Embed Size (px)
Citation preview

MA5: acero inoxidable martensítico de alta dureza y resistencia a la corrosión mejorada para hojas
de cuchillos y herramientas de corte

Aperam es un actor de envergadura mundial en el campo del acero inoxidable. Ofrecemos soluciones inoxidables múltiples, eficaces e innovadoras, adaptadas a las expectativas de nuestros clientes y respetuosas con el medio ambiente.
Los inoxidables de Aperam, la elección de la diferencia.Nos anticipamos a las nuevas necesidades de los usuarios finales y acompañamos a cada cliente, desde la asistencia técnica hasta el desarrollo conjunto de producto, gracias a nuestra presencia mundial.
02

Los inoxidables de Aperam, la elección de la diferencia
InnovaciónPara responder a las nuevas necesi-dades de la cuchillería profesional, el departamento de I+D de Aperam ha puesto a punto una nueva calidad de acero inoxidable martensítico que combina una dureza elevada con la resistencia a la corrosión en el lava-vajillas.
CompetitividadContrariamente a la oferta existente en el mercado, que contiene elementos de aleación como el molibdeno, el tungsteno, el vanadio, Aperam ha decidido desarrollar una calidad con propiedades de uso similares jugando con la suma de elementos poco sensibles a la fluctuación de los precios (nitrógeno, cromo).
CercaníaCon 19 agencias comerciales y 16 centros de servicio, Aperam Stainless Europe pone a su disposición interlocutores cercanos para responder a sus necesidades. En caso de solicitud más técnica, le ofrecemos de la misma manera la posibilidad de beneficiarse de la asistencia de nuestro centro de Investigación y Desarrollo.
05 Composición química
05 Características generales
06 Aplicaciones
06 Posibilidades de entrega
06 Características físicas
06 Características mecánicas
08 Resistencia a la corrosión
09 El contacto con los alimentos
10 Soldadura
03

04

1. Composición química
Elementos C Si Mn Cr Mo N
MA5 0,35 0,35 0,35 16,0 - 0,15
Valores indicativos (% en peso)
Esta calidad es de conformidad con:
> Ficha de seguridad Stainless Europe: aceros inoxidables (directiva europea 2001/58/EC) > Directiva de la Comisión Europea 2013/28/UE para los vehículos al final de su vida útil, y el Anexo II > Estándares NFA 36 711 “para acero inoxidable en contacto con alimentos, productos y bebidas destinados al consumo humano y animal”
(excluye el embalaje) > La norma NSF/ANSI 51–2009, estándar para ”Materiales para equipos alimentarios” y de la F.D.A. (United States Food and Drug
Administration) en lo referente a los materiales que entran en contacto con alimentos > El decreto francés No. 92-631 con fecha del 8 de julio de 1992 y el Reglamento (CE) No. 1935/2004 del 27 de octubre de 2004 sobre
los materiales y artículos destinados a entrar en contacto con alimentos > La orden gubernamental francesa con fecha del 13 de enero de 1976 en relación con los materiales y artículos fabricados con acero
inoxidable que entran en contacto con los productos alimentarios > El decreto ministerial italiano del 21 de marzo de 1973: una lista de los tipos de acero inoxidable conformes con la Normativa sobre la
higiene de los embalajes, de los recipientes y las herramientas destinadas a entrar en contacto con las sustancias de uso alimentario o con las sustancias en contacto con las personas.
