Embed Size (px)
Citation preview

Application of the Attainable Region Concept to the OxidativeDehydrogenation of 1-Butene in Inert Porous Membrane Reactors
David Milne, David Glasser, Diane Hildebrandt,* and Brendon Hausberger
Centre of Material and Process Synthesis, University of the Witwatersrand, Johannesburg, Private Bag 3,WITS 2050, South Africa
The attainable region (AR) concept uses a geometrical procedure to determine the boundariesof the region that include all possible reactor products for a known feed condition. The procedurealso allows the choice of reactor(s) and the sequencing of these reactors to maximize the selectionof reactor products in terms of predefined objective functions. It is also possible to derive theprocess operating conditions commensurate with an optimum objective function. The AR conceptcurrently is being applied to industrial applications, and in this paper the concept is used tostudy the manufacture of butadiene by the oxidative dehydrogenation of 1-butene. Processoperating conditions, specifically the partial pressure of oxygen, are reviewed. The reactorsdiscussed in this paper are the fixed-bed reactor and the inert porous membrane reactor. Acandidate AR for the system butene-butadiene is proposed.
Over the last 15 years, several papers have beenpublished dealing with mapping of the region (theattainable region, AR) within which all of the reactantsand products of a chemical reaction lay, assumingknown feed conditions.1 In particular, two chemicalreaction systems have been studied to determine theboundaries of the candidate AR, the Trambouze and thevan der Vusse. These two examples represented reac-tions of considerable academic and theoretical interestbut suffered from the lack of direct applicability toproblems of industrial significance. Specifically, thereis a general paucity of chemical reaction rates andkinetic data, and in the study of the Trambouze andvan der Vusse reactions, assumptions had to be madewhich, although undeniably useful in mapping of theboundaries of the AR, could not easily be applied tospecific chemical reactions. The Trambouze and van derVusse reactions, however, do possess the advantage ofmathematical simplicity coupled with the ability tomodel a wide range of reactor behavior and resultingreactor configurations.
With the publication2 of the reaction rates and kineticdata for the oxidative dehydrogenation (ODH) of n-butanes to butene and butadiene in inert porous mem-brane reactors (IMRs), it became possible to examine aspecific chemical reaction of industrial interest. Tellezet al.2 developed equations for the rate expressionsassociated with the ODH of n-butane, the three isomersof butene (1-butene, cis-2-butene, and trans-2-butene),and butadiene. Values of the respective rate constantsalso were provided. The experiments by Tellez and hiscolleagues were conducted in an IMR operating atatmospheric pressure and within a feed temperaturerange of 748-823 K.
In a more recent publication,5 Assabumrungrat et al.compared the performance of a porous membrane reac-tor with that of a conventional fixed-bed reactor (FBR)in the ODH of n-butane. The porous membrane reactorwas used to add oxygen to the hydrocarbons in acontrolled manner. Assabumrungrat et al., in developing
their mathematical models, used the kinetic and experi-mental data developed by Tellez2-4 and his colleagues.
The reaction network for the ODH of butene waspostulated2,3 as that in Figure 1.
Using the kinetic data developed by Tellez, the tech-niques used to identify a candidate AR for a particularchemical reaction1 were applied to the ODH of buteneto butadiene. The objective of this research was toestablish the operating conditions necessary to maxi-mize the yield of butadiene from a fixed feed of buteneand, in so doing, to identify a candidate AR for thesystem butene-butadiene.
The chemical reactions involved in the ODH of buteneare as follows:
* To whom correspondence should be addressed. Fax: +27(11) 717 7557. E-mail: [email protected].
Figure 1. Reaction scheme for the ODH of butene to butadiene.
Oxidation of butene
C4H8 + 1/2O2 ) C4H6 + H2O (r7)
r7 ) k7PC4H8θ0
C4H8 + 4O2 ) 4CO + 4H2O (r8)
r8 ) k8PC4H8λ0
C4H8 + 6O2 ) 4CO2 + 4H2O (r9)
r9 ) k9PC4H8λ0
Oxidation of butadiene
C4H6 + 7/2O2 ) 4CO + 3H2O (r10)
r10 ) k10PC4H6λ0
1827Ind. Eng. Chem. Res. 2004, 43, 1827-1831
10.1021/ie0303193 CCC: $27.50 © 2004 American Chemical SocietyPublished on Web 03/13/2004
Factors influencing the rate expressions presented byTellez et al.2,3 include the partial pressures of buteneand butadiene and the selective (θ) and nonselective (λ)oxidation catalyst sites, respectively. The latter two, inturn, are influenced by the partial pressure of oxygenand by the partial pressures of butene and butadiene.
