Embed Size (px)
DESCRIPTION
Chemical and Industrial Engineering
Citation preview

Eng. Adrian TURCU, PhD ANALYSIS OF STEAM CRACKING PROCESS FOR THE INDUSTRIAL
ETYLENE PLANT
ANALIZA PROCESULUI DE CRACARE CU ABUR PENTRU INSTALATIA INDUSTRIALA DE ETILENA
2003
DEPARTMENT OF CHEMICAL ENGINEERING UNIVERSITY „POLITEHNICA” OF BUCHAREST CENTRE FOR TECHNOLOGY TRANSFER IN THE PROCESS INDUSTRIES – CTTPI (CTTPI) CATEDRA DE INGINERIE CHIMICĂ UNIVERSITATEA POLITEHNICA BUCURESTI CENTRUL PENTRU TRANSFER TEHNOLOGIC IN INDUSTRIILE DE PROCES Eng. Adrian TURCU, PhD mail: [email protected]
CONTENT CUPRINS
1. INTRODUCTION, Introducere 2. PROCESS HISTORY, Istoria procedeului 3. GENERAL PROCESS STRUCTURE AND SOME PROCESS DIAGRAMS, Organizare flux şi scheme generale 4. RAW MATERIALS CHARACTERISATION, PROCESS YIELDS, PROCESS SELECTIVITY IN OLEFINS, Materii prime, randamente, potenţialul de olefine 5. CONTAMINANTS AND IMPURITIES, FINAL PRODUCTS CHARACTERISATION, Contaminanţi şi impurităţi, produse finite 6. REACTION MECHANISM AND KINETICS, Mecanisme şi cinetici de reacţie 7. STEELS FOR REACTOR COILS, Oţeluri pentru serpentine de reacţie 8. COCKING, COCKING INHIBITION AND DECOCKING, Cocsarea, inhibare cocsare şi decocsare 9. REACTOR APPARATUS TYPE AND CHARACTERISTICS, TUBULAR REACTORS FOR PYROLYSIS, FURNACE EFFLUENTS AND ENERGY, Reactoare tubulare de piroliză, tipuri reactoare, particularităţi, efluenţi cuptor şi aspecte energetice 10. COOLING AND WASHING OF PYROLYSIS REACTOR GASEOUS EFFLUENT, STEAM GENERATION AND EFFLUENTS, Răcirea gazelor cracate, spălare gaze, generări de abur şi efluenţi 11. GAS COMPRESSION, ACID GAS NEUTRALIZING, EFFLUENTS, GAS HYDRATES AND GAS DRYING Compresie gaze, neutralizare gaze acide, efluenţi, hidraţi şi uscare gaze 12. REFRIGERATION SYSTEMS, Sisteme de refrigerare 13. GASES PURIFICATION, CATALYTIC CONVERSION OF ACETYLENE, MAPD AND CO, Purificări gaze, conversie catalitică acetilenă, MAPD şi CO 14. COMPONENTS SEPARATION FROM GASEOUS STREAM, Separarea gazelor 15. FLARE SYSTEMS, COMPONENTS RECOVERY FROM FLARE STREAM, START-UP WITHOUT FLARE SYSTEM SERVICE, GASEOUS COMPONENTS RECOVERY FROM FCC PLANT EFFLUENTS, LDPE, HDPE AND PP UNITS, RESIDUAL GAS EFFLUENTS, Sisteme de faclă, recuperare gaze de faclă, pornirea fără faclă, recuperări gaze din FCC, LDPE, HDPE, PP, efluenţi gazoşi 16. PROCESS EFFLUENTS, Efluenţi de proces 17. THE CRITICISM OF THE PROCESS, Critica procesului 18. CONCLUSIONS, Concluzii 19. BIBLIOGRAPHY, Bibliografie
1. INTRODUCERE 1. INTRODUCTION
Lucrarea de fata constitue un studiu pregatitor al unei teze de doctorat cu tematica in
integrarea proceselor printr-o abordare ce se refera la analiza proceselor. Scopul studiului a fost acela de a face o trecere in revista a procesului industrial de obtinere a olefinelor prin reactii de piroliza a fractiunilor petroliere si de a efectua o analiza de proces a principalelor faze si utilaje ale procesului industrial pentru a scoate in evidenta aspecte fundamentale, tehnice si tehnologice legate de efluentii reziduali rezultati in urma operarii industriale a acestor instalatii.
