Embed Size (px)
Citation preview
Volume 1 • Number 1 • May 2010
71
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
Introduction
According to the International Monetary Fund the European Union is the largest world exporter and simultaneously the second largest importer. EU be-came the largest world economic block with GDP over $ 12.8 trillion in comparison to the GDP of USA which was about $11.7 trillion.
� e economic signi� cance of intense and sus-tainable production basis in Europe is well supported by the fact that production employed over 28.3% of EU employees and created about 31.8% of European value added during 2007. More than 70% of this value added was produced by six main spheres: automo-biles, electric and optic devices, food, chemistry, ma-terials, semi-� nished goods and mechanical engi-neering [Jovane et al., 2009].
European production sector keeps dominant po-sition in the world international business. In 2004 EU partook of about 18% of the world production, while
APPLICATION OF DIGITAL ENGINERINGAND SIMULATION IN THE DESIGN OF PRODUCTS AND PRODUCTION SYSTEMS
MILAN GREGOR1, ŠTEFAN MEDVECKÝ2
A B S T R A C T
The paper presents the results of research & development done at the University of Žilina, Faculty of Mechanical Engineering in the area of Digital Engineering and simula- on in the design of products and produc on systems. The digital technologies are
used in innova on process of products and produc on systems. The paper describes the concept of Digital Factory being developed at the University of Žilina. Star ng from the conceptual model of a product the whole chain of digital design processes of the given product and its produc on system are described. The digi za on procedure is presented using 3D laser scanning technologies. The paper presents the theore cal research done in metamodelling based on computer simula on and used by the choice of the appropriate shop fl oor control system. The future research goals are presented as well.
K E Y W O R D S
virtual engineering, digital factory, simula on, reverse engineering, inteligent manu-
facturing systems
1. University of Žilina, Ins tute of Compe veness
and Innova ons
2. University of Žilina, Faculty of Mechanical
Engineering
Corresponding author:
Štefan Medvecký
Univerzitná 1 010 26 Žilina, Slovak Republic
tel. +421 41 513-25-01
email: [email protected]
received: 1 March 2010
accepted: 20 April 2010
MPER
pages: 71-84
USA about 12% and Japan about 8%. EU dominates in chosen industrial sectors like: automotive industry, mechanical engineering, agriculture and some areas of telecommunication equipment [Manufuture 2004].
EU economic growth a� er 1990 has been declin-ing behind USA, in spite of the fact that the EU popu-lation is in 50% bigger than that of USA.
Industrial research and development requires completely new approaches for designing and testing new products and production processes. Progressive approaches utilize the most advanced technologies of digitization, rapid prototyping, virtual designing, simulation, etc. � e Virtual Reality can be used in the product development and in the design of production processes, workplaces, production systems, etc. � e utilization of Virtual Reality and simulation by the design and optimisation of production processes and
Volume 1 • Number 1 • May 201072
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
systems is o� en entitled as Digital Factory [Gregor et. al., 2006].
� e Digital Factory technology provides the ways to reduce the amount of necessary time and thus, as well, to reduce the development costs to the level of 60 to 80% of costs required by conventional technolo-gies. Digital Factory currently represents the most progressive paradigm change in both research and industry covering the complex, integrated design of products, production processes and production sys-tems.
Di� erent types of so� ware are linked in PLM so-lutions, which control di� erent parts of the manufac-turing cycle. Computer Aided Design (CAD) systems de� ne what will be produced. Manufacturing Process Management (MPM) de� nes how it is to be built. En-terprise Resources Planning (ERP) answers when and where it is built. Manufacturing Execution System (MES) provides shop � oor control and simultane-ously manufacturing feedback. � e storing of infor-mation digitally aids communication, but also re-moves human error from the design and manufactur-ing process [Dreher, 2007].
� e European Union has launched new project called ManuFuture – the future development of tech-nologies and production systems in Europe. Its main goal is to foster the growth of EU’s competitiveness in production sphere. ManuFuture has published its Strategic Research Agenda (SRA) and ManuFuture – Vision for 2020, which present a vision of the future development of production in Europe [Manufuture, 2004].
New generation production systems are sup-posed to generate the high Value Added. New de-signed, sophisticated and complex production sys-tems, are understood among current European scien-tists as the � nal products, which can be sold similarly as the other products. � ese new concepts are built on the principles of Advanced Industrial Engineer-ing, which uses the Digital Factory concept and digi-tization as a main tool.
Products Innovations
� ere are many approaches used for products in-novation. Starting from the conceptual design through the simulation of products properties (e.g. FEM Analysis) up to the prototyping a plenty of methods which support designing of products exists. Creative thinking methods became very popular dur-ing last years. It is not enough to have theoretical and expert knowledge or to be familiar with new informa-tion technologies as the experience of designers shows. It is important to be able to use creative thing-
ing methods as well. � e methods of creative solution of problems based on contradictions, like “general methodologies”: TRIZ, WOIS, CREAX, DIVA, etc., are very o� en used by the design of new products [Garetti et al., 2007; Turicik, 2009].
Besides conventional methods, new approaches were developed recently, based on the laws of nature, trying to copy behaviour of live organisms (evolution methods, bionics, etc.). � e approaches developed for products design and optimization are integrated into Computer Aided Design (CAD) solutions.
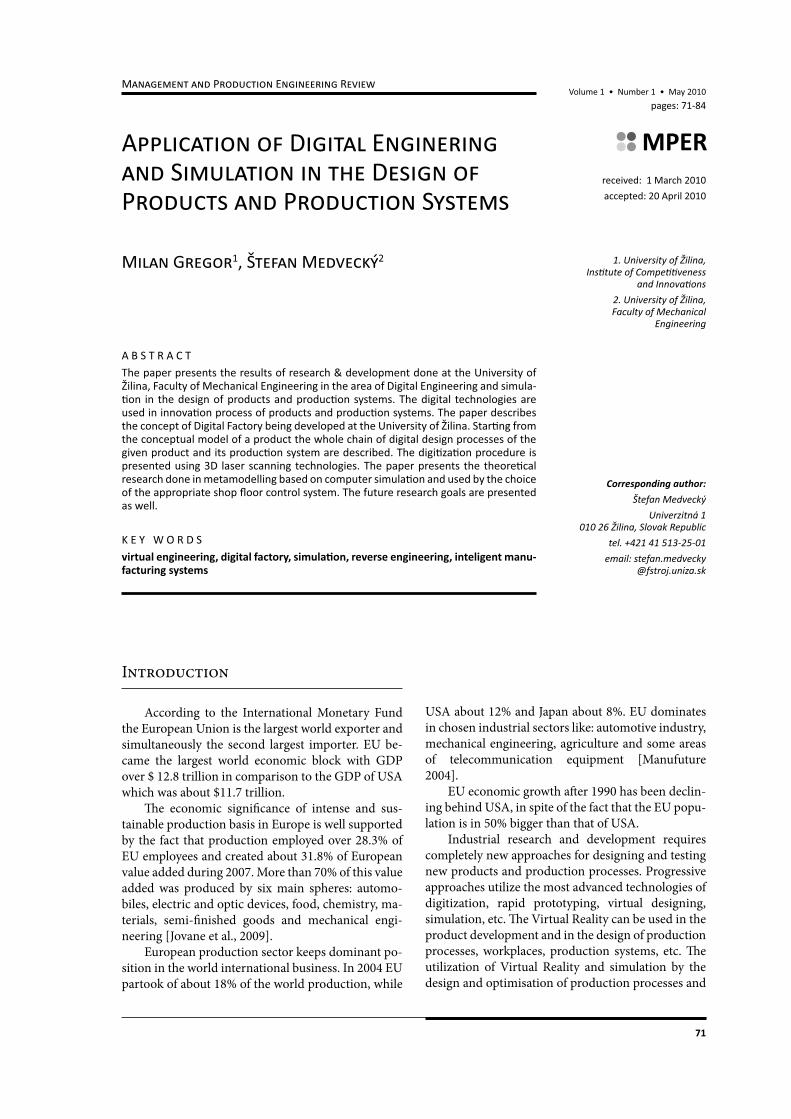
Figure 1 shows the application of the above men-tioned methods by the innovation of chosen product – electrogearbox.
