Embed Size (px)
Citation preview

1
citljanti
bamritebp
EnE
J
Downlo
Ankitkumar P. Dhorajiya
Mohammed S. Mayeed
Department of Mechanical Engineering,Wayne State University,
Detroit, MI
Gregory W. AunerDepartment of Electrical and Computer
Engineering,Wayne State University,
Detroit, MI
Ronald J. BairdInstitute for Manufacturing Research,
Wayne State University,Detroit, MI 48202
Golam M. NewazDepartment of Mechanical Engineering,
Institute for Manufacturing Research,and Department of Biomedical Engineering,
Wayne State University,Detroit, MI
Rahul Patwa
Hans Herfurth
Fraunhofer Center for Laser Technology,Plymouth, MI 48170
Finite Element Thermal/Mechanical Analysis ofTransmission Laser Microjoiningof Titanium and PolyimideDetailed analysis of a residual stress profile due to laser microjoining of two dissimilarbiocompatible materials, polyimide (PI) and titanium (Ti), is vital for the long-termapplication of bio-implants. In this work, a comprehensive three-dimensional (3D) tran-sient model for sequentially coupled thermal/mechanical analysis of transmission laser(laser beam with wavelength of 1100 nm and diameter of 0.2 mm) microjoining of twodissimilar materials has been developed by using the finite element code ABAQUS, alongwith a moving Gaussian laser heat source. First the model has been used to optimize thelaser parameters like laser traveling speed and power to obtain good bonding (burnouttemperature of PI�maximum temperature of PI achieved during heating�melting tem-perature of PI) and a good combination has been found to be 100 mm/min and 3.14 W fora joint-length of 6.5 mm as supported by the experiment. The developed computationalmodel has been observed to generate a bonding zone that is similar in width (0.33 mm)to the bond width of the Ti/PI joint observed experimentally by an optical microscope.The maximum temperatures measured at three locations by thermocouples have also beenfound to be similar to those observed computationally. After these verifications, the re-sidual stress profile of the laser microjoint (100 mm/min and 3.14 W) has been calculatedusing the developed model with the system cooling down to room temperature. Theresidual stress profiles on the PI surface have shown low value near the centerline of thelaser travel, increased to higher values at about 165 �m from the centerline symmetri-cally at both sides, and to the contrary, have shown higher values near the centerline onthe Ti surface. Maximum residual stresses on both the Ti and PI surfaces are obtained atthe end of laser travel, and are in the orders of the yield stresses of the respectivematerials. It has been explained that the patterned accumulation of residual stresses isdue to the thermal expansion and contraction mismatches between the dissimilar mate-rials at the opposite sides of the bond along with the melting and softening of PI duringthe joining process. �DOI: 10.1115/1.3184031�
Introduction
Laser joining has become a significant industrial process be-ause there are many outstanding advantages in using laser join-ng over other widely used joining technologies. As an alternativeo the common adhesives or solders used for the joining process,aser joining offers a number of attractive features such as highoint strength to joint size ratio, reliability, and minimal heat-ffected zone. These provide the benefits of low heat distortion, aoncontact process, repeatability, ability to automate, and highhroughput. For these reasons, the applications of laser beam join-ng have broadened in the past decades.
Concurrently, the need to predict laser joining behavior has alsoecome more important since thermal analysis of the laser joint isprerequisite for optimizing the process parameters as well as theechanical attributes of the joint, i.e., the thermal distortion and
esidual stresses. Studies have shown that the laser joining processs very complex, including such phenomena as thermal conduc-ion in a multiphase system, fluid flow, gas dynamics, and plasmaffects. A number of simple analytical and numerical models haveeen developed to describe various aspects of the laser joiningrocess, usually for a specific range of conditions where one or a
Contributed by the Materials Division of ASME for publication in the JOURNAL OF
NGINEERING MATERIALS AND TECHNOLOGY. Manuscript received August 29, 2008; fi-al manuscript received April 19, 2009; published online November 3, 2009. Assoc.
ditor: Yanyao Jiang.ournal of Engineering Materials and TechnologyCopyright © 20
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
few phenomena dominate the process �1,2�. Sophisticated compu-tational models of laser joining are required to study a wider rangeof conditions and the mutual interactions among the various phe-nomena, although the analysis requires a great deal of calculationand computational power. More complicated models and muchmore computationally intensive calculations are becoming pos-sible as computer technology is developing.
The residual stresses generated during joining vary with thechange in the joining parameters, depending on the procedure ofthe joining process. Many researches have been done to investi-gate the residual stresses for specific problems. Because of thecomplexity of the different applications, several assumptions andapproximations, such as reducing the model from three-dimensional �3D� to two-dimensional �2D�, are made to facilitatethe analysis. Goldak �3� made one of the early studies in theadvantages of a full 3D model of the welding process. He com-pared the different forms of 2D approximation to full 3D analysisof the welding process. A common comment among all the previ-ous works was that any discrepancy in the results is mainly due tothe approximation of the modeling from a full 3D to differentforms of 2D.
