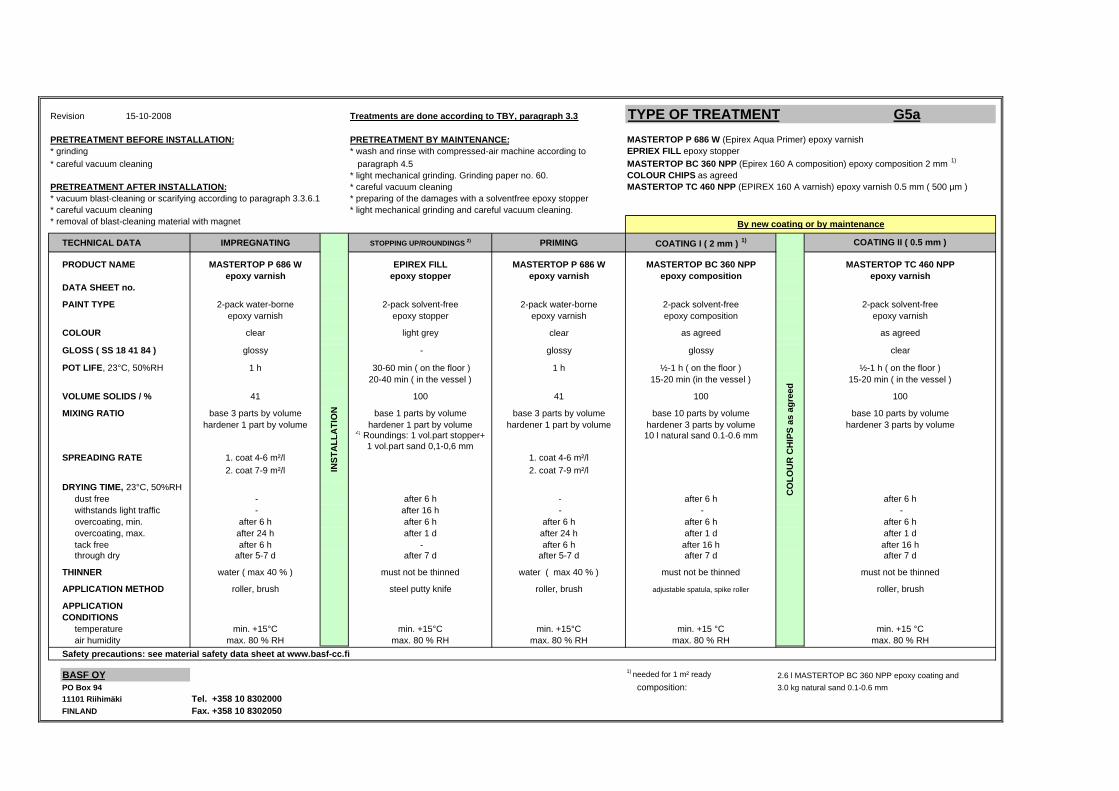
Revision 15-10-2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G5aPRETREATMENT BEFORE INSTALLATION: PRETREATMENT BY MAINTENANCE: MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish* grinding * wash and rinse with compressed-air machine according to EPRIEX FILL epoxy stopper* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 2 mm 1)
* light mechanical grinding. Grinding paper no. 60. COLOUR CHIPS as agreedPRETREATMENT AFTER INSTALLATION: * careful vacuum cleaning MASTERTOP TC 460 NPP (EPIREX 160 A varnish) epoxy varnish 0.5 mm ( 500 µm )* vacuum blast-cleaning or scarifying according to paragraph 3.3.6.1 * preparing of the damages with a solventfree epoxy stopper* careful vacuum cleaning * light mechanical grinding and careful vacuum cleaning.* removal of blast-cleaning material with magnet
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 2) PRIMING COATING I ( 2 mm ) 1)
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP P 686 W MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy varnish epoxy composition
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack water-borne 2-pack solvent-freeepoxy varnish epoxy stopper epoxy varnish epoxy composition
COLOUR clear light grey clear as agreed
GLOSS ( SS 18 41 84 ) glossy - glossy glossy
POT LIFE, 23°C, 50%RH 1 h 30-60 min ( on the floor ) 1 h ½-1 h ( on the floor )20-40 min ( in the vessel ) 15-20 min (in the vessel )
VOLUME SOLIDS / % 41 100 41 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 3 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
2) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l 1. coat 4-6 m²/l2. coat 7-9 m²/l 2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h - after 6 h withstands light traffic - after 16 h - - overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 24 h after 1 d tack free after 6 h - after 6 h after 16 h through dry after 5-7 d after 7 d after 5-7 d after 7 d
THINNER water ( max 40 % ) must not be thinned water ( max 40 % ) must not be thinned
APPLICATION METHOD roller, brush steel putty knife roller, brush adjustable spatula, spike roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RHSafety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² ready 2.6 l MASTERTOP BC 360 NPP epoxy coating andPO Box 94 composition: 3.0 kg natural sand 0.1-0.6 mm11101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
By new coating or by maintenance
2-pack solvent-freeepoxy varnish
COATING II ( 0.5 mm )
MASTERTOP TC 460 NPPepoxy varnish
½-1 h ( on the floor )15-20 min ( in the vessel )
clear
as agreed
100
base 10 parts by volumehardener 3 parts by volume
-after 6 h
roller, brush
must not be thinned
INST
ALL
ATI
ON
CO
LOU
R C
HIP
S as
agr
eed
min. +15 °Cmax. 80 % RH
after 1 dafter 16 hafter 7 d
after 6 h
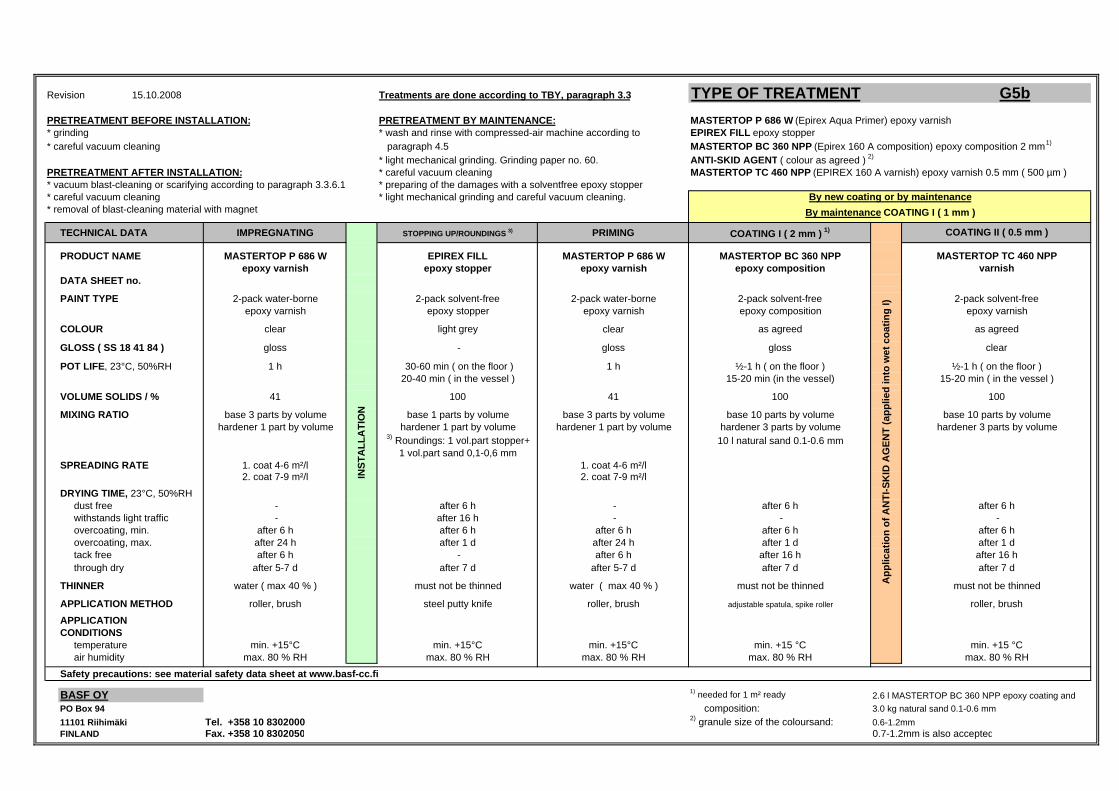
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G5bPRETREATMENT BEFORE INSTALLATION: PRETREATMENT BY MAINTENANCE: MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish* grinding * wash and rinse with compressed-air machine according to EPIREX FILL epoxy stopper* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 2 mm 1)
* light mechanical grinding. Grinding paper no. 60. ANTI-SKID AGENT ( colour as agreed ) 2)
PRETREATMENT AFTER INSTALLATION: * careful vacuum cleaning MASTERTOP TC 460 NPP (EPIREX 160 A varnish) epoxy varnish 0.5 mm ( 500 µm )* vacuum blast-cleaning or scarifying according to paragraph 3.3.6.1 * preparing of the damages with a solventfree epoxy stopper* careful vacuum cleaning * light mechanical grinding and careful vacuum cleaning.* removal of blast-cleaning material with magnet
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 3) PRIMING COATING I ( 2 mm ) 1)
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP P 686 W MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy varnish epoxy composition
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack water-borne 2-pack solvent-freeepoxy varnish epoxy stopper epoxy varnish epoxy composition
COLOUR clear light grey clear as agreed
GLOSS ( SS 18 41 84 ) gloss - gloss gloss
POT LIFE, 23°C, 50%RH 1 h 30-60 min ( on the floor ) 1 h ½-1 h ( on the floor )20-40 min ( in the vessel ) 15-20 min (in the vessel)
VOLUME SOLIDS / % 41 100 41 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 3 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
3) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l 1. coat 4-6 m²/l2. coat 7-9 m²/l 2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h - after 6 h withstands light traffic - after 16 h - - overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 24 h after 1 d tack free after 6 h - after 6 h after 16 h through dry after 5-7 d after 7 d after 5-7 d after 7 d
THINNER water ( max 40 % ) must not be thinned water ( max 40 % ) must not be thinned
APPLICATION METHOD roller, brush steel putty knife roller, brush adjustable spatula, spike roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² ready 2.6 l MASTERTOP BC 360 NPP epoxy coating andPO Box 94 composition: 3.0 kg natural sand 0.1-0.6 mm11101 Riihimäki Tel. +358 10 8302000 2) granule size of the coloursand: 0.6-1.2mmFINLAND Fax. +358 10 8302050 0.7-1.2mm is also accepted
By new coating or by maintenance
varnish
INST
ALL
ATI
ON
App
licat
ion
of A
NTI
-SK
ID A
GEN
T (a
pplie
d in
to w
et c
oatin
g I) 2-pack solvent-free
epoxy varnish
COATING II ( 0.5 mm )
MASTERTOP TC 460 NPP
clear
as agreed
½-1 h ( on the floor )15-20 min ( in the vessel )
100
base 10 parts by volumehardener 3 parts by volume
after 6 hafter 1 d
roller, brush
By maintenance COATING I ( 1 mm )
min. +15 °Cmax. 80 % RH
after 16 hafter 7 d
must not be thinned
after 6 h -
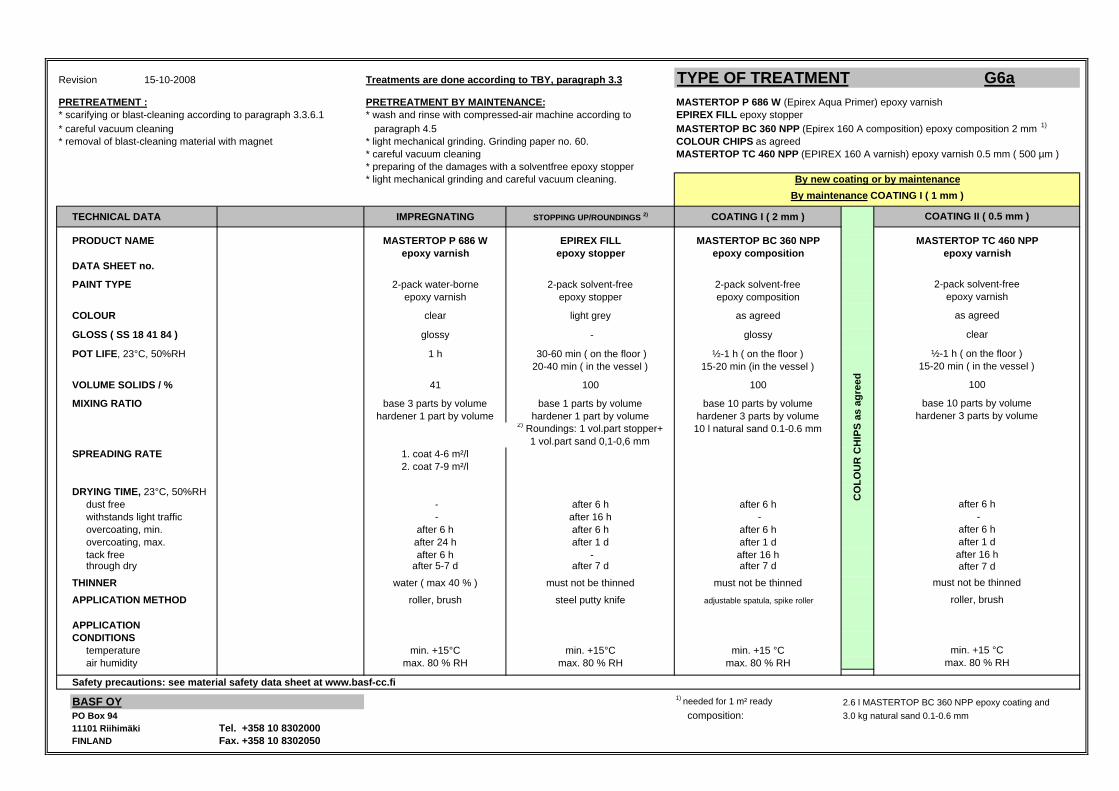
Revision 15-10-2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G6aPRETREATMENT : PRETREATMENT BY MAINTENANCE: MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish* scarifying or blast-cleaning according to paragraph 3.3.6.1 * wash and rinse with compressed-air machine according to EPIREX FILL epoxy stopper* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 2 mm 1)
* removal of blast-cleaning material with magnet * light mechanical grinding. Grinding paper no. 60. COLOUR CHIPS as agreed* careful vacuum cleaning MASTERTOP TC 460 NPP (EPIREX 160 A varnish) epoxy varnish 0.5 mm ( 500 µm )* preparing of the damages with a solventfree epoxy stopper* light mechanical grinding and careful vacuum cleaning.
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 2) COATING I ( 2 mm )
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy composition
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack solvent-freeepoxy varnish epoxy stopper epoxy composition
COLOUR clear light grey as agreed
GLOSS ( SS 18 41 84 ) glossy - glossy
POT LIFE, 23°C, 50%RH 1 h 30-60 min ( on the floor ) ½-1 h ( on the floor )20-40 min ( in the vessel ) 15-20 min (in the vessel )
VOLUME SOLIDS / % 41 100 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
2) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h after 6 h withstands light traffic - after 16 h - overcoating, min. after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 1 d tack free after 6 h - after 16 h through dry after 5-7 d after 7 d after 7 d
THINNER water ( max 40 % ) must not be thinned must not be thinned
APPLICATION METHOD roller, brush steel putty knife adjustable spatula, spike roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15 °C air humidity max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² ready 2.6 l MASTERTOP BC 360 NPP epoxy coating and PO Box 94 composition: 3.0 kg natural sand 0.1-0.6 mm11101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
min. +15 °C
after 6 h -
after 6 hafter 1 d
roller, brush
after 7 d
By new coating or by maintenance
base 10 parts by volume
By maintenance COATING I ( 1 mm )
COATING II ( 0.5 mm )
2-pack solvent-free
CO
LOU
R C
HIP
S as
agr
eed
epoxy varnish
MASTERTOP TC 460 NPP
as agreed
epoxy varnish
hardener 3 parts by volume
clear
½-1 h ( on the floor )15-20 min ( in the vessel )
100
max. 80 % RH
after 16 h
must not be thinned
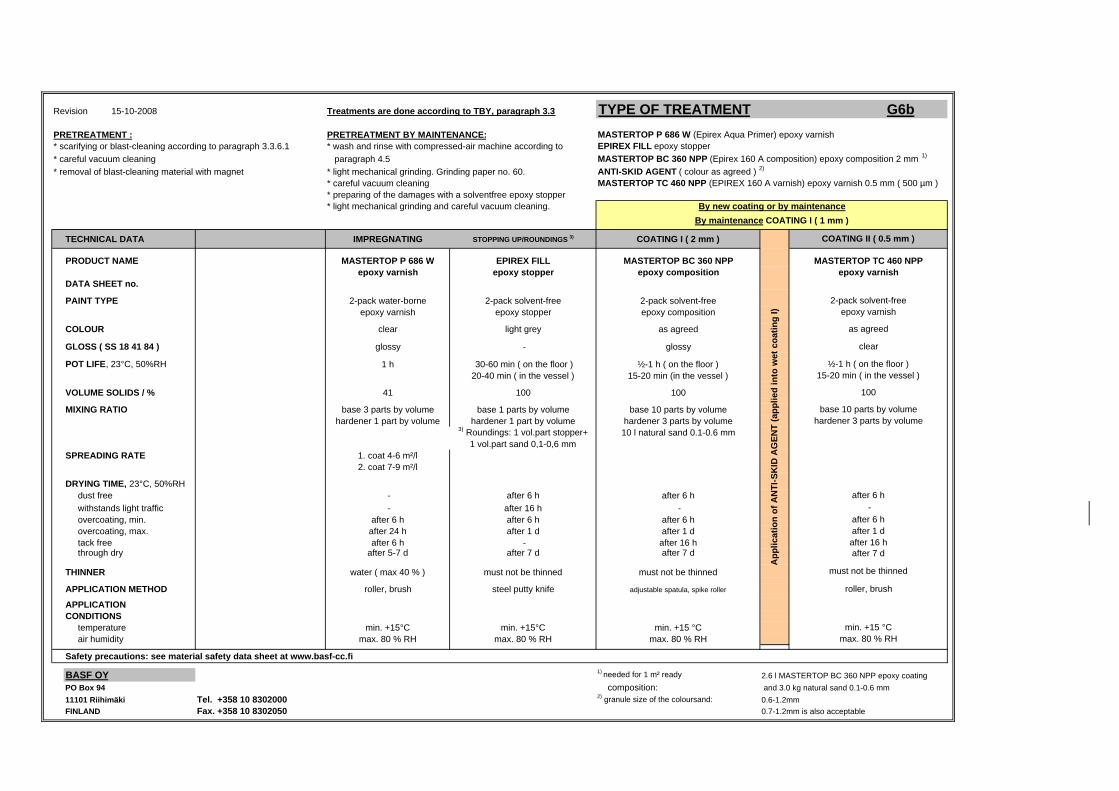
Revision 15-10-2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G6bPRETREATMENT : PRETREATMENT BY MAINTENANCE: MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish* scarifying or blast-cleaning according to paragraph 3.3.6.1 * wash and rinse with compressed-air machine according to EPIREX FILL epoxy stopper* careful vacuum cleaning paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A composition) epoxy composition 2 mm 1)
* removal of blast-cleaning material with magnet * light mechanical grinding. Grinding paper no. 60. ANTI-SKID AGENT ( colour as agreed ) 2)
* careful vacuum cleaning MASTERTOP TC 460 NPP (EPIREX 160 A varnish) epoxy varnish 0.5 mm ( 500 µm )* preparing of the damages with a solventfree epoxy stopper* light mechanical grinding and careful vacuum cleaning.
TECHNICAL DATA IMPREGNATING STOPPING UP/ROUNDINGS 3) COATING I ( 2 mm )
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy composition
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack solvent-freeepoxy varnish epoxy stopper epoxy composition
COLOUR clear light grey as agreed
GLOSS ( SS 18 41 84 ) glossy - glossy
POT LIFE, 23°C, 50%RH 1 h 30-60 min ( on the floor ) ½-1 h ( on the floor )20-40 min ( in the vessel ) 15-20 min (in the vessel )
VOLUME SOLIDS / % 41 100 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
3) Roundings: 1 vol.part stopper+ 10 l natural sand 0.1-0.6 mm1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h after 6 h withstands light traffic - after 16 h - overcoating, min. after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 1 d tack free after 6 h - after 16 h through dry after 5-7 d after 7 d after 7 d
THINNER water ( max 40 % ) must not be thinned must not be thinned
APPLICATION METHOD roller, brush steel putty knife adjustable spatula, spike roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15 °C air humidity max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OY 1) needed for 1 m² ready 2.6 l MASTERTOP BC 360 NPP epoxy coating PO Box 94 composition: and 3.0 kg natural sand 0.1-0.6 mm11101 Riihimäki Tel. +358 10 8302000 2) granule size of the coloursand: 0.6-1.2mmFINLAND Fax. +358 10 8302050 0.7-1.2mm is also acceptable
By new coating or by maintenanceBy maintenance COATING I ( 1 mm )
COATING II ( 0.5 mm )
MASTERTOP TC 460 NPP
App
licat
ion
of A
NTI
-SK
ID A
GEN
T (a
pplie
d in
to w
et c
oatin
g I)
after 7 d
must not be thinned
roller, brush
2-pack solvent-freeepoxy varnish
as agreed
after 1 dafter 16 h
after 6 h -
after 6 h
epoxy varnish
clear
½-1 h ( on the floor )15-20 min ( in the vessel )
100
min. +15 °Cmax. 80 % RH
base 10 parts by volumehardener 3 parts by volume
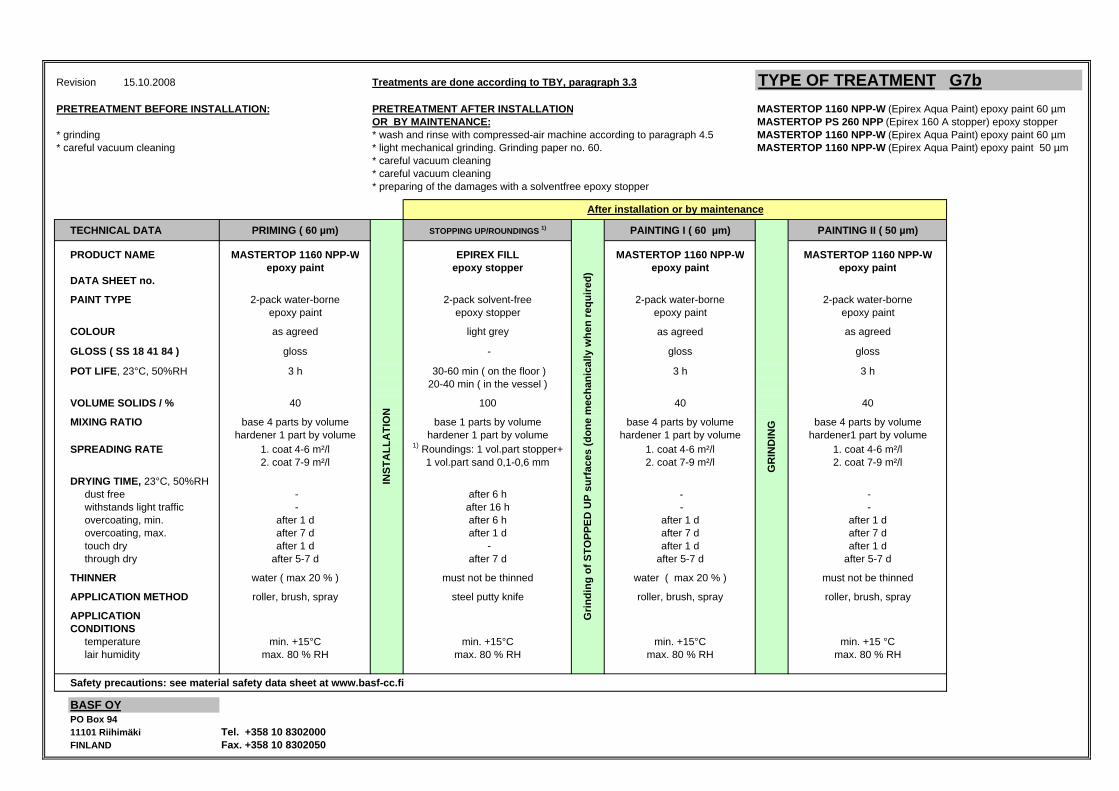
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G7bPRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP 1160 NPP-W (Epirex Aqua Paint) epoxy paint 60 µm
OR BY MAINTENANCE: MASTERTOP PS 260 NPP (Epirex 160 A stopper) epoxy stopper* grinding * wash and rinse with compressed-air machine according to paragraph 4.5 MASTERTOP 1160 NPP-W (Epirex Aqua Paint) epoxy paint 60 µm* careful vacuum cleaning * light mechanical grinding. Grinding paper no. 60. MASTERTOP 1160 NPP-W (Epirex Aqua Paint) epoxy paint 50 µm
* careful vacuum cleaning* careful vacuum cleaning* preparing of the damages with a solventfree epoxy stopper
TECHNICAL DATA PRIMING ( 60 µm) STOPPING UP/ROUNDINGS 1) PAINTING I ( 60 µm) PAINTING II ( 50 µm)
PRODUCT NAME MASTERTOP 1160 NPP-W EPIREX FILL MASTERTOP 1160 NPP-W MASTERTOP 1160 NPP-Wepoxy paint epoxy stopper epoxy paint epoxy paint
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack water-borne 2-pack water-borneepoxy paint epoxy stopper epoxy paint epoxy paint
COLOUR as agreed light grey as agreed as agreed
GLOSS ( SS 18 41 84 ) gloss - gloss gloss
POT LIFE, 23°C, 50%RH 3 h 30-60 min ( on the floor ) 3 h 3 h20-40 min ( in the vessel )
VOLUME SOLIDS / % 40 100 40 40
MIXING RATIO base 4 parts by volume base 1 parts by volume base 4 parts by volume base 4 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener1 part by volume
SPREADING RATE 1. coat 4-6 m²/l 1) Roundings: 1 vol.part stopper+ 1. coat 4-6 m²/l 1. coat 4-6 m²/l2. coat 7-9 m²/l 1 vol.part sand 0,1-0,6 mm 2. coat 7-9 m²/l 2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h - - withstands light traffic - after 16 h - - overcoating, min. after 1 d after 6 h after 1 d after 1 d overcoating, max. after 7 d after 1 d after 7 d after 7 d touch dry after 1 d - after 1 d after 1 d through dry after 5-7 d after 7 d after 5-7 d after 5-7 d
THINNER water ( max 20 % ) must not be thinned water ( max 20 % ) must not be thinned
APPLICATION METHOD roller, brush, spray steel putty knife roller, brush, spray roller, brush, spray
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C lair humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OYPO Box 9411101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
After installation or by maintenance
INST
ALL
ATI
ON
Grin
ding
of S
TOPP
ED U
P su
rfac
es (d
one
mec
hani
cally
whe
n re
quire
d)
GR
IND
ING
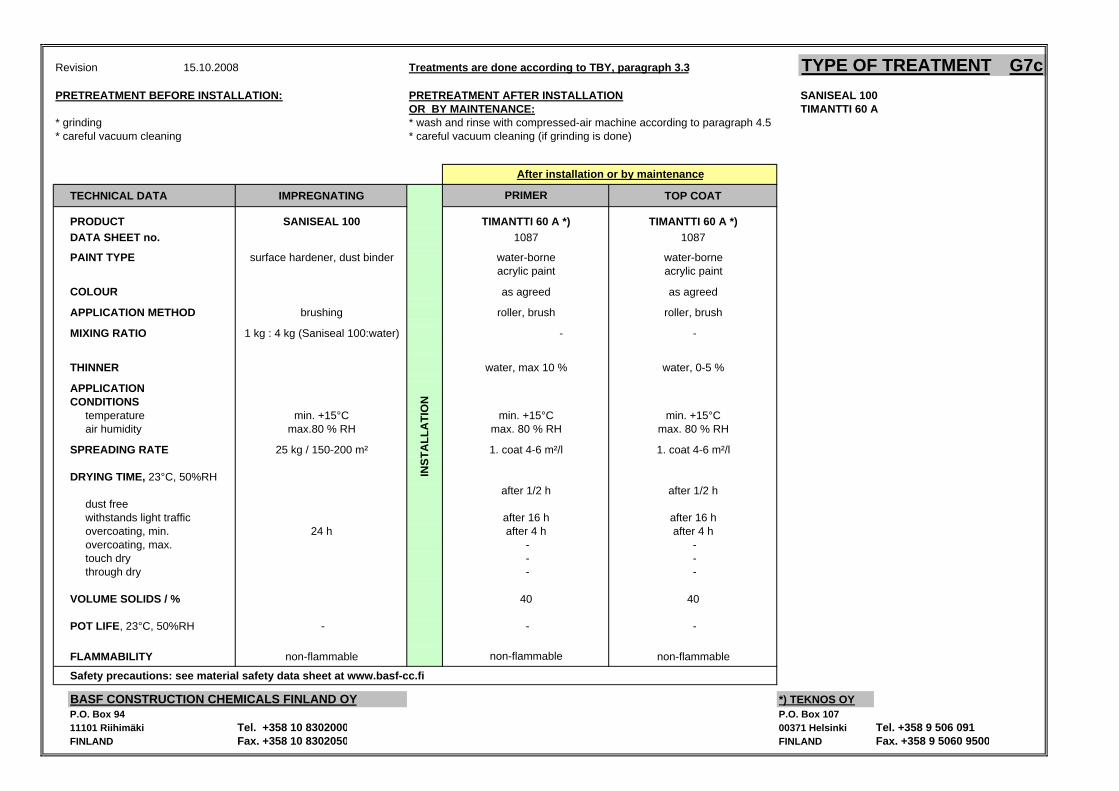
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G7cPRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION SANISEAL 100
OR BY MAINTENANCE: TIMANTTI 60 A* grinding * wash and rinse with compressed-air machine according to paragraph 4.5* careful vacuum cleaning * careful vacuum cleaning (if grinding is done)
TECHNICAL DATA IMPREGNATING TOP COAT
PRODUCT SANISEAL 100 TIMANTTI 60 A *)DATA SHEET no. 1087
PAINT TYPE surface hardener, dust binder water-borneacrylic paint
COLOUR as agreed
APPLICATION METHOD brushing roller, brush
MIXING RATIO 1 kg : 4 kg (Saniseal 100:water) - -
THINNER water, 0-5 %
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C air humidity max.80 % RH max. 80 % RH
SPREADING RATE 25 kg / 150-200 m² 1. coat 4-6 m²/l
DRYING TIME, 23°C, 50%RH
dust freeafter 1/2 h
withstands light traffic after 16 h overcoating, min. 24 h after 4 h overcoating, max. - touch dry - through dry -
VOLUME SOLIDS / % 40
POT LIFE, 23°C, 50%RH - -
FLAMMABILITY non-flammable non-flammable
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF CONSTRUCTION CHEMICALS FINLAND OY *) TEKNOS OYP.O. Box 94 P.O. Box 10711101 Riihimäki Tel. +358 10 8302000 00371 Helsinki Tel. +358 9 506 091FINLAND Fax. +358 10 8302050 FINLAND Fax. +358 9 5060 9500
water, max 10 %
as agreed
roller, brush
PRIMER
TIMANTTI 60 A *)
water-borneacrylic paint
1087
-
min. +15°Cmax. 80 % RH
1. coat 4-6 m²/l
After installation or by maintenance
non-flammable
INST
ALL
ATI
ON
- -
40
-
after 1/2 h
after 16 hafter 4 h
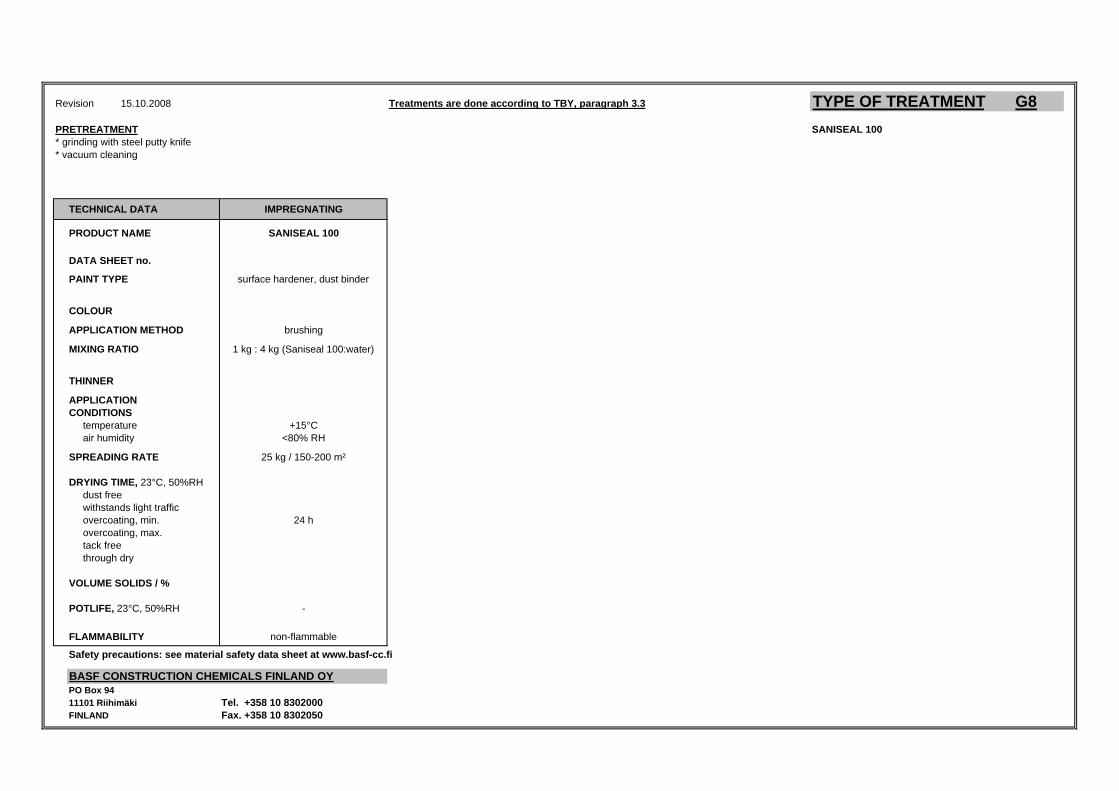
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G8PRETREATMENT SANISEAL 100* grinding with steel putty knife* vacuum cleaning
TECHNICAL DATA IMPREGNATING
PRODUCT NAME SANISEAL 100
DATA SHEET no.
PAINT TYPE surface hardener, dust binder
COLOUR
APPLICATION METHOD brushing
MIXING RATIO 1 kg : 4 kg (Saniseal 100:water)
THINNER
APPLICATIONCONDITIONS temperature +15°C air humidity <80% RH
SPREADING RATE 25 kg / 150-200 m²
DRYING TIME, 23°C, 50%RH dust free withstands light traffic overcoating, min. 24 h overcoating, max. tack free through dry
VOLUME SOLIDS / %
POTLIFE, 23°C, 50%RH -
FLAMMABILITY non-flammable
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF CONSTRUCTION CHEMICALS FINLAND OYPO Box 9411101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
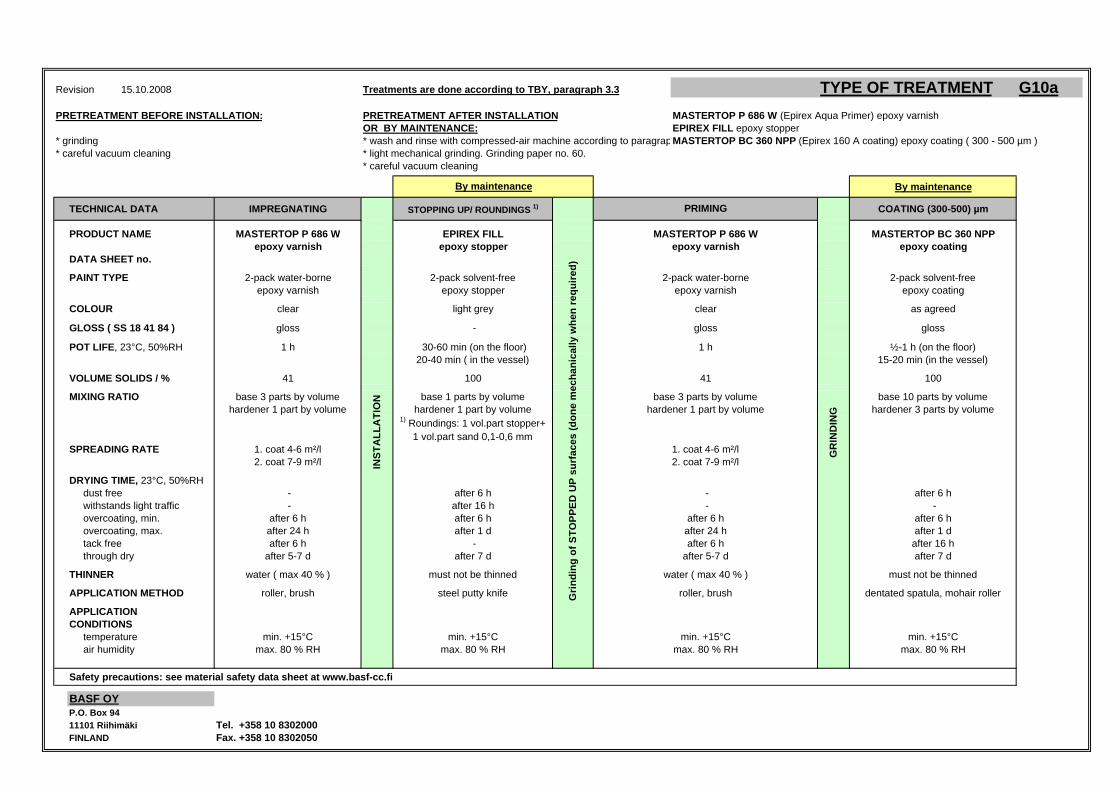
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G10aPRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish
OR BY MAINTENANCE: EPIREX FILL epoxy stopper* grinding * wash and rinse with compressed-air machine according to paragrapMASTERTOP BC 360 NPP (Epirex 160 A coating) epoxy coating ( 300 - 500 µm )* careful vacuum cleaning * light mechanical grinding. Grinding paper no. 60.
* careful vacuum cleaning
By maintenance
TECHNICAL DATA IMPREGNATING STOPPING UP/ ROUNDINGS 1) COATING (300-500) µm
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy coating
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack solvent-freeepoxy varnish epoxy stopper epoxy coating
COLOUR clear light grey as agreed
GLOSS ( SS 18 41 84 ) gloss - gloss
POT LIFE, 23°C, 50%RH 1 h 30-60 min (on the floor) ½-1 h (on the floor)20-40 min ( in the vessel) 15-20 min (in the vessel)
VOLUME SOLIDS / % 41 100 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
1) Roundings: 1 vol.part stopper+1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h after 6 h withstands light traffic - after 16 h - overcoating, min. after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 1 d tack free after 6 h - after 16 h through dry after 5-7 d after 7 d after 7 d
THINNER water ( max 40 % ) must not be thinned must not be thinned
APPLICATION METHOD roller, brush steel putty knife dentated spatula, mohair roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C air humidity max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OYP.O. Box 9411101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
max. 80 % RH
after 5-7 d
water ( max 40 % )
roller, brush
min. +15°C
-after 6 h
after 24 hafter 6 h
hardener 1 part by volume
1. coat 4-6 m²/l2. coat 7-9 m²/l
-
gloss
1 h
41
base 3 parts by volume
INST
ALL
ATI
ON
Grin
ding
of S
TOPP
ED U
P su
rfac
es (d
one
mec
hani
cally
whe
n re
quire
d)
GR
IND
ING
By maintenance
PRIMING
MASTERTOP P 686 Wepoxy varnish
2-pack water-borneepoxy varnish
clear
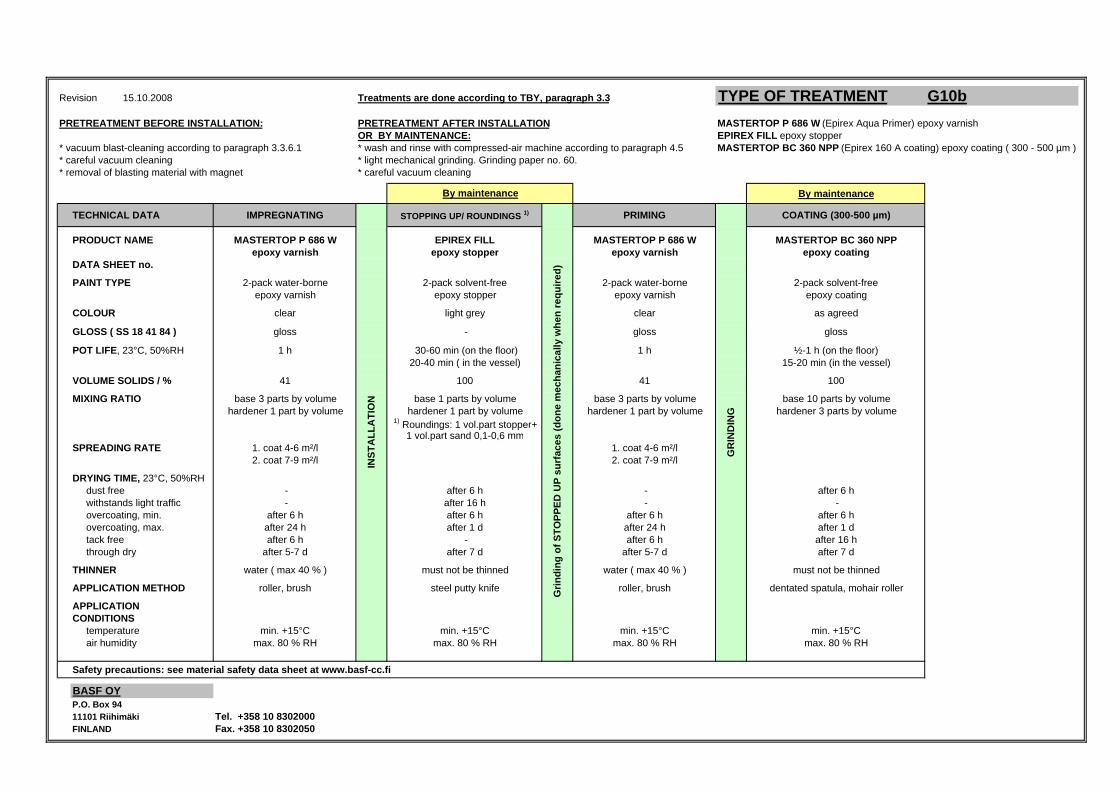
Revision 15.10.2008 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G10bPRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION MASTERTOP P 686 W (Epirex Aqua Primer) epoxy varnish
OR BY MAINTENANCE: EPIREX FILL epoxy stopper* vacuum blast-cleaning according to paragraph 3.3.6.1 * wash and rinse with compressed-air machine according to paragraph 4.5 MASTERTOP BC 360 NPP (Epirex 160 A coating) epoxy coating ( 300 - 500 µm )* careful vacuum cleaning * light mechanical grinding. Grinding paper no. 60.* removal of blasting material with magnet * careful vacuum cleaning
By maintenance
TECHNICAL DATA IMPREGNATING STOPPING UP/ ROUNDINGS 1) PRIMING COATING (300-500 µm)
PRODUCT NAME MASTERTOP P 686 W EPIREX FILL MASTERTOP P 686 W MASTERTOP BC 360 NPPepoxy varnish epoxy stopper epoxy varnish epoxy coating
DATA SHEET no.
PAINT TYPE 2-pack water-borne 2-pack solvent-free 2-pack water-borne 2-pack solvent-freeepoxy varnish epoxy stopper epoxy varnish epoxy coating
COLOUR clear light grey clear as agreed
GLOSS ( SS 18 41 84 ) gloss - gloss gloss
POT LIFE, 23°C, 50%RH 1 h 30-60 min (on the floor) 1 h ½-1 h (on the floor)20-40 min ( in the vessel) 15-20 min (in the vessel)
VOLUME SOLIDS / % 41 100 41 100
MIXING RATIO base 3 parts by volume base 1 parts by volume base 3 parts by volume base 10 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 3 parts by volume
1) Roundings: 1 vol.part stopper+1 vol.part sand 0,1-0,6 mm
SPREADING RATE 1. coat 4-6 m²/l 1. coat 4-6 m²/l2. coat 7-9 m²/l 2. coat 7-9 m²/l
DRYING TIME, 23°C, 50%RH dust free - after 6 h - after 6 h withstands light traffic - after 16 h - - overcoating, min. after 6 h after 6 h after 6 h after 6 h overcoating, max. after 24 h after 1 d after 24 h after 1 d tack free after 6 h - after 6 h after 16 h through dry after 5-7 d after 7 d after 5-7 d after 7 d
THINNER water ( max 40 % ) must not be thinned water ( max 40 % ) must not be thinned
APPLICATION METHOD roller, brush steel putty knife roller, brush dentated spatula, mohair roller
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15°C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet at www.basf-cc.fi
BASF OYP.O. Box 9411101 Riihimäki Tel. +358 10 8302000FINLAND Fax. +358 10 8302050
By maintenance
INST
ALL
ATI
ON
Grin
ding
of S
TOPP
ED U
P su
rfac
es (d
one
mec
hani
cally
whe
n re
quire
d)
GR
IND
ING
Approved Paint Systems for TBY
Edition 2
39(75)
2.3.3 Sigma
2.3.3.1 Floor
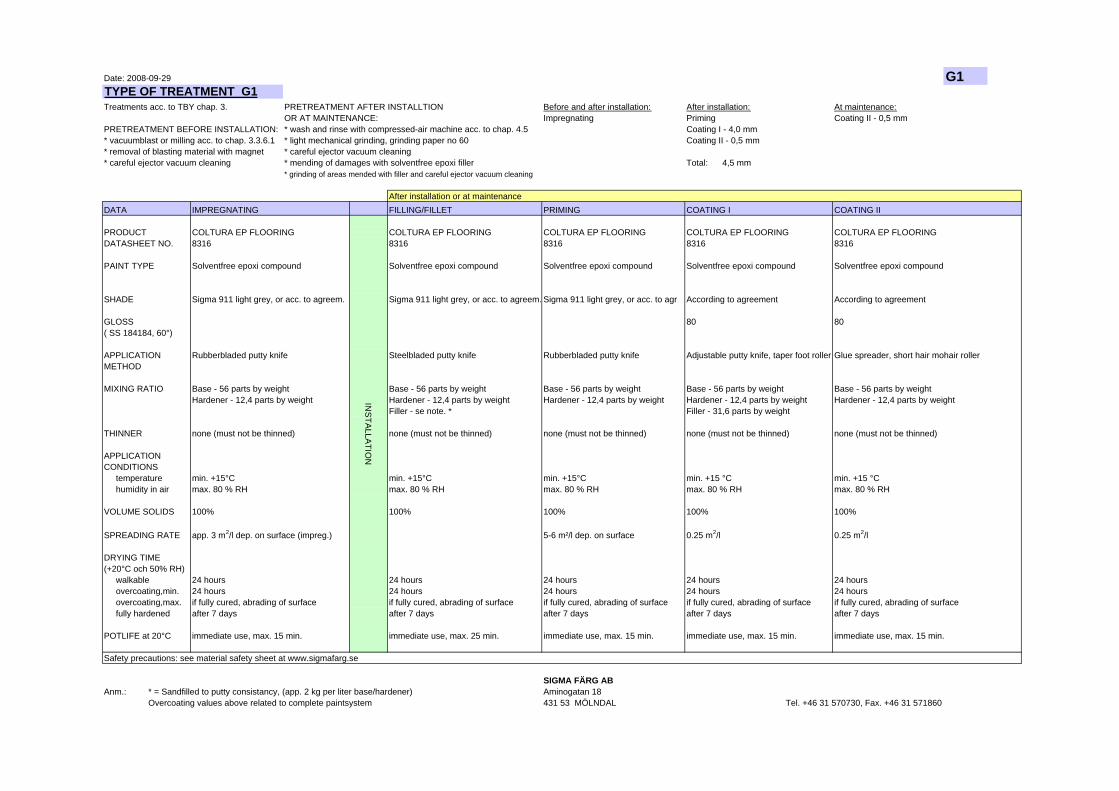
Date: 2008-09-29 G1TYPE OF TREATMENT G1Treatments acc. to TBY chap. 3. PRETREATMENT AFTER INSTALLTION Before and after installation: After installation: At maintenance:
OR AT MAINTENANCE: Impregnating Priming Coating II - 0,5 mmPRETREATMENT BEFORE INSTALLATION: * wash and rinse with compressed-air machine acc. to chap. 4.5 Coating I - 4,0 mm* vacuumblast or milling acc. to chap. 3.3.6.1 * light mechanical grinding, grinding paper no 60 Coating II - 0,5 mm* removal of blasting material with magnet * careful ejector vacuum cleaning* careful ejector vacuum cleaning * mending of damages with solventfree epoxi filler Total: 4,5 mm
* grinding of areas mended with filler and careful ejector vacuum cleaning
After installation or at maintenanceDATA FILLING/FILLET PRIMING COATING I COATING II
PRODUCT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORINGDATASHEET NO. 8316 8316 8316 8316 8316
PAINT TYPE Solventfree epoxi compound Solventfree epoxi compound Solventfree epoxi compound Solventfree epoxi compound Solventfree epoxi compound
SHADE Sigma 911 light grey, or acc. to agreem. Sigma 911 light grey, or acc. to agreem. Sigma 911 light grey, or acc. to agr According to agreement According to agreement
GLOSS 80 80( SS 184184, 60°)
APPLICATION Rubberbladed putty knife Steelbladed putty knife Rubberbladed putty knife Adjustable putty knife, taper foot roller Glue spreader, short hair mohair rollerMETHOD
MIXING RATIO Base - 56 parts by weight Base - 56 parts by weight Base - 56 parts by weight Base - 56 parts by weight Base - 56 parts by weightHardener - 12,4 parts by weight Hardener - 12,4 parts by weight Hardener - 12,4 parts by weight Hardener - 12,4 parts by weight Hardener - 12,4 parts by weight
Filler - se note. * Filler - 31,6 parts by weight
THINNER none (must not be thinned) none (must not be thinned) none (must not be thinned) none (must not be thinned) none (must not be thinned)
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C min. +15 °C humidity in air max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLUME SOLIDS 100% 100% 100% 100% 100%
SPREADING RATE app. 3 m2/l dep. on surface (impreg.) 5-6 m²/l dep. on surface 0.25 m2/l 0.25 m2/l
DRYING TIME(+20°C och 50% RH) walkable 24 hours 24 hours 24 hours 24 hours 24 hours overcoating,min. 24 hours 24 hours 24 hours 24 hours 24 hours overcoating,max. if fully cured, abrading of surface if fully cured, abrading of surface if fully cured, abrading of surface if fully cured, abrading of surface if fully cured, abrading of surface fully hardened after 7 days after 7 days after 7 days after 7 days after 7 days
POTLIFE at 20°C immediate use, max. 15 min. immediate use, max. 25 min. immediate use, max. 15 min. immediate use, max. 15 min. immediate use, max. 15 min.
Safety precautions: see material safety sheet at www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfilled to putty consistancy, (app. 2 kg per liter base/hardener) Aminogatan 18
Overcoating values above related to complete paintsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNATING
INS
TALLA
TION
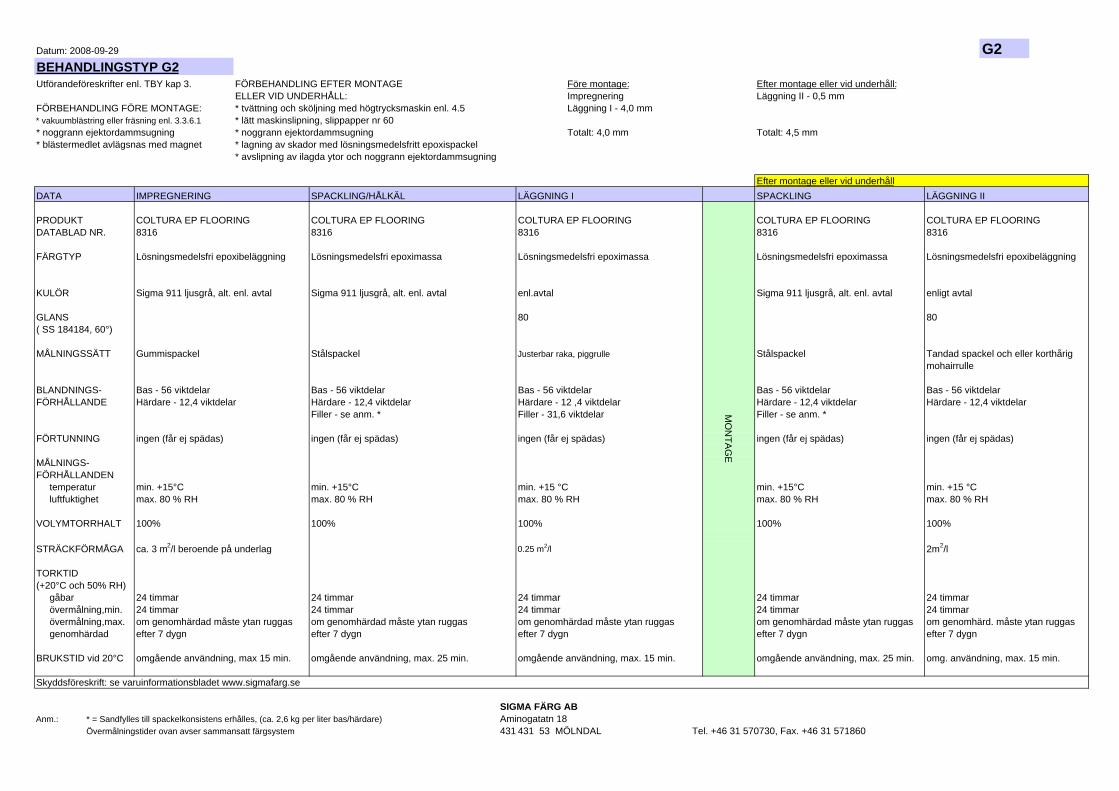
Datum: 2008-09-29 G2BEHANDLINGSTYP G2Utförandeföreskrifter enl. TBY kap 3. FÖRBEHANDLING EFTER MONTAGE Före montage: Efter montage eller vid underhåll:
ELLER VID UNDERHÅLL: Impregnering Läggning II - 0,5 mmFÖRBEHANDLING FÖRE MONTAGE: * tvättning och sköljning med högtrycksmaskin enl. 4.5 Läggning I - 4,0 mm* vakuumblästring eller fräsning enl. 3.3.6.1 * lätt maskinslipning, slippapper nr 60* noggrann ejektordammsugning * noggrann ejektordammsugning Totalt: 4,0 mm Totalt: 4,5 mm* blästermedlet avlägsnas med magnet * lagning av skador med lösningsmedelsfritt epoxispackel
* avslipning av ilagda ytor och noggrann ejektordammsugning
Efter montage eller vid underhållDATA SPACKLING/HÅLKÄL LÄGGNING I SPACKLING LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORINGDATABLAD NR. 8316 8316 8316 8316 8316
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoximassa Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal Sigma 911 ljusgrå, alt. enl. avtal enligt avtal
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Justerbar raka, piggrulle Stålspackel Tandad spackel och eller korthårigmohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar Filler - se anm. *
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15 °C min. +15°C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 0.25 m2/l 2m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärd. måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max 15 min. omgående användning, max. 25 min. omgående användning, max. 15 min. omgående användning, max. 25 min. omg. användning, max. 15 min.
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatatn 18
Övermålningstider ovan avser sammansatt färgsystem 431 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
MO
NTA
GE

Datum: 2008-09-29 G3BEHANDLINGSTYP G3Utförandeföreskrifter enl. TBY kap. 3. FÖRBEHANDLING EFTER MONTAGE Före och under montage: Efter montage: Vid underhåll:
ELLER VID UNDERHÅLL: Impregnering Grundning Läggning I - 0,5 mmFÖRBEHANDLING FÖRE MONTAGE: * tvättning och sköljning med högtrycksmaskin enl. 4.5 Läggning I - 2,0 mm* vakuumblästring eller fräsning enl. 3.3.6.1 * lätt maskinslipning, slippapper nr 60 Läggning II - 0,5 mm* noggrann ejektordammsugning * noggrann ejektordammsugning* blästermedlet avlägsnas med magnet * lagning av skador med lösningsmedelsfritt epoxispackel Totalt: 2,5 mm
* avslipning av ilagda ytor och noggrann ejektordammsugning
Efter montage eller vid underhållDATA SPACKLING/HÅLKÄL GRUNDNING LÄGGNING I LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORINGDATABLAD NR. 8316 8316 8316 8316 8316
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal enligt avtal
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Gummispackel Justerbar raka, piggrulle Tandad spackel och eller korthårig mohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 12,4 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15°C min. +15 °C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l ber. på underlag 5 - 6 m2/l beroende på underlag 0.5 m2/l 2 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggasom genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omgående användning, max. 25 min omgående användning, max. 15 min. omgående användning, max. 15 min. omgående användning, max. 15 min.
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatatn 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
MO
NTA
GE
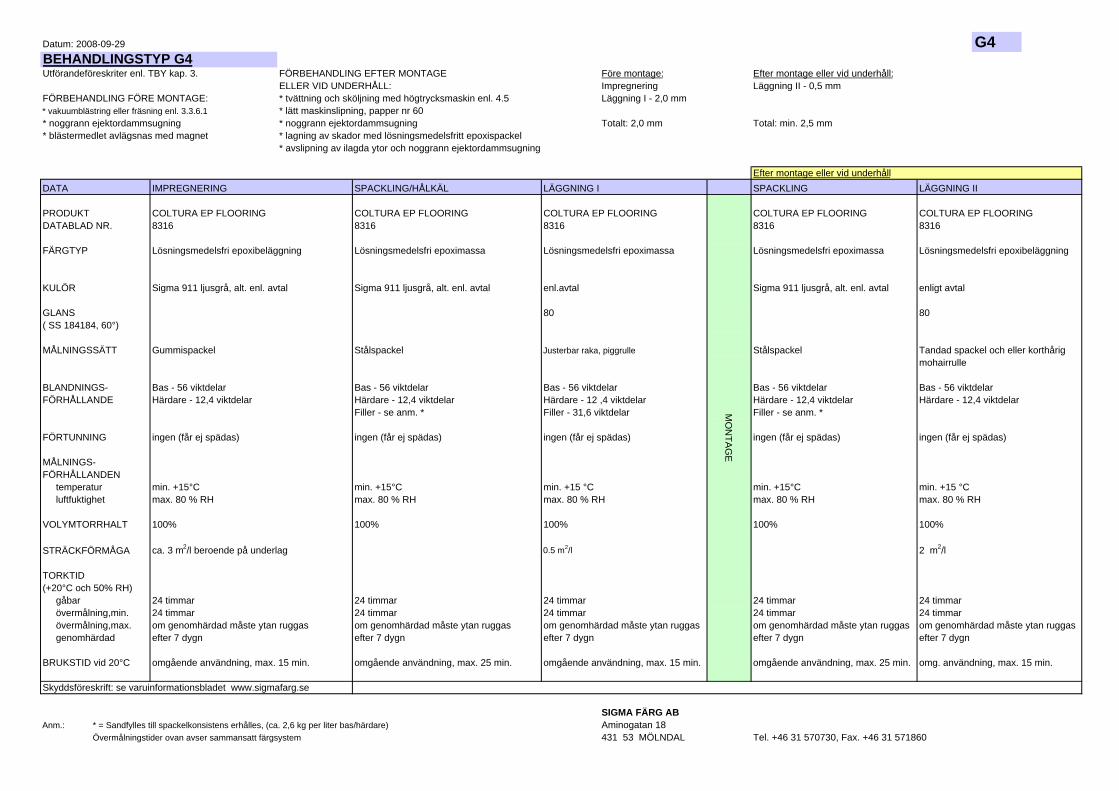
Datum: 2008-09-29 G4BEHANDLINGSTYP G4Utförandeföreskriter enl. TBY kap. 3. FÖRBEHANDLING EFTER MONTAGE Före montage: Efter montage eller vid underhåll:
ELLER VID UNDERHÅLL: Impregnering Läggning II - 0,5 mmFÖRBEHANDLING FÖRE MONTAGE: * tvättning och sköljning med högtrycksmaskin enl. 4.5 Läggning I - 2,0 mm* vakuumblästring eller fräsning enl. 3.3.6.1 * lätt maskinslipning, papper nr 60* noggrann ejektordammsugning * noggrann ejektordammsugning Totalt: 2,0 mm Total: min. 2,5 mm* blästermedlet avlägsnas med magnet * lagning av skador med lösningsmedelsfritt epoxispackel
* avslipning av ilagda ytor och noggrann ejektordammsugning
Efter montage eller vid underhållDATA SPACKLING/HÅLKÄL LÄGGNING I SPACKLING LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORINGDATABLAD NR. 8316 8316 8316 8316 8316
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoximassa Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal Sigma 911 ljusgrå, alt. enl. avtal enligt avtal
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Justerbar raka, piggrulle Stålspackel Tandad spackel och eller korthårigmohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar Filler - se anm. *
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15 °C min. +15°C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 0.5 m2/l 2 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omgående användning, max. 25 min. omgående användning, max. 15 min. omgående användning, max. 25 min. omg. användning, max. 15 min.
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatan 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
MO
NTA
GE
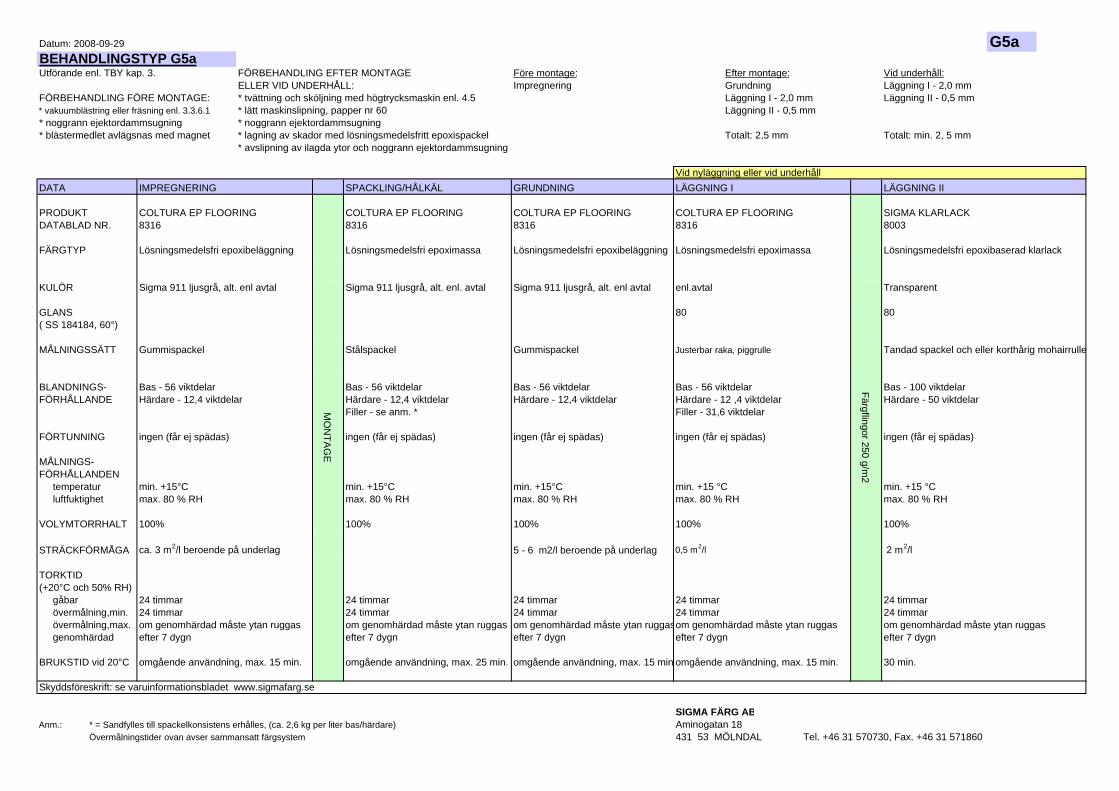
Datum: 2008-09-29 G5aBEHANDLINGSTYP G5aUtförande enl. TBY kap. 3. FÖRBEHANDLING EFTER MONTAGE Före montage: Efter montage: Vid underhåll:
ELLER VID UNDERHÅLL: Impregnering Grundning Läggning I - 2,0 mmFÖRBEHANDLING FÖRE MONTAGE: * tvättning och sköljning med högtrycksmaskin enl. 4.5 Läggning I - 2,0 mm Läggning II - 0,5 mm* vakuumblästring eller fräsning enl. 3.3.6.1 * lätt maskinslipning, papper nr 60 Läggning II - 0,5 mm* noggrann ejektordammsugning * noggrann ejektordammsugning* blästermedlet avlägsnas med magnet * lagning av skador med lösningsmedelsfritt epoxispackel Totalt: 2,5 mm Totalt: min. 2, 5 mm
* avslipning av ilagda ytor och noggrann ejektordammsugning
Vid nyläggning eller vid underhållDATA SPACKLING/HÅLKÄL GRUNDNING LÄGGNING I LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING SIGMA KLARLACKDATABLAD NR. 8316 8316 8316 8316 8003
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibaserad klarlack
KULÖR Sigma 911 ljusgrå, alt. enl avtal Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl avtal enl.avtal Transparent
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Gummispackel Justerbar raka, piggrulle Tandad spackel och eller korthårig mohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 100 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 50 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15°C min. +15 °C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 5 - 6 m2/l beroende på underlag 0,5 m2/l 2 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggasom genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omgående användning, max. 25 min. omgående användning, max. 15 min omgående användning, max. 15 min. 30 min.
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatan 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
Färgflingor 250 g/m2
MO
NTA
GE
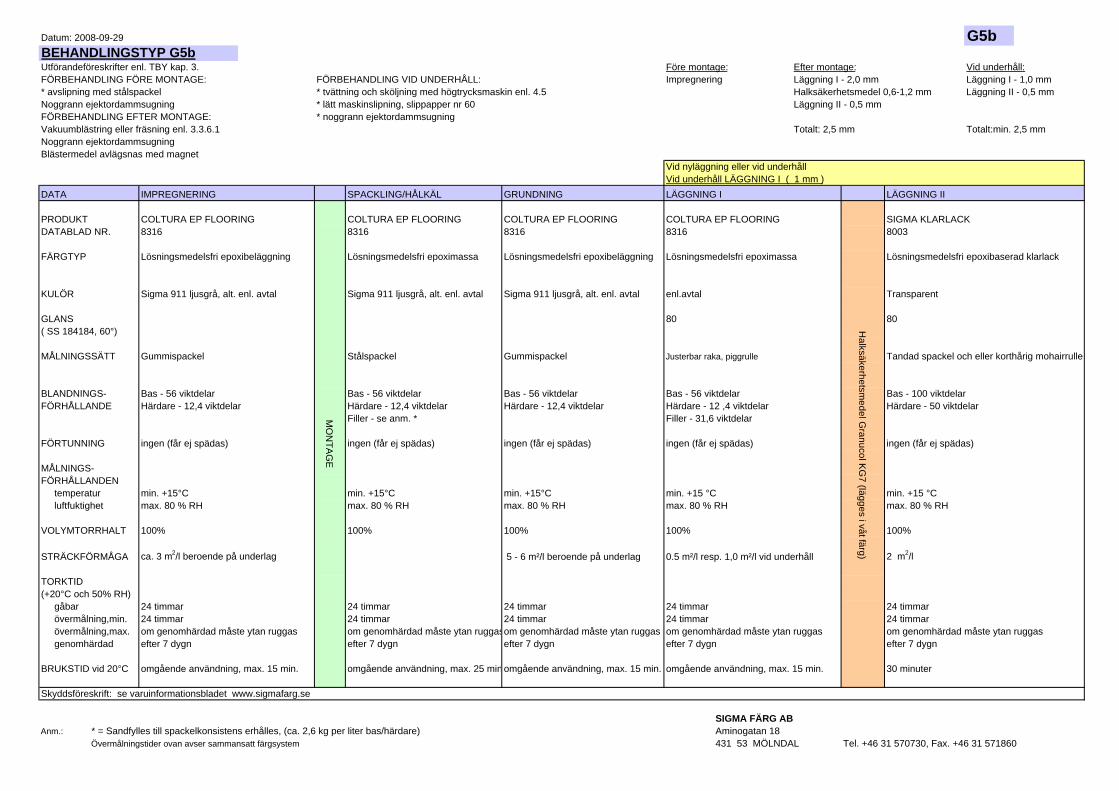
Datum: 2008-09-29 G5bBEHANDLINGSTYP G5bUtförandeföreskrifter enl. TBY kap. 3. Före montage: Efter montage: Vid underhåll:FÖRBEHANDLING FÖRE MONTAGE: FÖRBEHANDLING VID UNDERHÅLL: Impregnering Läggning I - 2,0 mm Läggning I - 1,0 mm* avslipning med stålspackel * tvättning och sköljning med högtrycksmaskin enl. 4.5 Halksäkerhetsmedel 0,6-1,2 mm Läggning II - 0,5 mmNoggrann ejektordammsugning * lätt maskinslipning, slippapper nr 60 Läggning II - 0,5 mmFÖRBEHANDLING EFTER MONTAGE: * noggrann ejektordammsugningVakuumblästring eller fräsning enl. 3.3.6.1 Totalt: 2,5 mm Totalt:min. 2,5 mmNoggrann ejektordammsugningBlästermedel avlägsnas med magnet
Vid nyläggning eller vid underhållVid underhåll LÄGGNING I ( 1 mm )
DATA SPACKLING/HÅLKÄL GRUNDNING LÄGGNING I LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING SIGMA KLARLACKDATABLAD NR. 8316 8316 8316 8316 8003
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibaserad klarlack
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal Transparent
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Gummispackel Justerbar raka, piggrulle Tandad spackel och eller korthårig mohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 100 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 50 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15°C min. +15 °C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 5 - 6 m²/l beroende på underlag 0.5 m²/l resp. 1,0 m²/l vid underhåll 2 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggasom genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omgående användning, max. 25 min omgående användning, max. 15 min. omgående användning, max. 15 min. 30 minuter
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatan 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
MO
NTA
GE
Halksäkerhetsm
edel Granucol K
G7 (lägges i våt färg)
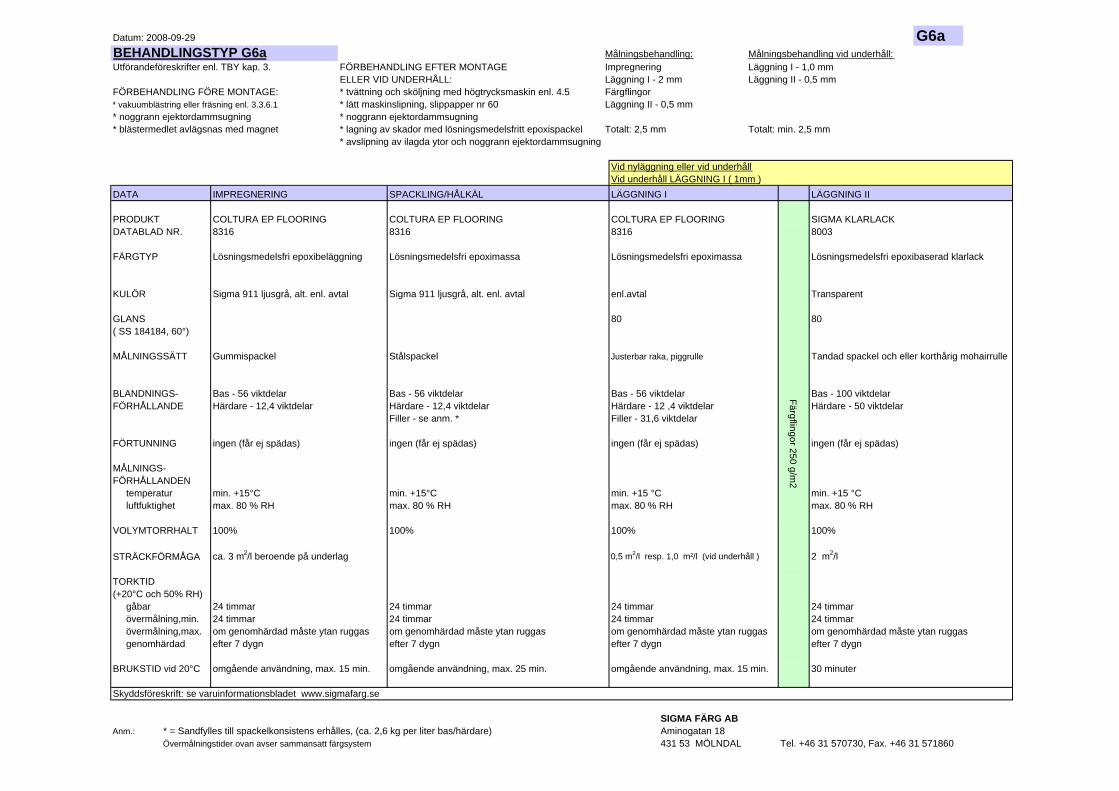
Datum: 2008-09-29 G6aBEHANDLINGSTYP G6a Målningsbehandling: Målningsbehandling vid underhåll:Utförandeföreskrifter enl. TBY kap. 3. FÖRBEHANDLING EFTER MONTAGE Impregnering Läggning I - 1,0 mm
ELLER VID UNDERHÅLL: Läggning I - 2 mm Läggning II - 0,5 mmFÖRBEHANDLING FÖRE MONTAGE: * tvättning och sköljning med högtrycksmaskin enl. 4.5 Färgflingor* vakuumblästring eller fräsning enl. 3.3.6.1 * lätt maskinslipning, slippapper nr 60 Läggning II - 0,5 mm* noggrann ejektordammsugning * noggrann ejektordammsugning* blästermedlet avlägsnas med magnet * lagning av skador med lösningsmedelsfritt epoxispackel Totalt: 2,5 mm Totalt: min. 2,5 mm
* avslipning av ilagda ytor och noggrann ejektordammsugning
Vid nyläggning eller vid underhållVid underhåll LÄGGNING I ( 1mm )
DATA SPACKLING/HÅLKÄL LÄGGNING I LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING SIGMA KLARLACKDATABLAD NR. 8316 8316 8316 8003
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibaserad klarlack
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal Transparent
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Justerbar raka, piggrulle Tandad spackel och eller korthårig mohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 100 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 50 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15 °C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 0,5 m2/l resp. 1,0 m²/l (vid underhåll ) 2 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omgående användning, max. 25 min. omgående användning, max. 15 min. 30 minuter
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatan 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
Färgflingor 250 g/m2
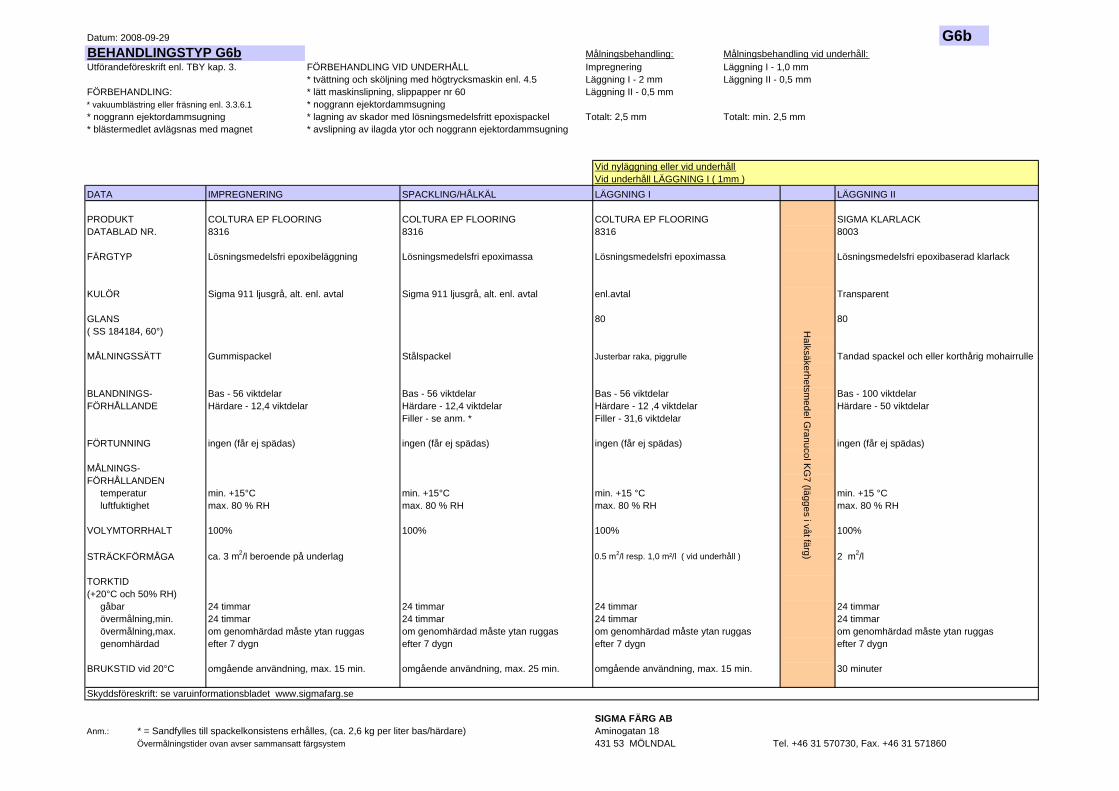
Datum: 2008-09-29 G6bBEHANDLINGSTYP G6b Målningsbehandling: Målningsbehandling vid underhåll:Utförandeföreskrift enl. TBY kap. 3. FÖRBEHANDLING VID UNDERHÅLL Impregnering Läggning I - 1,0 mm
* tvättning och sköljning med högtrycksmaskin enl. 4.5 Läggning I - 2 mm Läggning II - 0,5 mmFÖRBEHANDLING: * lätt maskinslipning, slippapper nr 60 Läggning II - 0,5 mm* vakuumblästring eller fräsning enl. 3.3.6.1 * noggrann ejektordammsugning* noggrann ejektordammsugning * lagning av skador med lösningsmedelsfritt epoxispackel Totalt: 2,5 mm Totalt: min. 2,5 mm* blästermedlet avlägsnas med magnet * avslipning av ilagda ytor och noggrann ejektordammsugning
Vid nyläggning eller vid underhållVid underhåll LÄGGNING I ( 1mm )
DATA SPACKLING/HÅLKÄL LÄGGNING I LÄGGNING II
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING SIGMA KLARLACKDATABLAD NR. 8316 8316 8316 8003
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibaserad klarlack
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal Transparent
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Justerbar raka, piggrulle Tandad spackel och eller korthårig mohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 100 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 50 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15 °C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 0.5 m2/l resp. 1,0 m²/l ( vid underhåll ) 2 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omgående användning, max. 25 min. omgående användning, max. 15 min. 30 minuter
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatan 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
Halksäkerhetsm
edel Granucol K
G7 (lägges i våt färg)
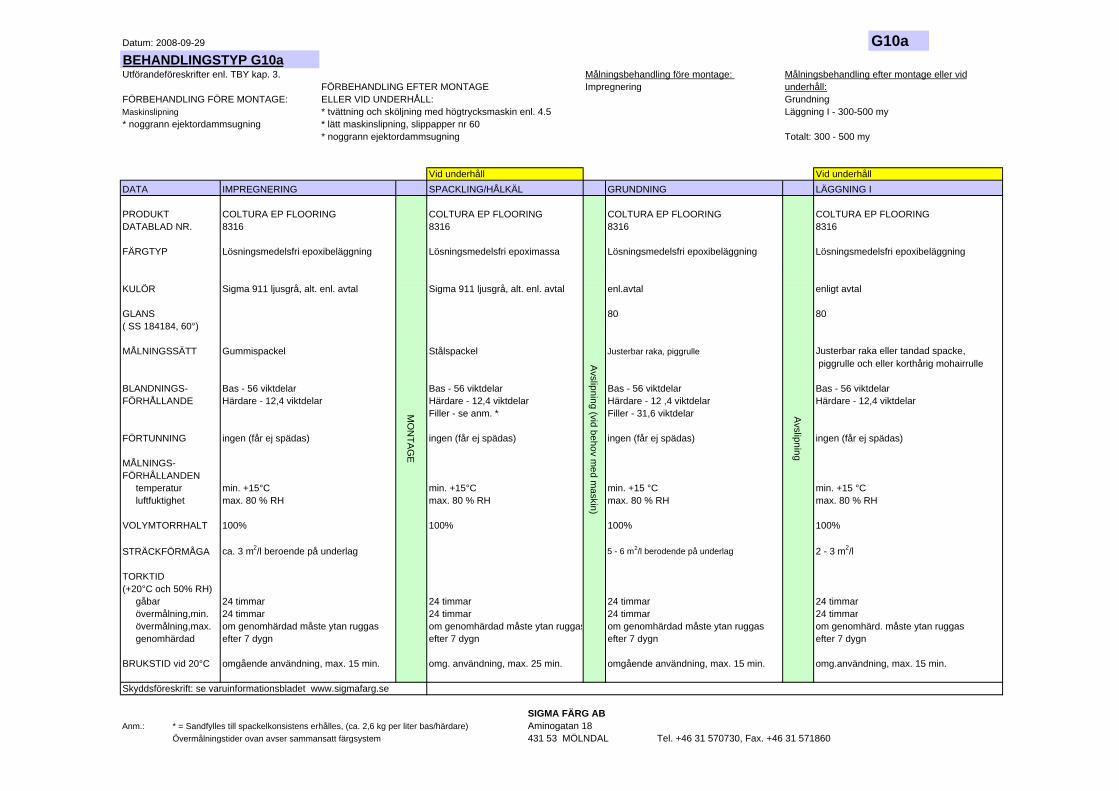
Datum: 2008-09-29 G10aBEHANDLINGSTYP G10aUtförandeföreskrifter enl. TBY kap. 3. Målningsbehandling före montage: Målningsbehandling efter montage eller vid
FÖRBEHANDLING EFTER MONTAGE Impregnering underhåll:FÖRBEHANDLING FÖRE MONTAGE: ELLER VID UNDERHÅLL: GrundningMaskinslipning * tvättning och sköljning med högtrycksmaskin enl. 4.5 Läggning I - 300-500 my * noggrann ejektordammsugning * lätt maskinslipning, slippapper nr 60
* noggrann ejektordammsugning Totalt: 300 - 500 my
Vid underhåll Vid underhållDATA SPACKLING/HÅLKÄL GRUNDNING LÄGGNING I
PRODUKT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORINGDATABLAD NR. 8316 8316 8316 8316
FÄRGTYP Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoximassa Lösningsmedelsfri epoxibeläggning Lösningsmedelsfri epoxibeläggning
KULÖR Sigma 911 ljusgrå, alt. enl. avtal Sigma 911 ljusgrå, alt. enl. avtal enl.avtal enligt avtal
GLANS 80 80( SS 184184, 60°)
MÅLNINGSSÄTT Gummispackel Stålspackel Justerbar raka, piggrulle Justerbar raka eller tandad spacke, piggrulle och eller korthårig mohairrulle
BLANDNINGS- Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelar Bas - 56 viktdelarFÖRHÅLLANDE Härdare - 12,4 viktdelar Härdare - 12,4 viktdelar Härdare - 12 ,4 viktdelar Härdare - 12,4 viktdelar
Filler - se anm. * Filler - 31,6 viktdelar
FÖRTUNNING ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas) ingen (får ej spädas)
MÅLNINGS-FÖRHÅLLANDEN temperatur min. +15°C min. +15°C min. +15 °C min. +15 °C luftfuktighet max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLYMTORRHALT 100% 100% 100% 100%
STRÄCKFÖRMÅGA ca. 3 m2/l beroende på underlag 5 - 6 m2/l berodende på underlag 2 - 3 m2/l
TORKTID(+20°C och 50% RH) gåbar 24 timmar 24 timmar 24 timmar 24 timmar övermålning,min. 24 timmar 24 timmar 24 timmar 24 timmar övermålning,max. om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärdad måste ytan ruggas om genomhärd. måste ytan ruggas genomhärdad efter 7 dygn efter 7 dygn efter 7 dygn efter 7 dygn
BRUKSTID vid 20°C omgående användning, max. 15 min. omg. användning, max. 25 min. omgående användning, max. 15 min. omg.användning, max. 15 min.