The mathematical model created to examine the ODHof butene assumed isothermal conditions and atmo-spheric pressure.
An initial feed of pure butene was used, and thepartial pressure of oxygen was varied over the range of0.25-85 kPa.
In the presentation of the results of the mathematicalanalyses, the mass fraction of carbon in the reactantsand products was used because mass fraction variablesobey the linear mixing rule. Linear mixing has theadditional advantage of providing a greater insight intothe characteristics of the AR than is possible throughuse of the partial pressures of the various components.
The mass fractions of carbon in the respective prod-ucts and reactants are equal to their respective fractionson a carbon molar basis.
It was recognized that the addition of oxygen servedtwo purposes: (i) to provide heat by its exothermicreaction with the hydrogen released during the oxida-tion of butene and butadiene and in so doing to nullifythe endothermic dehydrogenation of butene; (ii) todehydrogenate butene to butadiene. (The dehydrogena-tion of both butene and butadiene to carbon monoxideand carbon dioxide is an unwanted side effect of thereaction process.)
Initially, two scenarios were considered. The first wasfeeding butene and oxygen, the latter at an initialspecified partial pressure, to a stabilized (steady-state)FBR and permitting the reaction to continue until eitherall of the oxygen or all of the butene was depleted. Inthe second scenario, using an IMR, the partial pressureof oxygen was maintained at a constant specified levelby the addition of fresh oxygen along the length of theIMR. The effect of the reactor size upon the yield ofbutadiene also was examined in both scenarios.
Scenario 1: Depletion of Oxygen in a FBR
The reactor configuration for this scenario is shownin Figure 2.
All butene and butadiene concentrations are ex-pressed in mass fractions of carbon.
At an initial oxygen partial pressure of 85 kPa, thereaction proceeds until all of the oxygen has beendepleted. When this occurs, the residual butene andbutadiene concentrations are 0.0009 and 0.07, respec-tively. The other components present upon completionof the reaction, other than butene and butadiene, arecarbon monoxide, carbon dioxide, and water. All of theoxygen has been utilized in the oxidation of butene and
butadiene. The water gas shift reaction, i.e., the reactionof carbon monoxide and hydrogen, was not consideredby Tellez and his colleagues.2,3
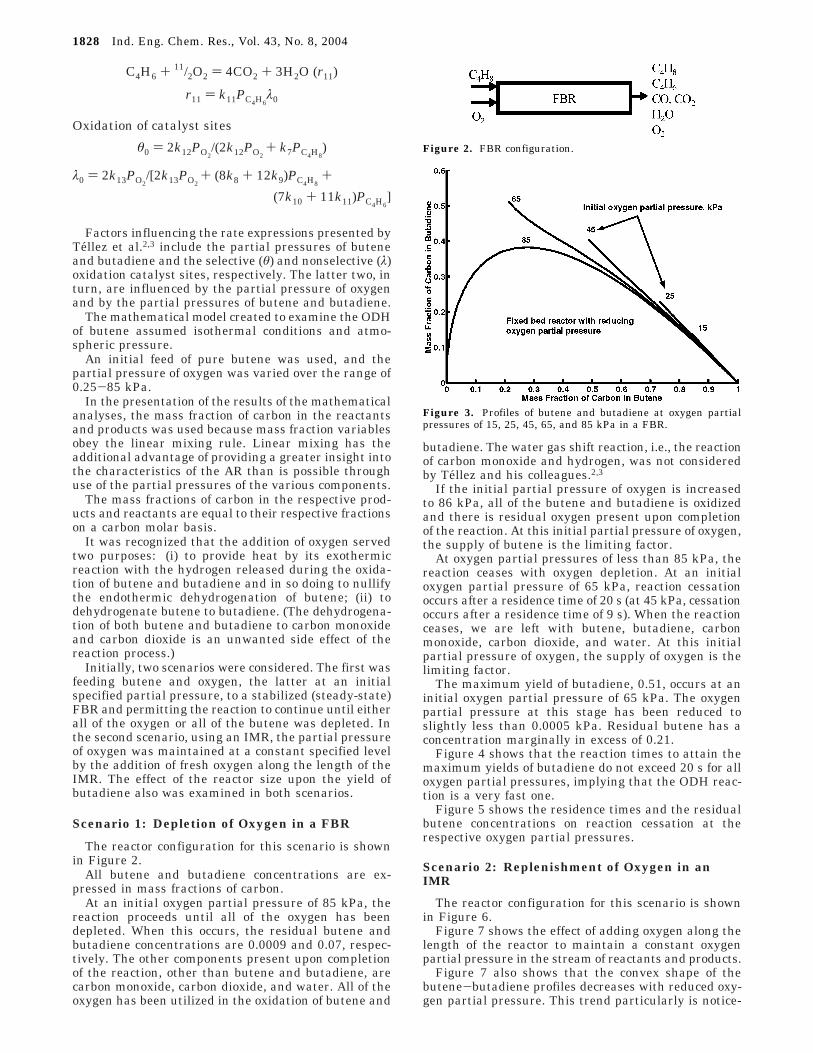
If the initial partial pressure of oxygen is increasedto 86 kPa, all of the butene and butadiene is oxidizedand there is residual oxygen present upon completionof the reaction. At this initial partial pressure of oxygen,the supply of butene is the limiting factor.