The 3D sequentially coupled thermal/mechanical simulationmodel to be described here has been designed to analyze detailedresidual stresses generated due to microscale laser joining of twodissimilar biocompatible materials, polyimide and titanium, whichare imperative for the long-term application. Mahmood et al. �4�
was only focused on developing a symmetric thermal finite ele-JANUARY 2010, Vol. 132 / 011004-110 by ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

mpomsobticeucTddr
2
mlatbcisfosa
3
soiGw
Fdg
0
Downlo
ent �FE� model of the titanium and polyimide laser microjoiningrocess. On the contrary, in this study thermal/mechanical aspectf the laser microjoining process has been considered. To have aore realistic approach a full 3D FE model �without considering
ymmetry� has been developed because of the asymmetric naturef the system: joining of dissimilar materials and traveling laseream. The study here especially concerns laser microjoining ofhin plates ��m thickness�, which are used for packaging of bio-mplants, e.g., subretinal implant �5�; however, the same techniquean be used in joints of many other high-tech devices, e.g., opto-lectronics. A precision modeling of residual stress is therefore oftmost interest as many of these high-tech devices are subjected toontinuous cyclic thermal loading and corrosive environments.he sequentially coupled thermal/mechanical simulation modeleveloped here using the FE code ABAQUS is the first step towardeveloping more detailed and sophisticated models to calculateesidual stresses in miniaturized devices.
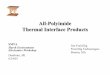
Transmission Laser MicrojoiningThe material combination for transmission laser microjoiningust include a transparent material and an absorbent material. The
aser energy transmits through the transparent upper layer, getsbsorbed by the absorbing lower layer �Fig. 1�, heats up and fuseshe transparent upper layer at the interfacial zone, and forms theond. Appropriate temperature development at the heated interfa-ial zone may result in chemical bond formation between the join-ng materials �6� as well. In this study, joining of polyimide or PIheet �Imidex, Westlake Plastics Co., Lenni, PA� to titanium �Ti�oil �Goodfellow Corporation, Oakdale, PA� by means of continu-us wave radiation from a Yb-doped fiber at �=1.1 �m is con-idered. PI is known to be transparent in the near-infrared region,nd the PI sheet has a transmittance of 81% at �=1.1 �m.
Mathematical and Numerical DescriptionA comprehensive three-dimensional �3D� transient model for
equentially coupled thermal/mechanical analysis has been devel-ped by using the FE code ABAQUS, along with a moving Gauss-an laser heat source. The heat source equation denoting theaussian type intensity distribution for the moving continuous
ig. 1 Schematic „a… of the transmission laser joining of twoissimilar materials „titanium and polyimide…, and „b… of the 3Deometry of the model
ave �CW� fiber laser beam is as follows:
11004-2 / Vol. 132, JANUARY 2010
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
q�r� =3P
�r̄2exp�− 3� r
r̄�2� �1�
Here P is the laser power, r is the radial distance from the centerof the beam, and r is the characteristic radius �defined at whichbeam intensity falls to 5% of the maximum intensity�.
In this study, heat transfer modes include conduction in PI, Ti,Ni, and glass, natural convection and radiation to surrounding inall components, and gap conduction and radiation between Ti andPI.
Previous studies have shown that the Fourier heat conductionequation is still valid for laser processing at micrometer regimes�7�. In heat transfer analysis, the spatial and temporal temperaturedistributions T�x ,y ,z , t� satisfy the following differential equationfor 3D heat conduction in a domain D
�
�x�kx
�T
�x� +
�
�y�ky
�T
�y� +
�
�z�kz
�T
�z� + Q = �c� �T
�t− v
�T
�y�
�2�
where x, y, and z denote the coordinate system attached to the heatsource, Q is the power generation per unit volume in domain D�W /m−3�, kx, ky, and kz are the thermal conductivities in x-, y-,and z-directions �W /m−1 K−1�, respectively, c is the specific heat�J /kg−1 K−1�, � is the density of material �kg m−3�, t is the time�s�, and v is the traveling velocity of the laser beam �m s−1�.
The natural boundary conditions �for radiation and convection�are denoted by the following equation:
kn� �T
�n� − �q� + hconv�T − T0� + ��rad�T4 − T0
4� = 0 �3�
on the boundary S for �x ,y ,z� � S and t�0. S represents thosesurfaces subjected to radiation, convection, and imposed heatfluxes. Here, kn denotes the thermal conductivity at each node�W /m K�, q denotes the experimentally determined heat flux nor-mal to S �W /m2�, hconv is the convection heat transfer coefficient�W /m2 K�, � is the Stefan–Boltzmann constant for radiation�5.67�10−8 W /m2 K4�, �rad is the emissivity, T denotes thenodal temperature �K�, and T0 is the ambient temperature �K�.