Skyddsföreskrift: se varuinformationsbladet www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfylles till spackelkonsistens erhålles, (ca. 2,6 kg per liter bas/härdare) Aminogatan 18
Övermålningstider ovan avser sammansatt färgsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNERING
Avslipning
MO
NTA
GE
Avslipning (vid behov m
ed maskin)
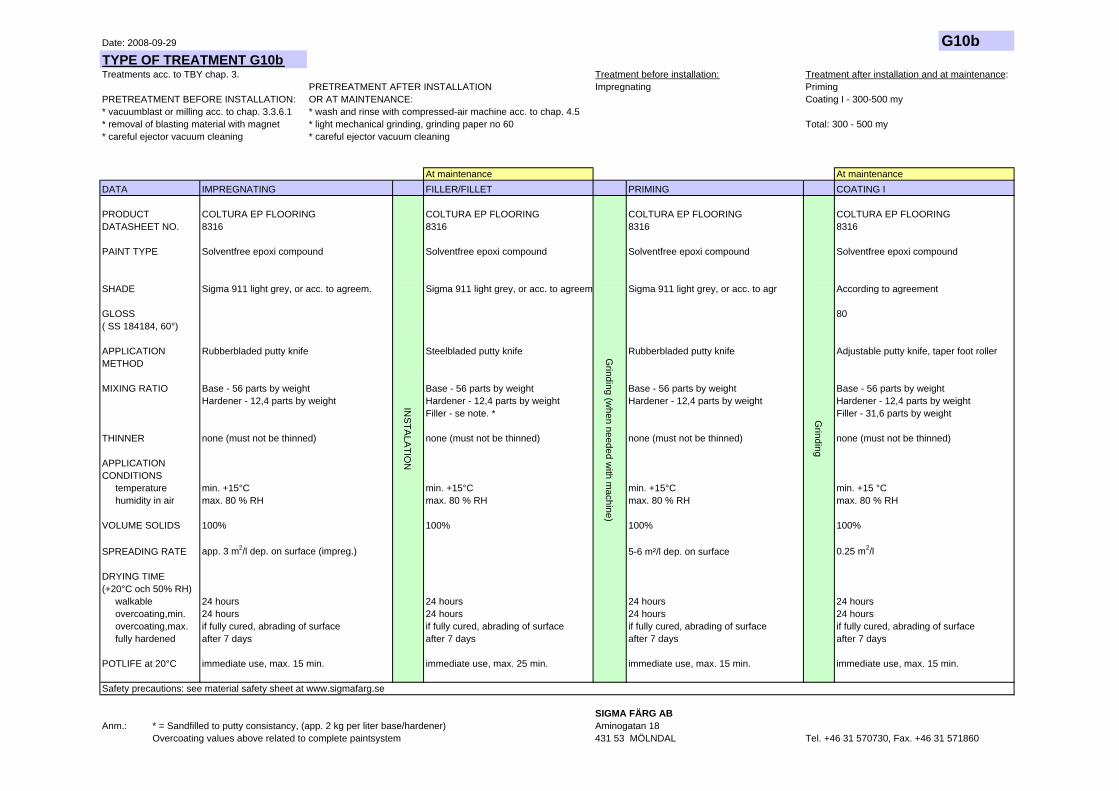
Date: 2008-09-29 G10bTYPE OF TREATMENT G10bTreatments acc. to TBY chap. 3. Treatment before installation: Treatment after installation and at maintenance:
PRETREATMENT AFTER INSTALLATION Impregnating PrimingPRETREATMENT BEFORE INSTALLATION: OR AT MAINTENANCE: Coating I - 300-500 my * vacuumblast or milling acc. to chap. 3.3.6.1 * wash and rinse with compressed-air machine acc. to chap. 4.5* removal of blasting material with magnet * light mechanical grinding, grinding paper no 60 Total: 300 - 500 my* careful ejector vacuum cleaning * careful ejector vacuum cleaning
At maintenance At maintenanceDATA FILLER/FILLET PRIMING COATING I
PRODUCT COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORING COLTURA EP FLOORINGDATASHEET NO. 8316 8316 8316 8316
PAINT TYPE Solventfree epoxi compound Solventfree epoxi compound Solventfree epoxi compound Solventfree epoxi compound
SHADE Sigma 911 light grey, or acc. to agreem. Sigma 911 light grey, or acc. to agreem Sigma 911 light grey, or acc. to agr According to agreement
GLOSS 80( SS 184184, 60°)
APPLICATION Rubberbladed putty knife Steelbladed putty knife Rubberbladed putty knife Adjustable putty knife, taper foot rollerMETHOD
MIXING RATIO Base - 56 parts by weight Base - 56 parts by weight Base - 56 parts by weight Base - 56 parts by weightHardener - 12,4 parts by weight Hardener - 12,4 parts by weight Hardener - 12,4 parts by weight Hardener - 12,4 parts by weight
Filler - se note. * Filler - 31,6 parts by weight
THINNER none (must not be thinned) none (must not be thinned) none (must not be thinned) none (must not be thinned)
APPLICATIONCONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15 °C humidity in air max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
VOLUME SOLIDS 100% 100% 100% 100%
SPREADING RATE app. 3 m2/l dep. on surface (impreg.) 5-6 m²/l dep. on surface 0.25 m2/l
DRYING TIME(+20°C och 50% RH) walkable 24 hours 24 hours 24 hours 24 hours overcoating,min. 24 hours 24 hours 24 hours 24 hours overcoating,max. if fully cured, abrading of surface if fully cured, abrading of surface if fully cured, abrading of surface if fully cured, abrading of surface fully hardened after 7 days after 7 days after 7 days after 7 days
POTLIFE at 20°C immediate use, max. 15 min. immediate use, max. 25 min. immediate use, max. 15 min. immediate use, max. 15 min.
Safety precautions: see material safety sheet at www.sigmafarg.se
SIGMA FÄRG ABAnm.: * = Sandfilled to putty consistancy, (app. 2 kg per liter base/hardener) Aminogatan 18
Overcoating values above related to complete paintsystem 431 53 MÖLNDAL Tel. +46 31 570730, Fax. +46 31 571860
IMPREGNATING
INS
TALA
TION
Grinding (w
hen needed with m
achine)
Grinding
Approved Paint Systems for TBY
Edition 2
40(75)
2.3.4 Teknos
2.3.4.1 Floor
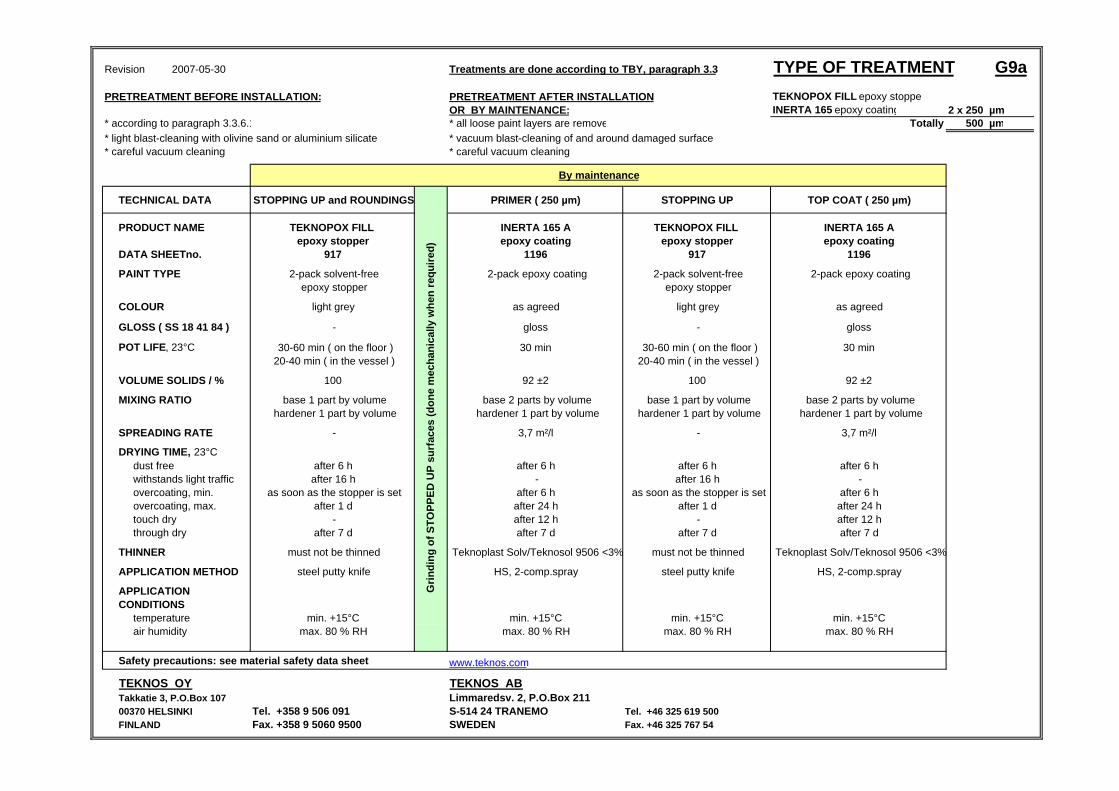
Revision 2007-05-30 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G9aPRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION TEKNOPOX FILL epoxy stoppe
OR BY MAINTENANCE: INERTA 165 epoxy coating 2 x 250 µm* according to paragraph 3.3.6.1 * all loose paint layers are remove Totally 500 µm* light blast-cleaning with olivine sand or aluminium silicate * vacuum blast-cleaning of and around damaged surface* careful vacuum cleaning * careful vacuum cleaning
TECHNICAL DATA STOPPING UP and ROUNDINGS PRIMER ( 250 µm) STOPPING UP TOP COAT ( 250 µm)
PRODUCT NAME TEKNOPOX FILL INERTA 165 A TEKNOPOX FILL INERTA 165 Aepoxy stopper epoxy coating epoxy stopper epoxy coating
DATA SHEETno. 917 1196 917 1196
PAINT TYPE 2-pack solvent-free 2-pack epoxy coating 2-pack solvent-free 2-pack epoxy coatingepoxy stopper epoxy stopper
COLOUR light grey as agreed light grey as agreed
GLOSS ( SS 18 41 84 ) - gloss - gloss
POT LIFE, 23°C 30-60 min ( on the floor ) 30 min 30-60 min ( on the floor ) 30 min20-40 min ( in the vessel ) 20-40 min ( in the vessel )
VOLUME SOLIDS / % 100 92 ±2 100 92 ±2
MIXING RATIO base 1 part by volume base 2 parts by volume base 1 part by volume base 2 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 1 part by volume
SPREADING RATE - 3,7 m²/l - 3,7 m²/l
DRYING TIME, 23°C dust free after 6 h after 6 h after 6 h after 6 h withstands light traffic after 16 h - after 16 h - overcoating, min. as soon as the stopper is set after 6 h as soon as the stopper is set after 6 h overcoating, max. after 1 d after 24 h after 1 d after 24 h touch dry - after 12 h - after 12 h through dry after 7 d after 7 d after 7 d after 7 d
THINNER must not be thinned Teknoplast Solv/Teknosol 9506 <3% must not be thinned Teknoplast Solv/Teknosol 9506 <3%
APPLICATION METHOD steel putty knife HS, 2-comp.spray steel putty knife HS, 2-comp.spray
APPLICATION CONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15°C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet www.teknos.com
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv. 2, P.O.Box 21100370 HELSINKI Tel. +358 9 506 091 S-514 24 TRANEMO Tel. +46 325 619 500FINLAND Fax. +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
By maintenance
Grin
ding
of S
TOPP
ED U
P su
rfac
es (d
one
mec
hani
cally
whe
n re
quire
d)
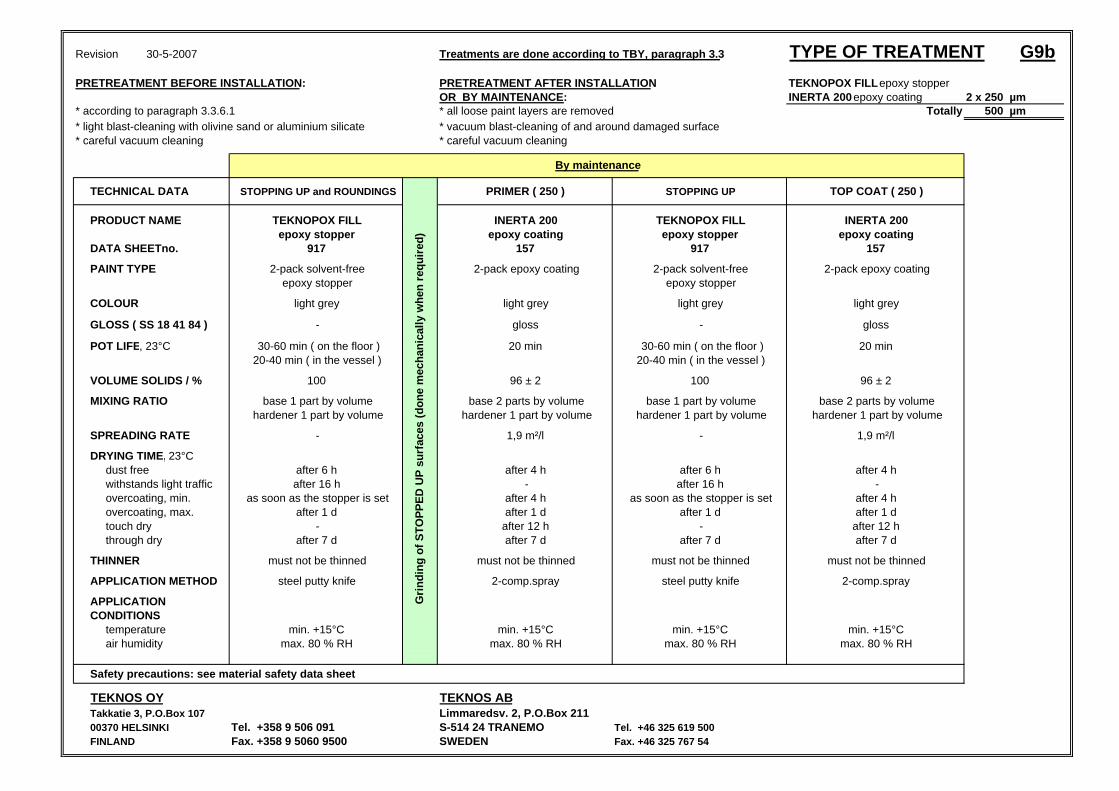
Revision 30-5-2007 Treatments are done according to TBY, paragraph 3.3 TYPE OF TREATMENT G9bPRETREATMENT BEFORE INSTALLATION: PRETREATMENT AFTER INSTALLATION TEKNOPOX FILL epoxy stopper
OR BY MAINTENANCE: INERTA 200 epoxy coating 2 x 250 µm* according to paragraph 3.3.6.1 * all loose paint layers are removed Totally 500 µm* light blast-cleaning with olivine sand or aluminium silicate * vacuum blast-cleaning of and around damaged surface* careful vacuum cleaning * careful vacuum cleaning
TECHNICAL DATA STOPPING UP and ROUNDINGS PRIMER ( 250 ) STOPPING UP TOP COAT ( 250 )
PRODUCT NAME TEKNOPOX FILL INERTA 200 TEKNOPOX FILL INERTA 200epoxy stopper epoxy coating epoxy stopper epoxy coating
DATA SHEETno. 917 157 917 157
PAINT TYPE 2-pack solvent-free 2-pack epoxy coating 2-pack solvent-free 2-pack epoxy coatingepoxy stopper epoxy stopper
COLOUR light grey light grey light grey light grey
GLOSS ( SS 18 41 84 ) - gloss - gloss
POT LIFE, 23°C 30-60 min ( on the floor ) 20 min 30-60 min ( on the floor ) 20 min20-40 min ( in the vessel ) 20-40 min ( in the vessel )
VOLUME SOLIDS / % 100 96 ± 2 100 96 ± 2
MIXING RATIO base 1 part by volume base 2 parts by volume base 1 part by volume base 2 parts by volumehardener 1 part by volume hardener 1 part by volume hardener 1 part by volume hardener 1 part by volume
SPREADING RATE - 1,9 m²/l - 1,9 m²/l
DRYING TIME, 23°C dust free after 6 h after 4 h after 6 h after 4 h withstands light traffic after 16 h - after 16 h - overcoating, min. as soon as the stopper is set after 4 h as soon as the stopper is set after 4 h overcoating, max. after 1 d after 1 d after 1 d after 1 d touch dry - after 12 h - after 12 h through dry after 7 d after 7 d after 7 d after 7 d
THINNER must not be thinned must not be thinned must not be thinned must not be thinned
APPLICATION METHOD steel putty knife 2-comp.spray steel putty knife 2-comp.spray
APPLICATION CONDITIONS temperature min. +15°C min. +15°C min. +15°C min. +15°C air humidity max. 80 % RH max. 80 % RH max. 80 % RH max. 80 % RH
Safety precautions: see material safety data sheet
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv. 2, P.O.Box 21100370 HELSINKI Tel. +358 9 506 091 S-514 24 TRANEMO Tel. +46 325 619 500FINLAND Fax. +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
By maintenance
Grin
ding
of S
TOPP
ED U
P su
rfac
es (d
one
mec
hani
cally
whe
n re
quire
d)

Approved Paint Systems for TBY
Edition 2
41(75)
2.3.4.2 Wall
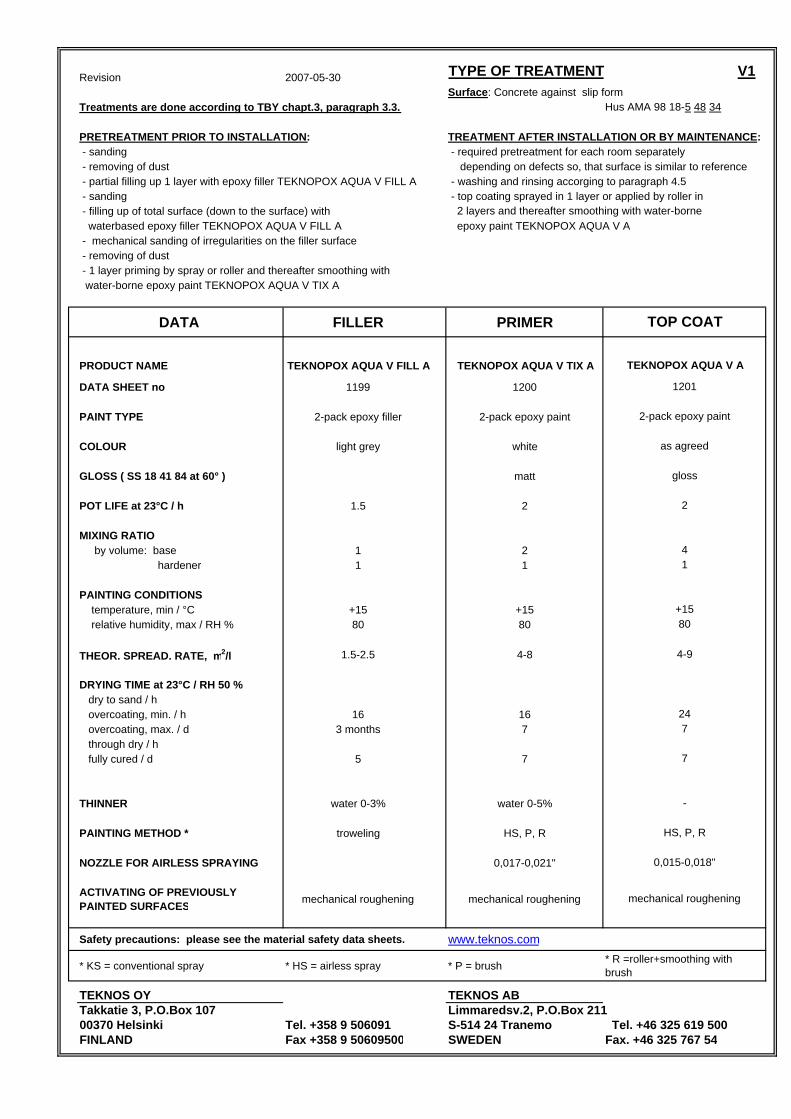
Revision 2007-05-30 TYPE OF TREATMENT V1 Surface: Concrete against slip form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 18-5 48 34
PRETREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION OR BY MAINTENANCE: - sanding - required pretreatment for each room separately - removing of dust depending on defects so, that surface is similar to reference - partial filling up 1 layer with epoxy filler TEKNOPOX AQUA V FILL A - washing and rinsing accorging to paragraph 4.5 - sanding - top coating sprayed in 1 layer or applied by roller in - filling up of total surface (down to the surface) with 2 layers and thereafter smoothing with water-borne
epoxy paint TEKNOPOX AQUA V A - mechanical sanding of irregularities on the filler surface - removing of dust - 1 layer priming by spray or roller and thereafter smoothing with
DATA FILLER PRIMER
PRODUCT NAME TEKNOPOX AQUA V FILL A TEKNOPOX AQUA V TIX A
DATA SHEET no 1199 1200
PAINT TYPE 2-pack epoxy filler 2-pack epoxy paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) matt
POT LIFE at 23°C / h 1.5 2
MIXING RATIO by volume: base 1 2 hardener 1 1
PAINTING CONDITIONS temperature, min / °C +15 +15 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 1.5-2.5 4-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 16 16 overcoating, max. / d 3 months 7 through dry / h fully cured / d 5 7
THINNER water 0-3% water 0-5%
PAINTING METHOD * troweling HS, P, R
NOZZLE FOR AIRLESS SPRAYING 0,017-0,021"
ACTIVATING OF PREVIOUSLY PAINTED SURFACES mechanical roughening mechanical roughening
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller+smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
water-borne epoxy paint TEKNOPOX AQUA V TIX A
waterbased epoxy filler TEKNOPOX AQUA V FILL A
TOP COAT
TEKNOPOX AQUA V A
1201
2-pack epoxy paint
as agreed
gloss
2
41
+1580
4-9
247
7
-
HS, P, R
0,015-0,018"
mechanical roughening
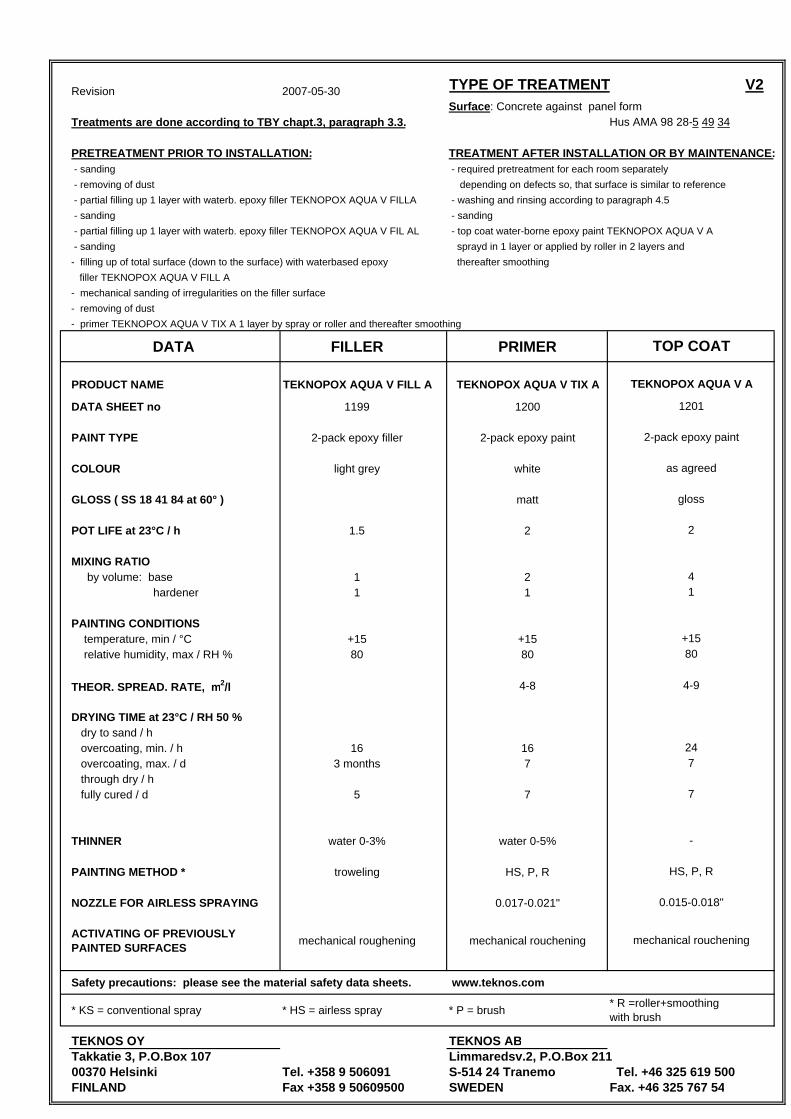
Revision 2007-05-30 TYPE OF TREATMENT V2Surface: Concrete against panel form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 28-5 49 34
PRETREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION OR BY MAINTENANCE: - sanding - required pretreatment for each room separately - removing of dust depending on defects so, that surface is similar to reference - partial filling up 1 layer with waterb. epoxy filler TEKNOPOX AQUA V FILLA - washing and rinsing according to paragraph 4.5 - sanding - sanding - partial filling up 1 layer with waterb. epoxy filler TEKNOPOX AQUA V FIL AL - top coat water-borne epoxy paint TEKNOPOX AQUA V A - sanding sprayd in 1 layer or applied by roller in 2 layers and - filling up of total surface (down to the surface) with waterbased epoxy thereafter smoothing filler TEKNOPOX AQUA V FILL A- mechanical sanding of irregularities on the filler surface- removing of dust- primer TEKNOPOX AQUA V TIX A 1 layer by spray or roller and thereafter smoothing
DATA FILLER PRIMER
PRODUCT NAME TEKNOPOX AQUA V FILL A TEKNOPOX AQUA V TIX A
DATA SHEET no 1199 1200
PAINT TYPE 2-pack epoxy filler 2-pack epoxy paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) matt
POT LIFE at 23°C / h 1.5 2
MIXING RATIO by volume: base 1 2 hardener 1 1
PAINTING CONDITIONS temperature, min / °C +15 +15 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 4-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 16 16 overcoating, max. / d 3 months 7 through dry / h fully cured / d 5 7
THINNER water 0-3% water 0-5%
PAINTING METHOD * troweling HS, P, R
NOZZLE FOR AIRLESS SPRAYING 0.017-0.021"
ACTIVATING OF PREVIOUSLY PAINTED SURFACES mechanical roughening mechanical rouchening
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller+smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
TEKNOPOX AQUA V A
1201
2-pack epoxy paint
as agreed
gloss
2
41
+1580
4-9
247
7
-
HS, P, R
0.015-0.018"
mechanical rouchening
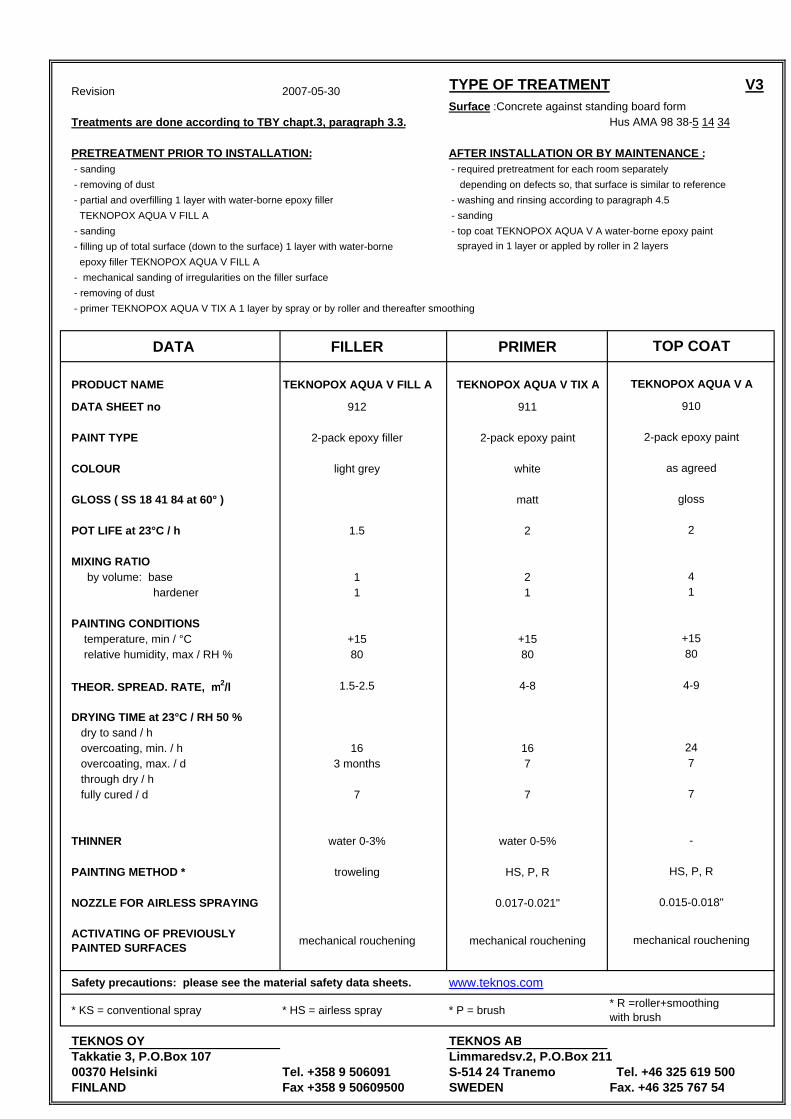
Revision 2007-05-30 TYPE OF TREATMENT V3Surface :Concrete against standing board form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 38-5 14 34
PRETREATMENT PRIOR TO INSTALLATION: AFTER INSTALLATION OR BY MAINTENANCE : - sanding - required pretreatment for each room separately - removing of dust depending on defects so, that surface is similar to reference - partial and overfilling 1 layer with water-borne epoxy filler - washing and rinsing according to paragraph 4.5 TEKNOPOX AQUA V FILL A - sanding - sanding - top coat TEKNOPOX AQUA V A water-borne epoxy paint - filling up of total surface (down to the surface) 1 layer with water-borne sprayed in 1 layer or appled by roller in 2 layers epoxy filler TEKNOPOX AQUA V FILL A - mechanical sanding of irregularities on the filler surface - removing of dust - primer TEKNOPOX AQUA V TIX A 1 layer by spray or by roller and thereafter smoothing
DATA FILLER PRIMER
PRODUCT NAME TEKNOPOX AQUA V FILL A TEKNOPOX AQUA V TIX A
DATA SHEET no 912 911
PAINT TYPE 2-pack epoxy filler 2-pack epoxy paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) matt
POT LIFE at 23°C / h 1.5 2
MIXING RATIO by volume: base 1 2 hardener 1 1
PAINTING CONDITIONS temperature, min / °C +15 +15 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 1.5-2.5 4-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 16 16 overcoating, max. / d 3 months 7 through dry / h fully cured / d 7 7
THINNER water 0-3% water 0-5%
PAINTING METHOD * troweling HS, P, R
NOZZLE FOR AIRLESS SPRAYING 0.017-0.021"
ACTIVATING OF PREVIOUSLY PAINTED SURFACES mechanical rouchening mechanical rouchening
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller+smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
HS, P, R
0.015-0.018"
mechanical rouchening
7
-
247
4-9
+1580
41
gloss
2
2-pack epoxy paint
as agreed
TOP COAT
TEKNOPOX AQUA V A
910
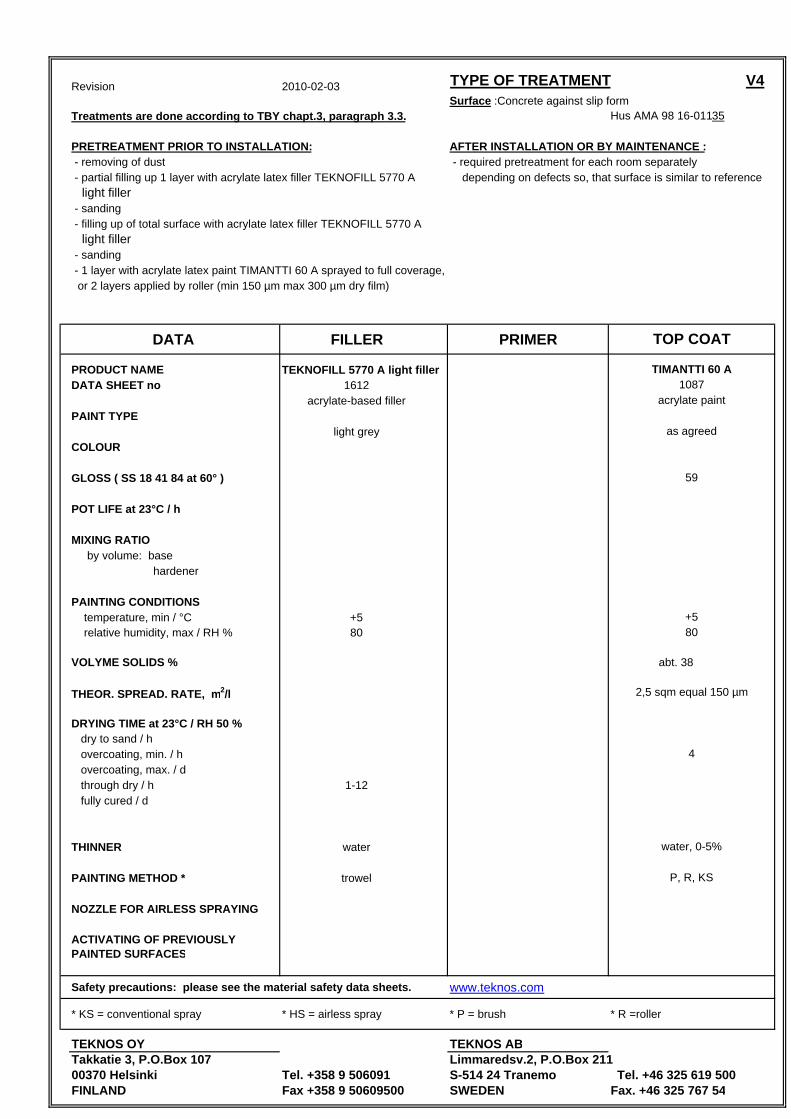
Revision 2010-02-03 TYPE OF TREATMENT V4Surface :Concrete against slip form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 16-01135
PRETREATMENT PRIOR TO INSTALLATION: AFTER INSTALLATION OR BY MAINTENANCE : - removing of dust - required pretreatment for each room separately - partial filling up 1 layer with acrylate latex filler TEKNOFILL 5770 A depending on defects so, that surface is similar to reference light filler - sanding - filling up of total surface with acrylate latex filler TEKNOFILL 5770 A light filler - sanding - 1 layer with acrylate latex paint TIMANTTI 60 A sprayed to full coverage, or 2 layers applied by roller (min 150 µm max 300 µm dry film)
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light fillerDATA SHEET no 1612
acrylate-based fillerPAINT TYPE
light greyCOLOUR
GLOSS ( SS 18 41 84 at 60° )
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water
PAINTING METHOD * trowel
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
water, 0-5%
P, R, KS
4
+580
2,5 sqm equal 150 µm
59
TOP COAT
TIMANTTI 60 A1087
acrylate paint
as agreed
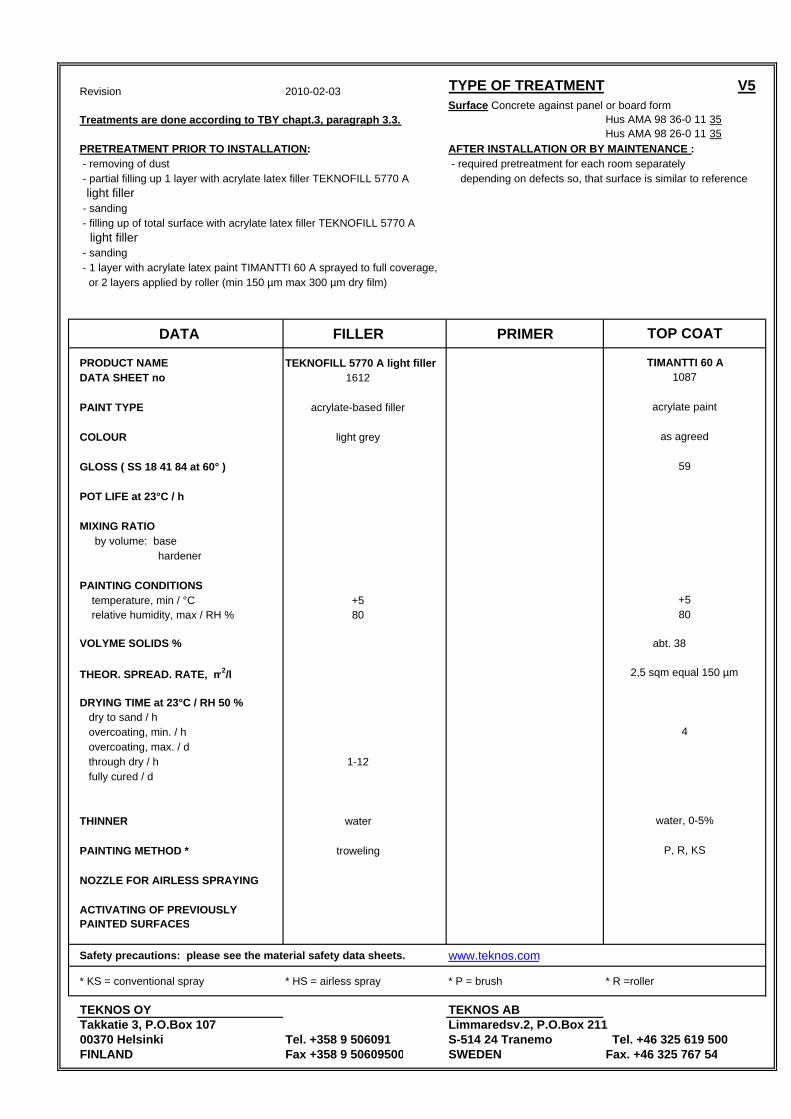
Revision 2010-02-03 TYPE OF TREATMENT V5Surface Concrete against panel or board form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 36-0 11 35Hus AMA 98 26-0 11 35
PRETREATMENT PRIOR TO INSTALLATION: AFTER INSTALLATION OR BY MAINTENANCE : - removing of dust - required pretreatment for each room separately - partial filling up 1 layer with acrylate latex filler TEKNOFILL 5770 A depending on defects so, that surface is similar to reference light filler - sanding - filling up of total surface with acrylate latex filler TEKNOFILL 5770 A light filler - sanding - 1 layer with acrylate latex paint TIMANTTI 60 A sprayed to full coverage, or 2 layers applied by roller (min 150 µm max 300 µm dry film)
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light fillerDATA SHEET no 1612
PAINT TYPE acrylate-based filler
COLOUR light grey
GLOSS ( SS 18 41 84 at 60° )
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water
PAINTING METHOD * troweling
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, KS
2,5 sqm equal 150 µm
4
water, 0-5%
+580
as agreed
59
acrylate paint
TOP COAT
TIMANTTI 60 A1087
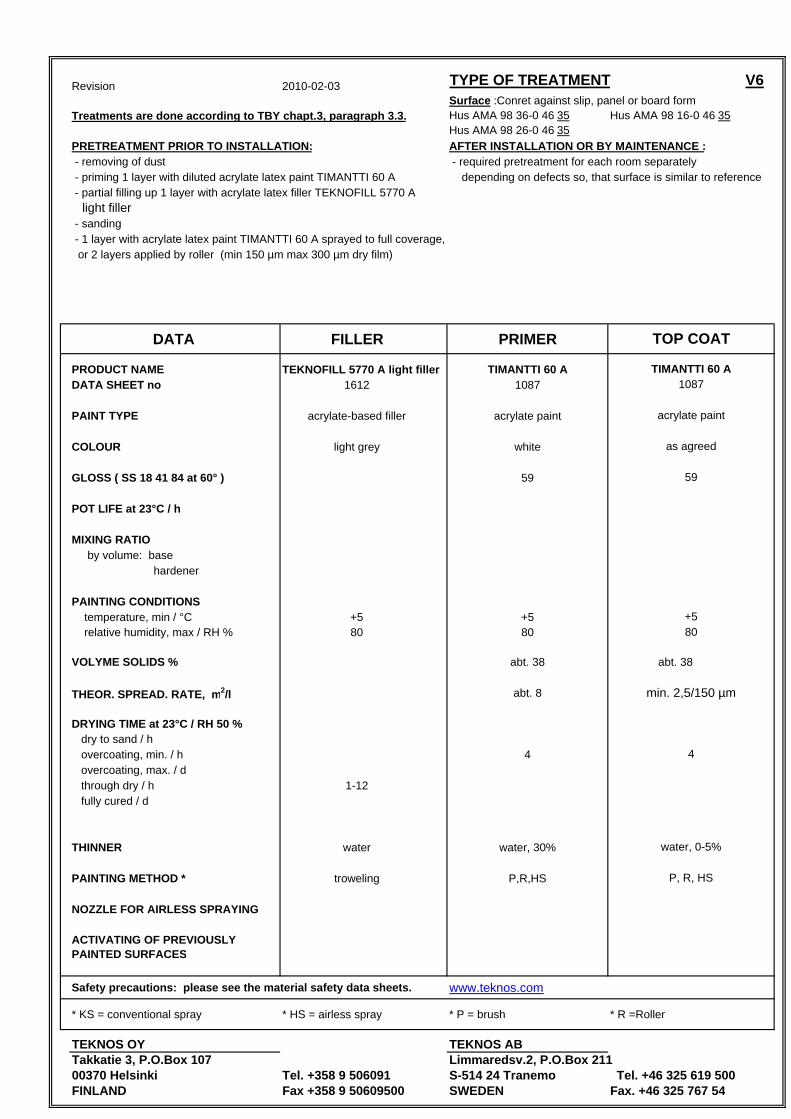
Revision 2010-02-03 TYPE OF TREATMENT V6Surface :Conret against slip, panel or board form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 36-0 46 35 Hus AMA 98 16-0 46 35Hus AMA 98 26-0 46 35
PRETREATMENT PRIOR TO INSTALLATION: AFTER INSTALLATION OR BY MAINTENANCE : - removing of dust - required pretreatment for each room separately - priming 1 layer with diluted acrylate latex paint TIMANTTI 60 A depending on defects so, that surface is similar to reference - partial filling up 1 layer with acrylate latex filler TEKNOFILL 5770 A light filler - sanding - 1 layer with acrylate latex paint TIMANTTI 60 A sprayed to full coverage, or 2 layers applied by roller (min 150 µm max 300 µm dry film)
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light filler TIMANTTI 60 ADATA SHEET no 1612 1087
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
VOLYME SOLIDS % abt. 38 abt. 38
THEOR. SPREAD. RATE, m2/l abt. 8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 30%
PAINTING METHOD * troweling P,R,HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =Roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
water, 0-5%
P, R, HS
4
+580
min. 2,5/150 µm
as agreed
59
TOP COAT
TIMANTTI 60 A1087
acrylate paint
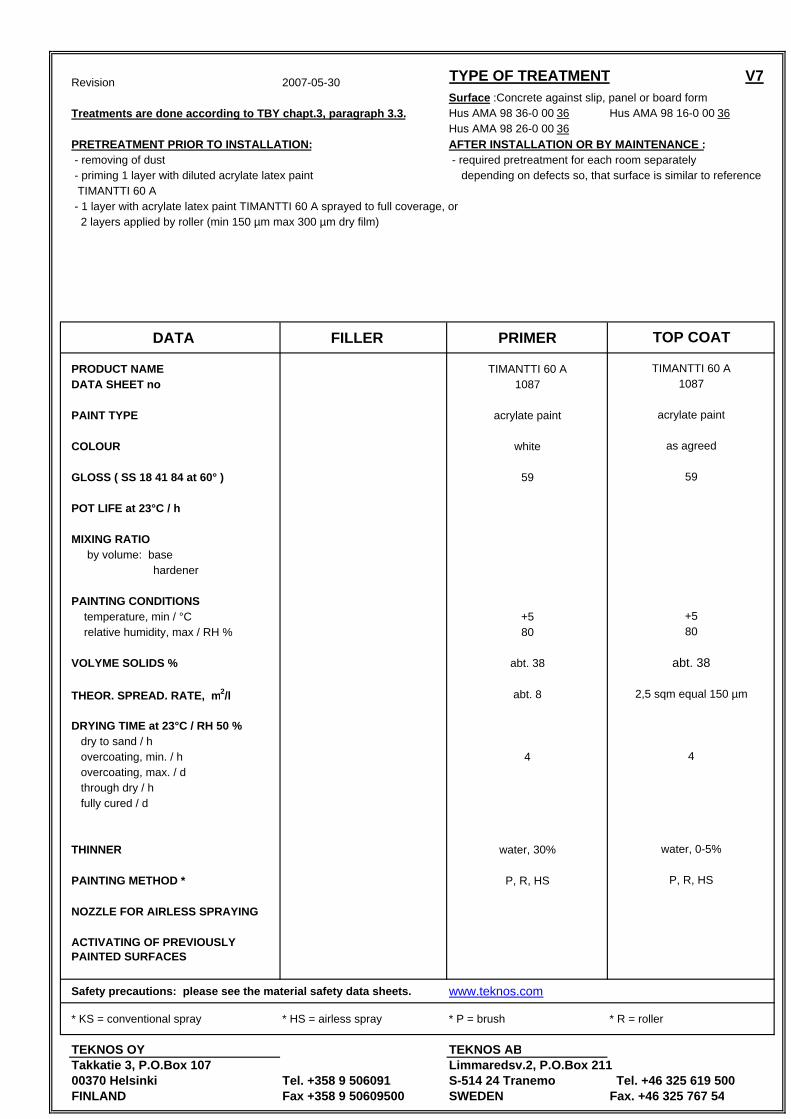
Revision 2007-05-30 TYPE OF TREATMENT V7Surface :Concrete against slip, panel or board form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 36-0 00 36 Hus AMA 98 16-0 00 36Hus AMA 98 26-0 00 36
PRETREATMENT PRIOR TO INSTALLATION: AFTER INSTALLATION OR BY MAINTENANCE : - removing of dust - required pretreatment for each room separately - priming 1 layer with diluted acrylate latex paint depending on defects so, that surface is similar to reference TIMANTTI 60 A - 1 layer with acrylate latex paint TIMANTTI 60 A sprayed to full coverage, or 2 layers applied by roller (min 150 µm max 300 µm dry film)
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 60 ADATA SHEET no 1087
PAINT TYPE acrylate paint
COLOUR white
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l abt. 8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h fully cured / d
THINNER water, 30%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 60 A1087
acrylate paint
as agreed
59
+580
2,5 sqm equal 150 µm
4
abt. 38
P, R, HS
water, 0-5%
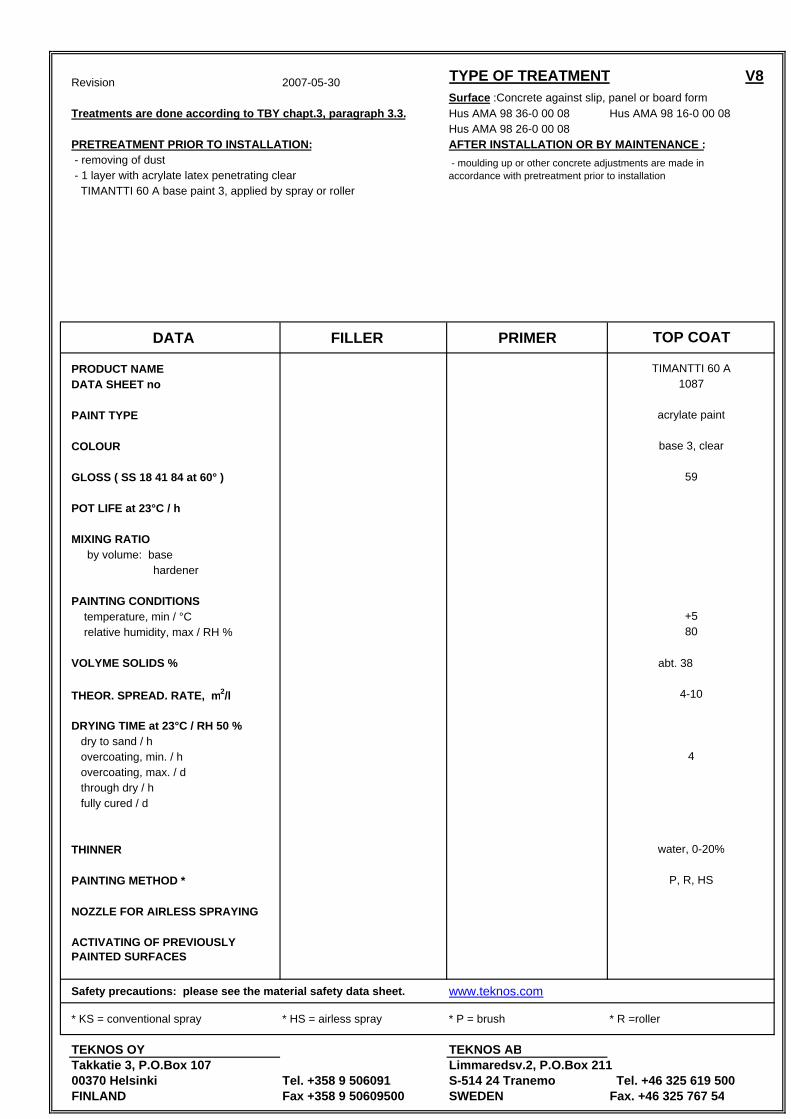
Revision 2007-05-30 TYPE OF TREATMENT V8Surface :Concrete against slip, panel or board form
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 36-0 00 08 Hus AMA 98 16-0 00 08Hus AMA 98 26-0 00 08
PRETREATMENT PRIOR TO INSTALLATION: AFTER INSTALLATION OR BY MAINTENANCE : - removing of dust - 1 layer with acrylate latex penetrating clear TIMANTTI 60 A base paint 3, applied by spray or roller
DATA FILLER PRIMER
PRODUCT NAMEDATA SHEET no
PAINT TYPE
COLOUR
GLOSS ( SS 18 41 84 at 60° )
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C relative humidity, max / RH %
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h overcoating, max. / d through dry / h fully cured / d
THINNER
PAINTING METHOD *
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheet. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-20%
4
80
4-10
+5
base 3, clear
59
1087
acrylate paint
- moulding up or other concrete adjustments are made in accordance with pretreatment prior to installation
TOP COAT
TIMANTTI 60 A
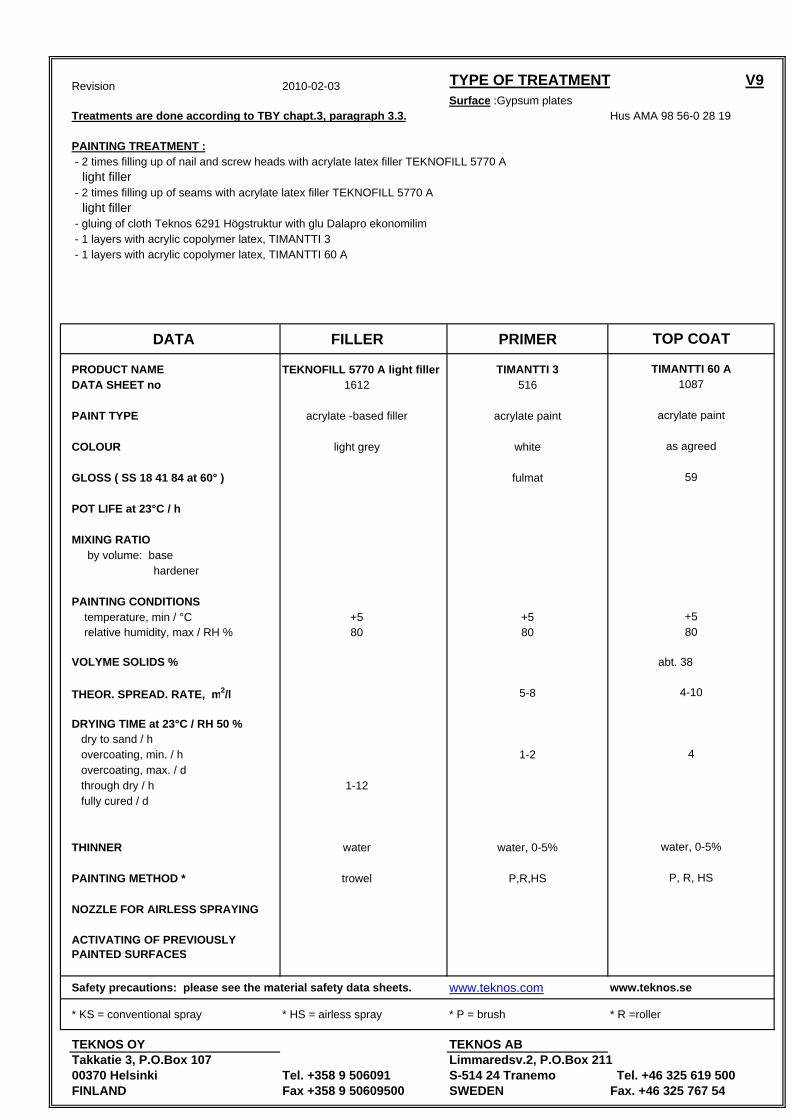
Revision 2010-02-03 TYPE OF TREATMENT V9Surface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 28 19
PAINTING TREATMENT : - 2 times filling up of nail and screw heads with acrylate latex filler TEKNOFILL 5770 A light filler - 2 times filling up of seams with acrylate latex filler TEKNOFILL 5770 A light filler - gluing of cloth Teknos 6291 Högstruktur with glu Dalapro ekonomilim - 1 layers with acrylic copolymer latex, TIMANTTI 3 - 1 layers with acrylic copolymer latex, TIMANTTI 60 A
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light filler TIMANTTI 3DATA SHEET no 1612 516
PAINT TYPE acrylate -based filler acrylate paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l 5-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P,R,HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R =roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
water, 0-5%
P, R, HS
4
+580
4-10
as agreed
59
TOP COAT
TIMANTTI 60 A1087
acrylate paint
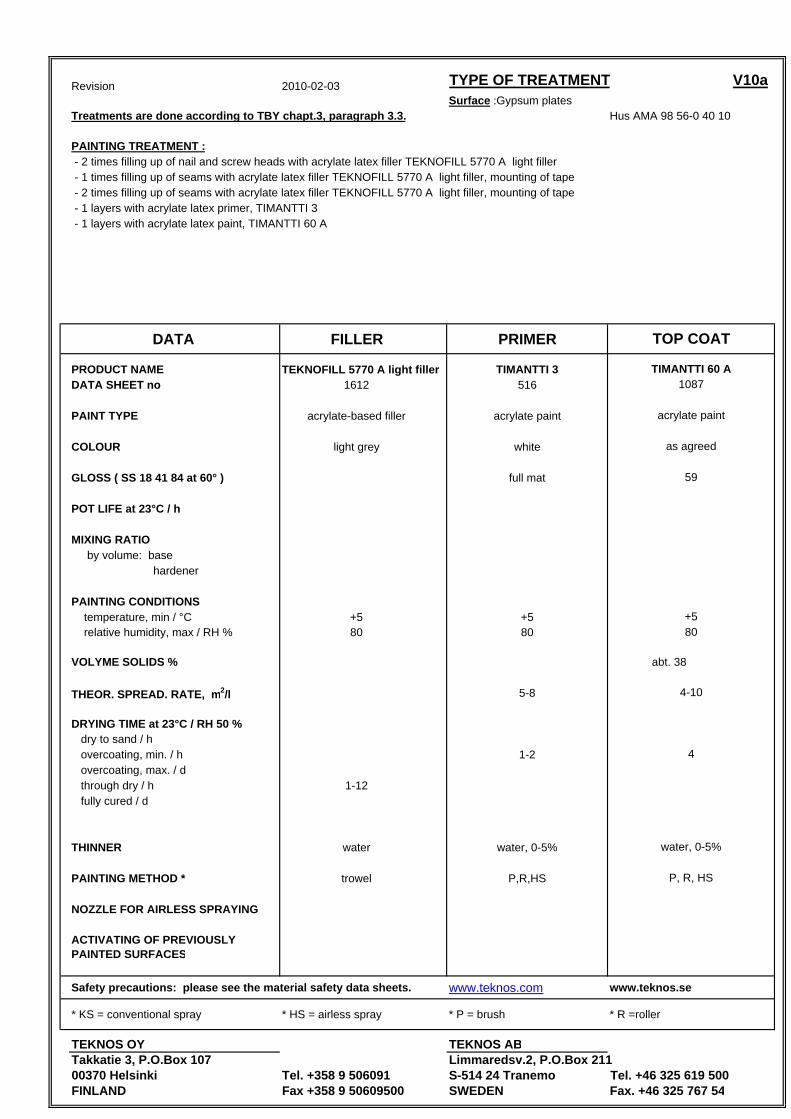
Revision 2010-02-03 TYPE OF TREATMENT V10aSurface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 40 10
PAINTING TREATMENT : - 2 times filling up of nail and screw heads with acrylate latex filler TEKNOFILL 5770 A light filler - 1 times filling up of seams with acrylate latex filler TEKNOFILL 5770 A light filler, mounting of tape - 2 times filling up of seams with acrylate latex filler TEKNOFILL 5770 A light filler, mounting of tape - 1 layers with acrylate latex primer, TIMANTTI 3 - 1 layers with acrylate latex paint, TIMANTTI 60 A
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light filler TIMANTTI 3DATA SHEET no 1612 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) full mat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l 5-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P,R,HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R =roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
4
4-10
+580
59
acrylate paint
as agreed
TOP COAT
TIMANTTI 60 A1087
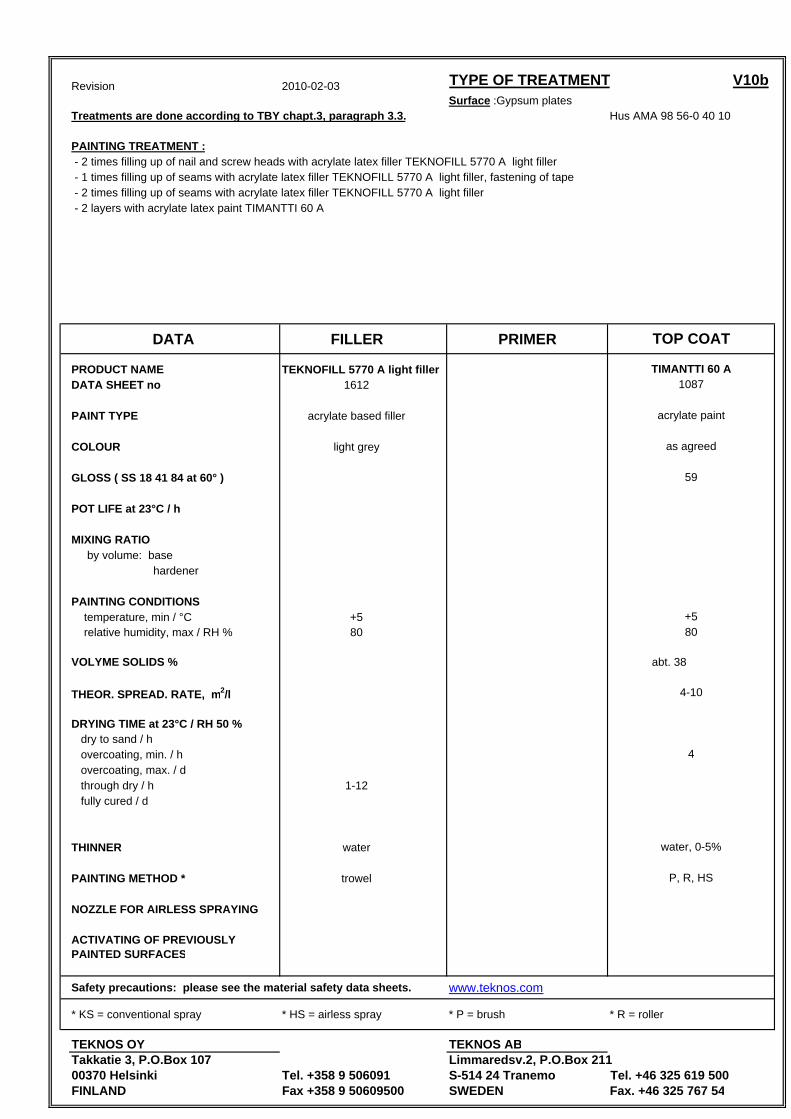
Revision 2010-02-03 TYPE OF TREATMENT V10bSurface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 40 10
PAINTING TREATMENT : - 2 times filling up of nail and screw heads with acrylate latex filler TEKNOFILL 5770 A light filler - 1 times filling up of seams with acrylate latex filler TEKNOFILL 5770 A light filler, fastening of tape - 2 times filling up of seams with acrylate latex filler TEKNOFILL 5770 A light filler - 2 layers with acrylate latex paint TIMANTTI 60 A
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light fillerDATA SHEET no 1612
PAINT TYPE acrylate based filler
COLOUR light grey
GLOSS ( SS 18 41 84 at 60° )
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water
PAINTING METHOD * trowel
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
4
4-10
+580
59
acrylate paint
as agreed
TOP COAT
TIMANTTI 60 A1087
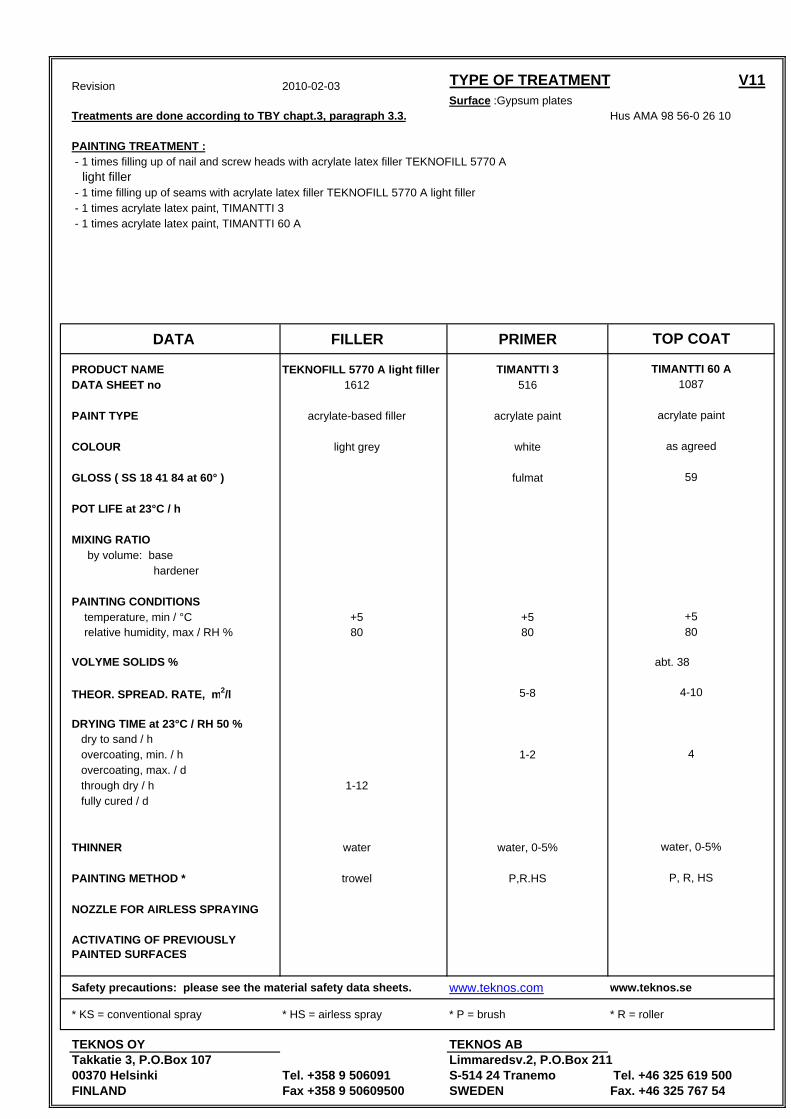
Revision 2010-02-03 TYPE OF TREATMENT V11Surface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 26 10
PAINTING TREATMENT : - 1 times filling up of nail and screw heads with acrylate latex filler TEKNOFILL 5770 A light filler - 1 time filling up of seams with acrylate latex filler TEKNOFILL 5770 A light filler - 1 times acrylate latex paint, TIMANTTI 3 - 1 times acrylate latex paint, TIMANTTI 60 A
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light filler TIMANTTI 3DATA SHEET no 1612 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l 5-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P,R.HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
water, 0-5%
P, R, HS
4
+580
4-10
as agreed
59
TOP COAT
TIMANTTI 60 A1087
acrylate paint
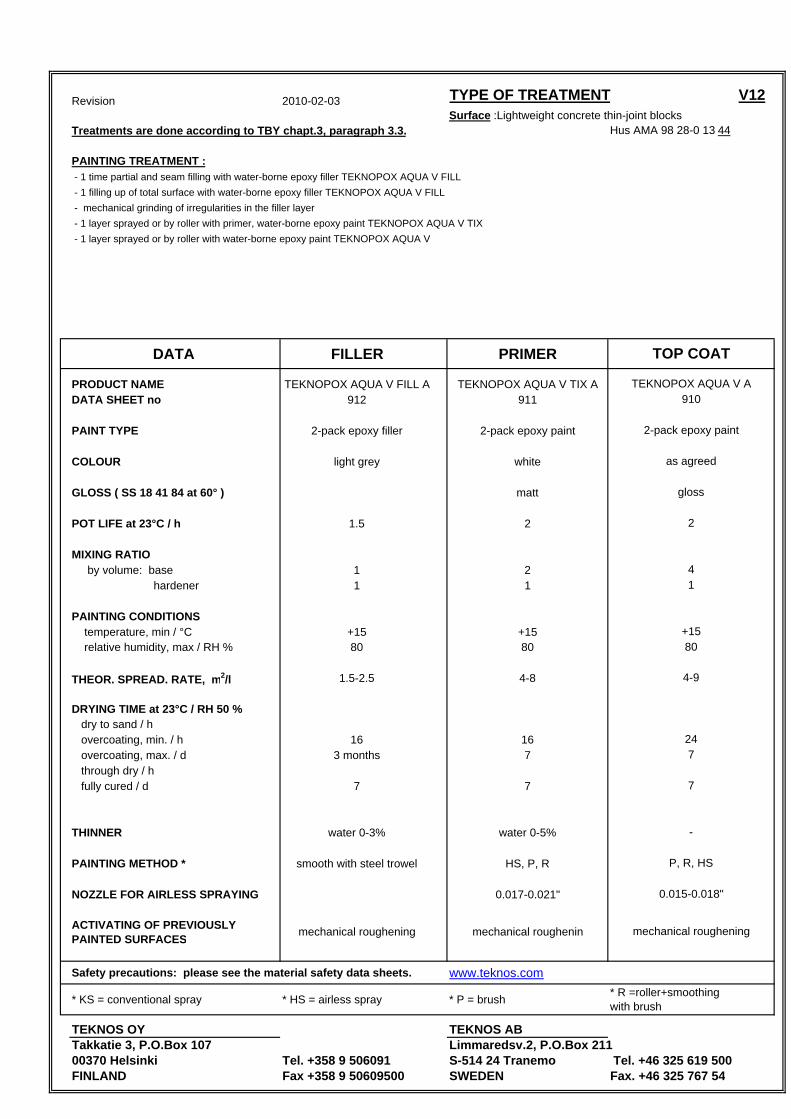
Revision 2010-02-03 TYPE OF TREATMENT V12Surface :Lightweight concrete thin-joint blocks
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 28-0 13 44
PAINTING TREATMENT : - 1 time partial and seam filling with water-borne epoxy filler TEKNOPOX AQUA V FILL - 1 filling up of total surface with water-borne epoxy filler TEKNOPOX AQUA V FILL - mechanical grinding of irregularities in the filler layer - 1 layer sprayed or by roller with primer, water-borne epoxy paint TEKNOPOX AQUA V TIX - 1 layer sprayed or by roller with water-borne epoxy paint TEKNOPOX AQUA V
DATA FILLER PRIMER
PRODUCT NAME TEKNOPOX AQUA V FILL A TEKNOPOX AQUA V TIX ADATA SHEET no 912 911
PAINT TYPE 2-pack epoxy filler 2-pack epoxy paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) matt
POT LIFE at 23°C / h 1.5 2
MIXING RATIO by volume: base 1 2 hardener 1 1
PAINTING CONDITIONS temperature, min / °C +15 +15 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 1.5-2.5 4-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 16 16 overcoating, max. / d 3 months 7 through dry / h fully cured / d 7 7
THINNER water 0-3% water 0-5%
PAINTING METHOD * smooth with steel trowel HS, P, R
NOZZLE FOR AIRLESS SPRAYING 0.017-0.021"
ACTIVATING OF PREVIOUSLY PAINTED SURFACES mechanical roughening mechanical roughenin
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller+smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
2-pack epoxy paint
as agreed
TOP COAT
TEKNOPOX AQUA V A910
41
gloss
2
4-9
+1580
7
-
247
P, R, HS
0.015-0.018"
mechanical roughening
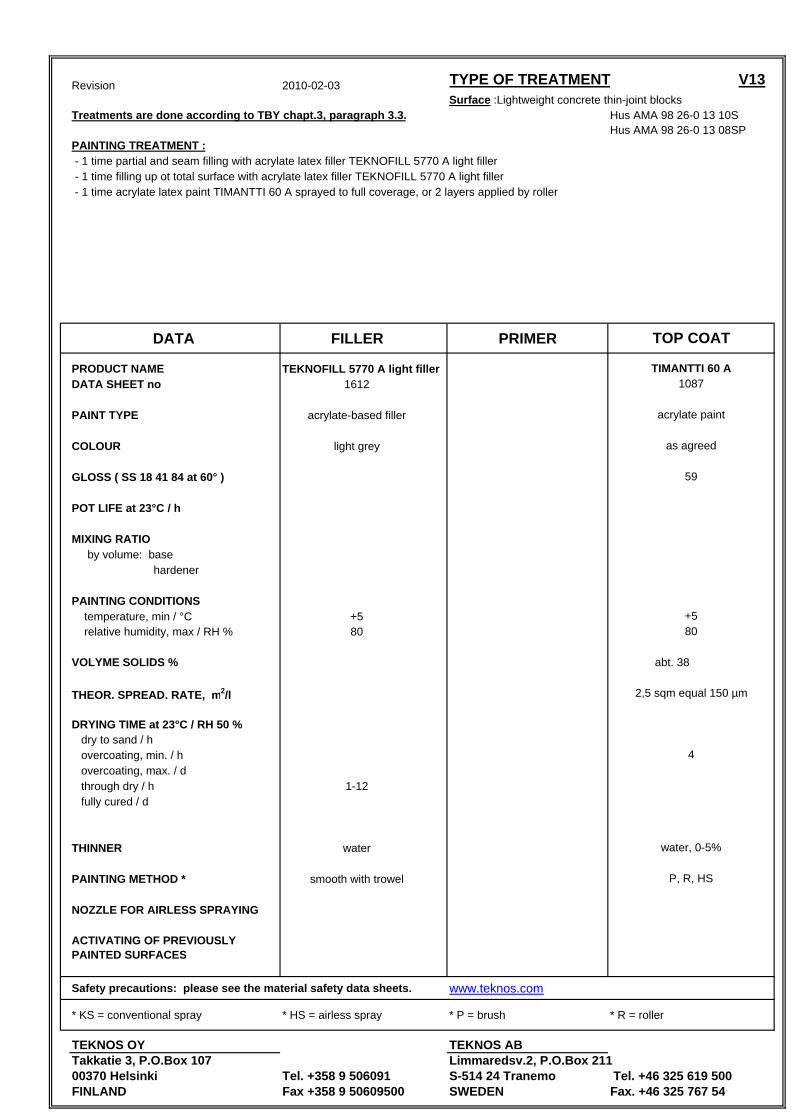
Revision 2010-02-03 TYPE OF TREATMENT V13Surface :Lightweight concrete thin-joint blocks
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 26-0 13 10SHus AMA 98 26-0 13 08SP
PAINTING TREATMENT : - 1 time partial and seam filling with acrylate latex filler TEKNOFILL 5770 A light filler - 1 time filling up ot total surface with acrylate latex filler TEKNOFILL 5770 A light filler - 1 time acrylate latex paint TIMANTTI 60 A sprayed to full coverage, or 2 layers applied by roller
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light fillerDATA SHEET no 1612
PAINT TYPE acrylate-based filler
COLOUR light grey
GLOSS ( SS 18 41 84 at 60° )
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt. 38
THEOR. SPREAD. RATE, m2/l
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water