> La recomendación de la Dirección Europea para la Calidad del Medicamento y el Cuidado de la Salud (EDQM, por sus siglas en inglés); Obra «Metals and alloys used in food contact materials and articles - A practical guide for manufacturers and regulators - 1st edition 2013»
2. Características generales Las principales características del MA5 son:
> Su capacidad de endurecimiento elevada a temperatura de tratamiento de austenización moderada (tratamiento estándar) > Su capacidad de endurecimiento adicional por paso por el frío tras el temple (tratamiento mejorado) > Su buena resistencia a los golpes tras revenido a baja temperatura > Su resistencia muy buena a la corrosión
Tem
pera
tura
(°C)
-100
0
100
200
300
400
500
600
700
800
900
1 000
1 100
Tiempo (min)
0 40 60 8020 100 120 140 160 180 200
Tratamiento estándar Tratamiento mejorado
10 min 1 025 °C
10 min 1 075 °C
-80 °C
1 h 180 °C
20 °C
1 h 180 °C
5 min
10 °C/s 10 °C/s
MA5: acero inoxidable martensítico de alta dureza y resistencia a la corrosión mejo-rada para hojas de cuchillos y herramientas de corte
Con los aceros inoxidables martensíticos clásicos, una dureza elevada, garantía de un buen filo de hoja, se obtiene mediante un contenido elevado de carbono. Sin embargo, el aumento del contenido de carbono dificulta y no permite la disolución total de los carburos de cromo durante el tratamiento térmico. La presencia de grandes carburos primarios y el empobrecimiento en cromo de la matriz martensítica perjudican de forma significativa la calidad de superficie tras el pulido y la resistencia a la corrosión.
La resistencia a la corrosión se mejora de forma clásica para las calidades con mucho carbono añadiendo molibdeno pero este elemento es muy costoso en comparación con el cromo.
El óptimo de dureza/resistencia a la corrosión se obtiene en la calidad MA5 al introducir como contenido consecuente otro elemento, el nitrógeno. Efectivamente, el nitrógeno presenta la doble ventaja de endurecer como el carbono que puede por lo tanto sustituir parcialmente, y de mejorar la resistencia a la corrosión. Como complemento del nitrógeno, un aumento del contenido de cromo permite garantizar una resistencia a la corrosión muy buena sin añadir molibdeno.
05
3. AplicacionesSe recomienda el MA5 para las aplicaciones siguientes:
> Hojas de cuchillos y utensilios diversos para la preparación de los alimentos (segmentos de gama media y de gama alta) > Hojas de equipamiento industrial > Herramientas de corte > Piezas mecánicas y herramientas diversas
