-
FEA Modeling of a Wafer Level Seam Sealing Approach for MEMS
Packaging
Weidong Wang Center for Ocean Technology, College of Marine
Science, Univ. of South Florida
David Fries Center for Ocean Technology, College of Marine
Science, Univ. of South Florida
Abstract
A wafer level seam sealing process using resistive heating
method is proposed in this paper. Using this method,
microelectromechanical (MEMS) devices can be capped and protected
at wafer level before other post packaging processes are performed.
The sealing process can be done by localized resistive heating at
the contact areas between heating electrodes and the edges of the
lid cover. A 3-D finite element analysis (FEA) model was created to
simulate the thermo-electric behavior of the proposed approach.
Temperature and electrical potential distributions were calculated
using FEA. The simulation results indicated that this method would
provide a feasible solution for wafer level hermetic seam sealing
for packaging MEMS using locally heated eutectic bonding or
soldering techniques. During the entire sealing processes, MEMS
devices will remain at the room temperature. Thus, thermal effect
on MEMS devices from heating sources can be minimized.
Introduction One of the most important areas for developing and
commercializing MEMS is packaging [1, 2], since packaging normally
represents 50%~80% of the total costs of MEMS. So it is essential
to develop some low cost MEMS packaging technologies. One of the
most challenging aspects regarding MEMS packaging is that MEMS have
moving parts, which differentiate their packaging requirements from
standard microelectronic packaging counter parts. The released
moving parts are very delicate and very easy to be damaged during
packaging processes. For example, released MEMS parts simply can't
go through dicing process without using special tooling and care.
It is not practical to release a huge amount of small MEMS dies
after dicing either, since that would create difficulties for
handling.
One way to solve this problem is to protect MEMS devices at
wafer level right after they are released using certain capping
techniques [2], so that the chance of damage to MEMS devices will
be minimized. Capping normally is done by using soldering or wafer
to wafer bonding [2, 3]. Normally entire wafers would be heated up
to certain temperatures simultaneously in order to reflow solders
or to make wafer bondings. Even at temperature level of 150C~200C,
many MEMS devices will still suffer from performance degradation.
For example, change of curvatures of MEMS micromirrors due to
temperature rising will cause optical beams to change their shape,
such that optical transmission efficiency will be reduced. Some
micro fluidic devices will not be able to tolerate temperature
higher than 100C in the cases of that fluids are pre-injected in
the MEMS devices. Thus, localized heating right at the bonding
areas is preferred for sealing MEMS devices at wafer level. A
number of localized heating approaches were proposed by
researchers, including using polysilicon micro heaters or laser
heating [4, 5].
Here we propose using resistive heating techniques to realize
local heating at wafer level MEMS packaging. This method can be
done using commercial off the shelves (COTs) IC packaging
equipments with minimum modifications, which would be advantageous
in terms of shortening product development cycle time, lowering
R&D and manufacturing costs, reducing time of transition from
R&D to manufacturing, and reducing time to market.
-
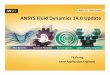
Principle of operation Wafer level packaging for MEMS devices is
illustrated in Figure 1. After last fabrication step of MEMS
devices, they will be released as a whole wafer in order to
increase process efficiency and manufacturability. Right after
releasing, each individual die will be covered and protected
immediately with caps to minimize any chance of contaminations and
damages to moving parts from environment and handling. Each
individual cap can be put on wafer using high throughput pick and
place technology, then tacked on wafer. The whole wafer with caps
will be presented into a hermetic parallel seam sealer, which has
good environmental control to ensure low moisture level during seam
sealing. Moisture can be removed using vacuum bake-out oven that
comes with hermetic seam sealer. Each cap will be hermetically
sealed onto substrate using localized resistive heating method.