Standard variation techniques are applied to solve the systemequations. This is accomplished through the Crank–Nicholson/Euler theta integration method, in which the equations are solvedat discrete time points in transient modeling. The difference be-tween any two time points is known as the integration time, whichis specified by the user. If necessary, the program’s automatictime-stepping feature can be employed to automatically increaseor decrease the integration time step based on the response con-ditions �8,9�.
The simulation is initiated with an assumed initial temperaturespecified as the room temperature, and subsequent iterations usetemperatures from previous iterations to upgrade the thermomate-rial property matrices. The iterative process continues until a con-verged solution is achieved, which can be based on the out-of-balance heat flow vector and/or the temperature increment fromone iteration to the next.
4 Finite Element Model DevelopmentThe FE analysis of the laser microjoining of Ti and PI has been
conducted using the FE code ABAQUS �8� by the sequentiallycoupled thermal-stress analysis. The geometry for this transmis-sion laser joining process of two dissimilar materials is shown inFig. 1. In this study, two sequential analyses enable us to calculatethe thermal/mechanical coupled fields �10�. First the thermalanalysis has been conducted to calculate the nodal temperaturedistribution, and then the structural mechanical analysis has beenperformed with the nodal temperature history and used to eventu-
ally calculate the residual stress. The entire process for this se-Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

TDPTSCEYY
TDPTSCEYY
Fmechanical analysis
Fmicrojoining
Journal of Engineering Materials and Technology
Downloaded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
quentially coupled simulation has been shown in the flowchart�Fig. 2� �11�.
In the thermal analysis, an eight-node brick DC3D8 and a six-node linear triangular prism DC3D6 diffusive heat transfer ele-ments have been used. On the other hand, for the structural analy-sis, an eight-node brick C3D8 and a six-node linear triangularprism element C3D6 have been used. Nonuniform mixed meshhas been used and optimized to construct the 3D FE model, whichhas ensured very refined mesh around the bond area and extendedaway when far from the bond �Fig. 3�. The same meshing hasbeen used in both the thermal and mechanical analyses.
The material properties of Ti and PI used in the simulation aretemperature dependent, as provided in Tables 1 and 2, and ob-tained from Ref. �16� and the Center for Information and Numeri-cal Data Analysis and Synthesis �CINDAS� database. The stress-strain relations for pure Ti and PI as functions of temperature havebeen obtained from Refs. �12,13�. Melting and solidification is-sues have been approximated in the stress analysis by using ap-propriate material properties as functions of temperature.
Radiation and natural convection have been considered for theheat transfer boundary condition at all sides open to the surround-ing. To define the variation in heat transfer coefficient with tem-perature �hconv=hconv�T��, FILM PROPERTY option has been ac-tivated in ABAQUS to define the convective heat loss during andafter laser joining. For natural convection and radiation, SFILMand SRADIATE options have been used, respectively, and emis-sivity of all components have been considered constant.
Heat transfer between the titanium and polyimide has beenmodeled by using the surface interaction technique option inABAQUS, as physically these materials are in contact with eachother; however, they have large and distinct temperatures on eachside because of the difference in the conductivities and roughnessof materials. The heat flow across interface occurs via contactconduction, which was defined by the GAP CONDUCTION �14�option, and radiation, which was defined by the GAP RADIA-TION option in ABAQUS. In this case, the mating surfaces at theinterface have been modeled by using two separate sets of nodesbelong to two different element sets corresponding to two differ-ent materials.