4. Posibilidades de entregaProductos recocidos (estado ferrita + carburos + nitruros):
> Formas: chapas, flejes, bobinas, formatos > Espesores: de 0,4 a 6 mm > Ancho: según espesores, maximo 1 000 mm > Acabado: laminado en frio y laminado en caliente según espesor
5. Características físicas Chapa laminada en frío
Densidad d 4 °C 7,7
Temperatura de fusión Tf °C 1 400
Calor específico c J/kg.K 20 °C 460
Conductividad térmica k W/m.K 20 °C200 °C
3031
Coeficiente medio de dilatación térmica α 10-6/K 20-200 °C
20-400 °C1112
Resistividad électrica ρ Ω.m 20 °C 6,2.10-7
Permeabilidad magnética µ H=800 A/m 20 °C 700
Modulo de Young E GPa 20 °C 215
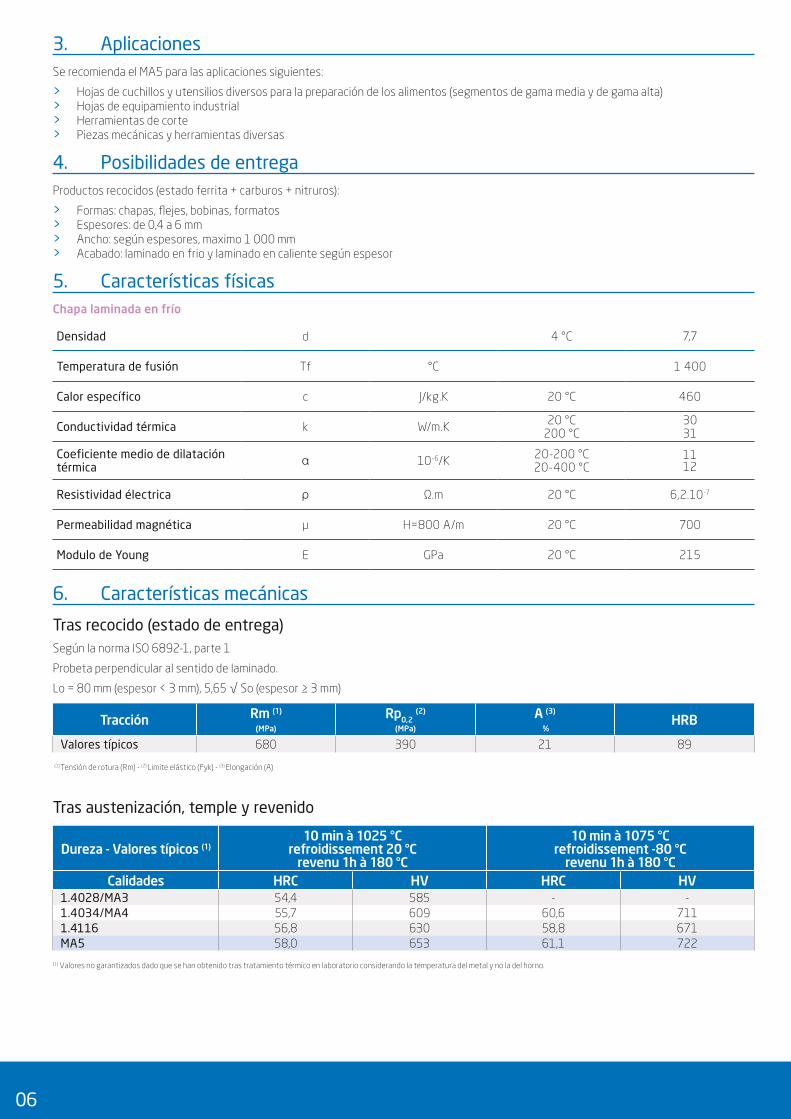
6. Características mecánicas
Tras recocido (estado de entrega) Según la norma ISO 6892-1, parte 1
Probeta perpendicular al sentido de laminado.
Lo = 80 mm (espesor < 3 mm), 5,65 √ So (espesor ≥ 3 mm)
Tracción Rm (1)
(MPa)
Rp0,2 (2)
(MPa)
A (3)
%HRB
Valores típicos 680 390 21 89
(1) Tensión de rotura (Rm) - (2) Limite elástico (Fyk) - (3) Elongación (A)
Tras austenización, temple y revenido
Dureza - Valores típicos (1)10 min à 1025 °C
refroidissement 20 °C revenu 1h à 180 °C
10 min à 1075 °C refroidissement -80 °C
revenu 1h à 180 °CCalidades HRC HV HRC HV
1.4028/MA3 54,4 585 - -1.4034/MA4 55,7 609 60,6 7111.4116 56,8 630 58,8 671MA5 58,0 653 61,1 722
(1) Valores no garantizados dado que se han obtenido tras tratamiento térmico en laboratorio considerando la temperatura del metal y no la del horno.
06
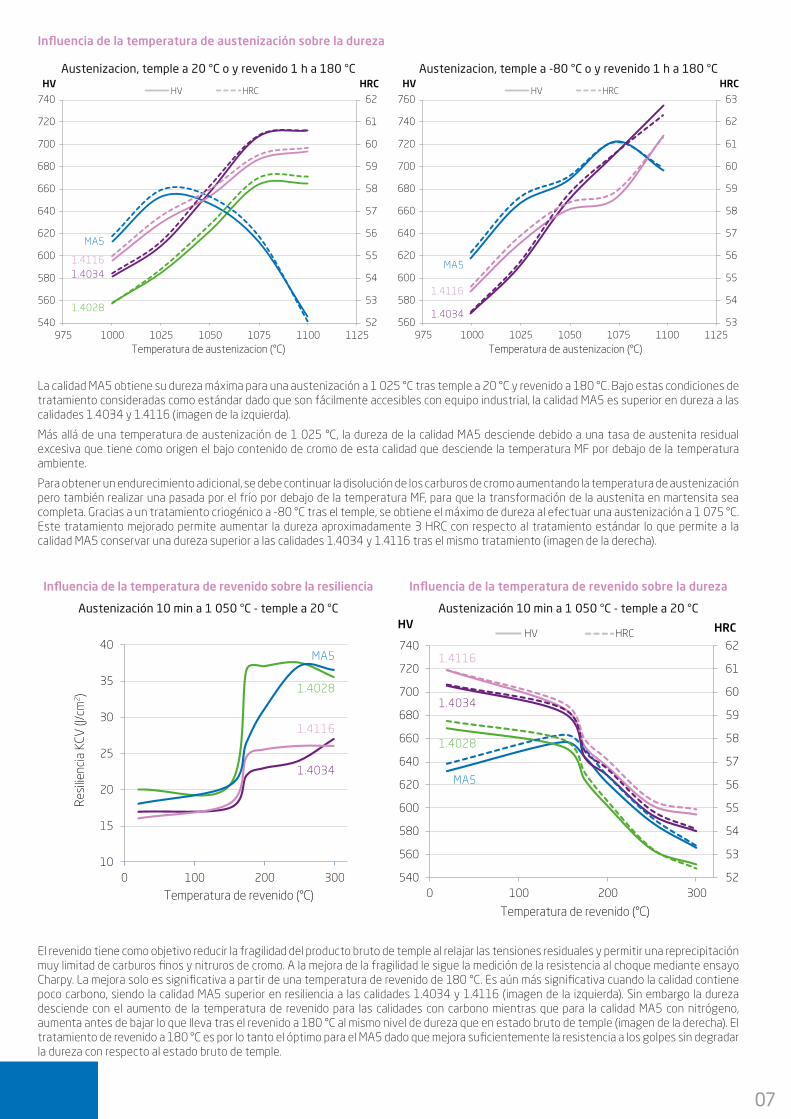
Influencia de la temperatura de austenización sobre la dureza
Austenizacion, temple a 20 °C o y revenido 1 h a 180 °C Austenizacion, temple a -80 °C o y revenido 1 h a 180 °C
52
53
54
55
56
57
58
59
60
61
62
540
560
580
600
620
640
660
680
700
720
740
975 1000 1025 1050 1075 1100 1125
HRCHV
Temperatura de austenizacion (°C)
HV HRC
1.4034
1.4028
MA5
1.4116
HRCHVHV HRC
53
54
55
56
57
58
59
60
61
62
63
560
580
600
620
640
660
680
700
720
740
760
975 1000 1025 1050 1075 1100 1125Temperatura de austenizacion (°C)
MA5
1.4034
1.4116
La calidad MA5 obtiene su dureza máxima para una austenización a 1 025 °C tras temple a 20 °C y revenido a 180 °C. Bajo estas condiciones de tratamiento consideradas como estándar dado que son fácilmente accesibles con equipo industrial, la calidad MA5 es superior en dureza a las calidades 1.4034 y 1.4116 (imagen de la izquierda).