Figure 1. Wafer level packaging for MEMS Figure 2 shows a
schematic cross sectional view of a single device packaging. During
the sealing process, electrodes will touch the edges of lid cover
from both sides, and the electrodes will be rolling along the edges
of lid cover. Voltage or current will be supplied onto the
electrodes, causing current flow through the high resistance lid
cover. Joule heating resulted from current flow will cause local
temperature rising around the contact areas as well as the bond
sealing lines, thus, soldering or eutectic bonding will occur once
the electrodes move away and bond lines get cooled down to room
temperature. Since the sealing process involves liquid solder or
eutectic reflows, the requirements on surface flatness can be much
less than those from direct fusion or anodic bonding. Hence, metal
traces can be run through under the bonding lines to make the
interconnections from MEMS devices to the outsides of the caps.
Alternatively, micro vias through lid cover or substrate can also
be used for interconnections.
-
Figure 2. Schematic cross sectional view of device packaging
After sealing process is done, wafer will go through wafer test.
Known good dies will be marked, and they will be picked up after
dicing. The good devices can then be treated using standard
microelectronic packaging techniques, such as pick and place,
injection molding, flip chip, chip on board and so on. None of
these post processes would require high-class clean room since MEMS
devices have already been protected very well.
FEA modeling and simulation approach ANSYS Multiphysics7.0 was
used to model the packaging approach proposed in earlier section.
The 3-D model created using ANSYS is shown in Figure 3. Only half
of the structure was modeled based on symmetry in order to reduce
the model size. Note that this may create some deviation for the
modeled results from the real situation when electrodes move close
to the corners of the package. The material type, material
properties [6, 7] and dimensions used in the simulation are
summarized in Table 1.
Figure 3. 3-D model created using ANSYS
-
Table1 Materials used in simulations
Lid cover Electrodes Bonding Line Substrate
Material Si Cu/Cr Alloy Au Si
Young's modulus (Mpa)
1.8 x 105 1.17 x 105 7.8 x 104 1.8 x 105
Poisson's ratio 0.262 0.29 0.44 0.262
CTE (10-6/K) 2.33 17.6 14.2 2.33
Thermal conductivity (pw/um-K)
1.57 x 108
3.24 x 108
3.23 x 108
1.57 x 108
Resistivity (T ohm-um)
1.0 x 10-11
1.0 x 10-10
1.0 x 10-9
2.16 x 10-14
2.05 x 10-14
-
Dimension (mm) 2 x 2 x 0.3 1.0 (OD) x 2.6 (L) 4.2 x 0.05 x 0.01
6.2 x 6.2 x 0.5
As an example, silicon was used for lid cover in the following
simulations. Its sidewall thickness is 0.3mm. The thickness and
width of lid edge, as shown in Figure 2, are 0.15mm and 0.8mm
respectively. Three values of resistivity of lid cover were
simulated to evaluate its impact on required electrical signals.
These resistivity values can be achieved using different level of
boron doping in silicon wafers. Also, the resistivity of silicon
would vary with temperature. Further more, the relationship between
the resistivity and temperature may vary depending upon boron
doping level. To simplify the problem at initial study, the
temperature dependence of resistivity, as well as other material
properties were not taken into account in this paper.
Other high resistance materials, such as Kovar or Invar, can
also be used as lid cover. The same model can be used to simulate
their behaviors. Copper/Chromium alloy was used for heating
electrodes, which are commonly used in resistive welding. The
electrodes have a 10 taper at the ends where electrodes and lid
edges are making contacts. The tapered sections are 0.6mm long.
Gold was used for bonding ring. Note that other thin intermediate
layers, such as solder layers, can also be used. Substrate is
silicon, where MEMS devices are fabricated. There should be a thin
layer of silicon nitride on top of substrate for electrical
isolation. Because it is so thin, so the effect of it is ignored in
this simulation.
SOLID69, 3-D thermo-electric coupled field model, was used to
mesh the lid cover, electrodes, and bond line. SOLID70, thermal
analysis model, was used to mesh the substrate, since only heat
conduction property of the substrate is concerned for this
thermo-electric modeling. Due to the highly irregular shape around
electrode-lid edge contact area, tetrahedral meshing was used.