FIGURE 1. INNOVATION OF THE GEARBOX DRIVING LUG
a) Real Electrogearbox; b) Basic solu on (26 components, 13 from them non standardized), gearbox price: 1363,73 €; c) Innova ve solu on (18 components, 4 from the non standardized), gearbox price: 1328,22 €
Source: [Turicik, 2009].
a)
b)
c)

Volume 1 • Number 1 • May 2010 73
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
� e result of the above presented innovation shows that even small change in the product concept can result in interesting potential savings, especially by mass production.
Rapid Prototyping of Products
� e technologies of Rapid Prototyping are appro-priate especially in case when the company has to of-fer a quick response to the customer requirements on innovation [Chlebus 2000]. � e automotive industry requires fast response to customer requirements. � e following example shows the results of long term sci-enti� c co-operation between the University of Žilina and company VW Slovakia [Gregor et al., 2006] in the application of Rapid Prototyping and Vacuum Casting technologies by the development and pro-duction of gear boxes.
FIGURE 2. REAL VWGEARBOXES
Source: � e Authors.
In the DMU model of single parts of gearbox was developed on the basis of clouds of a point’s model. Figure 3 and Figure 4 show the results of design of chosen gearbox parts and the production of proto-types through Fused Deposition Modelling (FDM) method, Selective Laser Sintering Method (SLS) and Vacuum Casting technologies. � is research was con-ducted in co-operation with the Technical University of Wroclaw (prof. E. Chlebus).
� e DMU model (DMU – Digital Mock Up) of given gearbox was created by Reverse Engineering technologies (Minolta 3D Laser Scanner VI 900). Fig-ure 2 shows the real VW Gearbox and its scanned clouds of point’s model [Gregor et al., 2006].
FIGURE 3.DEVELOPMENT OF THE PROTOTYPE
Source: [Gregor et al., 2005].
First Design
STL Model
FDM Prototype

Volume 1 • Number 1 • May 201074
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
FIGURE 4.REAL SLS PROTOTYPE AND AFTER VACUUM CASTING
Source: [Gregor et al., 2005].
Rapid Prototyping
of Production System
� e University of Zilina has conducted several research studies in industry focused on Digital Fac-tory solutions. � e DMU model of a real gearbox was developed using Reverse Engineering technology (3D laser scanning), in the framework of co-operation with VW Slovakia (Figure 5).
Based on the Gearbox DMU and a real assembly system a set of DMUs of VW production workplaces and transportation equipments was developed (Fig-ure 6).
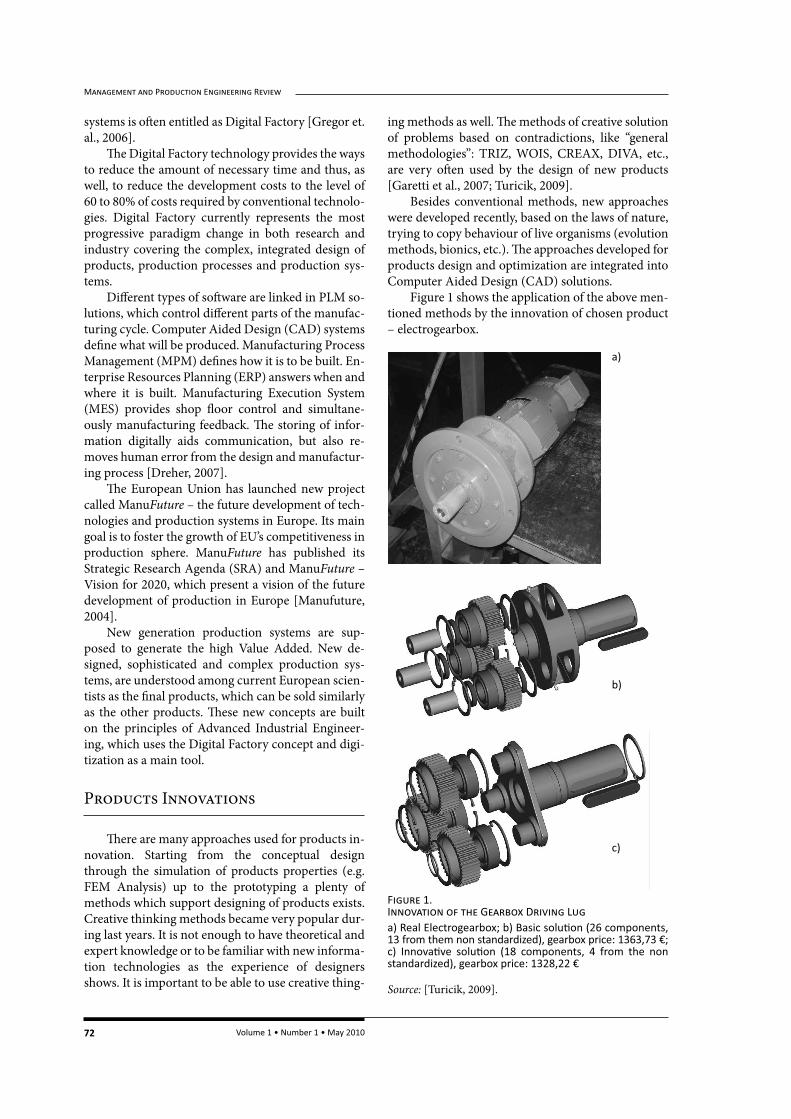
� e design of workplaces was especially checked by ergonomics analysis whereas manikin concept of Delmia V5 Human was used. � e static virtual model of a given gearbox assembly line was developed through integration of individual DMUs into manu-facturing system scene. � e dynamics of the real as-sembly system was checked in the 3D simulation en-vironment Quest, as it is shown in � gure 7. � e set of simulation experiments was conducted with the de-veloped simulation model which showed bottlenecks stations and the possibilities for performance im-provement of gearbox assembly line.
FIGURE 5.REAL VERSUS VIRTUAL VWGEARBOX
Source: � e Authors.
FIGURE 6. DMUS OF ASSEMBLY WORKPLACES
Source: � e Authors.
Volume 1 • Number 1 • May 2010 75
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
FIGURE 7. STATIC DIGITAL MODEL AND 3D SIMULATION MODELOF ASSEMBLY LINE
Source: � e Authors.