At oxygen partial pressures of less than 85 kPa, thereaction ceases with oxygen depletion. At an initialoxygen partial pressure of 65 kPa, reaction cessationoccurs after a residence time of 20 s (at 45 kPa, cessationoccurs after a residence time of 9 s). When the reactionceases, we are left with butene, butadiene, carbonmonoxide, carbon dioxide, and water. At this initialpartial pressure of oxygen, the supply of oxygen is thelimiting factor.
The maximum yield of butadiene, 0.51, occurs at aninitial oxygen partial pressure of 65 kPa. The oxygenpartial pressure at this stage has been reduced toslightly less than 0.0005 kPa. Residual butene has aconcentration marginally in excess of 0.21.
Figure 4 shows that the reaction times to attain themaximum yields of butadiene do not exceed 20 s for alloxygen partial pressures, implying that the ODH reac-tion is a very fast one.
Figure 5 shows the residence times and the residualbutene concentrations on reaction cessation at therespective oxygen partial pressures.
Scenario 2: Replenishment of Oxygen in anIMR
The reactor configuration for this scenario is shownin Figure 6.
Figure 7 shows the effect of adding oxygen along thelength of the reactor to maintain a constant oxygenpartial pressure in the stream of reactants and products.
Figure 7 also shows that the convex shape of thebutene-butadiene profiles decreases with reduced oxy-gen partial pressure. This trend particularly is notice-
C4H6 + 11/2O2 ) 4CO2 + 3H2O (r11)
r11 ) k11PC4H6λ0
Oxidation of catalyst sites
θ0 ) 2k12PO2/(2k12PO2
+ k7PC4H8)
λ0 ) 2k13PO2/[2k13PO2
+ (8k8 + 12k9)PC4H8+
(7k10 + 11k11)PC4H6]
Figure 2. FBR configuration.
Figure 3. Profiles of butene and butadiene at oxygen partialpressures of 15, 25, 45, 65, and 85 kPa in a FBR.