Steady state simulations were performed to evaluate the temperature
distributions, which can be used as initial temperature conditions
for next step transient analysis as electrode moving along the
edges of the lid.
The meshed model is shown in Figure 4. The close up view of
meshed area around electrode-lid edge contact area is shown in
Figure 5. At the contact area, micro deformation was introduced to
simulate the contact between electrodes and lid edge. The contact
area is roughly 50um square. Ideal thermal and electrical contacts
were assumed between all contact surfaces. Fine mesh was used
around electrode-lid edge contact areas, as well as bond line
areas. Other areas were meshed using coarser elements, as shown in
Figure 4 and 5.
-
Figure 4. Meshing of solid model
Figure 5. Zoomed in view of meshed area around electrode-lid
edge contact point
Room temperature boundary conditions were applied to the far
ends of two electrodes and the bottom of substrate. Voltages were
applied to the far end of one electrode, while zero volts were
applied to the far end of the other electrode.
-
Heat losses due to radiation and convection have been ignored
for most of the simulations, as discussed in following section.
Results and Discussion Initially, the heat losses due to
convection and radiation were examined. The heat loss due to
convection from exterior surfaces of the package and electrodes can
be described by Newton's Law of cooling [8]:
)( TaTshAEc = where h is the convection heat transfer
coefficient, A is the area of the exterior surfaces of the package
or electrodes, Ts is the temperature of the surface A , and Ta is
the ambient temperature. The heat loss due to radiation from
exterior surfaces of the package and electrodes can be described by
Stefan-Boltzmann equation [8]:
)( 44 TaTsAEr = where =5.67 x 10-8 pW/um2-K4 is Stefan-Boltzmann
constant, is the emissivity of the surface A . The above convection
and radiation boundary conditions were applied onto the exterior
surfaces of the packages and electrodes in an FEA simulation for a
situation of lid resistivity of 1x10-10 T -um and 18V load, using
=1, which represents the maximum radiation of an ideal black body,
and the heat transfer coefficient of h =25pW/um2-K [9] for free air
convection. It was found that the temperature changes due to
convection and radiation were less than 1C by comparing the results
between with and without convection and radiation boundary
conditions applied. This is due to that the high temperature zone
is highly concentrated (as being discussed later), and the thermal
conductivities of the package and electrodes are so good, thus the
conduction heat transfer mode becomes dominant completely. This
result is similar to the findings from literature [9] for an FEA
simulation of a spot resistive welding, where less than 2C
temperature changes due to convection and radiation were found.
Hence, in the following simulation and analysis, heat losses due to
convection and radiation were ignored.
The temperature and electrical potential distributions,
simulated for 18V load, 1x10-10 T -um lid resistivity, are shown in
Figure 6 and Figure 7. As it can be seen, even if the maximum local
temperature around electrode-lid contact area can reach higher than
1000C, the substrate areas right under the lid where MEMS devices
stay, still remain at room temperature. So MEMS devices will not
see high temperatures at all during the entire sealing process. The
most part of the lid has uniform electrical potentials across,
indicating it has enough conductivity.
-
Figure 6. Temperature contour plot for 1x10-10 T -um lid
resistivity, 18V load
Figure 7. Electrical potential contour plot for 1x10-10 T -um
lid resistivity, 18V load Figure 8 and 9 show the close up
temperature distributions around electrode-lid edge contact areas
and bond lines for loaded (Figure 8) and grounded electrodes
(Figure 9). It can be seen that they have the same temperature
profiles. The high temperature zones are highly constrained around
electrode-lid contact areas,
-
so the heat impact zones are very small. Figure 10 and 11 show
the close up electrical potential distributions around
electrode-lid edge contact areas for loaded (Figure 10) and
grounded (Figure 11) electrodes. It can be seen that they have
different electrical potential distributions. The majority of the
voltage drop is around electrode-lid contact areas also.