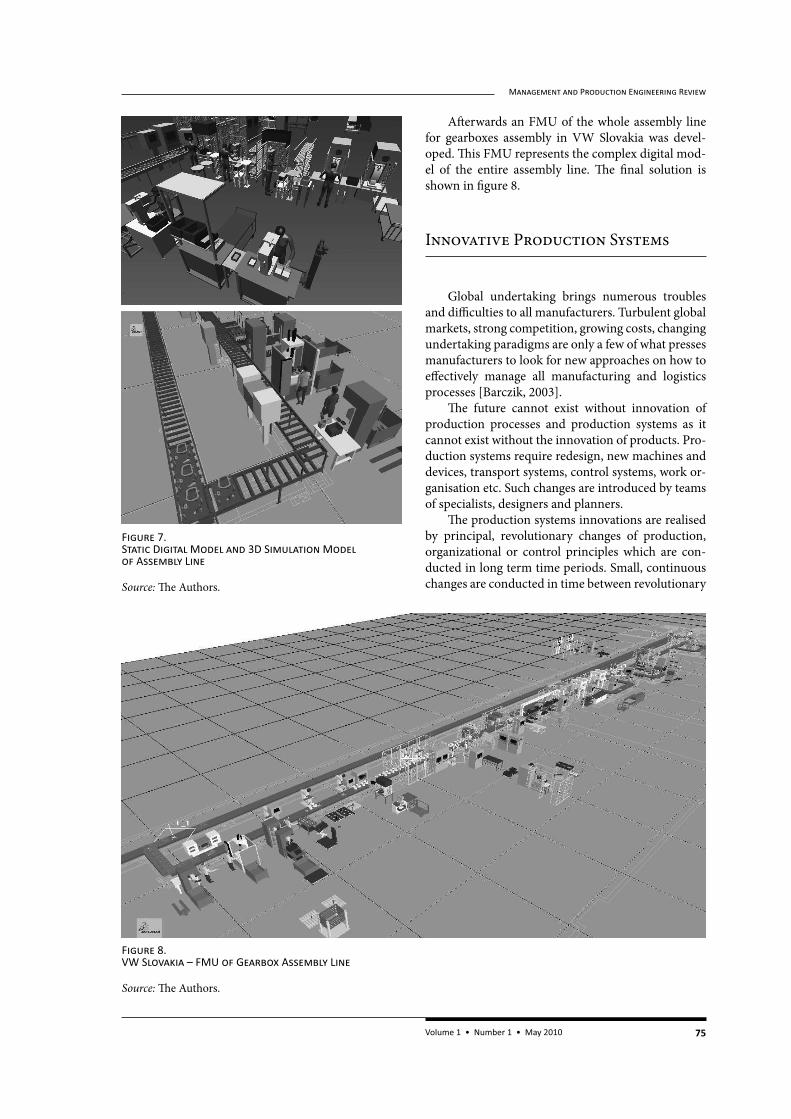
FIGURE 8. VW SLOVAKIA – FMU OF GEARBOX ASSEMBLY LINE
Source: � e Authors.
A� erwards an FMU of the whole assembly line for gearboxes assembly in VW Slovakia was devel-oped. � is FMU represents the complex digital mod-el of the entire assembly line. � e � nal solution is shown in � gure 8.
Innovative Production Systems
Global undertaking brings numerous troubles and di� culties to all manufacturers. Turbulent global markets, strong competition, growing costs, changing undertaking paradigms are only a few of what presses manufacturers to look for new approaches on how to e� ectively manage all manufacturing and logistics processes [Barczik, 2003].
� e future cannot exist without innovation of production processes and production systems as it cannot exist without the innovation of products. Pro-duction systems require redesign, new machines and devices, transport systems, control systems, work or-ganisation etc. Such changes are introduced by teams of specialists, designers and planners.
� e production systems innovations are realised by principal, revolutionary changes of production, organizational or control principles which are con-ducted in long term time periods. Small, continuous changes are conducted in time between revolutionary
Volume 1 • Number 1 • May 201076
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
changes, sometimes signed as evolution changes. � ey are realised in a short term time periods, practi-cally by any change of production systems or even production line or mix. � ese changes are compara-ble to known Kaizen, continuous process improve-ment.
� e results of recent year´s research conducted in the framework of international Intelligent Manufac-turing Systems (IMS) research program showed that the future for manufacturing lies with new forms of manufacturing strategies. � e global networks of self-organizing and autonomous units will create basis for new production concepts [IMS, 2005; Montorio and Taisch, 2007a; Montorio and Taisch, 2007b].
Intelligent Manufacturing Systems (IMS) repre-sent the future of manufacturing. � e main target of IMS is to increase manufacturing competitiveness, � exibility and productivity.
Recently conducted research and development on this area is focused mainly on new directions in development of intelligent machine tools, intelligent tools and jigs, intelligent transportation system, intel-ligent control system, etc. � e research is underlined with the utilization of Arti� cial Intelligence technolo-gies like: Arti� cial Neural Networks, Fuzzy Logic, Ex-pert systems, Genetic Algorithms, Automatic Speech Recognition (ASR), control of manufacturing proc-esses through voice control, pattern recognition, etc.
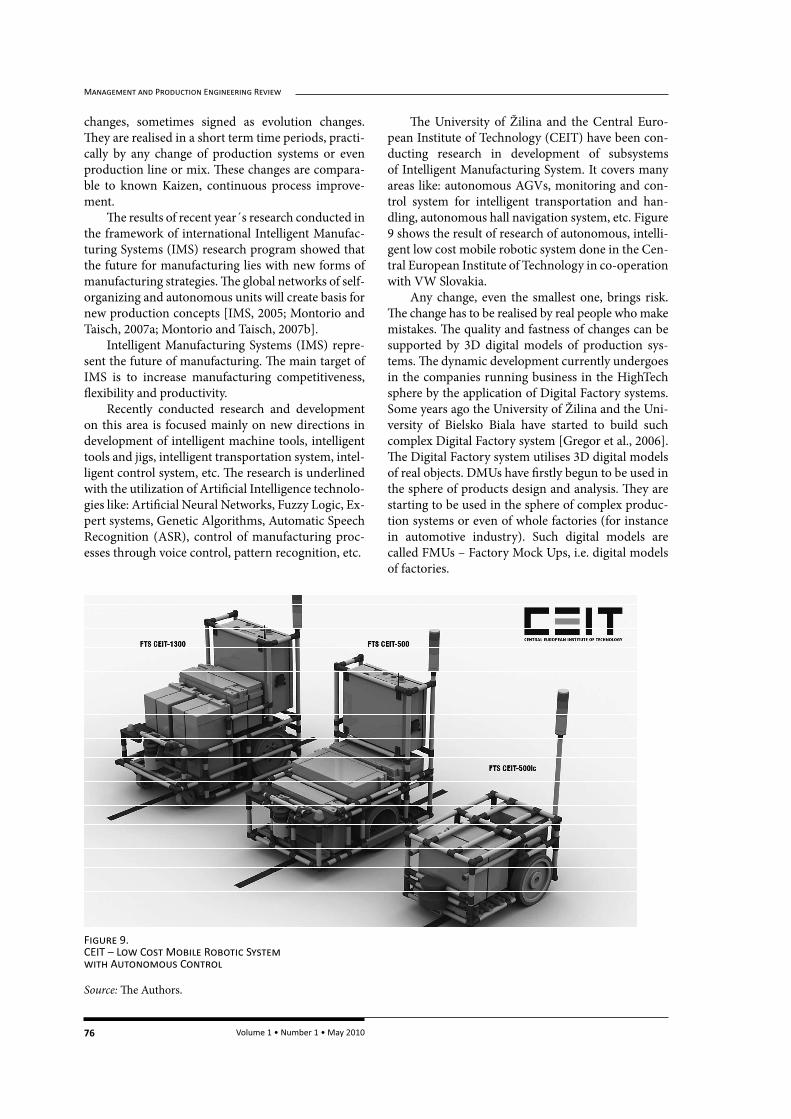
FIGURE 9. CEIT – LOW COST MOBILE ROBOTIC SYSTEM WITH AUTONOMOUS CONTROL
Source: � e Authors.