Astfel, sunt prezentate in lucrare scheme de proces, caracterizari ale curentilor de proces asa cum rezulta din bilanţurile de materiale şi energetice, probleme legate de efluenţii reziduali, de sistemul de schimb de caldura si utilitati, de recuperările energetice precum şi evidenţierea problemelor neclare şi nerezolvate asa cum au fost intalnite in literatura de specialitate pe care autorul a avut-o la dispozitie si a reusit sa o parcurga.
The scope of this work is to realize an analysis of technology and engineering of Pyrolysis Plant, following the streams, mass and energy balances, residual effluents problem, energy recovery and also to put an accent on unclear and unsolved problems from literature.
O sursa importanta de literatura ce mi-a stat la indemana si in care am gasit din
abundenta prezentari cu lux de amanunte ale proceselor industriale, ale chimismului, termodinamicii si cineticii proceselor implicate, ale operatiilor unitare si aparatelor tip a fost aceea publicata sub forma de studii in articole sau carti publicate in Romania de autori ca: Gh. C. Suciu, S. Raşeev, Raul Mihail, Valeriu Vântu, Valeriu Măcriş, Gh. Ivănuş, C. Cârloganu, G. Bozga.
In Romania there are technical and engineering studies in pyrolysis field with authors as Gh. C. Suciu, S. Raşeev, Raul Mihail, Valeriu Vântu, Valeriu Măcriş, Gh. Ivănuş, C. Cârloganu, G. Bozga.
Multe teze de doctorat s-au concretizat în domeniul tehnologiilor şi al reactoarelor de piroliză ca şi în studii de simulare ale fenomenelor. De exemplu, in Romania tezele susţinute la I.P.G. Bucureşti / Ploieşti şi I.P. Bucureşti de El Hady-1970, Gh. Ivănuş – 1979, K.D. Benerjec – 1980, Grigore Bozga – 1984, Jafar Towfighi – 1986, etc. Many doctorate theses have the subjects in the technology of pyrolysis reactors and process simulations of phenomena. For example theses at Petroleum and Gas Institute from Bucharest / Ploiesti and at Polytechnic Institute from Bucharest by El Hady-1970, Gh. Ivănuş - 1979, K.D. Benerjec - 1980, Grigore Bozga - 1984, Jafar Towfighi - 1986, etc. In literatura de specialitate avem urmatoarele sinteze:
In technical literature there are the following syntheses: Prof. Gh. Suciu - Ingineria Prelucrării hidrocarburilor, 1974, V. Vântu, R. Mihail, V. Măcriş, Gh. Ivănuş - Piroliza hidrocarburilor 1980, V. Măcriş - Separarea gazelor de la piroliza hidrocarburilor 1981, Albright, Crynes şi Corcoran '' Pyrolysis - Theory and Industrial Practice'' 1983, Academic Press.
2. ISTORIA PROCEDEULUI
Cracarea termic la presiuni joase – piroliza - s-a bazat pe observa iilef cute în anii 1850-1860 /Sillman, - J. Am. Chem. Soc., 2,18, 1871/ referitoare la descompunerea frac iunilor grele de i ei sub ac iunea temperaturilor înalte, cu formare de alchene inferioare i de hidrocarburi aromatice /Ra eev, I, 1996, p.275/
Cu numele de piroliz , procesul a fost folosit în timpul primului r zboimondial pentru fabricarea aromatelor din petrol i motorin (Procedeele Burton, Fleming, Gyro, Jenkins, etc.) /Nelson, 1958, p.626/
Sub denumirea de cracare la presiune joas procedeul reapare industrial în anii 1930 - 1935, pentru ob inerea de benzine cu caracter aromatic i cu indiceoctanic ridicat.