Figure 8. Zoomed in view of temperature contour around loaded
contact area for Fig. 6
Figure 9. Zoomed in view of temperature contour around grounded
contact area for Fig. 6
-
Figure 10. Zoomed in view of potential contour around loaded
contact area for Fig. 7
Figure 11. Zoomed in view of potential contour around grounded
contact area for Fig. 7
-
Also for 18V load, 1x10-10 T -um lid resistivity, the total
current flow is calculated as 3.98A. So the total power is 71.6W.
Based on this, the equivalent resistance can be estimated as 4.5 .
The heat dissipations through the loaded electrode, grounded
electrode, and substrate are calculated as 12.6W, 12.6W, and 46.4W,
representing 17.6%, 17.6%, and 64.8% of the total power of 71.6W,
respectively.
The thermo-electric behaviors of the sealing process have been
simulated for three different lid resistivities, as listed in Table
1. The simulations were done regarding to achieve maximum
temperature in the range of about 400C~1300C, such that it won't
reach the melting temperature of silicon (1414C). It has been found
that the voltages required for reaching such maximum temperature
range are about 4V~7V (maximum temperature range: 452C~1322C),
10V~19.5V (maximum temperature range: 378C~1353C), and 32V~58V
(maximum temperature range: 420C~1311C) for lid resistivities of
1x10-11, 1x10-10, and 1x10-9 T -um, respectively. As an example,
the temperature profiles for lid resistivity of 1x10-10 T -um are
shown in Figure 12 with applied voltages as parameters. Figure 12
was obtained by plotting the temperature data on a path defined on
the symmetry plane, from a point in maximum temperature zone (point
3) to a point in the area below bond line (point 4), as shown in
Figure 13. The center of top surface of bond line is roughly
located at the distance of 140um away from the maximum temperature
point on the path (point 3). The centers of bond lines are
corresponding to the second last group of data points in Figure 12.
The temperature profiles for the other two values of lid
resistivities are similar to the curves plotted in Figure 12, just
with different voltage ranges.
Figure 12. Temperature profiles as a function of distance from
maximum temperature zone
-
Figure 13. Path for the temperature profiles plotted in Figure
12 From Figure 12, the relationships between maximum temperatures
on the path (Tmax, at point 3 in Figure 13), bond line temperatures
(Tb, where the path crosses the top surface of the bond line in
Figure 13) and the voltage squares are obtained and plotted in
Figure 14. The voltage squares are proportional to the powers
applied. Again, Figure 14 shows the data for lid resistivity of
1x10-10 T -um. The plots for the other two resistivities are
similar to Figure 14 just with different voltage square ranges.
From Figure 14, it can be seen that the process shows ideal
conduction dominated heating phenomenon (as discussed earlier),
since R-squares of the linear regressions between maximum
temperatures, bond line temperatures and voltage squares are
exactly 1. From the linear regression equations obtained in Figure
14, one can calculate maximum temperatures and bond line
temperatures for any given applied voltage. When voltage is zero,
both maximum and bond line temperatures should reach room
temperature, 30C. The minor differences between the results for
zero volts calculated from the equations in Figure 14 and 30C, are
likely due to limited data points in the charts were used for
regressions, as well as the rounding effects in the
computations.
Figure 14. Maximum temperatures and bond line temperatures vs.
voltage squares
-
As an application example, Figure 15 shows the relationships
between the required voltages and lid resistivities for achieving
bond line temperatures (Tb) of 350C and 400C. A temperature of 350C
should be sufficient for getting good Au-Sn soldering, while a
temperature of 400C should be sufficient for realizing good Au-Si
eutectic bonding. The voltages required for realizing these
bondings can be easily calculated from Figure 15 for any given lid
resistivity. It also can be seen that voltage square and
resistivity have a linear relationship, which is the result of the
resistive heating model used in the simulation.