� e University of Žilina and the Central Euro-pean Institute of Technology (CEIT) have been con-ducting research in development of subsystems of Intelligent Manufacturing System. It covers many areas like: autonomous AGVs, monitoring and con-trol system for intelligent transportation and han-dling, autonomous hall navigation system, etc. Figure 9 shows the result of research of autonomous, intelli-gent low cost mobile robotic system done in the Cen-tral European Institute of Technology in co-operation with VW Slovakia.
Any change, even the smallest one, brings risk. � e change has to be realised by real people who make mistakes. � e quality and fastness of changes can be supported by 3D digital models of production sys-tems. � e dynamic development currently undergoes in the companies running business in the HighTech sphere by the application of Digital Factory systems. Some years ago the University of Žilina and the Uni-versity of Bielsko Biala have started to build such complex Digital Factory system [Gregor et al., 2006]. � e Digital Factory system utilises 3D digital models of real objects. DMUs have � rstly begun to be used in the sphere of products design and analysis. � ey are starting to be used in the sphere of complex produc-tion systems or even of whole factories (for instance in automotive industry). Such digital models are called FMUs – Factory Mock Ups, i.e. digital models of factories.

Volume 1 • Number 1 • May 2010 77
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
Digital Factory
Digital Factory entitles virtual picture of a real production. It represents the environment integrated by computer and information technologies, in which the reality is replaced by virtual computer models. Such virtual solutions enable to verify all con� ict situ-ations before real implementation and to design opti-mised solutions.
Digital Factory supports planning, analysis, sim-ulation and optimisation of complex products pro-duction and simultaneously creates conditions and requires team work. Such solution enables quick feed-back among designers, technologists, production sys-tems designers and planners. Digital Factory repre-sents integration chain between CAD systems and ERP solutions.
Digital Factory principle is based on three parts [Gregor et al., 2006]:• digital product, with its static and dynamic prop-
erties,• digital production planning,• digital production, with the possibility of utilisa-
tion of planning data for enterprise processes e� ectiveness growth.Global markets require short time to sell, high
quality products with the lowest possible price. Dig-ital Factory seems to be a good approach for solution of the above introduced requirements.
How to become Digital?
Mainly classical approaches are being used for digitalisation and geometric analyses of the existing production systems. Information about the real state of the production system is, in case of complex pro-duction systems, obtained using the measuring tape, or laser measurers. Using such approach makes digi-talisation of the whole enterprise extremely time-de-manding and expensive. It is also a potential source of waste, inaccuracies and errors.
It is much faster, much more e� ective and quali-tatively better to create the 3D models of the existing production systems using the 3D laser scanners. � ese make possible to transform the existing, real 3D word, into its exact 3D digital copy which cor-rectly reproduces the exact geometry of the recorded space and can simply be used for any computer analy-ses, in a matter of a few moments [Westkaemper, 2001].
� us obtained 3D digital model (so-called mas-ter model) can be used in all designer professions; it can be used by analysts as well as by the factory’s
management. Using the internet it is possible to share such model from anywhere worldwide. Its accessibil-ity makes it easier to eliminate errors. Designers from all over the world can simultaneously work on new projects without any need to travel on to the spot and manually do all the measurements required before they start to design.
Extensive research is currently underway, all over the world, in the sphere of utilising the digital meth-ods for digitization, modelling, analysing, simulation, recording and presenting of real objects [Furmann, 2007; Gregor et al., 2008; Gregor and Matuszek, 2005; Hromada, 2005; Košturiak and Gregor, 1995; Škorík, 2009].
� e sphere of creating, modelling and storing 3D digitalised virtual models of real objects is one of the most signi� cant spheres, which are able to radically in� uence the e� ectiveness of producers. Research and development in this High-Tech sphere is techni-cally and � nancially demanding. � e most signi� cant automotive and electronics companies are well aware of the constant need to innovate their products, which is why they release a new model every 2-3 months. Innovation can only be successful if it is swi� ly put on the market. To ful� l the requirement to shorten the whole production cycle of a product from its design to delivering it to the customer keeping the costs as low as possible is the most important prerequisite of success of every enterprise. � e launch of a new prod-uct is always connected with the initial chaos, which increases the realisation costs behindhand.
� e system for the creation of 3D production lay-outs and the generation of DMUs of production halls or FMUs is what Digital Factory solutions miss today. It is principally possible to design the DMU of pro-duction halls and production layouts using the direct CAD system approach. Such solution is convenient when designing new production systems. However, the more frequent case is that the production halls do already exist. � at is the reason why it is o� en more e� ective to create production hall DMU using the Re-verse Engineering technologies (e.g. 3D laser scan-ning.).
Reverse Engineering is the step needed to take to be able to achieve high e� ciency and accuracy of dig-itization, not only considering the existing equip-ment, but also when the production layout themselves come into question. It opens up new opportunities to realize virtual designing. Creation of 3D-DMU of large objects using the 3D scanning is, at the moment, the joining link between virtual reality and real virtu-ality.
Figure 10 shows the new approach to digitizing of real production halls and large objects.

Volume 1 • Number 1 • May 201078
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
Production hall
preparation
for scanning
(reference points,
tachymetry, etc.)
3D laser
scanning
Faro Record
Processing
of scans
In Faro Scene
Points Cloud transfer
Into CAD system
(CATIA, HLS
Micro Station, etc.)
Modelling -
3D model
Navigation,
measurement,
analysis,
understanding
Referencnágula
Pevný bod
2D scan
of a reference
area
PPR – Product – Process- Resource
PrototypesCatalyst
MagicMagics
System-
analysisMSC Produkte
Ansys
Adams
FEMFAT
DesignCATIA
ProEngineer
Inventor
Production Planning
- and Control
Design of Manufactuirng
Systems
TrainingCATIA, Inventor
Arena, Tempo
Conceptual
Model
Production
Process,
Quality
Production
and Assembly
Industry
CEIT
CEIT
CEIT
CEIT
CEIT
Digital Factory
DELMIA ...
D E L M I A
© CEIT, 2008
FIGURE 10. DIGITIZING OF PRODUCTION HALLS TROUGH 3D LASER SCANNING
Source: Authors elaboration.