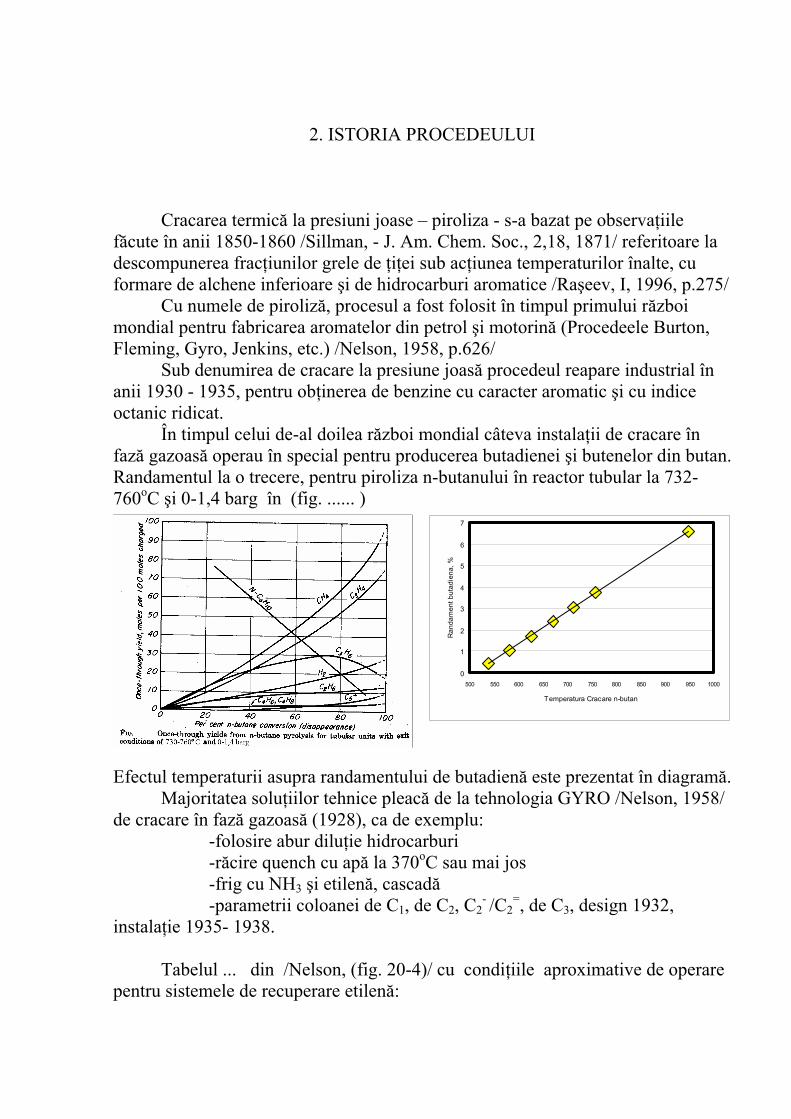
În timpul celui de-al doilea r zboi mondial câteva instala ii de cracare în faz gazoas operau în special pentru producerea butadienei i butenelor din butan.Randamentul la o trecere, pentru piroliza n-butanului în reactor tubular la 732-760oC i 0-1,4 barg în (fig. ...... )
0
1
2
3
4
5
6
7
500 550 600 650 700 750 800 850 900 950 1000
Temperatura Cracare n-butan
Ra
nd
am
en
t b
uta
die
na
, %
Efectul temperaturii asupra randamentului de butadien este prezentat în diagram . Majoritatea solu iilor tehnice pleac de la tehnologia GYRO /Nelson, 1958/ de cracare în faz gazoas (1928), ca de exemplu: -folosire abur dilu ie hidrocarburi -r cire quench cu ap la 370oC sau mai jos -frig cu NH3 i etilen , cascad -parametrii coloanei de C1, de C2, C2
- /C2=, de C3, design 1932,
instala ie 1935- 1938.