The moving heat source has been modeled by reassigning thelocation of the distributed heat flux, which was calculated usingEq. �1� at different time steps. The time has been calculated basedon the scanning velocity and heat source location. The transient
rties at different temperatures
0 150 200 250 300 350 400- - - - - 1.4
4 0.4 0.4 0.4 0.4 0.4 0.475 0.176 0.177 0.178 0.178 0.179 0.1804 1.11 1.2 1.325 1.423 1.45 1.47
- - - - - 5.520 900 450 30 10 5 1.006 31 16 3.5 2 2 1.000 87 63 3.5 0.01 0.01 0.01
rties at different temperatures
0 300 400 500 600 700 800- - - - - 4350
2 0.32 0.32 0.32 0.32 0.32 0.32.0 18.07 18.2 18.70 19.54 20.49 21.4055 0.589 0.620 0.658 0.696 0.743 0.79
- - - - - 5.62.5 87 80 87 - - 805 80 77 60 - - 501 234 187 170 - - 129
Table 1 Polyimide material prope
emperature �°C� 27 50 10ensity �kg /m3� 1.43 - -oisson’s ratio 0.4 0.4 0.hermal conductivity �W /m°C� 0.174 0.175 0.1pecific heat �J /g°C� 1.00 1.002 1.0oefficient of thermal expansion/10−6 �/°C� 4.5 - -lastic modulus �MPa� 2760 2350 17ield stress �MPa� at strain �m/m� of 0.0 69.91 61 4ield Stress �MPa� at strain �m/m� of 0.5 510 280 13
Table 2 Titanium material prope
emperature �°C� 27 100 20ensity �kg /m3� 4500 - -oisson’s ratio 0.32 0.32 0.3hermal conductivity �W /m°C� 20.42 18.95 18pecific heat �J /g°C� 0.52 0.535 0.5oefficient of thermal expansion/10−6 �/°C� 4.92 - -lastic modulus �GPa� 106 103 95ield stress �MPa� at strain �m/m� of 0.0 240 185 12ield stress �MPa� at strain �m/m� of 1.0 568 388 26
ig. 2 Flowchart for the sequentially coupled thermal/
ig. 3 Meshing for the finite element model of the laser
JANUARY 2010, Vol. 132 / 011004-3
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

hbs
aiwcaP
tlcssjtatbz
abu
5
jgfoslCufh
6
p1tbdh
vs3m
0
Downlo
eat transfer model has been run and the nodal temperature haseen documented as a function of time for use in the subsequentteps.
In the structural analysis, the laser irradiated bond between Tind PI has been considered to be strong. This strong bimaterialnterface has been modeled by using a common set of nodesithin 165 �m from the centerline of the laser travel symmetri-
ally at both sides �bond width calculated by the thermal analysis�t the Ti-PI interface, which is shared by elements of both Ti andI.During laser heating the model has been constrained such that
he clamping of the system, as shown in Fig. 1�a�, can be simu-ated. To accommodate this, translation in the z-direction has beenonstrained for all the nodes at the top surface of PI and bottomurface of Ti as the clamping induces uniformly distributed pres-ure on these surfaces to tightly hold the system during the laseroining process. As there has been no clamping during cooling,hese constraints are turned off. However, constraints have beenpplied separately on both the Ti and PI films during cooling sohat all the unrealistic rotations in the x-, y-, and z-directions cane prohibited as shown in Fig. 4, where 2 and 3 denote the y- and-directions, respectively.
In this study, a nonlinear simulation has been performed withn elastic-plastic material model. Geometric nonlinearities haveeen included in the calculation so that the stiffness matrix can bepdated.
General Description of Experiments and SamplesThe Ti/PI foil samples studied in this work for the laser micro-
oining process have been prepared using a CW fiber laser that canenerate a spot size minimum of 200 �m with various powersrom 4W to 1W, and a feed of 100 mm/min. A schematic diagramf the sample geometry and size is given in Fig. 1�b�. The PIheets have been made of thermoplastic polyimide Imidex �West-ake Plastics Co.� and the Ti foil is of 99.6% purity �Goodfelloworporation�. The surfaces of Ti and PI have been cleaned byltrasonic cleaning with acetone and ethanol prior to placing themor the laser microjoining process. No additional surface treatmentas been performed on Ti.
Results and DiscussionA schematic diagram of the transmission laser microjoining
rocess of the two dissimilar materials Ti and PI is shown in Fig.�a�. A scanning laser beam with Gaussian intensity distributionravels about 6.5 mm from start to end to form the microjointetween the two thin materials as shown in the 3D schematiciagram in Fig. 1�b�. Laboratory tests for such an arrangementave been conducted at Fraunhofer USA, Inc.
Figure 5 shows the temperature profiles on the PI surface trans-erse to the laser traveling direction after the temperatures havetabilized over the traveling length for the laser powers of 4 W,.14 W, 1.75 W, and 1 W at the laser traveling velocity of 100
Fig. 4 Boundary conditions during cooling
m/min. On the other hand, Fig. 6 shows the experimentally ob-
11004-4 / Vol. 132, JANUARY 2010
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
tained process diagram for Ti/PI system using fiber laser. At 100mm/min traveling velocity and a laser power of 3.14 W, goodbonding is observed experimentally �Fig. 6� with high bondingstrength of 15.53.00 MPa �15�. It can be seen from Fig. 5 thatat the center of the temperature profile for 3.14 W, a temperatureof above the melting temperature of PI �350°C� �16� has beenachieved, whereas the highest temperature of this profile is lessthan the burnout temperature of PI �around 500°C� �16�, whichdefines this bond as a good and strong bond �burnout temperatureof PI�maximum temperature of PI achieved during heating�melting temperature of PI�. On the other hand, the temperatureprofile for 4 W reaches the burnout temperature of about 500°C�Fig. 5�, and provides a burnt sample, as shown in Fig. 6. Theother two cases of 1.75 W and 1 W provide no bonding conditionin Fig. 6, and as can be observed in Fig. 5, both of them have notachieved the glass transition temperature for PI and hence arelikely not to form any bonding.