FIGURE 11. DIGITAL FACTORY CONCEPT
Source: [Gregor et al., 2006].

Volume 1 • Number 1 • May 2010 79
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
Digital Factory in Research
� e University of Žilina and the University of Biel-sko Biala are among the universities using so� ware so-lutions for Digital Factory in education and research [Gregor et al., 2006]. Booth Universities in co-opera-tion with the Central European Institute of Technology (CEIT) started to build their own Digital Factory con-cept, whose structure is shown in � gure 11.
� e above introduced concept increases the bor-ders of current Digital Factory solutions. It endeav-ours to integrate activities conducted by designers, technologists, designers of manufacturing systems, planners, etc. It simultaneously tries to increase the o� er of individual existing modules. � e concept de-sign goes from theoretical studies as well as practical experience gained in industry (VW Slovakia, Whirl-pool Slovakia, � yssen Krupp – PSL, Power Train, Farmet, etc.).
Current research focuses on development of such Digital Factory environment which will enable to de-velop o� line the entire Digital Factory model (e.g. FMU). A� er validation, such FMU will be on-line transferred to the real factory and used for its man-agement and control.
Model
Machines
Model
Processes
Digital Factory – Development area
ERP
MES
Real Factory
Model
Transport
Model
Control
Digital Factory Model
Area
Location
Business Unit
Line
Cell
Station
Counter
Digital Factorymodel
has to integrate buildings,
people, technologies,
transport, control,
energies and energy
system, maintenance, etc.
FIGURE 12. PRINCIPLE OF DIGITAL FACTORY CONCEPT IMPLEMENTATION
Source: Authors elaboration.
Digital Factory supports
the choice of an appropriate
shop floor control strategy
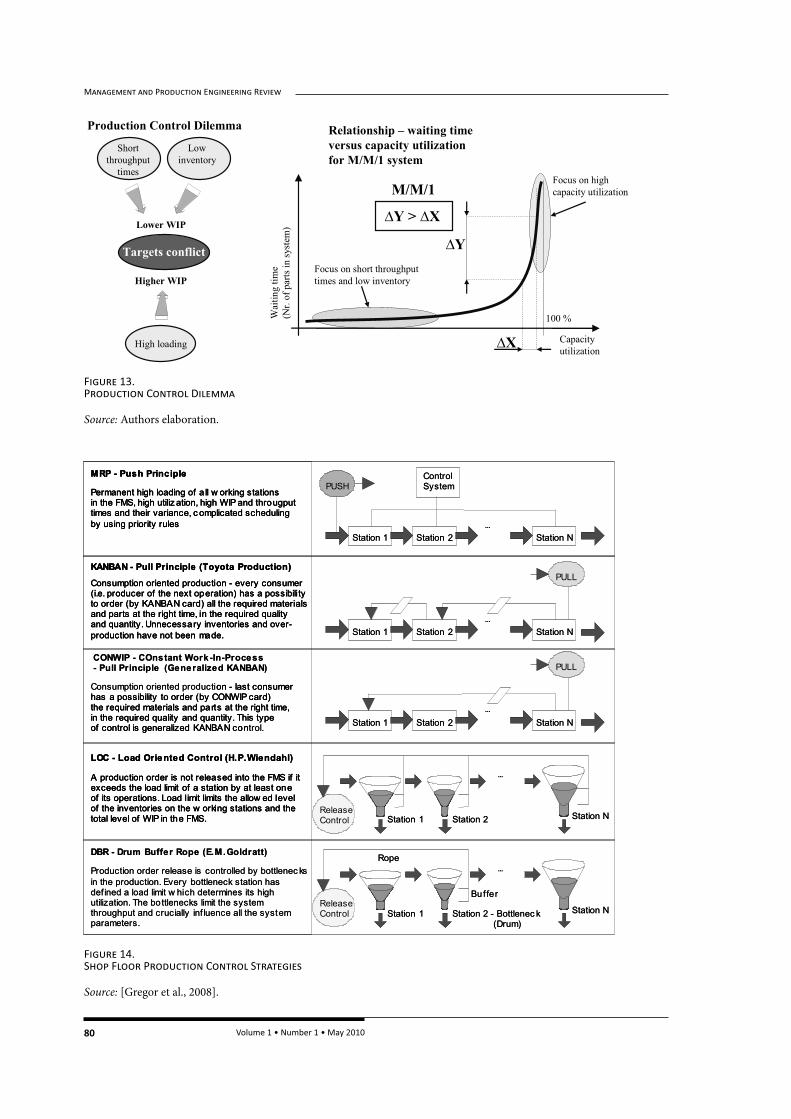
� e production managers can operate produc-tion system either by low throughput times and in-ventories or by high utilization of capacities. � ose control strategies are mutual exclusive [Acél, 1993]. Figure 13 shows the so called „Production Control Dilemma“.
� ere exist a plenty of production control strate-gies focused on the production control dilemma so-lution. Among them, the most known are [Košturiak and Gregor, 1995]: Material Requirements Planning (MRP), Load Oriented Control (LOC), Drum Bu� er Rope (DBR), Constant Work In Process (CONWIP), KANBAN and Input/Output Control. Figure 14 de-scribes the basic principles of the chosen shop � oor production control strategies.
Volume 1 • Number 1 • May 201080
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
FIGURE 13. PRODUCTION CONTROL DILEMMA
Source: Authors elaboration.
FIGURE 14. SHOP FLOOR PRODUCTION CONTROL STRATEGIES
Source: [Gregor et al., 2008].
Production Control Dilemma
Short
throughput
times
Low
inventory
Lower WIP
Targets conflict
Higher WIP
High loading X
Y
M/M/1
Y > X
Capacity
utilization
100 %Wai
tin
g t
ime
(Nr.
of
par
ts i
n s
yst
em)
Relationship – waiting time
versus capacity utilization
for M/M/1 system
Focus on short throughput
times and low inventory
Focus on high
capacity utilization
MRP - Push Principle
KANBAN - Pull Principle (Toyota Production)
Permanent high loading of a ll w orking stationsin the FMS, high utiliz ation, high WIP and througputtimes and their variance, c omplicated scheduling
by using priority rules
Consumption oriented production - every consumer(i.e. producer of the next operation) has a possibilityto order (by KANBAN card) all the required materialsand parts at the right time, in the required qualityand quantity. Unnecessary inventories and over-
production have not been made.
LOC - Load Oriented Control (H.P.Wiendahl)
A production order is not released into the FMS if itexceeds the load limit of a station by at least oneof its operations. Load limit limits the allow ed levelof the inventories on the w orking stations and thetotal level of WIP in the FMS.
DBR - Drum Buffer Rope (E.M.Goldratt)
Production order release is controlled by bottlenec ks
in the production. Every bottleneck station hasdefined a load limit w hich determines its highutilization. The bottlenecks limit the systemthroughput and crucially inf luence all the systemparameters.
Station 1 Station 2 Station N
ControlSystemPUSH
Station 1 Station 2 Station N
PULL
...
...
Station 1 Station 2 Station N
...
ReleaseControl
Station 1 Station 2 - Bottlenec k(Drum)
Station N
...