Más allá de una temperatura de austenización de 1 025 °C, la dureza de la calidad MA5 desciende debido a una tasa de austenita residual excesiva que tiene como origen el bajo contenido de cromo de esta calidad que desciende la temperatura MF por debajo de la temperatura ambiente.
Para obtener un endurecimiento adicional, se debe continuar la disolución de los carburos de cromo aumentando la temperatura de austenización pero también realizar una pasada por el frío por debajo de la temperatura MF, para que la transformación de la austenita en martensita sea completa. Gracias a un tratamiento criogénico a -80 °C tras el temple, se obtiene el máximo de dureza al efectuar una austenización a 1 075 °C. Este tratamiento mejorado permite aumentar la dureza aproximadamente 3 HRC con respecto al tratamiento estándar lo que permite a la calidad MA5 conservar una dureza superior a las calidades 1.4034 y 1.4116 tras el mismo tratamiento (imagen de la derecha).
Influencia de la temperatura de revenido sobre la resiliencia
Austenización 10 min a 1 050 °C - temple a 20 °C
Influencia de la temperatura de revenido sobre la dureza
Austenización 10 min a 1 050 °C - temple a 20 °C
10
15
20
25
30
35
40
0 100 200 300
Res
ilien
cia
KCV
(J/c
m2 )
Temperatura de revenido (°C)
1.4034
1.4028
MA5
1.4116
52
53
54
55
56
57
58
59
60
61
62
540
560
580
600
620
640
660
680
700
720
740
0 100 200 300
HV
Temperatura de revenido (°C)
HV HRC HRC
1.4034
1.4028
MA5
1.4116
El revenido tiene como objetivo reducir la fragilidad del producto bruto de temple al relajar las tensiones residuales y permitir una reprecipitación muy limitad de carburos finos y nitruros de cromo. A la mejora de la fragilidad le sigue la medición de la resistencia al choque mediante ensayo Charpy. La mejora solo es significativa a partir de una temperatura de revenido de 180 °C. Es aún más significativa cuando la calidad contiene poco carbono, siendo la calidad MA5 superior en resiliencia a las calidades 1.4034 y 1.4116 (imagen de la izquierda). Sin embargo la dureza desciende con el aumento de la temperatura de revenido para las calidades con carbono mientras que para la calidad MA5 con nitrógeno, aumenta antes de bajar lo que lleva tras el revenido a 180 °C al mismo nivel de dureza que en estado bruto de temple (imagen de la derecha). El tratamiento de revenido a 180 °C es por lo tanto el óptimo para el MA5 dado que mejora suficientemente la resistencia a los golpes sin degradar la dureza con respecto al estado bruto de temple.