Figures 7�a� and 7�b� plot the temperature profiles along thecenterline of the laser travel at the good bonding condition �3.14W and 100 mm/min� on the PI and Ti surfaces, respectively. InFig. 7�a� it can be observed that the temperature stabilizes toattain a constant maximum value as the laser beam passes alongthe centerline, and the stabilization time has been recorded to beabout 1 s from the start of the laser travel for the laser parametersof 3.14 W and 100 mm/min. This stabilization period of timeincreases with the increase in laser power at the same laser trav-eling velocity.
It can be observed from Fig. 5 that the bonding zone is about330 �m in width defined by the region that gained temperaturesof above the glass transition temperature �250°C� of PI. The nu-merical accuracy of the present model has been verified by com-paring the width of the bonding zone with the corresponding ex-perimental data. Image of the bond has been captured and bonddimension has been determined using an optical microscope after
Fig. 5 Temperature profiles across the traveling line of the la-ser beam at a traveling velocity of 100 mm/min and variouslaser powers
Fig. 6 Process diagram for the Ti/PI system using fiber laser
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

tFf
mKttsdtlmabAa
Fi
Fb
J
Downlo
he sample has been peeled off into their Ti and PI counterparts.igure 8 shows such an image where the bond width has beenound to be approximately 300 �m.
In order to further validate the FE results temperature measure-ent experiment has been conducted. As shown in Fig. 9�a�, three-type thermocouples �Omega®� have been placed in between
he polyimide and cover glass at three different locations. Sincehe size of the laser bonded area and the foil thicknesses are verymall, in order to overcome the effect of thermal mass, a smalliameter wire �0.02 mm� has been used. As shown in the figurehe first thermocouple has been placed at 1 mm from the start ofaser travel, the second thermocouple has been placed in the
iddle of laser travel, and the third one has been placed 2 mmway from the middle thermocouple. All the thermocouples haveeen connected to the data acquisition unit �National Instruments,ustin, TX�, which has been connected to the computer system
nd operated by using LABVIEW® interface. The experimental and
ig. 7 Temperature profiles along the centerline of the travel-ng laser beam on „a… PI and „b… Ti surfaces
ig. 8 Microscopic picture of the polyimide surface in the
ond region „3.14 W and 100 mm/min…ournal of Engineering Materials and Technology
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
simulation maximum temperature results have been observed tobe comparable at all three locations �Fig. 9�b��.
With the nodal temperature data at different time steps gatheredtogether, a sequentially coupled thermal/mechanical analysis hasbeen performed to obtain the residual stresses after the wholesystem is cooled down to the room temperature of 27°C. Figure10 shows these residual stress �von Mises stress, �xx and �yy�contours on the PI and Ti surfaces. It can be observed from Fig.10�a� that the residual �von Mises� stress is low near the centerlineof the traveling laser beam surrounded by higher values �about160 �m away from the centerline symmetrically at the two sides�shown by the thin gray contours surrounded by the brighter con-tours on the PI surface. On the other hand, Fig. 10�b�, providingthe residual �von Mises� stress contours on the Ti surface, showshigher stresses near the centerline of the traveling laser beam andthe stresses decay away as the distance from the centerline in-creases. Figures 10�c� and 10�d� show the �xx values of the re-sidual stresses on the PI and Ti surfaces, respectively, and simi-larly, Figs. 10�e� and 10�f� give the �yy values on the PI and Tisurfaces, respectively. �zz values have not been included here asthey are negligible with respect to �xx or �yy. From Figs. 10�c�and 10�e� it can be observed that �xx and �yy are both compressivenear the centerline of the laser travel, showing negative values�darker contours� surrounded by tensile stresses �brighter con-tours� on the PI surface. On the contrary, Figs. 10�d� and 10�f�provide positive values of �xx and �yy near the centerline of thetraveling laser beam referring to tensile stresses on the Ti surface.