ReleaseControl
Rope
Buffer
CONWIP - COnstant Work-In-Process- Pull Principle (Generalized KANBAN)
Consumption oriented production - last consumerhas a possibility to order (by CONWIP card)the required materials and parts at the right time,in the required quality and quantity. This typeof control is generalized KANBAN control.
Station 1 Station 2 Station N
PULL
...
MRP - Push Principle
KANBAN - Pull Principle (Toyota Production)
Permanent high loading of a ll w orking stationsin the FMS, high utiliz ation, high WIP and througputtimes and their variance, c omplicated s
MRP - Push Principle
KANBAN - Pull Principle (Toyota Production)
Permanent high loading of a ll w orking stationsin the FMS, high utiliz ation, high WIP and througputtimes and their variance, c omplicated scheduling
by using priority rules
Consumption oriented production - every consumer(i.e. producer of the next operation) has a possibilityto order (by KANBAN card) all the required materialsand parts a
cheduling
by using priority rules
Consumption oriented production - every consumer(i.e. producer of the next operation) has a possibilityto order (by KANBAN card) all the required materialsand parts at the right time, in the required qualityand quantity. Unnecessary inventories and over-
production have not been made.
LOC - Load Oriented Control (H.P.Wiendahl)
A production order is not released into
t the right time, in the required qualityand quantity. Unnecessary inventories and over-
production have not been made.
LOC - Load Oriented Control (H.P.Wiendahl)
A production order is not released into the FMS if itexceeds the load limit of a station by at least oneof its operations. Load limit limits the allow ed levelof the inventories on the w orking stations and thetotal level of WIP in the FMS.
the FMS if itexceeds the load limit of a station by at least oneof its operations. Load limit limits the allow ed levelof the inventories on the w orking stations and thetotal level of WIP in the FMS.
DBR - Drum Buffer Rope (E.M.Goldratt)
Production order release is controlled by bottlenec ks
in the production. Every bottleneck station hasdefined a load limit w hich determines its highutilization. The bottlenecks limit the systemthroughput and crucially inf luence all the systemparameters.
Station 1 Station 2 Station N
ControlSystemPUSH
Station 1 Station 2 Station N
PULL
...
...
Station 1 Station 2 Station N
...
ReleaseControl
Station 1 Station 2 - Bottlenec k(Drum)
Station N
...
ReleaseControl
Rope
Buffer
CONWIP - COnstant Work-In-Process- Pull Principle (Generalized KANBAN)
Consumption oriented production - last consumerhas a possibility to order (by CONWIP card)the required materials and parts at the right time,in the required quality and quantity. This typeof control is generalized KANBAN con
on - last consumerhas a possibility to order (by CONWIP card)the required materials and parts at the right time,in the required quality and quantity. This typeof control is generalized KANBAN control.
Station 1 Station 2 Station N
PULL
...

Volume 1 • Number 1 • May 2010 81
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
Many researchers did research on the area of pull control sytems [Sarker and Fitzsimmons, 1989; Wang and Xu, 1997; Košturiak and Gregor, 1995; Wu et al., 1994; Yavuz and Satir, 1995].
� e Digital Factory o� ers the simulation and vir-tual reality, in general, as the support tools for the analysis of complex systems. � e authors developed and validated the procedure for the choice of an ap-propriate shop � oor control strategy for a given pro-duction system con� guration. � is procedure was than applied in a decision making process by the choice of an appropriate production control strategy in industry. Further on, the authors have used meta-modelling to simplify the chosen control of the given production system.
FIGURE15.METAMODELLING PRINCIPLES AND STEPSOF METAMODEL DEVELOPMENT
Source: [Gregor et al., 2008].
Modelling and simulation have became the deci-sive analytical tool of the 21. Century. Modelling of large systems such as hierarchical models of entire enterprises requires high computing power which is multiplied by the utilisation of 3D animation with virtual reality features. Simulation is a time consum-ing technique. � e possibility to replace very compli-cated and complex simulation models by validated metamodells exists and it would fasten the decision making process in industry. Metamodelling o� ers practical approach to the statistical summarisation of simulation results. It enables a given extrapolations in
REAL SYSTEM
SIMULATON MODEL
META-MODEL
Y=f(X1,X2, X3, ..., Xn)
Problem defintion
STEPS TO METAMODEL
DEVELOPMENT
The framework of input
variable definition
The design of experiments
plan
Simulation model building
and validation
Development of
the meta-model
Meta-model validity
testing
METAMODELY = f (X , X , ... ,X )+1 3 1 2 m ε
SIMULATION MODELY = f (X , X , ... ,X , )1 2 1 2 r ν
REAL SYSTEMY = f (X , X , ... ,X )1 1 1 2 s
Y
X
X
X
X
X
X
X
X
X
Y
Y
1
1
1
1
2
2
2
s
r
m
1
1
the framework of simulated conditions borders and the fast approximate manufacturing systems control. � e principle of metamodelling is similar to the hier-archical modelling. Figure 15 shows the proposed procedure for the design and validation of meta-models.
� e below described manufacturing system meta modell was developed, to be able to achieve a short response in forecasting of manufacturing sys-tem behaviour under a given control strategy. Simula-tion was used for testing the responses of the produc-tion system to the proposed changes of chosen con-trol factors. � e set of possible control strategies (KANBAN, CONWIP, DBR, LOC and MRP) was tested with using of the proposed metamodell.
Following part, taken from a comprehensive the-oretic and applied study conducted in Slovak indus-try, contains chosen results for CONWIP control strategy.
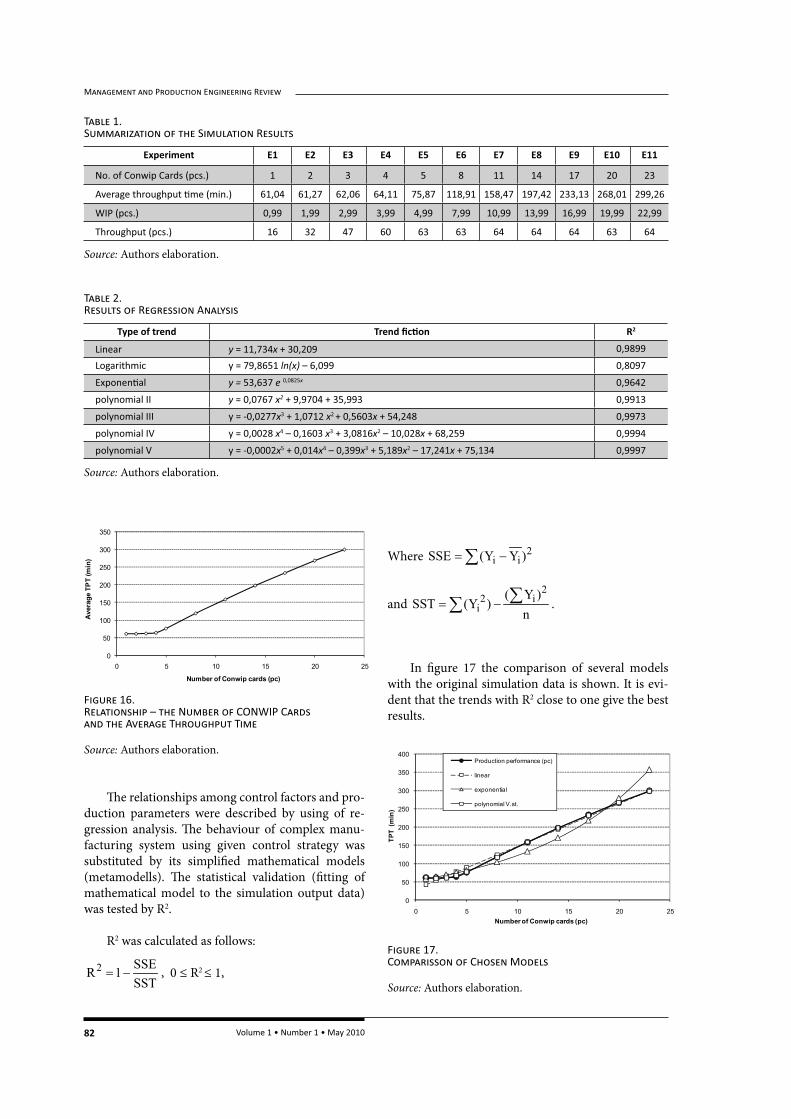
� e number of CONWIP cards directly deter-mines the level of work-in-process (WIP) inventories in the system and so in� uences the average through-put time (TPT) of production orders and the total throughput of the production system as well. � e mathematical relationships and their graphical pres-entation are shown in table 1, table 2 and � gure 16, respectively.