07

7. Resistencia a la corrosión
Influencia del tratamiento térmicoLa resistencia a la corrosión depende de las condiciones de temple y revenido empleadas y principalmente de la velocidad de enfriamiento tras austentización. Por debajo de la velocidad critica de enfriamiento, del orden de 10 °C/s, se observa una perdida de resistencia a la corrosión por picaduras debido a la precipitación de carburos y de nitruros de cromo que conllevan un empobrecimiento en cromo alrededor de los precipitados. En la práctica, esto significa que se debe prohibir un simple enfriamiento del aire, y que se debe realizar un enfriamiento mediante gas reductor impulsado o un temple con aceite.
Tratamiento térmico: austenización 10 min a 1 050 °C y enfriamiento a diferentes velocidades de enfriamiento hasta 300 °C. Observaciones en el MEB en estado pulido espejo tras un ligero ataque electroquímico.
1.4034 − 3 °C/s 1.4034 − 10 °C/s
Precipitación de carburos finos en las juntas de los granos durante el enfriamiento
MA5 − 3 °C/s MA5 − 10 °C/s
Ausencia de precipitación durante el enfriamiento
El MA5 es menos sensible a la velocidad de enfriamiento que las calidades con mayor contenido de carbono como la calidad 1.4034 (imagen a continuación). Sin embargo, se recomienda una velocidad de enfriamiento de al menos 10 °C/s para evitar cualquier riesgo de precipitación durante el enfriamiento.
Las condiciones de revenido pueden degradar de la misma forma la resistencia a la corrosión. Efectivamente, se debe evitar una temperatura de revenido superior a 300 °C dado que conlleva la precipitación de carburos y de nitruros de cromo y por lo tanto un empobrecimiento local en cromo.
Resistencia a la corrosión por picadura La resistencia a la corrosión depende de la composición química del acero. Los elementos químicos favorables son el cromo, el molibdeno y el nitrógeno y, específicamente para los aceros inoxidables martensíticos, el elemento químico contrario es el carbono debido a su capacidad de consumir cromo bajo forma de carburos de cromo sin disolver completamente durante la austenización. La sensibilidad a la corrosión por picadura se mide con ayuda de una prueba electroquímica de picaduras múltiples que permite acceder al potencial de picadura. Cuanto mayor sea el potencial de picadura, mejor resiste la calidad a la corrosión por picadura.
La composición química del MA5 se ha ajustado especialmente (alto Cr, alto N, C moderado) para garantizar una buena resistencia a la corrosión por picadura, significativamente superior a la de las calidades de aceros inoxidables martensíticos con carbono. El MA5 presenta la misma resistencia a la corrosión por picadura que la calidad ferrítica estabilizada 1.4509 (18 % Cr, TiNb), intermedia entre la de la ferrítica 1.4016 (16 % Cr) y la de la austenítica 1.4311 (18 % Cr -8 % Ni). Los cuchillos con MA5 son por lo tanto completamente aptos como el resto de cubiertos para lavarlos en el lavavajillas.
08

Prueba picadura múltiple en medio NaCl 0,02M, 23 °C, pH=6,6
250
300
350
400
450
500
550
1.4116 1.4028MA3
1.4034MA4
1.4016430
MA5 1.4509441
1.4301304
E0.1
(mV-
ECS)
Efecto de las operaciones mecánicas El calentamiento localizado debido a las operaciones de acabado superficial tales como la amoladura, el afilado, el pulido o el canelado, no debe inducir temperaturas más elevadas que la recomendada para el revenido.