In the laser microjoining process of the Ti/PI system the onlything that differs between the heating and cooling parts is the
Fig. 9 Comparison of the maximum temperatures at three lo-cations: „a… locations of three thermocouples; „b… experimentalresults versus finite element analysis results
formation of bond. Residual stress due to thermal loading occurs
JANUARY 2010, Vol. 132 / 011004-5
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

irjmaimbtltcn
0
Downlo
n any material if the expansion/contraction due to a temperatureise/drop is prohibited by external obstruction. In this laser micro-oint of the Ti/PI system the only external obstruction is the for-
ation of bond between the Ti and PI. At the highest temperaturechieved �about 950°C for Ti and 378°C for PI� during the bond-ng process, maximum expansion occurs in Ti due to higher ther-
al expansion coefficient of 5.62 / °C �at about 950°C�, followedy the area in PI near centerline of the laser travel, which has ahermal expansion coefficient of 5.5 / °C at 378°C, and then fol-owed by the area in PI that achieves temperatures above the glassransition temperature of PI. Let us assume that the bonding oc-urs just after achieving the highest temperature or at the begin-
Fig. 10 Residual stress contours on the PI andtemperature: „a… von Mises stress on PI; „b… von Mon PI; and „f… �yy on Ti
ing of cooling process. When the cooling starts, both the Ti and
11004-6 / Vol. 132, JANUARY 2010
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
PI start to contract. However, there is a bond between the Ti andPI in this case, which acts as a common area during this contrac-tion in the cooling process. This bond will experience differenttypes of contraction at its Ti and PI sides. In the Ti side there willbe faster and higher contraction because in Ti, expansion and heatconduction is higher. PI will go through slower and also lowercontraction because the heat conduction is slower and the previ-ous expansion was not as high as Ti. As the bond area is commonto both of the Ti and PI, higher and faster contraction in Ti willput it in tension as the bond area will not be able to contract at asfast and high pace. This tension in Ti will create compression on
urfaces after cooling the system down to rooms stress on Ti; „c… �xx on PI; „d… �xx on Ti; „e… �yy
Ti sise
PI in the bonding zone. It should be mentioned here that �xx and
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

�tl
�mIttcfstaaIzstczctloc�tiorc
Fl„
J
Downlo
yy show compressive stress on PI �Figs. 10�c� and 10�e�� andensile stress on Ti �Figs. 10�d� and 10�f�� near the centerline ofaser travel.
Figures 11�a� and 11�b� show profiles of �xx plotted transversex-direction� to the direction �y-direction� of the laser travel at theiddle of the bond length on the PI and Ti surfaces, respectively.
t is profound in Fig. 11�a� that the compressive stress occurs onhe PI surface within about 0.165 mm from the centerline of theraveling laser beam symmetrically at both sides. Outside thisompression zone tensile stress gathers from 0.165 mm to 0.5 mmrom the centerline at both sides. On the other hand, Fig. 11�b�hows on the Ti surface tensile stress forming from the centerlineo about 0.165 mm at both sides, giving compressive stress frombout 0.165 mm to 0.21 mm, then showing tensile stress, andgain going back to compressive stress from 0.34 mm to 0.5 mm.n this laser microjoint between Ti and PI the width of the bondingone is about 0.33 mm, i.e., 0.165 mm from the centerline at bothides. From Figs. 11�a� and 11�b� it is evident that tensile stress athe Ti �stronger material� side of this bonding zone has createdompression at the PI �weaker material� side. The tensile stressones at the two corners of the bond width on the PI surface mayounteract with the compressive stress zones at the two corners ofhe bond width on the Ti surface to some extent, and may alsoocally balance the compressive stress created near the centerlinen the PI surface. However, these tensile stress zones at the twoorners of the bond width on the PI surface being so prominentabout 15 MPa at the peaks� may be because of the differences inhe material properties between PI �weaker� and Ti �stronger�. PIs a weaker material than Ti with an elastic modulus of about tworders of magnitude lower than Ti. This discrepancy is incorpo-ating the tensile stress of higher magnitude on the Ti surface
ig. 11 Profiles of �xx plotted transverse to the direction of theaser travel at the middle of the bond length on the „a… PI andb… Ti surfaces
ompared with the magnitude of the compressive stress on the PI
ournal of Engineering Materials and Technology
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
surface near the centerline of the laser travel. It is evident fromFigs. 11�a� and 11�b� that this compressive stress on the PI surfacecannot possibly fully balance the tensile stress on the Ti surfacenear the centerline of the laser travel. Therefore, this imbalance isbeing compensated by the generation of tensile stress zones at thetwo corners of the bond width on the PI surface. These types oftensile stress zones are also evident at the start and end of thebond with compressive stress near the centerline all along thebond length in case of �yy contours on the PI surface �Fig. 10�e��.To end this explanation, it should be mentioned that the aboveexplanation explains the �xx and �yy contours on the PI and Tisurfaces, which are the major contributors to the von Mises stressas the �zz values are much lower compared with these two stresscomponents.