1828 Ind. Eng. Chem. Res., Vol. 43, No. 8, 2004
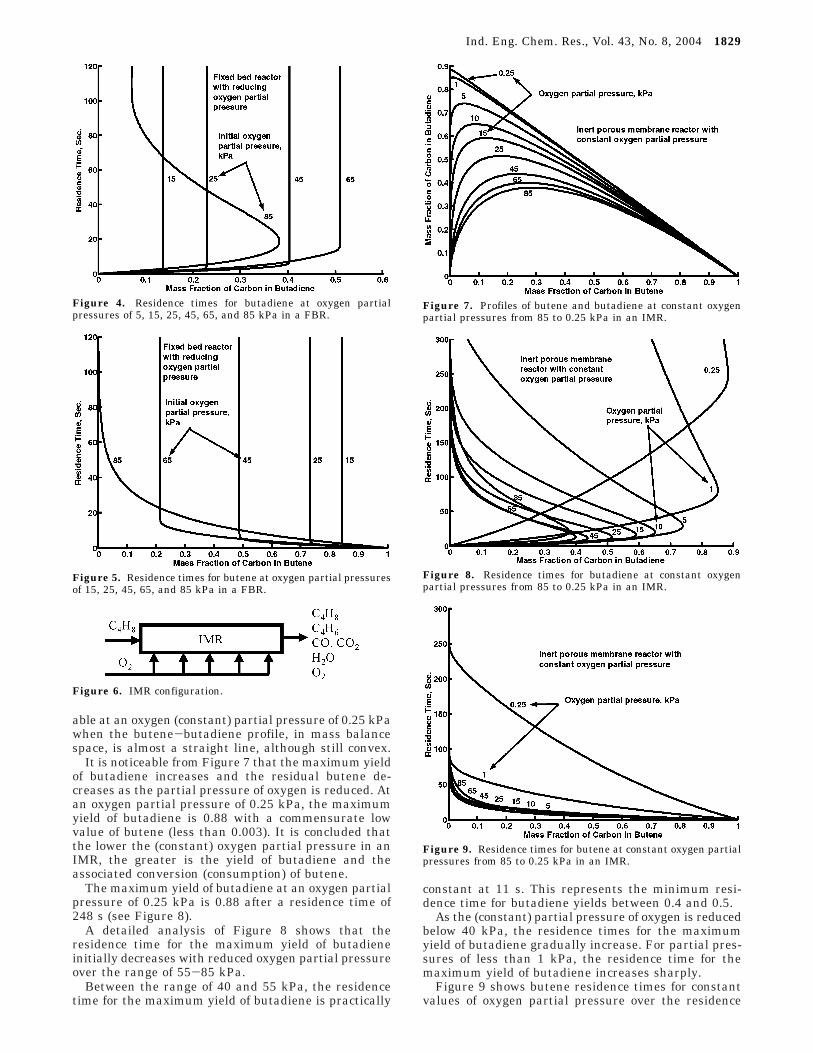
able at an oxygen (constant) partial pressure of 0.25 kPawhen the butene-butadiene profile, in mass balancespace, is almost a straight line, although still convex.
It is noticeable from Figure 7 that the maximum yieldof butadiene increases and the residual butene de-creases as the partial pressure of oxygen is reduced. Atan oxygen partial pressure of 0.25 kPa, the maximumyield of butadiene is 0.88 with a commensurate lowvalue of butene (less than 0.003). It is concluded thatthe lower the (constant) oxygen partial pressure in anIMR, the greater is the yield of butadiene and theassociated conversion (consumption) of butene.
The maximum yield of butadiene at an oxygen partialpressure of 0.25 kPa is 0.88 after a residence time of248 s (see Figure 8).
A detailed analysis of Figure 8 shows that theresidence time for the maximum yield of butadieneinitially decreases with reduced oxygen partial pressureover the range of 55-85 kPa.
Between the range of 40 and 55 kPa, the residencetime for the maximum yield of butadiene is practically
constant at 11 s. This represents the minimum resi-dence time for butadiene yields between 0.4 and 0.5.
As the (constant) partial pressure of oxygen is reducedbelow 40 kPa, the residence times for the maximumyield of butadiene gradually increase. For partial pres-sures of less than 1 kPa, the residence time for themaximum yield of butadiene increases sharply.
Figure 9 shows butene residence times for constantvalues of oxygen partial pressure over the residence
Figure 4. Residence times for butadiene at oxygen partialpressures of 5, 15, 25, 45, 65, and 85 kPa in a FBR.
Figure 5. Residence times for butene at oxygen partial pressuresof 15, 25, 45, 65, and 85 kPa in a FBR.
Figure 6. IMR configuration.
Figure 7. Profiles of butene and butadiene at constant oxygenpartial pressures from 85 to 0.25 kPa in an IMR.
Figure 8. Residence times for butadiene at constant oxygenpartial pressures from 85 to 0.25 kPa in an IMR.
Figure 9. Residence times for butene at constant oxygen partialpressures from 85 to 0.25 kPa in an IMR.
Ind. Eng. Chem. Res., Vol. 43, No. 8, 2004 1829
time range of 0-300 s. Provided that the reactor is sizedaccordingly, i.e., the residence time is sufficiently large(approximately 340 s for 0.25 kPa), all of the butene willbe depleted.
Examination of Figure 7 supports the belief that themaximum yield of butadiene increases with decreasingoxygen partial pressure. Figure 8 shows that the reactorsize (residence time) associated with the maximum yieldof butadiene falls to a minimum and then increases.