Volume 1 • Number 1 • May 201082
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
TABLE 1. SUMMARIZATION OF THE SIMULATION RESULTS
Experiment E1 E2 E3 E4 E5 E6 E7 E8 E9 E10 E11
No. of Conwip Cards (pcs.) 1 2 3 4 5 8 11 14 17 20 23
Average throughput me (min.) 61,04 61,27 62,06 64,11 75,87 118,91 158,47 197,42 233,13 268,01 299,26
WIP (pcs.) 0,99 1,99 2,99 3,99 4,99 7,99 10,99 13,99 16,99 19,99 22,99
Throughput (pcs.) 16 32 47 60 63 63 64 64 64 63 64
Source: Authors elaboration.
TABLE 2. RESULTS OF REGRESSION ANALYSIS
Type of trend Trend fi c on R2
Linear y = 11,734x + 30,209 0,9899
Logarithmic y = 79,8651 ln(x) – 6,099 0,8097
Exponen al y = 53,637 e 0,0825x 0,9642
polynomial II y = 0,0767 x2 + 9,9704 + 35,993 0,9913
polynomial III y = -0,0277x3 + 1,0712 x2 + 0,5603x + 54,248 0,9973
polynomial IV y = 0,0028 x4 – 0,1603 x3 + 3,0816x2 – 10,028x + 68,259 0,9994
polynomial V y = -0,0002x5 + 0,014x4 – 0,399x3 + 5,189x2 – 17,241x + 75,134 0,9997
Source: Authors elaboration.
FIGURE 16. RELATIONSHIP – THE NUMBER OF CONWIP CARDSAND THE AVERAGE THROUGHPUT TIME
Source: Authors elaboration.
� e relationships among control factors and pro-duction parameters were described by using of re-gression analysis. � e behaviour of complex manu-facturing system using given control strategy was substituted by its simpli� ed mathematical models (metamodells). � e statistical validation (� tting of mathematical model to the simulation output data) was tested by R2.
R2 was calculated as follows:
SST
SSE1R2 , 0 ≤ R2 ≤ 1,
0
50
100
150
200
250
300
350
0 5 10 15 20 25
Avera
ge T
PT
(m
in)
Number of Conwip cards (pc)
0
50
100
150
200
250
300
350
400
0 5 10 15 20 25
TP
T (
min
)
Number of Conwip cards (pc)
Production performance (pc)
linear
exponential
polynomial V.st.
Where 2ii )YY(SSE
and n
)Y()Y(SST
2i2
i .
In � gure 17 the comparison of several models with the original simulation data is shown. It is evi-dent that the trends with R2 close to one give the best results.
FIGURE 17. COMPARISSON OF CHOSEN MODELS
Source: Authors elaboration.
Volume 1 • Number 1 • May 2010 83
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
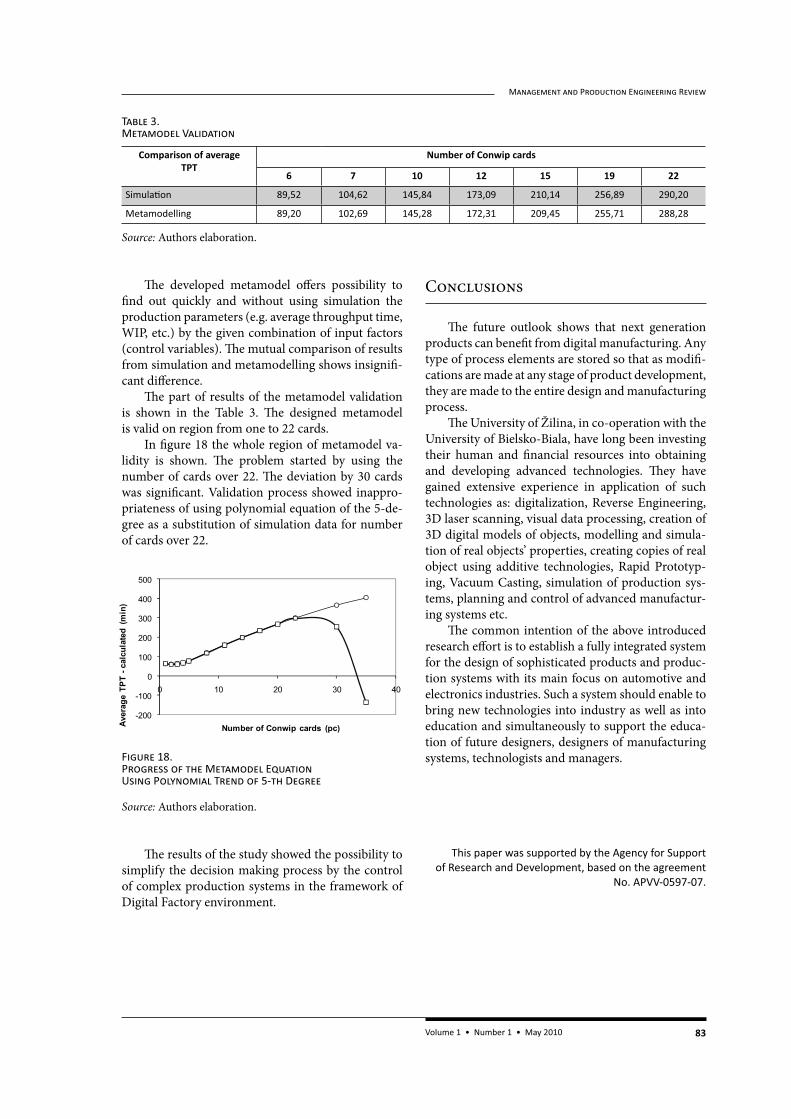
TABLE 3. METAMODEL VALIDATION
Comparison of average
TPT
Number of Conwip cards
6 7 10 12 15 19 22
Simula on 89,52 104,62 145,84 173,09 210,14 256,89 290,20
Metamodelling 89,20 102,69 145,28 172,31 209,45 255,71 288,28
Source: Authors elaboration.