When the whole system cools down higher tensile stress buildsup near the centerline of the laser travel on the Ti surface andcompressive stress builds up near the centerline on the PI surface.The magnitudes of the tensile stresses on the Ti surface are higherthan the magnitudes of the compressive stresses on the PI surface.Now, overall, the whole system will try to relax out of its stresses.To achieve that Ti needs to contract more and PI needs to expandnear the centerline. On the PI surface the region within 0.165 mmfrom the centerline of the traveling laser beam on both sides at-tains temperatures of above the glass transition temperature of PI�Fig. 5�. Within this region a subregion of about 0.05 mm from thecenterline on both sides goes above the PI melting temperature.On the other hand Ti remains in solid state over the entire laserheating as the melting temperature of Ti is very high and cannotbe reached during this bonding process. Therefore there remains amelt zone surrounded by a softened zone in PI after the coolingprocess has begun. Since this melt and softened zones experiencecompressive stresses and the possible relaxation should accom-pany an expansion in these zones; in the whole system these zoneswill be the easiest parts to relax out of their stresses as the otherparts either remain in solid state or solidify earlier during thecooling process. We anticipate that this may be the reason behindthe accumulation of lower von Mises stresses near the centerlineof laser travel on the PI surface �Fig. 10�a��.
Figure 12 shows the comparison between the temperature andresidual stress profiles on the PI surface across the centerline ofthe traveling laser beam at three distinct locations: start of thelaser travel �Figs. 12�a� and 12�b��, in the middle of the lasertravel �Figs. 12�c� and 12�d��, and at the end of the laser travel�Figs. 12�e� and 12�f��. In Fig. 12�a� the maximum temperaturehas not reached even the glass transition temperature of PI as it isthe start of the laser travel. However, in Figs. 12�c� and 12�e� thetemperature profiles achieve glass transition within 0.165 mmfrom the centerline at both sides �indicated by dotted lines� andalso melting temperature within 0.05 mm from the centerline atboth sides �indicated by dotted lines�. It can be observed fromFigs. 12�d� and 12�f� that the maximum residual stresses accumu-lated near the dotted lines denote the achievement of glass transi-tion temperature. This phenomenon certainly comes under thesame explanation as provided above. It is also profound fromFigs. 12�b�, 12�d�, and 12�f� that residual stresses in the transversedirection to the laser travel have both the maximum peaks and thelowest values in the middle of the bond length �Fig. 12�d��.
Residual stress �von Mises� profiles along the centerline of thetraveling laser beam have been provided in Figs. 13�a� and 13�b�on the PI and Ti surfaces, respectively. We can observe similarpattern of the von Mises stress distribution in the longitudinaldirection �Fig. 13�a�� on the PI surface when compared with thatin the transverse direction of the traveling laser beam �Fig. 12�,i.e., there are lower stresses in the middle and higher stresses atthe two ends or at the start and end. On the other hand, on the Tisurface, the von Mises stress profile along the centerline �Fig.13�b�� remains almost flat from start to end with slight increasetoward the end point, which is also similar to the von Mises pro-
file across the centerline on the Ti surface �figure not shown here�.JANUARY 2010, Vol. 132 / 011004-7
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

TptiaceFbvy
0
Downlo
herefore, these figures can also be explained by the explanationrovided above as the longitudinal profiles are quite similar to theransverse profiles in both the Ti and PI cases. It is also profoundn Figs. 13�a� and 13�b� that the maximum residual stresses occurt the end of the laser travel on both the Ti and PI surfaces, whichan be attributed to attaining higher maximum temperatures at thend of the laser travel, as shown by the temperature profiles inigs. 7�a� and 7�b�. The maximum value of the residual stress haseen observed at the end of the laser travel and found to have aalue of 29.4 MPa on the PI surface, which is in the order of the
Fig. 12 Temperature and residual stress „von Mcenterline of the traveling laser beam: „„a… and „bmiddle of the laser travel; and „„e… and „f…… at the
ield stress of the PI material �about 69 MPa�. On the other hand,
11004-8 / Vol. 132, JANUARY 2010
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
the maximum residual stress on the Ti surface is 229 MPa foundalso at the end of laser travel and less than the yield stress of Timaterial �240 MPa� at room temperature.
7 ConclusionThe FE code ABAQUS based thermal/mechanical simulation
model developed here is the first step toward developing moresophisticated models to design manufacturing processes for min-iaturized devices needing microscale heat transfer and structural
s stress… profiles on the PI surface across thet the start of the laser travel; „„c… and „d…… in the
d of the laser travel
ise…… aen
analyses. In this study simulations have been carried out to obtain
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

astwbgwmp
opqltsgrecsa
J
Downlo
good combination of laser microjoining parameters for the Ti/PIystem and found to be 3.14 W of laser power and 100 mm/min ofraveling laser beam speed at 0.2 mm of laser beam diameter,hich has also been experimentally verified to confirm the goodonding conditions. The developed computational model has alsoenerated a bonding zone, which is similar in width to the bondidth of the Ti/PI joint observed experimentally by an opticalicroscope, and maximum temperatures at three locations com-
arable to those measured by thermocouples.After these comparisons with the experiments, residual stresses
n the Ti and PI surfaces have been modeled with the nodal tem-erature history generated by the thermal analysis at different se-uential time steps. It has been observed that on the PI surfaceower von Mises residual stresses gather near the centerline of theraveling laser beam surrounded by contours of higher residualtresses and then gradually fade away far from the bonding re-ion. On the other hand, on the Ti surface, higher von Misesesidual stresses have accumulated near the centerline of the trav-ling laser beam and gradually decrease as the distance from theenterline increases. It has been anticipated that this type of re-idual stress pattern has been generated due to thermal expansion
Fig. 13 Residual stress „von Mises stress… profion „a… PI and „b… Ti surfaces
nd contraction mismatches between the two dissimilar materials
ournal of Engineering Materials and Technology
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
at the two sides of the bonding and also due to the melting andsoftening of the PI near the centerline of the laser travel. Maxi-mum residual stresses have been found at the end of the lasertravel on both the Ti and PI surfaces, and are in the orders of andstill lower than the yield stresses of the corresponding materials.