This observation begs the question as to what yieldof butadiene could be attained at a very low oxygenpartial pressure and a reactor of infinite size.
This question was answered by defining a very lowoxygen partial pressure as 0.000 001 kPa, and theresults are shown in Figures 10 and 11.
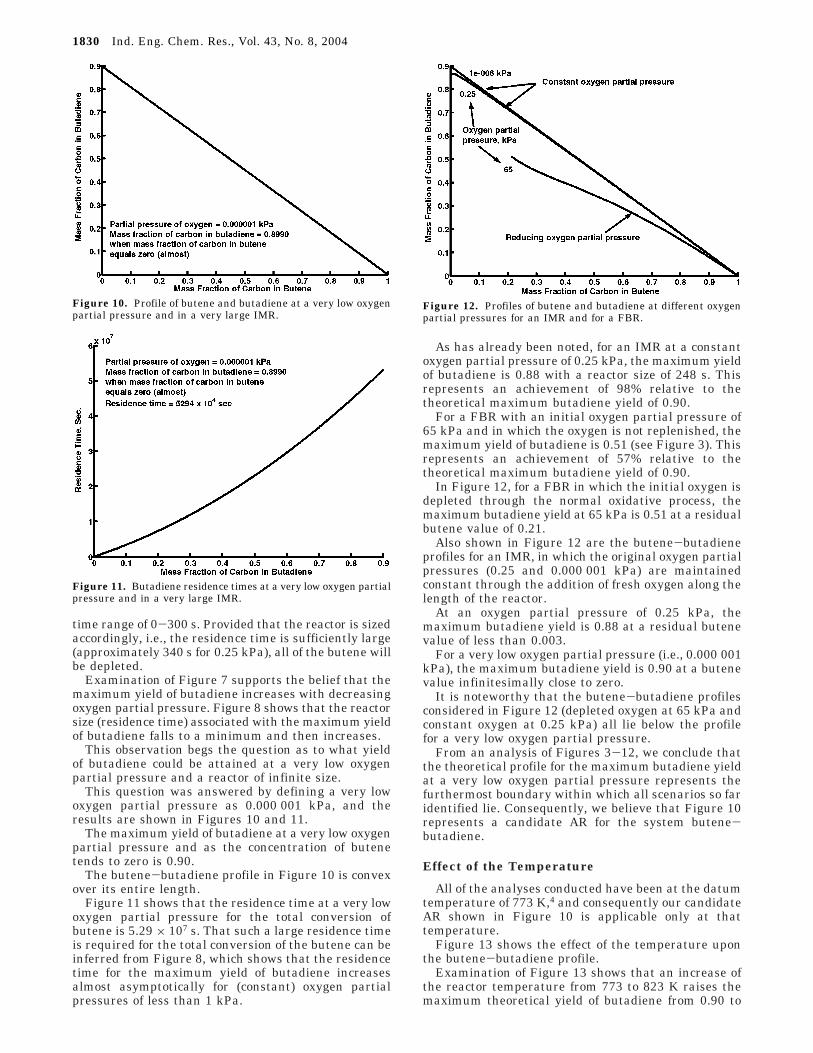
The maximum yield of butadiene at a very low oxygenpartial pressure and as the concentration of butenetends to zero is 0.90.
The butene-butadiene profile in Figure 10 is convexover its entire length.
Figure 11 shows that the residence time at a very lowoxygen partial pressure for the total conversion ofbutene is 5.29 × 107 s. That such a large residence timeis required for the total conversion of the butene can beinferred from Figure 8, which shows that the residencetime for the maximum yield of butadiene increasesalmost asymptotically for (constant) oxygen partialpressures of less than 1 kPa.
As has already been noted, for an IMR at a constantoxygen partial pressure of 0.25 kPa, the maximum yieldof butadiene is 0.88 with a reactor size of 248 s. Thisrepresents an achievement of 98% relative to thetheoretical maximum butadiene yield of 0.90.
For a FBR with an initial oxygen partial pressure of65 kPa and in which the oxygen is not replenished, themaximum yield of butadiene is 0.51 (see Figure 3). Thisrepresents an achievement of 57% relative to thetheoretical maximum butadiene yield of 0.90.
In Figure 12, for a FBR in which the initial oxygen isdepleted through the normal oxidative process, themaximum butadiene yield at 65 kPa is 0.51 at a residualbutene value of 0.21.