Finalmente, el estado de la superficie es otro factor que puede afectar a la resistencia a la corrosión. En caso de pulido, siempre es preferible una superficie con rugosidad débil.
8. El contacto con los alimentos El MA5 es apto para el contacto con los alimentos. Responde a los criterios de liberación siguiendo las recomendaciones de la Dirección Europea para la Calidad del Medicamento y el Cuidado de la Salud (EDQM, por sus siglas en inglés) y el decreto italiano con fecha del 21 de marzo de 1973. Su índice de liberación, para una superficie en estado pulido espejo (acabado rotulador embebido con diamante 1 µm) como para una superficie en estado pulido 1 200 (papel abrasivo de silicio con granulometría 1 200), es muy inferior a los umbrales impuestos.
Recomendación EDQM Decreto italiano
0
1
2
3
4
5
1 2
Fe (m
g/kg
)
Cr (m
g/kg
)
0,00
0,05
0,10
0,15
0,20
1 2
Pulido espejo Pulido 1 200 Pulido espejo Pulido 1 200
Recomendación EDQM
Medio: ácido cítrico 5 g/l a 100 °C
30 min en 3 baños sucesivos
1 = suma de las dosis de los baños 1 y 2: umbral límite 280 mg/kg
2 = dosis del baño 3: umbral límite 40 mg/kg
Decreto italiano
Medio: ácido acético 3 % a 90 °C
30 min en 3 baños sucesivos
1 = suma de las dosis de los baños 1 y 2: umbral límite 280 mg/kg
2 = dosis del baño 3: umbral límite 0,1 mg/kg
09
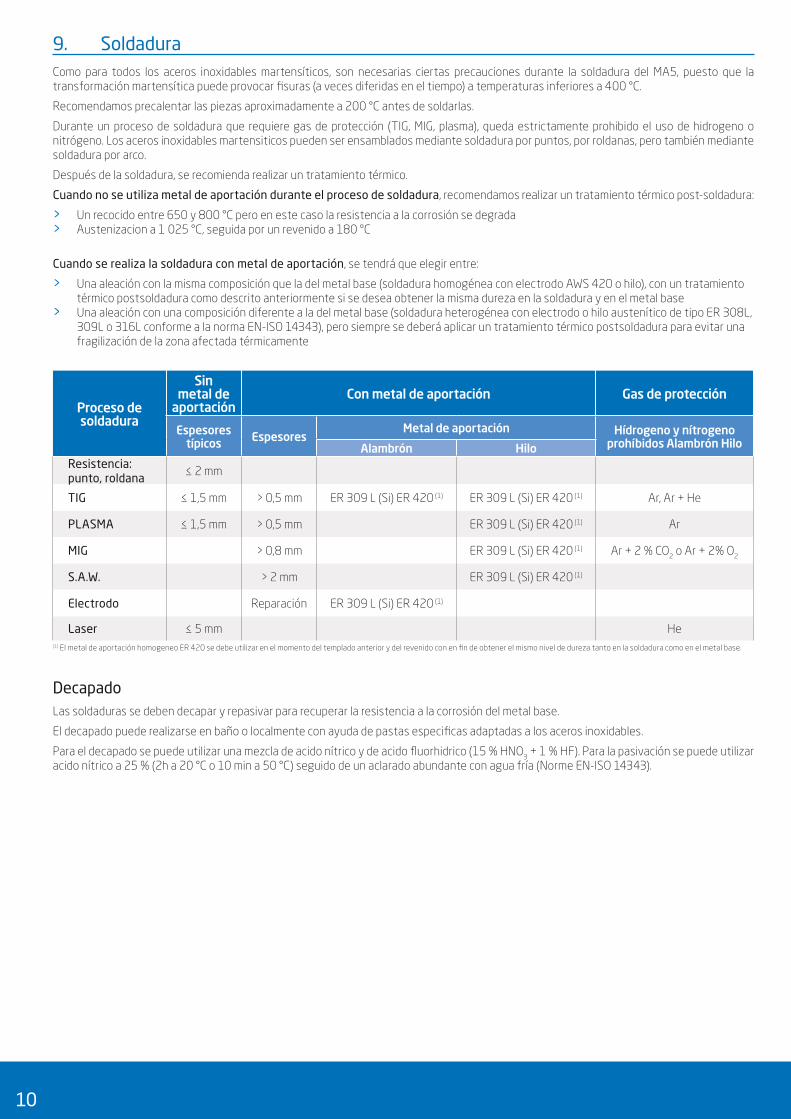
9. SoldaduraComo para todos los aceros inoxidables martensíticos, son necesarias ciertas precauciones durante la soldadura del MA5, puesto que la transformación martensítica puede provocar fisuras (a veces diferidas en el tiempo) a temperaturas inferiores a 400 °C.