� e developed metamodel o� ers possibility to � nd out quickly and without using simulation the production parameters (e.g. average throughput time, WIP, etc.) by the given combination of input factors (control variables). � e mutual comparison of results from simulation and metamodelling shows insigni� -cant di� erence.
� e part of results of the metamodel validation is shown in the Table 3. � e designed metamodel is valid on region from one to 22 cards.
In � gure 18 the whole region of metamodel va-lidity is shown. � e problem started by using the number of cards over 22. � e deviation by 30 cards was signi� cant. Validation process showed inappro-priateness of using polynomial equation of the 5-de-gree as a substitution of simulation data for number of cards over 22.
-200
-100
0
100
200
300
400
500
0 10 20 30 40
Avera
ge T
PT
-calc
ula
ted
(m
in)
Number of Conwip cards (pc)
Conclusions
� e future outlook shows that next generation products can bene� t from digital manufacturing. Any type of process elements are stored so that as modi� -cations are made at any stage of product development, they are made to the entire design and manufacturing process.
� e University of Žilina, in co-operation with the University of Bielsko-Biala, have long been investing their human and � nancial resources into obtaining and developing advanced technologies. � ey have gained extensive experience in application of such technologies as: digitalization, Reverse Engineering, 3D laser scanning, visual data processing, creation of 3D digital models of objects, modelling and simula-tion of real objects’ properties, creating copies of real object using additive technologies, Rapid Prototyp-ing, Vacuum Casting, simulation of production sys-tems, planning and control of advanced manufactur-ing systems etc.
� e common intention of the above introduced research e� ort is to establish a fully integrated system for the design of sophisticated products and produc-tion systems with its main focus on automotive and electronics industries. Such a system should enable to bring new technologies into industry as well as into education and simultaneously to support the educa-tion of future designers, designers of manufacturing systems, technologists and managers.
This paper was supported by the Agency for Supportof Research and Development, based on the agreement
No. APVV-0597-07.
FIGURE 18. PROGRESS OF THE METAMODEL EQUATIONUSING POLYNOMIAL TREND OF 5-TH DEGREE
Source: Authors elaboration.
� e results of the study showed the possibility to simplify the decision making process by the control of complex production systems in the framework of Digital Factory environment.

Volume 1 • Number 1 • May 201084
MANAGEMENT AND PRODUCTION ENGINEERING REVIEW
References
Acél P., Gregor M., Hrdliczka V. (1993). Simulation in der Produktion. BWI-ETH Zürich, 300 pp.
Barczik R. (2003). Distribution Logistics. University of Bielsko-Biala.
Coze Y. (2009). At all: Virtual Concept – Real Pro� t with Digital Manufacturing and Simulation. Dassault Sys-temes and Sogeti, 168 pp. (ISBN 978-90-75414-25-7).
Dreher C. (2007). Manufacturing Visions: A Holistic View of the Trends for European Manufacturing. In.: Ad-vanced Manufacturing. An ICT and Systems Per-spective. Taylor & Francis, London, pp. 23-33, ISBN 978-0-415-42912-2.
Furmann R. (2007). � e proposal of an algorithm for layout design in virtual environment. Dissertation � essis. University of Žilina, Mechanical Engineering Facul-ty, pp.135.
Garetti M., Macchi M., Terzi S. (2007). Product Lifecycle Management: State-of-the-art, Trends and Chaleng-es. In.: Advanced Manufacturing. An ICT and Sys-tems Perspective. Taylor & Francis, London, 2007, pp. 37-49, ISBN 978-0-415-42912-2.
Gregor M., Hromada J., Matuszek J. (2008). Digital Factory supported by simulation and metamodelling. Ap-plied Computer Science – Performance evaluation models of manufacturing systems. Editors: Banaszak Z., Matuszek J., Vol. 4, No. 2, pp. 63-74.
Gregor M., Matuszek J. (2005). Simulation in Factory Opti-misation. Applied Comput Science and Production Management, Vol. 1,No. 1, pp. 61-74.
Gregor M., Medvecký Š., Mičieta B., Matuszek J., Hrčeková A. (2006). Digital Factory. SLCP Žilina, 2006, 148 pp. (in Slovak).
Hromada J. (2005). Manufacturing Systems Simulation. PhD. � esis, University of Žilina, 135 pp.
Chlebus E. (2000). Techniki komputerowe Cax w inžynierii produkcji. Wydawnictwa Naukowo-Techniczne, Warszawa.
Intelligent Manufacturing Systems (2005). Impact Report – History and Achievements of Phase 1. Retrived from http://www.ims.org.
Jovane F., Westkamper E., Williams D. (2009). � e Manu-Future Road. Towards Competitive and Sustainable High-Adding-Value manufacturing. Springer Verlag Berlin, 260 pp.
Košturiak J., Gregor M. (1995). Simulation von Produk-tionssystemen. Springer Verlag, Wien, 190 pp.
Manufuture – a vision for 2020. Assuring the Future of Manufacturing in Europe. Report of the High Level Group, DG Research, European Commission, Brus-sels, November 2004.
Montorio M., Taisch M. (2007a). � e Future Of Manufac-turing: Survey of international technology foresight initiatives. In.:Advanced Manufacturing. An ICT and Systems Perspective. Taylor & Francis, London, pp. 3-12.
Montorio M., Taisch M. (2007b). � e IMS-NoE Delphi Survey Of ICT In Manufactuirng. In.:Advanced Manufacturing. An ICT and Systems Perspective. Taylor & Francis, London, pp. 13-22.
Sarker B.R., Fitzsimmons J.A. (1989). � e performance of push and pull systems: a simulation and comparative study. International Journal of Production Research, Vol. 27, No.10, pp. 1715-1731.
Škorík,P. et al. (2009). Arti� cial Intelligence Tools in Simu-lation and Optimization of Production Systems. Ap-plied Computer Science – Implementation of Infor-mation Systems in Enterprises. Editors: Banaszak Z., Gregor M., Matuszek J., Vol. 5, No. 2, pp. 42-57.
Turicik I. (2009). Optimization of design of the Mechanical Engineering product from the point of view of its bene� cial properties and production costs. Disserta-tion, University of Žilina, Faculty of Mechaniacal En-gineering, Žilina, 139 pp. (in Slovak).
Wang D., Xu Ch. (1997). Hybrid push/pull production con-trol strategy simulation and its application. Produc-tion Planning and Control, Vol. 8, No. 2, pp. 142-151.
Westkaemper E., Bischo� J., Von Briel R., Duerr M. (2001). Factory Digitalizing – An adapted approach to a dig-ital factory planning in existing factories and build-ings, Werkstattstechnik, 91.
Wu S.Y., Morris J.S., Gordon T.M. (1994). A Simulation Analysis of the E� ectiveness of Drum-Bu� er-Rope Scheduling in Furniture Manufacturing. Computers Industrial Engineering, Vol. 26, No. 4, pp. 757-764.
Yavuz, I. H. – Satir, A.: Kanban – based operational plan-ning and control: simulation modelling. Production Planning and Control, 1995, Vol. 6, No. 4, pp. 331-344.





