Tabelul ... din /Nelson, (fig. 20-4)/ cu condi iile aproximative de operare pentru sistemele de recuperare etilen :
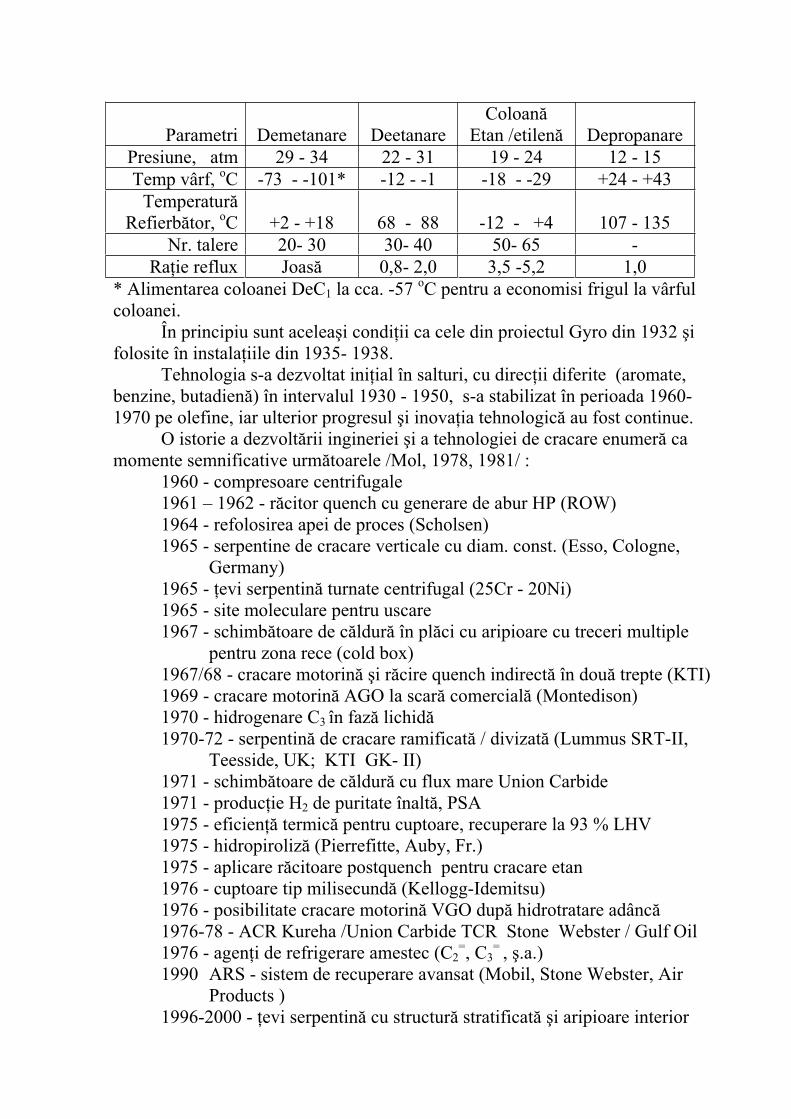
Parametri Demetanare DeetanareColoan
Etan /etilen DepropanarePresiune, atm 29 - 34 22 - 31 19 - 24 12 - 15 Temp vârf, oC -73 - -101* -12 - -1 -18 - -29 +24 - +43
TemperaturRefierb tor, oC +2 - +18 68 - 88 -12 - +4 107 - 135
Nr. talere 20- 30 30- 40 50- 65 -Ra ie reflux Joas 0,8- 2,0 3,5 -5,2 1,0
* Alimentarea coloanei DeC1 la cca. -57 oC pentru a economisi frigul la vârful coloanei. În principiu sunt acelea i condi ii ca cele din proiectul Gyro din 1932 ifolosite în instala iile din 1935- 1938. Tehnologia s-a dezvoltat ini ial în salturi, cu direc ii diferite (aromate, benzine, butadien ) în intervalul 1930 - 1950, s-a stabilizat în perioada 1960- 1970 pe olefine, iar ulterior progresul i inova ia tehnologic au fost continue. O istorie a dezvolt rii ingineriei i a tehnologiei de cracare enumer ca momente semnificative urm toarele /Mol, 1978, 1981/ : 1960 - compresoare centrifugale 1961 – 1962 - r citor quench cu generare de abur HP (ROW) 1964 - refolosirea apei de proces (Scholsen) 1965 - serpentine de cracare verticale cu diam. const. (Esso, Cologne, Germany) 1965 - evi serpentin turnate centrifugal (25Cr - 20Ni) 1965 - site moleculare pentru uscare 1967 - schimb toare de c ldur în pl ci cu aripioare cu treceri multiple pentru zona rece (cold box) 1967/68 - cracare motorin i r cire quench indirect în dou trepte (KTI) 1969 - cracare motorin AGO la scar comercial (Montedison) 1970 - hidrogenare C3 în faz lichid 1970-72 - serpentin de cracare ramificat / divizat (Lummus SRT-II, Teesside, UK; KTI GK- II) 1971 - schimb toare de c ldur cu flux mare Union Carbide 1971 - produc ie H2 de puritate înalt , PSA 1975 - eficien termic pentru cuptoare, recuperare la 93 % LHV 1975 - hidropiroliz (Pierrefitte, Auby, Fr.) 1975 - aplicare r citoare postquench pentru cracare etan 1976 - cuptoare tip milisecund (Kellogg-Idemitsu) 1976 - posibilitate cracare motorin VGO dup hidrotratare adânc 1976-78 - ACR Kureha /Union Carbide TCR Stone Webster / Gulf Oil 1976 - agen i de refrigerare amestec (C2
=, C3= , .a.)
1990 ARS - sistem de recuperare avansat (Mobil, Stone Webster, Air Products ) 1996-2000 - evi serpentin cu structur stratificat i aripioare interior
3. ORGANIZARE FLUX I SCHEME GENERALE
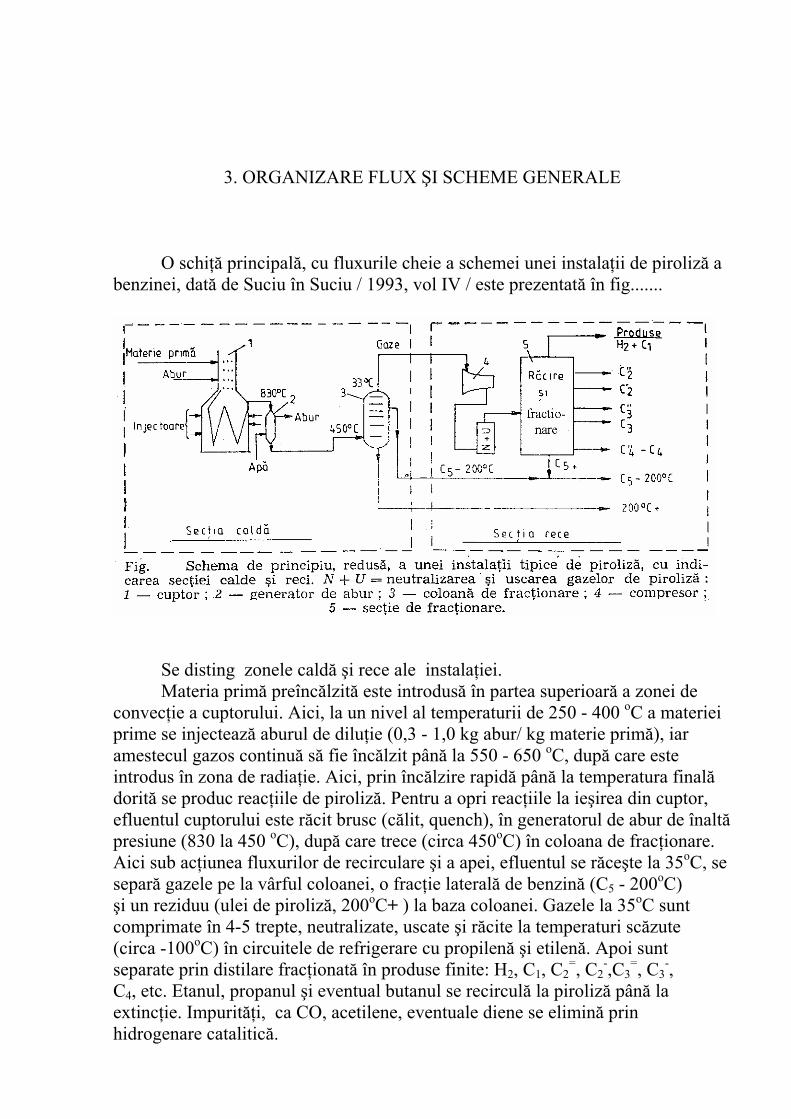
O schi principal , cu fluxurile cheie a schemei unei instala ii de piroliz a benzinei, dat de Suciu în Suciu / 1993, vol IV / este prezentat în fig.......