PAINTING METHOD * smooth with trowel
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 60 A1087
acrylate paint
as agreed
59
water, 0-5%
+580
2,5 sqm equal 150 µm
4
P, R, HS
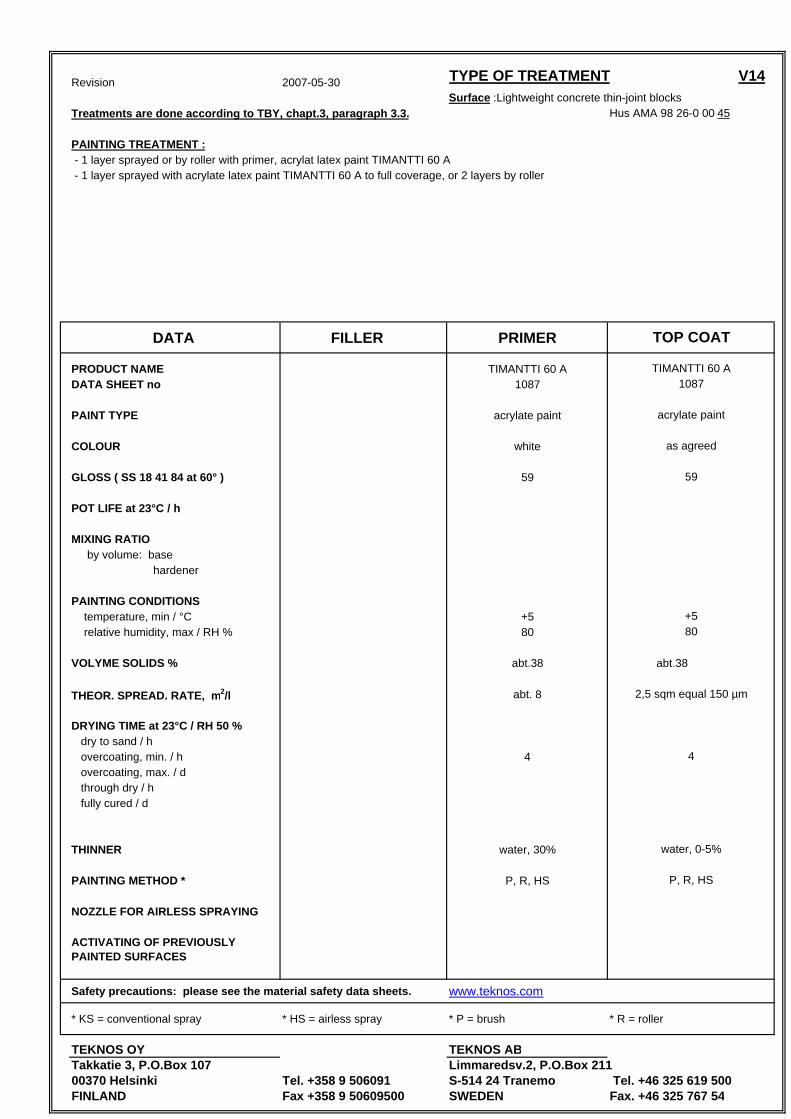
Revision 2007-05-30 TYPE OF TREATMENT V14Surface :Lightweight concrete thin-joint blocks
Treatments are done according to TBY, chapt.3, paragraph 3.3. Hus AMA 98 26-0 00 45
PAINTING TREATMENT : - 1 layer sprayed or by roller with primer, acrylat latex paint TIMANTTI 60 A - 1 layer sprayed with acrylate latex paint TIMANTTI 60 A to full coverage, or 2 layers by roller
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 60 ADATA SHEET no 1087
PAINT TYPE acrylate paint
COLOUR white
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt.38 abt.38
THEOR. SPREAD. RATE, m2/l abt. 8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h fully cured / d
THINNER water, 30%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 60 A1087
acrylate paint
as agreed
59
+580
2,5 sqm equal 150 µm
4
water, 0-5%
P, R, HS
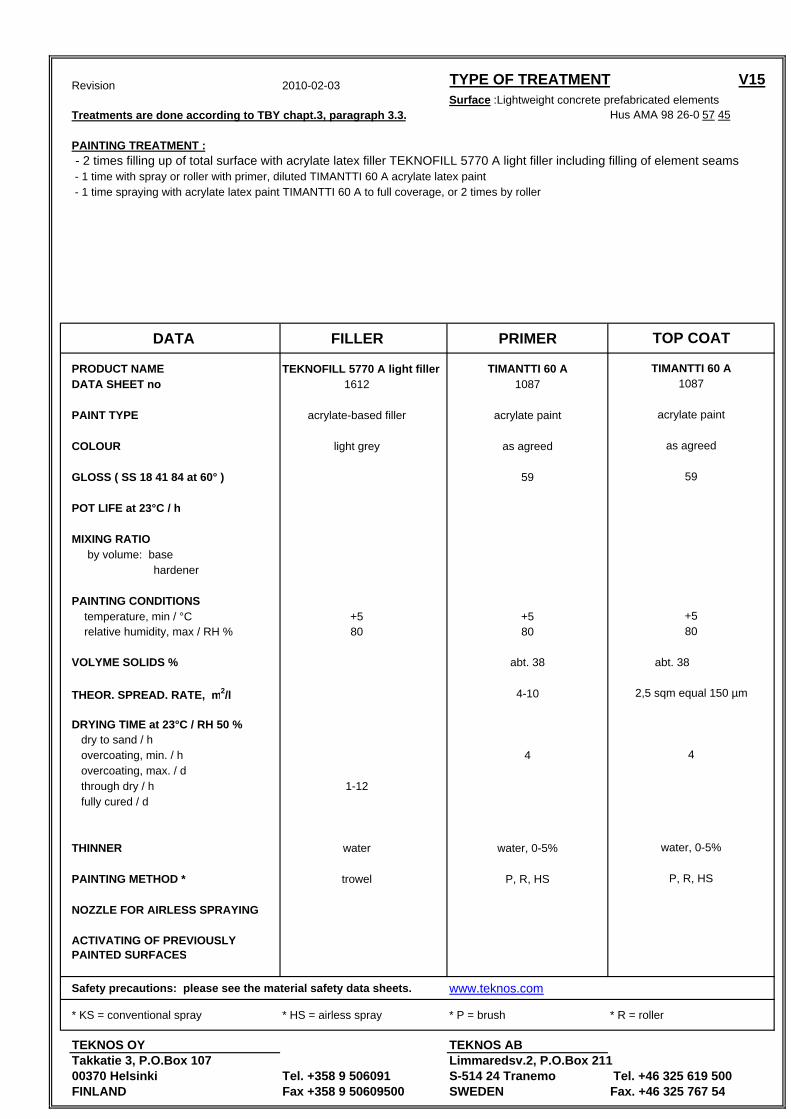
Revision 2010-02-03 TYPE OF TREATMENT V15Surface :Lightweight concrete prefabricated elements
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 26-0 57 45
PAINTING TREATMENT : - 2 times filling up of total surface with acrylate latex filler TEKNOFILL 5770 A light filler including filling of element seams - 1 time with spray or roller with primer, diluted TIMANTTI 60 A acrylate latex paint - 1 time spraying with acrylate latex paint TIMANTTI 60 A to full coverage, or 2 times by roller
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light filler TIMANTTI 60 ADATA SHEET no 1612 1087
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
VOLYME SOLIDS % abt. 38 abt. 38
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
water, 0-5%
P, R, HS
4
+580
2,5 sqm equal 150 µm
as agreed
59
TOP COAT
TIMANTTI 60 A1087
acrylate paint
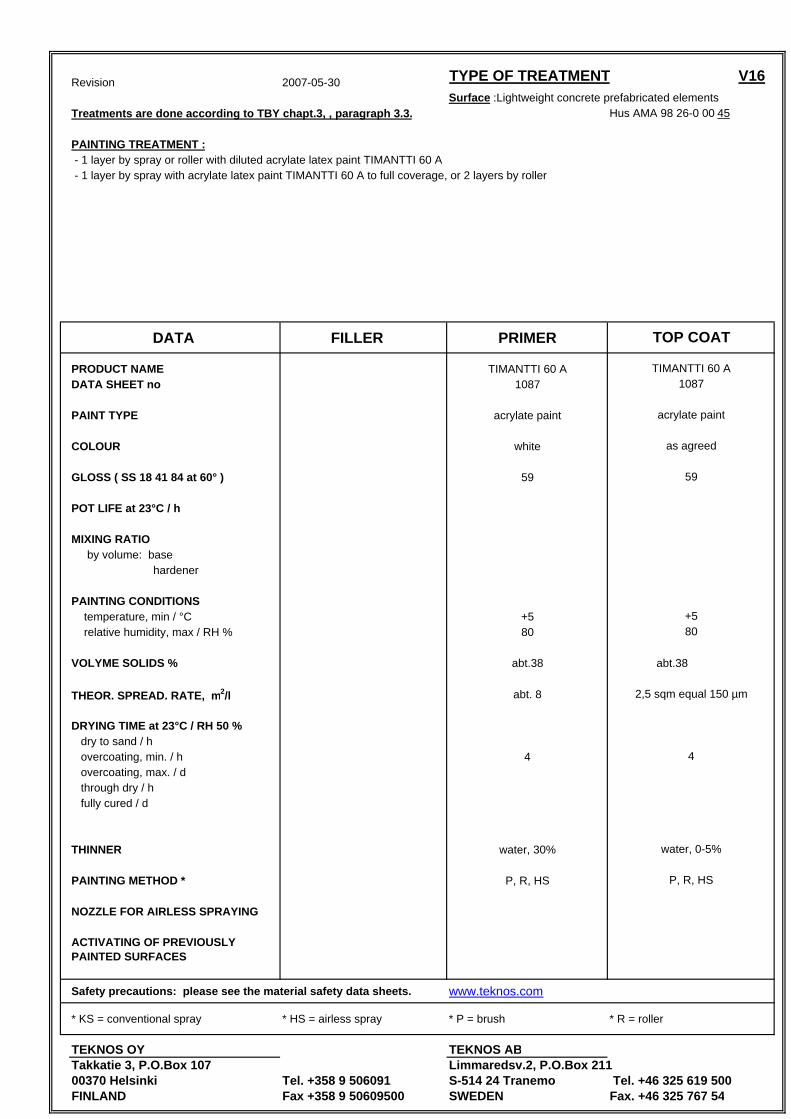
Revision 2007-05-30 TYPE OF TREATMENT V16Surface :Lightweight concrete prefabricated elements
Treatments are done according to TBY chapt.3, , paragraph 3.3. Hus AMA 98 26-0 00 45
PAINTING TREATMENT : - 1 layer by spray or roller with diluted acrylate latex paint TIMANTTI 60 A - 1 layer by spray with acrylate latex paint TIMANTTI 60 A to full coverage, or 2 layers by roller
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 60 ADATA SHEET no 1087
PAINT TYPE acrylate paint
COLOUR white
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLYME SOLIDS % abt.38 abt.38
THEOR. SPREAD. RATE, m2/l abt. 8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h fully cured / d
THINNER water, 30%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
4
2,5 sqm equal 150 µm
+580
59
acrylate paint
as agreed
TOP COAT
TIMANTTI 60 A1087
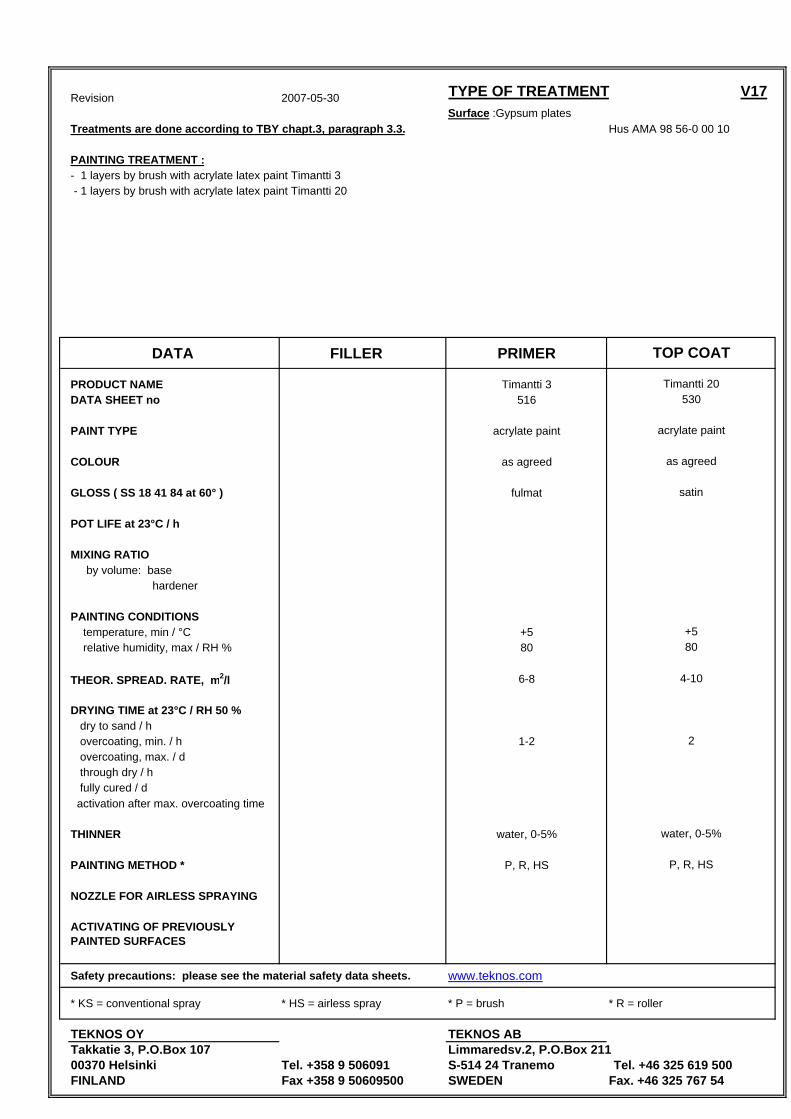
Revision 2007-05-30 TYPE OF TREATMENT V17Surface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 00 10
PAINTING TREATMENT :- 1 layers by brush with acrylate latex paint Timantti 3 - 1 layers by brush with acrylate latex paint Timantti 20
DATA FILLER PRIMER
PRODUCT NAME Timantti 3DATA SHEET no 516
PAINT TYPE acrylate paint
COLOUR as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h fully cured / d activation after max. overcoating time
THINNER water, 0-5%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
Timantti 20530
acrylate paint
as agreed
satin
+580
4-10
2
water, 0-5%
P, R, HS
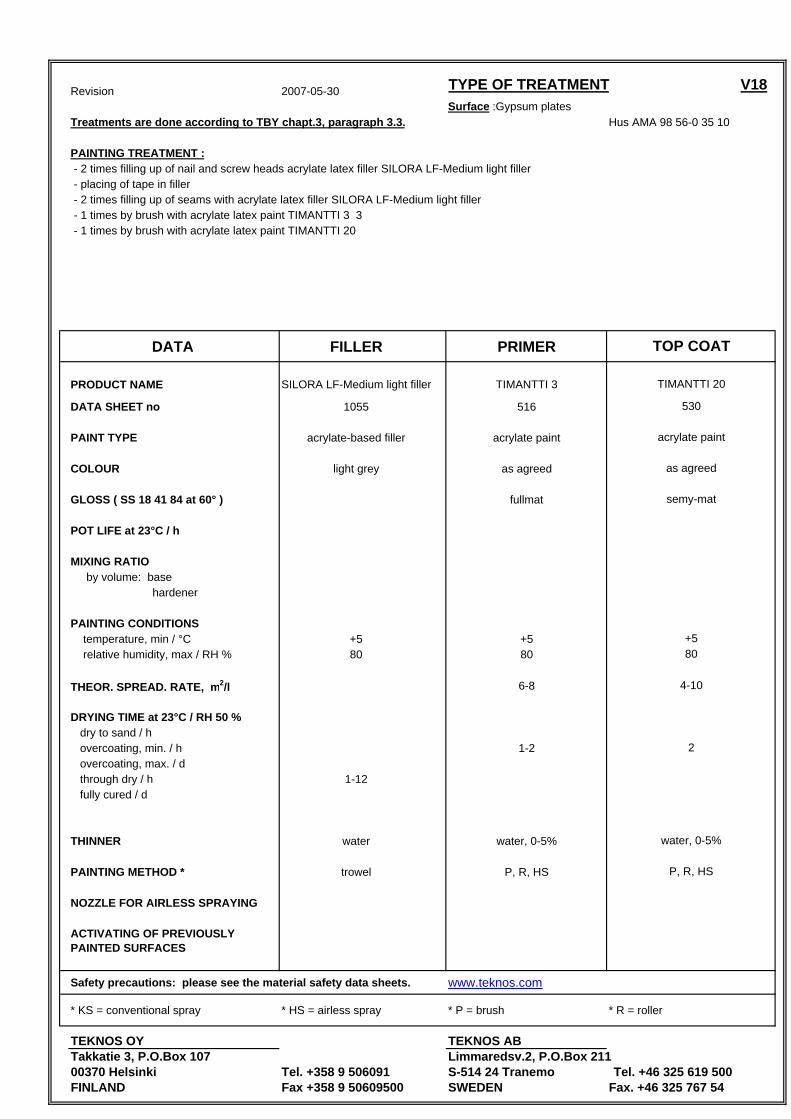
Revision 2007-05-30 TYPE OF TREATMENT V18Surface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 35 10
PAINTING TREATMENT : - 2 times filling up of nail and screw heads acrylate latex filler SILORA LF-Medium light filler - placing of tape in filler - 2 times filling up of seams with acrylate latex filler SILORA LF-Medium light filler - 1 times by brush with acrylate latex paint TIMANTTI 3 3 - 1 times by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fullmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TOP COAT
TIMANTTI 20
530
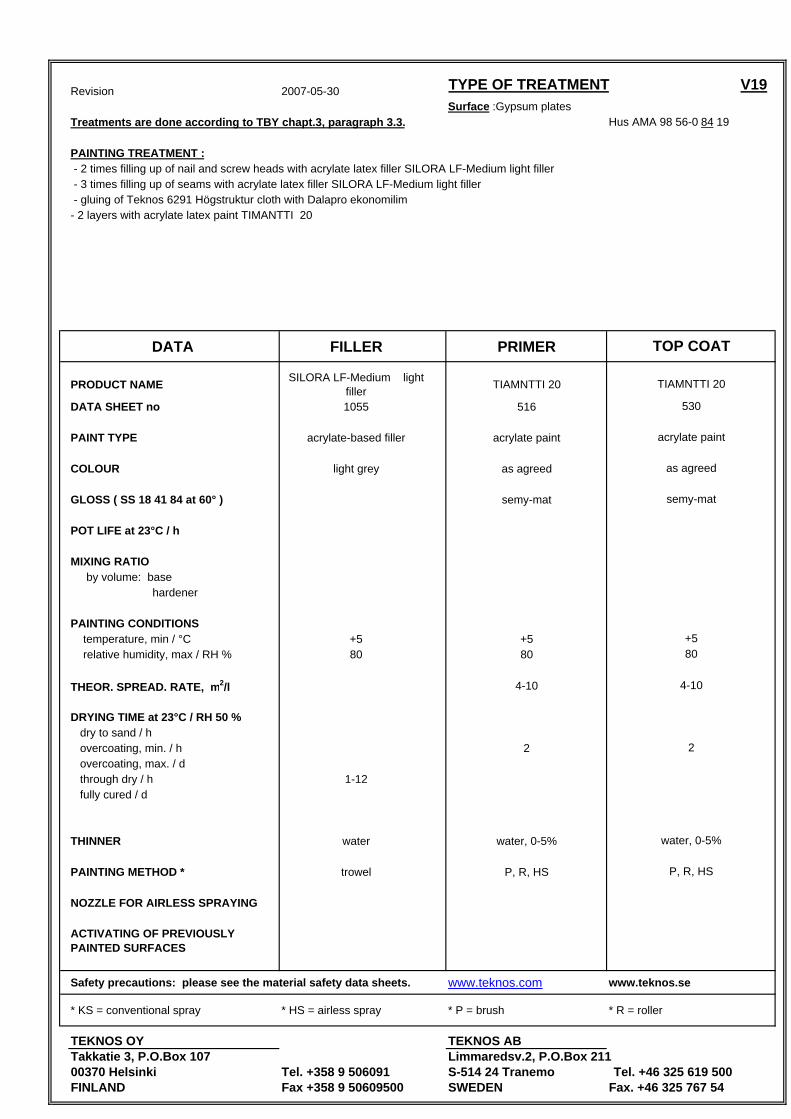
Revision 2007-05-30 TYPE OF TREATMENT V19Surface :Gypsum plates
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 56-0 84 19
PAINTING TREATMENT : - 2 times filling up of nail and screw heads with acrylate latex filler SILORA LF-Medium light filler - 3 times filling up of seams with acrylate latex filler SILORA LF-Medium light filler - gluing of Teknos 6291 Högstruktur cloth with Dalapro ekonomilim- 2 layers with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIAMNTTI 20
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) semy-mat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TOP COAT
TIAMNTTI 20
530
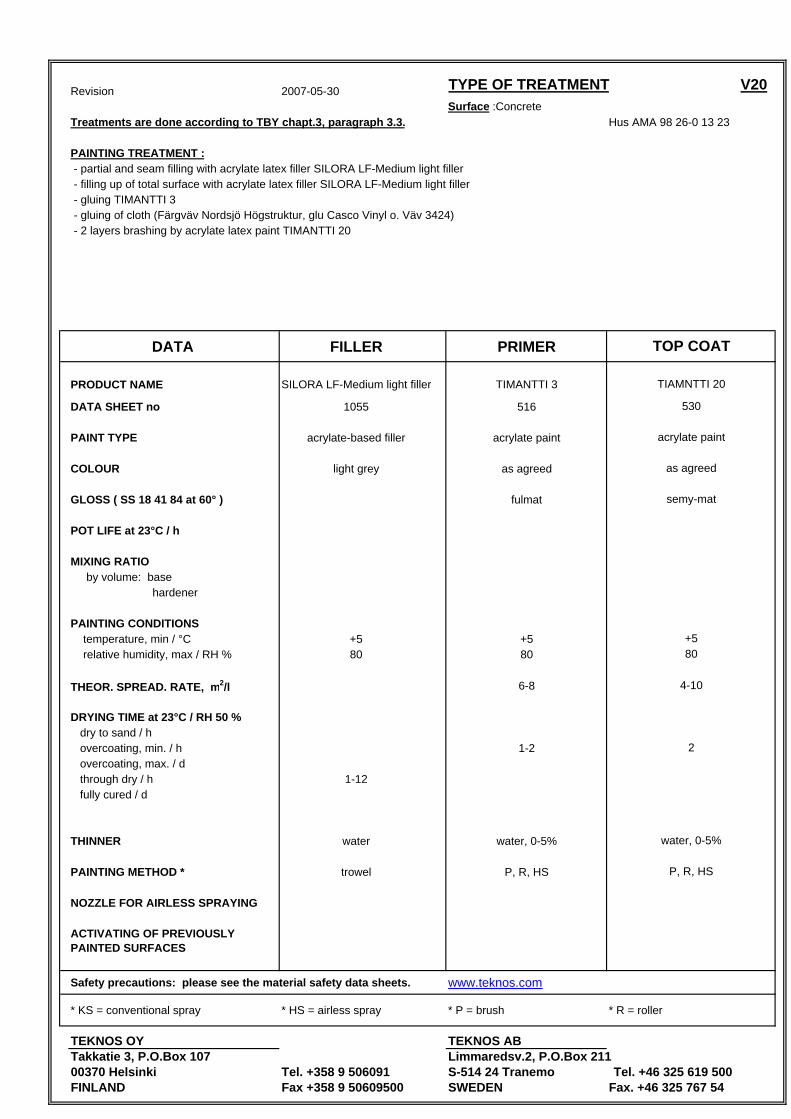
Revision 2007-05-30 TYPE OF TREATMENT V20Surface :Concrete
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 26-0 13 23
PAINTING TREATMENT : - partial and seam filling with acrylate latex filler SILORA LF-Medium light filler - filling up of total surface with acrylate latex filler SILORA LF-Medium light filler - gluing TIMANTTI 3 - gluing of cloth (Färgväv Nordsjö Högstruktur, glu Casco Vinyl o. Väv 3424) - 2 layers brashing by acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TOP COAT
TIAMNTTI 20
530
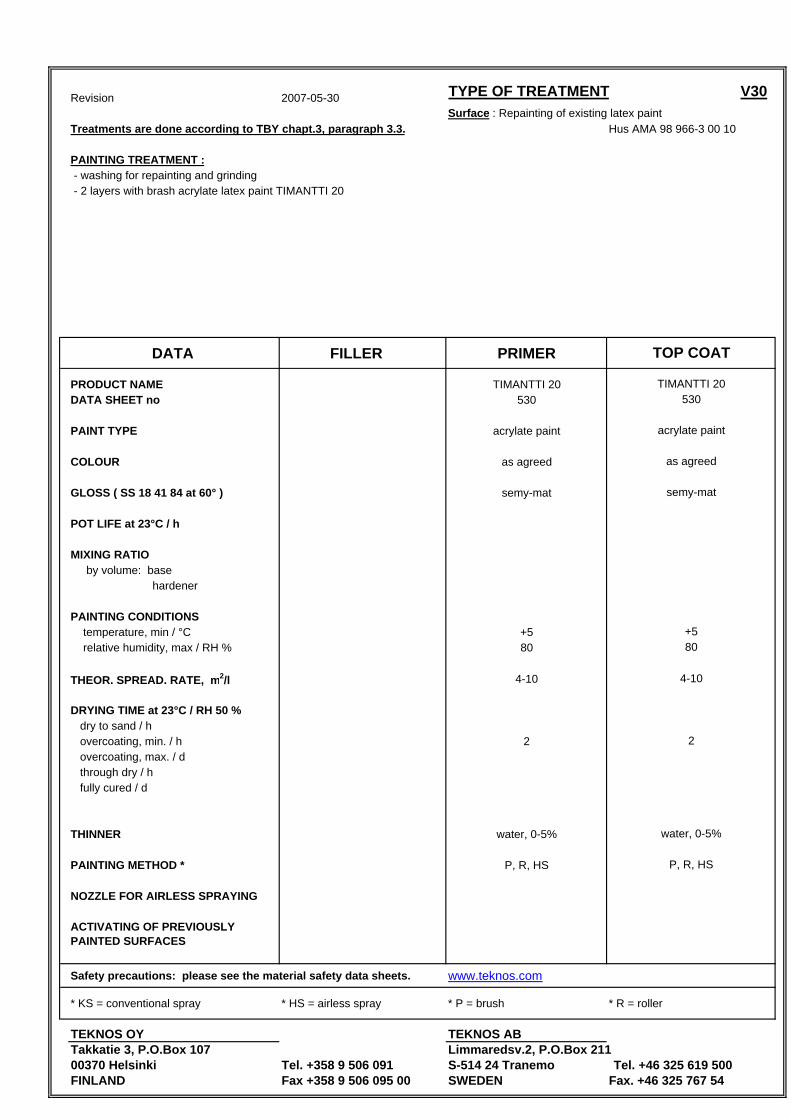
Revision 2007-05-30 TYPE OF TREATMENT V30Surface : Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 00 10
PAINTING TREATMENT : - washing for repainting and grinding - 2 layers with brash acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 20DATA SHEET no 530
PAINT TYPE acrylate paint
COLOUR as agreed
GLOSS ( SS 18 41 84 at 60° ) semy-mat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h fully cured / d
THINNER water, 0-5%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TOP COAT
TIMANTTI 20530
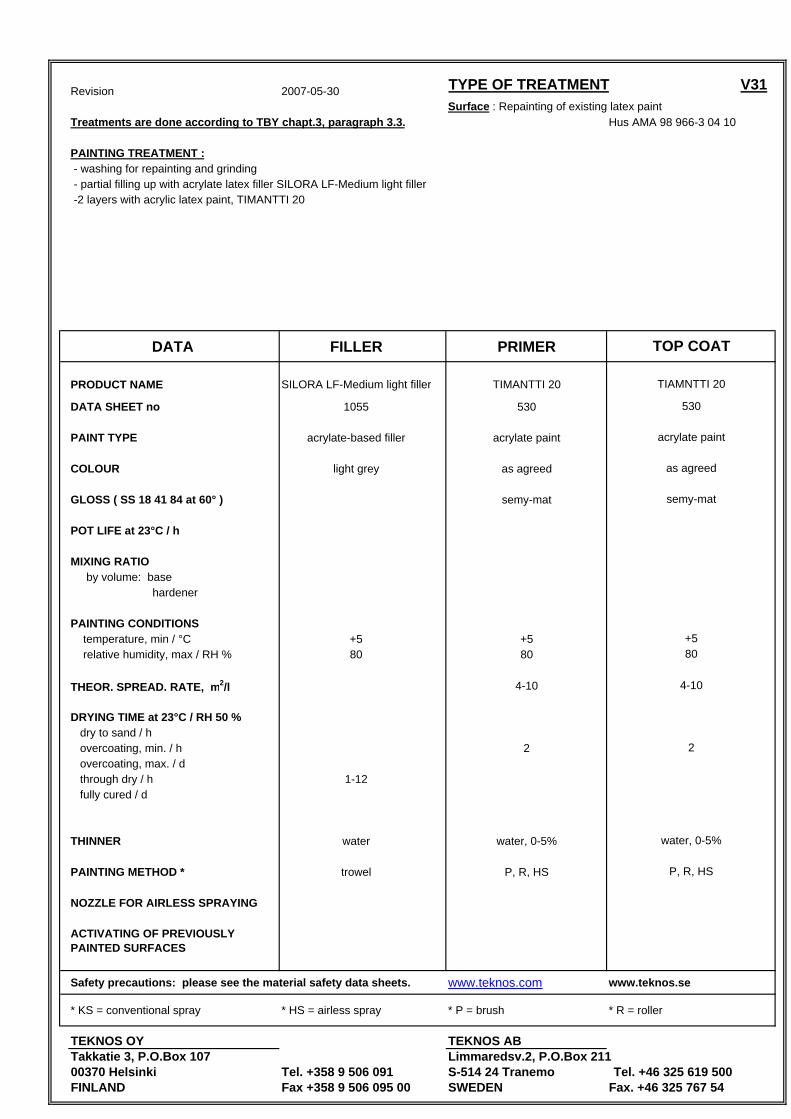
Revision 2007-05-30 TYPE OF TREATMENT V31Surface : Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 04 10
PAINTING TREATMENT : - washing for repainting and grinding - partial filling up with acrylate latex filler SILORA LF-Medium light filler -2 layers with acrylic latex paint, TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 20
DATA SHEET no 1055 530
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) semy-mat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TOP COAT
TIAMNTTI 20
530
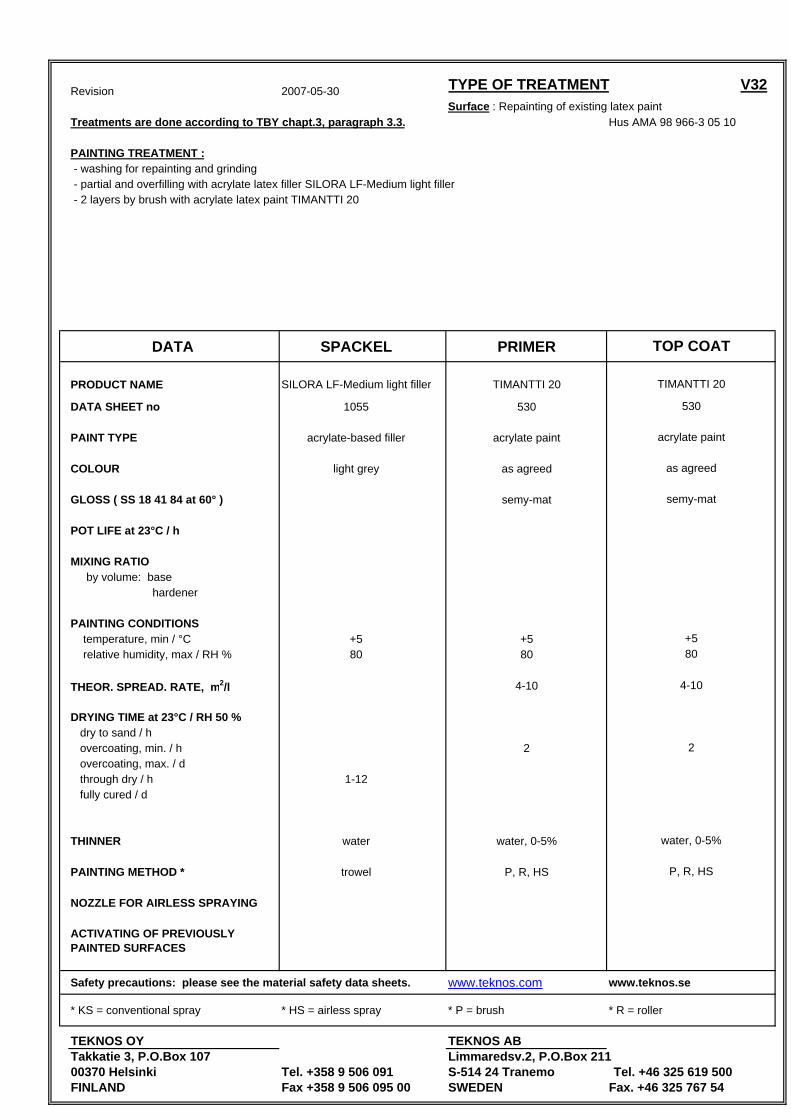
Revision 2007-05-30 TYPE OF TREATMENT V32Surface : Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 05 10
PAINTING TREATMENT : - washing for repainting and grinding - partial and overfilling with acrylate latex filler SILORA LF-Medium light filler - 2 layers by brush with acrylate latex paint TIMANTTI 20
DATA SPACKEL PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 20
DATA SHEET no 1055 530
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) semy-mat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 20
530
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
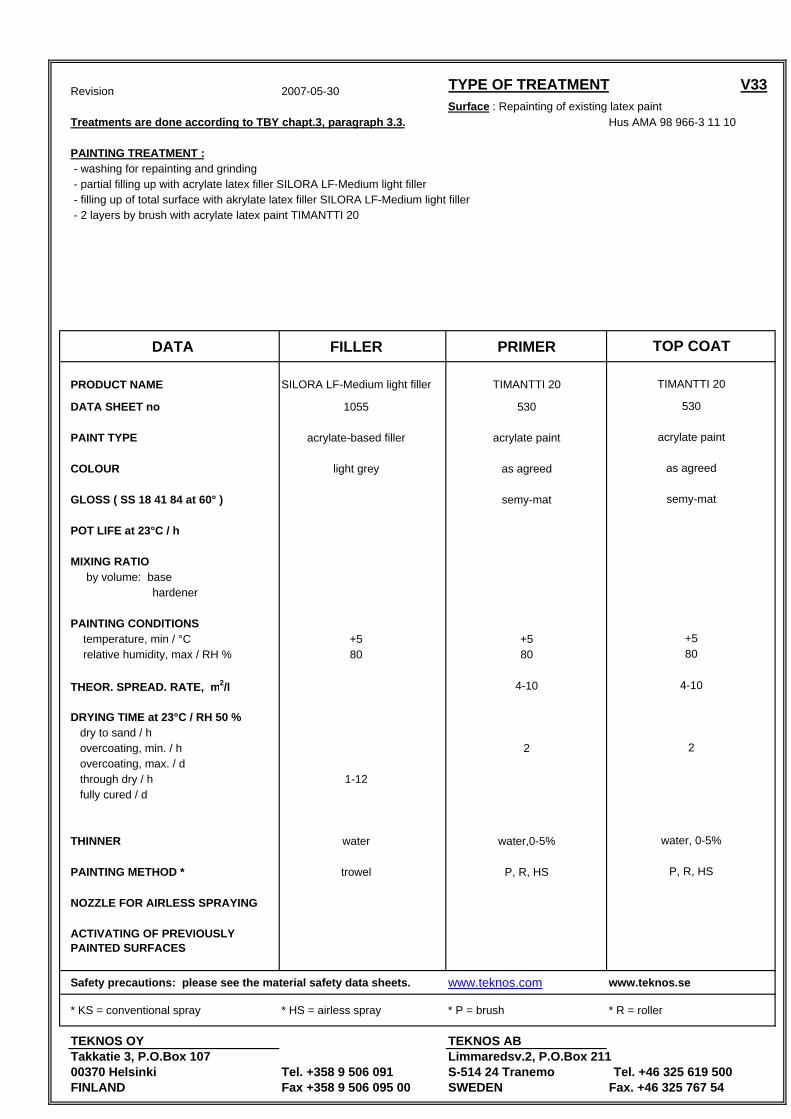
Revision 2007-05-30 TYPE OF TREATMENT V33Surface : Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 11 10
PAINTING TREATMENT : - washing for repainting and grinding - partial filling up with acrylate latex filler SILORA LF-Medium light filler - filling up of total surface with akrylate latex filler SILORA LF-Medium light filler - 2 layers by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 20
DATA SHEET no 1055 530
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) semy-mat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water,0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 20
530
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
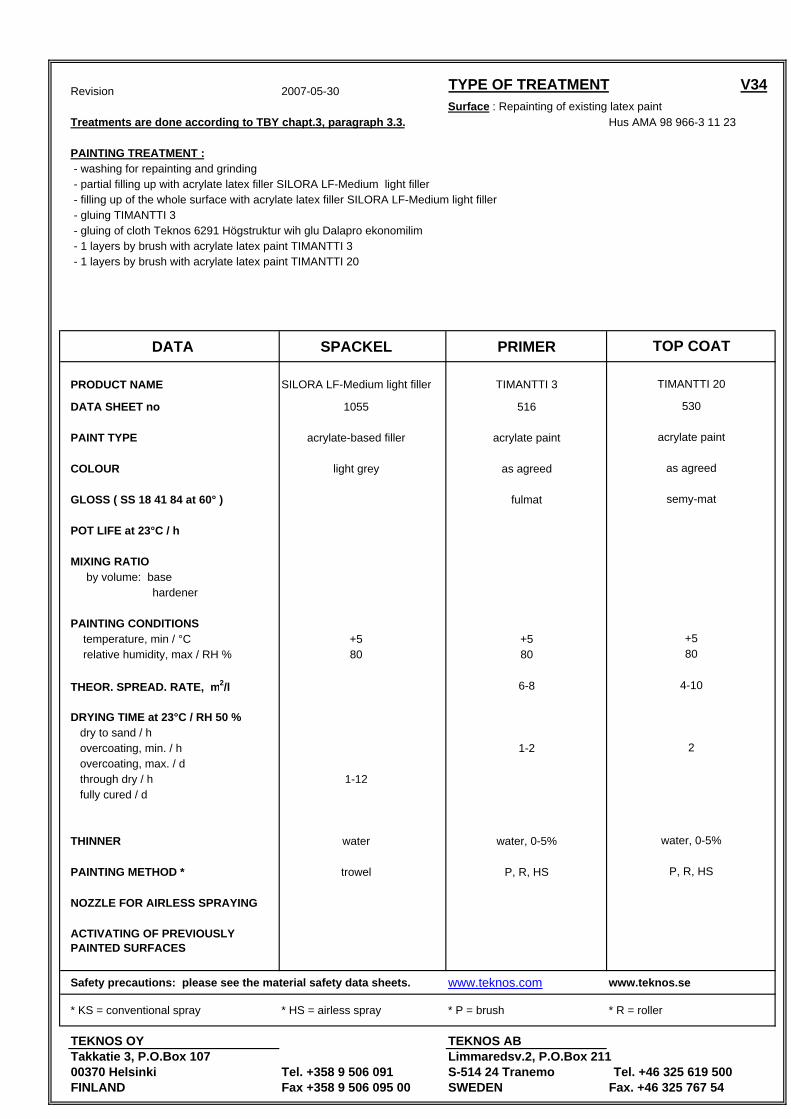
Revision 2007-05-30 TYPE OF TREATMENT V34Surface : Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 11 23
PAINTING TREATMENT : - washing for repainting and grinding - partial filling up with acrylate latex filler SILORA LF-Medium light filler - filling up of the whole surface with acrylate latex filler SILORA LF-Medium light filler - gluing TIMANTTI 3 - gluing of cloth Teknos 6291 Högstruktur wih glu Dalapro ekonomilim - 1 layers by brush with acrylate latex paint TIMANTTI 3 - 1 layers by brush with acrylate latex paint TIMANTTI 20
DATA SPACKEL PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TIMANTTI 20
530
TOP COAT
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
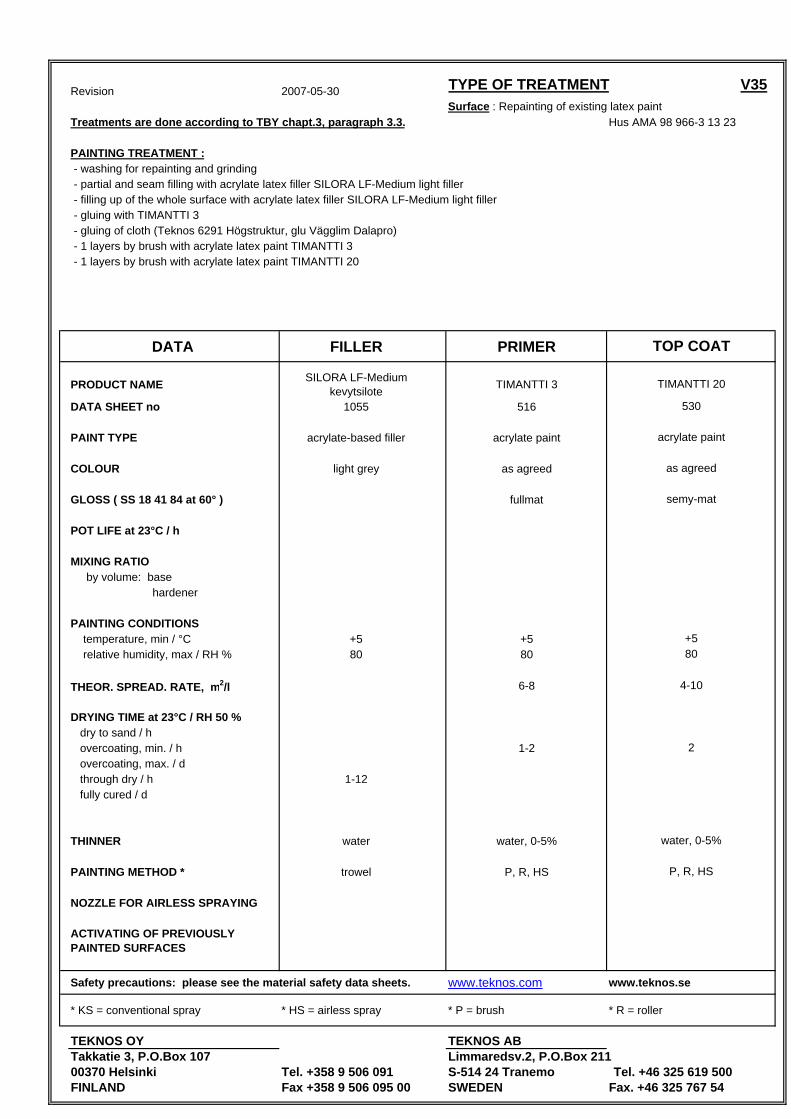
Revision 2007-05-30 TYPE OF TREATMENT V35Surface : Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 13 23
PAINTING TREATMENT : - washing for repainting and grinding - partial and seam filling with acrylate latex filler SILORA LF-Medium light filler - filling up of the whole surface with acrylate latex filler SILORA LF-Medium light filler - gluing with TIMANTTI 3 - gluing of cloth (Teknos 6291 Högstruktur, glu Vägglim Dalapro) - 1 layers by brush with acrylate latex paint TIMANTTI 3 - 1 layers by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium kevytsilote TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fullmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 20
530
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
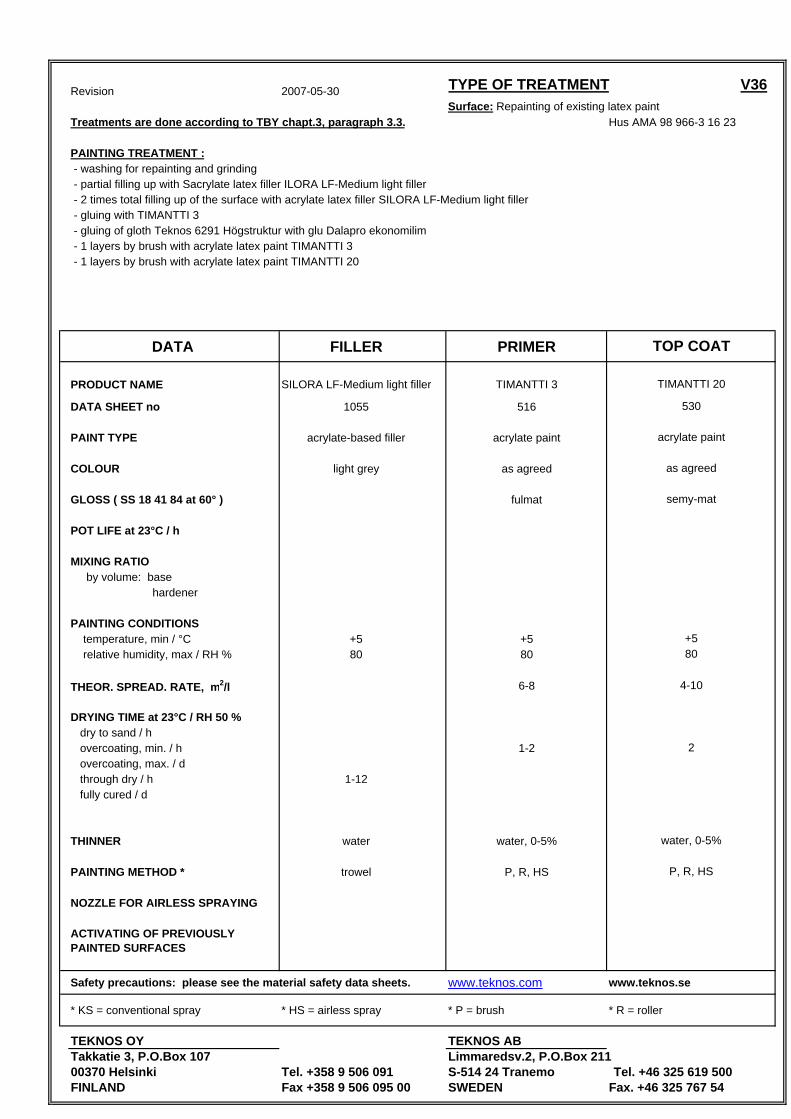
Revision 2007-05-30 TYPE OF TREATMENT V36Surface: Repainting of existing latex paint
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 966-3 16 23
PAINTING TREATMENT : - washing for repainting and grinding - partial filling up with Sacrylate latex filler ILORA LF-Medium light filler - 2 times total filling up of the surface with acrylate latex filler SILORA LF-Medium light filler - gluing with TIMANTTI 3 - gluing of gloth Teknos 6291 Högstruktur with glu Dalapro ekonomilim - 1 layers by brush with acrylate latex paint TIMANTTI 3 - 1 layers by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TIMANTTI 20
530
TOP COAT
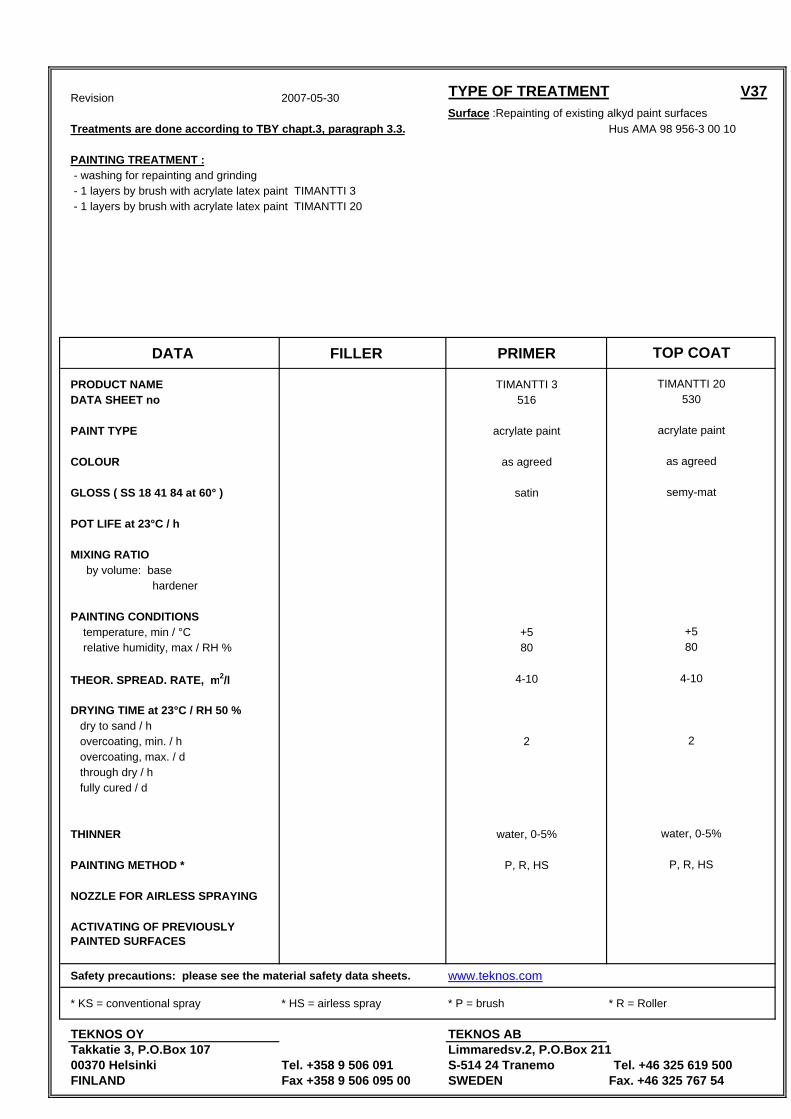
Revision 2007-05-30 TYPE OF TREATMENT V37Surface :Repainting of existing alkyd paint surfaces
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 956-3 00 10
PAINTING TREATMENT : - washing for repainting and grinding - 1 layers by brush with acrylate latex paint TIMANTTI 3 - 1 layers by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 3DATA SHEET no 516
PAINT TYPE acrylate paint
COLOUR as agreed
GLOSS ( SS 18 41 84 at 60° ) satin
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h fully cured / d
THINNER water, 0-5%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R = Roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 20530
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
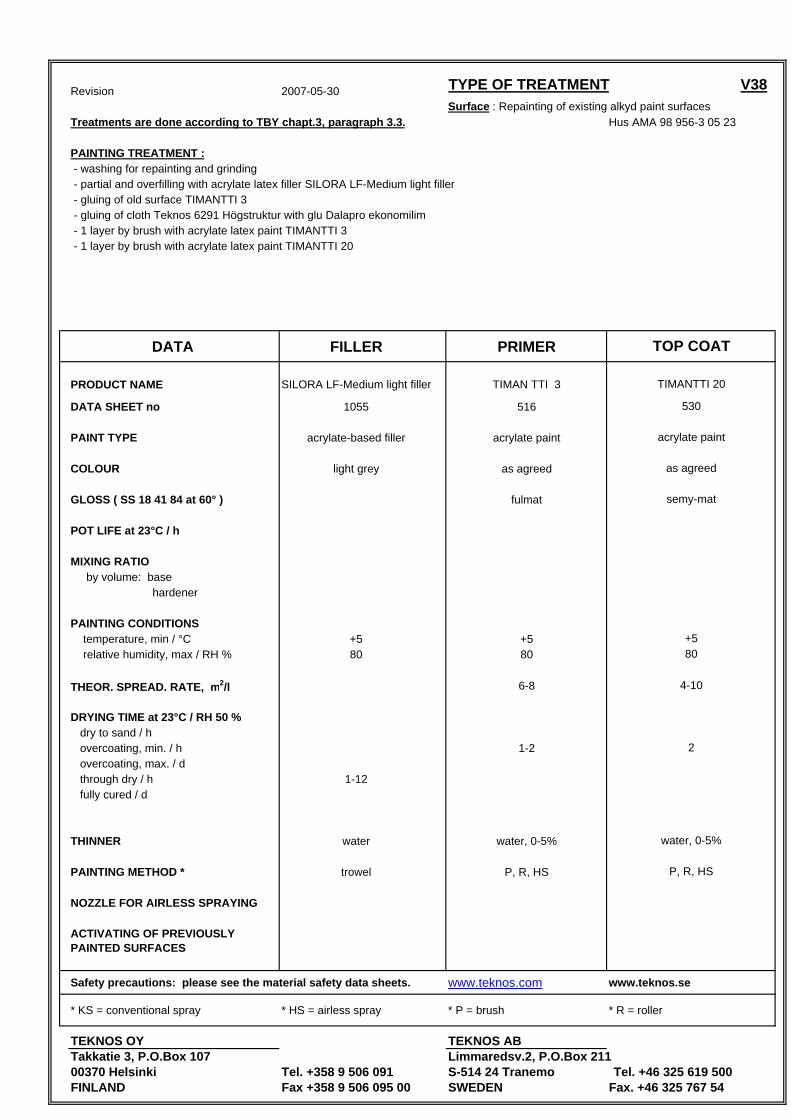
Revision 2007-05-30 TYPE OF TREATMENT V38Surface : Repainting of existing alkyd paint surfaces
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 956-3 05 23
PAINTING TREATMENT : - washing for repainting and grinding - partial and overfilling with acrylate latex filler SILORA LF-Medium light filler - gluing of old surface TIMANTTI 3 - gluing of cloth Teknos 6291 Högstruktur with glu Dalapro ekonomilim - 1 layer by brush with acrylate latex paint TIMANTTI 3 - 1 layer by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMAN TTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R = roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
4-10
+580
semy-mat
acrylate paint
as agreed
TOP COAT
TIMANTTI 20
530
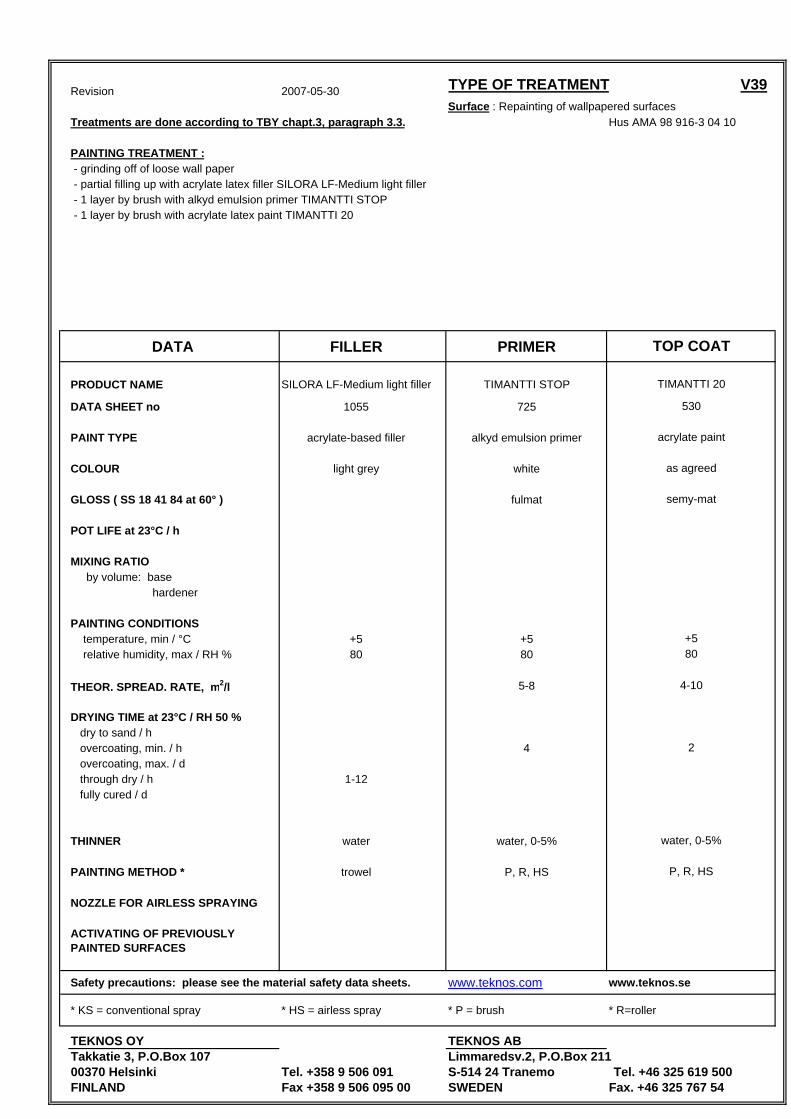
Revision 2007-05-30 TYPE OF TREATMENT V39Surface : Repainting of wallpapered surfaces
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 916-3 04 10
PAINTING TREATMENT : - grinding off of loose wall paper - partial filling up with acrylate latex filler SILORA LF-Medium light filler - 1 layer by brush with alkyd emulsion primer TIMANTTI STOP - 1 layer by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI STOP
DATA SHEET no 1055 725
PAINT TYPE acrylate-based filler alkyd emulsion primer
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 5-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 20
530
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
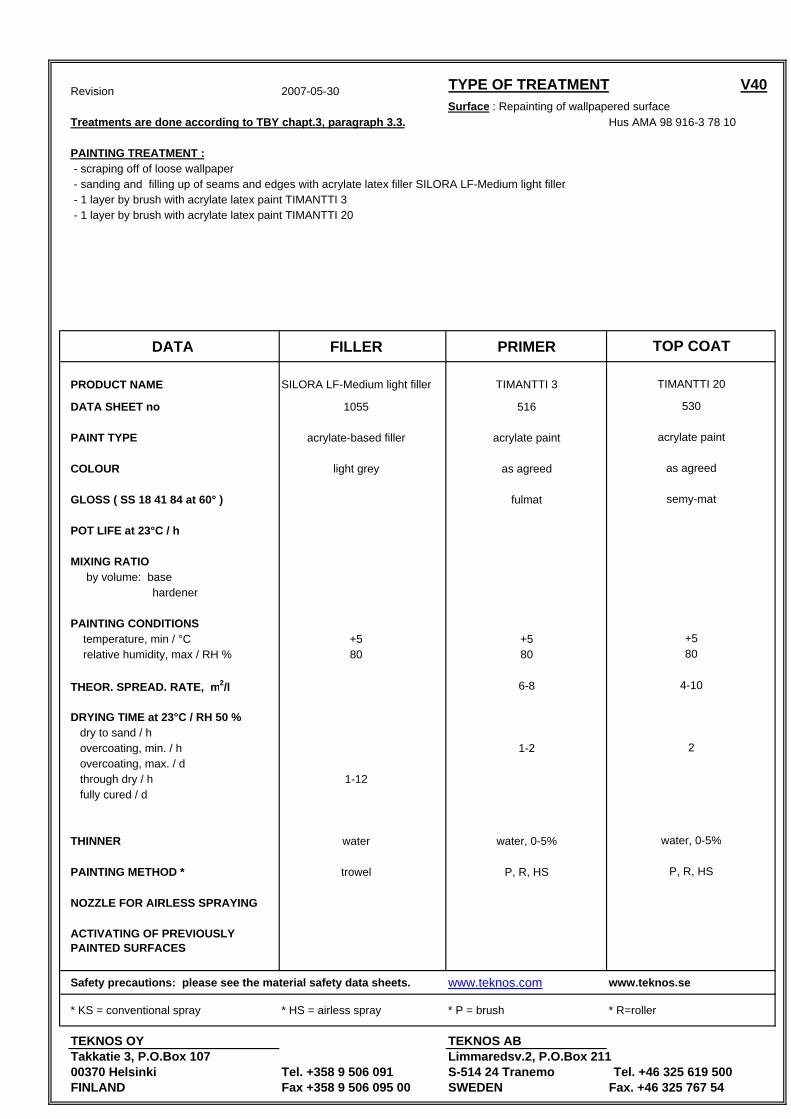
Revision 2007-05-30 TYPE OF TREATMENT V40Surface : Repainting of wallpapered surface
Treatments are done according to TBY chapt.3, paragraph 3.3. Hus AMA 98 916-3 78 10
PAINTING TREATMENT : - scraping off of loose wallpaper - sanding and filling up of seams and edges with acrylate latex filler SILORA LF-Medium light filler - 1 layer by brush with acrylate latex paint TIMANTTI 3 - 1 layer by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium light filler TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
TOP COAT
TIMANTTI 20
530
acrylate paint
as agreed
semy-mat
+580
4-10
2
water, 0-5%
P, R, HS
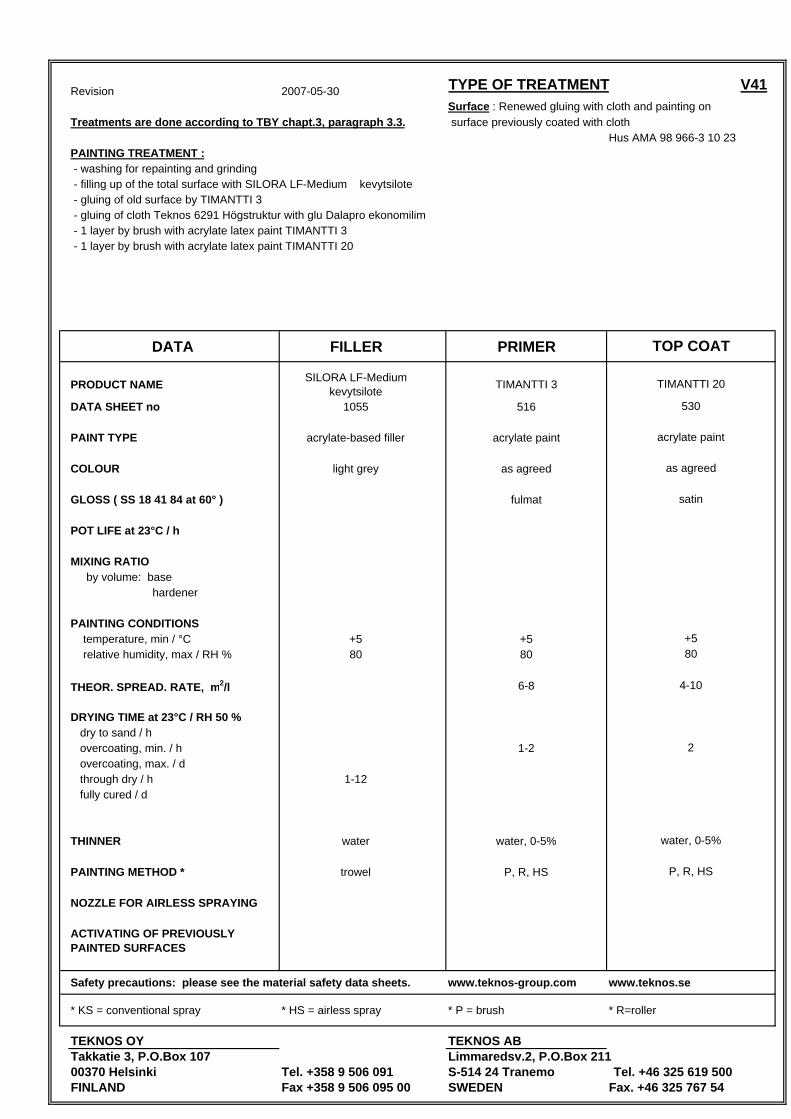
Revision 2007-05-30 TYPE OF TREATMENT V41Surface : Renewed gluing with cloth and painting on
Treatments are done according to TBY chapt.3, paragraph 3.3. surface previously coated with clothHus AMA 98 966-3 10 23
PAINTING TREATMENT : - washing for repainting and grinding - filling up of the total surface with SILORA LF-Medium kevytsilote - gluing of old surface by TIMANTTI 3 - gluing of cloth Teknos 6291 Högstruktur with glu Dalapro ekonomilim - 1 layer by brush with acrylate latex paint TIMANTTI 3 - 1 layer by brush with acrylate latex paint TIMANTTI 20
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium kevytsilote TIMANTTI 3
DATA SHEET no 1055 516
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) fulmat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 6-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 1-2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos-group.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 506 095 00 SWEDEN Fax. +46 325 767 54
acrylate paint
as agreed
TOP COAT
TIMANTTI 20
530
satin
4-10
+580
water, 0-5%
2
P, R, HS

Approved Paint Systems for TBY
Edition 2
42(75)
2.3.4.3 Ceiling
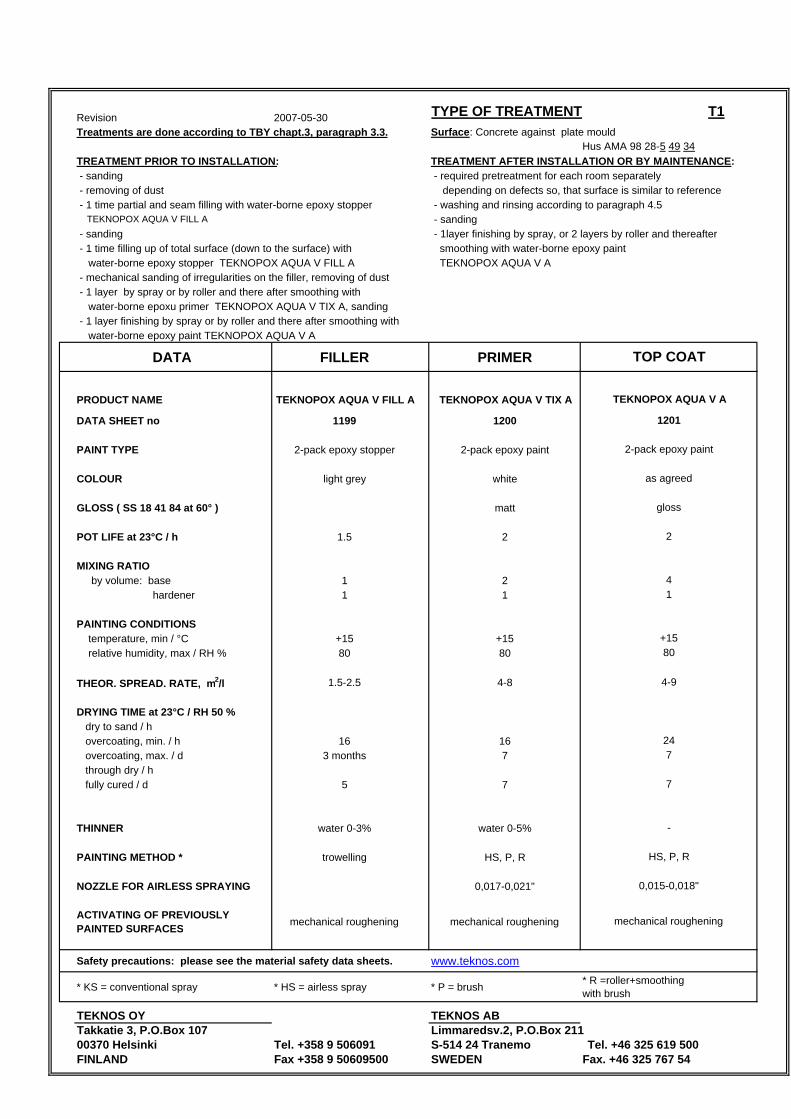
Revision 2007-05-30 TYPE OF TREATMENT T1Treatments are done according to TBY chapt.3, paragraph 3.3. Surface: Concrete against plate mould
Hus AMA 98 28-5 49 34TREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION OR BY MAINTENANCE: - sanding - required pretreatment for each room separately - removing of dust depending on defects so, that surface is similar to reference - 1 time partial and seam filling with water-borne epoxy stopper - washing and rinsing according to paragraph 4.5 TEKNOPOX AQUA V FILL A - sanding - sanding - 1layer finishing by spray, or 2 layers by roller and thereafter - 1 time filling up of total surface (down to the surface) with smoothing with water-borne epoxy paint water-borne epoxy stopper TEKNOPOX AQUA V FILL A TEKNOPOX AQUA V A - mechanical sanding of irregularities on the filler, removing of dust - 1 layer by spray or by roller and there after smoothing with water-borne epoxu primer TEKNOPOX AQUA V TIX A, sanding - 1 layer finishing by spray or by roller and there after smoothing with water-borne epoxy paint TEKNOPOX AQUA V A
DATA FILLER PRIMER
PRODUCT NAME TEKNOPOX AQUA V FILL A TEKNOPOX AQUA V TIX A
DATA SHEET no 1199 1200
PAINT TYPE 2-pack epoxy stopper 2-pack epoxy paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) matt
POT LIFE at 23°C / h 1.5 2
MIXING RATIO by volume: base 1 2 hardener 1 1
PAINTING CONDITIONS temperature, min / °C +15 +15 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 1.5-2.5 4-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 16 16 overcoating, max. / d 3 months 7 through dry / h fully cured / d 5 7
THINNER water 0-3% water 0-5%
PAINTING METHOD * trowelling HS, P, R
NOZZLE FOR AIRLESS SPRAYING 0,017-0,021"
ACTIVATING OF PREVIOUSLY PAINTED SURFACES mechanical roughening mechanical roughening
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R =roller+smoothing with brush
TEKNOS OY TEKNOS AB Takkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
HS, P, R
0,015-0,018"
mechanical roughening
7
-
247
4-9
+1580
41
gloss
2
2-pack epoxy paint
as agreed
TOP COAT
TEKNOPOX AQUA V A
1201
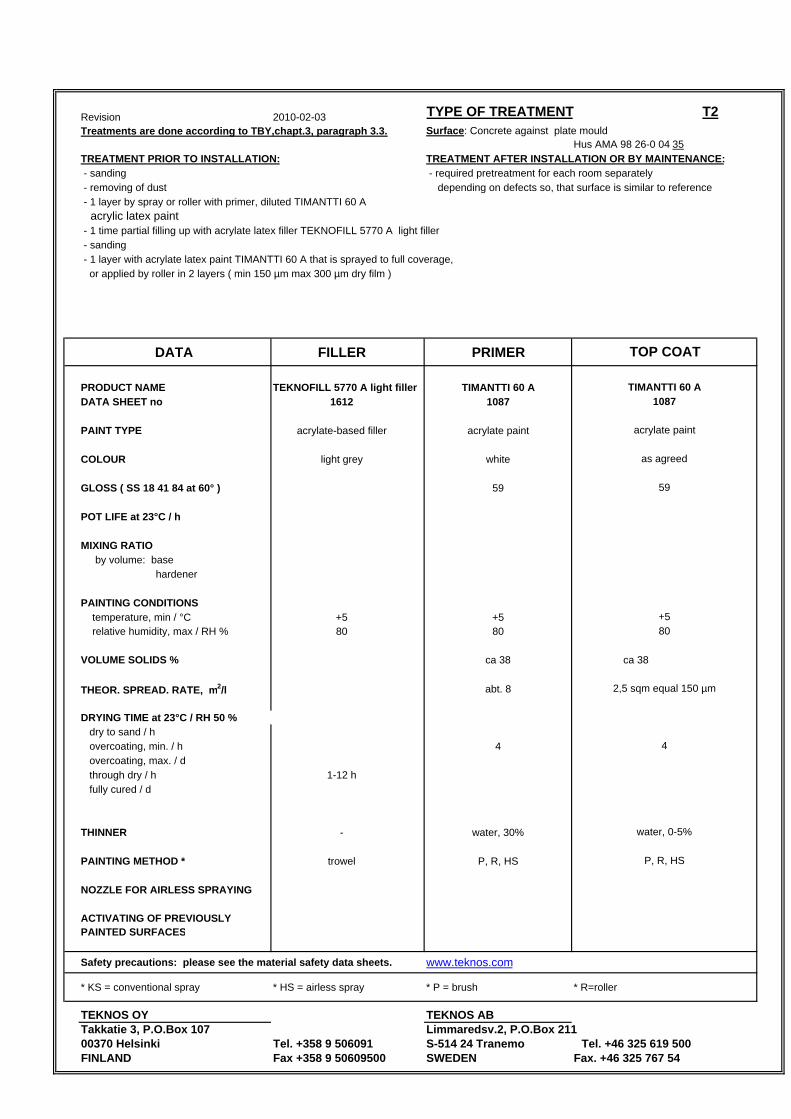
Revision 2010-02-03 TYPE OF TREATMENT T2Treatments are done according to TBY,chapt.3, paragraph 3.3. Surface: Concrete against plate mould
Hus AMA 98 26-0 04 35TREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION OR BY MAINTENANCE: - sanding - required pretreatment for each room separately - removing of dust depending on defects so, that surface is similar to reference - 1 layer by spray or roller with primer, diluted TIMANTTI 60 A acrylic latex paint - 1 time partial filling up with acrylate latex filler TEKNOFILL 5770 A light filler - sanding - 1 layer with acrylate latex paint TIMANTTI 60 A that is sprayed to full coverage, or applied by roller in 2 layers ( min 150 µm max 300 µm dry film )
DATA FILLER PRIMER
PRODUCT NAME TEKNOFILL 5770 A light filler TIMANTTI 60 ADATA SHEET no 1612 1087
PAINT TYPE acrylate-based filler acrylate paint
COLOUR light grey white
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
VOLUME SOLIDS % ca 38 ca 38
THEOR. SPREAD. RATE, m2/l abt. 8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h 1-12 h fully cured / d
THINNER - water, 30%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
acrylate paint
as agreed
TOP COAT
TIMANTTI 60 A1087
59
2,5 sqm equal 150 µm
+580
water, 0-5%
4
P, R, HS
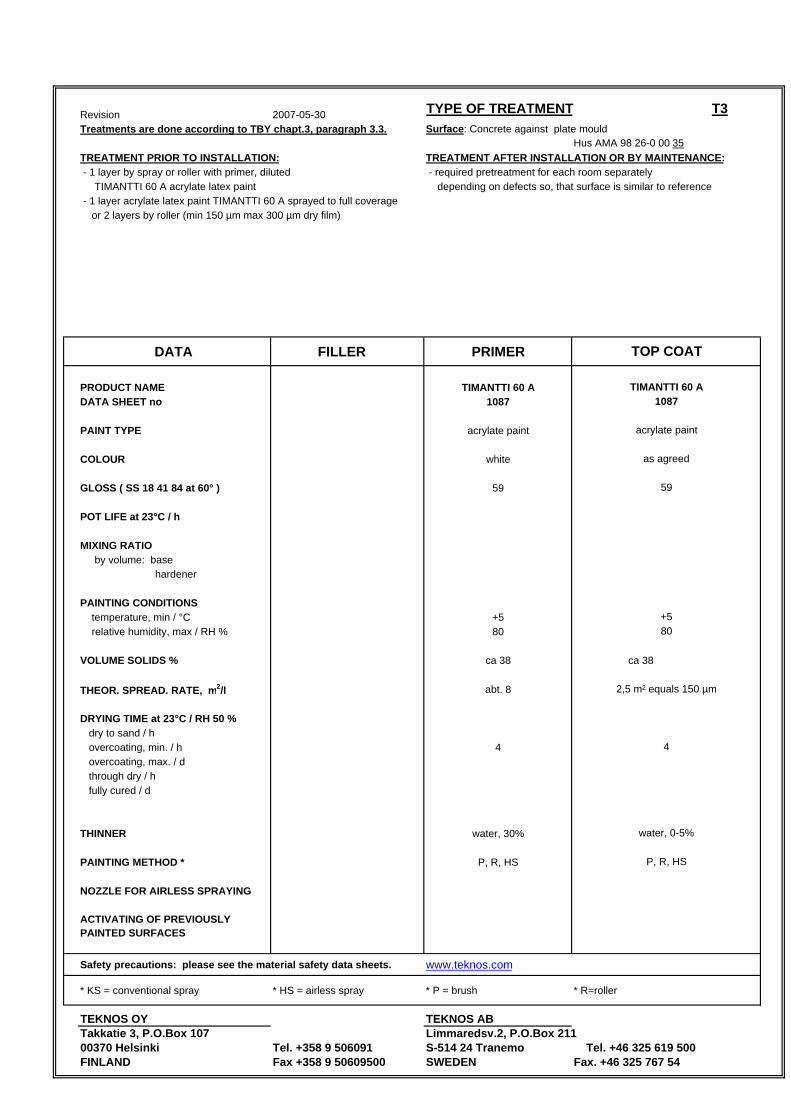
Revision 2007-05-30 TYPE OF TREATMENT T3Treatments are done according to TBY chapt.3, paragraph 3.3. Surface: Concrete against plate mould
Hus AMA 98 26-0 00 35TREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION OR BY MAINTENANCE: - 1 layer by spray or roller with primer, diluted - required pretreatment for each room separately TIMANTTI 60 A acrylate latex paint depending on defects so, that surface is similar to reference - 1 layer acrylate latex paint TIMANTTI 60 A sprayed to full coverage or 2 layers by roller (min 150 µm max 300 µm dry film)
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 60 ADATA SHEET no 1087
PAINT TYPE acrylate paint
COLOUR white
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
VOLUME SOLIDS % ca 38 ca 38
THEOR. SPREAD. RATE, m2/l abt. 8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h fully cured / d
THINNER water, 30%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
4
2,5 m² equals 150 µm
+580
59
acrylate paint
as agreed
TOP COAT
TIMANTTI 60 A1087
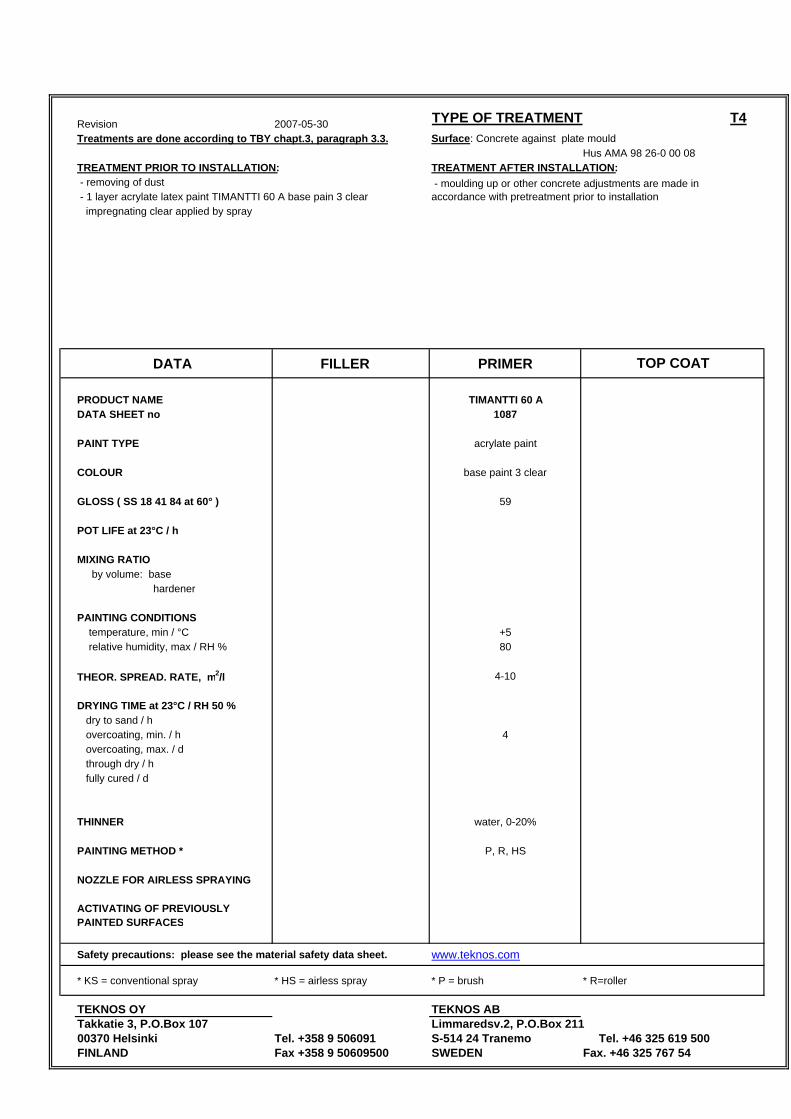
Revision 2007-05-30 TYPE OF TREATMENT T4Treatments are done according to TBY chapt.3, paragraph 3.3. Surface: Concrete against plate mould
Hus AMA 98 26-0 00 08TREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION: - removing of dust - 1 layer acrylate latex paint TIMANTTI 60 A base pain 3 clear impregnating clear applied by spray
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI 60 ADATA SHEET no 1087
PAINT TYPE acrylate paint
COLOUR base paint 3 clear
GLOSS ( SS 18 41 84 at 60° ) 59
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 4-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h fully cured / d
THINNER water, 0-20%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheet. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
- moulding up or other concrete adjustments are made in accordance with pretreatment prior to installation
TOP COAT
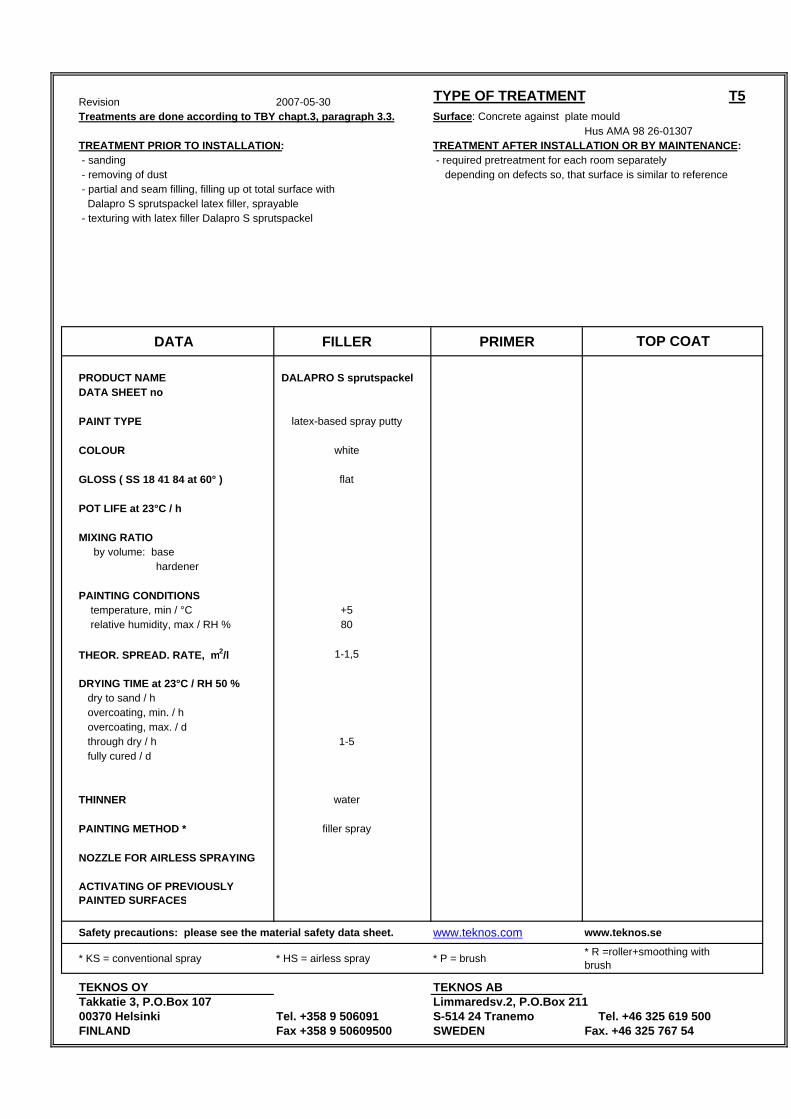
Revision 2007-05-30 TYPE OF TREATMENT T5Treatments are done according to TBY chapt.3, paragraph 3.3. Surface: Concrete against plate mould
Hus AMA 98 26-01307TREATMENT PRIOR TO INSTALLATION: TREATMENT AFTER INSTALLATION OR BY MAINTENANCE: - sanding - required pretreatment for each room separately - removing of dust depending on defects so, that surface is similar to reference - partial and seam filling, filling up ot total surface with Dalapro S sprutspackel latex filler, sprayable - texturing with latex filler Dalapro S sprutspackel
DATA FILLER PRIMER
PRODUCT NAME DALAPRO S sprutspackelDATA SHEET no
PAINT TYPE latex-based spray putty
COLOUR white
GLOSS ( SS 18 41 84 at 60° ) flat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 1-1,5
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h overcoating, max. / d through dry / h 1-5 fully cured / d
THINNER water
PAINTING METHOD * filler spray
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheet. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R =roller+smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
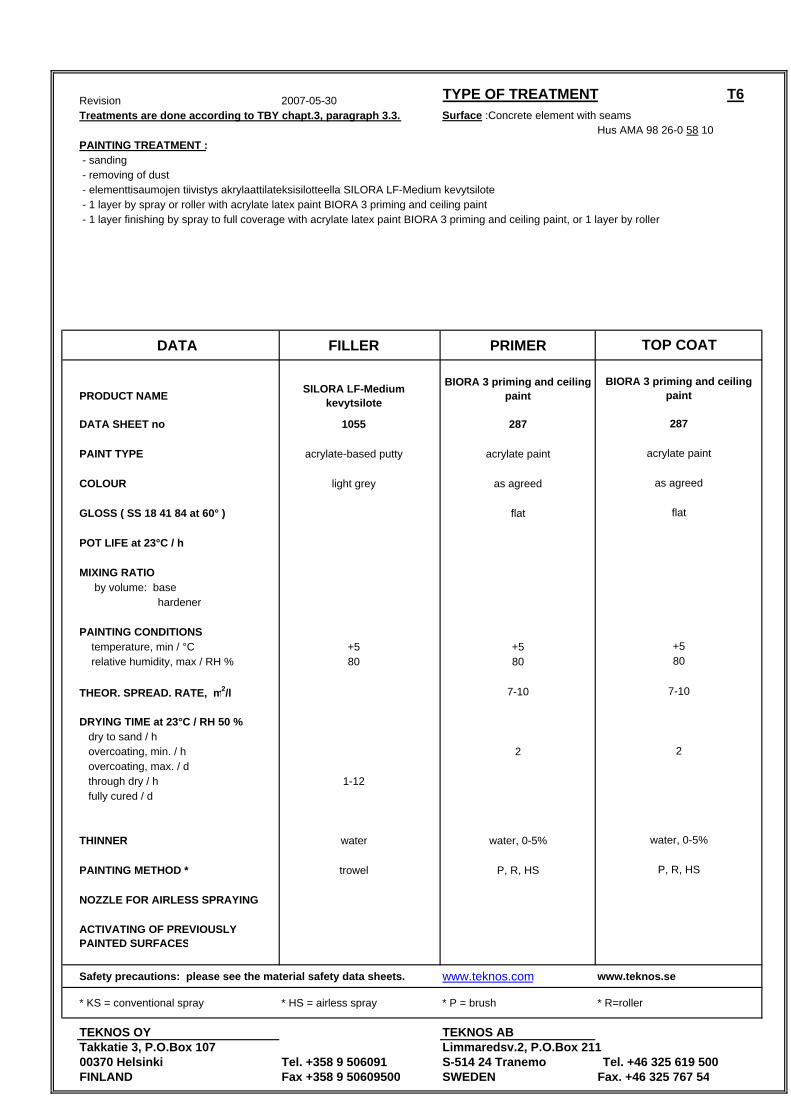
Revision 2007-05-30 TYPE OF TREATMENT T6Treatments are done according to TBY chapt.3, paragraph 3.3. Surface :Concrete element with seams
Hus AMA 98 26-0 58 10PAINTING TREATMENT : - sanding - removing of dust - elementtisaumojen tiivistys akrylaattilateksisilotteella SILORA LF-Medium kevytsilote - 1 layer by spray or roller with acrylate latex paint BIORA 3 priming and ceiling paint - 1 layer finishing by spray to full coverage with acrylate latex paint BIORA 3 priming and ceiling paint, or 1 layer by roller
DATA FILLER PRIMER
PRODUCT NAME SILORA LF-Medium kevytsilote
BIORA 3 priming and ceiling paint
DATA SHEET no 1055 287
PAINT TYPE acrylate-based putty acrylate paint
COLOUR light grey as agreed
GLOSS ( SS 18 41 84 at 60° ) flat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 +5 relative humidity, max / RH % 80 80
THEOR. SPREAD. RATE, m2/l 7-10
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h 1-12 fully cured / d
THINNER water water, 0-5%
PAINTING METHOD * trowel P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com www.teknos.se
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS AB Takkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P, R, HS
water, 0-5%
2
7-10
+580
flat
acrylate paint
as agreed
TOP COAT
BIORA 3 priming and ceiling paint
287
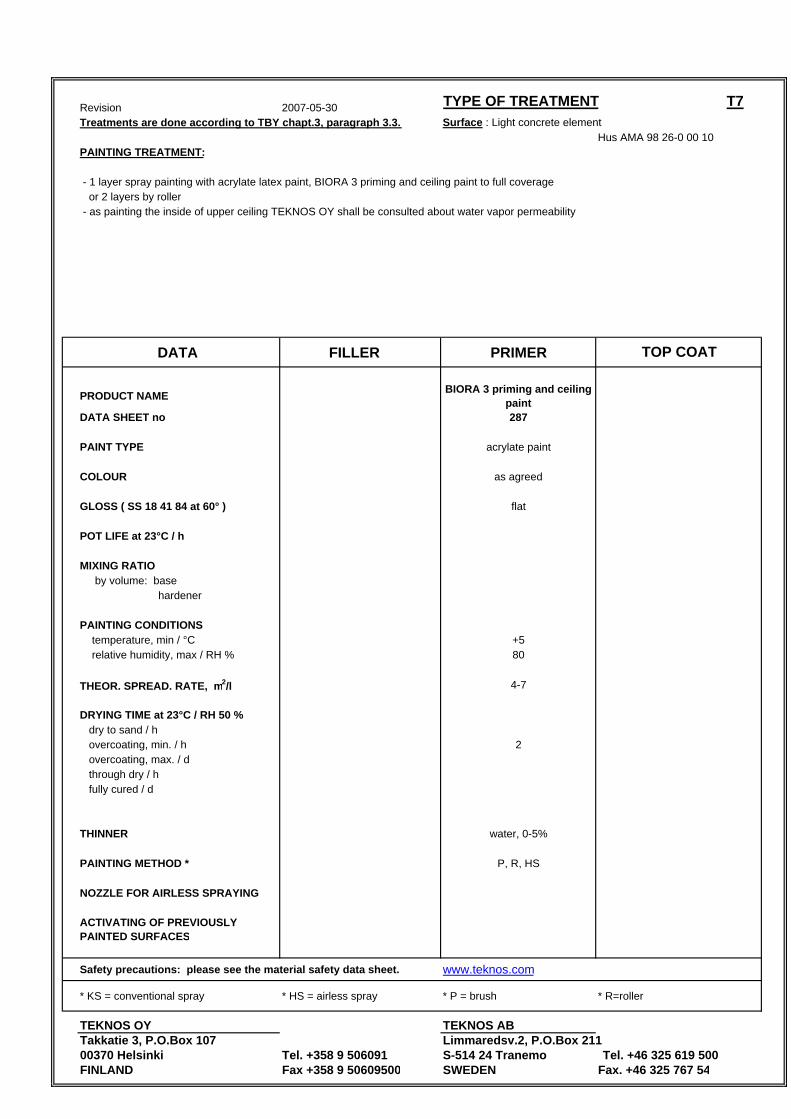
Revision 2007-05-30 TYPE OF TREATMENT T7Treatments are done according to TBY chapt.3, paragraph 3.3. Surface : Light concrete element
Hus AMA 98 26-0 00 10PAINTING TREATMENT:
- 1 layer spray painting with acrylate latex paint, BIORA 3 priming and ceiling paint to full coverage or 2 layers by roller - as painting the inside of upper ceiling TEKNOS OY shall be consulted about water vapor permeability
DATA FILLER PRIMER
PRODUCT NAME BIORA 3 priming and ceiling paint
DATA SHEET no 287
PAINT TYPE acrylate paint
COLOUR as agreed
GLOSS ( SS 18 41 84 at 60° ) flat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 4-7
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h fully cured / d
THINNER water, 0-5%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheet. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
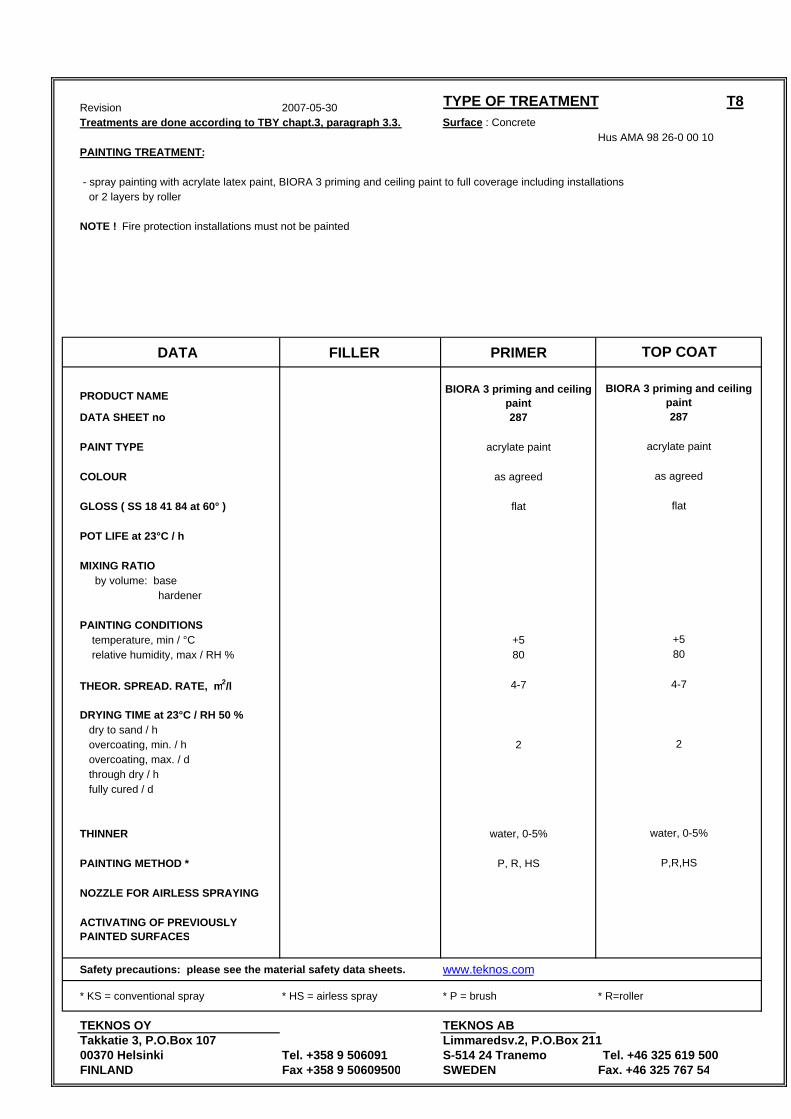
Revision 2007-05-30 TYPE OF TREATMENT T8Treatments are done according to TBY chapt.3, paragraph 3.3. Surface : Concrete
Hus AMA 98 26-0 00 10PAINTING TREATMENT:
- spray painting with acrylate latex paint, BIORA 3 priming and ceiling paint to full coverage including installations or 2 layers by roller
NOTE ! Fire protection installations must not be painted
DATA FILLER PRIMER
PRODUCT NAME BIORA 3 priming and ceiling paint
DATA SHEET no 287
PAINT TYPE acrylate paint
COLOUR as agreed
GLOSS ( SS 18 41 84 at 60° ) flat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 4-7
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 2 overcoating, max. / d through dry / h fully cured / d
THINNER water, 0-5%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
P,R,HS
water, 0-5%
2
4-7
+580
flat
acrylate paint
as agreed
TOP COAT
BIORA 3 priming and ceiling paint287
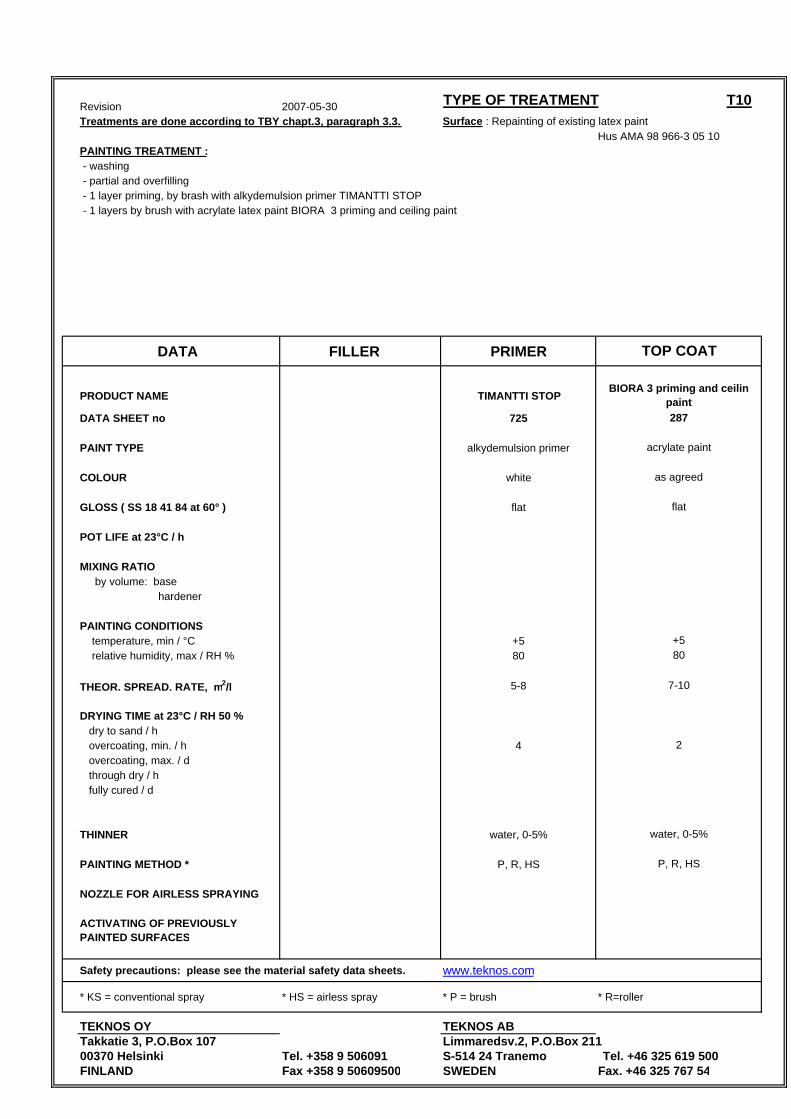
Revision 2007-05-30 TYPE OF TREATMENT T10Treatments are done according to TBY chapt.3, paragraph 3.3. Surface : Repainting of existing latex paint
Hus AMA 98 966-3 05 10PAINTING TREATMENT : - washing - partial and overfilling - 1 layer priming, by brash with alkydemulsion primer TIMANTTI STOP - 1 layers by brush with acrylate latex paint BIORA 3 priming and ceiling paint
DATA FILLER PRIMER
PRODUCT NAME TIMANTTI STOP
DATA SHEET no 725
PAINT TYPE alkydemulsion primer
COLOUR white
GLOSS ( SS 18 41 84 at 60° ) flat
POT LIFE at 23°C / h
MIXING RATIO by volume: base hardener
PAINTING CONDITIONS temperature, min / °C +5 relative humidity, max / RH % 80
THEOR. SPREAD. RATE, m2/l 5-8
DRYING TIME at 23°C / RH 50 % dry to sand / h overcoating, min. / h 4 overcoating, max. / d through dry / h fully cured / d
THINNER water, 0-5%
PAINTING METHOD * P, R, HS
NOZZLE FOR AIRLESS SPRAYING
ACTIVATING OF PREVIOUSLY PAINTED SURFACES
Safety precautions: please see the material safety data sheets. www.teknos.com
* KS = conventional spray * HS = airless spray * P = brush * R=roller
TEKNOS OY TEKNOS AB Takkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
TOP COAT
BIORA 3 priming and ceilin paint287
acrylate paint
as agreed
flat
+580
7-10
2
water, 0-5%
P, R, HS
Approved Paint Systems for TBY
Edition 2
43(75)
2.3.5 Other manufacturers
2.3.5.1 Alcro Färg
Akrylatemulsion
Vatten
Vatten
0,2 liter / kvm ochmm tjock-
lek
Ej brandfarlig vara
BINDEMEDEL:
SP'DNING:
RENG*RINGAV VERKTYG:
F'RG—TG—NG:
BRANDFARLIGHET:
T EKNI S K INF ORMAT ION
BETONGSPACKEL H�RDARE/PRIMER 10 : 3
Alcro F1rg08-775 62 00
F˛r aktuelluppdatering:www.alcro.se
F �RVAR AS F ROS TF R I T T
Betongspackel H&rdare/Primer &r h&rdare tillAlcro Betongspackel samt primer. Fyller somnamnet antyder tv/viktiga funktioner.Dels an-v&nds den som komponent i Alcro Betongs-packel f˛r att ge en ˛kad h/llbarhet.H&rdarenblandas d/ med spackelpulvret till en effektivmassa f˛r lagning av puts, betong och andramurytor samt utj&mning av betonggolv ochandra underlag. Dels anv&nds den som primerf˛re spackling.