AcknowledgmentThe authors acknowledge the financial support for this study
from Michigan Economic Development Corporation �MEDC�.
References�1� Steen, W. M., Dowden, J., Davis, M., and Kapadia, P., 1988, “A Point and Line
Source Model of Laser Keyhole Welding,” J. Phys. D, 21, pp. 1255–1260.�2� Mazumder, J., and Steen, W. M., 1980, “Heat Transfer Model for CW Laser
Material Processing,” J. Appl. Phys., 51, pp. 941–947.�3� Goldak, J., 1990, “Keynote Address: Modeling Thermal Stresses and Distor-
tions in Welds,” Recent Trends in Welding Science and Technology, ASM,Metals Park, OH.
�4� Mahmood, T., Mian, A., Amin, M., Auner, G., Witte, R., Herfurth, H., andNewaz, G., 2007, “Finite Element Modeling of Transmission Laser Microjoin-ing Process,” J. Mater. Process. Technol., 186�1–3�, pp. 37–44.
�5� Xing, W., Chenglin, P., Zhiqiang, Z., Xiaogang, L., Ning, H., and Huiquan, Z.,
along the centerline of the traveling laser beam
les2005, “Research Progress of Subretinal Implant Based on Electronic Stimula-
JANUARY 2010, Vol. 132 / 011004-9
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm

0
Downlo
tion,” Proceedings of the 27th IEEE Engineering in Medicine and BiologyAnnual Conference, Shanghai, China, pp. 1289–1292.
�6� Georgiev, D. G., Baird, R. J., Newaz, G., Auner, G., Herfurth, H., and Witte,R., 2004, “An XPS Study of Laser-Fabricated Polyimide/Titanium Interface,”Appl. Surf. Sci., 236�1–4�, pp. 71–76.
�7� Burgener, M. L., and Reedy, R. E., 1982, “Temperature Distributions Producedin a Two Layer Structure by a Scanning CW Laser or Electron Beam,” J. Appl.Phys., 53, pp. 4357–4363.
�8� Habbitt, Karlesson and Sorensen, Inc., 2004, ABAQUS version 6.5 User’sManual and Documentations.
�9� Cook, R., Malkus, D., Plesha, M., and Witt, R., 2004, Concepts and Applica-tions of Finite Element Analysis, 4th ed., Wiley, New York.
�10� Zienkiwicz, O. C., and Taylor, R. L., 1991, The Finite Element Method,McGraw-Hill, New York, Chap. 5.
�11� Labudovic, M., and Burka, M., 2003, “Heat Transfer and Residual Stress Mod-
11004-10 / Vol. 132, JANUARY 2010
aded 23 Feb 2011 to 141.213.32.23. Redistribution subject to ASME
eling of a Diamond Film Heat Sink for High Power Laser Diodes,” IEEETrans. Compon. Packag. Technol., 26�3�, pp. 575–581.
�12� Monteiro, S. N., and Reed-Hill, R. E., 1973, “An Empirical Analysis of Tita-nium Stress-Strain Curves,” Metall. Mater. Trans. B, 4�4�, pp. 1011–1015.
�13� Kuo, C. T., Yip, M. C., Chiang, K. N., and Tsou, C., 2005, “CharacterizationStudy of Time- and Temperature-Dependent Mechanical Behavior of Polyim-ide Materials in Electronics Packaging Applications,” J. Electron. Mater.,34�3�, pp. 272–281.
�14� Yovanovich, M. M., 2005, “Four Decades of Research on Thermal Contact,Gap, and Joint Resistance in Microelectronics,” IEEE Trans. Compon. Packag.Technol., 28�2�, pp. 182–206.
�15� Sultana, T., 2007, “Bond Quality and Failure Mode Assessment for Polymer-Metal and Polymer-Glass Transmission Laser Joints,” Ph.D. thesis, WayneState University, Detroit, MI.
�16� http://www.matweb.com/.
Transactions of the ASME
license or copyright; see http://www.asme.org/terms/Terms_Use.cfm