Se disting zonele cald i rece ale instala iei. Materia prim preînc lzit este introdus în partea superioar a zonei de convec ie a cuptorului. Aici, la un nivel al temperaturii de 250 - 400 oC a materieiprime se injecteaz aburul de dilu ie (0,3 - 1,0 kg abur/ kg materie prim ), iar amestecul gazos continu s fie înc lzit pân la 550 - 650 oC, dup care este introdus în zona de radia ie. Aici, prin înc lzire rapid pân la temperatura finaldorit se produc reac iile de piroliz . Pentru a opri reac iile la ie irea din cuptor, efluentul cuptorului este r cit brusc (c lit, quench), în generatorul de abur de înaltpresiune (830 la 450 oC), dup care trece (circa 450oC) în coloana de frac ionare.Aici sub ac iunea fluxurilor de recirculare i a apei, efluentul se r ce te la 35oC, se separ gazele pe la vârful coloanei, o frac ie lateral de benzin (C5 - 200oC)i un reziduu (ulei de piroliz , 200oC+ ) la baza coloanei. Gazele la 35oC sunt
comprimate în 4-5 trepte, neutralizate, uscate i r cite la temperaturi sc zute(circa -100oC) în circuitele de refrigerare cu propilen i etilen . Apoi sunt separate prin distilare frac ionat în produse finite: H2, C1, C2
=, C2-,C3
=, C3-,
C4, etc. Etanul, propanul i eventual butanul se recircul la piroliz pân la extinc ie. Impurit i, ca CO, acetilene, eventuale diene se elimin prin hidrogenare catalitic .
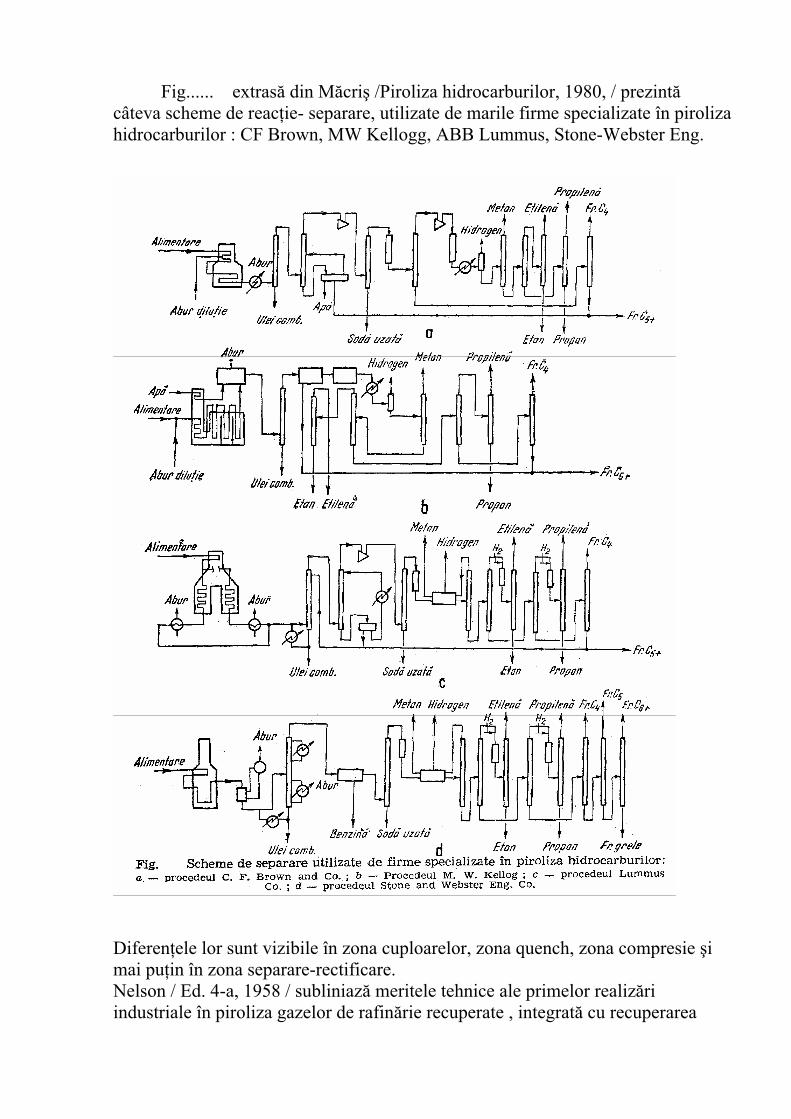
Fig...... extras din M cri /Piroliza hidrocarburilor, 1980, / prezintcâteva scheme de reac ie- separare, utilizate de marile firme specializate în piroliza hidrocarburilor : CF Brown, MW Kellogg, ABB Lummus, Stone-Webster Eng.