H�RDARE
BETALNINGSF*RH—LLANDE1literH1rdareblandasmed 4 kgAlcro Betongspackel-pulver eller 1volymdel H1rdare blandas med 4 volym-delar Alcro Betongspackelpulver.
P R IME R
BLANDNINGSF*RH—LLANDEBetongspackel H1rdare/Primer fungerar ocks< ut-m1rkt som primer till Alcro Betongspackel. Primernsfunktion 1r att t1ta underlaget.Omdet inte 1r tillr1ck-ligt t1tt, kan luft drivas upp ur underlaget p< grund avvattensugning. Det kan framkalla kratrar och nopporp< ytan. Primern har ocks< en vidh1ftnings˛kande ver-kan. Primer rekommenderas p< alla typer av underlagsom ska bel1ggas med avj1mningsmassa eller spackel.Sp1desmed lika delar vatten.
AP P L IC E R ING
VID PRIMNING1. Stryk primern med mjuk borste p< underlaget f˛reavj1mning.2.Mellan primning och l1ggning skall det g< s< l<ng tidatt primern bildar film.

Cement och speciallatex
Vatten
Ca 2 kg/kvm ochmm tjocklek
St�lspackel
Vatten innan spacklet h�rdar
G�ngbar ca 2-3 timmar, ˛ver-
m�lningsbar ca12 timmar
Gr�
Ej brandfarlig vara
BINDEMEDEL:
SP�DNING:
F�RG—TG—NG:
VERKTYG:
RENG�RINGAV VERKTYG:
TORKTID:
KUL�R:
BRANDFARLIGHET:
T EKNI S K INFORMAT ION
BETONGSPACKEL 10 : 4
Alcro F�rg08-775 62 00
F˛r aktuelluppdatering:www.alcro.se
Utj�mningsmassa f˛r betonggolv och f˛r tr�-golv f˛re l�ggning av mattor m. m. samt f˛rv�ggar. Anv�nds f˛r utj�mning och is�ttning avbetong, puts och liknandematerial s�v�l inom-somutomhus.Alcro Betongspackel h�rdnar snabbt och sjun-ker ej. Mekaniska och kemiska egenskaper �r ide flesta fall ˛verl�gsna vanlig betong.T�l ˛ver-m�lningochklistringmedprodukter sominne-h�ller starka l˛sningsmedel. Slipning utf˛rsb�st med grovt slippapper efter 2-6 timmarstork.
F �RB EHANDL ING
Reng˛r v�l fr�n olja och smuts med Delfin Fettl˛sareoch Jerbol Betongets. L˛st bundna och mycket sugan-de ytor b˛r f˛re spackling primasmedAlcro Betongs-packel H�rdare/Primer sp�ddmed lika delar vatten.
AP P L IC E R ING
BLANDNINGSF�RH—LLANDE1 liter Alcro Betongspackel H�rdare/Primer till 4 kgAlcro Betongspackel eller 1 volymdel Alcro Betongs-packel H�rdare/Primer till 4 volymdelar Alcro Be-tongspackel eller till ˛nskad konsistens.1. Betongspackel applicerasmed st�lspackel.2. L�gsta arbetstemperatur + 5 grader.3. Tunna skikt b˛r t�ckas med plastfolie under h�rd-ningen.
Approved Paint Systems for TBY
Edition 2
44(75)
3 PAINT SYSTEMS – ANTIRUST PAINTING
3.1 Approved products Only paint products that meet the requirements of TBY may be used. The products and paint systems below have been approved for use in accordance with instructions in TBY. Individual approved products must not be used in the approved paint systems of another manufacturer.
3.1.1 Batch inspection certificate Supplies of paint intended for surface protection in the building part or the process part of the units that make up the respective nuclear power plant must be accompanied by a batch inspection certificate issued by the paint manufacturer on form D.117 Quality control from paint manufacturing. The painting contractor or the person who orders the paint product must request from the manufacturer the said report and make sure that the delivery meets the stated requirements. Forms D.117 necessary for verification can be found in Chapter 10 of TBY.
3.2 Paint materials - manufacturer Approved treatment types The materials listed in 3.2.2.1 – 3.2.2.3 in the respective treatment types concerning the painting of steel have been approved by the respective nuclear power plant.
3.2.1.1 Limitations in field of application For the treatment systems below, the field of application is limited, however: Treatment types Limited field of application S1 - S4, and S8 from Teknos Not approved in painting class I and II belonging to
room category: C, C1, C2, C1, C2, C3, D and E. S1, S8, S21 and S22 The paint systems have limitations for maintenance from International painting, since Intercure 200 cannot be applied by
brush. S13a and S13b Generally, for use in tanks or cisterns with oil or
another chemical, the resistance must be checked with the paint manufacturer.
S13a from Sigma Primer and topcoat are not colourfast.
Suitable for use in drinking water systems, but has no official approval.
Approved Paint Systems for TBY
Edition 2
45(75)
Not approved in painting class I, belonging to the room category. C, C1, C2, C1, C2, C3, D and E.
S13a from Teknos Not approved in drinking water systems and oil
tanks. S13b from Teknos Not approved in painting class I and II.
Suitable for use in drinking water systems, but has no official approval.
S13c Not approved in painting class I and II. S13d Not approved in painting class I and II. S13e from Teknos Not approved in painting class I and II. S15, S16 The field of application must be checked in each
individual case. S17, S18 Not approved in painting class I and II. S19 from Sigma Not approved in painting class I and II. S21, S22 Not approved in painting class I, and in painting
class II belonging to the room category: C, C1, C2, C1, C2, C3, D and E.
S23 Not approved in painting class I, and in painting
class II belonging to the room category: C, C1, C2, C1, C2, C3, D and E. Intended only for lift doors in painting class II, III and V and doors in painting class V.
Approved Paint Systems for TBY
Edition 2
46(75)
3.2.2 Surface protection systems for antirust painting Treatment types according to Chapter 5, Section 5.2 of TBY.
3.2.2.1 Paints for antirust protection Treatment type sheet for each treatment type, see Section 3.3. Unless otherwise agreed, no datasheets will be drawn up for treatment types S30 and S31. _____________________________________________________________________ S1 Supplier: International Färg AB Primer Interzinc 315 EPA348/EPA349 Colour: Grey Surfacer Intercure 200 EPA214/EPA240 Colour: Red Topcoat Intertuf 127 JDA101/JD-series Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknozinc 90 SE A Colour: Blue-grey Surfacer Inerta Primer 5 A Colour: Grey, Red and White Topcoat Teknoplast HS 150 A Colour: As agreed _____________________________________________________________________ S2 Supplier: International Färg AB Primer Intertuf 127 JDA101/JD-series Colour: NCS S 2000-N (SSG 27) Surfacer Intertuf 127 JDA101/JD-series Colour: White Topcoat Intertuf 127 JDA101/JD-series Colour: As agreed
Approved Paint Systems for TBY
Edition 2
47(75)
Supplier: Teknos OY / Teknos AB Primer Teknoplast HS 150 A Colour: As agreed Surfacer Teknoplast HS 150 A Colour: As agreed. (The colour must be different
from the primer and topcoat.) Topcoat Teknoplast HS 150 A Colour: As agreed _____________________________________________________________________ S3 Supplier: International Färg AB Primer Interzinc 315 EPA348/EPA349 Colour: Grey Surfacer Intertuf 127 JDA101/JD-series Colour: White Topcoat Intertuf 127 JDA101/JD-series Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknozinc 90 SE A Colour: Blue-grey Surfacer Teknoplast HS 150 A Colour: As agreed. (The colour must be different
from the primer and topcoat.) Topcoat Teknoplast HS 150 A Colour: As agreed _____________________________________________________________________ S4 Supplier: International Färg AB Primer Interzinc 315 EPA348/EPA349 Colour: Grey Surfacer Intertuf 127 JDA101/JD-series Colour: White Topcoat Intertuf 127 JDA101/JD-series Colour: As agreed
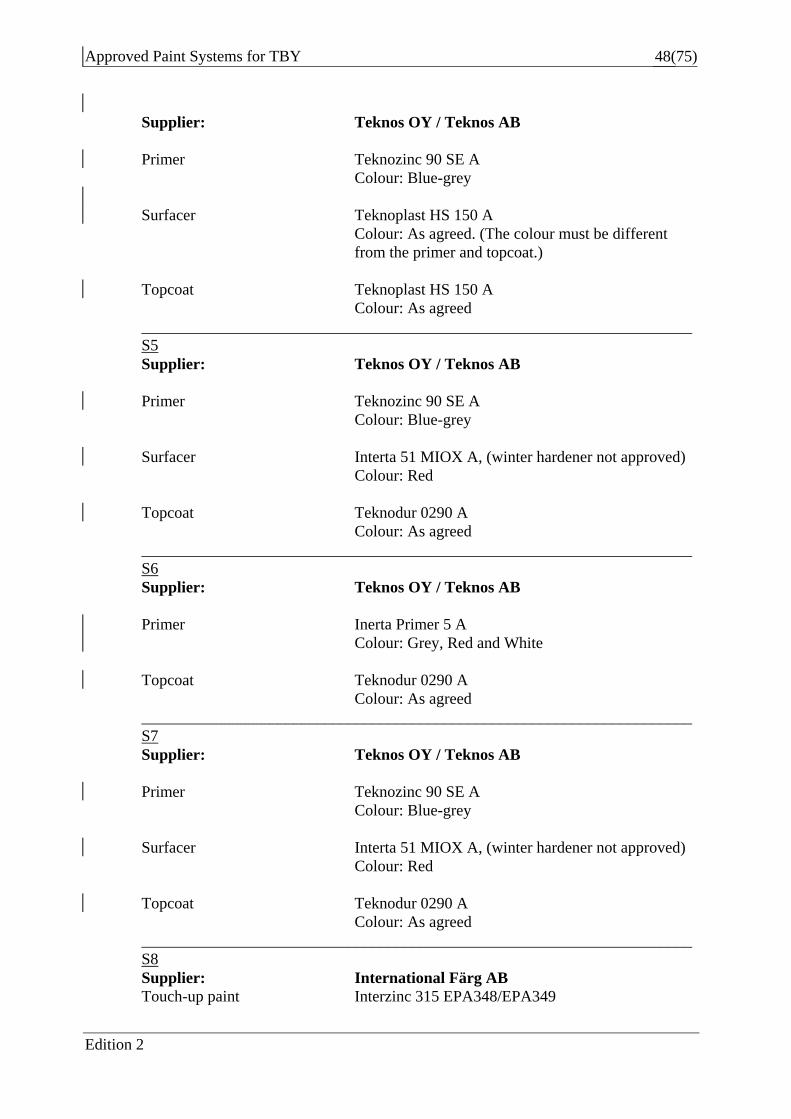
Approved Paint Systems for TBY
Edition 2
48(75)
Supplier: Teknos OY / Teknos AB Primer Teknozinc 90 SE A Colour: Blue-grey Surfacer Teknoplast HS 150 A
Colour: As agreed. (The colour must be different from the primer and topcoat.)
Topcoat Teknoplast HS 150 A Colour: As agreed _____________________________________________________________________ S5 Supplier: Teknos OY / Teknos AB Primer Teknozinc 90 SE A Colour: Blue-grey Surfacer Interta 51 MIOX A, (winter hardener not approved) Colour: Red Topcoat Teknodur 0290 A Colour: As agreed _____________________________________________________________________ S6 Supplier: Teknos OY / Teknos AB Primer Inerta Primer 5 A Colour: Grey, Red and White Topcoat Teknodur 0290 A Colour: As agreed _____________________________________________________________________ S7 Supplier: Teknos OY / Teknos AB Primer Teknozinc 90 SE A Colour: Blue-grey Surfacer Interta 51 MIOX A, (winter hardener not approved) Colour: Red Topcoat Teknodur 0290 A Colour: As agreed _____________________________________________________________________ S8 Supplier: International Färg AB Touch-up paint Interzinc 315 EPA348/EPA349
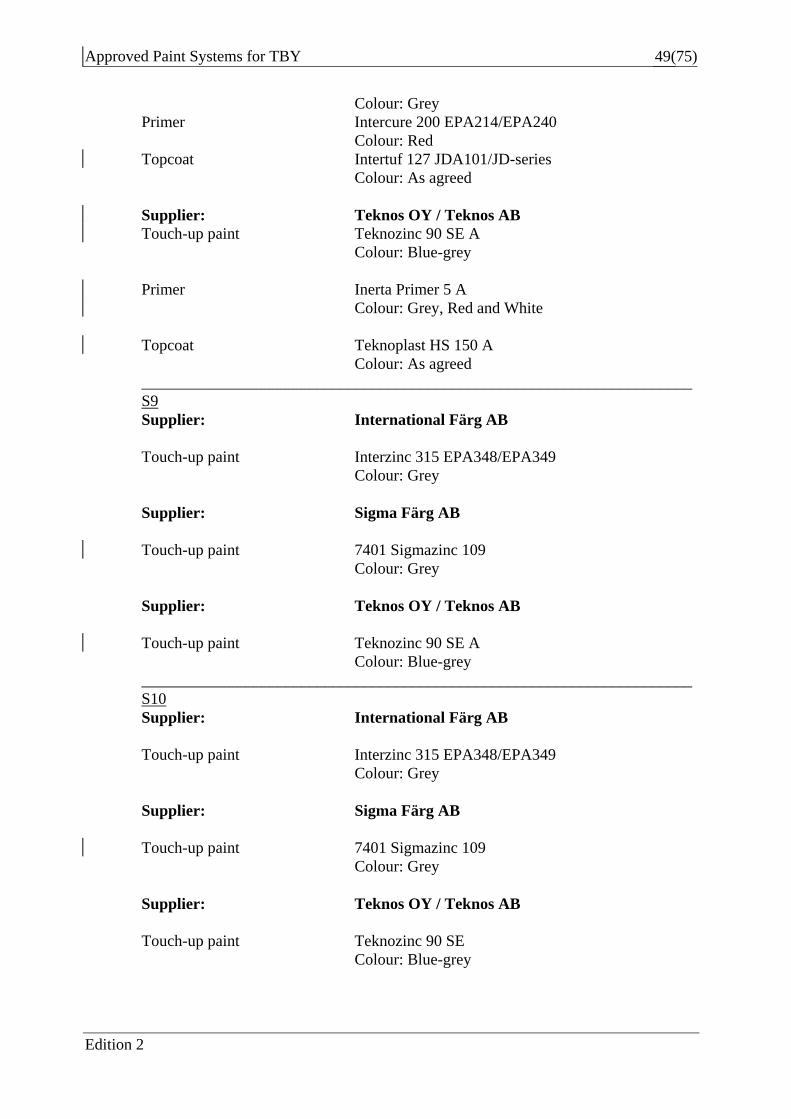
Approved Paint Systems for TBY
Edition 2
49(75)
Colour: Grey Primer Intercure 200 EPA214/EPA240 Colour: Red Topcoat Intertuf 127 JDA101/JD-series Colour: As agreed Supplier: Teknos OY / Teknos AB Touch-up paint Teknozinc 90 SE A Colour: Blue-grey Primer Inerta Primer 5 A Colour: Grey, Red and White Topcoat Teknoplast HS 150 A Colour: As agreed _____________________________________________________________________ S9 Supplier: International Färg AB Touch-up paint Interzinc 315 EPA348/EPA349 Colour: Grey Supplier: Sigma Färg AB Touch-up paint 7401 Sigmazinc 109 Colour: Grey Supplier: Teknos OY / Teknos AB Touch-up paint Teknozinc 90 SE A Colour: Blue-grey _____________________________________________________________________ S10 Supplier: International Färg AB Touch-up paint Interzinc 315 EPA348/EPA349 Colour: Grey Supplier: Sigma Färg AB Touch-up paint 7401 Sigmazinc 109 Colour: Grey Supplier: Teknos OY / Teknos AB Touch-up paint Teknozinc 90 SE Colour: Blue-grey
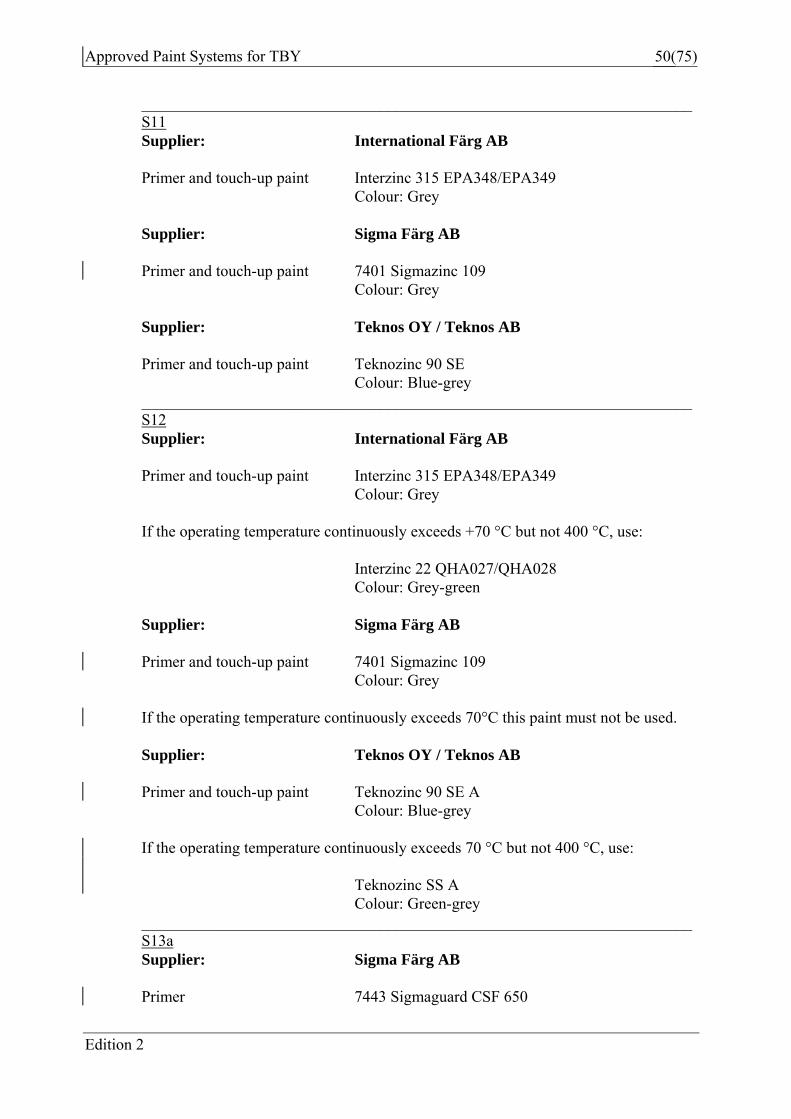
Approved Paint Systems for TBY
Edition 2
50(75)
_____________________________________________________________________ S11 Supplier: International Färg AB Primer and touch-up paint Interzinc 315 EPA348/EPA349 Colour: Grey Supplier: Sigma Färg AB Primer and touch-up paint 7401 Sigmazinc 109 Colour: Grey Supplier: Teknos OY / Teknos AB Primer and touch-up paint Teknozinc 90 SE Colour: Blue-grey _____________________________________________________________________ S12 Supplier: International Färg AB Primer and touch-up paint Interzinc 315 EPA348/EPA349 Colour: Grey If the operating temperature continuously exceeds +70 °C but not 400 °C, use: Interzinc 22 QHA027/QHA028 Colour: Grey-green Supplier: Sigma Färg AB Primer and touch-up paint 7401 Sigmazinc 109 Colour: Grey If the operating temperature continuously exceeds 70°C this paint must not be used. Supplier: Teknos OY / Teknos AB Primer and touch-up paint Teknozinc 90 SE A Colour: Blue-grey If the operating temperature continuously exceeds 70 °C but not 400 °C, use: Teknozinc SS A Colour: Green-grey _____________________________________________________________________ S13a Supplier: Sigma Färg AB Primer 7443 Sigmaguard CSF 650
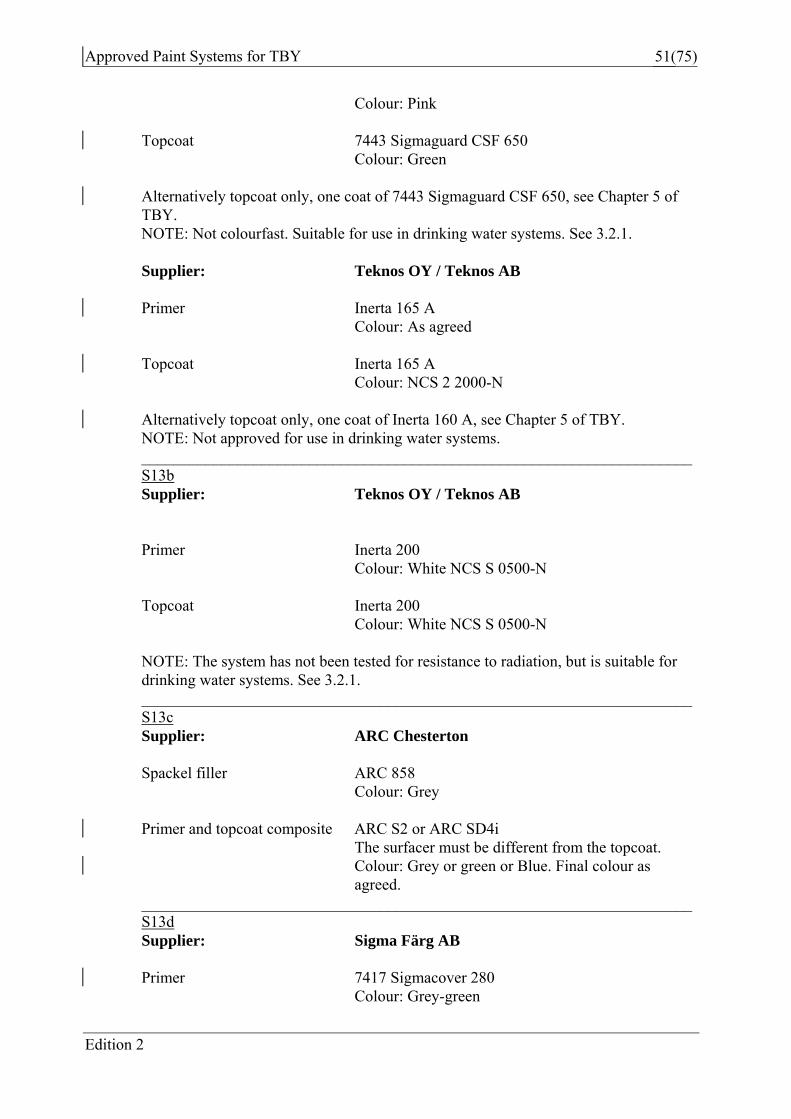
Approved Paint Systems for TBY
Edition 2
51(75)
Colour: Pink Topcoat 7443 Sigmaguard CSF 650 Colour: Green Alternatively topcoat only, one coat of 7443 Sigmaguard CSF 650, see Chapter 5 of TBY. NOTE: Not colourfast. Suitable for use in drinking water systems. See 3.2.1. Supplier: Teknos OY / Teknos AB Primer Inerta 165 A Colour: As agreed Topcoat Inerta 165 A Colour: NCS 2 2000-N Alternatively topcoat only, one coat of Inerta 160 A, see Chapter 5 of TBY. NOTE: Not approved for use in drinking water systems. _____________________________________________________________________ S13b Supplier: Teknos OY / Teknos AB Primer Inerta 200 Colour: White NCS S 0500-N Topcoat Inerta 200 Colour: White NCS S 0500-N NOTE: The system has not been tested for resistance to radiation, but is suitable for drinking water systems. See 3.2.1. _____________________________________________________________________ S13c Supplier: ARC Chesterton Spackel filler ARC 858 Colour: Grey Primer and topcoat composite ARC S2 or ARC SD4i The surfacer must be different from the topcoat.
Colour: Grey or green or Blue. Final colour as agreed.
_____________________________________________________________________ S13d Supplier: Sigma Färg AB Primer 7417 Sigmacover 280 Colour: Grey-green
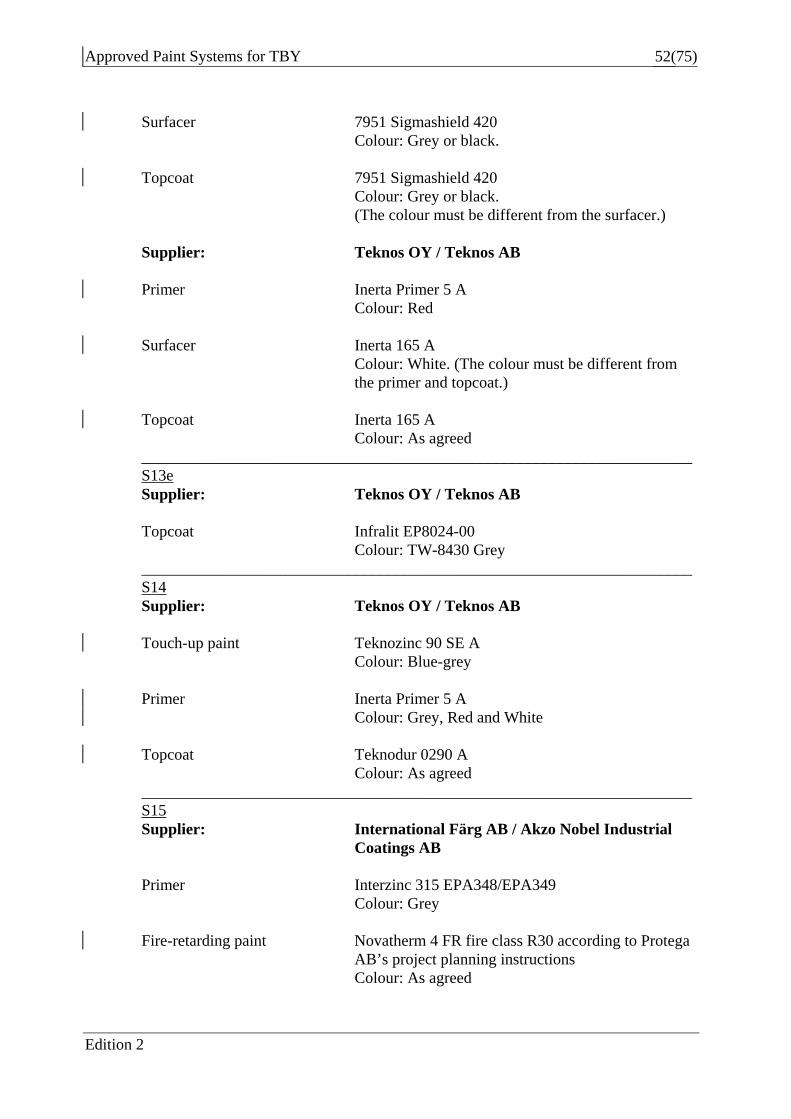
Approved Paint Systems for TBY
Edition 2
52(75)
Surfacer 7951 Sigmashield 420 Colour: Grey or black. Topcoat 7951 Sigmashield 420 Colour: Grey or black. (The colour must be different from the surfacer.) Supplier: Teknos OY / Teknos AB Primer Inerta Primer 5 A Colour: Red Surfacer Inerta 165 A Colour: White. (The colour must be different from
the primer and topcoat.) Topcoat Inerta 165 A Colour: As agreed _____________________________________________________________________ S13e Supplier: Teknos OY / Teknos AB Topcoat Infralit EP8024-00 Colour: TW-8430 Grey _____________________________________________________________________ S14 Supplier: Teknos OY / Teknos AB Touch-up paint Teknozinc 90 SE A Colour: Blue-grey Primer Inerta Primer 5 A Colour: Grey, Red and White Topcoat Teknodur 0290 A Colour: As agreed _____________________________________________________________________ S15 Supplier: International Färg AB / Akzo Nobel Industrial
Coatings AB Primer Interzinc 315 EPA348/EPA349 Colour: Grey Fire-retarding paint Novatherm 4 FR fire class R30 according to Protega
AB’s project planning instructions Colour: As agreed
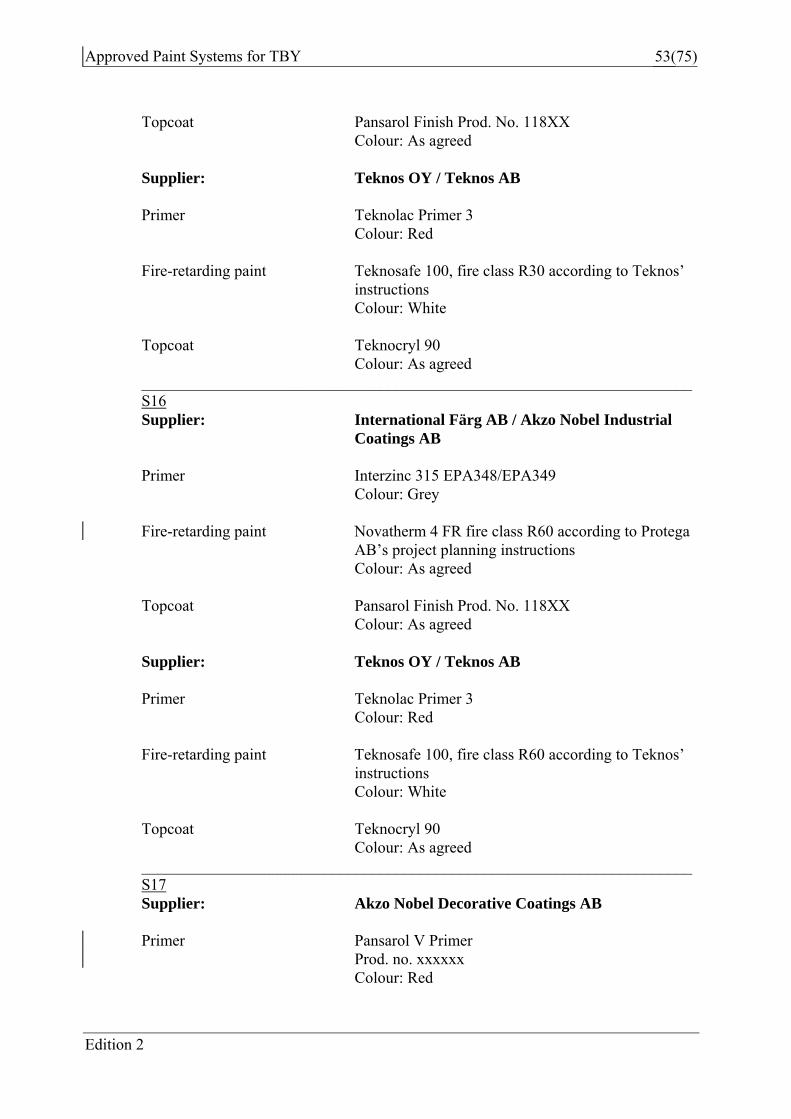
Approved Paint Systems for TBY
Edition 2
53(75)
Topcoat Pansarol Finish Prod. No. 118XX Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknolac Primer 3 Colour: Red Fire-retarding paint Teknosafe 100, fire class R30 according to Teknos’
instructions Colour: White Topcoat Teknocryl 90 Colour: As agreed _____________________________________________________________________ S16 Supplier: International Färg AB / Akzo Nobel Industrial
Coatings AB Primer Interzinc 315 EPA348/EPA349 Colour: Grey Fire-retarding paint Novatherm 4 FR fire class R60 according to Protega
AB’s project planning instructions Colour: As agreed Topcoat Pansarol Finish Prod. No. 118XX Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknolac Primer 3 Colour: Red Fire-retarding paint Teknosafe 100, fire class R60 according to Teknos’
instructions Colour: White Topcoat Teknocryl 90 Colour: As agreed _____________________________________________________________________ S17 Supplier: Akzo Nobel Decorative Coatings AB Primer Pansarol V Primer Prod. no. xxxxxx Colour: Red
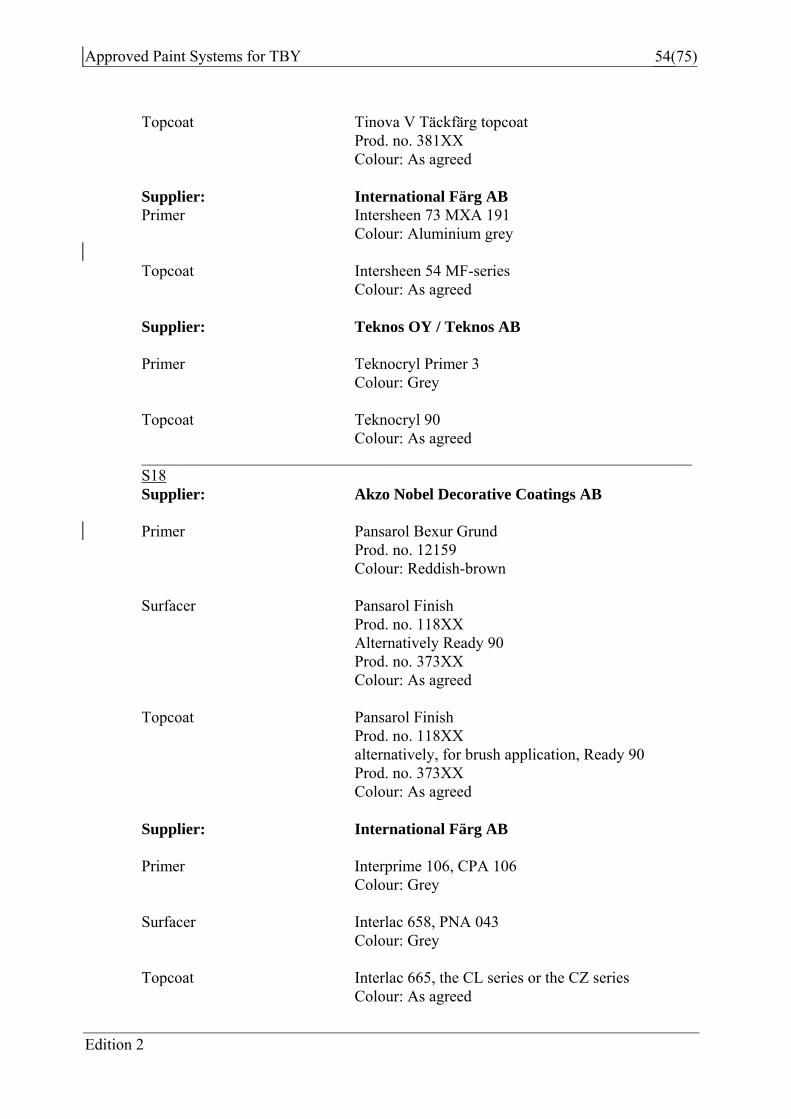
Approved Paint Systems for TBY
Edition 2
54(75)
Topcoat Tinova V Täckfärg topcoat Prod. no. 381XX Colour: As agreed Supplier: International Färg AB Primer Intersheen 73 MXA 191 Colour: Aluminium grey Topcoat Intersheen 54 MF-series Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknocryl Primer 3 Colour: Grey Topcoat Teknocryl 90 Colour: As agreed _____________________________________________________________________ S18 Supplier: Akzo Nobel Decorative Coatings AB Primer Pansarol Bexur Grund Prod. no. 12159 Colour: Reddish-brown Surfacer Pansarol Finish Prod. no. 118XX Alternatively Ready 90 Prod. no. 373XX Colour: As agreed Topcoat Pansarol Finish Prod. no. 118XX alternatively, for brush application, Ready 90 Prod. no. 373XX Colour: As agreed Supplier: International Färg AB Primer Interprime 106, CPA 106 Colour: Grey Surfacer Interlac 658, PNA 043 Colour: Grey Topcoat Interlac 665, the CL series or the CZ series Colour: As agreed
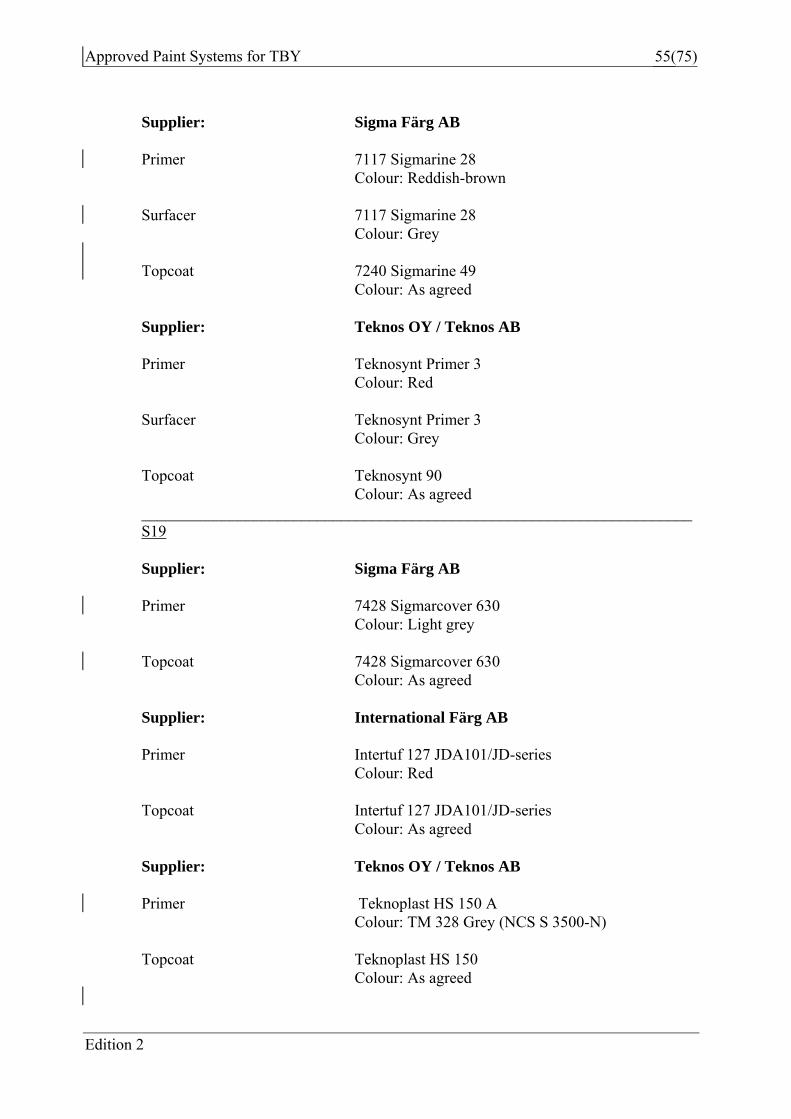
Approved Paint Systems for TBY
Edition 2
55(75)
Supplier: Sigma Färg AB Primer 7117 Sigmarine 28 Colour: Reddish-brown Surfacer 7117 Sigmarine 28 Colour: Grey Topcoat 7240 Sigmarine 49 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknosynt Primer 3 Colour: Red Surfacer Teknosynt Primer 3 Colour: Grey Topcoat Teknosynt 90 Colour: As agreed _____________________________________________________________________ S19 Supplier: Sigma Färg AB Primer 7428 Sigmarcover 630 Colour: Light grey Topcoat 7428 Sigmarcover 630 Colour: As agreed Supplier: International Färg AB Primer Intertuf 127 JDA101/JD-series Colour: Red Topcoat Intertuf 127 JDA101/JD-series Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknoplast HS 150 A Colour: TM 328 Grey (NCS S 3500-N) Topcoat Teknoplast HS 150 Colour: As agreed
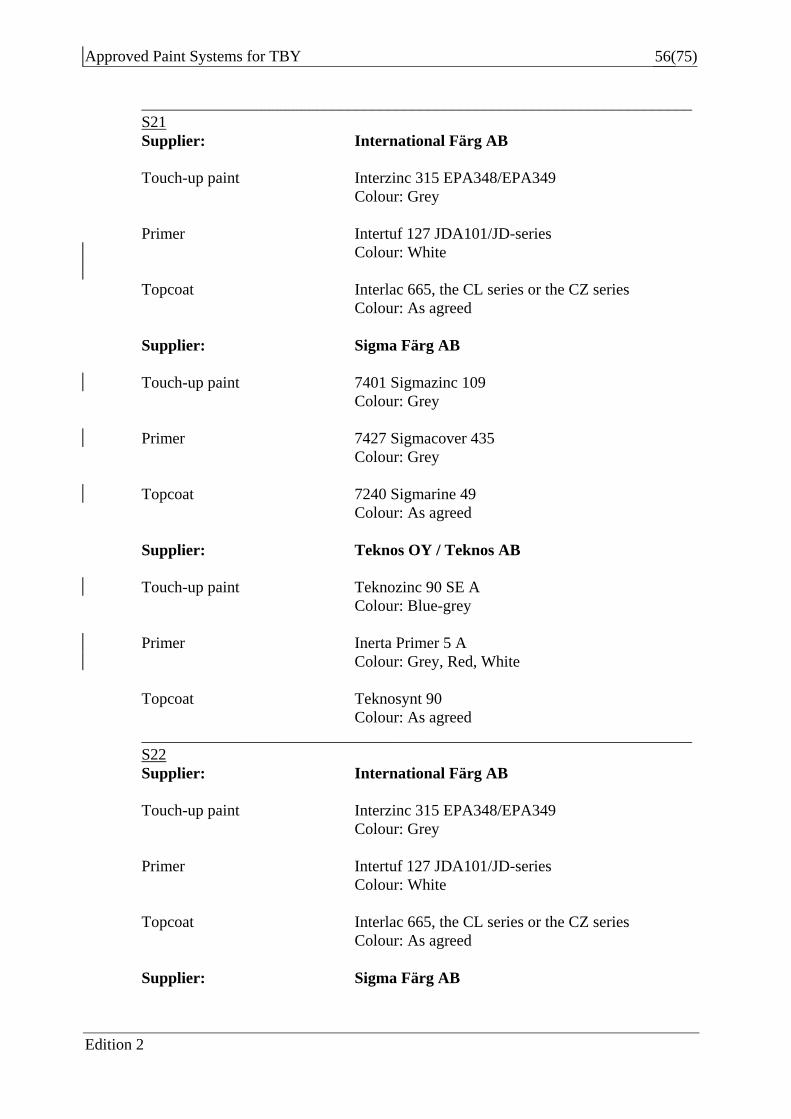
Approved Paint Systems for TBY
Edition 2
56(75)
_____________________________________________________________________ S21 Supplier: International Färg AB Touch-up paint Interzinc 315 EPA348/EPA349 Colour: Grey Primer Intertuf 127 JDA101/JD-series Colour: White Topcoat Interlac 665, the CL series or the CZ series Colour: As agreed Supplier: Sigma Färg AB Touch-up paint 7401 Sigmazinc 109 Colour: Grey Primer 7427 Sigmacover 435 Colour: Grey Topcoat 7240 Sigmarine 49 Colour: As agreed Supplier: Teknos OY / Teknos AB Touch-up paint Teknozinc 90 SE A Colour: Blue-grey Primer Inerta Primer 5 A Colour: Grey, Red, White Topcoat Teknosynt 90 Colour: As agreed _____________________________________________________________________ S22 Supplier: International Färg AB Touch-up paint Interzinc 315 EPA348/EPA349 Colour: Grey Primer Intertuf 127 JDA101/JD-series Colour: White Topcoat Interlac 665, the CL series or the CZ series Colour: As agreed Supplier: Sigma Färg AB
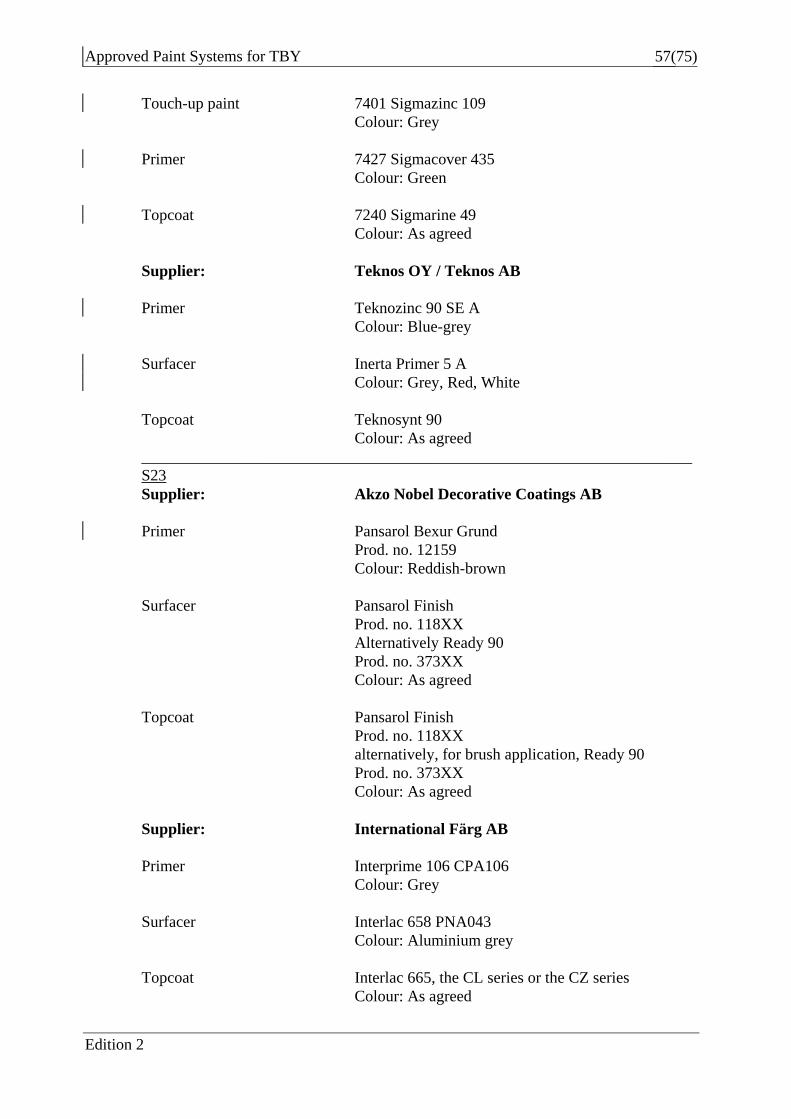
Approved Paint Systems for TBY
Edition 2
57(75)
Touch-up paint 7401 Sigmazinc 109 Colour: Grey Primer 7427 Sigmacover 435 Colour: Green Topcoat 7240 Sigmarine 49 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknozinc 90 SE A Colour: Blue-grey Surfacer Inerta Primer 5 A Colour: Grey, Red, White Topcoat Teknosynt 90 Colour: As agreed _____________________________________________________________________ S23 Supplier: Akzo Nobel Decorative Coatings AB Primer Pansarol Bexur Grund Prod. no. 12159 Colour: Reddish-brown Surfacer Pansarol Finish Prod. no. 118XX Alternatively Ready 90 Prod. no. 373XX Colour: As agreed Topcoat Pansarol Finish Prod. no. 118XX alternatively, for brush application, Ready 90 Prod. no. 373XX Colour: As agreed Supplier: International Färg AB Primer Interprime 106 CPA106 Colour: Grey Surfacer Interlac 658 PNA043 Colour: Aluminium grey Topcoat Interlac 665, the CL series or the CZ series Colour: As agreed
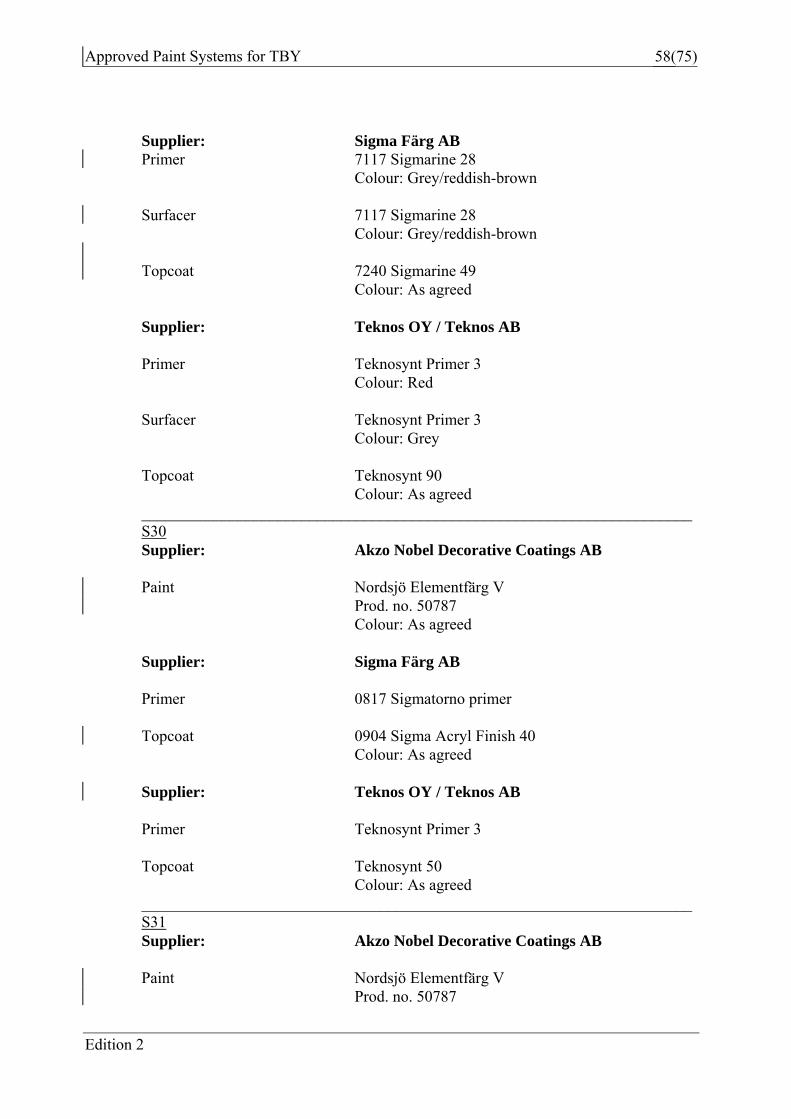
Approved Paint Systems for TBY
Edition 2
58(75)
Supplier: Sigma Färg AB Primer 7117 Sigmarine 28 Colour: Grey/reddish-brown Surfacer 7117 Sigmarine 28 Colour: Grey/reddish-brown Topcoat 7240 Sigmarine 49 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknosynt Primer 3 Colour: Red Surfacer Teknosynt Primer 3 Colour: Grey Topcoat Teknosynt 90 Colour: As agreed _____________________________________________________________________ S30 Supplier: Akzo Nobel Decorative Coatings AB Paint Nordsjö Elementfärg V Prod. no. 50787 Colour: As agreed Supplier: Sigma Färg AB Primer 0817 Sigmatorno primer Topcoat 0904 Sigma Acryl Finish 40 Colour: As agreed Supplier: Teknos OY / Teknos AB Primer Teknosynt Primer 3 Topcoat Teknosynt 50 Colour: As agreed _____________________________________________________________________ S31 Supplier: Akzo Nobel Decorative Coatings AB Paint Nordsjö Elementfärg V Prod. no. 50787
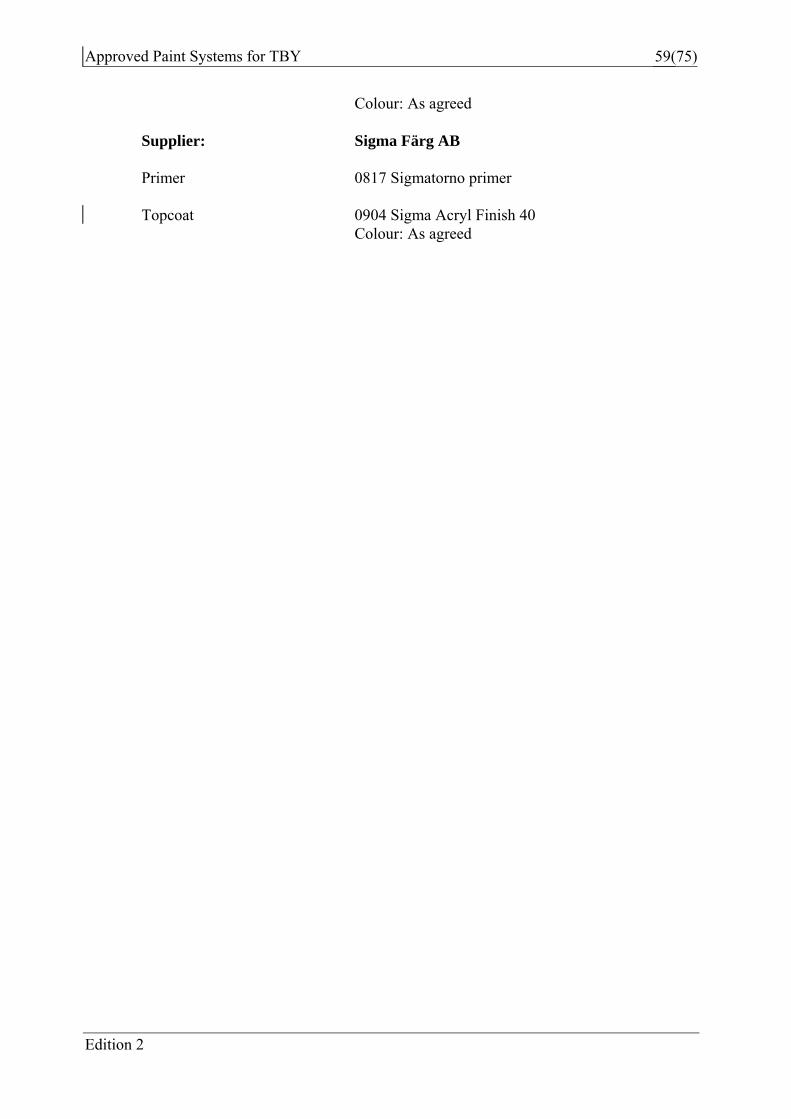
Approved Paint Systems for TBY
Edition 2
59(75)
Colour: As agreed Supplier: Sigma Färg AB Primer 0817 Sigmatorno primer Topcoat 0904 Sigma Acryl Finish 40 Colour: As agreed
Approved Paint Systems for TBY
Edition 2
60(75)
3.2.2.2 Blasting agents The type of blasting material must be approved by the nuclear power plant in question. The following blasting agents are accepted for carbon steel:
Olivine sand The blasting agent must comply with SS-EN ISO 11126-8.
a) Olivin 55. Mean grain size 0.55 mm. Supplier: Askania AB Supplier: SP Minerals Oy
Aluminium oxide The blasting agent must comply with SS-EN ISO 11126-7.
a) Aluminium oxide. Grain size 0.1-3 mm. Supplier: AB Norclean Supplier: Beijer G & L Oy
Aluminium silicate The blasting agent must comply with SS-EN ISO 11126-4.
a) Alsil A3. Grain size 0.2-1.4 mm. Supplier: Askania AB Supplier: SP Minerals Oy
Steel sand The blasting agent must comply with SS-EN ISO 11124-3.
a) Tebeco steel sand G17. Supplier: AB Tebeco, Halmstad, Sweden Supplier: Beijer G & L Oy
3.2.2.3 Filler Where filling is required, materials for filling must be approved by the nuclear power plant in question. When filling damage to doors, Plastic Padding PP 100 or Nordsjö Hagmans Stålplast Micro Prod. No. 28199 or 10900/10901/10902 may be used.
Approved Paint Systems for TBY
Edition 2
61(75)
3.3 Treatment type sheets
3.3.1 Akzo
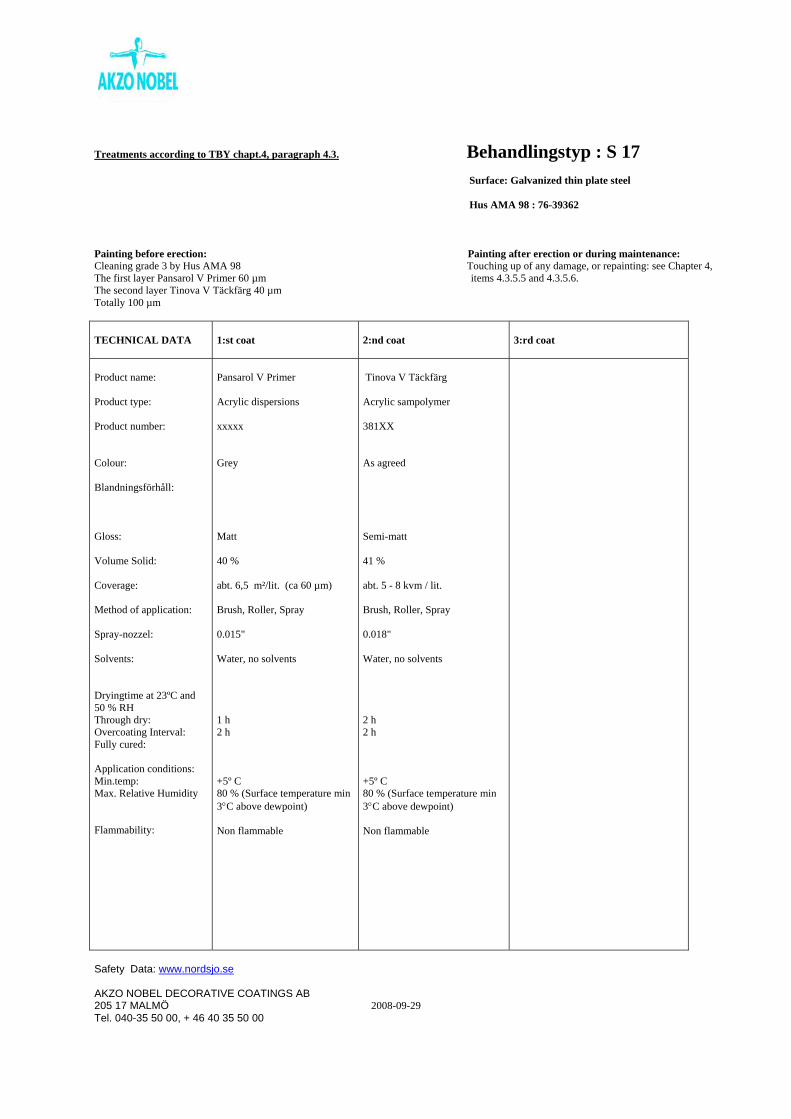
Treatments according to TBY chapt.4, paragraph 4.3. Behandlingstyp : S 17 Surface: Galvanized thin plate steel Hus AMA 98 : 76-39362 Painting before erection: Painting after erection or during maintenance: Cleaning grade 3 by Hus AMA 98 Touching up of any damage, or repainting: see Chapter 4, The first layer Pansarol V Primer 60 µm items 4.3.5.5 and 4.3.5.6. The second layer Tinova V Täckfärg 40 µm Totally 100 µm TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Product type: Product number: Colour: Blandningsförhåll: Gloss: Volume Solid: Coverage: Method of application: Spray-nozzel: Solvents: Dryingtime at 23ºC and 50 % RH Through dry: Overcoating Interval: Fully cured: Application conditions: Min.temp: Max. Relative Humidity Flammability:
Pansarol V Primer Acrylic dispersions xxxxx Grey Matt 40 % abt. 6,5 m²/lit. (ca 60 µm) Brush, Roller, Spray 0.015" Water, no solvents 1 h 2 h +5º C 80 % (Surface temperature min 3°C above dewpoint) Non flammable
Tinova V Täckfärg Acrylic sampolymer 381XX As agreed Semi-matt 41 % abt. 5 - 8 kvm / lit. Brush, Roller, Spray 0.018" Water, no solvents 2 h 2 h +5º C 80 % (Surface temperature min 3°C above dewpoint) Non flammable
Safety Data: www.nordsjo.se AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ 2008-09-29 Tel. 040-35 50 00, + 46 40 35 50 00
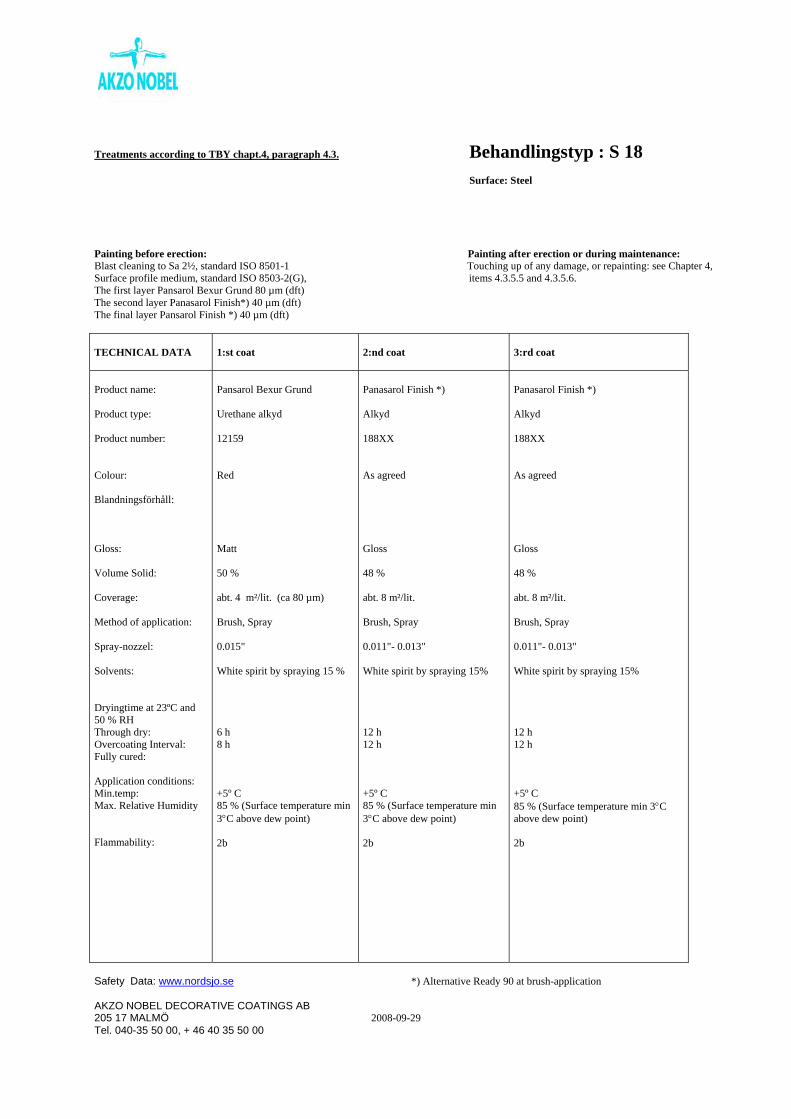
Treatments according to TBY chapt.4, paragraph 4.3. Behandlingstyp : S 18 Surface: Steel Painting before erection: Painting after erection or during maintenance: Blast cleaning to Sa 2½, standard ISO 8501-1 Touching up of any damage, or repainting: see Chapter 4, Surface profile medium, standard ISO 8503-2(G), items 4.3.5.5 and 4.3.5.6. The first layer Pansarol Bexur Grund 80 µm (dft) The second layer Panasarol Finish*) 40 µm (dft) The final layer Pansarol Finish *) 40 µm (dft) TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Product type: Product number: Colour: Blandningsförhåll: Gloss: Volume Solid: Coverage: Method of application: Spray-nozzel: Solvents: Dryingtime at 23ºC and 50 % RH Through dry: Overcoating Interval: Fully cured: Application conditions: Min.temp: Max. Relative Humidity Flammability:
Pansarol Bexur Grund Urethane alkyd 12159 Red Matt 50 % abt. 4 m²/lit. (ca 80 µm) Brush, Spray 0.015" White spirit by spraying 15 % 6 h 8 h +5º C 85 % (Surface temperature min 3°C above dew point) 2b
Panasarol Finish *) Alkyd 188XX As agreed Gloss 48 % abt. 8 m²/lit. Brush, Spray 0.011"- 0.013" White spirit by spraying 15% 12 h 12 h +5º C 85 % (Surface temperature min 3°C above dew point) 2b
Panasarol Finish *) Alkyd 188XX As agreed Gloss 48 % abt. 8 m²/lit. Brush, Spray 0.011"- 0.013" White spirit by spraying 15% 12 h 12 h +5º C 85 % (Surface temperature min 3°C above dew point) 2b
Safety Data: www.nordsjo.se *) Alternative Ready 90 at brush-application AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ 2008-09-29 Tel. 040-35 50 00, + 46 40 35 50 00
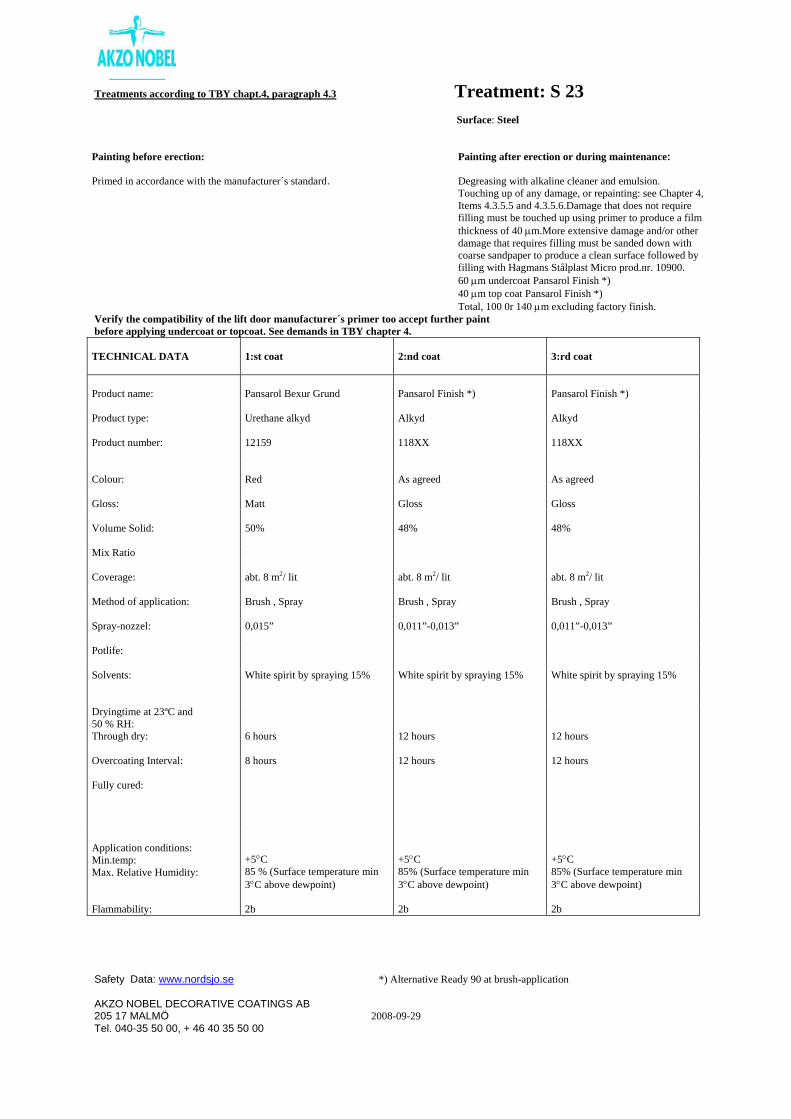
Safety Data: www.nordsjo.se *) Alternative Ready 90 at brush-application AKZO NOBEL DECORATIVE COATINGS AB 205 17 MALMÖ 2008-09-29 Tel. 040-35 50 00, + 46 40 35 50 00
Treatments according to TBY chapt.4, paragraph 4.3 Treatment: S 23
Surface: Steel
Painting before erection: Primed in accordance with the manufacturer´s standard.