Also shown in Figure 12 are the butene-butadieneprofiles for an IMR, in which the original oxygen partialpressures (0.25 and 0.000 001 kPa) are maintainedconstant through the addition of fresh oxygen along thelength of the reactor.
At an oxygen partial pressure of 0.25 kPa, themaximum butadiene yield is 0.88 at a residual butenevalue of less than 0.003.
For a very low oxygen partial pressure (i.e., 0.000 001kPa), the maximum butadiene yield is 0.90 at a butenevalue infinitesimally close to zero.
It is noteworthy that the butene-butadiene profilesconsidered in Figure 12 (depleted oxygen at 65 kPa andconstant oxygen at 0.25 kPa) all lie below the profilefor a very low oxygen partial pressure.
From an analysis of Figures 3-12, we conclude thatthe theoretical profile for the maximum butadiene yieldat a very low oxygen partial pressure represents thefurthermost boundary within which all scenarios so faridentified lie. Consequently, we believe that Figure 10represents a candidate AR for the system butene-butadiene.
Effect of the Temperature
All of the analyses conducted have been at the datumtemperature of 773 K,4 and consequently our candidateAR shown in Figure 10 is applicable only at thattemperature.
Figure 13 shows the effect of the temperature uponthe butene-butadiene profile.
Examination of Figure 13 shows that an increase ofthe reactor temperature from 773 to 823 K raises themaximum theoretical yield of butadiene from 0.90 to
Figure 10. Profile of butene and butadiene at a very low oxygenpartial pressure and in a very large IMR.
Figure 11. Butadiene residence times at a very low oxygen partialpressure and in a very large IMR.
Figure 12. Profiles of butene and butadiene at different oxygenpartial pressures for an IMR and for a FBR.
1830 Ind. Eng. Chem. Res., Vol. 43, No. 8, 2004
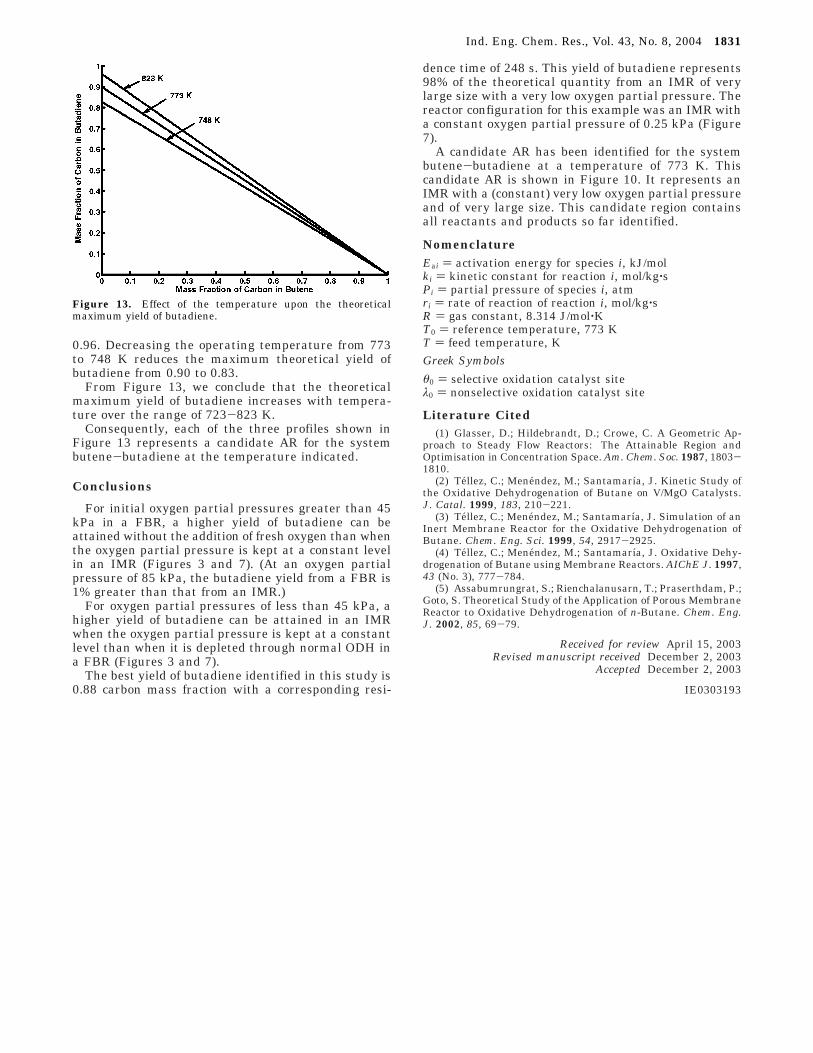
0.96. Decreasing the operating temperature from 773to 748 K reduces the maximum theoretical yield ofbutadiene from 0.90 to 0.83.