Diferen ele lor sunt vizibile în zona cuploarelor, zona quench, zona compresie imai pu in în zona separare-rectificare.Nelson / Ed. 4-a, 1958 / subliniaz meritele tehnice ale primelor realiz riindustriale în piroliza gazelor de rafin rie recuperate , integrat cu recuperarea
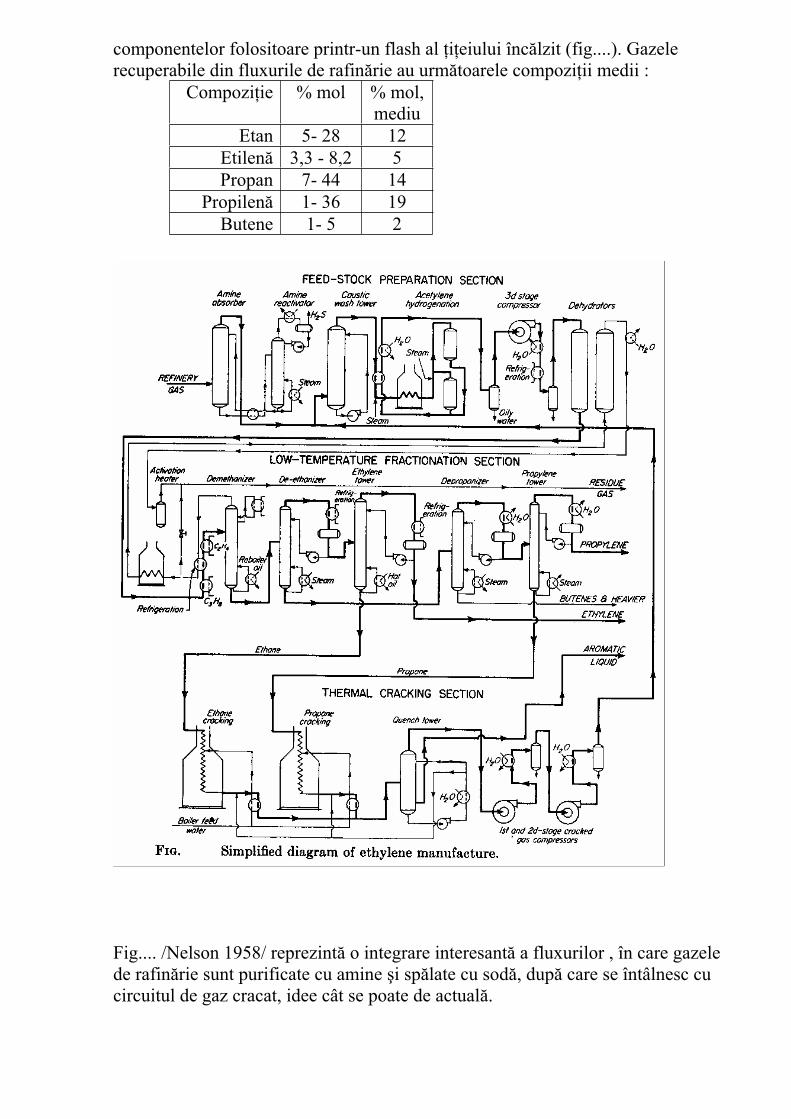
componentelor folositoare printr-un flash al i eiului înc lzit (fig....). Gazele recuperabile din fluxurile de rafin rie au urm toarele compozi ii medii :
Compozi ie % mol % mol,mediu
Etan 5- 28 12Etilen 3,3 - 8,2 5Propan 7- 44 14
Propilen 1- 36 19Butene 1- 5 2
Fig.... /Nelson 1958/ reprezint o integrare interesant a fluxurilor , în care gazele de rafin rie sunt purificate cu amine i sp late cu sod , dup care se întâlnesc cu circuitul de gaz cracat, idee cât se poate de actual .