Painting after erection or during maintenance: Degreasing with alkaline cleaner and emulsion. Touching up of any damage, or repainting: see Chapter 4, Items 4.3.5.5 and 4.3.5.6.Damage that does not require filling must be touched up using primer to produce a film thickness of 40 μm.More extensive damage and/or other damage that requires filling must be sanded down with coarse sandpaper to produce a clean surface followed by filling with Hagmans Stålplast Micro prod.nr. 10900. 60 μm undercoat Pansarol Finish *) 40 μm top coat Pansarol Finish *) Total, 100 0r 140 μm excluding factory finish.
Verify the compatibility of the lift door manufacturer´s primer too accept further paint before applying undercoat or topcoat. See demands in TBY chapter 4. TECHNICAL DATA
1:st coat
2:nd coat
3:rd coat
Product name: Pansarol Bexur Grund Pansarol Finish *) Pansarol Finish *) Product type: Urethane alkyd Alkyd Alkyd Product number: 12159 118XX 118XX Colour: Red As agreed As agreed Gloss: Matt Gloss Gloss Volume Solid: 50% 48% 48% Mix Ratio Coverage: abt. 8 m2/ lit abt. 8 m2/ lit abt. 8 m2/ lit Method of application: Brush , Spray Brush , Spray Brush , Spray Spray-nozzel: 0,015” 0,011”-0,013” 0,011”-0,013” Potlife: Solvents: White spirit by spraying 15% White spirit by spraying 15% White spirit by spraying 15% Dryingtime at 23ºC and 50 % RH: Through dry: Overcoating Interval: Fully cured:
6 hours 8 hours
12 hours 12 hours
12 hours 12 hours
Application conditions: Min.temp: Max. Relative Humidity:
+5°C 85 % (Surface temperature min 3°C above dewpoint)
+5°C 85% (Surface temperature min 3°C above dewpoint)
+5°C 85% (Surface temperature min 3°C above dewpoint)
Flammability: 2b 2b 2b

Approved Paint Systems for TBY
Edition 2
62(75)
3.3.2 Chesterton
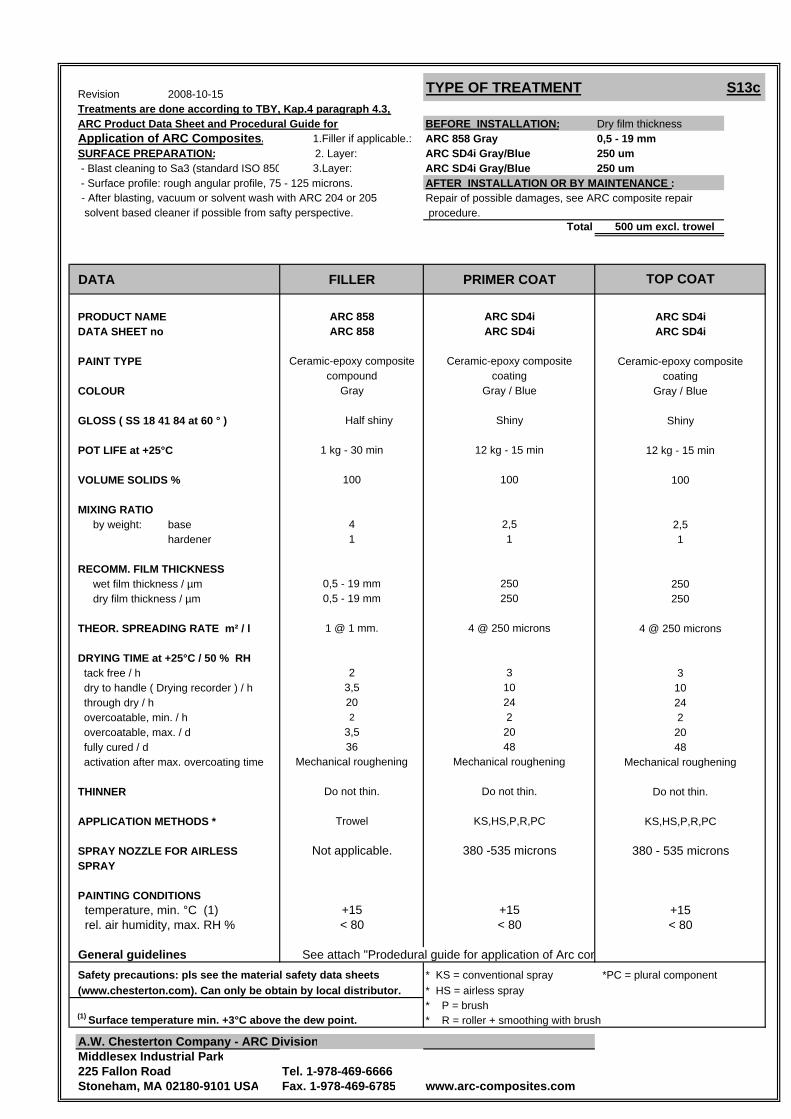
Revision 2008-10-15 TYPE OF TREATMENT S13cTreatments are done according to TBY, Kap.4 paragraph 4.3,ARC Product Data Sheet and Procedural Guide for BEFORE INSTALLATION: Dry film thicknessApplication of ARC Composites. 1.Filler if applicable.: ARC 858 Gray 0,5 - 19 mmSURFACE PREPARATION: 2. Layer: ARC SD4i Gray/Blue 250 um - Blast cleaning to Sa3 (standard ISO 850 3.Layer: ARC SD4i Gray/Blue 250 um - Surface profile: rough angular profile, 75 - 125 microns. AFTER INSTALLATION OR BY MAINTENANCE : - After blasting, vacuum or solvent wash with ARC 204 or 205 Repair of possible damages, see ARC composite repair solvent based cleaner if possible from safty perspective. procedure.
Total 500 um excl. trowel
DATA FILLER PRIMER COAT
PRODUCT NAME ARC 858 ARC SD4iDATA SHEET no ARC 858 ARC SD4i
PAINT TYPE Ceramic-epoxy composite Ceramic-epoxy compositecompound coating
COLOUR Gray Gray / Blue
GLOSS ( SS 18 41 84 at 60 ° ) Half shiny Shiny
POT LIFE at +25°C 1 kg - 30 min 12 kg - 15 min
VOLUME SOLIDS % 100 100
MIXING RATIO by weight: base 4 2,5
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 0,5 - 19 mm 250 dry film thickness / µm 0,5 - 19 mm 250
THEOR. SPREADING RATE m² / l 1 @ 1 mm. 4 @ 250 microns
DRYING TIME at +25°C / 50 % RH tack free / h 2 3 dry to handle ( Drying recorder ) / h 3,5 10 through dry / h 20 24 overcoatable, min. / h 2 2 overcoatable, max. / d 3,5 20 fully cured / d 36 48 activation after max. overcoating time Mechanical roughening Mechanical roughening
THINNER Do not thin. Do not thin.
APPLICATION METHODS * Trowel KS,HS,P,R,PC
SPRAY NOZZLE FOR AIRLESS Not applicable. 380 -535 micronsSPRAY
PAINTING CONDITIONS temperature, min. °C (1) +15 +15 rel. air humidity, max. RH % < 80 < 80
General guidelines See attach "Prodedural guide for application of Arc comSafety precautions: pls see the material safety data sheets * KS = conventional spray *PC = plural component(www.chesterton.com). Can only be obtain by local distributor. * HS = airless spray
* P = brush(1) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
A.W. Chesterton Company - ARC DivisionMiddlesex Industrial Park225 Fallon Road Tel. 1-978-469-6666 Stoneham, MA 02180-9101 USA Fax. 1-978-469-6785 www.arc-composites.com
100
coatingGray / Blue
12 kg - 15 min
Shiny
ARC SD4i
Ceramic-epoxy composite
ARC SD4i
2,51
3
250250
4 @ 250 microns
48
Do not thin.
Mechanical roughening
TOP COAT
+15
10242
20
KS,HS,P,R,PC
380 - 535 microns
< 80
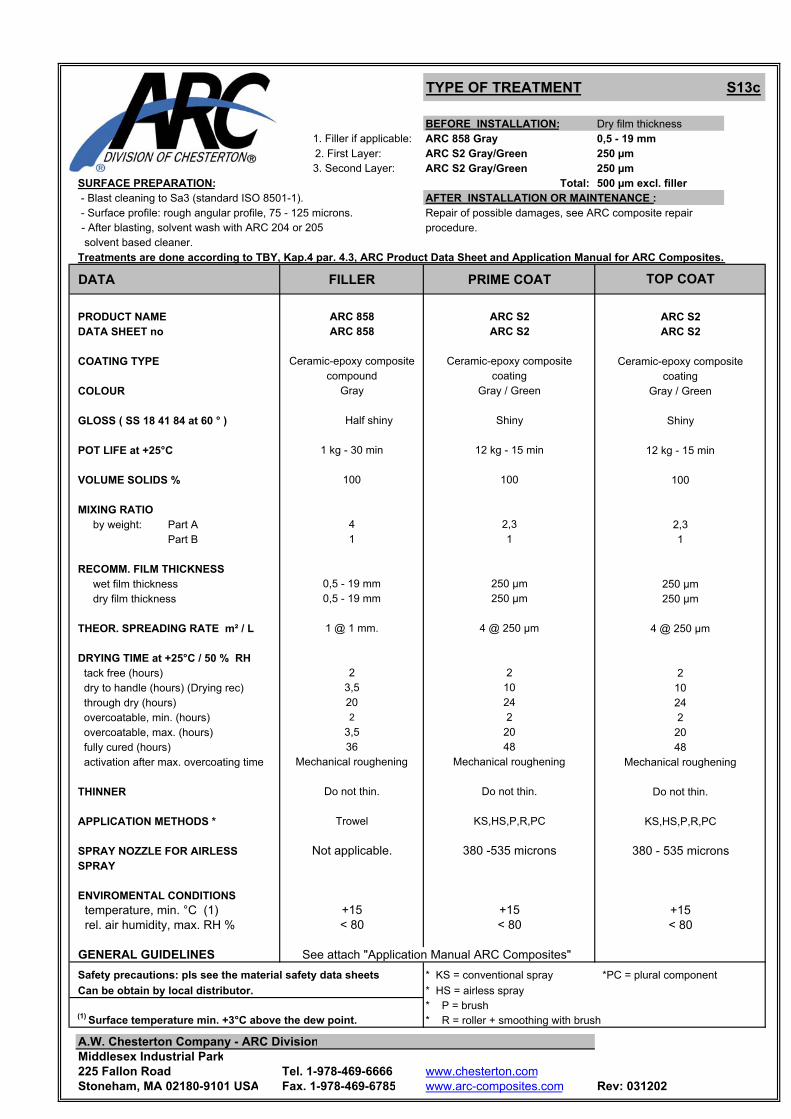
TYPE OF TREATMENT S13c
BEFORE INSTALLATION: Dry film thickness 1. Filler if applicable: ARC 858 Gray 0,5 - 19 mm 2. First Layer: ARC S2 Gray/Green 250 µm 3. Second Layer: ARC S2 Gray/Green 250 µm
SURFACE PREPARATION: Total: 500 µm excl. filler - Blast cleaning to Sa3 (standard ISO 8501-1). AFTER INSTALLATION OR MAINTENANCE : - Surface profile: rough angular profile, 75 - 125 microns. Repair of possible damages, see ARC composite repair - After blasting, solvent wash with ARC 204 or 205 procedure. solvent based cleaner.Treatments are done according to TBY, Kap.4 par. 4.3, ARC Product Data Sheet and Application Manual for ARC Composites.
DATA FILLER PRIME COAT
PRODUCT NAME ARC 858 ARC S2DATA SHEET no ARC 858 ARC S2
COATING TYPE Ceramic-epoxy composite Ceramic-epoxy compositecompound coating
COLOUR Gray Gray / Green
GLOSS ( SS 18 41 84 at 60 ° ) Half shiny Shiny
POT LIFE at +25°C 1 kg - 30 min 12 kg - 15 min
VOLUME SOLIDS % 100 100
MIXING RATIO by weight: Part A 4 2,3
Part B 1 1
RECOMM. FILM THICKNESS wet film thickness 0,5 - 19 mm 250 µm dry film thickness 0,5 - 19 mm 250 µm
THEOR. SPREADING RATE m² / L 1 @ 1 mm. 4 @ 250 µm
DRYING TIME at +25°C / 50 % RH tack free (hours) 2 2 dry to handle (hours) (Drying rec) 3,5 10 through dry (hours) 20 24 overcoatable, min. (hours) 2 2 overcoatable, max. (hours) 3,5 20 fully cured (hours) 36 48 activation after max. overcoating time Mechanical roughening Mechanical roughening
THINNER Do not thin. Do not thin.
APPLICATION METHODS * Trowel KS,HS,P,R,PC
SPRAY NOZZLE FOR AIRLESS Not applicable. 380 -535 micronsSPRAY
ENVIROMENTAL CONDITIONS temperature, min. °C (1) +15 +15 rel. air humidity, max. RH % < 80 < 80
GENERAL GUIDELINES See attach "Application Manual ARC Composites"Safety precautions: pls see the material safety data sheets * KS = conventional spray *PC = plural componentCan be obtain by local distributor. * HS = airless spray
* P = brush(1) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
A.W. Chesterton Company - ARC DivisionMiddlesex Industrial Park225 Fallon Road Tel. 1-978-469-6666 www.chesterton.comStoneham, MA 02180-9101 USA Fax. 1-978-469-6785 www.arc-composites.com Rev: 031202
< 80
48
Do not thin.
Mechanical roughening
TOP COAT
+15
KS,HS,P,R,PC
380 - 535 microns
10242
20
2
250 µm250 µm
4 @ 250 µm
2,31
12 kg - 15 min
100
ARC S2
Ceramic-epoxy composite
ARC S2
coatingGray / Green
Shiny

Approved Paint Systems for TBY
Edition 2
63(75)
3.3.2.1 Application instructions
Rev: FFEN 081027 1
APPLICATION MANUAL
ARC COMPOSITES
ARC 858
and
ARC SD4i
Rev: FFEN 081027 2
Table of Contents
Section Description Page 1. General scope 3 2. Product data sheet 3 3. Material control and waste disposal 3 4. Personnel training and certification 4 5. Application environment and control 4 6. Surface conditioning/preparation 4 7. Mixing and application 6 8. Drying/curing times 9 9. Final film quality inspection and repair 10 10. Documentation 11
Rev: FFEN 081027 3
1. GENERAL SCOPE The ARC products may be used separately or together as a system: ARC SD4i is a thin film product designed to brush, roller or spray applied. The recommended film thickness per coat is 170 to 380μm. ARC SD4i can not be high voltage spark tested. ARC S2 can be applied both on surface prepared metal and other ARC materials. ARC 858 is a thick film product designed to be trowel applied. The recommended film thickness per coat is 0.5 to 19 mm. Specific areas of application for this product would be metal surfaces that need to be rebuilt. ARC 858 can be applied both on surface prepared metal and ARC S2. 2. PRODUCT DATA SHEET The following documents are a part of the application specification and are referred to only by the title. The documents should be used to the degree given by the reference. 2.1 Chesterton’s product data sheet ARC SD4i ARC 858 3. MATERIAL CONTROL AND WASTE DISPOSAL This section describes the proper storage of ARC materials required for an application. It also explains the proper disposal of waste generated as a result of the application including, but not limited to, product containers, spent abrasive, cleaners, rags, and brushes. 3.1 The shelf stability of the ARC products depends on the storage temperatures. All
materials shall be properly stored to avoid damage due to conditions outside those specified on the specific ARC product data sheet. The maximum shelf stability is 2 years.
3.2 Prior to use all ARC Composites shall have their lot number recorded on form D.117.
Material control should be according to section 12.3 in TBY. 3.3 Waste including, but not limited to, abrasive blast residues, old coating, surface
contaminants, and cleaning chemicals shall be disposed of in accordance with local law and regulations.
4. PERSONELL TRAINING AND CERTIFICATION
Rev: FFEN 081027 4
In order to control quality all ARC Composites work shall be accomplished by certified personnel and approved companies. 4.1 Certification of the personnel working with ARC Composites is issued by the local
Chesterton ARC Manager. 5. APPLICATION ENVIROMENT AND CONTROL During the phases of surface preparation, application, and curing, environmental conditions will require careful monitoring. Critical areas of concern are relative humidity, dew point, surface temperature of the substrate, and air temperature. These parameters shall be measured periodically during the progress of the work and documented on form D.100 in TBY. 5.1 When required by poor environmental conditions dehumidifiers should be used to dry
the air. These should be sized such that they can provide an air exchange in the confined work area of three times per hour. Dehumidification shall be sufficient enough to “hold the blast“ or prevent rust bloom / flash rust for a minimum of 3 hours from the time of blasting acceptance.
5.2 Under specific conditions (high humidity and low temperature), a phenomena known
as amine blush can form on the surface of the coating during curing. This blush can impair inter coat adhesion. The maximum humidity that can be tolerated during coating phases is as specified in the following chart:
Surface Temperature Relative Humidity (RH) 16-20°C <55% 21-25°C <70% 26-31°C <75% 32-38°C <80% 6. SURFACE CONDITIONING/PREPARATION All surfaces shall be prepared in a safe and workman-like manner with the intent of providing the specified result. 6.1 Before commencing with surface preparation a pre-inspection of surface conditions is
required to establish the optimum manner and sequence of the surface preparation to follow. SS EN ISO 12944-3 “Corrosion protection of steel structures by protective paint systems -- Part 3: Design considerations” is the standard for identifying the quality of welds, angle braces, joints, connections and structural members. SS-EN ISO 8501-1 (SIS 05 59 00) “Pictorial surface preparation standard for painting steel surfaces” shall be used to identify the initial surface finish condition.
6.2 Surface finish and cleanliness.
Rev: FFEN 081027 5
6.2.1 If no chemical contamination is suspected initial abrasive grit blasting may
proceed. The compressed air blasting system shall be capable of generating moisture and oil free air at a minimum of 6.5 bar (90 PSI) at the blast nozzle.
Test compressed air cleanliness at the beginning of each shift for each compressor system in operation. Direct the compressed air only onto a clean piece of blotter paper held approximately 0.5 meter from the air outlet. After a minimum of 2 minutes, inspect the paper for signs of moisture or oil contamination. If present, take steps to eliminate the problem (e.g. clean, replace, or add additional moisture and oil traps, clean lines, etc.). If the air passes the test, it can be used.
6.2.2 The abrasive selected shall be verified to be free of insoluble contaminants such as oil or grease. Inspect the abrasive by taking a representative 1 kg sample and place it in a 4 liter bucket of fresh water. Inspect for oil films and excessive dust.
6.2.3 The abrasive selected shall be capable of generating a level of cleanliness in
compliance with SS-EN ISO 8501-1 Sa 3 with an angular profile of 75 to 125µm.
6.3 Chemical Decontamination.
6.3.1 If chemical decontamination is suspected the surfaces shall be inspected as this might impair adhesion. Suitable cleaning methods shall be instituted to remove the contaminants to the acceptable level.
6.3.2 The presence of water soluble contaminants such as, but not limited to chlorides and sulfates, shall be verified by equipment in accordance with SS-EN ISO 8502-6 ”Bresle method”. Repeated high pressure fresh water flushes (210 to 560 bar) or steam cleaning followed by drying cycles are recommended to remove these contaminants. The contaminant level shall not exceed 100 mg/m2 for sulfates and chlorides. It is preferable that the Chloride level is below 50 mg/m2.
6.3.3 The presence of organic and hydrocarbon based contaminants such as, but not limited to petroleum based oils and greases, shall be verified by equipment in accordance with ASTM F 22 “Test Method for Hydrophobic Surface Films by Water-Break Test”. In this test clean water is placed on the surface, if the water spreads out evenly on the surface it is considered clean and if it beads on the surface it is hydrophobic (contaminated). An equivalent test can also be used. Organic hydrocarbons may also be visually verified by passing a low frequency ultra violet light source over the surface. Hydrocarbon soils will fluoresce. These contaminants must be removed by flushing the surface with a high pH water based emulsifying cleaner and fresh water flushes. Final steam cleaning is required. Surface tensions shall be such that test water does not bead on the surface.

Rev: FFEN 081027 6
6.3.4 The presence of synthetic based insoluble contaminants such as, but not limited to, synthetic oils, shall be verified by equipment in accordance with ASTM F 22 “Test Method for Hydrophobic Surface Films by Water-Break Test”. In this test clean water is placed on the surface, if the water spreads out evenly on the surface it is considered clean and if it beads on the surface it is hydrophobic (contaminated). An equivalent test can also be used. Contact the COATING MANUFACTURER for specific cleaning instructions based on the suspect type of contamination. Surface tensions shall be such that test water does not bead on the surface.
6.3.5 The presence of micro biological contaminants (MIC) such as, but not limited
to, sulfate reducing bacteria and other anaerobic bacteria, shall be verified via suitable culturing by a qualified water chemistry laboratory. If MIC inducing bacteria is verified the recommended cleaning procedure is to either wash the surface with a 4% H2O2 solution followed by a demineralized water rinse, or to expose the surface to pasteurizing steam at a minimum temperature of 94°C (200°F) for at least 5 seconds.
6.3.6 The pH of the surface to be lined shall be verified to be no more than one point
below or two points above a pH neutral rinse water. Follow ASTM D 4262 “ Test Method for Chemically Cleaned or Etched Concrete” modified for steel surfaces.
6.4 HOLD POINT - Inspection of Surface for Acceptance to Coat
The following tests and criteria must be met before allowing application to proceed.
Test Method Specific Limits Profile Measurement ISO 8503-5 75-125μm Relative Humidity (RH) ISO 4677-2 Refer to sec. 5.2 Dew Point (DP) Surface temp >3 °C above
DP Surface Cleanliness ISO 8501-1 Sa 3 pH ASTM D 4262 6-9 Cleanliness Water drop test (ASTM F 22) No visible beading
7. MIXING & APPLICATION Each product has a recommended minimum, nominal and maximum total dry film thickness per coat. Product Nominal Minimum Maximum ARC 858 3.0 mm 0.5 mm 19 mm ARC SD4i 300μ 170μ 380μ 7.1 Application of ARC 858
ARC 858 may be used for rebuilding of metal surfaces that have been damaged by corrosion and erosion. All materials shall be brought to a temperature between 21-32°C at least 24 hours prior to use.
Rev: FFEN 081027 7
7.1.1 Mix until uniform in color and no streaks remain. If mixing in pail use a power
mixer with a non-air-entraining blade, such as “Jiffy” blade, and operate at low speed. Periodically scrape mixing blade and sides of container. Splitting of kits is prohibited.
7.1.2 Once mixed ARC 858 can be applied to pits, weld seams, etc., that are greater
than 0.5 mm in depth. Apply with the application tool provided or an appropriate tool such as a clean, spring steel trowel. Work the material well into the depression. Press down firmly to squeeze out trapped air. Force the product into gaps and voids in the substrate not previously repaired by welding to assure good surface contact and to provide a uniform surface.
7.1.3 The material shall be applied to a smooth and uniform surface. An average
thickness of 0.5-3 mm should be obtained per application. 7.1.4 Do not exceed the working time as defined in the Product Data Sheet. Larger
masses or warmer application temperatures reduce the effective working times and may necessitate the use of smaller kits. Halt further application if material begins to tear or drag during application.
7.1.5 Multiple coat applications of ARC 858 are possible without additional surface
preparation provided the subsequent coat is applied before the earlier coat has achieved the ”Light Load” stage of cure, as defined on the ARC 858 Product Data Sheet.
If that stage is exceeded the material must be allowed to reach ”Full Load” stage. Then roughen the surface with power sanders or by light abrasive sweep blasting.
Cleanliness between coats:
-If dust and debris present on the surface of the coating remove it by brushing, dry wiping, blowing down with clean compressed air or vacuuming. -Remove spots of grease or oil by solvent cleaning.
-If blast products or debris are present in the ARC 858 remove them by scraping or light sanding prior to application of the next coat.
-If the removal exposes bare metal in the affected areas, spot repair prior to application of the finish coat.
7.2 Manual application of ARC SD4i with roller or brush.
All material shall be brought to a temperature of between 21-32°C at least 24 hours prior to use. Premix Part A and Part B prior to initiating kit mix to resuspend any settled reinforcements.
7.2.1 Mix material in a clean, dry pail. Mix until uniform in color and no streaks
remain. If using power mixer attach a non-air-entraining blade such as a “Jiffy”
Rev: FFEN 081027 8
blade and operate at slow speed in an up and down motion. Periodically scrape mixing blade and sides of container. Splitting of kits is prohibited.
7.2.2 Once mixed apply the ARC Composite to surface with either a brush or non-
linting style short nap roller. Press product down firmly onto surface to squeeze out trapped air. Work material in long brush or roller strokes so a nearly uniform surface is achieved. If using a roller it may be necessary to brush out the roller applied film to reduce air bubbles popping.
7.2.3 Once the lining has wet out the surface immediately apply additional
composite to obtain the desired wet film thickness. Avoid re-brushing areas that have cured to a tacky film, otherwise pulling and tearing of the underlying composite will result.
7.2.4 Do not exceed the Working Time as defined in the Product Data Sheet. Larger
masses or warmer application temperatures reduce effective working times and may necessitate the use of smaller kits. Halt further application if the material begins to tear and drag during application.
7.2.5 Measure and record the wet film thickness taking one reading every square
meter.
7.3 Spray Application of ARC SD4i. All material shall be brought to a temperature of between 21-32°C at least 24 hours prior to use. Premix Part A and Part B prior to initiating kit mix to resuspend any settled reinforcements. 7.3.1 Prior to use, all airless spray equipment shall be flushed with solvent and
drained. Use sufficient air volume for correct operation of equipment. Use 50% overlap with each pass of the gun. Irregular surfaces and angles should be stripe coated. Typical equipment is as follows:
Plural Component Heated Spray
- Airless pump 68:1 or greater with in-line heater element (capable of 55°C ) - Volume ratio 2.0:1 (A:B) - A fluid line 6 mm ID (55°C) - B fluid line 6 mm ID (55°C) - Heavy Duty Airless Gun, Self Cleaning Tip 415 - 621 - Pressure 175 - 210 bar - 23:1 Solvent Flush pump
- Static mixer: 9 mm x 30 (diameter and number of mixer elements) - Approximate idle (non-spraying) time before solvent flush is required at spraying temperatures: 4 – 8 minutes - Remove fluid filter - Reinforcements will cause wear to pump internals and tips
Airless Spray - Airless pump 40:1 or larger - 6 - 9 mm ID fluid line not to exceed 10 meters - Heavy Duty Airless Gun
Rev: FFEN 081027 9
- Self Cleaning 415 – 621 Tip - Pressure 175 - 210 bar - Material Temperature 45 – 50ºC - Preheat individual components and premix Part B before adding to Part A. - Reinforcements will cause wear to pump internals and spray tips. - Remove fluid filter - Working time of 16 liters at spray temperature range: 10 minutes - Solvent flush system after every 45 liters applied or at end of working time, whichever comes first. Use MEK or acetone for solvent flush.
7.3.2 Apply each pass with a 50% overlap. Each pass should deposit 75-125μm.
After initial set a second pass should be applied at right angles to the first pass. Additional passes should be made until first coat wet film thickness has been achieved. The gun should be perpendicular to the surface to be coated and should be 30-40 cm from the surface. Next coat should be applied 2 hours after the first was finished.
7.3.3 Measure and record the wet film thickness taking one reading every square
meter.
7.4 Multiple coat applications of ARC SD4i are possible without additional surface preparation provided the subsequent coat is applied before the earlier has reached the ”Light Load” stage of cure, as defined on the ARC SD4i Product Data Sheet. If that stage is exceeded the material must be allowed to reach ”Full Load” stage. Then roughen the surface with power sanders or by light abrasive sweep blasting.
Cleanliness between coats:
-If dust and debris are present on the surface of the coating remove it by brushing, dry wiping, blowing down with clean compressed air or vacuuming. -Remove spots of grease or oil by solvent cleaning.
-If blast products or debris are present in the ARC SD4i remove them by scraping or light sanding prior to application of the next coat.
-If the removal exposes bare metal in the affected areas, spot repair prior to application of the finish coat.
8. DRYING/CURING TIMES
These materials cure by thermoset reaction at ambient cure conditions. To establish guidelines on cure times refer to the respective ARC Product Data Sheet.
8.1 Under controlled temperatures these same materials can be accelerated to the ”Full
Chemical” cure stage by Force curing, which is the addition of heat in order to reduce the cure time. When force curing allow the material to first reach “Tack Free” as defined in the Product Data Sheet and then apply the recommended force cure temperature and time.
Rev: FFEN 081027 10
8.2 Post curing refers to elevated temperature curing for an extended period of time to achieve material properties greater than those that could be obtained from ambient curing. Post curing allows a composite to be used at higher wet service temperatures
ARC SD4i: For applications in areas where continuous immersion exposure is above 65°C, post curing is required. ARC 858 and ARC SD4i: For applications in areas where continuous immersion exposure is above 65°C, post curing is required. Follow specifications listed in ARC Technical Bulletin 002 for post curing instructions.
8.2.1 The following chart defines the recommended force cure schedule for ARC
Composites. This chart should only be applied after the material has reached a minimum of “Tack Free” cure at ambient temperatures.
Surface Temperature Time 55°C 5 hours 65°C 4 hours 75°C 3 hours 85°C 2 hours
9. FILM QUALITY INSPECTION AND REPAIR Once the desired film thickness has been applied and allowed to cure to “Light Load” stage final film quality control can be inspected. This phase of the work is intended to measure and record the film quality, total dry film thickness, and film integrity. 9.1 Areas where film discrepancies are noted such as, but not limited to, drips, runs, sags or
over application shall be ground down to comply with the maximum recommended film thickness.
9.2 Dry film thickness measurements shall be done according to SS 184160.
10. DOCUMENTATION
10.1 The demands in chapter 4.2 and chapter 8 in TBY should also be kept.
10.2 In order to provide traceability the following items shall be recorded and maintained by the contractor. It means documentation of:
- Lot number of all ARC Composites. - Environmental conditions during preparation, application, and curing of the Composites. - Q.C. recording of surface cleanliness, profiles, contamination levels, etc. - Name of persons performing the work.
Rev: FFEN 081027 1
APPLICATION MANUAL
ARC COMPOSITES
ARC 858
and
ARC S2
Rev: FFEN 081027 2
Table of Contents
Section Description Page 1. General scope 3 2. Product data sheet 3 3. Material control and waste disposal 3 4. Personnel training and certification 4 5. Application environment and control 4 6. Surface conditioning/preparation 4 7. Mixing and application 6 8. Drying/curing times 9 9. Final film quality inspection and repair 10 10. Documentation 11
Rev: FFEN 081027 3
1. GENERAL SCOPE The ARC products may be used separately or together as a system: ARC S2 is a thin film product designed to brush, roller or spray applied. The recommended film thickness per coat is 170 to 380μm. ARC S2 can be high voltage spark tested for determination of pinholes. ARC S2 can be applied both on surface prepared metal and ARC 858. ARC 858 is a thick film product designed to be trowel applied. The recommended film thickness per coat is 0.5 to 19 mm. Specific areas of application for this product would be metal surfaces that need to be rebuilt. ARC 858 can be applied both on surface prepared metal and other ARC materials. 2. PRODUCT DATA SHEET The following documents are a part of the application specification and are referred to only by the title. The documents should be used to the degree given by the reference. 2.1 Chesterton’s product data sheet ARC S2 ARC 858 3. MATERIAL CONTROL AND WASTE DISPOSAL This section describes the proper storage of ARC materials required for an application. It also explains the proper disposal of waste generated as a result of the application including, but not limited to, product containers, spent abrasive, cleaners, rags, and brushes. 3.1 The shelf stability of the ARC products depends on the storage temperatures. All
materials shall be properly stored to avoid damage due to conditions outside those specified on the specific ARC product data sheet. The maximum shelf stability is 2 years.
3.2 Prior to use all ARC Composites shall have their lot number recorded on form D.117.
Material control should be according to section 12.3 in TBY. 3.3 Waste including, but not limited to, abrasive blast residues, old coating, surface
contaminants, and cleaning chemicals shall be disposed of in accordance with local law and regulations.
Rev: FFEN 081027 4
4. PERSONELL TRAINING AND CERTIFICATION In order to control quality all ARC Composites work shall be accomplished by certified personnel and approved companies. 4.1 Certification of the personnel working with ARC Composites is issued by the local
Chesterton ARC Manager. 5. APPLICATION ENVIROMENT AND CONTROL During the phases of surface preparation, application, and curing, environmental conditions will require careful monitoring. Critical areas of concern are relative humidity, dew point, surface temperature of the substrate, and air temperature. These parameters shall be measured periodically during the progress of the work and documented on form D.100 in TBY. 5.1 When required by poor environmental conditions dehumidifiers should be used to dry
the air. These should be sized such that they can provide an air exchange in the confined work area of three times per hour. Dehumidification shall be sufficient enough to “hold the blast“ or prevent rust bloom / flash rust for a minimum of 3 hours from the time of blasting acceptance.
5.2 Under specific conditions (high humidity and low temperature), a phenomena known
as amine blush can form on the surface of the coating during curing. This blush can impair inter coat adhesion. The maximum humidity that can be tolerated during coating phases is as specified in the following chart:
Surface Temperature Relative Humidity (RH) 16-20°C <55% 21-25°C <70% 26-31°C <75% 32-38°C <80% 6. SURFACE CONDITIONING/PREPARATION All surfaces shall be prepared in a safe and workman-like manner with the intent of providing the specified result. 6.1 Before commencing with surface preparation a pre-inspection of surface conditions is
required to establish the optimum manner and sequence of the surface preparation to follow. SS EN ISO 12944-3 “Corrosion protection of steel structures by protective paint systems -- Part 3: Design considerations” is the standard for identifying the quality of welds, angle braces, joints, connections and structural members. SS-EN ISO 8501-1 (SIS 05 59 00) “Pictorial surface preparation standard for painting steel surfaces” shall be used to identify the initial surface finish condition.
Rev: FFEN 081027 5
6.2 Surface finish and cleanliness.
6.2.1 If no chemical contamination is suspected initial abrasive grit blasting may proceed. The compressed air blasting system shall be capable of generating moisture and oil free air at a minimum of 6.5 bar (90 PSI) at the blast nozzle.
Test compressed air cleanliness at the beginning of each shift for each compressor system in operation. Direct the compressed air only onto a clean piece of blotter paper held approximately 0.5 meter from the air outlet. After a minimum of 2 minutes, inspect the paper for signs of moisture or oil contamination. If present, take steps to eliminate the problem (e.g. clean, replace, or add additional moisture and oil traps, clean lines, etc.). If the air passes the test, it can be used.
6.2.2 The abrasive selected shall be verified to be free of insoluble contaminants such as oil or grease. Inspect the abrasive by taking a representative 1 kg sample and place it in a 4 liter bucket of fresh water. Inspect for oil films and excessive dust.
6.2.3 The abrasive selected shall be capable of generating a level of cleanliness in
compliance with SS-EN ISO 8501-1 Sa 3 with an angular profile of 75 to 125µm.
6.3 Chemical Decontamination.
6.3.1 If chemical decontamination is suspected the surfaces shall be inspected as this might impair adhesion. Suitable cleaning methods shall be instituted to remove the contaminants to the acceptable level.
6.3.2 The presence of water soluble contaminants such as, but not limited to chlorides and sulfates, shall be verified by equipment in accordance with SS-EN ISO 8502-6 ”Bresle method”. Repeated high pressure fresh water flushes (210 to 560 bar) or steam cleaning followed by drying cycles are recommended to remove these contaminants. The contaminant level shall not exceed 100 mg/m2 for sulfates and chlorides. It is preferable that the Chloride level is below 50 mg/m2.
6.3.3 The presence of organic and hydrocarbon based contaminants such as, but not limited to petroleum based oils and greases, shall be verified by equipment in accordance with ASTM F 22 “Test Method for Hydrophobic Surface Films by Water-Break Test”. In this test clean water is placed on the surface, if the water spreads out evenly on the surface it is considered clean and if it beads on the surface it is hydrophobic (contaminated). An equivalent test can also be used. Organic hydrocarbons may also be visually verified by passing a low frequency ultra violet light source over the surface. Hydrocarbon soils will fluoresce. These contaminants must be removed by flushing the surface with a high pH water based emulsifying cleaner and fresh water flushes. Final steam cleaning is required. Surface tensions shall be such that test water does not bead on the surface.
Rev: FFEN 081027 6
6.3.4 The presence of synthetic based insoluble contaminants such as, but not limited to, synthetic oils, shall be verified by equipment in accordance with ASTM F 22 “Test Method for Hydrophobic Surface Films by Water-Break Test”. In this test clean water is placed on the surface, if the water spreads out evenly on the surface it is considered clean and if it beads on the surface it is hydrophobic (contaminated). An equivalent test can also be used. Contact the COATING MANUFACTURER for specific cleaning instructions based on the suspect type of contamination. Surface tensions shall be such that test water does not bead on the surface.
6.3.5 The presence of micro biological contaminants (MIC) such as, but not limited
to, sulfate reducing bacteria and other anaerobic bacteria, shall be verified via suitable culturing by a qualified water chemistry laboratory. If MIC inducing bacteria is verified the recommended cleaning procedure is to either wash the surface with a 4% H2O2 solution followed by a demineralized water rinse, or to expose the surface to pasteurizing steam at a minimum temperature of 94°C (200°F) for at least 5 seconds.
6.3.6 The pH of the surface to be lined shall be verified to be no more than one point
below or two points above a pH neutral rinse water. Follow ASTM D 4262 “ Test Method for Chemically Cleaned or Etched Concrete” modified for steel surfaces.
6.4 HOLD POINT - Inspection of Surface for Acceptance to Coat
The following tests and criteria must be met before allowing application to proceed.
Test Method Specific Limits Profile Measurement ISO 8503-5 75-125μm Relative Humidity (RH) ISO 4677-2 Refer to sec. 5.2 Dew Point (DP) Surface temp >3 °C above
DP Surface Cleanliness ISO 8501-1 Sa 3 pH ASTM D 4262 6-9 Cleanliness Water drop test (ASTM F 22) No visible beading
7. MIXING & APPLICATION Each product has a recommended minimum, nominal and maximum total dry film thickness per coat. Product Nominal Minimum Maximum ARC 858 3.0 mm 0.5 mm 19 mm ARC S2 300μ 170μ 380μ 7.1 Application of ARC 858
ARC 858 may be used for rebuilding of metal surfaces that have been damaged by corrosion and erosion. All materials shall be brought to a temperature between 21-32°C at least 24 hours prior to use.
Rev: FFEN 081027 7
7.1.1 Mix until uniform in color and no streaks remain. If mixing in pail use a power
mixer with a non-air-entraining blade, such as “Jiffy” blade, and operate at low speed. Periodically scrape mixing blade and sides of container. Splitting of kits is prohibited.
7.1.2 Once mixed ARC 858 can be applied to pits, weld seams, etc., that are greater
than 0.5 mm in depth. Apply with the application tool provided or an appropriate tool such as a clean, spring steel trowel. Work the material well into the depression. Press down firmly to squeeze out trapped air. Force the product into gaps and voids in the substrate not previously repaired by welding to assure good surface contact and to provide a uniform surface.
7.1.3 The material shall be applied to a smooth and uniform surface. An average
thickness of 0.5-3 mm should be obtained per application. 7.1.4 Do not exceed the working time as defined in the Product Data Sheet. Larger
masses or warmer application temperatures reduce the effective working times and may necessitate the use of smaller kits. Halt further application if material begins to tear or drag during application.
7.1.5 Multiple coat applications of ARC 858 are possible without additional surface
preparation provided the subsequent coat is applied before the earlier coat has achieved the ”Light Load” stage of cure, as defined on the ARC 858 Product Data Sheet.
If that stage is exceeded the material must be allowed to reach ”Full Load” stage. Then roughen the surface with power sanders or by light abrasive sweep blasting.
Cleanliness between coats:
-If dust and debris present on the surface of the coating remove it by brushing, dry wiping, blowing down with clean compressed air or vacuuming. -Remove spots of grease or oil by solvent cleaning.
-If blast products or debris are present in the ARC 858 remove them by scraping or light sanding prior to application of the next coat.
-If the removal exposes bare metal in the affected areas, spot repair prior to application of the finish coat.
7.2 Manual application of ARC S2 with roller or brush.
All material shall be brought to a temperature of between 21-32°C at least 24 hours prior to use. Premix Part A and Part B prior to initiating kit mix to resuspend any settled reinforcements.
7.2.1 Mix material in a clean, dry pail. Mix until uniform in color and no streaks
remain. If using power mixer attach a non-air-entraining blade such as a “Jiffy”
Rev: FFEN 081027 8
blade and operate at slow speed in an up and down motion. Periodically scrape mixing blade and sides of container. Splitting of kits is prohibited.
7.2.2 Once mixed apply the ARC Composite to surface with either a brush or non-
linting style short nap roller. Press product down firmly onto surface to squeeze out trapped air. Work material in long brush or roller strokes so a nearly uniform surface is achieved. If using a roller it may be necessary to brush out the roller applied film to reduce air bubbles popping.
7.2.3 Once the lining has wet out the surface immediately apply additional
composite to obtain the desired wet film thickness. Avoid re-brushing areas that have cured to a tacky film, otherwise pulling and tearing of the underlying composite will result.
7.2.4 Do not exceed the Working Time as defined in the Product Data Sheet. Larger
masses or warmer application temperatures reduce effective working times and may necessitate the use of smaller kits. Halt further application if the material begins to tear and drag during application.
7.2.5 Measure and record the wet film thickness taking one reading every square
meter.
7.3 Spray Application of ARC S2. All material shall be brought to a temperature of between 21-32°C at least 24 hours prior to use. Premix Part A and Part B prior to initiating kit mix to resuspend any settled reinforcements. 7.3.1 Prior to use, all airless spray equipment shall be flushed with solvent and
drained. Use sufficient air volume for correct operation of equipment. Use 50% overlap with each pass of the gun. Irregular surfaces and angles should be stripe coated. Typical equipment is as follows:
Plural Component Heated Spray
- Airless pump 35:1 or greater with in-line heater element (capable of 55°C ) - Volume ratio 2.0:1 (A:B) - A fluid line 6 mm ID (55°C) - B fluid line 6 mm ID (55°C) - Heavy Duty Airless Gun, Self Cleaning Tip 415 - 621 - Pressure 175 - 210 bar - 23:1 Solvent Flush pump
- Static mixer: 9 mm x 30 (diameter and number of mixer elements) - Approximate idle (non-spraying) time before solvent flush is required at spraying temperatures: 4 – 8 minutes - Remove fluid filter - Reinforcements will cause wear to pump internals and tips
Airless Spray - Airless pump 40:1 or larger - 6 - 9 mm ID fluid line not to exceed 10 meters - Heavy Duty Airless Gun
Rev: FFEN 081027 9
- Self Cleaning 415 – 621 Tip - Pressure 175 - 210 bar - Material Temperature 45 – 50ºC - Preheat individual components and premix Part B before adding to Part A. - Reinforcements will cause wear to pump internals and spray tips. - Remove fluid filter - Working time of 16 liters at spray temperature range: 10 minutes - Solvent flush system after every 45 liters applied or at end of working time, whichever comes first. Use MEK or acetone for solvent flush.
7.3.2 Apply each pass with a 50% overlap. Each pass should deposit 75-125μm.
After initial set a second pass should be applied at right angles to the first pass. Additional passes should be made until first coat wet film thickness has been achieved. The gun should be perpendicular to the surface to be coated and should be 30-40 cm from the surface. Next coat should be applied 2 hours after the first was finished.
7.3.3 Measure and record the wet film thickness taking one reading every square
meter.
7.4 Multiple coat applications of ARC S2 are possible without additional surface preparation provided the subsequent coat is applied before the earlier has reached the ”Light Load” stage of cure, as defined on the ARC S2 Product Data Sheet. If that stage is exceeded the material must be allowed to reach ”Full Load” stage. Then roughen the surface with power sanders or by light abrasive sweep blasting.
Cleanliness between coats:
-If dust and debris are present on the surface of the coating remove it by brushing, dry wiping, blowing down with clean compressed air or vacuuming. -Remove spots of grease or oil by solvent cleaning.
-If blast products or debris are present in the ARC S2 remove them by scraping or light sanding prior to application of the next coat.
-If the removal exposes bare metal in the affected areas, spot repair prior to application of the finish coat.
8. DRYING/CURING TIMES
These materials cure by thermoset reaction at ambient cure conditions. To establish guidelines on cure times refer to the respective ARC Product Data Sheet.
8.1 Under controlled temperatures these same materials can be accelerated to the ”Full
Chemical” cure stage by Force curing, which is the addition of heat in order to reduce the cure time. When force curing allow the material to first reach “Tack Free” as defined in the Product Data Sheet and then apply the recommended force cure temperature and time.
Rev: FFEN 081027 10
8.2 Post curing refers to elevated temperature curing for an extended period of time to achieve material properties greater than those that could be obtained from ambient curing. Post curing allows a composite to be used at higher wet service temperatures
ARC S2: For applications in areas where continuous immersion exposure is above 52°C, post curing is required. ARC 858 and ARC S2: For applications in areas where continuous immersion exposure is above 52°C, post curing is required. Follow specifications listed in ARC Technical Bulletin 002 for post curing instructions.
8.2.1 The following chart defines the recommended force cure schedule for ARC
Composites. This chart should only be applied after the material has reached a minimum of “Tack Free” cure at ambient temperatures.
Surface Temperature Time 55°C 5 hours 65°C 4 hours 75°C 3 hours 85°C 2 hours
9. FILM QUALITY INSPECTION AND REPAIR Once the desired film thickness has been applied and allowed to cure to “Light Load” stage final film quality control can be inspected. This phase of the work is intended to measure and record the film quality, total dry film thickness, and film integrity. 9.1 Areas where film discrepancies are noted such as, but not limited to, drips, runs, sags or
over application shall be ground down to comply with the maximum recommended film thickness.
9.2 Dry film thickness measurements shall be done according to SS 184160. 9.3 Holiday testing (ARC S2)
9.3.1 After the final working coat of S2 has been applied and cured to “Full Load” stage, the linings shall be subjected to holiday testing according to BS RP 0188. High Voltage spark testing at 4 V/μm shall be used. Where holidays are detected, they should be marked. Document result on form D.112 in TBY and if needed on a map. 9.3.2 Found flaws should be repaired. 9.3.3 Allow each repaired area a ”Full Load” cure time before a new holiday test is
made.
Rev: FFEN 081027 11
10. DOCUMENTATION
10.1 The demands in chapter 4.2 and chapter 8 in TBY should also be kept.
10.2 In order to provide traceability the following items shall be recorded and maintained by the contractor. It means documentation of:
- Lot number of all ARC Composites. - Environmental conditions during preparation, application, and curing of the Composites. - Q.C. recording of surface cleanliness, profiles, contamination levels, etc. - Name of persons performing the work.

Approved Paint Systems for TBY
Edition 2
64(75)
3.3.3 International
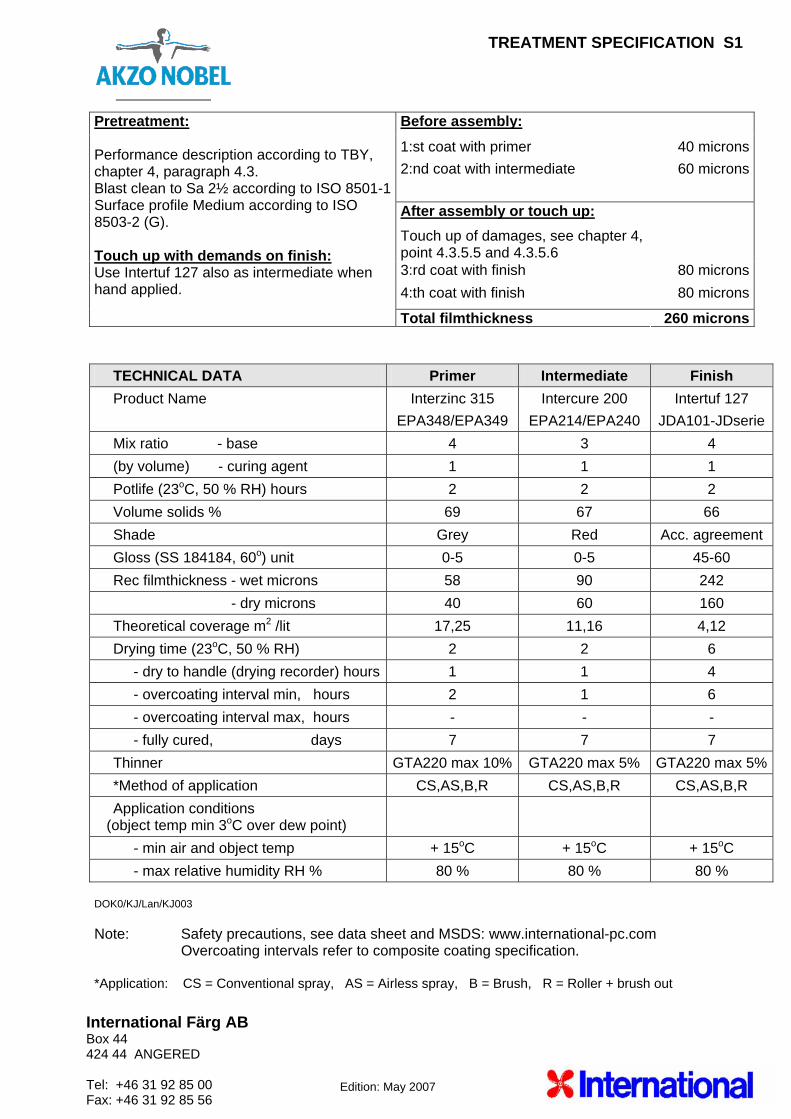
TREATMENT SPECIFICATION S1
Before assembly:
1:st coat with primer 2:nd coat with intermediate
40 microns 60 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6 3:rd coat with finish 80 microns4:th coat with finish 80 microns
Pretreatment: Performance description according to TBY, chapter 4, paragraph 4.3. Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Touch up with demands on finish: Use Intertuf 127 also as intermediate when hand applied.
Total filmthickness 260 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349 Intercure 200
EPA214/EPA240 Intertuf 127
JDA101-JDserieMix ratio - base 4 3 4 (by volume) - curing agent 1 1 1 Potlife (23oC, 50 % RH) hours 2 2 2 Volume solids % 69 67 66 Shade Grey Red Acc. agreement Gloss (SS 184184, 60o) unit 0-5 0-5 45-60 Rec filmthickness - wet microns 58 90 242 - dry microns 40 60 160 Theoretical coverage m2 /lit 17,25 11,16 4,12 Drying time (23oC, 50 % RH) 2 2 6 - dry to handle (drying recorder) hours 1 1 4 - overcoating interval min, hours 2 1 6 - overcoating interval max, hours - - - - fully cured, days 7 7 7 Thinner GTA220 max 10% GTA220 max 5% GTA220 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
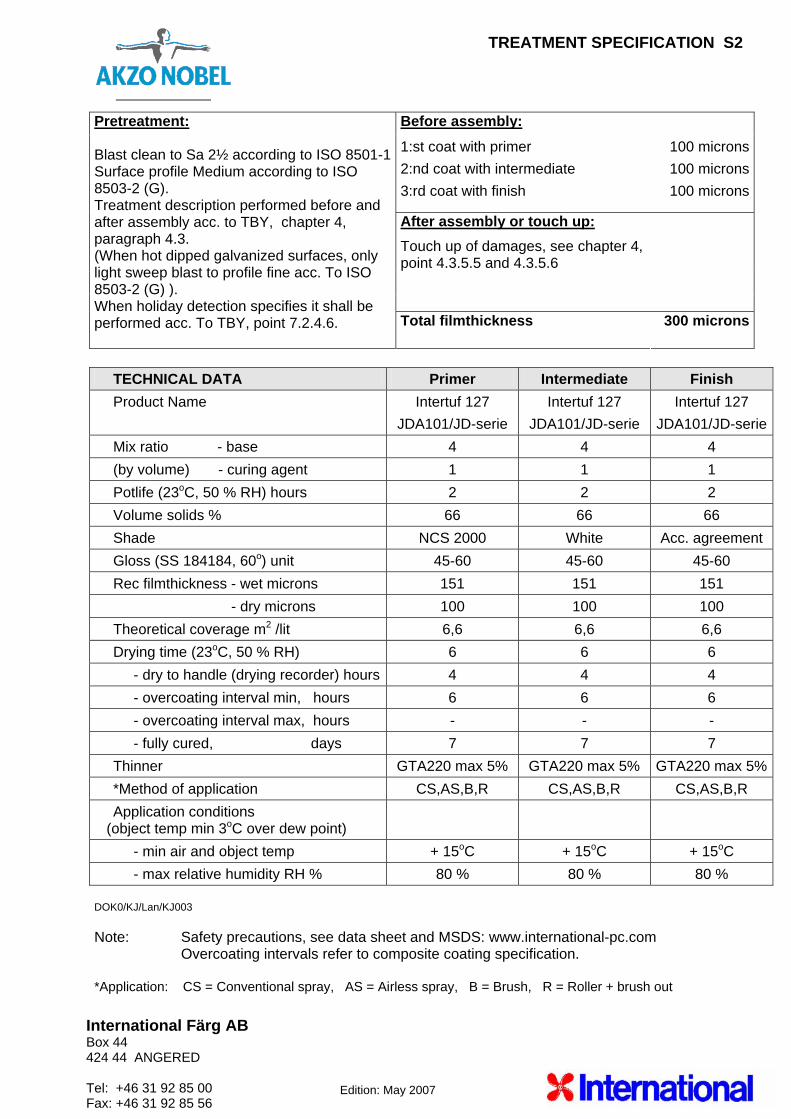
TREATMENT SPECIFICATION S2
Before assembly:
1:st coat with primer 2:nd coat with intermediate 3:rd coat with finish
100 microns 100 microns100 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. (When hot dipped galvanized surfaces, only light sweep blast to profile fine acc. To ISO 8503-2 (G) ). When holiday detection specifies it shall be performed acc. To TBY, point 7.2.4.6.
Total filmthickness 300 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Intertuf 127
JDA101/JD-serie Intertuf 127
JDA101/JD-serie Intertuf 127
JDA101/JD-serieMix ratio - base 4 4 4 (by volume) - curing agent 1 1 1 Potlife (23oC, 50 % RH) hours 2 2 2 Volume solids % 66 66 66 Shade NCS 2000 White Acc. agreement Gloss (SS 184184, 60o) unit 45-60 45-60 45-60 Rec filmthickness - wet microns 151 151 151 - dry microns 100 100 100 Theoretical coverage m2 /lit 6,6 6,6 6,6 Drying time (23oC, 50 % RH) 6 6 6 - dry to handle (drying recorder) hours 4 4 4 - overcoating interval min, hours 6 6 6 - overcoating interval max, hours - - - - fully cured, days 7 7 7 Thinner GTA220 max 5% GTA220 max 5% GTA220 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
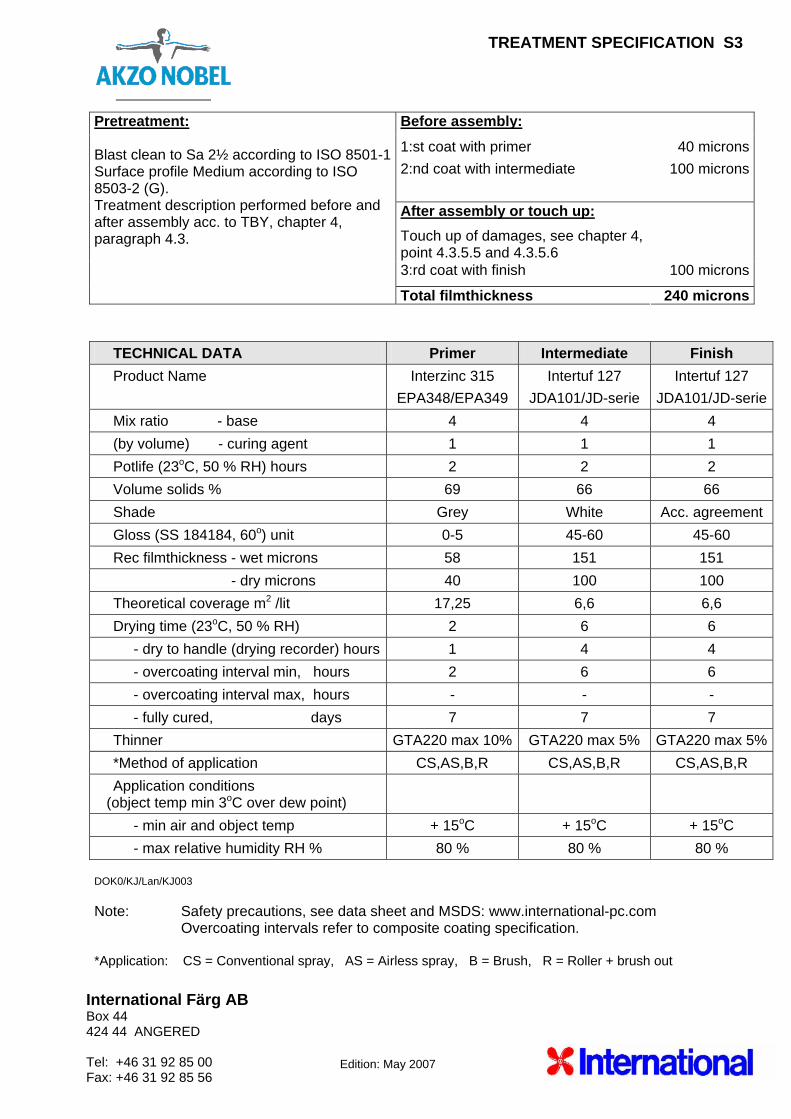
TREATMENT SPECIFICATION S3
Before assembly:
1:st coat with primer 2:nd coat with intermediate
40 microns 100 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6 3:rd coat with finish 100 microns
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3.
Total filmthickness 240 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349 Intertuf 127
JDA101/JD-serie Intertuf 127
JDA101/JD-serieMix ratio - base 4 4 4 (by volume) - curing agent 1 1 1 Potlife (23oC, 50 % RH) hours 2 2 2 Volume solids % 69 66 66 Shade Grey White Acc. agreement Gloss (SS 184184, 60o) unit 0-5 45-60 45-60 Rec filmthickness - wet microns 58 151 151 - dry microns 40 100 100 Theoretical coverage m2 /lit 17,25 6,6 6,6 Drying time (23oC, 50 % RH) 2 6 6 - dry to handle (drying recorder) hours 1 4 4 - overcoating interval min, hours 2 6 6 - overcoating interval max, hours - - - - fully cured, days 7 7 7 Thinner GTA220 max 10% GTA220 max 5% GTA220 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
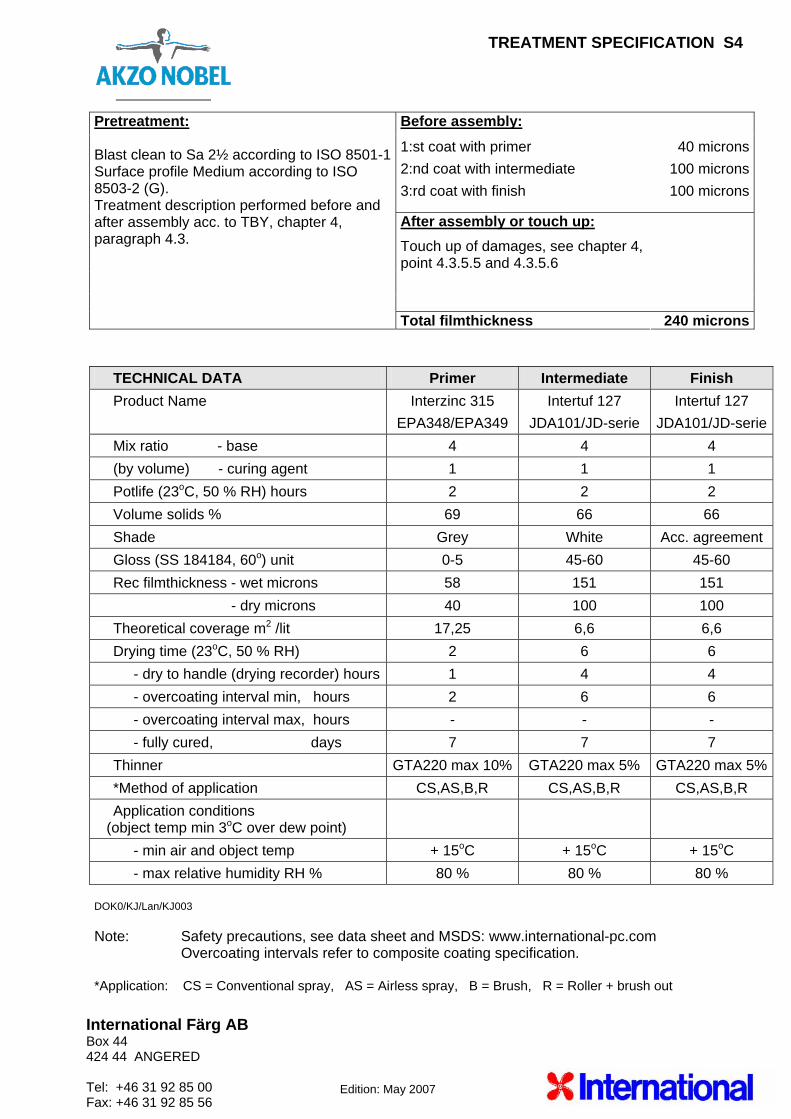
TREATMENT SPECIFICATION S4
Before assembly:
1:st coat with primer 2:nd coat with intermediate 3:rd coat with finish
40 microns 100 microns100 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3.
Total filmthickness 240 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349 Intertuf 127
JDA101/JD-serie Intertuf 127
JDA101/JD-serieMix ratio - base 4 4 4 (by volume) - curing agent 1 1 1 Potlife (23oC, 50 % RH) hours 2 2 2 Volume solids % 69 66 66 Shade Grey White Acc. agreement Gloss (SS 184184, 60o) unit 0-5 45-60 45-60 Rec filmthickness - wet microns 58 151 151 - dry microns 40 100 100 Theoretical coverage m2 /lit 17,25 6,6 6,6 Drying time (23oC, 50 % RH) 2 6 6 - dry to handle (drying recorder) hours 1 4 4 - overcoating interval min, hours 2 6 6 - overcoating interval max, hours - - - - fully cured, days 7 7 7 Thinner GTA220 max 10% GTA220 max 5% GTA220 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
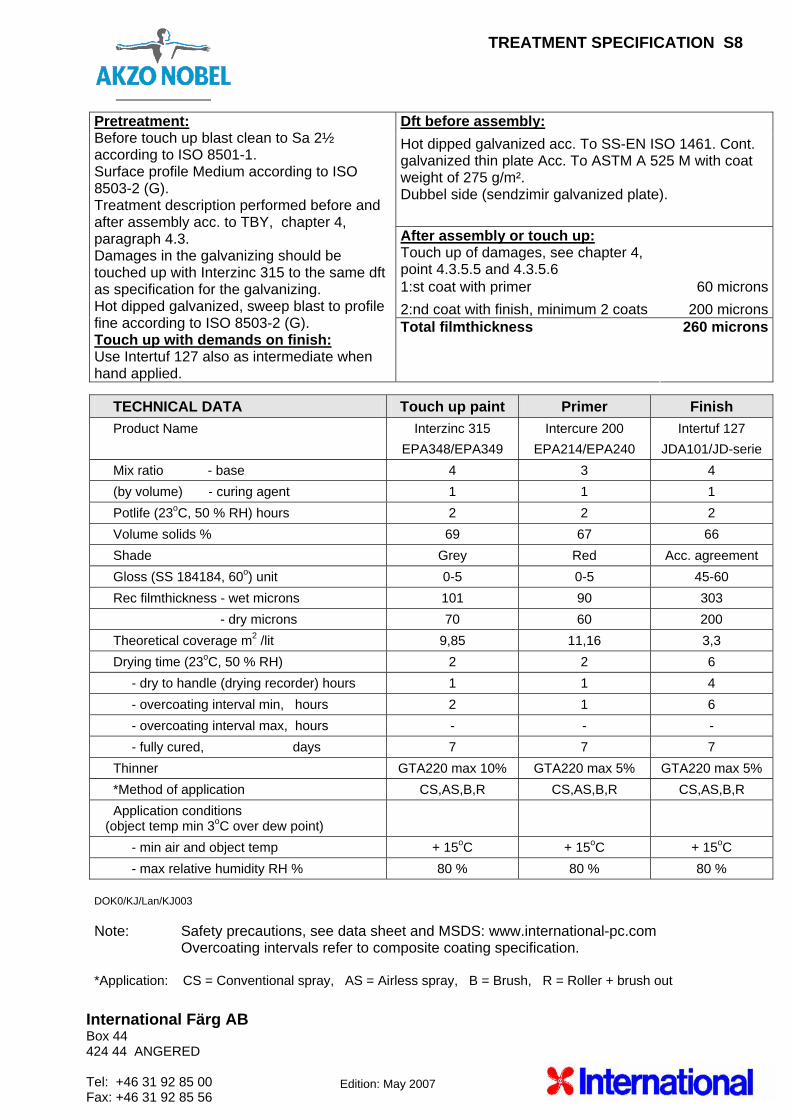
TREATMENT SPECIFICATION S8
Dft before assembly:Hot dipped galvanized acc. To SS-EN ISO 1461. Cont. galvanized thin plate Acc. To ASTM A 525 M with coat weight of 275 g/m². Dubbel side (sendzimir galvanized plate).
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6 1:st coat with primer 60 microns2:nd coat with finish, minimum 2 coats 200 microns
Pretreatment: Before touch up blast clean to Sa 2½ according to ISO 8501-1. Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Damages in the galvanizing should be touched up with Interzinc 315 to the same dft as specification for the galvanizing. Hot dipped galvanized, sweep blast to profile fine according to ISO 8503-2 (G). Touch up with demands on finish: Use Intertuf 127 also as intermediate when hand applied.
Total filmthickness 260 microns
TECHNICAL DATA Touch up paint Primer Finish Product Name Interzinc 315
EPA348/EPA349 Intercure 200
EPA214/EPA240 Intertuf 127
JDA101/JD-serie Mix ratio - base 4 3 4 (by volume) - curing agent 1 1 1 Potlife (23oC, 50 % RH) hours 2 2 2 Volume solids % 69 67 66 Shade Grey Red Acc. agreement Gloss (SS 184184, 60o) unit 0-5 0-5 45-60 Rec filmthickness - wet microns 101 90 303 - dry microns 70 60 200 Theoretical coverage m2 /lit 9,85 11,16 3,3 Drying time (23oC, 50 % RH) 2 2 6 - dry to handle (drying recorder) hours 1 1 4 - overcoating interval min, hours 2 1 6 - overcoating interval max, hours - - - - fully cured, days 7 7 7 Thinner GTA220 max 10% GTA220 max 5% GTA220 max 5% *Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
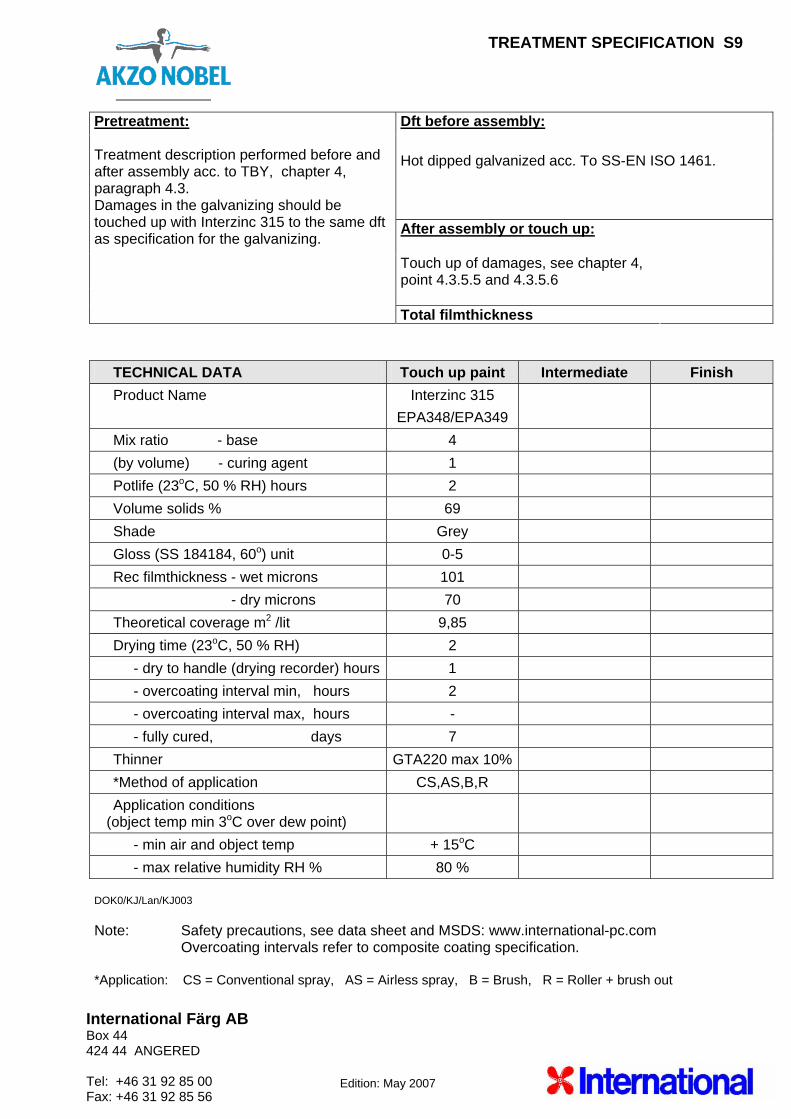
TREATMENT SPECIFICATION S9
Dft before assembly: Hot dipped galvanized acc. To SS-EN ISO 1461. After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6
Pretreatment: Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Damages in the galvanizing should be touched up with Interzinc 315 to the same dft as specification for the galvanizing.
Total filmthickness
TECHNICAL DATA Touch up paint Intermediate Finish Product Name Interzinc 315
EPA348/EPA349
Mix ratio - base 4 (by volume) - curing agent 1 Potlife (23oC, 50 % RH) hours 2 Volume solids % 69 Shade Grey Gloss (SS 184184, 60o) unit 0-5 Rec filmthickness - wet microns 101 - dry microns 70 Theoretical coverage m2 /lit 9,85 Drying time (23oC, 50 % RH) 2 - dry to handle (drying recorder) hours 1 - overcoating interval min, hours 2 - overcoating interval max, hours - - fully cured, days 7 Thinner GTA220 max 10% *Method of application CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC - max relative humidity RH % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
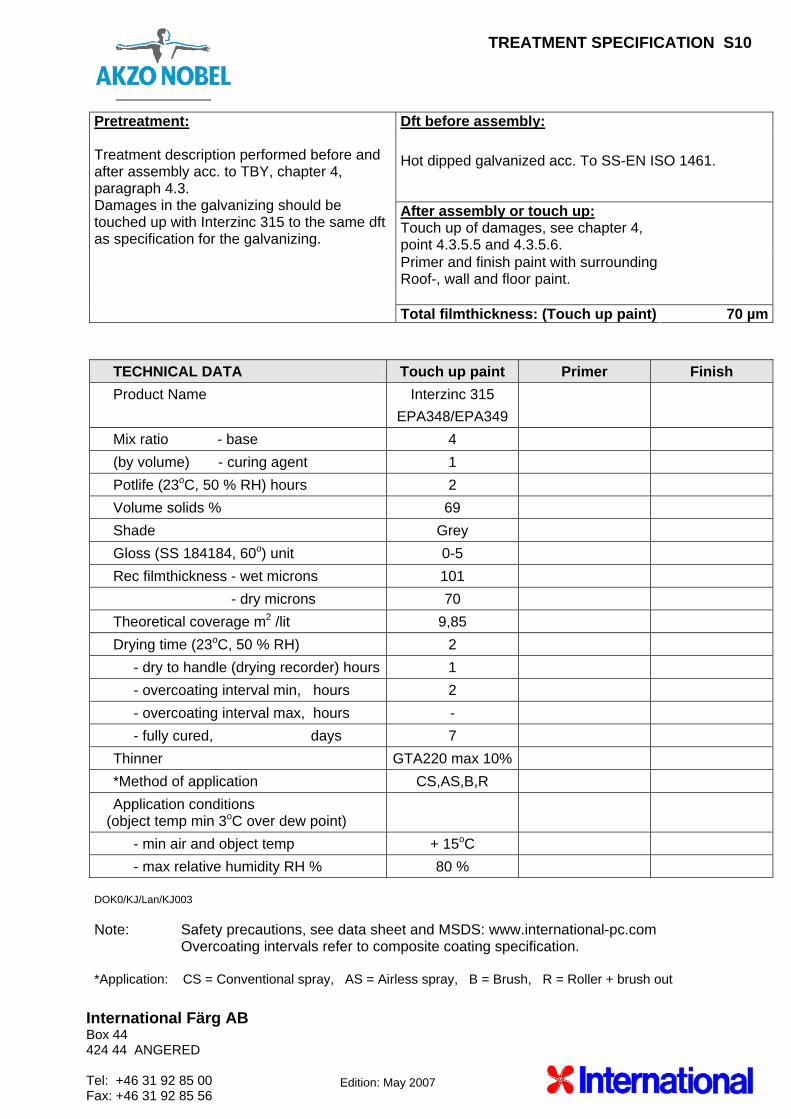
TREATMENT SPECIFICATION S10
Dft before assembly: Hot dipped galvanized acc. To SS-EN ISO 1461.
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6. Primer and finish paint with surroundingRoof-, wall and floor paint.
Pretreatment: Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Damages in the galvanizing should be touched up with Interzinc 315 to the same dft as specification for the galvanizing.
Total filmthickness: (Touch up paint) 70 µm
TECHNICAL DATA Touch up paint Primer Finish Product Name Interzinc 315
EPA348/EPA349
Mix ratio - base 4 (by volume) - curing agent 1 Potlife (23oC, 50 % RH) hours 2 Volume solids % 69 Shade Grey Gloss (SS 184184, 60o) unit 0-5 Rec filmthickness - wet microns 101 - dry microns 70 Theoretical coverage m2 /lit 9,85 Drying time (23oC, 50 % RH) 2 - dry to handle (drying recorder) hours 1 - overcoating interval min, hours 2 - overcoating interval max, hours - - fully cured, days 7 Thinner GTA220 max 10% *Method of application CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC - max relative humidity RH % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
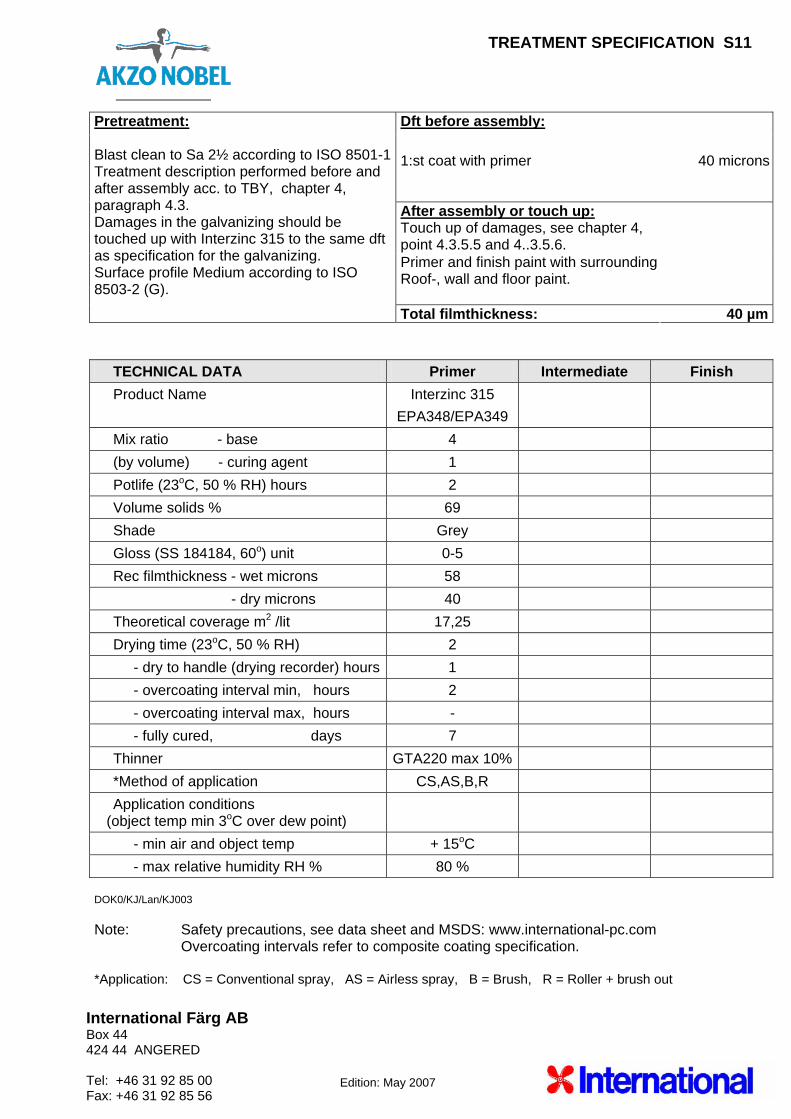
TREATMENT SPECIFICATION S11
Dft before assembly: 1:st coat with primer 40 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4..3.5.6. Primer and finish paint with surroundingRoof-, wall and floor paint.