Recomendamos precalentar las piezas aproximadamente a 200 °C antes de soldarlas.
Durante un proceso de soldadura que requiere gas de protección (TIG, MIG, plasma), queda estrictamente prohibido el uso de hidrogeno o nitrógeno. Los aceros inoxidables martensiticos pueden ser ensamblados mediante soldadura por puntos, por roldanas, pero también mediante soldadura por arco.
Después de la soldadura, se recomienda realizar un tratamiento térmico.
Cuando no se utiliza metal de aportación durante el proceso de soldadura, recomendamos realizar un tratamiento térmico post-soldadura:
> Un recocido entre 650 y 800 °C pero en este caso la resistencia a la corrosión se degrada > Austenizacion a 1 025 °C, seguida por un revenido a 180 °C
Cuando se realiza la soldadura con metal de aportación, se tendrá que elegir entre:
> Una aleación con la misma composición que la del metal base (soldadura homogénea con electrodo AWS 420 o hilo), con un tratamiento térmico postsoldadura como descrito anteriormente si se desea obtener la misma dureza en la soldadura y en el metal base
> Una aleación con una composición diferente a la del metal base (soldadura heterogénea con electrodo o hilo austenítico de tipo ER 308L, 309L o 316L conforme a la norma EN-ISO 14343), pero siempre se deberá aplicar un tratamiento térmico postsoldadura para evitar una fragilización de la zona afectada térmicamente
Proceso de soldadura
Sin metal de
aportaciónCon metal de aportación Gas de protección
Espesores típicos Espesores
Metal de aportación Hídrogeno y nítrogeno prohíbidos Alambrón HiloAlambrón Hilo
Resistencia: punto, roldana
≤ 2 mm
TIG ≤ 1,5 mm > 0,5 mm ER 309 L (Si) ER 420 (1) ER 309 L (Si) ER 420 (1) Ar, Ar + He
PLASMA ≤ 1,5 mm > 0,5 mm ER 309 L (Si) ER 420 (1) Ar
MIG > 0,8 mm ER 309 L (Si) ER 420 (1) Ar + 2 % CO2 o Ar + 2% O2
S.A.W. > 2 mm ER 309 L (Si) ER 420 (1)
Electrodo Reparación ER 309 L (Si) ER 420 (1)
Laser ≤ 5 mm He(1) El metal de aportación homogeneo ER 420 se debe utilizar en el momento del templado anterior y del revenido con en fin de obtener el mismo nivel de dureza tanto en la soldadura como en el metal base.
DecapadoLas soldaduras se deben decapar y repasivar para recuperar la resistencia a la corrosión del metal base.
El decapado puede realizarse en baño o localmente con ayuda de pastas especificas adaptadas a los aceros inoxidables.
Para el decapado se puede utilizar una mezcla de acido nítrico y de acido fluorhidrico (15 % HNO3 + 1 % HF). Para la pasivación se puede utilizar acido nítrico a 25 % (2h a 20 °C o 10 min a 50 °C) seguido de un aclarado abundante con agua fría (Norme EN-ISO 14343).
10

11

Aperam Stainless Europewww.aperam.com
nted
on
mix
ed re
cycl
ed/F
SC c
erti
fied
pap
er w
ith
vege
tal b
ased
inks
- w
ww
.art
hem
is.c
o
© Junio 2016, Aperam Stainless Europe. Hemos aportado el máximo cuidado para que las informaciones contenidas en esta publicación sean lo más exactas posibles, pero Aperam Stainless Europe, como cualquier otra sociedad del grupo Aperam no puede garantizar el carácter exhaustivo ni la ausencia de errores. Fotografías : Fotolia - Diseño y concepción : Arthemis