From Figure 13, we conclude that the theoreticalmaximum yield of butadiene increases with tempera-ture over the range of 723-823 K.
Consequently, each of the three profiles shown inFigure 13 represents a candidate AR for the systembutene-butadiene at the temperature indicated.
Conclusions
For initial oxygen partial pressures greater than 45kPa in a FBR, a higher yield of butadiene can beattained without the addition of fresh oxygen than whenthe oxygen partial pressure is kept at a constant levelin an IMR (Figures 3 and 7). (At an oxygen partialpressure of 85 kPa, the butadiene yield from a FBR is1% greater than that from an IMR.)
For oxygen partial pressures of less than 45 kPa, ahigher yield of butadiene can be attained in an IMRwhen the oxygen partial pressure is kept at a constantlevel than when it is depleted through normal ODH ina FBR (Figures 3 and 7).
The best yield of butadiene identified in this study is0.88 carbon mass fraction with a corresponding resi-
dence time of 248 s. This yield of butadiene represents98% of the theoretical quantity from an IMR of verylarge size with a very low oxygen partial pressure. Thereactor configuration for this example was an IMR witha constant oxygen partial pressure of 0.25 kPa (Figure7).
A candidate AR has been identified for the systembutene-butadiene at a temperature of 773 K. Thiscandidate AR is shown in Figure 10. It represents anIMR with a (constant) very low oxygen partial pressureand of very large size. This candidate region containsall reactants and products so far identified.
NomenclatureEai ) activation energy for species i, kJ/molki ) kinetic constant for reaction i, mol/kg‚sPi ) partial pressure of species i, atmri ) rate of reaction of reaction i, mol/kg‚sR ) gas constant, 8.314 J/mol‚KT0 ) reference temperature, 773 KT ) feed temperature, KGreek Symbols
θ0 ) selective oxidation catalyst siteλ0 ) nonselective oxidation catalyst site
Literature Cited(1) Glasser, D.; Hildebrandt, D.; Crowe, C. A Geometric Ap-
proach to Steady Flow Reactors: The Attainable Region andOptimisation in Concentration Space. Am. Chem. Soc. 1987, 1803-1810.
(2) Tellez, C.; Menendez, M.; Santamarıa, J. Kinetic Study ofthe Oxidative Dehydrogenation of Butane on V/MgO Catalysts.J. Catal. 1999, 183, 210-221.
(3) Tellez, C.; Menendez, M.; Santamarıa, J. Simulation of anInert Membrane Reactor for the Oxidative Dehydrogenation ofButane. Chem. Eng. Sci. 1999, 54, 2917-2925.
(4) Tellez, C.; Menendez, M.; Santamarıa, J. Oxidative Dehy-drogenation of Butane using Membrane Reactors. AIChE J. 1997,43 (No. 3), 777-784.
(5) Assabumrungrat, S.; Rienchalanusarn, T.; Praserthdam, P.;Goto, S. Theoretical Study of the Application of Porous MembraneReactor to Oxidative Dehydrogenation of n-Butane. Chem. Eng.J. 2002, 85, 69-79.
Received for review April 15, 2003Revised manuscript received December 2, 2003
Accepted December 2, 2003
IE0303193
Figure 13. Effect of the temperature upon the theoreticalmaximum yield of butadiene.
Ind. Eng. Chem. Res., Vol. 43, No. 8, 2004 1831


![Effect of Excess Iron on Oxidative Dehydrogenation of 1-Butene … · 2019-08-24 · catalyst stoichiometry for the oxidative dehydrogenation of n-butane [22]. They showed that by](https://img.pdfslide.us/doc/110x75/5faa538d87db295f1775edaf/effect-of-excess-iron-on-oxidative-dehydrogenation-of-1-butene-2019-08-24-catalyst.jpg)


