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Damages in the galvanizing should be touched up with Interzinc 315 to the same dft as specification for the galvanizing. Surface profile Medium according to ISO 8503-2 (G). Total filmthickness: 40 µm
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349
Mix ratio - base 4 (by volume) - curing agent 1 Potlife (23oC, 50 % RH) hours 2 Volume solids % 69 Shade Grey Gloss (SS 184184, 60o) unit 0-5 Rec filmthickness - wet microns 58 - dry microns 40 Theoretical coverage m2 /lit 17,25 Drying time (23oC, 50 % RH) 2 - dry to handle (drying recorder) hours 1 - overcoating interval min, hours 2 - overcoating interval max, hours - - fully cured, days 7 Thinner GTA220 max 10% *Method of application CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC - max relative humidity RH % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
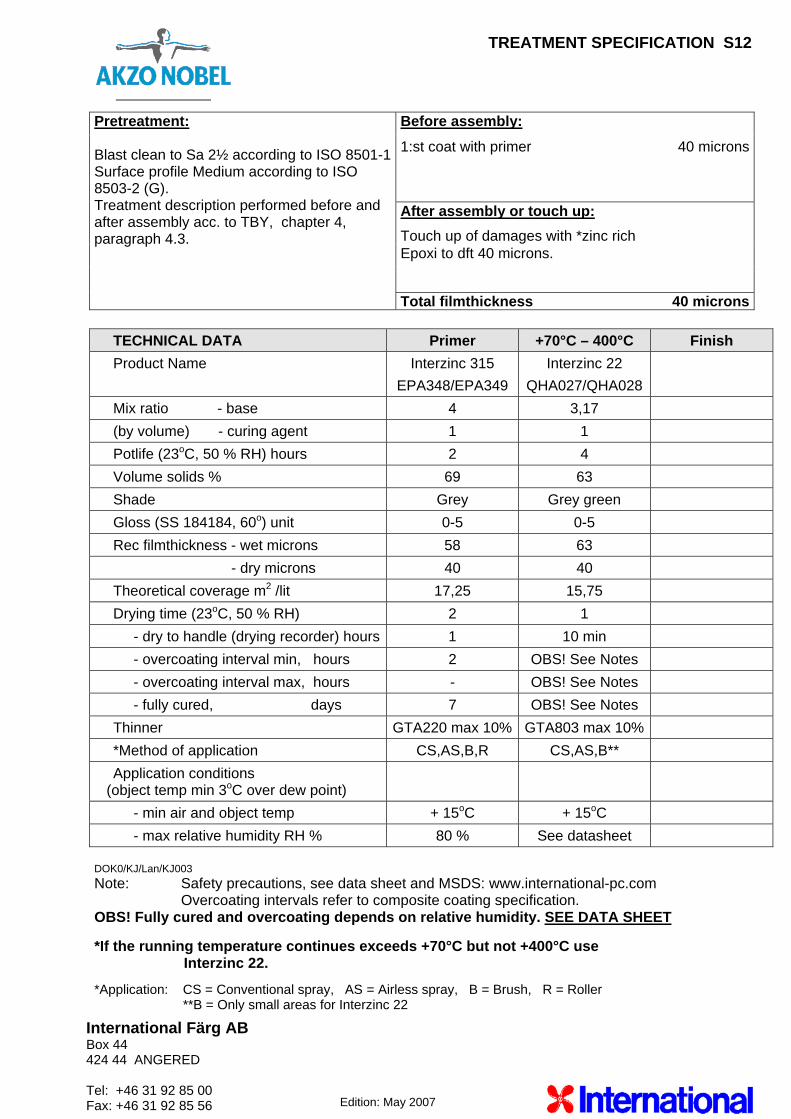
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3.
Before assembly:
1:st coat with primer 40 microns
After assembly or touch up: Touch up of damages with *zinc rich Epoxi to dft 40 microns.
Total filmthickness 40 microns
TECHNICAL DATA Primer +70°C – 400°C Finish Product Name Interzinc 315
EPA348/EPA349 Interzinc 22
QHA027/QHA028
Mix ratio - base 4 3,17 (by volume) - curing agent 1 1 Potlife (23oC, 50 % RH) hours 2 4 Volume solids % 69 63 Shade Grey Grey green Gloss (SS 184184, 60o) unit 0-5 0-5 Rec filmthickness - wet microns 58 63 - dry microns 40 40 Theoretical coverage m2 /lit 17,25 15,75 Drying time (23oC, 50 % RH) 2 1 - dry to handle (drying recorder) hours 1 10 min - overcoating interval min, hours 2 OBS! See Notes - overcoating interval max, hours - OBS! See Notes - fully cured, days 7 OBS! See Notes Thinner GTA220 max 10% GTA803 max 10% *Method of application CS,AS,B,R CS,AS,B** Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC - max relative humidity RH % 80 % See datasheet
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. OBS! Fully cured and overcoating depends on relative humidity. SEE DATA SHEET *If the running temperature continues exceeds +70°C but not +400°C use Interzinc 22.
*Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller **B = Only small areas for Interzinc 22
TREATMENT SPECIFICATION S12
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56 Edition: May 2007
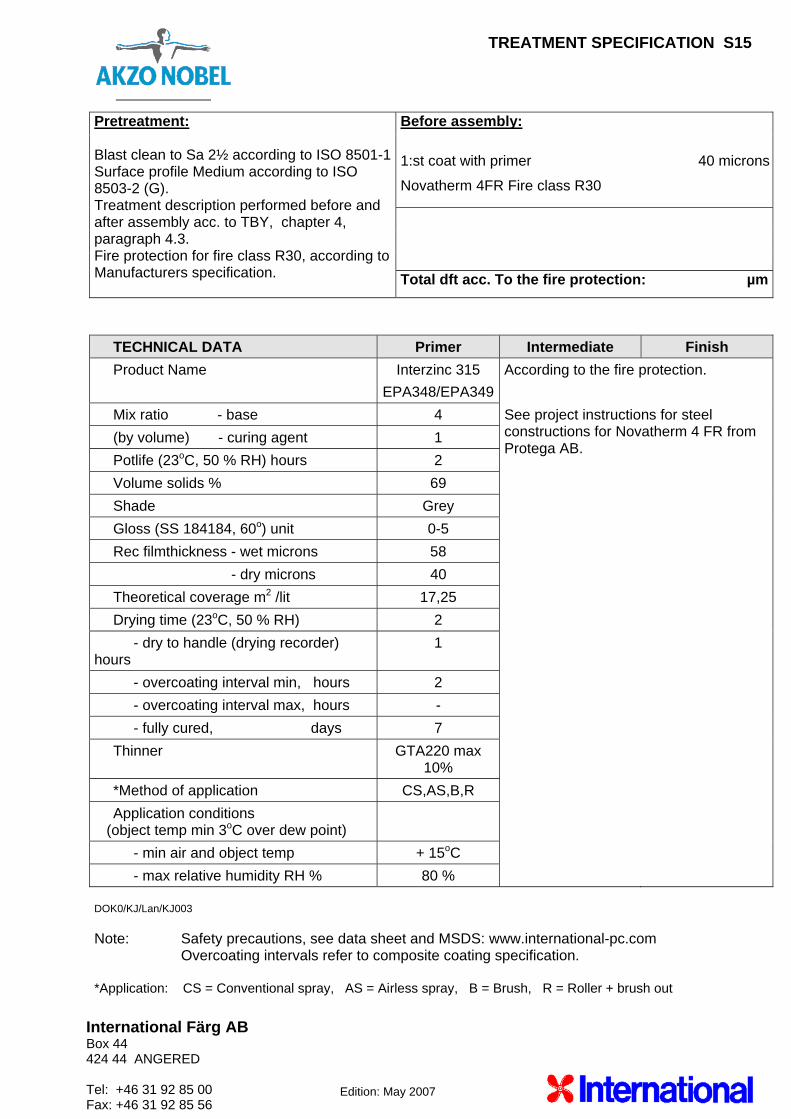
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Fire protection for fire class R30, according toManufacturers specification.
Before assembly: 1:st coat with primer 40 microns
Novatherm 4FR Fire class R30
Total dft acc. To the fire protection: µm
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349According to the fire protection.
Mix ratio - base 4 See project instructions for steel constructions for Novatherm 4 FR from Protega AB.
(by volume) - curing agent 1 Potlife (23oC, 50 % RH) hours 2 Volume solids % 69 Shade Grey Gloss (SS 184184, 60o) unit 0-5 Rec filmthickness - wet microns 58 - dry microns 40 Theoretical coverage m2 /lit 17,25 Drying time (23oC, 50 % RH) 2 - dry to handle (drying recorder)
hours 1
- overcoating interval min, hours 2 - overcoating interval max, hours - - fully cured, days 7 Thinner GTA220 max
10%
*Method of application CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC - max relative humidity RH % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
TREATMENT SPECIFICATION S15
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
Edition: May 2007
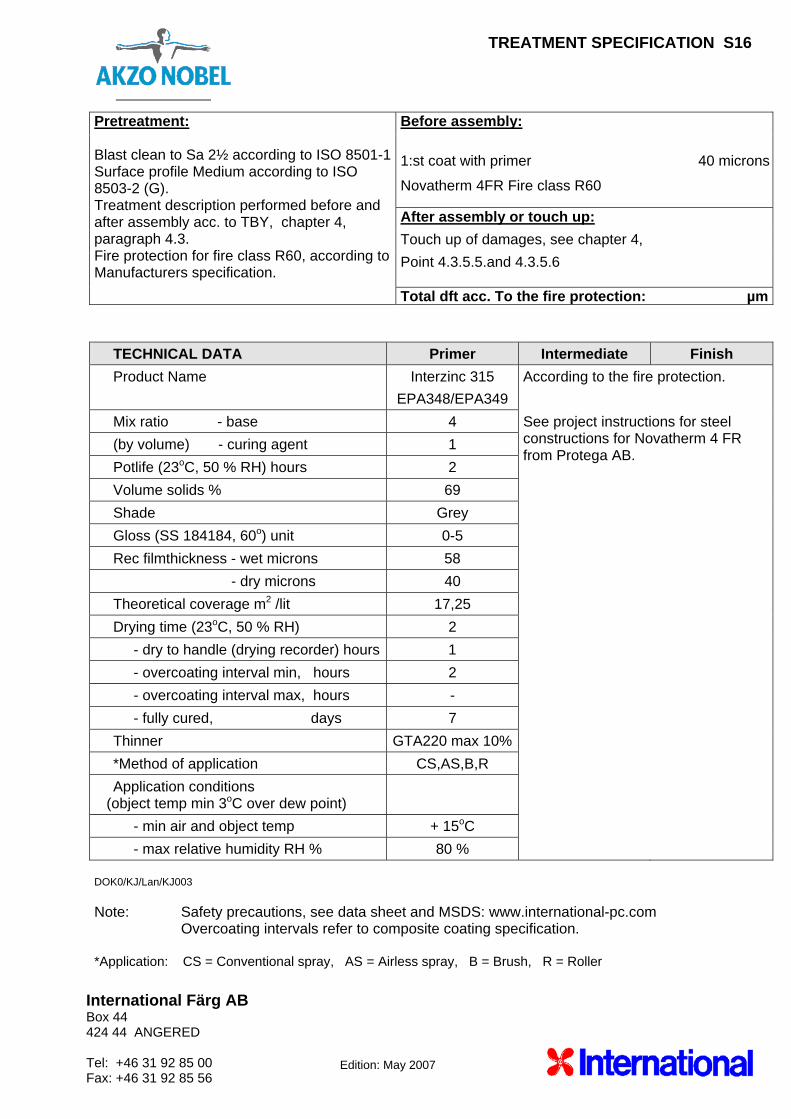
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Fire protection for fire class R60, according toManufacturers specification.
Before assembly: 1:st coat with primer 40 microns
Novatherm 4FR Fire class R60
After assembly or touch up: Touch up of damages, see chapter 4, Point 4.3.5.5.and 4.3.5.6 Total dft acc. To the fire protection: µm
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349 According to the fire protection.
Mix ratio - base 4 See project instructions for steel constructions for Novatherm 4 FR from Protega AB.
(by volume) - curing agent 1 Potlife (23oC, 50 % RH) hours 2 Volume solids % 69 Shade Grey Gloss (SS 184184, 60o) unit 0-5 Rec filmthickness - wet microns 58 - dry microns 40 Theoretical coverage m2 /lit 17,25 Drying time (23oC, 50 % RH) 2 - dry to handle (drying recorder) hours 1 - overcoating interval min, hours 2 - overcoating interval max, hours - - fully cured, days 7 Thinner GTA220 max 10% *Method of application CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC - max relative humidity RH % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller
TREATMENT SPECIFICATION S16
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
Edition: May 2007
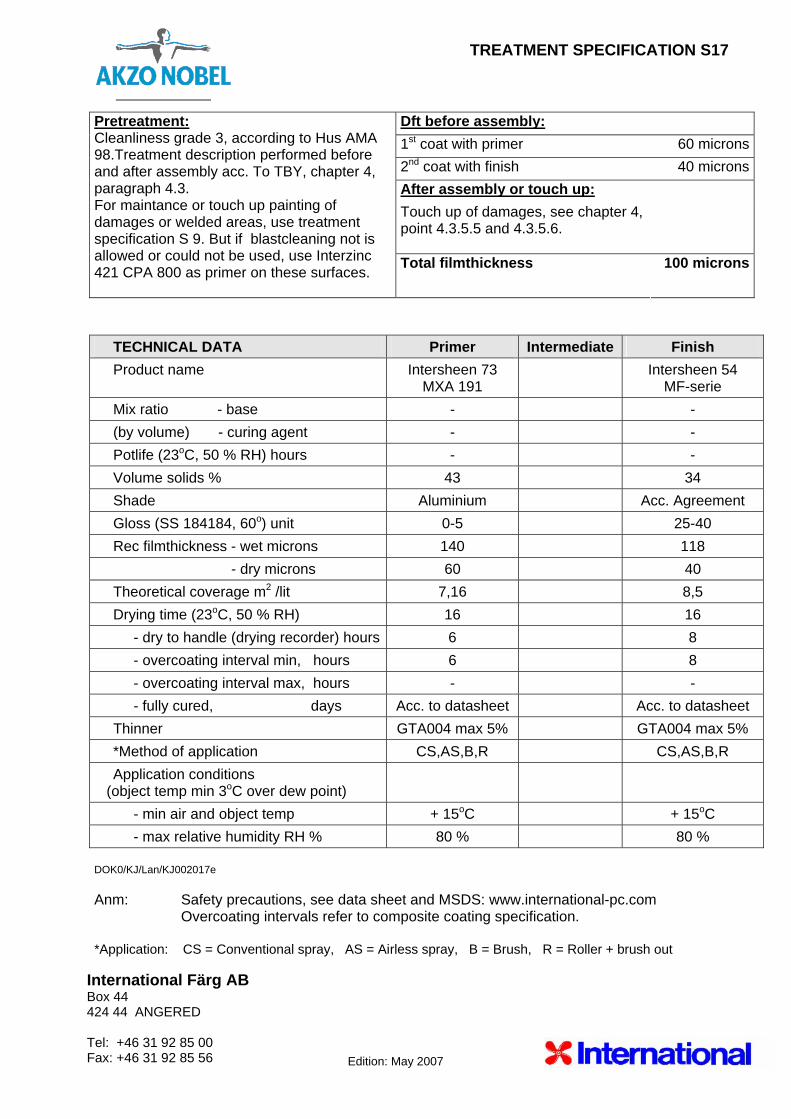
TREATMENT SPECIFICATION S17
Dft before assembly:1st coat with primer 60 microns2nd coat with finish 40 micronsAfter assembly or touch up:Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6.
Pretreatment: Cleanliness grade 3, according to Hus AMA 98.Treatment description performed before and after assembly acc. To TBY, chapter 4, paragraph 4.3. For maintance or touch up painting of damages or welded areas, use treatment specification S 9. But if blastcleaning not is allowed or could not be used, use Interzinc 421 CPA 800 as primer on these surfaces.
Total filmthickness 100 microns
TECHNICAL DATA Primer Intermediate Finish Product name Intersheen 73
MXA 191 Intersheen 54
MF-serie Mix ratio - base - - (by volume) - curing agent - - Potlife (23oC, 50 % RH) hours - - Volume solids % 43 34 Shade Aluminium Acc. Agreement Gloss (SS 184184, 60o) unit 0-5 25-40 Rec filmthickness - wet microns 140 118 - dry microns 60 40 Theoretical coverage m2 /lit 7,16 8,5 Drying time (23oC, 50 % RH) 16 16 - dry to handle (drying recorder) hours 6 8 - overcoating interval min, hours 6 8 - overcoating interval max, hours - - - fully cured, days Acc. to datasheet Acc. to datasheet Thinner GTA004 max 5% GTA004 max 5% *Method of application CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC - max relative humidity RH % 80 % 80 %
DOK0/KJ/Lan/KJ002017e Anm: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56 Edition: May 2007
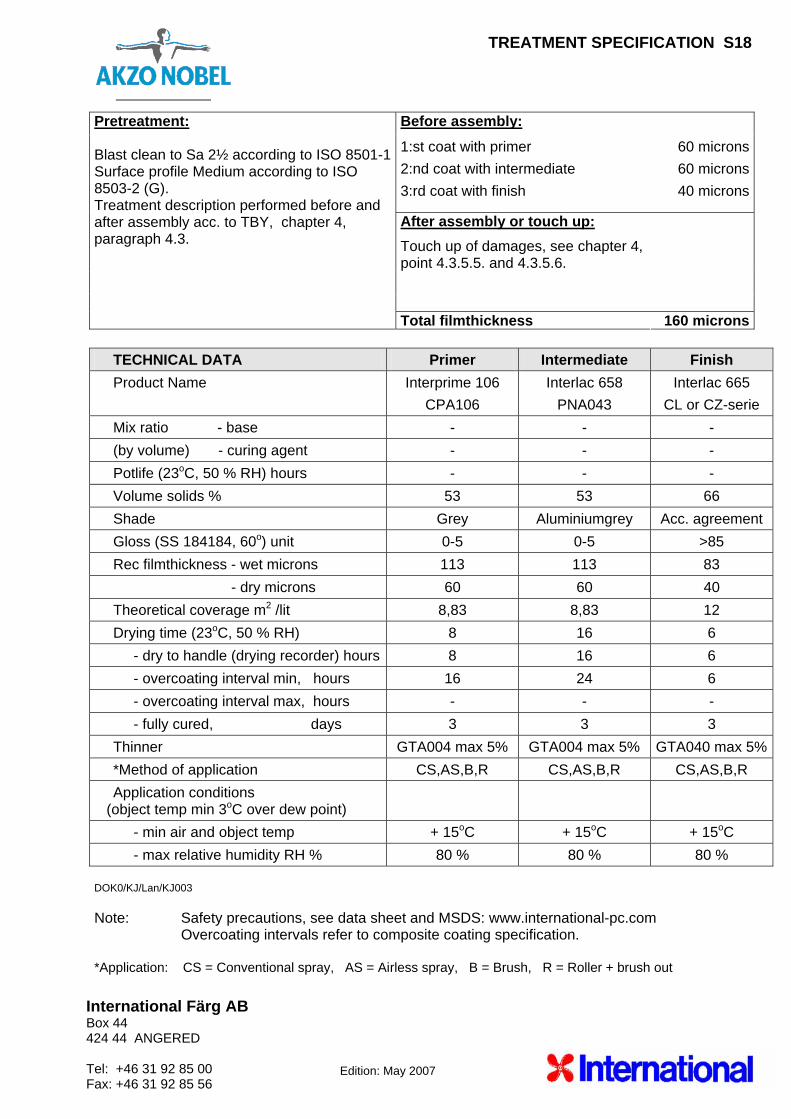
TREATMENT SPECIFICATION S18
Before assembly:
1:st coat with primer 2:nd coat with intermediate 3:rd coat with finish
60 microns 60 microns40 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5. and 4.3.5.6.
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3.
Total filmthickness 160 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Interprime 106
CPA106 Interlac 658
PNA043 Interlac 665
CL or CZ-serie Mix ratio - base - - - (by volume) - curing agent - - - Potlife (23oC, 50 % RH) hours - - - Volume solids % 53 53 66 Shade Grey Aluminiumgrey Acc. agreement Gloss (SS 184184, 60o) unit 0-5 0-5 >85 Rec filmthickness - wet microns 113 113 83 - dry microns 60 60 40 Theoretical coverage m2 /lit 8,83 8,83 12 Drying time (23oC, 50 % RH) 8 16 6 - dry to handle (drying recorder) hours 8 16 6 - overcoating interval min, hours 16 24 6 - overcoating interval max, hours - - - - fully cured, days 3 3 3 Thinner GTA004 max 5% GTA004 max 5% GTA040 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
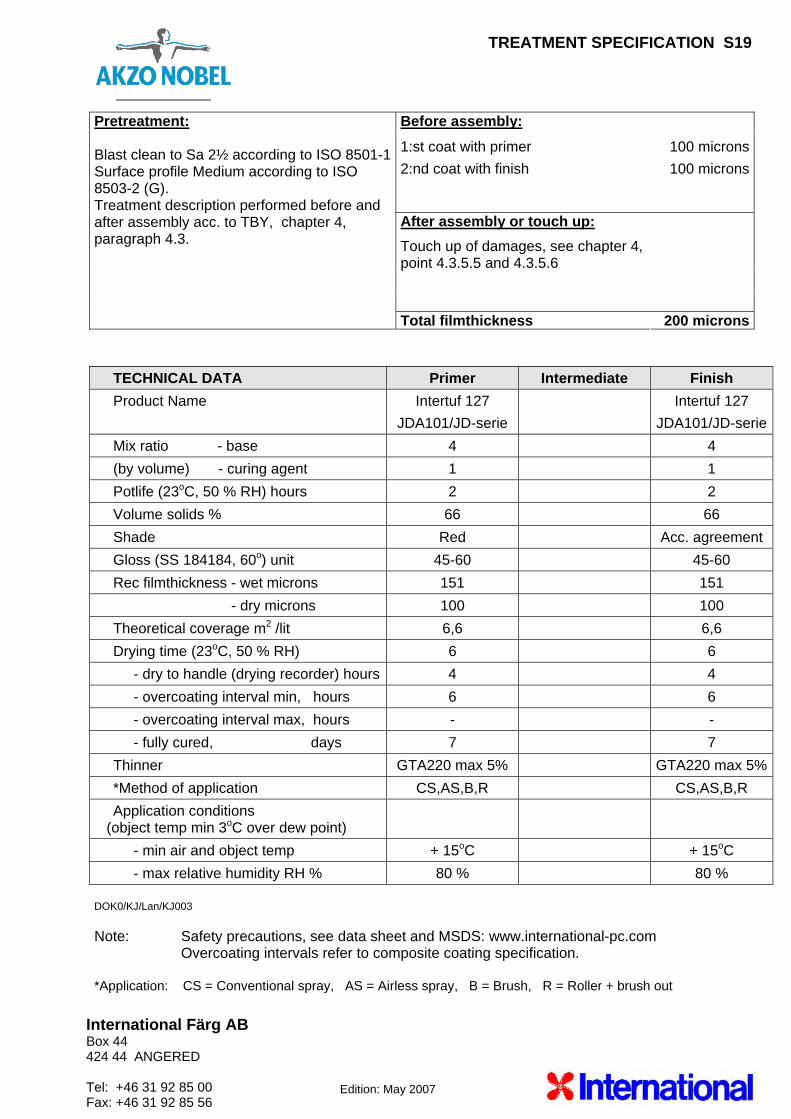
TREATMENT SPECIFICATION S19
Before assembly:
1:st coat with primer 2:nd coat with finish
100 microns 100 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3.
Total filmthickness 200 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Intertuf 127
JDA101/JD-serie Intertuf 127
JDA101/JD-serieMix ratio - base 4 4 (by volume) - curing agent 1 1 Potlife (23oC, 50 % RH) hours 2 2 Volume solids % 66 66 Shade Red Acc. agreement Gloss (SS 184184, 60o) unit 45-60 45-60 Rec filmthickness - wet microns 151 151 - dry microns 100 100 Theoretical coverage m2 /lit 6,6 6,6 Drying time (23oC, 50 % RH) 6 6 - dry to handle (drying recorder) hours 4 4 - overcoating interval min, hours 6 6 - overcoating interval max, hours - - - fully cured, days 7 7 Thinner GTA220 max 5% GTA220 max 5%*Method of application CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC - max relative humidity RH % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
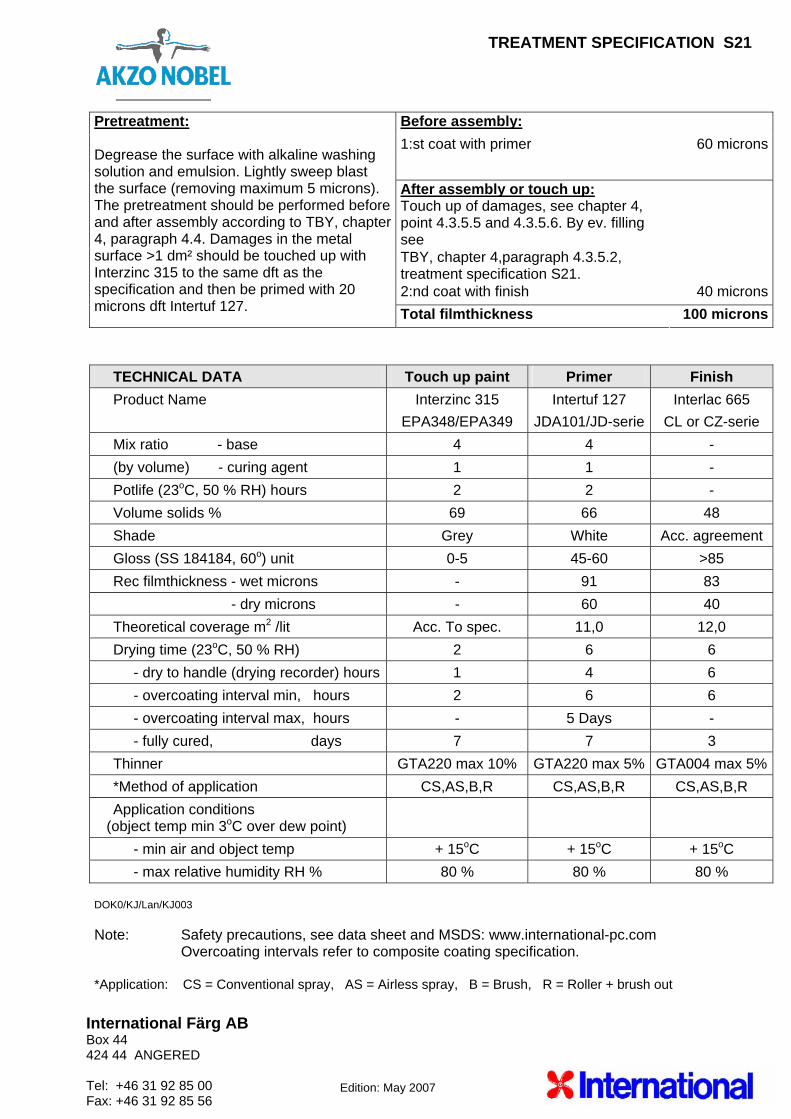
TREATMENT SPECIFICATION S21
Before assembly:1:st coat with primer 60 microns After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6. By ev. filling see TBY, chapter 4,paragraph 4.3.5.2, treatment specification S21.
2:nd coat with finish 40 microns
Pretreatment: Degrease the surface with alkaline washing solution and emulsion. Lightly sweep blast the surface (removing maximum 5 microns). The pretreatment should be performed before and after assembly according to TBY, chapter 4, paragraph 4.4. Damages in the metal surface >1 dm² should be touched up with Interzinc 315 to the same dft as the specification and then be primed with 20 microns dft Intertuf 127. Total filmthickness 100 microns
TECHNICAL DATA Touch up paint Primer Finish Product Name Interzinc 315
EPA348/EPA349 Intertuf 127
JDA101/JD-serie Interlac 665
CL or CZ-serie Mix ratio - base 4 4 - (by volume) - curing agent 1 1 - Potlife (23oC, 50 % RH) hours 2 2 - Volume solids % 69 66 48 Shade Grey White Acc. agreement Gloss (SS 184184, 60o) unit 0-5 45-60 >85 Rec filmthickness - wet microns - 91 83 - dry microns - 60 40 Theoretical coverage m2 /lit Acc. To spec. 11,0 12,0 Drying time (23oC, 50 % RH) 2 6 6 - dry to handle (drying recorder) hours 1 4 6 - overcoating interval min, hours 2 6 6 - overcoating interval max, hours - 5 Days - - fully cured, days 7 7 3 Thinner GTA220 max 10% GTA220 max 5% GTA004 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
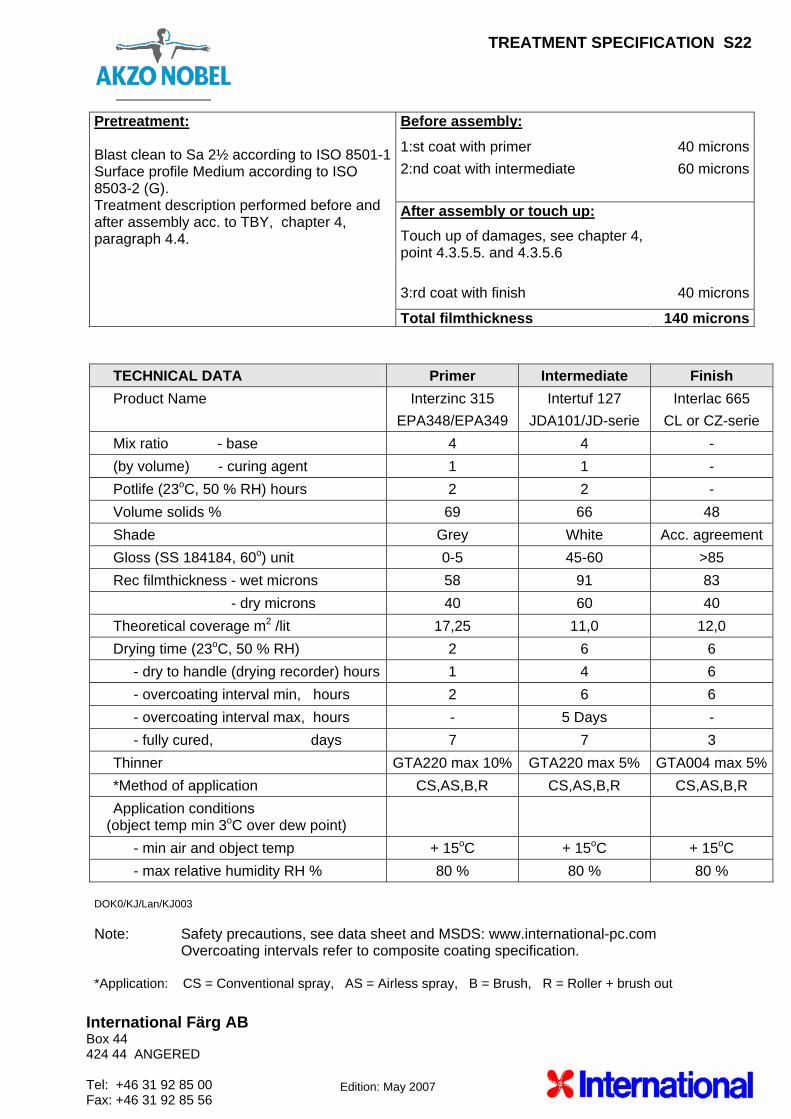
TREATMENT SPECIFICATION S22
Before assembly:
1:st coat with primer 2:nd coat with intermediate
40 microns 60 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5. and 4.3.5.6 3:rd coat with finish 40 microns
Pretreatment: Blast clean to Sa 2½ according to ISO 8501-1Surface profile Medium according to ISO 8503-2 (G). Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.4.
Total filmthickness 140 microns
TECHNICAL DATA Primer Intermediate Finish Product Name Interzinc 315
EPA348/EPA349 Intertuf 127
JDA101/JD-serie Interlac 665
CL or CZ-serie Mix ratio - base 4 4 - (by volume) - curing agent 1 1 - Potlife (23oC, 50 % RH) hours 2 2 - Volume solids % 69 66 48 Shade Grey White Acc. agreement Gloss (SS 184184, 60o) unit 0-5 45-60 >85 Rec filmthickness - wet microns 58 91 83 - dry microns 40 60 40 Theoretical coverage m2 /lit 17,25 11,0 12,0 Drying time (23oC, 50 % RH) 2 6 6 - dry to handle (drying recorder) hours 1 4 6 - overcoating interval min, hours 2 6 6 - overcoating interval max, hours - 5 Days - - fully cured, days 7 7 3 Thinner GTA220 max 10% GTA220 max 5% GTA004 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56
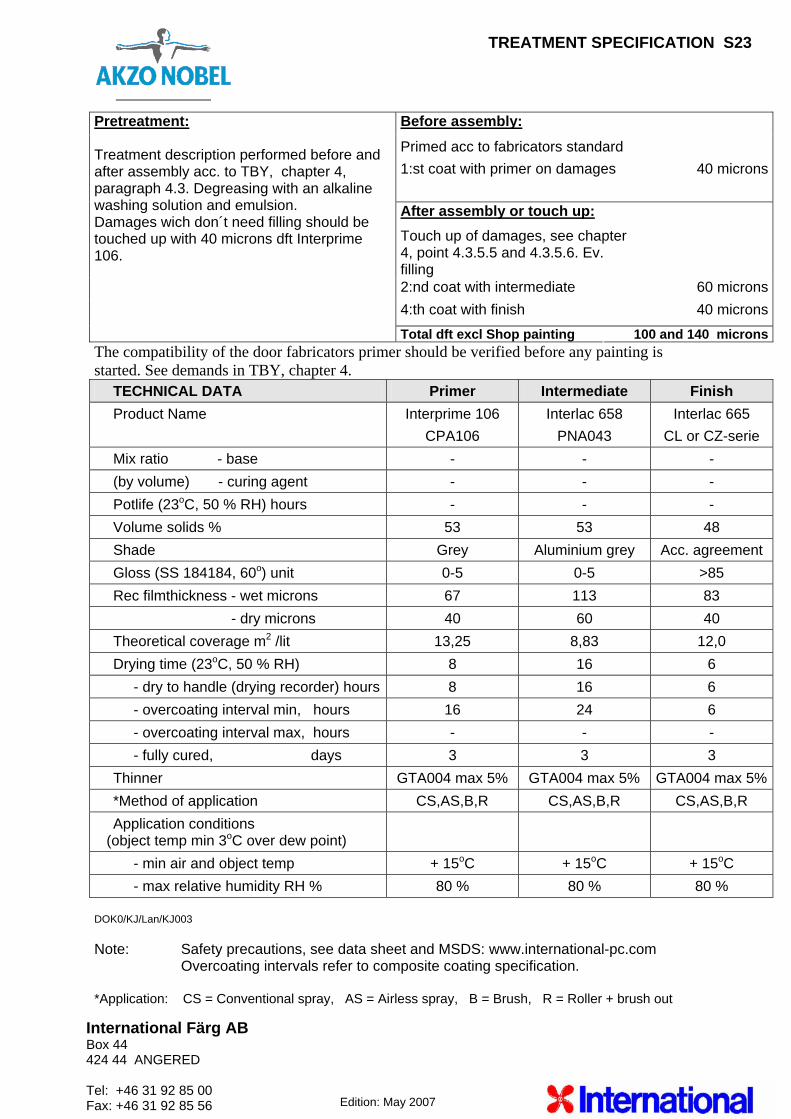
TREATMENT SPECIFICATION S23
Before assembly:
Primed acc to fabricators standard 1:st coat with primer on damages
40 microns
After assembly or touch up: Touch up of damages, see chapter 4, point 4.3.5.5 and 4.3.5.6. Ev. filling 2:nd coat with intermediate 60 microns4:th coat with finish 40 microns
Pretreatment: Treatment description performed before and after assembly acc. to TBY, chapter 4, paragraph 4.3. Degreasing with an alkaline washing solution and emulsion. Damages wich don´t need filling should be touched up with 40 microns dft Interprime 106.
Total dft excl Shop painting 100 and 140 microns The compatibility of the door fabricators primer should be verified before any painting is started. See demands in TBY, chapter 4.
TECHNICAL DATA Primer Intermediate Finish Product Name Interprime 106
CPA106 Interlac 658
PNA043 Interlac 665
CL or CZ-serie Mix ratio - base - - - (by volume) - curing agent - - - Potlife (23oC, 50 % RH) hours - - - Volume solids % 53 53 48 Shade Grey Aluminium grey Acc. agreement Gloss (SS 184184, 60o) unit 0-5 0-5 >85 Rec filmthickness - wet microns 67 113 83 - dry microns 40 60 40 Theoretical coverage m2 /lit 13,25 8,83 12,0 Drying time (23oC, 50 % RH) 8 16 6 - dry to handle (drying recorder) hours 8 16 6 - overcoating interval min, hours 16 24 6 - overcoating interval max, hours - - - - fully cured, days 3 3 3 Thinner GTA004 max 5% GTA004 max 5% GTA004 max 5%*Method of application CS,AS,B,R CS,AS,B,R CS,AS,B,R Application conditions
(object temp min 3oC over dew point)
- min air and object temp + 15oC + 15oC + 15oC - max relative humidity RH % 80 % 80 % 80 %
DOK0/KJ/Lan/KJ003 Note: Safety precautions, see data sheet and MSDS: www.international-pc.com Overcoating intervals refer to composite coating specification. *Application: CS = Conventional spray, AS = Airless spray, B = Brush, R = Roller + brush out
Edition: May 2007
International Färg AB Box 44 424 44 ANGERED Tel: +46 31 92 85 00 Fax: +46 31 92 85 56

Approved Paint Systems for TBY
Edition 2
65(75)
3.3.4 Sigma
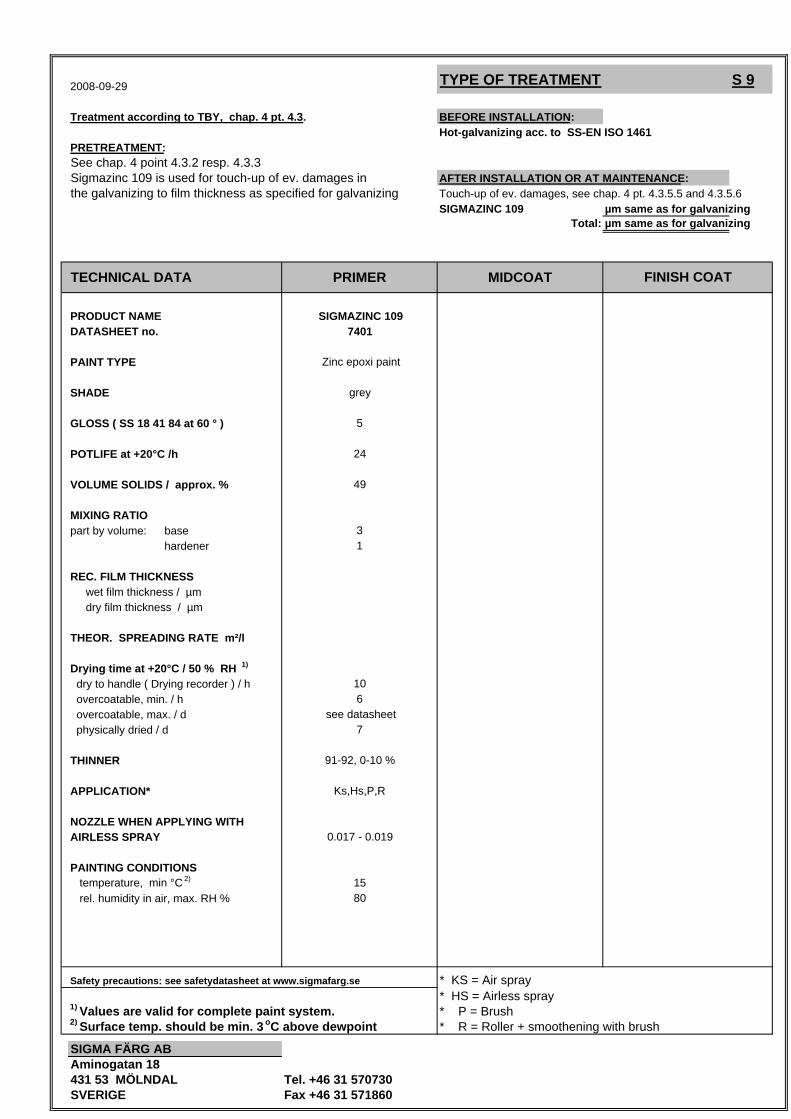
2008-09-29 TYPE OF TREATMENT S 9
Treatment according to TBY, chap. 4 pt. 4.3. BEFORE INSTALLATION:Hot-galvanizing acc. to SS-EN ISO 1461
PRETREATMENT:See chap. 4 point 4.3.2 resp. 4.3.3Sigmazinc 109 is used for touch-up of ev. damages in AFTER INSTALLATION OR AT MAINTENANCE:the galvanizing to film thickness as specified for galvanizing Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6
SIGMAZINC 109 µm same as for galvanizingTotal: µm same as for galvanizing
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAZINC 109DATASHEET no. 7401
PAINT TYPE Zinc epoxi paint
SHADE grey
GLOSS ( SS 18 41 84 at 60 ° ) 5
POTLIFE at +20°C /h 24
VOLUME SOLIDS / approx. % 49
MIXING RATIOpart by volume: base 3
hardener 1
REC. FILM THICKNESS wet film thickness / µm dry film thickness / µm
THEOR. SPREADING RATE m²/l
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 overcoatable, min. / h 6 overcoatable, max. / d see datasheet physically dried / d 7
THINNER 91-92, 0-10 %
APPLICATION* Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 - 0.019
PAINTING CONDITIONS temperature, min °C 2) 15 rel. humidity in air, max. RH % 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
FINISH COAT
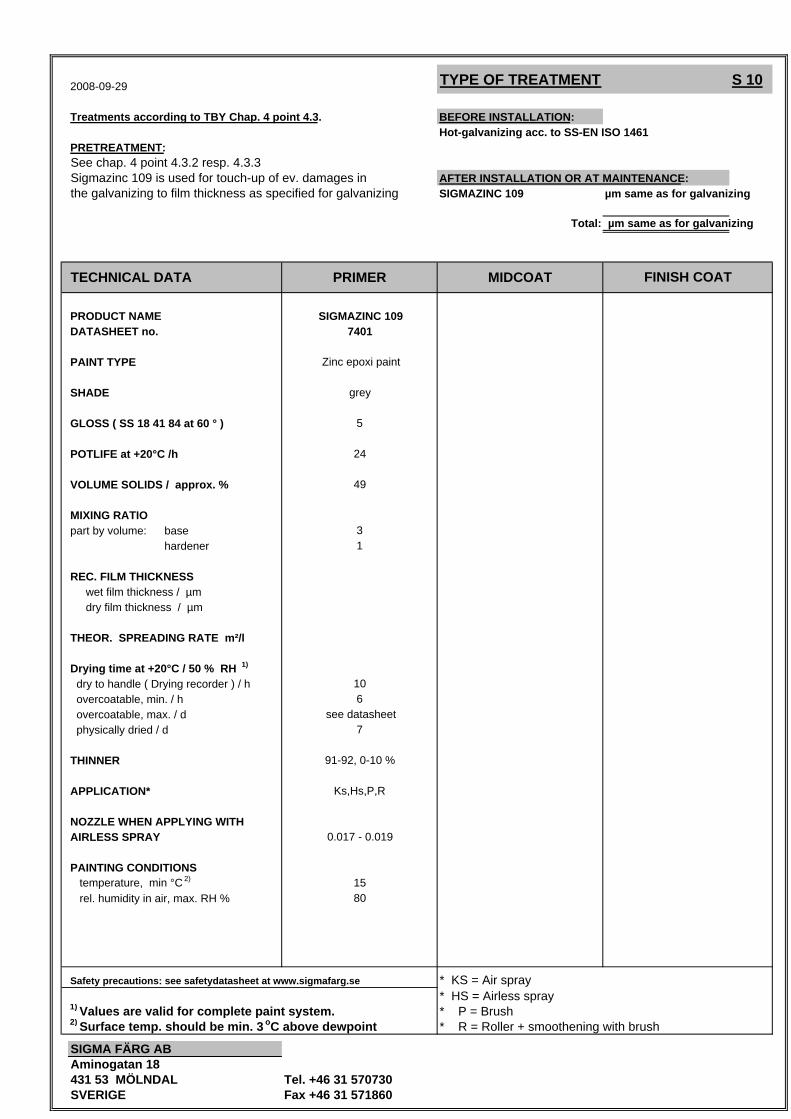
2008-09-29 TYPE OF TREATMENT S 10
Treatments according to TBY Chap. 4 point 4.3. BEFORE INSTALLATION:Hot-galvanizing acc. to SS-EN ISO 1461
PRETREATMENT:See chap. 4 point 4.3.2 resp. 4.3.3Sigmazinc 109 is used for touch-up of ev. damages in AFTER INSTALLATION OR AT MAINTENANCE:the galvanizing to film thickness as specified for galvanizing SIGMAZINC 109 µm same as for galvanizing
Total: µm same as for galvanizing
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAZINC 109DATASHEET no. 7401
PAINT TYPE Zinc epoxi paint
SHADE grey
GLOSS ( SS 18 41 84 at 60 ° ) 5
POTLIFE at +20°C /h 24
VOLUME SOLIDS / approx. % 49
MIXING RATIOpart by volume: base 3
hardener 1
REC. FILM THICKNESS wet film thickness / µm dry film thickness / µm
THEOR. SPREADING RATE m²/l
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 overcoatable, min. / h 6 overcoatable, max. / d see datasheet physically dried / d 7
THINNER 91-92, 0-10 %
APPLICATION* Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 - 0.019
PAINTING CONDITIONS temperature, min °C 2) 15 rel. humidity in air, max. RH % 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
FINISH COAT
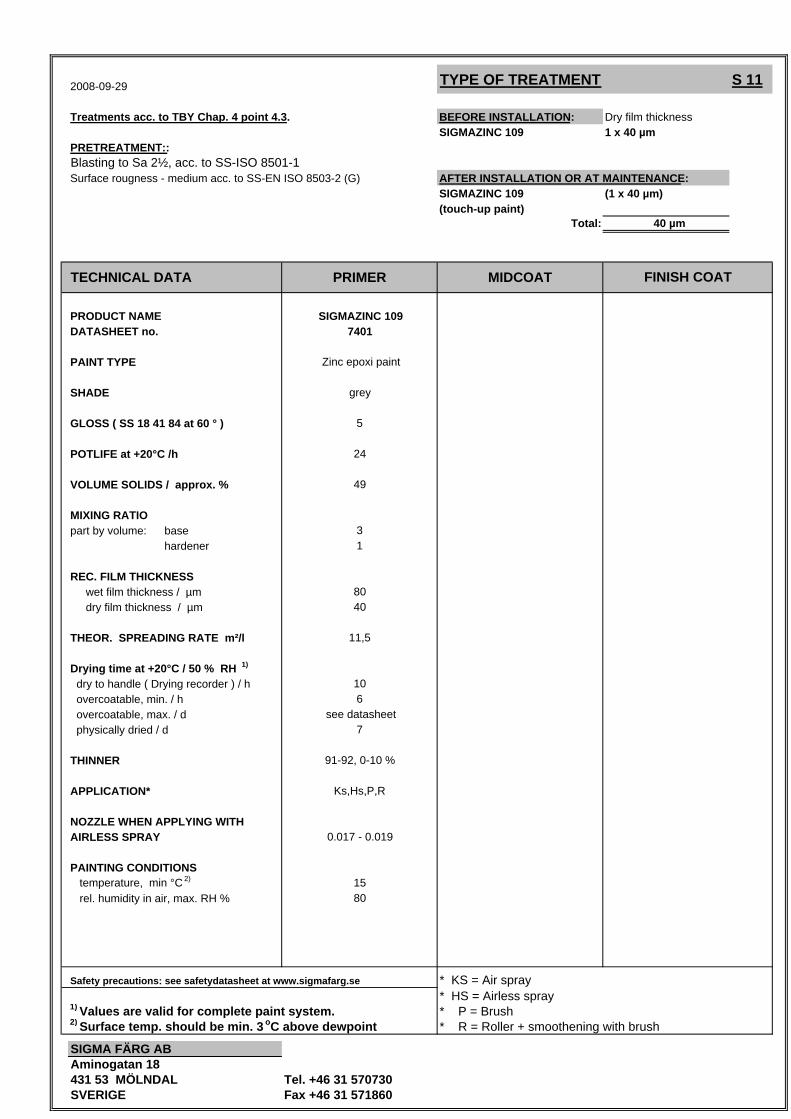
2008-09-29 TYPE OF TREATMENT S 11
Treatments acc. to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMAZINC 109 1 x 40 µm
PRETREATMENT::Blasting to Sa 2½, acc. to SS-ISO 8501-1Surface rougness - medium acc. to SS-EN ISO 8503-2 (G) AFTER INSTALLATION OR AT MAINTENANCE:
SIGMAZINC 109 (1 x 40 µm)(touch-up paint)
Total: 40 µm
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAZINC 109DATASHEET no. 7401
PAINT TYPE Zinc epoxi paint
SHADE grey
GLOSS ( SS 18 41 84 at 60 ° ) 5
POTLIFE at +20°C /h 24
VOLUME SOLIDS / approx. % 49
MIXING RATIOpart by volume: base 3
hardener 1
REC. FILM THICKNESS wet film thickness / µm 80 dry film thickness / µm 40
THEOR. SPREADING RATE m²/l 11,5
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 overcoatable, min. / h 6 overcoatable, max. / d see datasheet physically dried / d 7
THINNER 91-92, 0-10 %
APPLICATION* Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 - 0.019
PAINTING CONDITIONS temperature, min °C 2) 15 rel. humidity in air, max. RH % 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
FINISH COAT
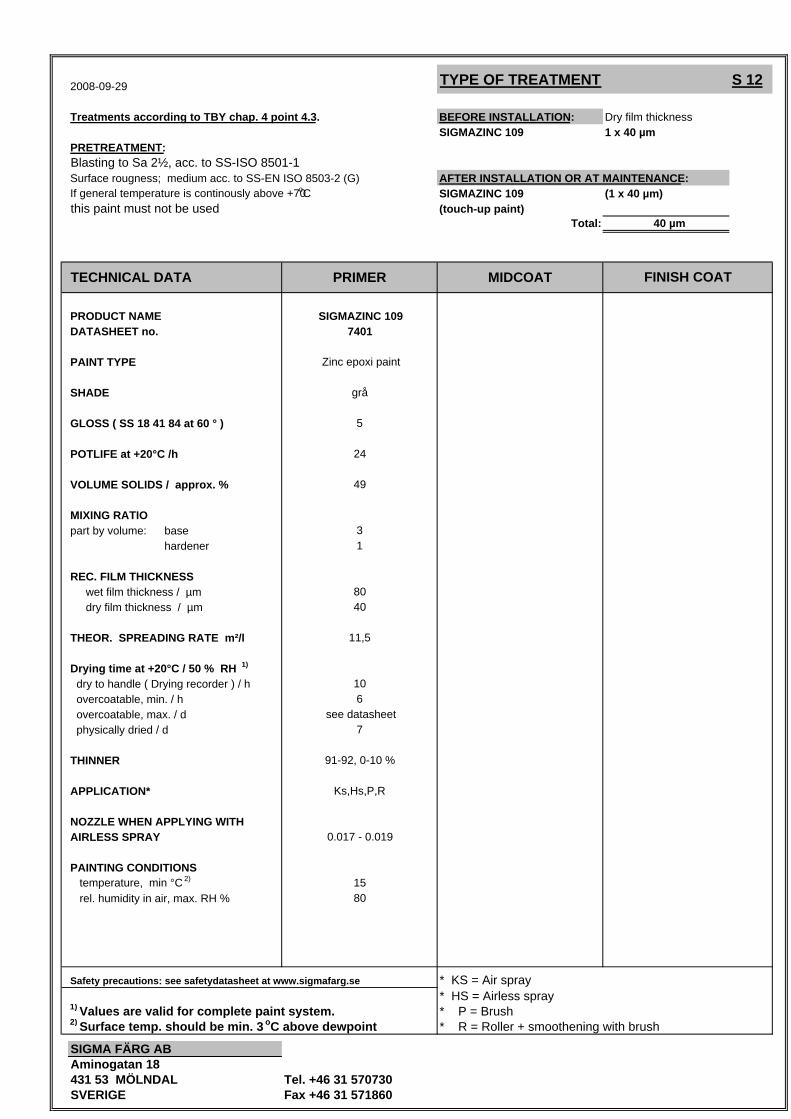
2008-09-29 TYPE OF TREATMENT S 12
Treatments according to TBY chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMAZINC 109 1 x 40 µm
PRETREATMENT:Blasting to Sa 2½, acc. to SS-ISO 8501-1Surface rougness; medium acc. to SS-EN ISO 8503-2 (G) AFTER INSTALLATION OR AT MAINTENANCE:If general temperature is continously above +70oC SIGMAZINC 109 (1 x 40 µm)this paint must not be used (touch-up paint)
Total: 40 µm
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAZINC 109DATASHEET no. 7401
PAINT TYPE Zinc epoxi paint
SHADE grå
GLOSS ( SS 18 41 84 at 60 ° ) 5
POTLIFE at +20°C /h 24
VOLUME SOLIDS / approx. % 49
MIXING RATIOpart by volume: base 3
hardener 1
REC. FILM THICKNESS wet film thickness / µm 80 dry film thickness / µm 40
THEOR. SPREADING RATE m²/l 11,5
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 overcoatable, min. / h 6 overcoatable, max. / d see datasheet physically dried / d 7
THINNER 91-92, 0-10 %
APPLICATION* Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 - 0.019
PAINTING CONDITIONS temperature, min °C 2) 15 rel. humidity in air, max. RH % 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
FINISH COAT
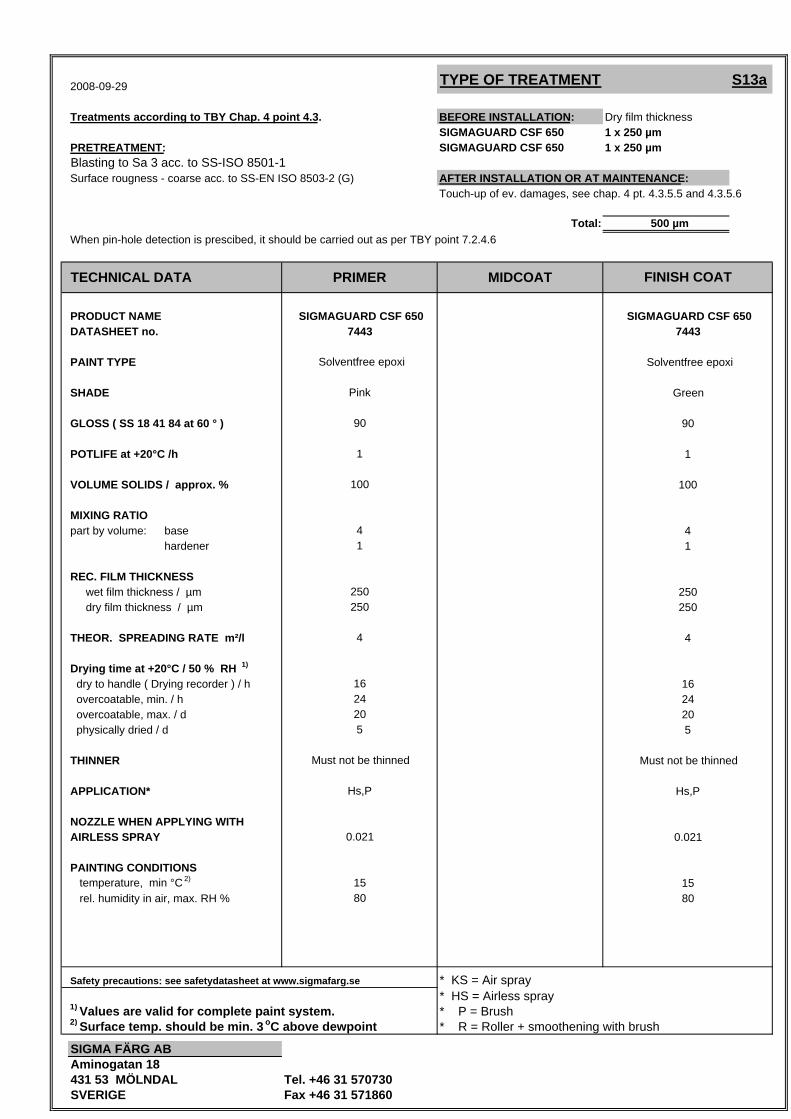
2008-09-29 TYPE OF TREATMENT S13a
Treatments according to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMAGUARD CSF 650 1 x 250 µm
PRETREATMENT: SIGMAGUARD CSF 650 1 x 250 µmBlasting to Sa 3 acc. to SS-ISO 8501-1Surface rougness - coarse acc. to SS-EN ISO 8503-2 (G) AFTER INSTALLATION OR AT MAINTENANCE:
Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6
Total: 500 µmWhen pin-hole detection is prescibed, it should be carried out as per TBY point 7.2.4.6
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAGUARD CSF 650DATASHEET no. 7443
PAINT TYPE Solventfree epoxi
SHADE Pink
GLOSS ( SS 18 41 84 at 60 ° ) 90
POTLIFE at +20°C /h 1
VOLUME SOLIDS / approx. % 100
MIXING RATIOpart by volume: base 4
hardener 1
REC. FILM THICKNESS wet film thickness / µm 250 dry film thickness / µm 250
THEOR. SPREADING RATE m²/l 4
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 16 overcoatable, min. / h 24 overcoatable, max. / d 20 physically dried / d 5
THINNER Must not be thinned
APPLICATION* Hs,P
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.021
PAINTING CONDITIONS temperature, min °C 2) 15 rel. humidity in air, max. RH % 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7443
FINISH COAT
80
0.021
15
Must not be thinned
Hs,P
24205
16
250250
4
41
1
100
Green
90
SIGMAGUARD CSF 650
Solventfree epoxi
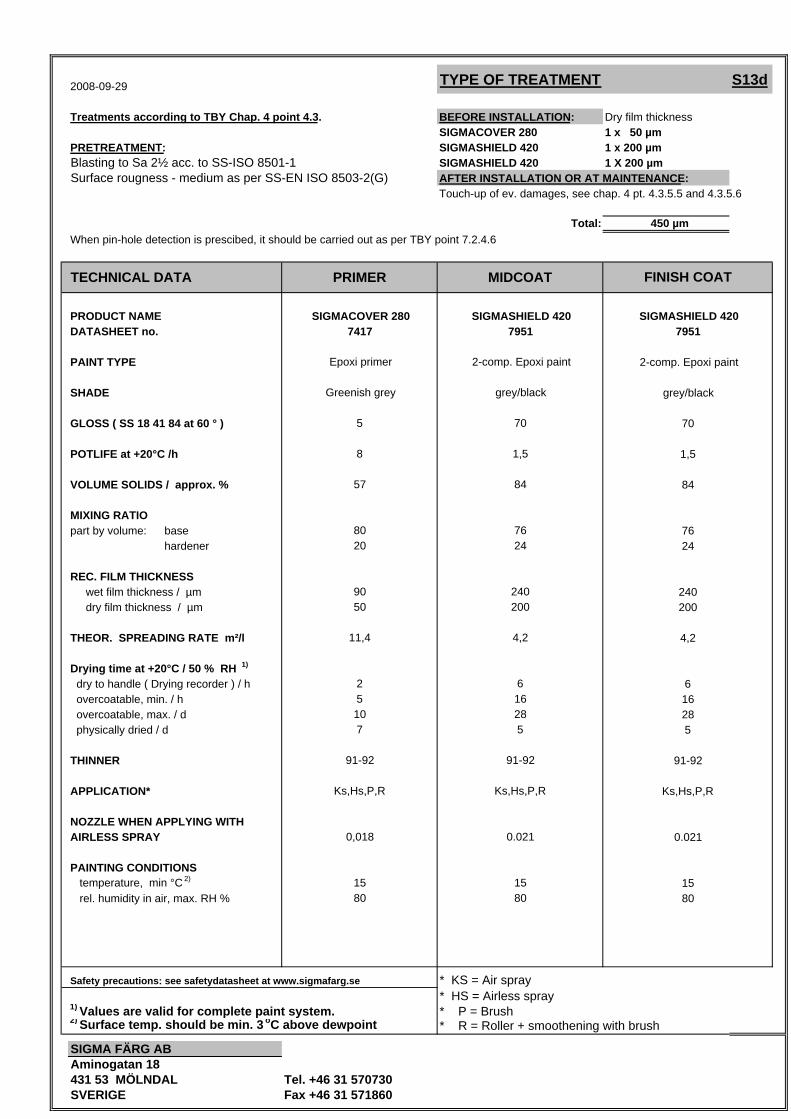
2008-09-29 TYPE OF TREATMENT S13d
Treatments according to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMACOVER 280 1 x 50 µm
PRETREATMENT: SIGMASHIELD 420 1 x 200 µmBlasting to Sa 2½ acc. to SS-ISO 8501-1 SIGMASHIELD 420 1 X 200 µmSurface rougness - medium as per SS-EN ISO 8503-2(G) AFTER INSTALLATION OR AT MAINTENANCE:
Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6
Total: 450 µmWhen pin-hole detection is prescibed, it should be carried out as per TBY point 7.2.4.6
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMACOVER 280 SIGMASHIELD 420DATASHEET no. 7417 7951
PAINT TYPE Epoxi primer 2-comp. Epoxi paint
SHADE Greenish grey grey/black
GLOSS ( SS 18 41 84 at 60 ° ) 5 70
POTLIFE at +20°C /h 8 1,5
VOLUME SOLIDS / approx. % 57 84
MIXING RATIOpart by volume: base 80 76
hardener 20 24
REC. FILM THICKNESS wet film thickness / µm 90 240 dry film thickness / µm 50 200
THEOR. SPREADING RATE m²/l 11,4 4,2
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 2 6 overcoatable, min. / h 5 16 overcoatable, max. / d 10 28 physically dried / d 7 5
THINNER 91-92 91-92
APPLICATION* Ks,Hs,P,R Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0,018 0.021
PAINTING CONDITIONS temperature, min °C 2) 15 15 rel. humidity in air, max. RH % 80 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7951
FINISH COAT
80
0.021
15
91-92
Ks,Hs,P,R
16285
6
240200
4,2
7624
1,5
84
grey/black
70
SIGMASHIELD 420
2-comp. Epoxi paint
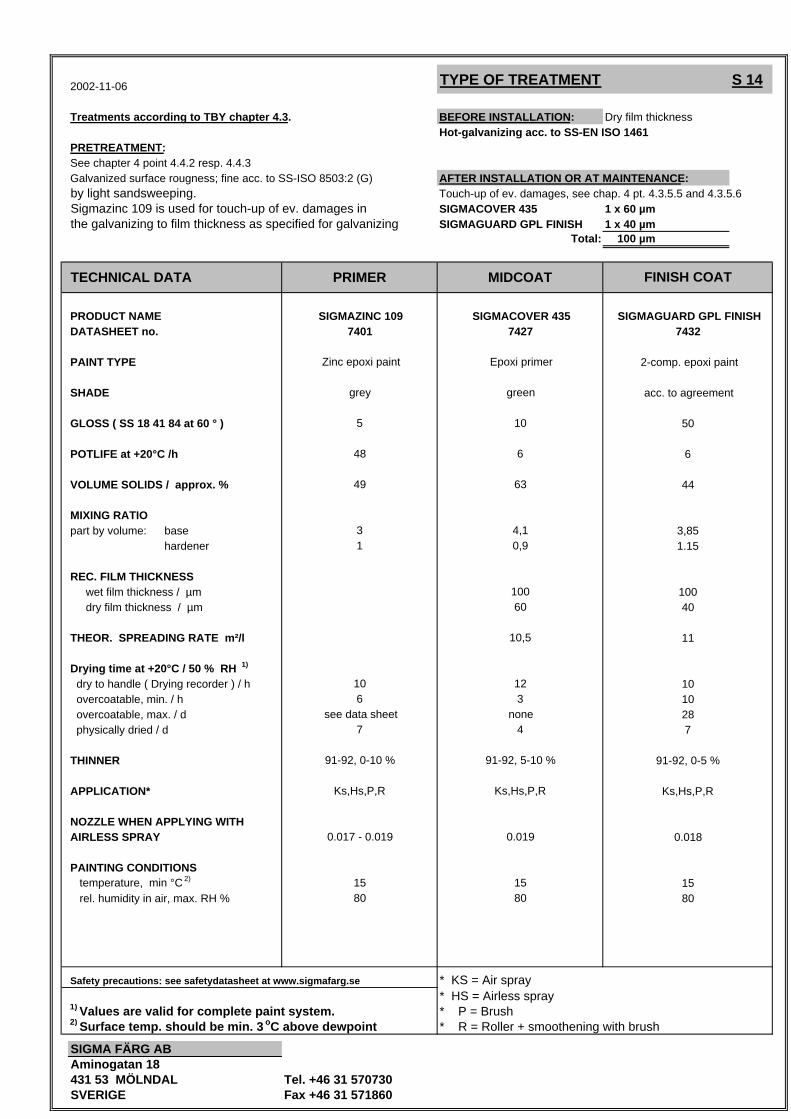
2002-11-06 TYPE OF TREATMENT S 14
Treatments according to TBY chapter 4.3. BEFORE INSTALLATION: Dry film thicknessHot-galvanizing acc. to SS-EN ISO 1461
PRETREATMENT:See chapter 4 point 4.4.2 resp. 4.4.3Galvanized surface rougness; fine acc. to SS-ISO 8503:2 (G) AFTER INSTALLATION OR AT MAINTENANCE:by light sandsweeping. Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6Sigmazinc 109 is used for touch-up of ev. damages in SIGMACOVER 435 1 x 60 µmthe galvanizing to film thickness as specified for galvanizing SIGMAGUARD GPL FINISH 1 x 40 µm
Total: 100 µm
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAZINC 109 SIGMACOVER 435DATASHEET no. 7401 7427
PAINT TYPE Zinc epoxi paint Epoxi primer
SHADE grey green
GLOSS ( SS 18 41 84 at 60 ° ) 5 10
POTLIFE at +20°C /h 48 6
VOLUME SOLIDS / approx. % 49 63
MIXING RATIOpart by volume: base 3 4,1
hardener 1 0,9
REC. FILM THICKNESS wet film thickness / µm 100 dry film thickness / µm 60
THEOR. SPREADING RATE m²/l 10,5
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 12 overcoatable, min. / h 6 3 overcoatable, max. / d see data sheet none physically dried / d 7 4
THINNER 91-92, 0-10 % 91-92, 5-10 %
APPLICATION* Ks,Hs,P,R Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 - 0.019 0.019
PAINTING CONDITIONS temperature, min °C 2) 15 15 rel. humidity in air, max. RH % 80 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7432
FINISH COAT
80
0.018
15
91-92, 0-5 %
Ks,Hs,P,R
10287
10
10040
11
3,851.15
6
44
acc. to agreement
50
SIGMAGUARD GPL FINISH
2-comp. epoxi paint
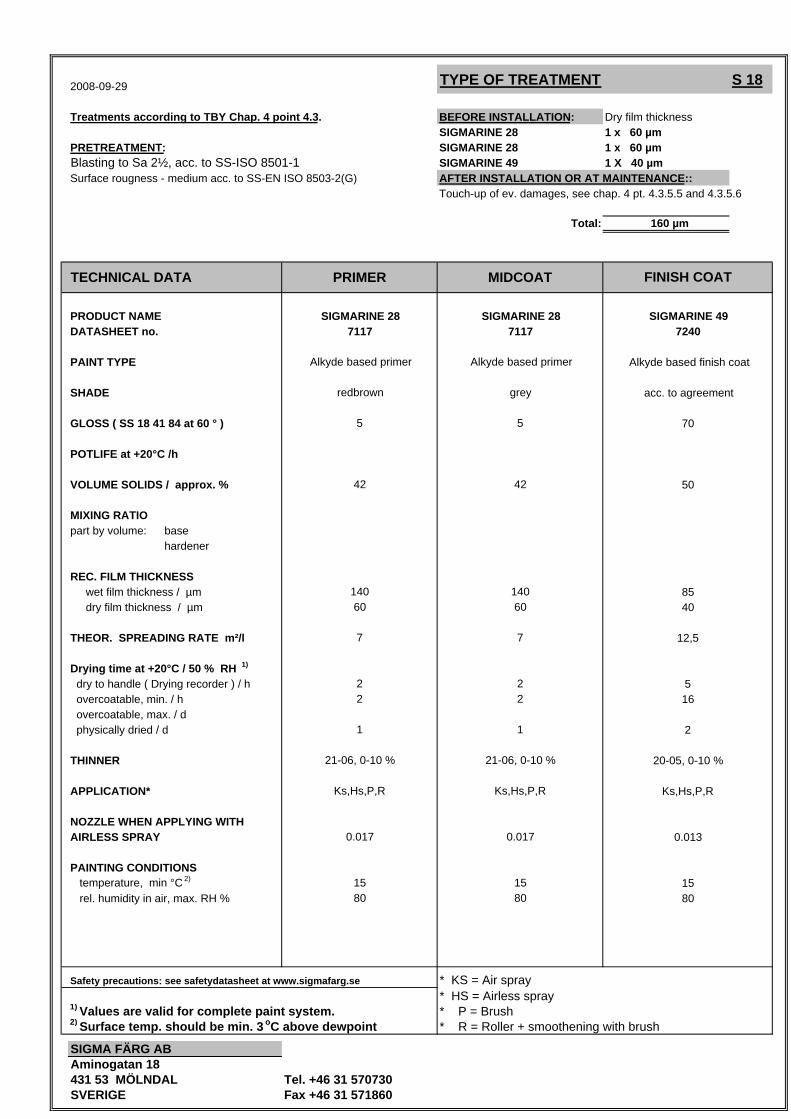
2008-09-29 TYPE OF TREATMENT S 18
Treatments according to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMARINE 28 1 x 60 µm
PRETREATMENT: SIGMARINE 28 1 x 60 µmBlasting to Sa 2½, acc. to SS-ISO 8501-1 SIGMARINE 49 1 X 40 µmSurface rougness - medium acc. to SS-EN ISO 8503-2(G) AFTER INSTALLATION OR AT MAINTENANCE::
Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6
Total: 160 µm
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMARINE 28 SIGMARINE 28DATASHEET no. 7117 7117
PAINT TYPE Alkyde based primer Alkyde based primer
SHADE redbrown grey
GLOSS ( SS 18 41 84 at 60 ° ) 5 5
POTLIFE at +20°C /h
VOLUME SOLIDS / approx. % 42 42
MIXING RATIOpart by volume: base
hardener
REC. FILM THICKNESS wet film thickness / µm 140 140 dry film thickness / µm 60 60
THEOR. SPREADING RATE m²/l 7 7
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 2 2 overcoatable, min. / h 2 2 overcoatable, max. / d physically dried / d 1 1
THINNER 21-06, 0-10 % 21-06, 0-10 %
APPLICATION* Ks,Hs,P,R Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 0.017
PAINTING CONDITIONS temperature, min °C 2) 15 15 rel. humidity in air, max. RH % 80 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
SIGMARINE 49
Alkyde based finish coat
acc. to agreement
70
50
5
8540
12,5
16
2
15
20-05, 0-10 %
Ks,Hs,P,R
7240
FINISH COAT
80
0.013
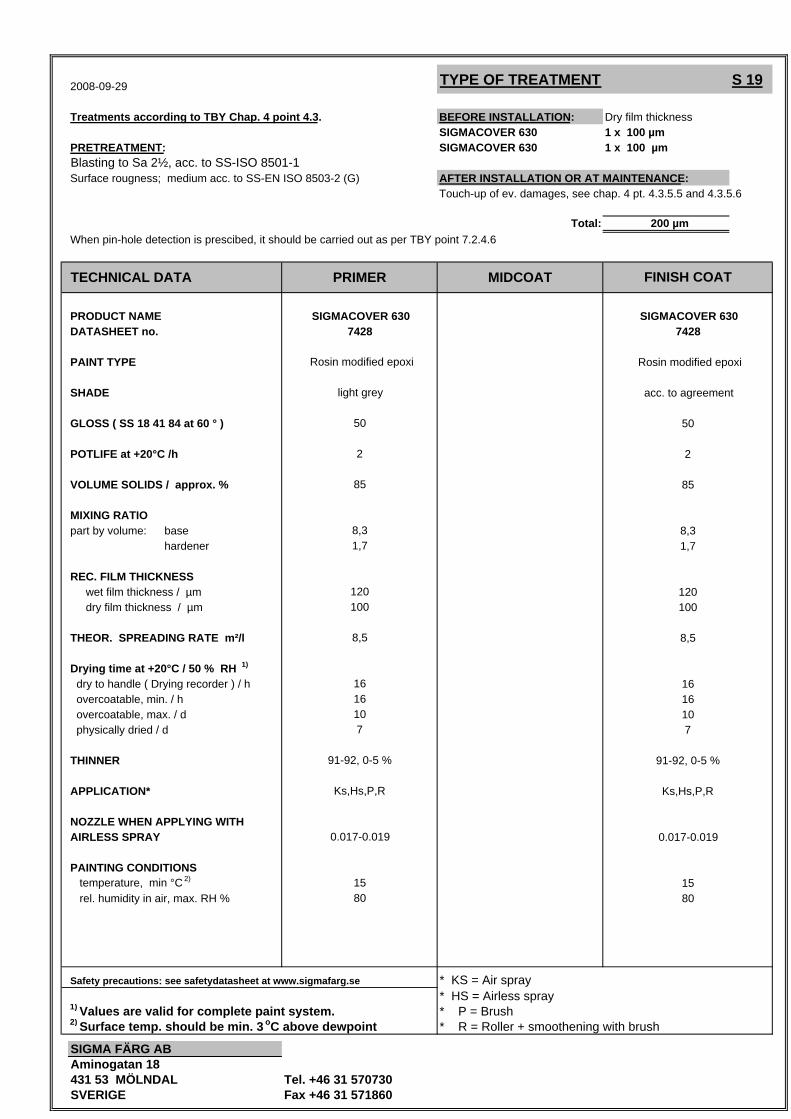
2008-09-29 TYPE OF TREATMENT S 19
Treatments according to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMACOVER 630 1 x 100 µm
PRETREATMENT: SIGMACOVER 630 1 x 100 µmBlasting to Sa 2½, acc. to SS-ISO 8501-1Surface rougness; medium acc. to SS-EN ISO 8503-2 (G) AFTER INSTALLATION OR AT MAINTENANCE:
Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6
Total: 200 µmWhen pin-hole detection is prescibed, it should be carried out as per TBY point 7.2.4.6
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMACOVER 630DATASHEET no. 7428
PAINT TYPE Rosin modified epoxi
SHADE light grey
GLOSS ( SS 18 41 84 at 60 ° ) 50
POTLIFE at +20°C /h 2
VOLUME SOLIDS / approx. % 85
MIXING RATIOpart by volume: base 8,3
hardener 1,7
REC. FILM THICKNESS wet film thickness / µm 120 dry film thickness / µm 100
THEOR. SPREADING RATE m²/l 8,5
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 16 overcoatable, min. / h 16 overcoatable, max. / d 10 physically dried / d 7
THINNER 91-92, 0-5 %
APPLICATION* Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017-0.019
PAINTING CONDITIONS temperature, min °C 2) 15 rel. humidity in air, max. RH % 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7428
FINISH COAT
80
0.017-0.019
15
91-92, 0-5 %
Ks,Hs,P,R
16107
16
120100
8,5
8,31,7
2
85
acc. to agreement
50
SIGMACOVER 630
Rosin modified epoxi
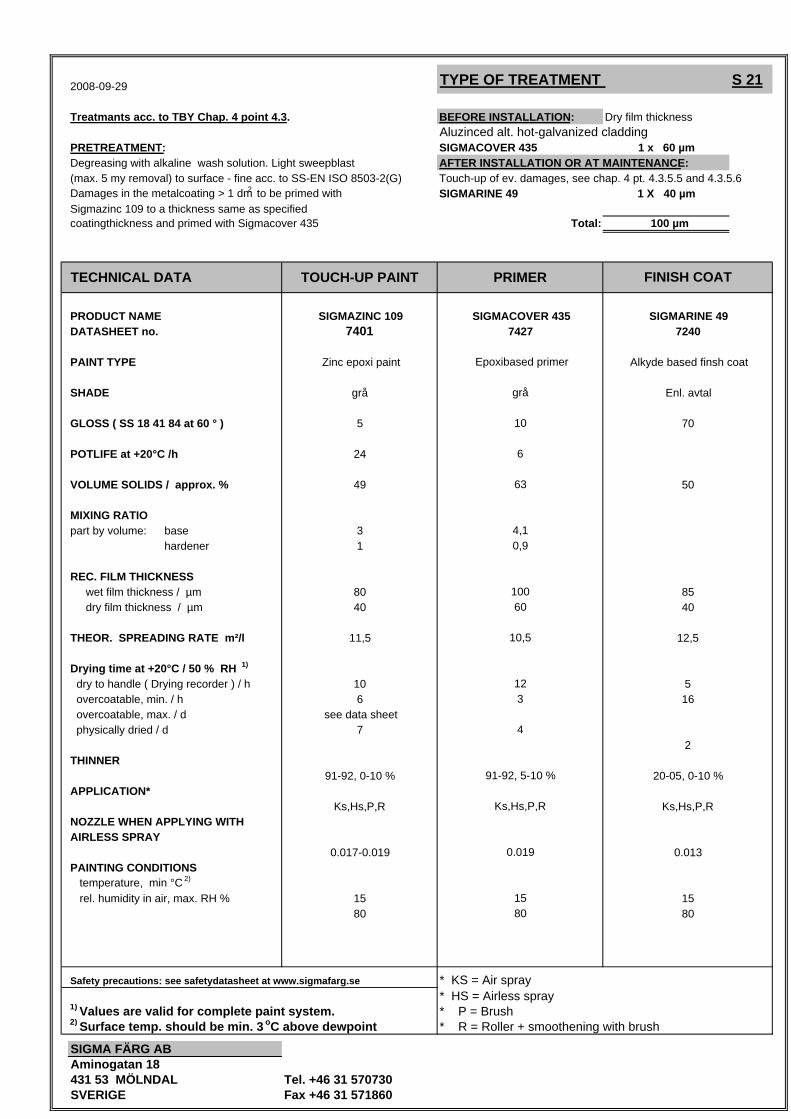
2008-09-29 TYPE OF TREATMENT S 21
Treatmants acc. to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thickness Aluzinced alt. hot-galvanized cladding
PRETREATMENT: SIGMACOVER 435 1 x 60 µmDegreasing with alkaline wash solution. Light sweepblast AFTER INSTALLATION OR AT MAINTENANCE:(max. 5 my removal) to surface - fine acc. to SS-EN ISO 8503-2(G) Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6Damages in the metalcoating > 1 dm2 to be primed with SIGMARINE 49 1 X 40 µmSigmazinc 109 to a thickness same as specifiedcoatingthickness and primed with Sigmacover 435 Total: 100 µm
TECHNICAL DATA TOUCH-UP PAINT PRIMER
PRODUCT NAME SIGMAZINC 109 SIGMACOVER 435DATASHEET no. 7401 7427
PAINT TYPE Zinc epoxi paint Epoxibased primer
SHADE grå grå
GLOSS ( SS 18 41 84 at 60 ° ) 5 10
POTLIFE at +20°C /h 24 6
VOLUME SOLIDS / approx. % 49 63
MIXING RATIOpart by volume: base 3 4,1
hardener 1 0,9
REC. FILM THICKNESS wet film thickness / µm 80 100 dry film thickness / µm 40 60
THEOR. SPREADING RATE m²/l 11,5 10,5
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 12 overcoatable, min. / h 6 3 overcoatable, max. / d see data sheet physically dried / d 7 4
THINNER91-92, 0-10 % 91-92, 5-10 %
APPLICATION*Ks,Hs,P,R Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY
0.017-0.019 0.019PAINTING CONDITIONS temperature, min °C 2)
rel. humidity in air, max. RH % 15 1580 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7240
FINISH COAT
1580
0.013
20-05, 0-10 %
Ks,Hs,P,R
16
2
5
8540
12,5
50
Enl. avtal
70
SIGMARINE 49
Alkyde based finsh coat
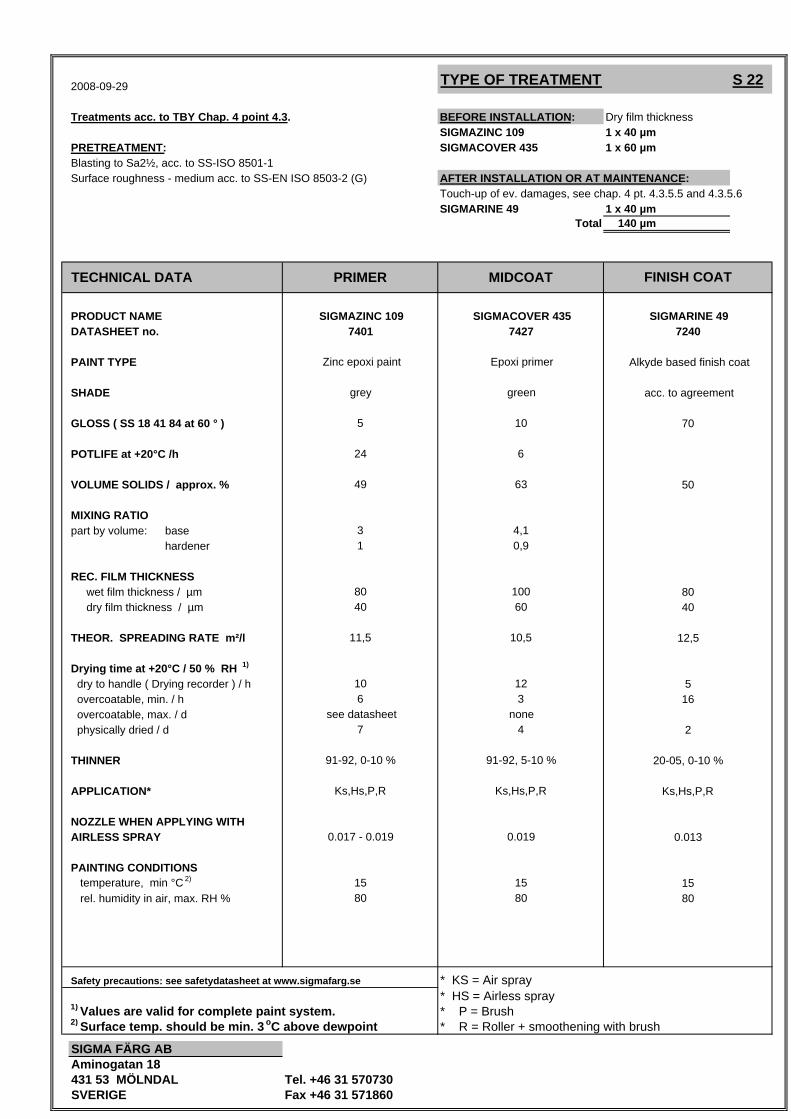
2008-09-29 TYPE OF TREATMENT S 22
Treatments acc. to TBY Chap. 4 point 4.3. BEFORE INSTALLATION: Dry film thicknessSIGMAZINC 109 1 x 40 µm
PRETREATMENT: SIGMACOVER 435 1 x 60 µmBlasting to Sa2½, acc. to SS-ISO 8501-1Surface roughness - medium acc. to SS-EN ISO 8503-2 (G) AFTER INSTALLATION OR AT MAINTENANCE:
Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6SIGMARINE 49 1 x 40 µm
Total 140 µm
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMAZINC 109 SIGMACOVER 435DATASHEET no. 7401 7427
PAINT TYPE Zinc epoxi paint Epoxi primer
SHADE grey green
GLOSS ( SS 18 41 84 at 60 ° ) 5 10
POTLIFE at +20°C /h 24 6
VOLUME SOLIDS / approx. % 49 63
MIXING RATIOpart by volume: base 3 4,1
hardener 1 0,9
REC. FILM THICKNESS wet film thickness / µm 80 100 dry film thickness / µm 40 60
THEOR. SPREADING RATE m²/l 11,5 10,5
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 10 12 overcoatable, min. / h 6 3 overcoatable, max. / d see datasheet none physically dried / d 7 4
THINNER 91-92, 0-10 % 91-92, 5-10 %
APPLICATION* Ks,Hs,P,R Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 - 0.019 0.019
PAINTING CONDITIONS temperature, min °C 2) 15 15 rel. humidity in air, max. RH % 80 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7240
FINISH COAT
80
0.013
15
20-05, 0-10 %
Ks,Hs,P,R
16
2
5
8040
12,5
50
acc. to agreement
70
SIGMARINE 49
Alkyde based finish coat
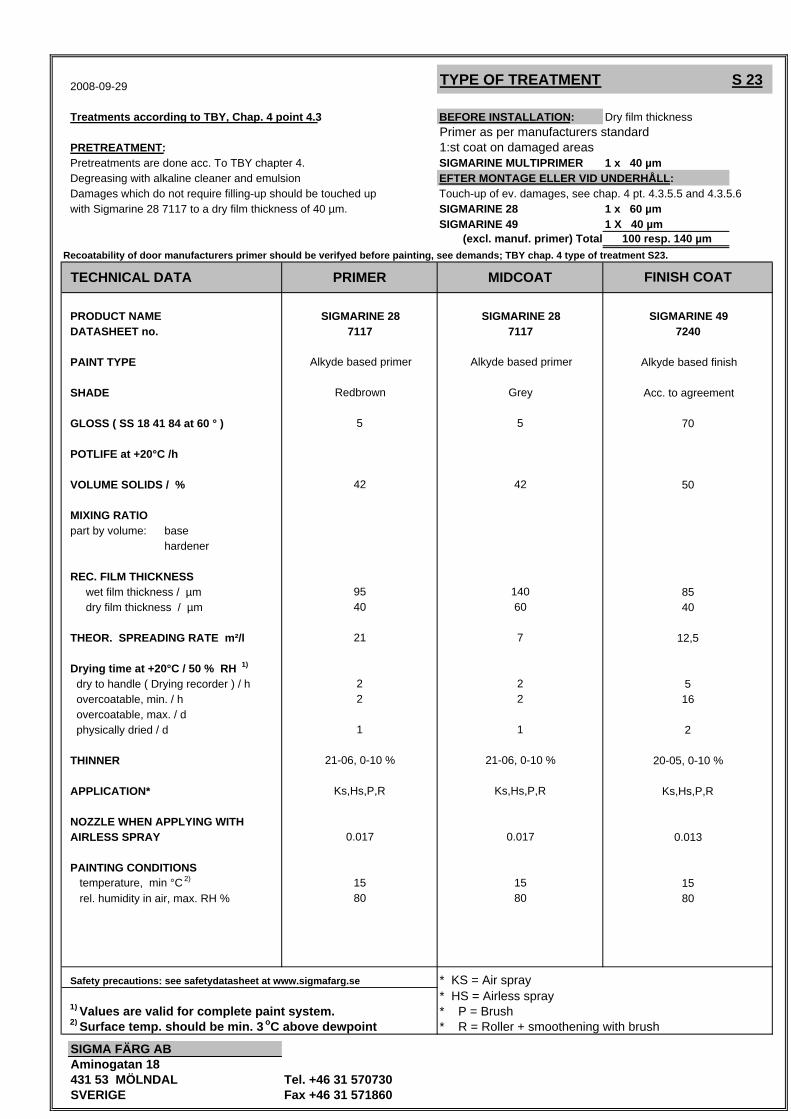
2008-09-29 TYPE OF TREATMENT S 23
Treatments according to TBY, Chap. 4 point 4.3 BEFORE INSTALLATION: Dry film thicknessPrimer as per manufacturers standard
PRETREATMENT: 1:st coat on damaged areas Pretreatments are done acc. To TBY chapter 4. SIGMARINE MULTIPRIMER 1 x 40 µmDegreasing with alkaline cleaner and emulsion EFTER MONTAGE ELLER VID UNDERHÅLL:Damages which do not require filling-up should be touched up Touch-up of ev. damages, see chap. 4 pt. 4.3.5.5 and 4.3.5.6with Sigmarine 28 7117 to a dry film thickness of 40 µm. SIGMARINE 28 1 x 60 µm
SIGMARINE 49 1 X 40 µm(excl. manuf. primer) Total 100 resp. 140 µm
Recoatability of door manufacturers primer should be verifyed before painting, see demands; TBY chap. 4 type of treatment S23.