Figure 15. Linear relationship between voltage square and
resistivity of lid cover The percentages of heat dissipations
through loaded electrode, grounded electrode and substrate, as well
as the equivalent resistance Re, are calculated and listed in Table
2 for three lid resistivities. Using the equivalent resistances,
the power required for achieving certain bond line temperature can
be calculated from the voltage squares of Figure 15.
Table2 Percentage of heat dissipations and equivalent resistance
Re
Resistivity of Lid (T ohms-um)
1.0 x 10-11 1.0 x 10-10 1.0 x 10-9
Loaded electrode 15.5% 17.6% 18.5%
Grounded electrode 15.5% 17.6% 18.5%
Substrate 69.0% 64.8% 63.0%
Re (ohms) 0.5 4.5 43.2
Further modeling includes transient analysis to simulate the
temperature history as well as the residual stress, and their
impact on package reliability. Also, temperature dependent material
properties, such as thermal conductivity and resistivity, would be
considered into future simulations to get more accurate temperature
distributions and required powers.
Conclusion We proposed using localized resistive heating as a
wafer level hermetic sealing process for packaging MEMS devices.
3-D finite element analysis using ANSYS Multiphysics 7.0 was used
for modeling and
-
simulation of the proposed approach. The simulation results
indicate that the heat impact zone is very small during the sealing
process, so that the possible detrimental thermal impact on MEMS
devices during the packaging process can be minimized. Certain
bonding technologies, such as soldering (Au-Sn) and eutectic
bonding (Au-Si) can be achieved using this method to realize
hermetic seam sealing at wafer level. The design procedure for
calculating temperatures and powers based on FEA simulation method
provided in this paper will be validated as soon as experimental
data is available.
Acknowledgement The authors would like to thank Larry
Langebrake, Director of Center for Ocean Technology, for his
support to this work. We also would like to thank Dr. Scott Samson
and Dr. John Bumgarner for valuable discussions.
References 1) Ken Gilleo, "MEMS packaging solutions open new
markets," EP&P, pp.49-56, June 2000.
2) E. Jung, A. Ostmann, M. Wiemer, I. Kolesnik, and M. Hutter,
"Soldered sealing process to assemble a protective cap for a MEMS
CSP," Design, Test, Integration and Packaging of MEMS/MOEMS,
pp.255-260, Mandelieu-La Napoule, France, May 2003.
3) V. Dragoi, T. Glinsner, G. Mittendorfer, B. Wieder, and P.
Lindner, "Adhesive wafer bonding for MEMS applications,"
Proceedings of SPIE, Volume 5116, pp.160-167, May 2003.
4) Y. Cheng, L. Lin, and K. Najafi, "A hermetic glass-silicon
package formed using localized aluminum/silicon-glass bonding,"
Journal of Microelectromechanical Systems, Vol. 10, No.3,
pp.392-399, September 2001.
5) C. Luo, and L. Lin, "The application of nanosecond-pulsed
laser welding technology in MEMS packaging with a shadow mask,"
Sensors and Actuators A 97-98, pp. 398-404, 2002.
6) M. Gad-el-Hak, The MEMS Handbook, CRC Press, 2002, Boca
Raton, FL.
7) D. R. Lide, CRC Handbook of Chemistry and Physics, CRC Press,
1998, Boca Raton, FL.
8) Saeed Moaveni, Finite element analysis: theory and
application with ANSYS, Upper Saddle River, N.J., Prentice Hall,
c1999.
9) K. S. Yeung, and P. H. Thornton, "Transient thermal analysis
of spot welding electrodes," Supplement to The Welding Journal,
pp.1s-6s, January 1999.
IntroductionPrinciple of operationFEA modeling and simulation
approachResults and
DiscussionConclusionAcknowledgementReferences




![Seam - ####### [###20080327] - JBoss...Table of Contents JBoss Seam## .....xi 1. Seam ## .....1](https://img.pdfslide.us/doc/110x75/60d604b5fa8e121d9f6a07dc/seam-20080327-jboss-table-of-contents-jboss-seam-xi.jpg)