TECHNICAL DATA PRIMER MIDCOAT
PRODUCT NAME SIGMARINE 28 SIGMARINE 28DATASHEET no. 7117 7117
PAINT TYPE Alkyde based primer Alkyde based primer
SHADE Redbrown Grey
GLOSS ( SS 18 41 84 at 60 ° ) 5 5
POTLIFE at +20°C /h
VOLUME SOLIDS / % 42 42
MIXING RATIOpart by volume: base
hardener
REC. FILM THICKNESS wet film thickness / µm 95 140 dry film thickness / µm 40 60
THEOR. SPREADING RATE m²/l 21 7
Drying time at +20°C / 50 % RH 1)
dry to handle ( Drying recorder ) / h 2 2 overcoatable, min. / h 2 2 overcoatable, max. / d physically dried / d 1 1
THINNER 21-06, 0-10 % 21-06, 0-10 %
APPLICATION* Ks,Hs,P,R Ks,Hs,P,R
NOZZLE WHEN APPLYING WITH AIRLESS SPRAY 0.017 0.017
PAINTING CONDITIONS temperature, min °C 2) 15 15 rel. humidity in air, max. RH % 80 80
Safety precautions: see safetydatasheet at www.sigmafarg.se * KS = Air spray* HS = Airless spray
1) Values are valid for complete paint system. * P = Brush2) Surface temp. should be min. 3 oC above dewpoint * R = Roller + smoothening with brush
SIGMA FÄRG ABAminogatan 18431 53 MÖLNDAL Tel. +46 31 570730SVERIGE Fax +46 31 571860
7240
FINISH COAT
80
0.013
15
20-05, 0-10 %
Ks,Hs,P,R
16
2
5
8540
12,5
50
Acc. to agreement
70
SIGMARINE 49
Alkyde based finish

Approved Paint Systems for TBY
Edition 2
66(75)
3.3.5 Teknos
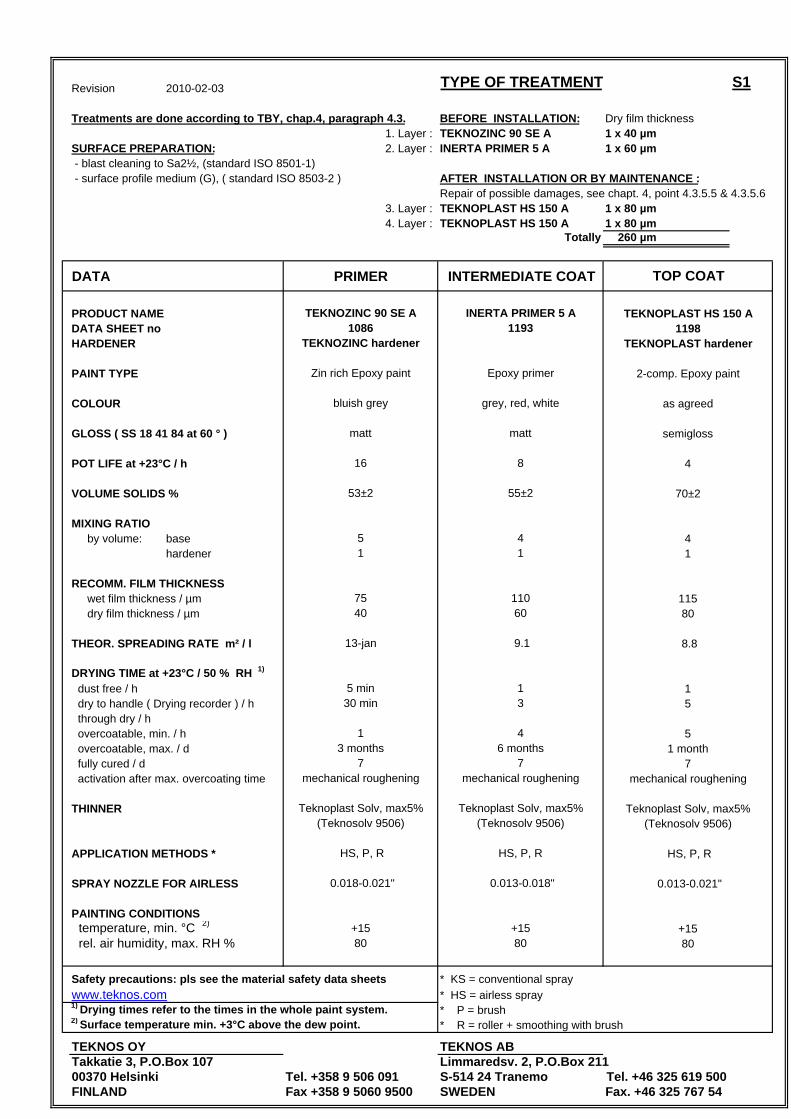
Revision 2010-02-03 TYPE OF TREATMENT S1
Treatments are done according to TBY, chap.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOZINC 90 SE A 1 x 40 µm
SURFACE PREPARATION: 2. Layer : INERTA PRIMER 5 A 1 x 60 µm - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.63. Layer : TEKNOPLAST HS 150 A 1 x 80 µm4. Layer : TEKNOPLAST HS 150 A 1 x 80 µm
Totally 260 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE A INERTA PRIMER 5 ADATA SHEET no 1086 1193HARDENER TEKNOZINC hardener
PAINT TYPE Zin rich Epoxy paint Epoxy primer
COLOUR bluish grey grey, red, white
GLOSS ( SS 18 41 84 at 60 ° ) matt matt
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 110 dry film thickness / µm 40 60
THEOR. SPREADING RATE m² / l 13-jan 9.1
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 3 through dry / h overcoatable, min. / h 1 4 overcoatable, max. / d 3 months 6 months fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max5% Teknoplast Solv, max5%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0.018-0.021" 0.013-0.018"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv. 2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNOPLAST HS 150 A
2-comp. Epoxy paint
TEKNOPLAST hardener
4
70±2
as agreed
semigloss
8.8
41
5
51 month
1
11580
7
Teknoplast Solv, max5%
mechanical roughening
(Teknosolv 9506)
1198
TOP COAT
+1580
HS, P, R
0.013-0.021"
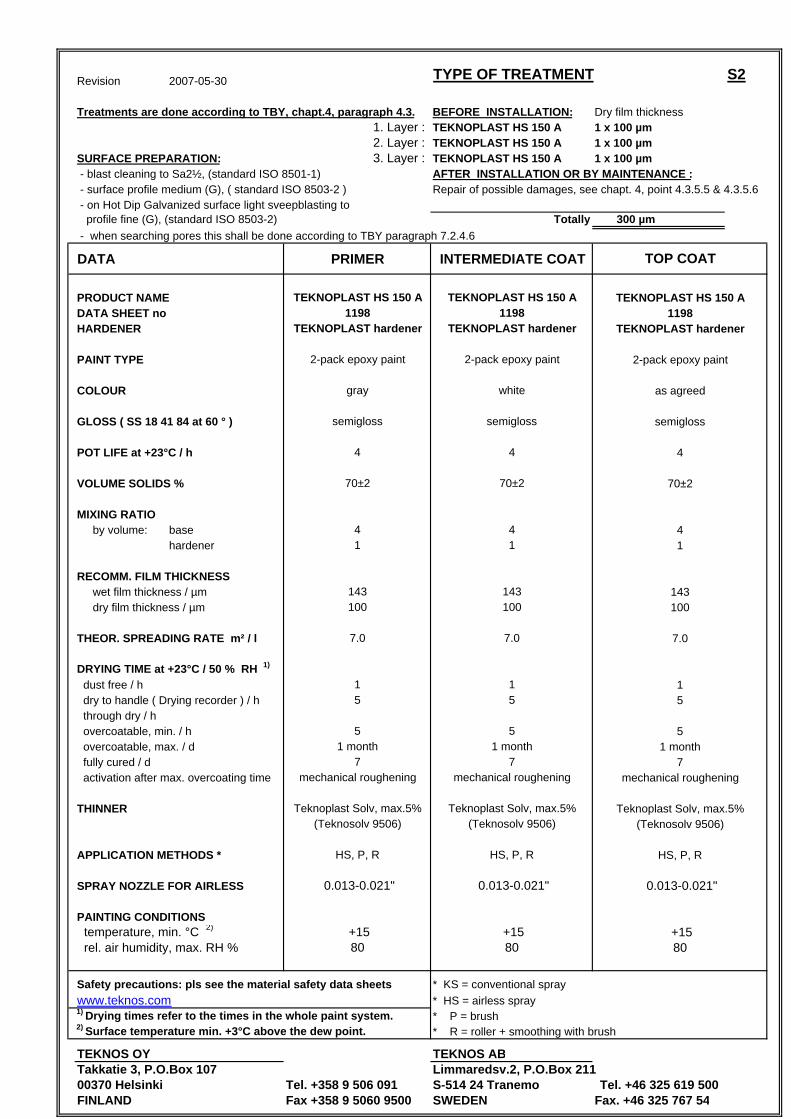
Revision 2007-05-30 TYPE OF TREATMENT S2
Treatments are done according to TBY, chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOPLAST HS 150 A 1 x 100 µm2. Layer : TEKNOPLAST HS 150 A 1 x 100 µm
SURFACE PREPARATION: 3. Layer : TEKNOPLAST HS 150 A 1 x 100 µm - blast cleaning to Sa2½, (standard ISO 8501-1) AFTER INSTALLATION OR BY MAINTENANCE : - surface profile medium (G), ( standard ISO 8503-2 ) Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 - on Hot Dip Galvanized surface light sveepblasting to profile fine (G), (standard ISO 8503-2) Totally 300 µm - when searching pores this shall be done according to TBY paragraph 7.2.4.6
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOPLAST HS 150 A TEKNOPLAST HS 150 ADATA SHEET no 1198 1198HARDENER TEKNOPLAST hardener TEKNOPLAST hardener
PAINT TYPE 2-pack epoxy paint 2-pack epoxy paint
COLOUR gray white
GLOSS ( SS 18 41 84 at 60 ° ) semigloss semigloss
POT LIFE at +23°C / h 4 4
VOLUME SOLIDS % 70±2 70±2
MIXING RATIO by volume: base 4 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 143 143 dry film thickness / µm 100 100
THEOR. SPREADING RATE m² / l 7.0 7.0
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 1 1 dry to handle ( Drying recorder ) / h 5 5 through dry / h overcoatable, min. / h 5 5 overcoatable, max. / d 1 month 1 month fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0.013-0.021" 0.013-0.021"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
1198TEKNOPLAST hardener
TEKNOPLAST HS 150 A
2-pack epoxy paint
as agreed
semigloss
4
70±2
41
143100
7.0
15
51 month
7mechanical roughening
0.013-0.021"
Teknoplast Solv, max.5%
HS, P, R
(Teknosolv 9506)
+1580
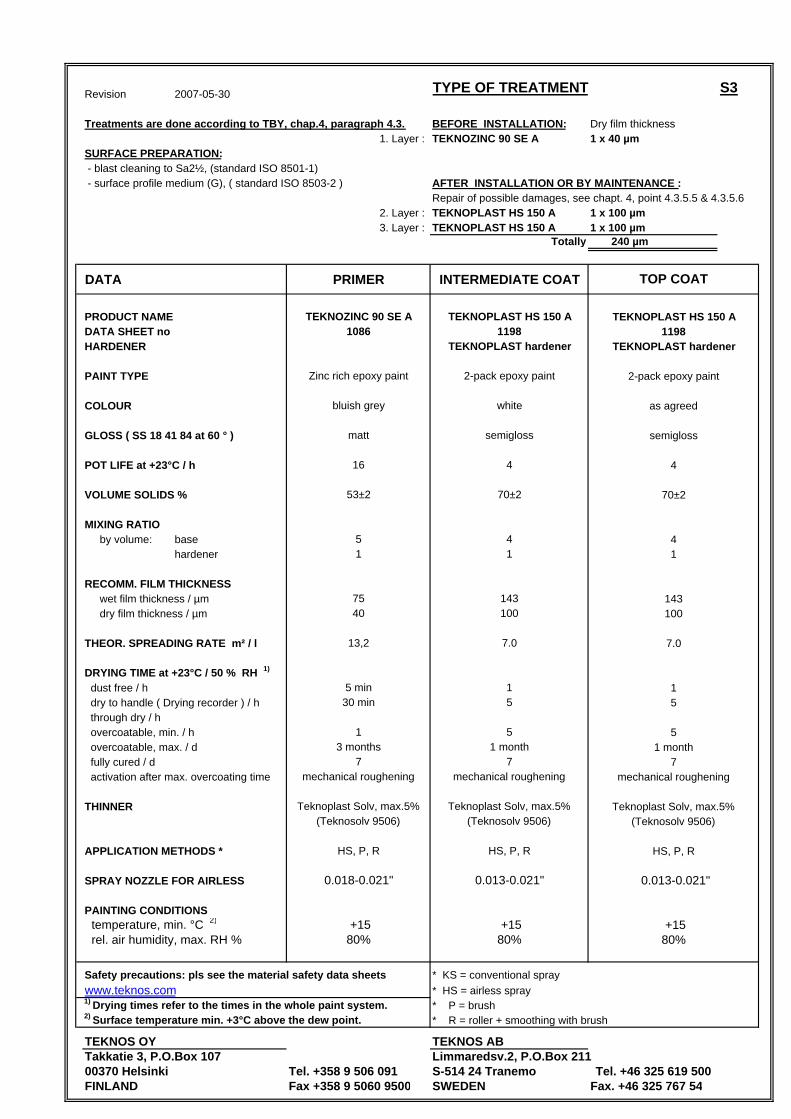
Revision 2007-05-30 TYPE OF TREATMENT S3
Treatments are done according to TBY, chap.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOZINC 90 SE A 1 x 40 µm
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.62. Layer : TEKNOPLAST HS 150 A 1 x 100 µm3. Layer : TEKNOPLAST HS 150 A 1 x 100 µm
Totally 240 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE A TEKNOPLAST HS 150 ADATA SHEET no 1086 1198HARDENER TEKNOPLAST hardener
PAINT TYPE Zinc rich epoxy paint 2-pack epoxy paint
COLOUR bluish grey white
GLOSS ( SS 18 41 84 at 60 ° ) matt semigloss
POT LIFE at +23°C / h 16 4
VOLUME SOLIDS % 53±2 70±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 143 dry film thickness / µm 40 100
THEOR. SPREADING RATE m² / l 13,2 7.0
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 5 through dry / h overcoatable, min. / h 1 5 overcoatable, max. / d 3 months 1 month fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%
(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0.018-0.021" 0.013-0.021"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80% 80%
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
+1580%
0.013-0.021"
7
5
51 month
mechanical roughening
Teknoplast Solv, max.5%
HS, P, R
(Teknosolv 9506)
1
143100
7.0
41
4
70±2
TEKNOPLAST HS 150 A
2-pack epoxy paint
1198TEKNOPLAST hardener
as agreed
semigloss
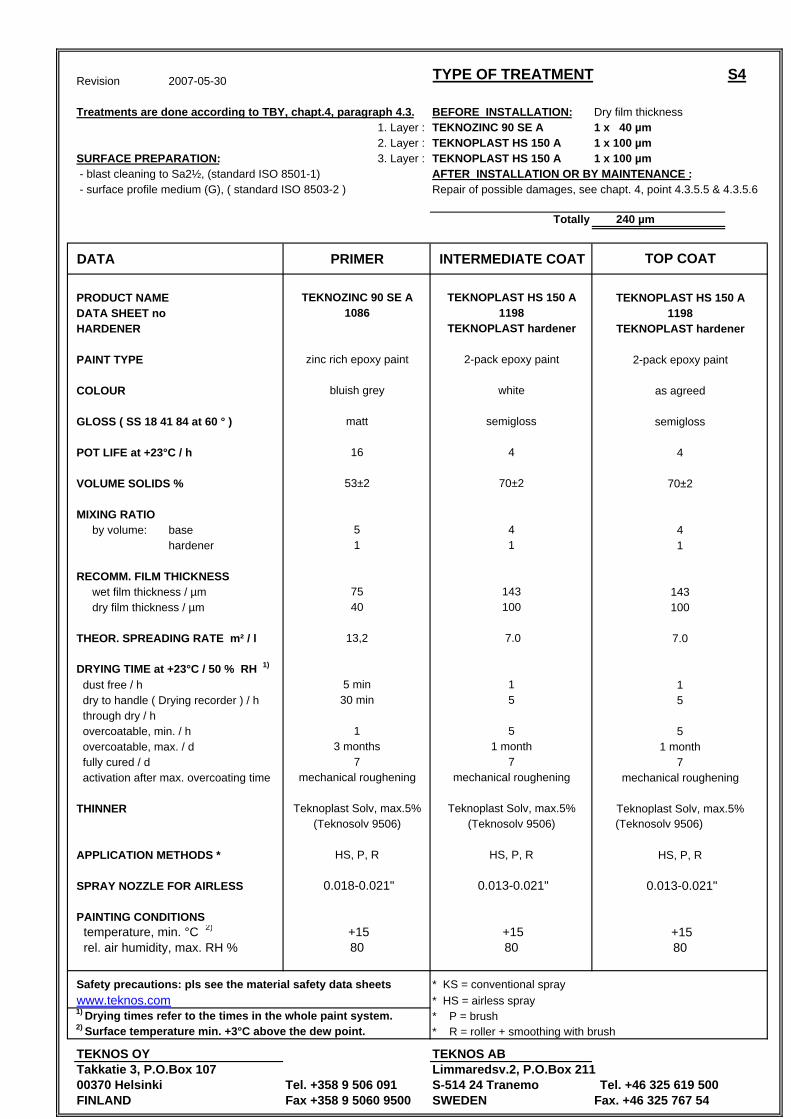
Revision 2007-05-30 TYPE OF TREATMENT S4
Treatments are done according to TBY, chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOZINC 90 SE A 1 x 40 µm2. Layer : TEKNOPLAST HS 150 A 1 x 100 µm
SURFACE PREPARATION: 3. Layer : TEKNOPLAST HS 150 A 1 x 100 µm - blast cleaning to Sa2½, (standard ISO 8501-1) AFTER INSTALLATION OR BY MAINTENANCE : - surface profile medium (G), ( standard ISO 8503-2 ) Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
Totally 240 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE A TEKNOPLAST HS 150 ADATA SHEET no 1086 1198HARDENER TEKNOPLAST hardener
PAINT TYPE zinc rich epoxy paint 2-pack epoxy paint
COLOUR bluish grey white
GLOSS ( SS 18 41 84 at 60 ° ) matt semigloss
POT LIFE at +23°C / h 16 4
VOLUME SOLIDS % 53±2 70±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 143 dry film thickness / µm 40 100
THEOR. SPREADING RATE m² / l 13,2 7.0
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 5 through dry / h overcoatable, min. / h 1 5 overcoatable, max. / d 3 months 1 month fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%(Teknosolv 9506) (Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0.018-0.021" 0.013-0.021"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNOPLAST HS 150 A
2-pack epoxy paint
TEKNOPLAST hardener
as agreed
semigloss
4
70±2
41
1
143100
7.0
5
51 month
7
Teknoplast Solv, max.5%
mechanical roughening
1198
TOP COAT
+1580
HS, P, R
0.013-0.021"
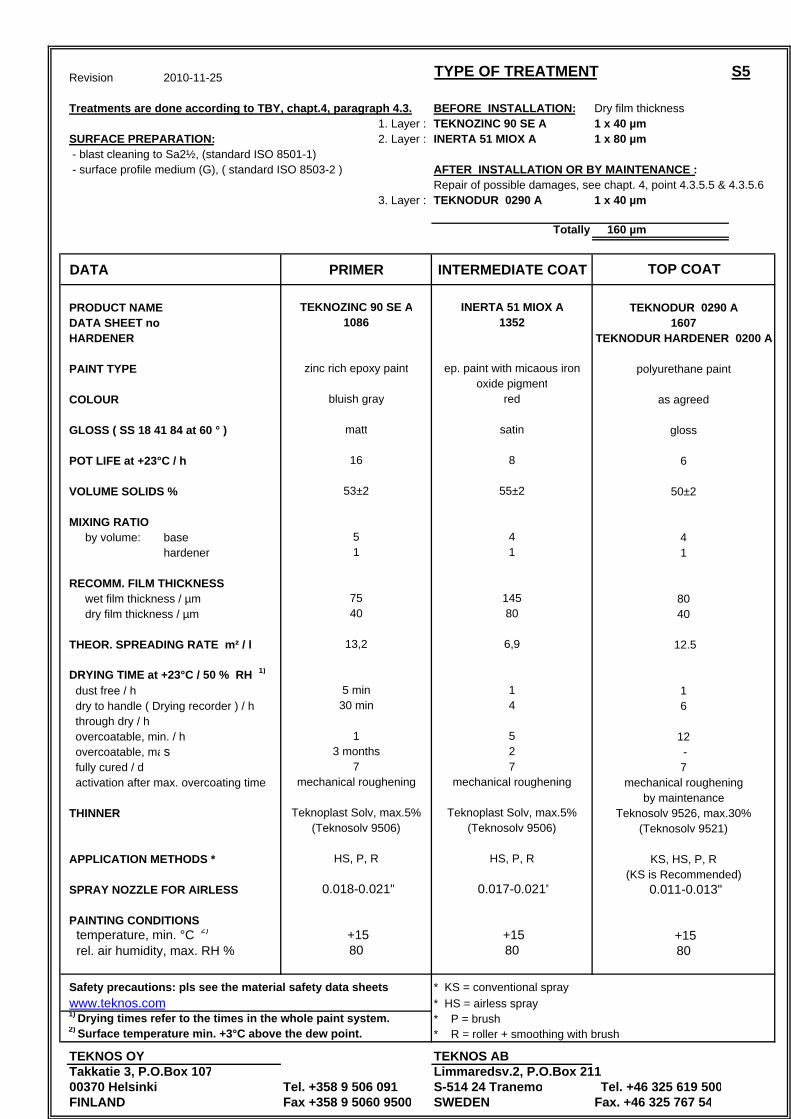
Revision 2010-11-25 TYPE OF TREATMENT S5
Treatments are done according to TBY, chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOZINC 90 SE A 1 x 40 µm
SURFACE PREPARATION: 2. Layer : INERTA 51 MIOX A 1 x 80 µm - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.63. Layer : TEKNODUR 0290 A 1 x 40 µm
Totally 160 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE A INERTA 51 MIOX ADATA SHEET no 1086 1352HARDENER
PAINT TYPE zinc rich epoxy paint ep. paint with micaous ironoxide pigment
COLOUR bluish gray red
GLOSS ( SS 18 41 84 at 60 ° ) matt satin
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 145 dry film thickness / µm 40 80
THEOR. SPREADING RATE m² / l 13,2 6,9
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 4 through dry / h overcoatable, min. / h 1 5 overcoatable, mas 3 months 2 fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0.018-0.021" 0.017-0.021"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNODUR 0290 A
polyurethane paint
TEKNODUR HARDENER 0200 A
6
50±2
as agreed
gloss
12.5
41
6
12 -
1
8040
7
by maintenanceTeknosolv 9526, max.30%
mechanical roughening
(Teknosolv 9521)
1607
TOP COAT
+1580
KS, HS, P, R(KS is Recommended)
0.011-0.013"
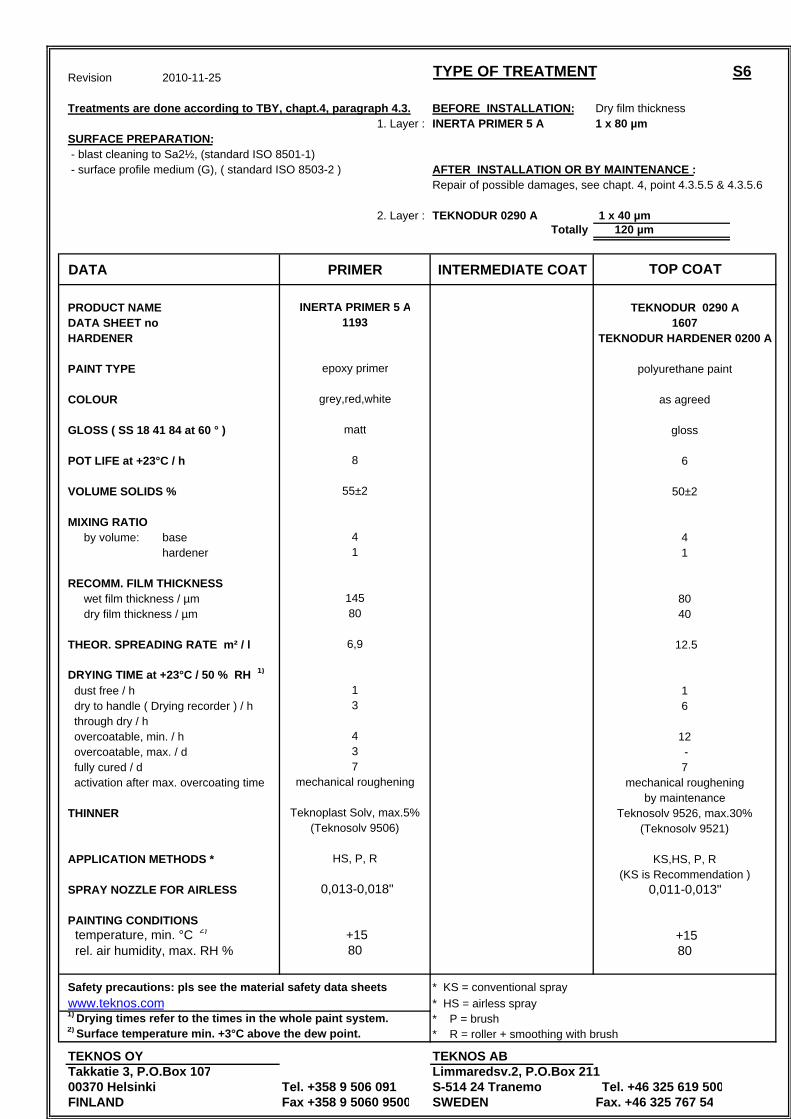
Revision 2010-11-25 TYPE OF TREATMENT S6
Treatments are done according to TBY, chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : INERTA PRIMER 5 A 1 x 80 µm
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
2. Layer : TEKNODUR 0290 A 1 x 40 µm Totally 120 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME INERTA PRIMER 5 ADATA SHEET no 1193HARDENER
PAINT TYPE epoxy primer
COLOUR grey,red,white
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h 8
VOLUME SOLIDS % 55±2
MIXING RATIO by volume: base 4
hardener 1
RECOMM. FILM THICKNESS wet film thickness / µm 145 dry film thickness / µm 80
THEOR. SPREADING RATE m² / l 6,9
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 1 dry to handle ( Drying recorder ) / h 3 through dry / h overcoatable, min. / h 4 overcoatable, max. / d 3 fully cured / d 7 activation after max. overcoating time mechanical roughening
THINNER Teknoplast Solv, max.5%(Teknosolv 9506)
APPLICATION METHODS * HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,013-0,018"
PAINTING CONDITIONS temperature, min. °C 2) +15 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNODUR 0290 A
polyurethane paint
TEKNODUR HARDENER 0200 A
6
50±2
as agreed
gloss
41
6
12 -
1
8040
12.5
7
by maintenanceTeknosolv 9526, max.30%
mechanical roughening
(Teknosolv 9521)
1607
TOP COAT
+1580
KS,HS, P, R(KS is Recommendation )
0,011-0,013"
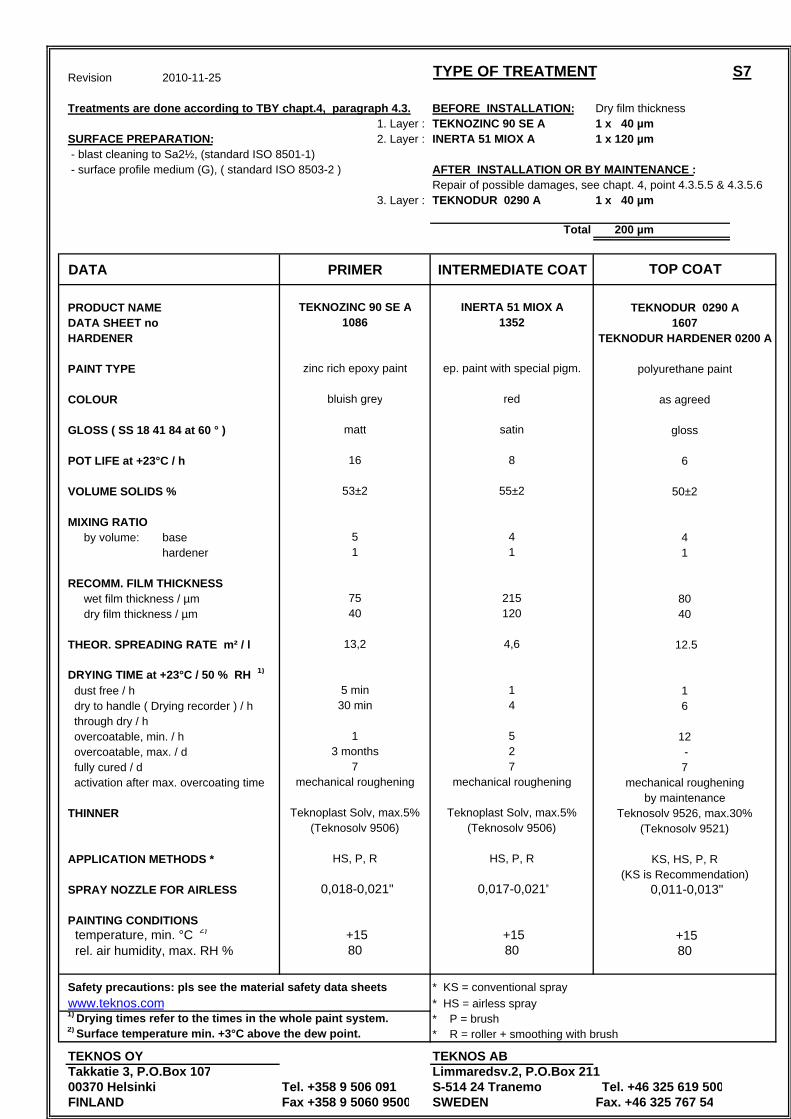
Revision 2010-11-25 TYPE OF TREATMENT S7
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOZINC 90 SE A 1 x 40 µm
SURFACE PREPARATION: 2. Layer : INERTA 51 MIOX A 1 x 120 µm - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.63. Layer : TEKNODUR 0290 A 1 x 40 µm
Total 200 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE A INERTA 51 MIOX ADATA SHEET no 1086 1352HARDENER
PAINT TYPE zinc rich epoxy paint ep. paint with special pigm.
COLOUR bluish grey red
GLOSS ( SS 18 41 84 at 60 ° ) matt satin
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 215 dry film thickness / µm 40 120
THEOR. SPREADING RATE m² / l 13,2 4,6
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 4 through dry / h overcoatable, min. / h 1 5 overcoatable, max. / d 3 months 2 fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021" 0,017-0,021"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNODUR 0290 A
polyurethane paint
TEKNODUR HARDENER 0200 A
6
50±2
as agreed
gloss
12.5
41
6
12 -
1
8040
7
by maintenanceTeknosolv 9526, max.30%
mechanical roughening
(Teknosolv 9521)
1607
TOP COAT
+1580
KS, HS, P, R(KS is Recommendation)
0,011-0,013"
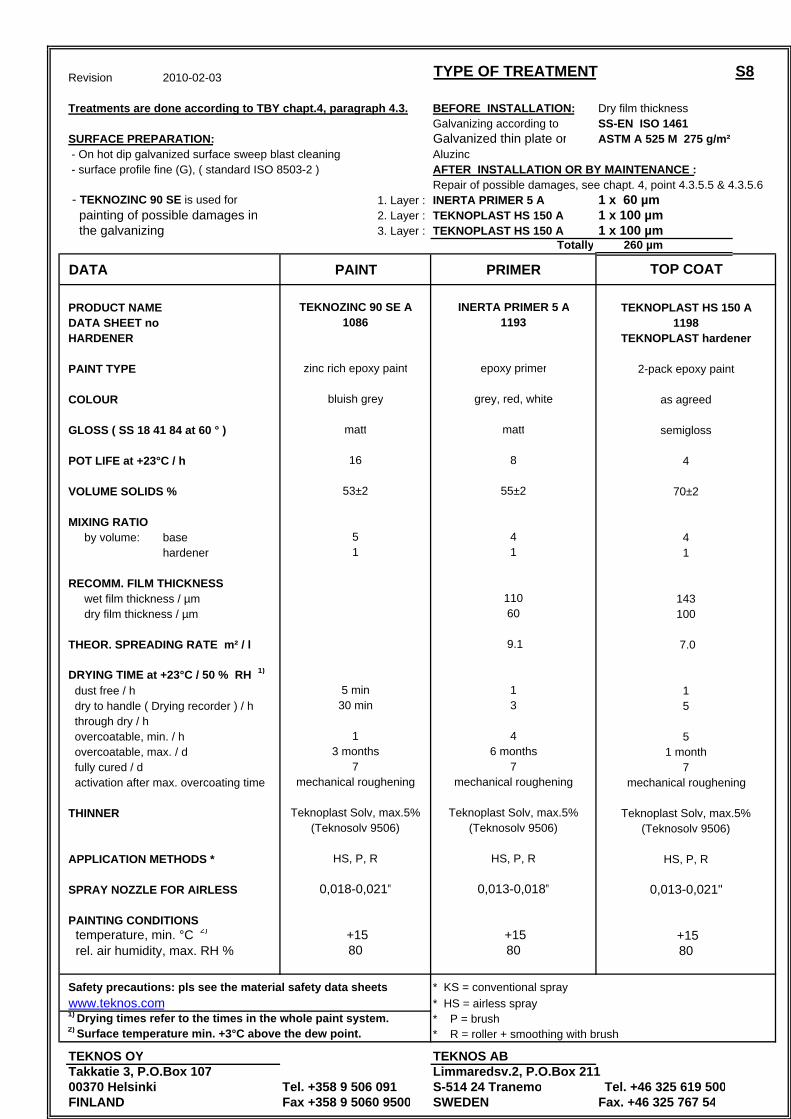
Revision 2010-02-03 TYPE OF TREATMENT S8
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessGalvanizing according to SS-EN ISO 1461
SURFACE PREPARATION: Galvanized thin plate or ASTM A 525 M 275 g/m² - On hot dip galvanized surface sweep blast cleaning Aluzinc - surface profile fine (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 - TEKNOZINC 90 SE is used for 1. Layer : INERTA PRIMER 5 A 1 x 60 µm painting of possible damages in 2. Layer : TEKNOPLAST HS 150 A 1 x 100 µm the galvanizing 3. Layer : TEKNOPLAST HS 150 A 1 x 100 µm Totally 260 µm
DATA PAINT PRIMER
PRODUCT NAME TEKNOZINC 90 SE A INERTA PRIMER 5 ADATA SHEET no 1086 1193HARDENER
PAINT TYPE zinc rich epoxy paint epoxy primer
COLOUR bluish grey grey, red, white
GLOSS ( SS 18 41 84 at 60 ° ) matt matt
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 110 dry film thickness / µm 60
THEOR. SPREADING RATE m² / l 9.1
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 3 through dry / h overcoatable, min. / h 1 4 overcoatable, max. / d 3 months 6 months fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021" 0,013-0,018"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNOPLAST HS 150 A
2-pack epoxy paint
TEKNOPLAST hardener
4
70±2
as agreed
semigloss
7.0
41
5
51 month
1
143100
7
Teknoplast Solv, max.5%
mechanical roughening
(Teknosolv 9506)
1198
TOP COAT
+1580
HS, P, R
0,013-0,021"
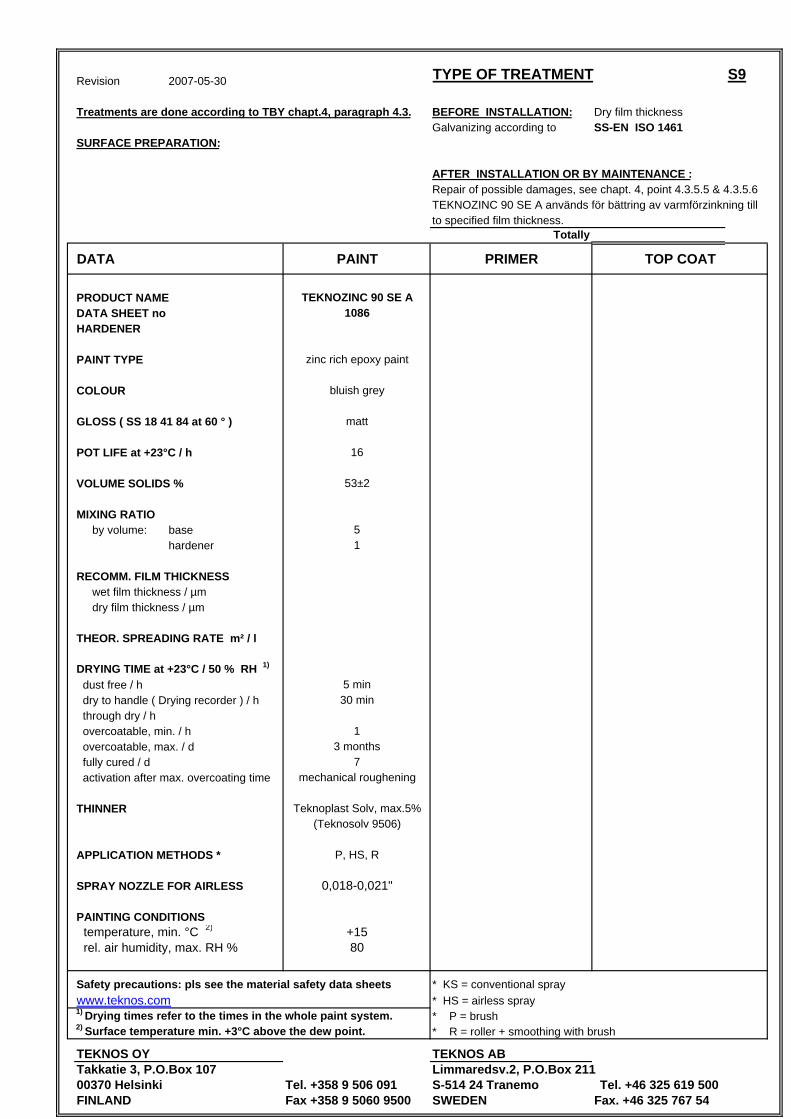
Revision 2007-05-30 TYPE OF TREATMENT S9
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessGalvanizing according to SS-EN ISO 1461
SURFACE PREPARATION: AFTER INSTALLATION OR BY MAINTENANCE : Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 TEKNOZINC 90 SE A används för bättring av varmförzinkning till to specified film thickness. Totally
DATA PAINT PRIMER
PRODUCT NAME TEKNOZINC 90 SE ADATA SHEET no 1086HARDENER
PAINT TYPE zinc rich epoxy paint
COLOUR bluish grey
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h 16
VOLUME SOLIDS % 53±2
MIXING RATIO by volume: base 5
hardener 1
RECOMM. FILM THICKNESS wet film thickness / µm dry film thickness / µm
THEOR. SPREADING RATE m² / l
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min dry to handle ( Drying recorder ) / h 30 min through dry / h overcoatable, min. / h 1 overcoatable, max. / d 3 months fully cured / d 7 activation after max. overcoating time mechanical roughening
THINNER Teknoplast Solv, max.5%(Teknosolv 9506)
APPLICATION METHODS * P, HS, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021"
PAINTING CONDITIONS temperature, min. °C 2) +15 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
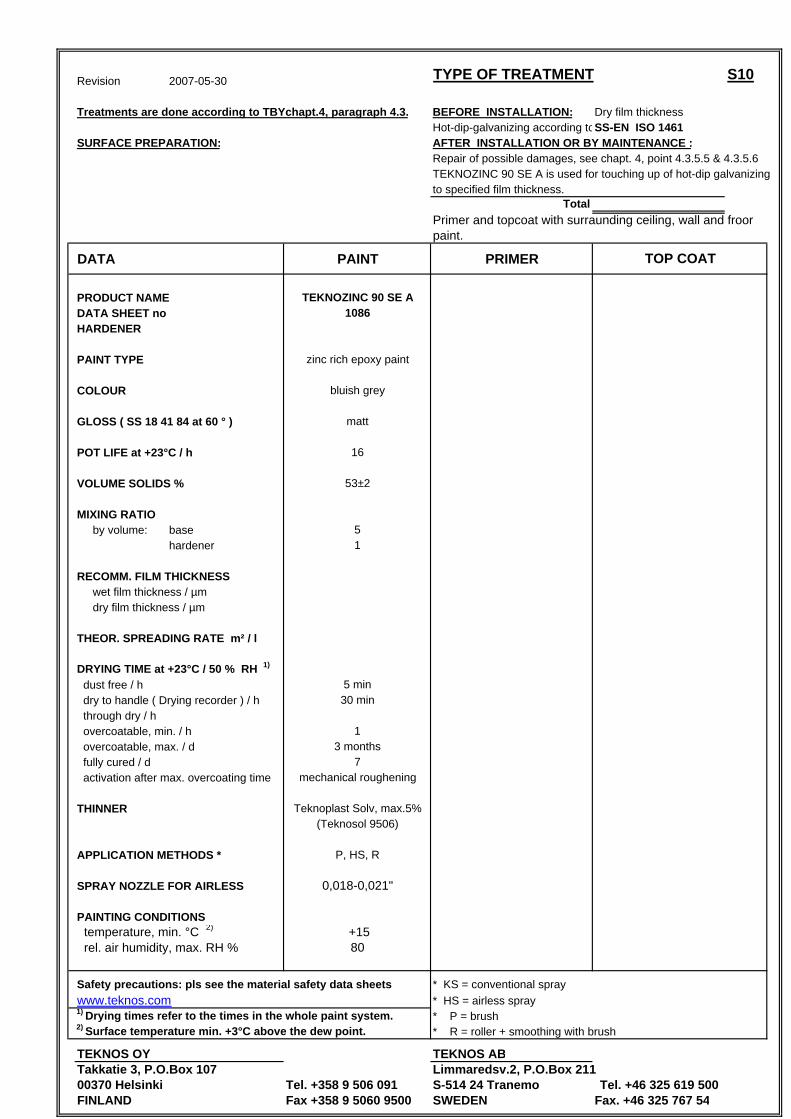
Revision 2007-05-30 TYPE OF TREATMENT S10
Treatments are done according to TBYchapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessHot-dip-galvanizing according toSS-EN ISO 1461
SURFACE PREPARATION: AFTER INSTALLATION OR BY MAINTENANCE : Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 TEKNOZINC 90 SE A is used for touching up of hot-dip galvanizing to specified film thickness. Total Primer and topcoat with surraunding ceiling, wall and froor paint.
DATA PAINT PRIMER
PRODUCT NAME TEKNOZINC 90 SE ADATA SHEET no 1086HARDENER
PAINT TYPE zinc rich epoxy paint
COLOUR bluish grey
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h 16
VOLUME SOLIDS % 53±2
MIXING RATIO by volume: base 5
hardener 1
RECOMM. FILM THICKNESS wet film thickness / µm dry film thickness / µm
THEOR. SPREADING RATE m² / l
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min dry to handle ( Drying recorder ) / h 30 min through dry / h overcoatable, min. / h 1 overcoatable, max. / d 3 months fully cured / d 7 activation after max. overcoating time mechanical roughening
THINNER Teknoplast Solv, max.5%(Teknosol 9506)
APPLICATION METHODS * P, HS, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021"
PAINTING CONDITIONS temperature, min. °C 2) +15 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
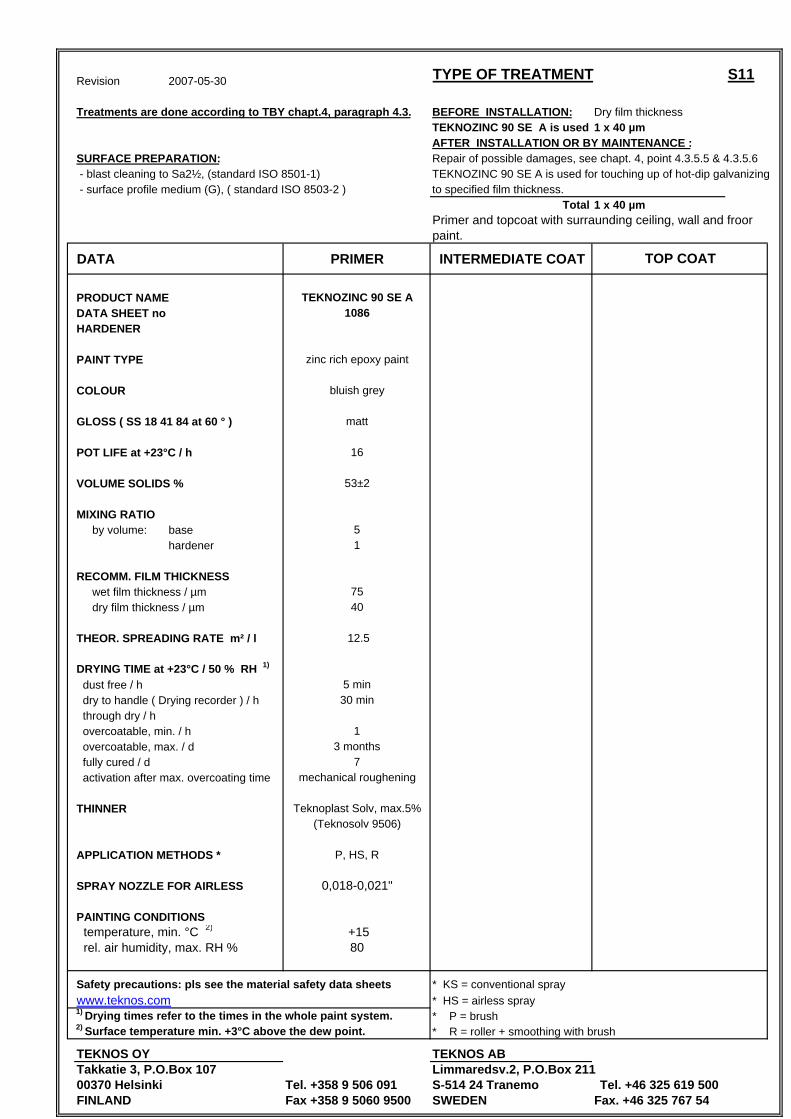
Revision 2007-05-30 TYPE OF TREATMENT S11
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessTEKNOZINC 90 SE A is used 1 x 40 µmAFTER INSTALLATION OR BY MAINTENANCE :
SURFACE PREPARATION: Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 - blast cleaning to Sa2½, (standard ISO 8501-1) TEKNOZINC 90 SE A is used for touching up of hot-dip galvanizing - surface profile medium (G), ( standard ISO 8503-2 ) to specified film thickness.
Total 1 x 40 µmPrimer and topcoat with surraunding ceiling, wall and froor paint.
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE ADATA SHEET no 1086HARDENER
PAINT TYPE zinc rich epoxy paint
COLOUR bluish grey
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h 16
VOLUME SOLIDS % 53±2
MIXING RATIO by volume: base 5
hardener 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 dry film thickness / µm 40
THEOR. SPREADING RATE m² / l 12.5
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min dry to handle ( Drying recorder ) / h 30 min through dry / h overcoatable, min. / h 1 overcoatable, max. / d 3 months fully cured / d 7 activation after max. overcoating time mechanical roughening
THINNER Teknoplast Solv, max.5%(Teknosolv 9506)
APPLICATION METHODS * P, HS, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021"
PAINTING CONDITIONS temperature, min. °C 2) +15 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
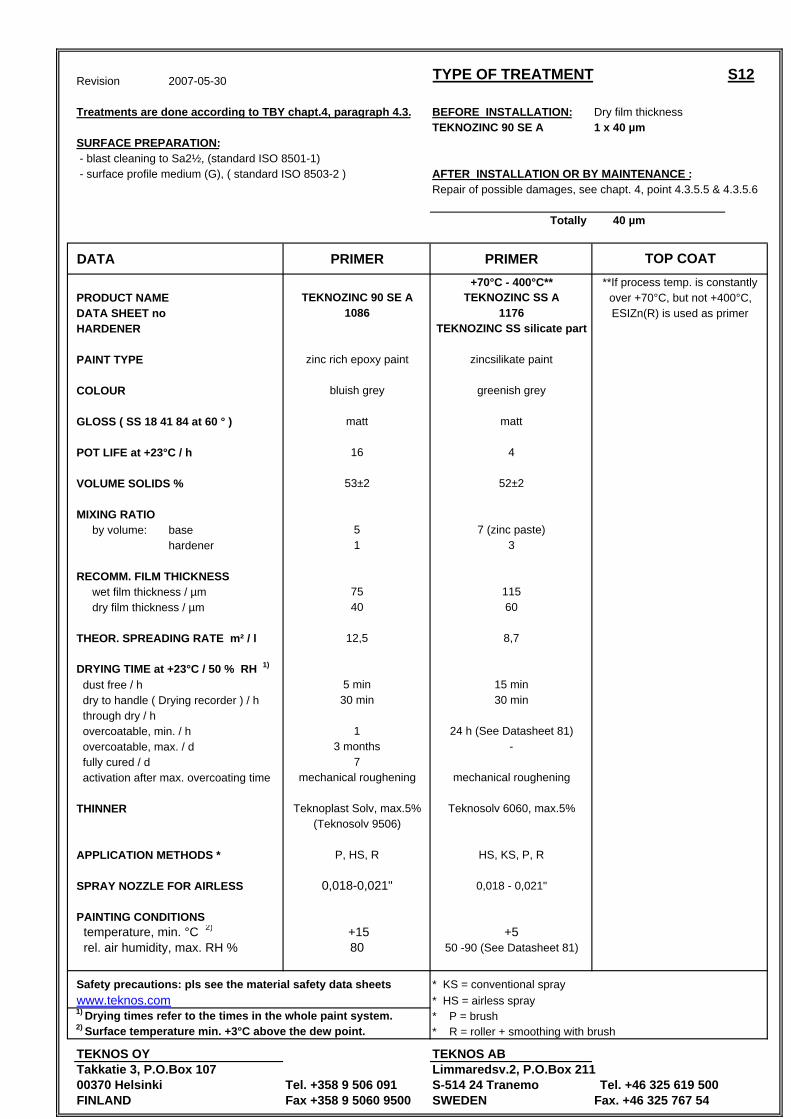
Revision 2007-05-30 TYPE OF TREATMENT S12
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessTEKNOZINC 90 SE A 1 x 40 µm
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
Totally 40 µm
DATA PRIMER PRIMER+70°C - 400°C**
PRODUCT NAME TEKNOZINC 90 SE A TEKNOZINC SS ADATA SHEET no 1086 1176HARDENER TEKNOZINC SS silicate part
PAINT TYPE zinc rich epoxy paint zincsilikate paint
COLOUR bluish grey greenish grey
GLOSS ( SS 18 41 84 at 60 ° ) matt matt
POT LIFE at +23°C / h 16 4
VOLUME SOLIDS % 53±2 52±2
MIXING RATIO by volume: base 5 7 (zinc paste)
hardener 1 3
RECOMM. FILM THICKNESS wet film thickness / µm 75 115 dry film thickness / µm 40 60
THEOR. SPREADING RATE m² / l 12,5 8,7
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 15 min dry to handle ( Drying recorder ) / h 30 min 30 min through dry / h overcoatable, min. / h 1 24 h (See Datasheet 81) overcoatable, max. / d 3 months - fully cured / d 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknosolv 6060, max.5%(Teknosolv 9506)
APPLICATION METHODS * P, HS, R HS, KS, P, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021" 0,018 - 0,021"
PAINTING CONDITIONS temperature, min. °C 2) +15 +5 rel. air humidity, max. RH % 80 50 -90 (See Datasheet 81)
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
ESIZn(R) is used as primer
TOP COAT**If process temp. is constantly
over +70°C, but not +400°C,
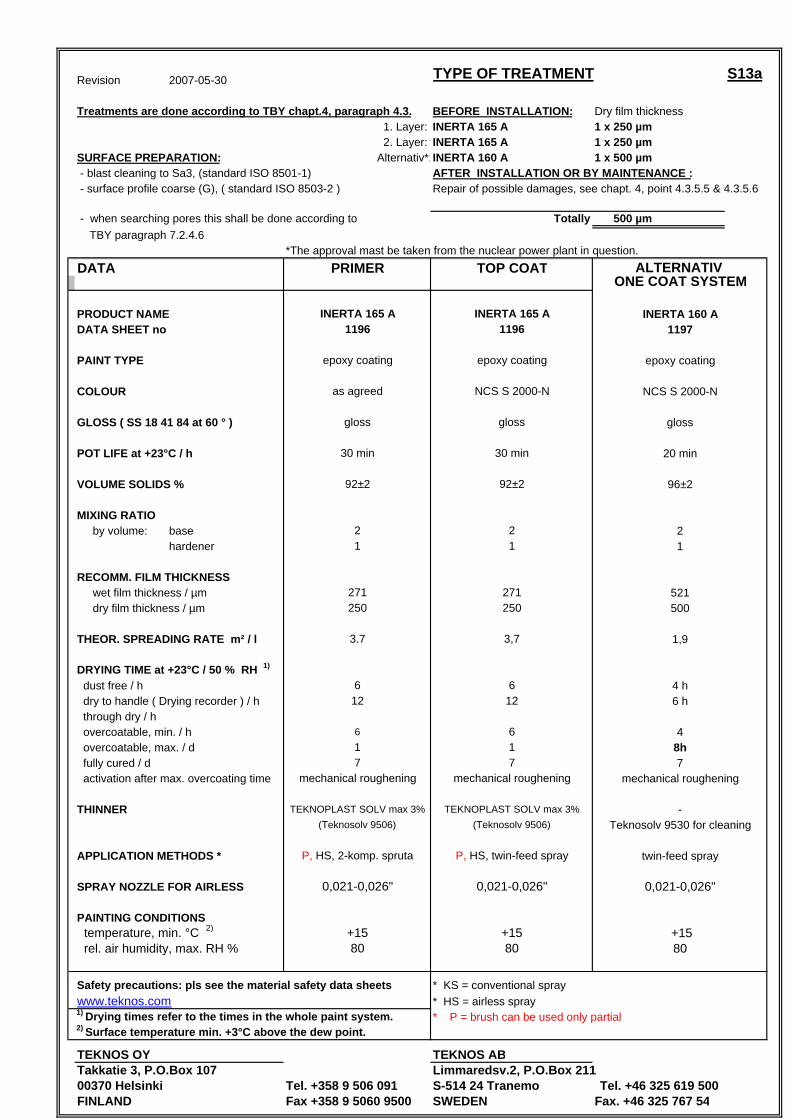
Revision 2007-05-30 TYPE OF TREATMENT S13a
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness 1. Layer: INERTA 165 A 1 x 250 µm 2. Layer: INERTA 165 A 1 x 250 µm
SURFACE PREPARATION: Alternativ*:INERTA 160 A 1 x 500 µm - blast cleaning to Sa3, (standard ISO 8501-1) AFTER INSTALLATION OR BY MAINTENANCE : - surface profile coarse (G), ( standard ISO 8503-2 ) Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
- when searching pores this shall be done according to Totally 500 µm TBY paragraph 7.2.4.6
*The approval mast be taken from the nuclear power plant in question. DATA PRIMER TOP COAT
PRODUCT NAME INERTA 165 A INERTA 165 ADATA SHEET no 1196 1196
PAINT TYPE epoxy coating epoxy coating
COLOUR as agreed NCS S 2000-N
GLOSS ( SS 18 41 84 at 60 ° ) gloss gloss
POT LIFE at +23°C / h 30 min 30 min
VOLUME SOLIDS % 92±2 92±2
MIXING RATIO by volume: base 2 2
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 271 271 dry film thickness / µm 250 250
THEOR. SPREADING RATE m² / l 3.7 3,7
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 6 6 dry to handle ( Drying recorder ) / h 12 12 through dry / h overcoatable, min. / h 6 6 overcoatable, max. / d 1 1 fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER TEKNOPLAST SOLV max 3% TEKNOPLAST SOLV max 3%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * P, HS, 2-komp. spruta P, HS, twin-feed spray
SPRAY NOZZLE FOR AIRLESS 0,021-0,026" 0,021-0,026"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush can be used only partial2) Surface temperature min. +3°C above the dew point.
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
ALTERNATIV
+1580
0,021-0,026"
7
ONE COAT SYSTEM
-
twin-feed spray
Teknosolv 9530 for cleaning
6 h
48h
4 h
521500
1,9
21
20 min
96±2
mechanical roughening
INERTA 160 A
epoxy coating
1197
NCS S 2000-N
gloss
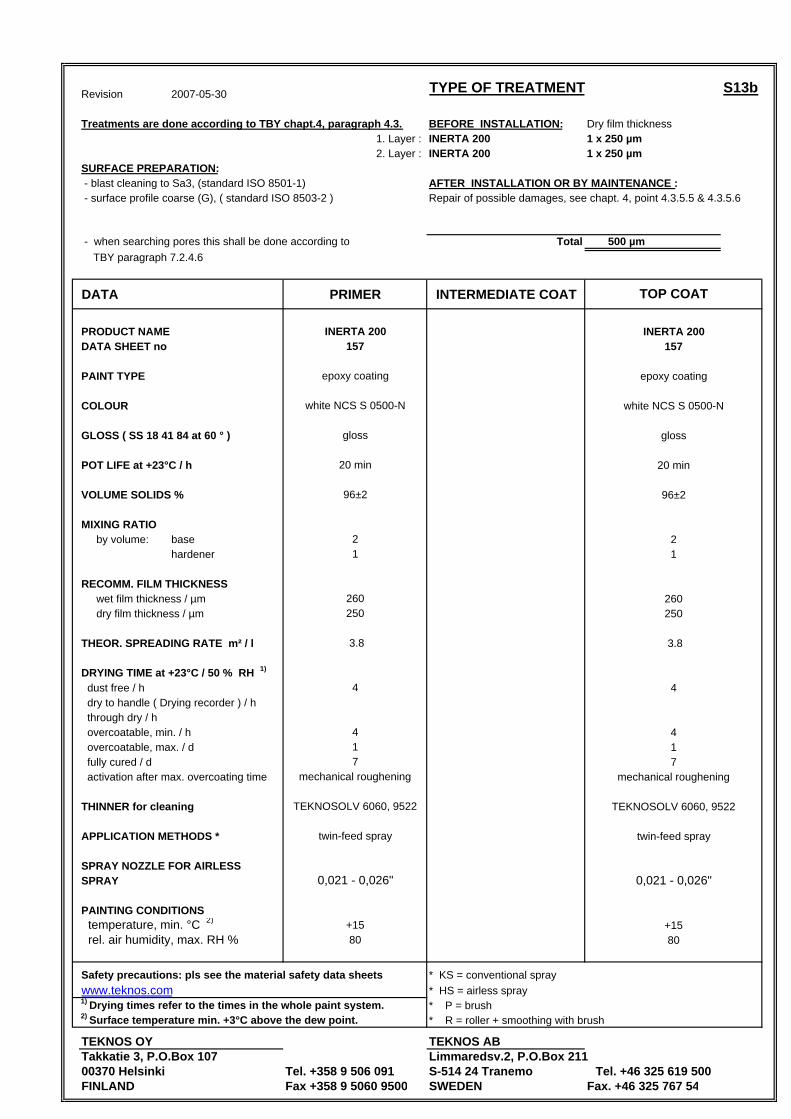
Revision 2007-05-30 TYPE OF TREATMENT S13b
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : INERTA 200 1 x 250 µm2. Layer : INERTA 200 1 x 250 µm
SURFACE PREPARATION: - blast cleaning to Sa3, (standard ISO 8501-1) AFTER INSTALLATION OR BY MAINTENANCE : - surface profile coarse (G), ( standard ISO 8503-2 ) Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
- when searching pores this shall be done according to Total 500 µm TBY paragraph 7.2.4.6
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME INERTA 200 DATA SHEET no 157
PAINT TYPE epoxy coating
COLOUR white NCS S 0500-N
GLOSS ( SS 18 41 84 at 60 ° ) gloss
POT LIFE at +23°C / h 20 min
VOLUME SOLIDS % 96±2
MIXING RATIO by volume: base 2
hardener 1
RECOMM. FILM THICKNESS wet film thickness / µm 260 dry film thickness / µm 250
THEOR. SPREADING RATE m² / l 3.8
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 4 dry to handle ( Drying recorder ) / h through dry / h overcoatable, min. / h 4 overcoatable, max. / d 1 fully cured / d 7 activation after max. overcoating time mechanical roughening
THINNER for cleaning TEKNOSOLV 6060, 9522
APPLICATION METHODS * twin-feed spray
SPRAY NOZZLE FOR AIRLESSSPRAY 0,021 - 0,026"
PAINTING CONDITIONS temperature, min. °C 2) +15 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
+1580
TOP COAT
0,021 - 0,026"
TEKNOSOLV 6060, 9522
twin-feed spray
3.8
4
mechanical roughening
4
17
260250
21
20 min
96±2
white NCS S 0500-N
gloss
INERTA 200
epoxy coating
157
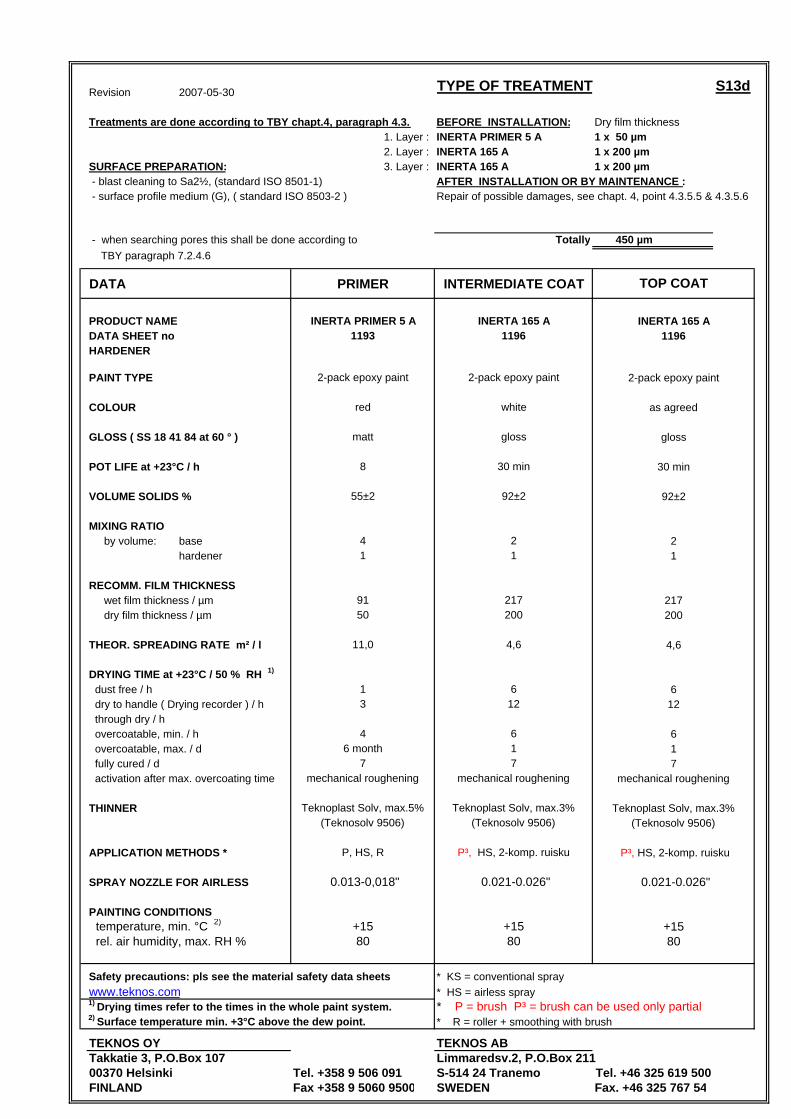
Revision 2007-05-30 TYPE OF TREATMENT S13d
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : INERTA PRIMER 5 A 1 x 50 µm2. Layer : INERTA 165 A 1 x 200 µm
SURFACE PREPARATION: 3. Layer : INERTA 165 A 1 x 200 µm - blast cleaning to Sa2½, (standard ISO 8501-1) AFTER INSTALLATION OR BY MAINTENANCE : - surface profile medium (G), ( standard ISO 8503-2 ) Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
- when searching pores this shall be done according to Totally 450 µm TBY paragraph 7.2.4.6
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME INERTA PRIMER 5 A INERTA 165 ADATA SHEET no 1193 1196HARDENER
PAINT TYPE 2-pack epoxy paint 2-pack epoxy paint
COLOUR red white
GLOSS ( SS 18 41 84 at 60 ° ) matt gloss
POT LIFE at +23°C / h 8 30 min
VOLUME SOLIDS % 55±2 92±2
MIXING RATIO by volume: base 4 2
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 91 217 dry film thickness / µm 50 200
THEOR. SPREADING RATE m² / l 11,0 4,6
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 1 6 dry to handle ( Drying recorder ) / h 3 12 through dry / h overcoatable, min. / h 4 6 overcoatable, max. / d 6 month 1 fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.3%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * P, HS, R P³, HS, 2-komp. ruisku
SPRAY NOZZLE FOR AIRLESS 0.013-0,018" 0.021-0.026"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush P³ = brush can be used only partial2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
1196INERTA 165 A
2-pack epoxy paint
as agreed
gloss
30 min
92±2
21
217200
4,6
612
617
mechanical roughening
Teknoplast Solv, max.3%
P³, HS, 2-komp. ruisku
(Teknosolv 9506)
+1580
0.021-0.026"
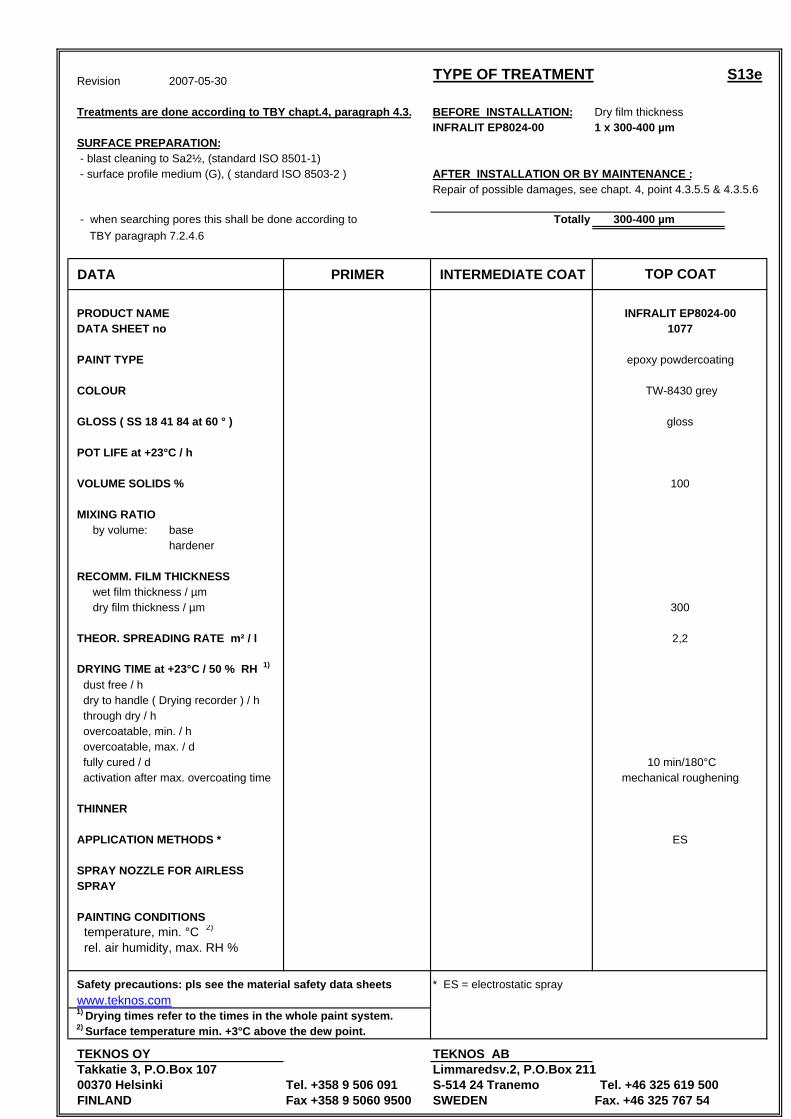
Revision 2007-05-30 TYPE OF TREATMENT S13e
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness INFRALIT EP8024-00 1 x 300-400 µm
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
- when searching pores this shall be done according to Totally 300-400 µm TBY paragraph 7.2.4.6
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME DATA SHEET no
PAINT TYPE
COLOUR
GLOSS ( SS 18 41 84 at 60 ° )
POT LIFE at +23°C / h
VOLUME SOLIDS %
MIXING RATIO by volume: base
hardener
RECOMM. FILM THICKNESS wet film thickness / µm dry film thickness / µm
THEOR. SPREADING RATE m² / l
DRYING TIME at +23°C / 50 % RH 1)
dust free / h dry to handle ( Drying recorder ) / h through dry / h overcoatable, min. / h overcoatable, max. / d fully cured / d activation after max. overcoating time
THINNER
APPLICATION METHODS *
SPRAY NOZZLE FOR AIRLESSSPRAY
PAINTING CONDITIONS temperature, min. °C 2) rel. air humidity, max. RH %
Safety precautions: pls see the material safety data sheets * ES = electrostatic spraywww.teknos.com 1) Drying times refer to the times in the whole paint system. 2) Surface temperature min. +3°C above the dew point.
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
mechanical roughening
INFRALIT EP8024-00
epoxy powdercoating
1077
TW-8430 grey
gloss
100
300
2,2
ES
TOP COAT
10 min/180°C
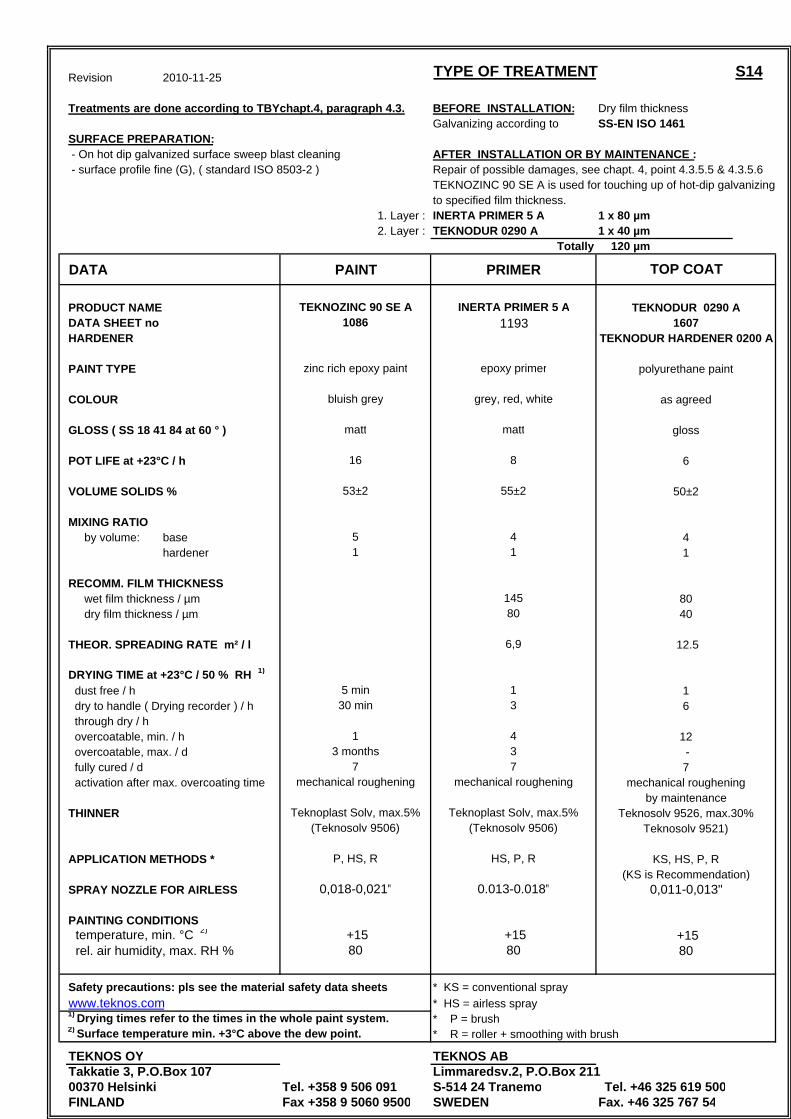
Revision 2010-11-25 TYPE OF TREATMENT S14
Treatments are done according to TBYchapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessGalvanizing according to SS-EN ISO 1461
SURFACE PREPARATION: - On hot dip galvanized surface sweep blast cleaning AFTER INSTALLATION OR BY MAINTENANCE : - surface profile fine (G), ( standard ISO 8503-2 ) Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 TEKNOZINC 90 SE A is used for touching up of hot-dip galvanizing to specified film thickness. 1. Layer : INERTA PRIMER 5 A 1 x 80 µm
2. Layer : TEKNODUR 0290 A 1 x 40 µmTotally 120 µm
DATA PAINT PRIMER
PRODUCT NAME TEKNOZINC 90 SE A INERTA PRIMER 5 ADATA SHEET no 1086 1193HARDENER
PAINT TYPE zinc rich epoxy paint epoxy primer
COLOUR bluish grey grey, red, white
GLOSS ( SS 18 41 84 at 60 ° ) matt matt
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 145 dry film thickness / µm 80
THEOR. SPREADING RATE m² / l 6,9
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 3 through dry / h overcoatable, min. / h 1 4 overcoatable, max. / d 3 months 3 fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * P, HS, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021" 0.013-0.018"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
1607
TOP COAT
+1580
KS, HS, P, R(KS is Recommendation)
0,011-0,013"
12 -7
by maintenanceTeknosolv 9526, max.30%
mechanical roughening
Teknosolv 9521)
12.5
6
50±2
41
1
8040
as agreed
gloss
6
TEKNODUR 0290 A
polyurethane paint
TEKNODUR HARDENER 0200 A
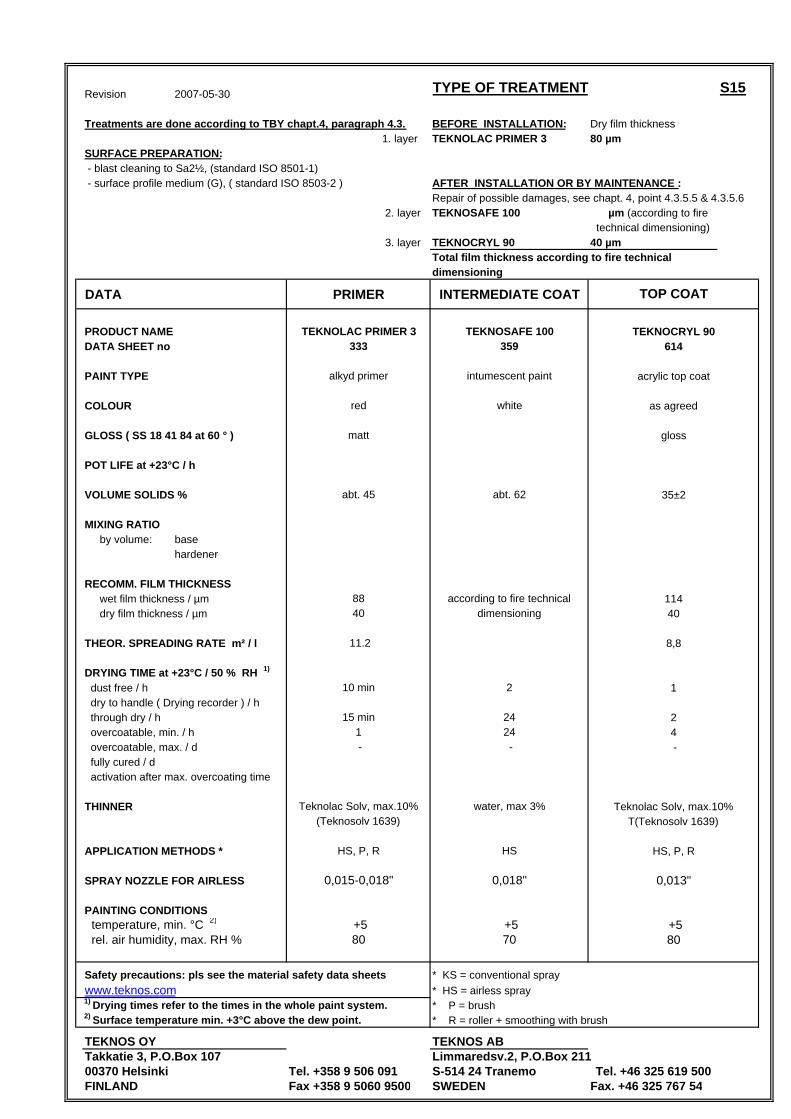
Revision 2007-05-30 TYPE OF TREATMENT S15
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness 1. layer TEKNOLAC PRIMER 3 80 µm
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 2. layer TEKNOSAFE 100
technical dimensioning) 3. layer TEKNOCRYL 90 40 µm
Total film thickness according to fire technicaldimensioning
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOLAC PRIMER 3 TEKNOSAFE 100DATA SHEET no 333 359
PAINT TYPE alkyd primer intumescent paint
COLOUR red white
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h
VOLUME SOLIDS % abt. 45 abt. 62
MIXING RATIO by volume: base
hardener
RECOMM. FILM THICKNESS wet film thickness / µm 88 according to fire technical dry film thickness / µm 40 dimensioning
THEOR. SPREADING RATE m² / l 11.2
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 10 min 2 dry to handle ( Drying recorder ) / h through dry / h 15 min 24 overcoatable, min. / h 1 24 overcoatable, max. / d - - fully cured / d activation after max. overcoating time
THINNER Teknolac Solv, max.10% water, max 3%(Teknosolv 1639)
APPLICATION METHODS * HS, P, R HS
SPRAY NOZZLE FOR AIRLESS 0,015-0,018" 0,018"
PAINTING CONDITIONS temperature, min. °C 2) +5 +5 rel. air humidity, max. RH % 80 70
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
µm (according to fire
TEKNOCRYL 90
acrylic top coat
614
as agreed
gloss
35±2
1
11440
8,8
24 -
HS, P, R
0,013"
T(Teknosolv 1639)
TOP COAT
+580
Teknolac Solv, max.10%
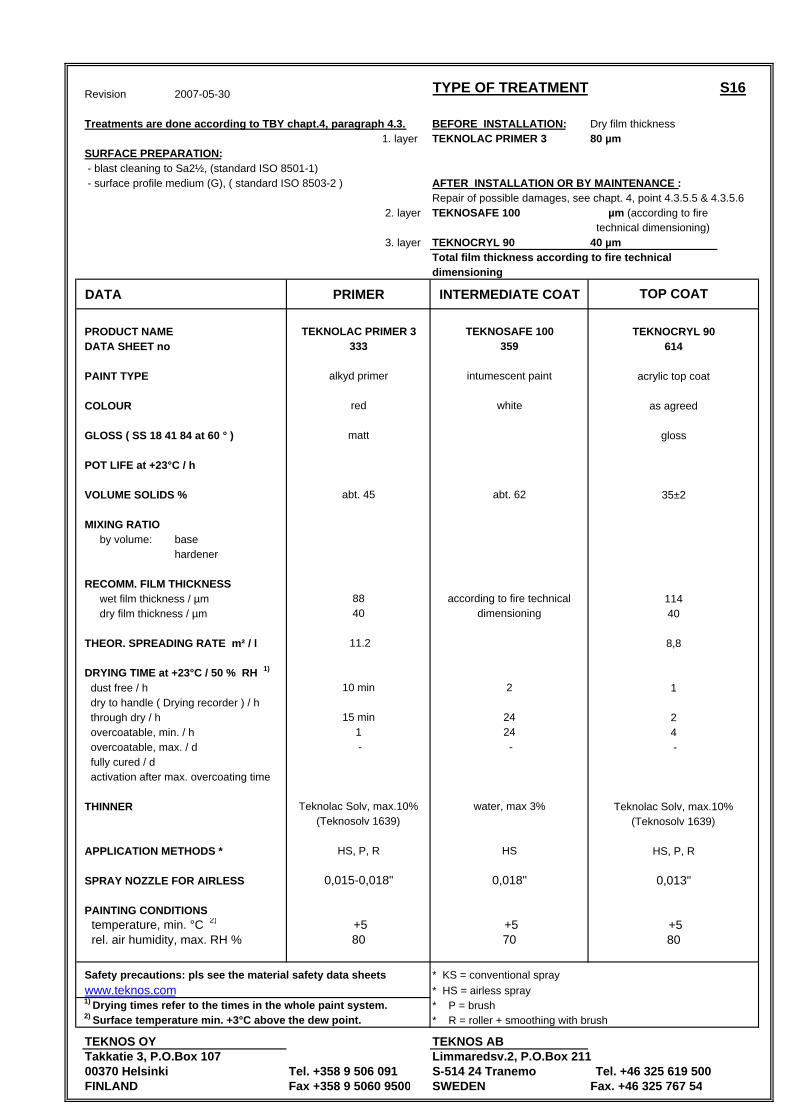
Revision 2007-05-30 TYPE OF TREATMENT S16
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness 1. layer TEKNOLAC PRIMER 3 80 µm
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 2. layer TEKNOSAFE 100
technical dimensioning) 3. layer TEKNOCRYL 90 40 µm
Total film thickness according to fire technicaldimensioning
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOLAC PRIMER 3 TEKNOSAFE 100DATA SHEET no 333 359
PAINT TYPE alkyd primer intumescent paint
COLOUR red white
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h
VOLUME SOLIDS % abt. 45 abt. 62
MIXING RATIO by volume: base
hardener
RECOMM. FILM THICKNESS wet film thickness / µm 88 according to fire technical dry film thickness / µm 40 dimensioning
THEOR. SPREADING RATE m² / l 11.2
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 10 min 2 dry to handle ( Drying recorder ) / h through dry / h 15 min 24 overcoatable, min. / h 1 24 overcoatable, max. / d - - fully cured / d activation after max. overcoating time
THINNER Teknolac Solv, max.10% water, max 3%(Teknosolv 1639)
APPLICATION METHODS * HS, P, R HS
SPRAY NOZZLE FOR AIRLESS 0,015-0,018" 0,018"
PAINTING CONDITIONS temperature, min. °C 2) +5 +5 rel. air humidity, max. RH % 80 70
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
0,013"
TOP COAT
+580
Teknolac Solv, max.10%
HS, P, R
(Teknosolv 1639)
24 -
1
11440
8,8
35±2
gloss
µm (according to fire
TEKNOCRYL 90
acrylic top coat
614
as agreed
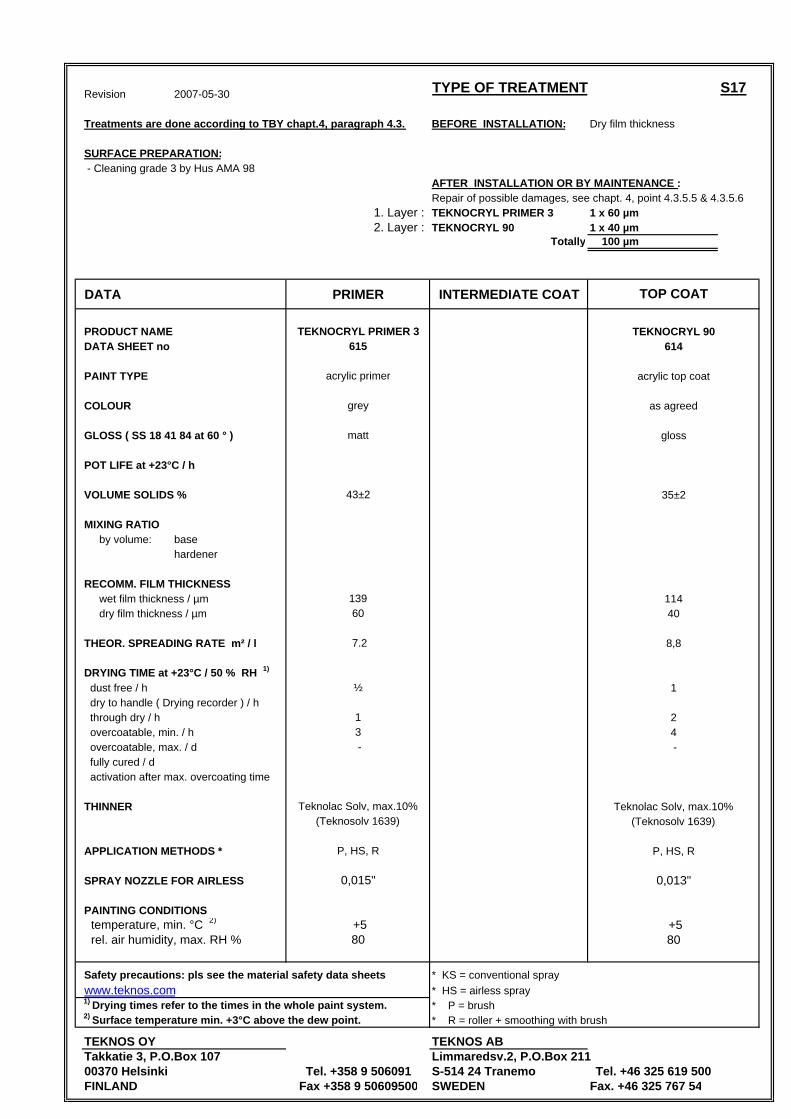
Revision 2007-05-30 TYPE OF TREATMENT S17
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness
SURFACE PREPARATION: - Cleaning grade 3 by Hus AMA 98 AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.61. Layer : TEKNOCRYL PRIMER 3 1 x 60 µm2. Layer : TEKNOCRYL 90 1 x 40 µm
Totally 100 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOCRYL PRIMER 3DATA SHEET no 615
PAINT TYPE acrylic primer
COLOUR grey
GLOSS ( SS 18 41 84 at 60 ° ) matt
POT LIFE at +23°C / h
VOLUME SOLIDS % 43±2
MIXING RATIO by volume: base
hardener
RECOMM. FILM THICKNESS wet film thickness / µm 139 dry film thickness / µm 60
THEOR. SPREADING RATE m² / l 7.2
DRYING TIME at +23°C / 50 % RH 1)
dust free / h ½ dry to handle ( Drying recorder ) / h through dry / h 1 overcoatable, min. / h 3 overcoatable, max. / d - fully cured / d activation after max. overcoating time
THINNER Teknolac Solv, max.10% (Teknosolv 1639)
APPLICATION METHODS * P, HS, R
SPRAY NOZZLE FOR AIRLESS 0,015"
PAINTING CONDITIONS temperature, min. °C 2) +5 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 50609500 SWEDEN Fax. +46 325 767 54
614
TOP COAT
+580
P, HS, R
0,013"
Teknolac Solv, max.10%(Teknosolv 1639)
24 -
1
11440
8,8
35±2
as agreed
gloss
TEKNOCRYL 90
acrylic top coat
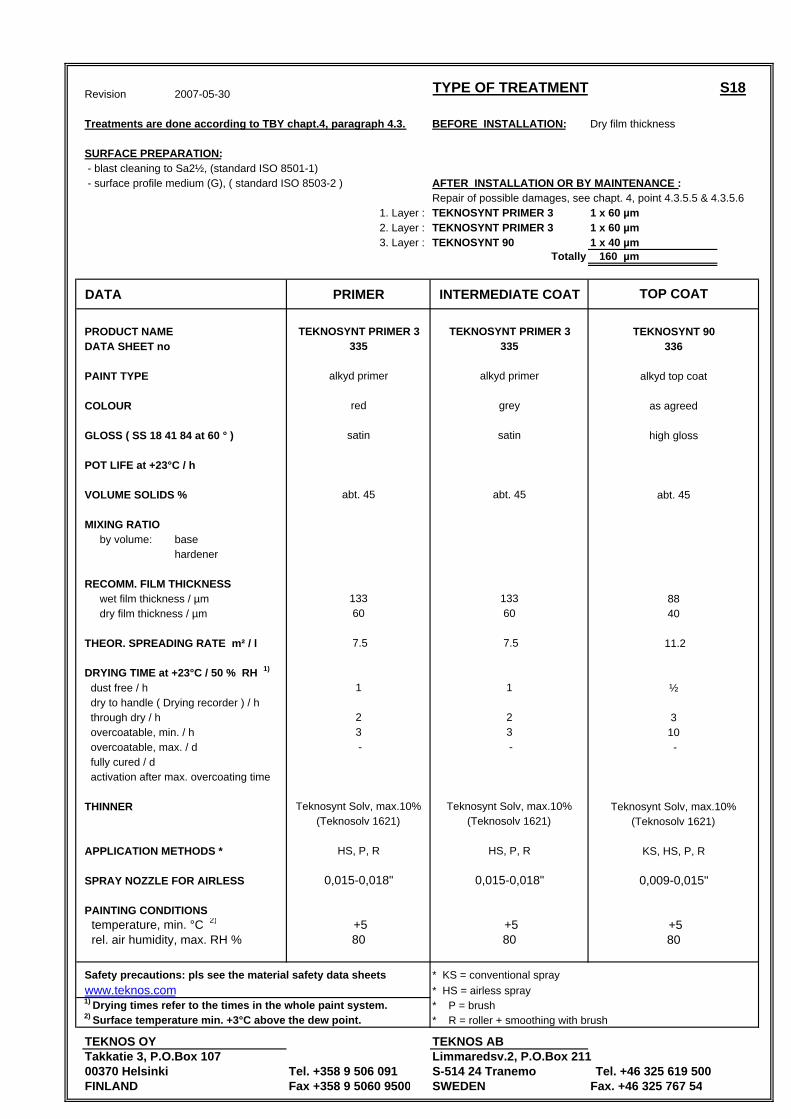
Revision 2007-05-30 TYPE OF TREATMENT S18
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness
SURFACE PREPARATION: - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.61. Layer : TEKNOSYNT PRIMER 3 1 x 60 µm2. Layer : TEKNOSYNT PRIMER 3 1 x 60 µm3. Layer : TEKNOSYNT 90 1 x 40 µm
Totally 160 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOSYNT PRIMER 3 TEKNOSYNT PRIMER 3DATA SHEET no 335 335
PAINT TYPE alkyd primer alkyd primer
COLOUR red grey
GLOSS ( SS 18 41 84 at 60 ° ) satin satin
POT LIFE at +23°C / h
VOLUME SOLIDS % abt. 45 abt. 45
MIXING RATIO by volume: base
hardener
RECOMM. FILM THICKNESS wet film thickness / µm 133 133 dry film thickness / µm 60 60
THEOR. SPREADING RATE m² / l 7.5 7.5
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 1 1 dry to handle ( Drying recorder ) / h through dry / h 2 2 overcoatable, min. / h 3 3 overcoatable, max. / d - - fully cured / d activation after max. overcoating time
THINNER Teknosynt Solv, max.10% Teknosynt Solv, max.10%(Teknosolv 1621) (Teknosolv 1621)
APPLICATION METHODS * HS, P, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,015-0,018" 0,015-0,018"
PAINTING CONDITIONS temperature, min. °C 2) +5 +5 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNOSYNT 90
alkyd top coat
as agreed
high gloss
abt. 45
½
8840
11.2
310 -
Teknosynt Solv, max.10%(Teknosolv 1621)
336
TOP COAT
+580
KS, HS, P, R
0,009-0,015"
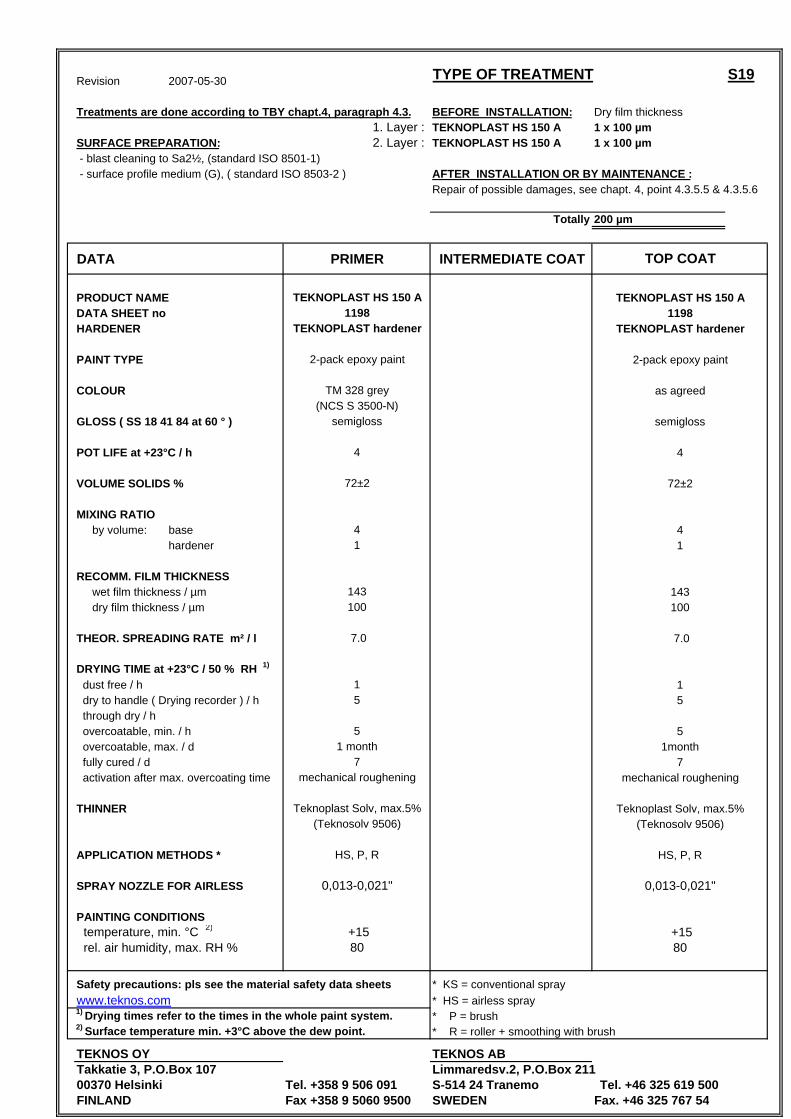
Revision 2007-05-30 TYPE OF TREATMENT S19
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOPLAST HS 150 A 1 x 100 µm
SURFACE PREPARATION: 2. Layer : TEKNOPLAST HS 150 A 1 x 100 µm - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6
Totally 200 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOPLAST HS 150 ADATA SHEET no 1198HARDENER TEKNOPLAST hardener
PAINT TYPE 2-pack epoxy paint
COLOUR TM 328 grey(NCS S 3500-N)
GLOSS ( SS 18 41 84 at 60 ° ) semigloss
POT LIFE at +23°C / h 4
VOLUME SOLIDS % 72±2
MIXING RATIO by volume: base 4
hardener 1
RECOMM. FILM THICKNESS wet film thickness / µm 143 dry film thickness / µm 100
THEOR. SPREADING RATE m² / l 7.0
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 1 dry to handle ( Drying recorder ) / h 5 through dry / h overcoatable, min. / h 5 overcoatable, max. / d 1 month fully cured / d 7 activation after max. overcoating time mechanical roughening
THINNER Teknoplast Solv, max.5%(Teknosolv 9506)
APPLICATION METHODS * HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,013-0,021"
PAINTING CONDITIONS temperature, min. °C 2) +15 rel. air humidity, max. RH % 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TOP COAT
+1580
0,013-0,021"
7
5
51month
Teknoplast Solv, max.5%
mechanical roughening
HS, P, R
(Teknosolv 9506)
1
143100
7.0
41
4
72±2
as agreed
semigloss
TEKNOPLAST HS 150 A
2-pack epoxy paint
1198TEKNOPLAST hardener
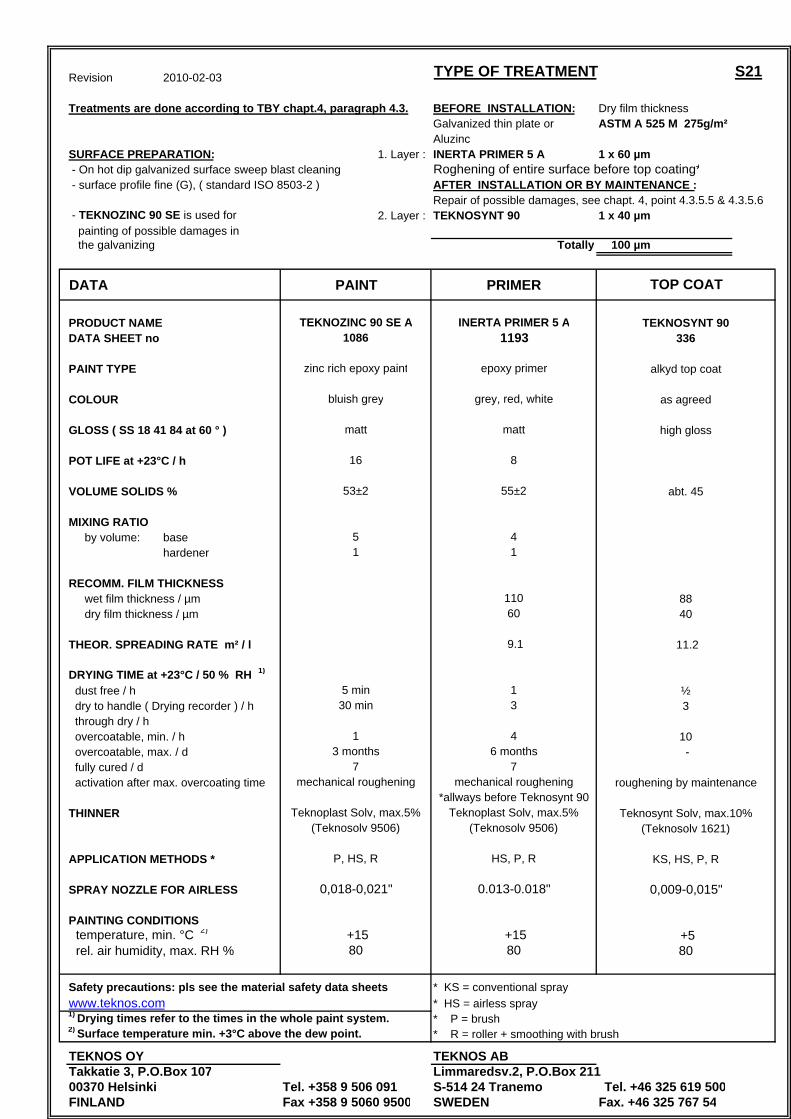
Revision 2010-02-03 TYPE OF TREATMENT S21
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessGalvanized thin plate or ASTM A 525 M 275g/m²Aluzinc
SURFACE PREPARATION: 1. Layer : INERTA PRIMER 5 A 1 x 60 µm - On hot dip galvanized surface sweep blast cleaning Roghening of entire surface before top coating* - surface profile fine (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.6 - TEKNOZINC 90 SE is used for 2. Layer : TEKNOSYNT 90 1 x 40 µm painting of possible damages in the galvanizing Totally 100 µm
DATA PAINT PRIMER
PRODUCT NAME TEKNOZINC 90 SE A INERTA PRIMER 5 ADATA SHEET no 1086 1193
PAINT TYPE zinc rich epoxy paint epoxy primer
COLOUR bluish grey grey, red, white
GLOSS ( SS 18 41 84 at 60 ° ) matt matt
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 110 dry film thickness / µm 60
THEOR. SPREADING RATE m² / l 9.1
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 3 through dry / h overcoatable, min. / h 1 4 overcoatable, max. / d 3 months 6 months fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
*allways before Teknosynt 90THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%
(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * P, HS, R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021" 0.013-0.018"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
336
TOP COAT
+580
KS, HS, P, R
0,009-0,015"
-
Teknosynt Solv, max.10%(Teknosolv 1621)
roughening by maintenance
11.2
3
10
½
8840
high gloss
abt. 45
TEKNOSYNT 90
alkyd top coat
as agreed
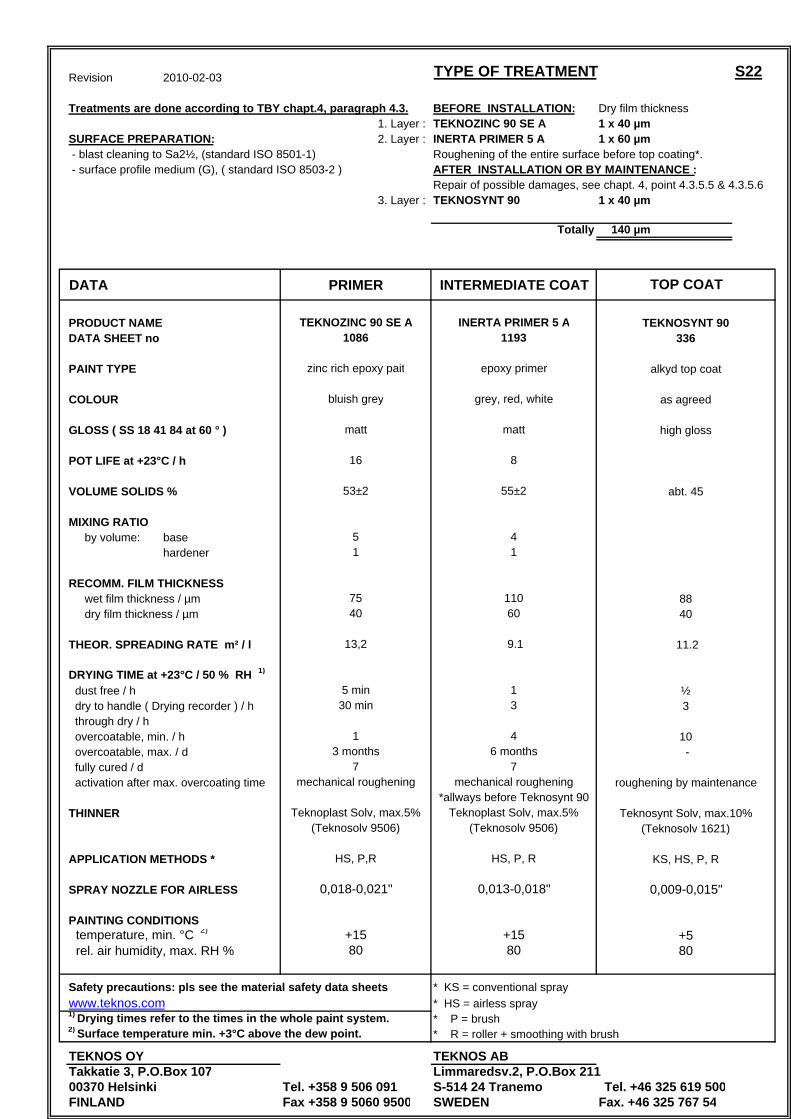
Revision 2010-02-03 TYPE OF TREATMENT S22
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thickness1. Layer : TEKNOZINC 90 SE A 1 x 40 µm
SURFACE PREPARATION: 2. Layer : INERTA PRIMER 5 A 1 x 60 µm - blast cleaning to Sa2½, (standard ISO 8501-1) - surface profile medium (G), ( standard ISO 8503-2 ) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.63. Layer : TEKNOSYNT 90 1 x 40 µm
Totally 140 µm
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOZINC 90 SE A INERTA PRIMER 5 ADATA SHEET no 1086 1193
PAINT TYPE zinc rich epoxy pait epoxy primer
COLOUR bluish grey grey, red, white
GLOSS ( SS 18 41 84 at 60 ° ) matt matt
POT LIFE at +23°C / h 16 8
VOLUME SOLIDS % 53±2 55±2
MIXING RATIO by volume: base 5 4
hardener 1 1
RECOMM. FILM THICKNESS wet film thickness / µm 75 110 dry film thickness / µm 40 60
THEOR. SPREADING RATE m² / l 13,2 9.1
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 5 min 1 dry to handle ( Drying recorder ) / h 30 min 3 through dry / h overcoatable, min. / h 1 4 overcoatable, max. / d 3 months 6 months fully cured / d 7 7 activation after max. overcoating time mechanical roughening mechanical roughening
*allways before Teknosynt 90THINNER Teknoplast Solv, max.5% Teknoplast Solv, max.5%
(Teknosolv 9506) (Teknosolv 9506)
APPLICATION METHODS * HS, P,R HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,018-0,021" 0,013-0,018"
PAINTING CONDITIONS temperature, min. °C 2) +15 +15 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
336
TOP COAT
+580
KS, HS, P, R
0,009-0,015"
10 -
Teknosynt Solv, max.10%
roughening by maintenance
(Teknosolv 1621)
11.2
3
abt. 45
½
8840
as agreed
high gloss
Roughening of the entire surface before top coating*.
TEKNOSYNT 90
alkyd top coat
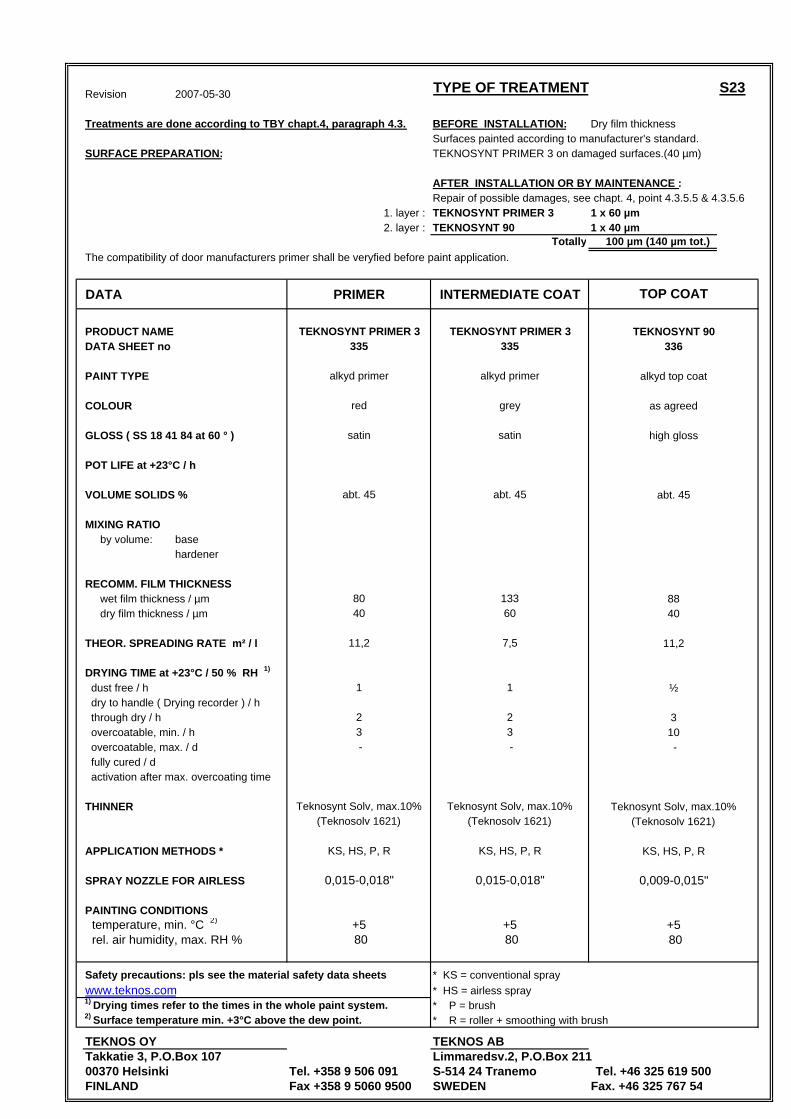
Revision 2007-05-30 TYPE OF TREATMENT S23
Treatments are done according to TBY chapt.4, paragraph 4.3. BEFORE INSTALLATION: Dry film thicknessSurfaces painted according to manufacturer's standard.
SURFACE PREPARATION: TEKNOSYNT PRIMER 3 on damaged surfaces.(40 µm) AFTER INSTALLATION OR BY MAINTENANCE :
Repair of possible damages, see chapt. 4, point 4.3.5.5 & 4.3.5.61. layer : TEKNOSYNT PRIMER 3 1 x 60 µm
2. layer : TEKNOSYNT 90 1 x 40 µm Totally 100 µm (140 µm tot.)The compatibility of door manufacturers primer shall be veryfied before paint application.
DATA PRIMER INTERMEDIATE COAT
PRODUCT NAME TEKNOSYNT PRIMER 3 TEKNOSYNT PRIMER 3DATA SHEET no 335 335
PAINT TYPE alkyd primer alkyd primer
COLOUR red grey
GLOSS ( SS 18 41 84 at 60 ° ) satin satin
POT LIFE at +23°C / h
VOLUME SOLIDS % abt. 45 abt. 45
MIXING RATIO by volume: base
hardener
RECOMM. FILM THICKNESS wet film thickness / µm 80 133 dry film thickness / µm 40 60
THEOR. SPREADING RATE m² / l 11,2 7,5
DRYING TIME at +23°C / 50 % RH 1)
dust free / h 1 1 dry to handle ( Drying recorder ) / h through dry / h 2 2 overcoatable, min. / h 3 3 overcoatable, max. / d - - fully cured / d activation after max. overcoating time
THINNER Teknosynt Solv, max.10% Teknosynt Solv, max.10%(Teknosolv 1621) (Teknosolv 1621)
APPLICATION METHODS * KS, HS, P, R KS, HS, P, R
SPRAY NOZZLE FOR AIRLESS 0,015-0,018" 0,015-0,018"
PAINTING CONDITIONS temperature, min. °C 2) +5 +5 rel. air humidity, max. RH % 80 80
Safety precautions: pls see the material safety data sheets * KS = conventional spraywww.teknos.com * HS = airless spray1) Drying times refer to the times in the whole paint system. * P = brush2) Surface temperature min. +3°C above the dew point. * R = roller + smoothing with brush
TEKNOS OY TEKNOS ABTakkatie 3, P.O.Box 107 Limmaredsv.2, P.O.Box 21100370 Helsinki Tel. +358 9 506 091 S-514 24 Tranemo Tel. +46 325 619 500FINLAND Fax +358 9 5060 9500 SWEDEN Fax. +46 325 767 54
TEKNOSYNT 90
alkyd top coat
336
as agreed
high gloss
abt. 45
½
8840
11,2
3
10 -
KS, HS, P, R
Teknosynt Solv, max.10%(Teknosolv 1621)
TOP COAT
+5 80
0,009-0,015"

Approved Paint Systems for TBY
Edition 2
67(75)
3.3.6 Other manufacturers
3.3.6.1 Loctite Sweden AB/Henkel Norden Oy
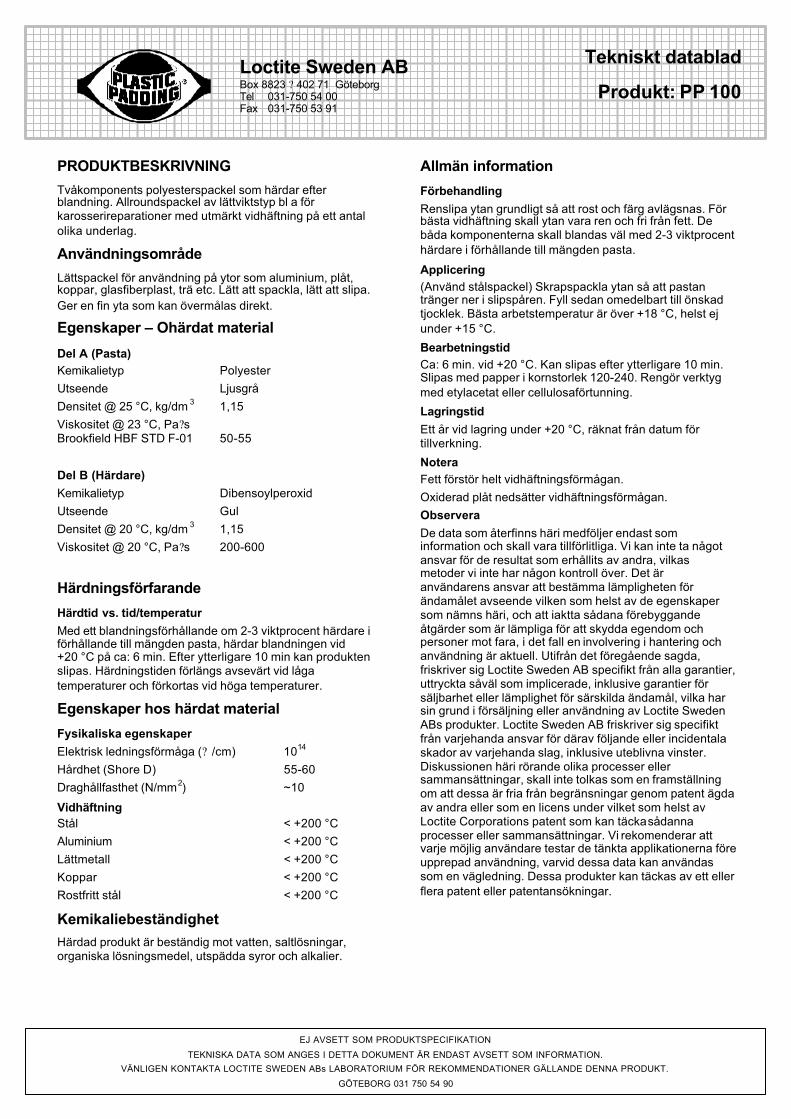
EJ AVSETT SOM PRODUKTSPECIFIKATION
TEKNISKA DATA SOM ANGES I DETTA DOKUMENT ÄR ENDAST AVSETT SOM INFORMATION.VÄNLIGEN KONTAKTA LOCTITE SWEDEN ABs LABORATORIUM FÖR REKOMMENDATIONER GÄLLANDE DENNA PRODUKT.
GÖTEBORG 031 750 54 90
Loctite Sweden ABBox 8823 ? 402 71 GöteborgTel 031-750 54 00Fax 031-750 53 91
Tekniskt datablad
Produkt: PP 100
PRODUKTBESKRIVNINGTvåkomponents polyesterspackel som härdar efterblandning. Allroundspackel av lättviktstyp bl a förkarosserireparationer med utmärkt vidhäftning på ett antalolika underlag.
AnvändningsområdeLättspackel för användning på ytor som aluminium, plåt,koppar, glasfiberplast, trä etc. Lätt att spackla, lätt att slipa.Ger en fin yta som kan övermålas direkt.
Egenskaper – Ohärdat materialDel A (Pasta)Kemikalietyp PolyesterUtseende LjusgråDensitet @ 25 °C, kg/dm 3 1,15Viskositet @ 23 °C, Pa?sBrookfield HBF STD F-01 50-55
Del B (Härdare)Kemikalietyp DibensoylperoxidUtseende GulDensitet @ 20 °C, kg/dm 3 1,15Viskositet @ 20 °C, Pa?s 200-600
HärdningsförfarandeHärdtid vs. tid/temperaturMed ett blandningsförhållande om 2-3 viktprocent härdare iförhållande till mängden pasta, härdar blandningen vid+20 °C på ca: 6 min. Efter ytterligare 10 min kan produktenslipas. Härdningstiden förlängs avsevärt vid lågatemperaturer och förkortas vid höga temperaturer.
Egenskaper hos härdat materialFysikaliska egenskaperElektrisk ledningsförmåga (? /cm) 1014
Hårdhet (Shore D) 55-60Draghållfasthet (N/mm2) ~10
VidhäftningStål < +200 °CAluminium < +200 °CLättmetall < +200 °CKoppar < +200 °CRostfritt stål < +200 °C
KemikaliebeständighetHärdad produkt är beständig mot vatten, saltlösningar,organiska lösningsmedel, utspädda syror och alkalier.
Allmän informationFörbehandlingRenslipa ytan grundligt så att rost och färg avlägsnas. Förbästa vidhäftning skall ytan vara ren och fri från fett. Debåda komponenterna skall blandas väl med 2-3 viktprocenthärdare i förhållande till mängden pasta.
Applicering(Använd stålspackel) Skrapspackla ytan så att pastantränger ner i slipspåren. Fyll sedan omedelbart till önskadtjocklek. Bästa arbetstemperatur är över +18 °C, helst ejunder +15 °C.BearbetningstidCa: 6 min. vid +20 °C. Kan slipas efter ytterligare 10 min.Slipas med papper i kornstorlek 120-240. Rengör verktygmed etylacetat eller cellulosaförtunning.LagringstidEtt år vid lagring under +20 °C, räknat från datum förtillverkning.NoteraFett förstör helt vidhäftningsförmågan.Oxiderad plåt nedsätter vidhäftningsförmågan.ObserveraDe data som återfinns häri medföljer endast sominformation och skall vara tillförlitliga. Vi kan inte ta någotansvar för de resultat som erhållits av andra, vilkasmetoder vi inte har någon kontroll över. Det äranvändarens ansvar att bestämma lämpligheten förändamålet avseende vilken som helst av de egenskapersom nämns häri, och att iaktta sådana förebyggandeåtgärder som är lämpliga för att skydda egendom ochpersoner mot fara, i det fall en involvering i hantering ochanvändning är aktuell. Utifrån det föregående sagda,friskriver sig Loctite Sweden AB specifikt från alla garantier,uttryckta såväl som implicerade, inklusive garantier försäljbarhet eller lämplighet för särskilda ändamål, vilka harsin grund i försäljning eller användning av Loctite SwedenABs produkter. Loctite Sweden AB friskriver sig specifiktfrån varjehanda ansvar för därav följande eller incidentalaskador av varjehanda slag, inklusive uteblivna vinster.Diskussionen häri rörande olika processer ellersammansättningar, skall inte tolkas som en framställningom att dessa är fria från begränsningar genom patent ägdaav andra eller som en licens under vilket som helst avLoctite Corporations patent som kan täcka sådannaprocesser eller sammansättningar. Vi rekomenderar attvarje möjlig användare testar de tänkta applikationerna föreupprepad användning, varvid dessa data kan användassom en vägledning. Dessa produkter kan täckas av ett ellerflera patent eller patentansökningar.
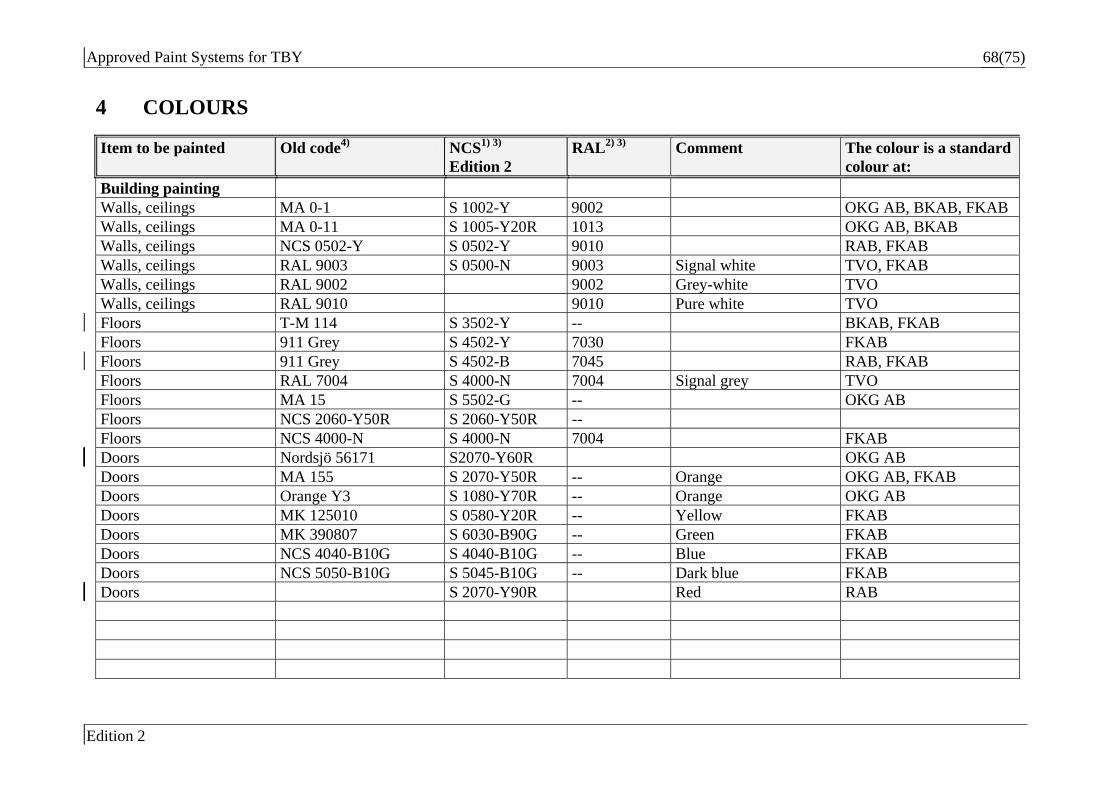
Approved Paint Systems for TBY
Edition 2
68(75)
4 COLOURS
Item to be painted
Old code4) NCS1) 3) Edition 2
RAL2) 3) Comment The colour is a standard colour at:
Building painting Walls, ceilings MA 0-1 S 1002-Y 9002 OKG AB, BKAB, FKAB Walls, ceilings MA 0-11 S 1005-Y20R 1013 OKG AB, BKAB Walls, ceilings NCS 0502-Y S 0502-Y 9010 RAB, FKAB Walls, ceilings RAL 9003 S 0500-N 9003 Signal white TVO, FKAB Walls, ceilings RAL 9002 9002 Grey-white TVO Walls, ceilings RAL 9010 9010 Pure white TVO Floors T-M 114 S 3502-Y -- BKAB, FKAB Floors 911 Grey S 4502-Y 7030 FKAB Floors 911 Grey S 4502-B 7045 RAB, FKAB Floors RAL 7004 S 4000-N 7004 Signal grey TVO Floors MA 15 S 5502-G -- OKG AB Floors NCS 2060-Y50R S 2060-Y50R -- Floors NCS 4000-N S 4000-N 7004 FKAB Doors Nordsjö 56171 S2070-Y60R OKG AB Doors MA 155 S 2070-Y50R -- Orange OKG AB, FKAB Doors Orange Y3 S 1080-Y70R -- Orange OKG AB Doors MK 125010 S 0580-Y20R -- Yellow FKAB Doors MK 390807 S 6030-B90G -- Green FKAB Doors NCS 4040-B10G S 4040-B10G -- Blue FKAB Doors NCS 5050-B10G S 5045-B10G -- Dark blue FKAB Doors S 2070-Y90R Red RAB
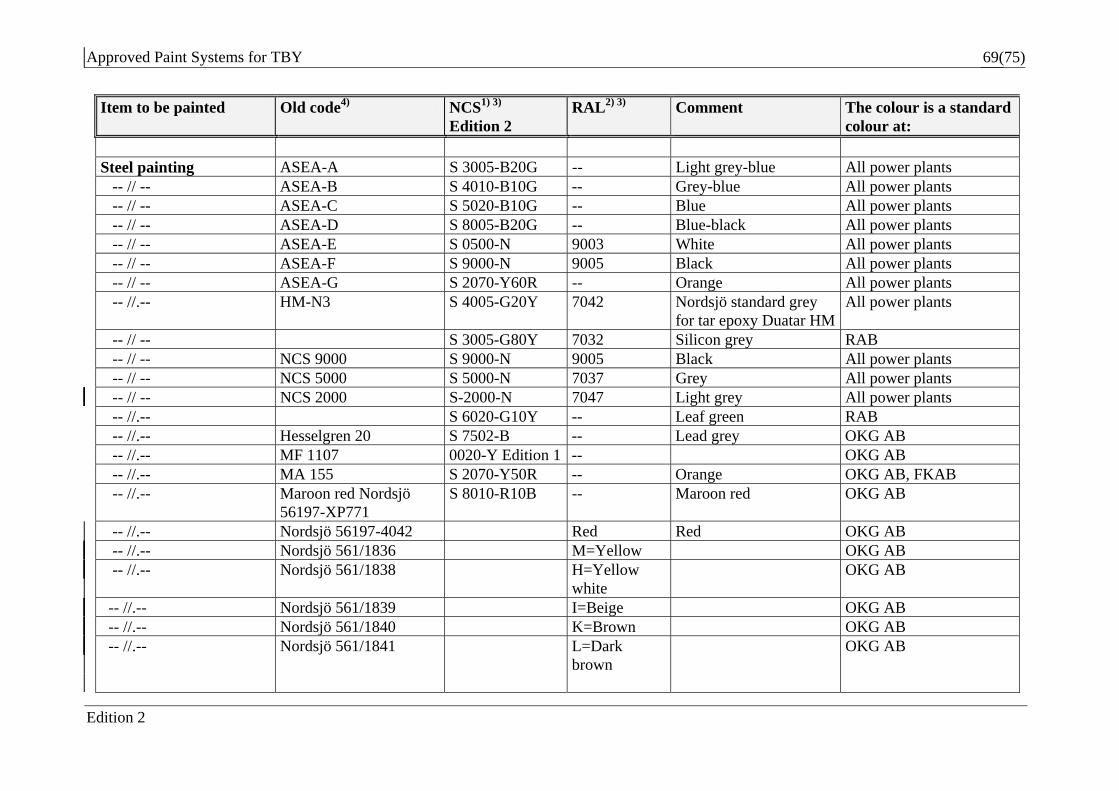
Approved Paint Systems for TBY
Edition 2
69(75)
Item to be painted
Old code4) NCS1) 3) Edition 2
RAL2) 3) Comment The colour is a standard colour at:
Steel painting ASEA-A S 3005-B20G -- Light grey-blue All power plants -- // -- ASEA-B S 4010-B10G -- Grey-blue All power plants -- // -- ASEA-C S 5020-B10G -- Blue All power plants -- // -- ASEA-D S 8005-B20G -- Blue-black All power plants -- // -- ASEA-E S 0500-N 9003 White All power plants -- // -- ASEA-F S 9000-N 9005 Black All power plants -- // -- ASEA-G S 2070-Y60R -- Orange All power plants -- //.-- HM-N3 S 4005-G20Y 7042 Nordsjö standard grey
for tar epoxy Duatar HMAll power plants
-- // -- S 3005-G80Y 7032 Silicon grey RAB -- // -- NCS 9000 S 9000-N 9005 Black All power plants -- // -- NCS 5000 S 5000-N 7037 Grey All power plants -- // -- NCS 2000 S-2000-N 7047 Light grey All power plants -- //.-- S 6020-G10Y -- Leaf green RAB -- //.-- Hesselgren 20 S 7502-B -- Lead grey OKG AB -- //.-- MF 1107 0020-Y Edition 1 -- OKG AB -- //.-- MA 155 S 2070-Y50R -- Orange OKG AB, FKAB -- //.-- Maroon red Nordsjö
56197-XP771 S 8010-R10B -- Maroon red OKG AB
-- //.-- Nordsjö 56197-4042 Red Red OKG AB -- //.-- Nordsjö 561/1836 M=Yellow OKG AB -- //.-- Nordsjö 561/1838 H=Yellow
white OKG AB
-- //.-- Nordsjö 561/1839 I=Beige OKG AB -- //.-- Nordsjö 561/1840 K=Brown OKG AB -- //.-- Nordsjö 561/1841 L=Dark
brown
OKG AB
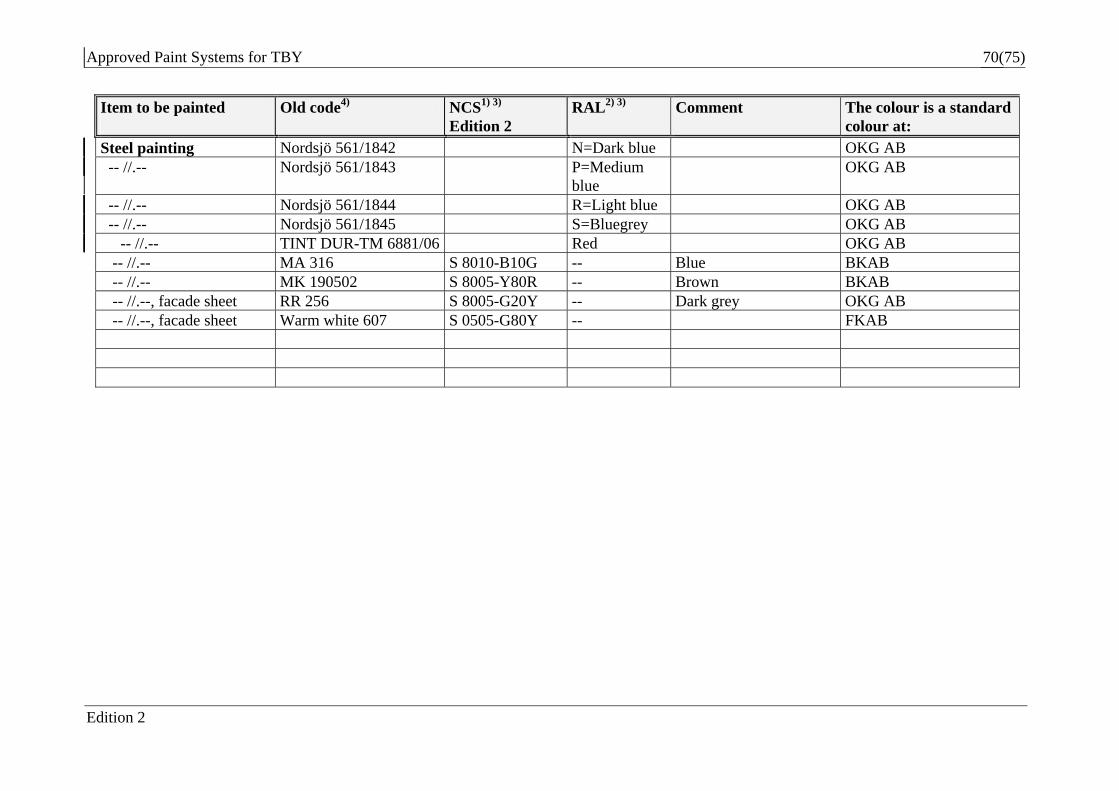
Approved Paint Systems for TBY
Edition 2
70(75)
Item to be painted
Old code4) NCS1) 3) Edition 2
RAL2) 3) Comment The colour is a standard colour at:
Steel painting Nordsjö 561/1842 N=Dark blue OKG AB -- //.-- Nordsjö 561/1843 P=Medium
blue OKG AB
-- //.-- Nordsjö 561/1844 R=Light blue OKG AB -- //.-- Nordsjö 561/1845 S=Bluegrey OKG AB -- //.-- TINT DUR-TM 6881/06 Red OKG AB -- //.-- MA 316 S 8010-B10G -- Blue BKAB -- //.-- MK 190502 S 8005-Y80R -- Brown BKAB -- //.--, facade sheet RR 256 S 8005-G20Y -- Dark grey OKG AB -- //.--, facade sheet Warm white 607 S 0505-G80Y -- FKAB
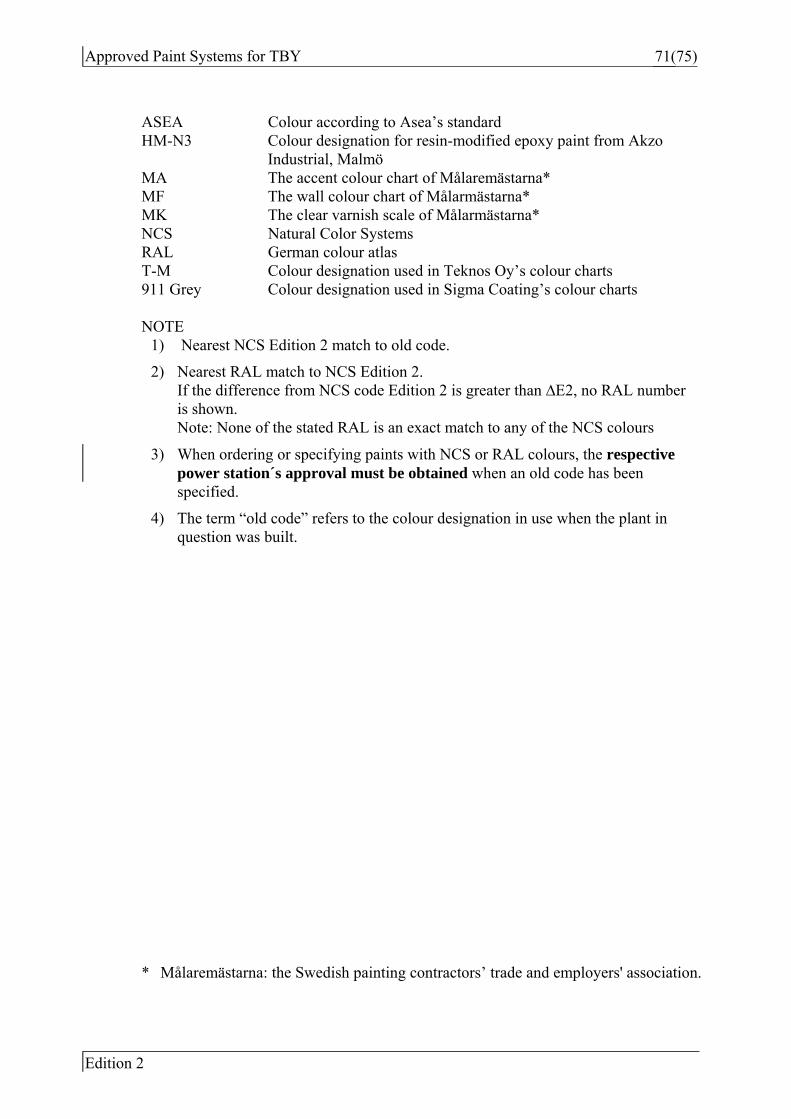
Approved Paint Systems for TBY
Edition 2
71(75)
ASEA Colour according to Asea’s standard HM-N3 Colour designation for resin-modified epoxy paint from Akzo
Industrial, Malmö MA The accent colour chart of Målaremästarna* MF The wall colour chart of Målarmästarna* MK The clear varnish scale of Målarmästarna* NCS Natural Color Systems RAL German colour atlas T-M Colour designation used in Teknos Oy’s colour charts 911 Grey Colour designation used in Sigma Coating’s colour charts NOTE
1) Nearest NCS Edition 2 match to old code.
2) Nearest RAL match to NCS Edition 2. If the difference from NCS code Edition 2 is greater than ∆E2, no RAL number is shown. Note: None of the stated RAL is an exact match to any of the NCS colours
3) When ordering or specifying paints with NCS or RAL colours, the respective power station´s approval must be obtained when an old code has been specified.
4) The term “old code” refers to the colour designation in use when the plant in question was built.
* Målaremästarna: the Swedish painting contractors’ trade and employers' association.
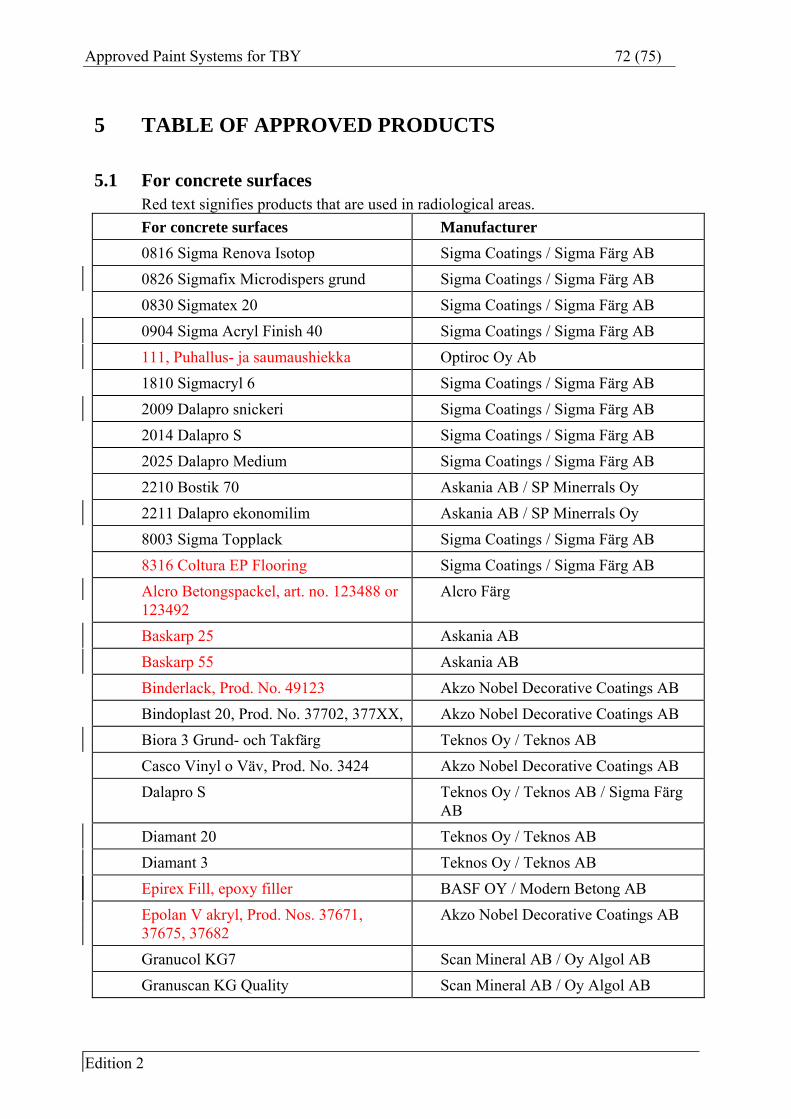
Approved Paint Systems for TBY 72 (75)
Edition 2
5 TABLE OF APPROVED PRODUCTS
5.1 For concrete surfaces Red text signifies products that are used in radiological areas.
For concrete surfaces Manufacturer 0816 Sigma Renova Isotop Sigma Coatings / Sigma Färg AB
0826 Sigmafix Microdispers grund Sigma Coatings / Sigma Färg AB
0830 Sigmatex 20 Sigma Coatings / Sigma Färg AB
0904 Sigma Acryl Finish 40 Sigma Coatings / Sigma Färg AB
111, Puhallus- ja saumaushiekka Optiroc Oy Ab
1810 Sigmacryl 6 Sigma Coatings / Sigma Färg AB
2009 Dalapro snickeri Sigma Coatings / Sigma Färg AB
2014 Dalapro S Sigma Coatings / Sigma Färg AB
2025 Dalapro Medium Sigma Coatings / Sigma Färg AB
2210 Bostik 70 Askania AB / SP Minerrals Oy
2211 Dalapro ekonomilim Askania AB / SP Minerrals Oy
8003 Sigma Topplack Sigma Coatings / Sigma Färg AB
8316 Coltura EP Flooring Sigma Coatings / Sigma Färg AB
Alcro Betongspackel, art. no. 123488 or 123492
Alcro Färg
Baskarp 25 Askania AB
Baskarp 55 Askania AB
Binderlack, Prod. No. 49123 Akzo Nobel Decorative Coatings AB
Bindoplast 20, Prod. No. 37702, 377XX, Akzo Nobel Decorative Coatings AB
Biora 3 Grund- och Takfärg Teknos Oy / Teknos AB
Casco Vinyl o Väv, Prod. No. 3424 Akzo Nobel Decorative Coatings AB
Dalapro S Teknos Oy / Teknos AB / Sigma Färg AB
Diamant 20 Teknos Oy / Teknos AB
Diamant 3 Teknos Oy / Teknos AB
Epirex Fill, epoxy filler BASF OY / Modern Betong AB
Epolan V akryl, Prod. Nos. 37671, 37675, 37682
Akzo Nobel Decorative Coatings AB
Granucol KG7 Scan Mineral AB / Oy Algol AB
Granuscan KG Quality Scan Mineral AB / Oy Algol AB
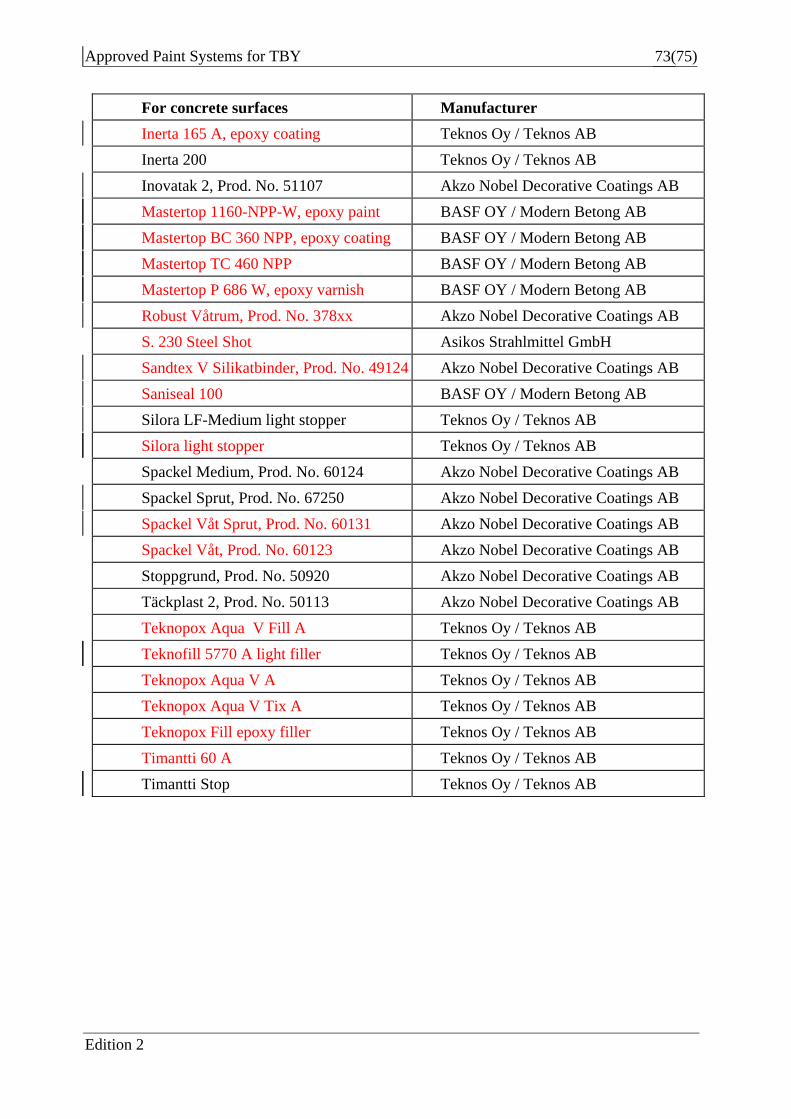
Approved Paint Systems for TBY
Edition 2
73(75)
For concrete surfaces Manufacturer Inerta 165 A, epoxy coating Teknos Oy / Teknos AB Inerta 200 Teknos Oy / Teknos AB Inovatak 2, Prod. No. 51107 Akzo Nobel Decorative Coatings AB Mastertop 1160-NPP-W, epoxy paint BASF OY / Modern Betong AB Mastertop BC 360 NPP, epoxy coating BASF OY / Modern Betong AB Mastertop TC 460 NPP BASF OY / Modern Betong AB Mastertop P 686 W, epoxy varnish BASF OY / Modern Betong AB Robust Våtrum, Prod. No. 378xx Akzo Nobel Decorative Coatings AB S. 230 Steel Shot Asikos Strahlmittel GmbH Sandtex V Silikatbinder, Prod. No. 49124 Akzo Nobel Decorative Coatings AB Saniseal 100 BASF OY / Modern Betong AB Silora LF-Medium light stopper Teknos Oy / Teknos AB Silora light stopper Teknos Oy / Teknos AB Spackel Medium, Prod. No. 60124 Akzo Nobel Decorative Coatings AB Spackel Sprut, Prod. No. 67250 Akzo Nobel Decorative Coatings AB Spackel Våt Sprut, Prod. No. 60131 Akzo Nobel Decorative Coatings AB Spackel Våt, Prod. No. 60123 Akzo Nobel Decorative Coatings AB Stoppgrund, Prod. No. 50920 Akzo Nobel Decorative Coatings AB Täckplast 2, Prod. No. 50113 Akzo Nobel Decorative Coatings AB Teknopox Aqua V Fill A Teknos Oy / Teknos AB Teknofill 5770 A light filler Teknos Oy / Teknos AB Teknopox Aqua V A Teknos Oy / Teknos AB Teknopox Aqua V Tix A Teknos Oy / Teknos AB Teknopox Fill epoxy filler Teknos Oy / Teknos AB Timantti 60 A Teknos Oy / Teknos AB Timantti Stop Teknos Oy / Teknos AB
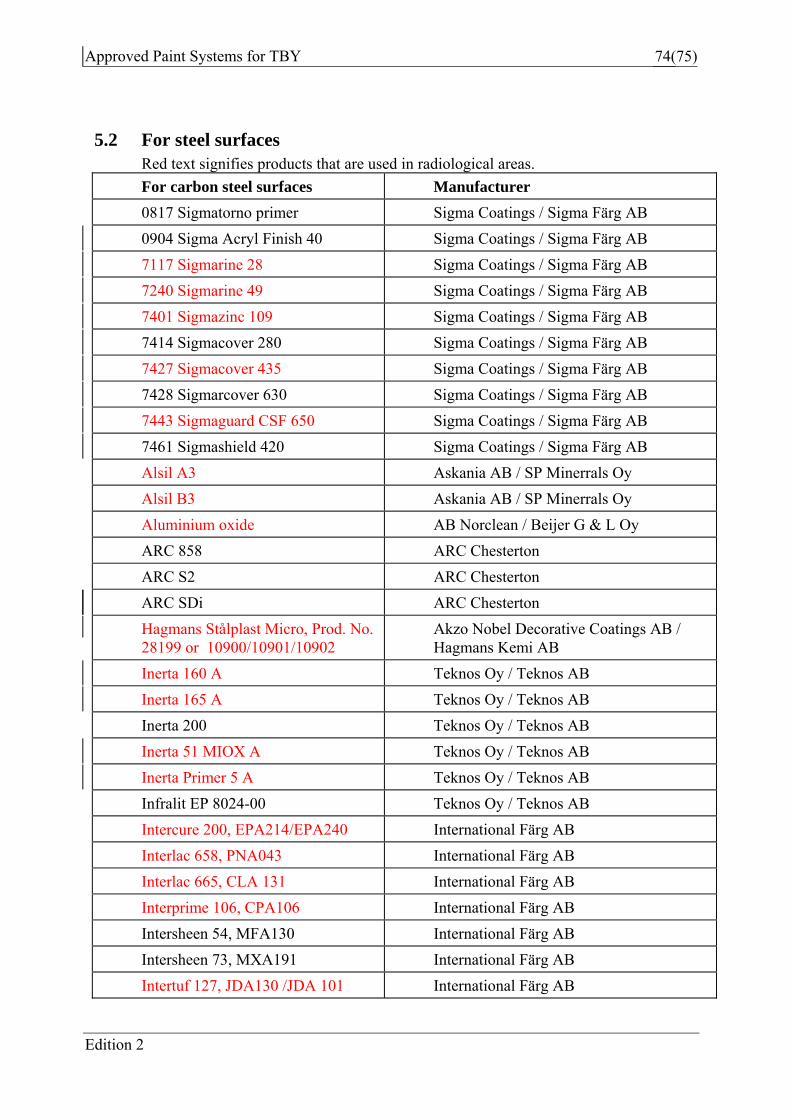
Approved Paint Systems for TBY
Edition 2
74(75)
5.2 For steel surfaces Red text signifies products that are used in radiological areas.
For carbon steel surfaces Manufacturer
0817 Sigmatorno primer Sigma Coatings / Sigma Färg AB
0904 Sigma Acryl Finish 40 Sigma Coatings / Sigma Färg AB
7117 Sigmarine 28 Sigma Coatings / Sigma Färg AB
7240 Sigmarine 49 Sigma Coatings / Sigma Färg AB
7401 Sigmazinc 109 Sigma Coatings / Sigma Färg AB
7414 Sigmacover 280 Sigma Coatings / Sigma Färg AB
7427 Sigmacover 435 Sigma Coatings / Sigma Färg AB
7428 Sigmarcover 630 Sigma Coatings / Sigma Färg AB
7443 Sigmaguard CSF 650 Sigma Coatings / Sigma Färg AB
7461 Sigmashield 420 Sigma Coatings / Sigma Färg AB
Alsil A3 Askania AB / SP Minerrals Oy
Alsil B3 Askania AB / SP Minerrals Oy
Aluminium oxide AB Norclean / Beijer G & L Oy
ARC 858 ARC Chesterton
ARC S2 ARC Chesterton
ARC SDi ARC Chesterton
Hagmans Stålplast Micro, Prod. No. 28199 or 10900/10901/10902
Akzo Nobel Decorative Coatings AB / Hagmans Kemi AB
Inerta 160 A Teknos Oy / Teknos AB
Inerta 165 A Teknos Oy / Teknos AB
Inerta 200 Teknos Oy / Teknos AB
Inerta 51 MIOX A Teknos Oy / Teknos AB
Inerta Primer 5 A Teknos Oy / Teknos AB
Infralit EP 8024-00 Teknos Oy / Teknos AB
Intercure 200, EPA214/EPA240 International Färg AB
Interlac 658, PNA043 International Färg AB
Interlac 665, CLA 131 International Färg AB
Interprime 106, CPA106 International Färg AB
Intersheen 54, MFA130 International Färg AB
Intersheen 73, MXA191 International Färg AB
Intertuf 127, JDA130 /JDA 101 International Färg AB
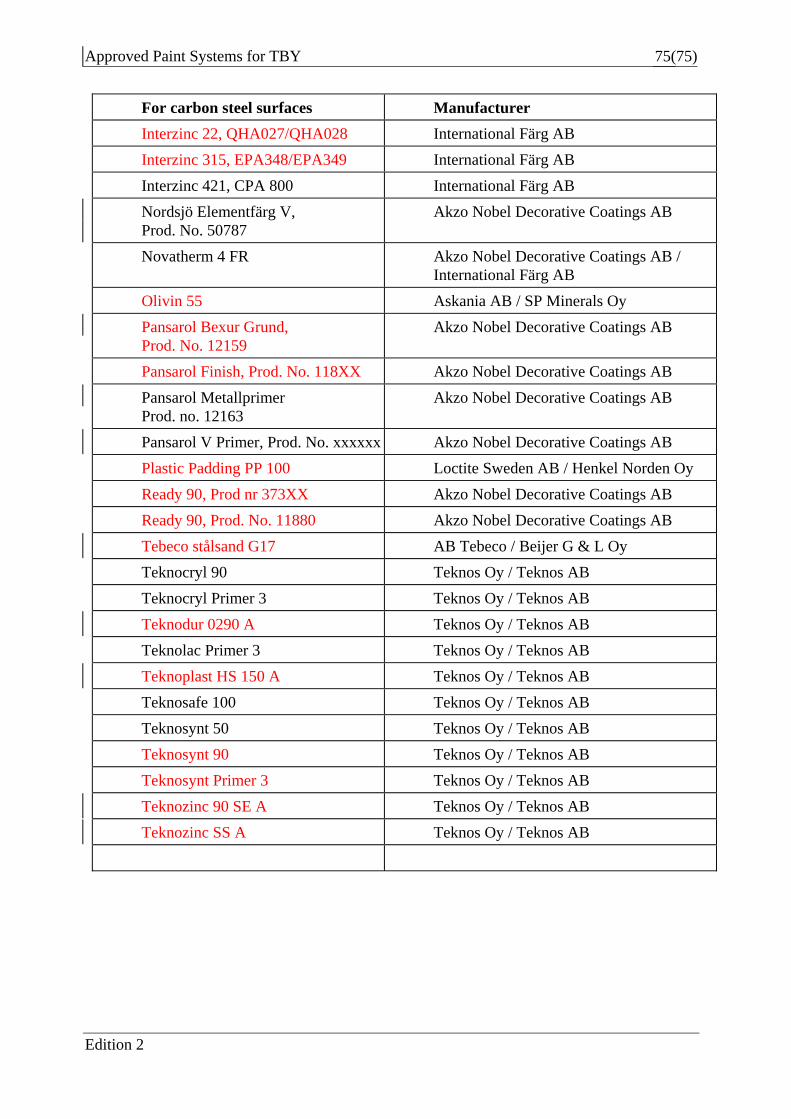
Approved Paint Systems for TBY
Edition 2
75(75)
For carbon steel surfaces Manufacturer Interzinc 22, QHA027/QHA028 International Färg AB Interzinc 315, EPA348/EPA349 International Färg AB Interzinc 421, CPA 800 International Färg AB Nordsjö Elementfärg V, Prod. No. 50787
Akzo Nobel Decorative Coatings AB
Novatherm 4 FR Akzo Nobel Decorative Coatings AB / International Färg AB
Olivin 55 Askania AB / SP Minerals Oy Pansarol Bexur Grund, Prod. No. 12159
Akzo Nobel Decorative Coatings AB
Pansarol Finish, Prod. No. 118XX Akzo Nobel Decorative Coatings AB Pansarol Metallprimer Prod. no. 12163
Akzo Nobel Decorative Coatings AB
Pansarol V Primer, Prod. No. xxxxxx Akzo Nobel Decorative Coatings AB Plastic Padding PP 100 Loctite Sweden AB / Henkel Norden Oy Ready 90, Prod nr 373XX Akzo Nobel Decorative Coatings AB Ready 90, Prod. No. 11880 Akzo Nobel Decorative Coatings AB Tebeco stålsand G17 AB Tebeco / Beijer G & L Oy Teknocryl 90 Teknos Oy / Teknos AB Teknocryl Primer 3 Teknos Oy / Teknos AB Teknodur 0290 A Teknos Oy / Teknos AB Teknolac Primer 3 Teknos Oy / Teknos AB Teknoplast HS 150 A Teknos Oy / Teknos AB Teknosafe 100 Teknos Oy / Teknos AB Teknosynt 50 Teknos Oy / Teknos AB Teknosynt 90 Teknos Oy / Teknos AB Teknosynt Primer 3 Teknos Oy / Teknos AB Teknozinc 90 SE A Teknos Oy / Teknos AB Teknozinc SS A Teknos Oy / Teknos AB