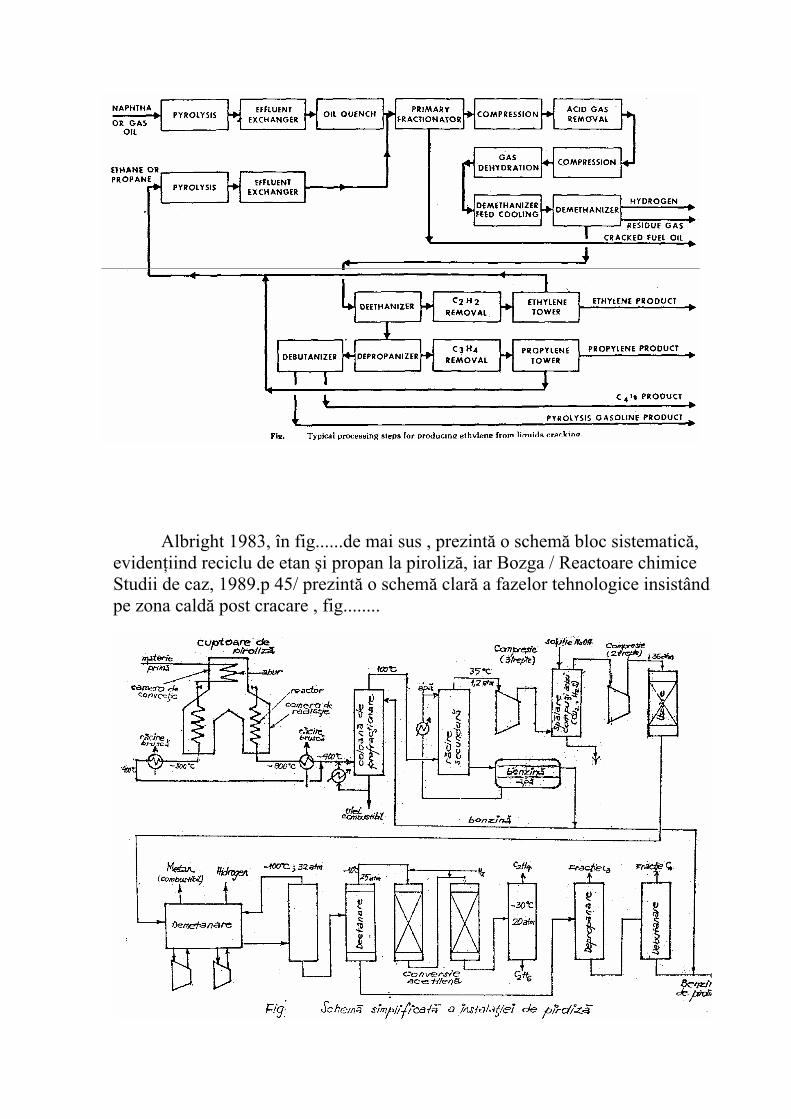
Albright 1983, în fig......de mai sus , prezint o schem bloc sistematic ,eviden iind reciclu de etan i propan la piroliz , iar Bozga / Reactoare chimice Studii de caz, 1989.p 45/ prezint o schem clar a fazelor tehnologice insistând pe zona cald post cracare , fig........
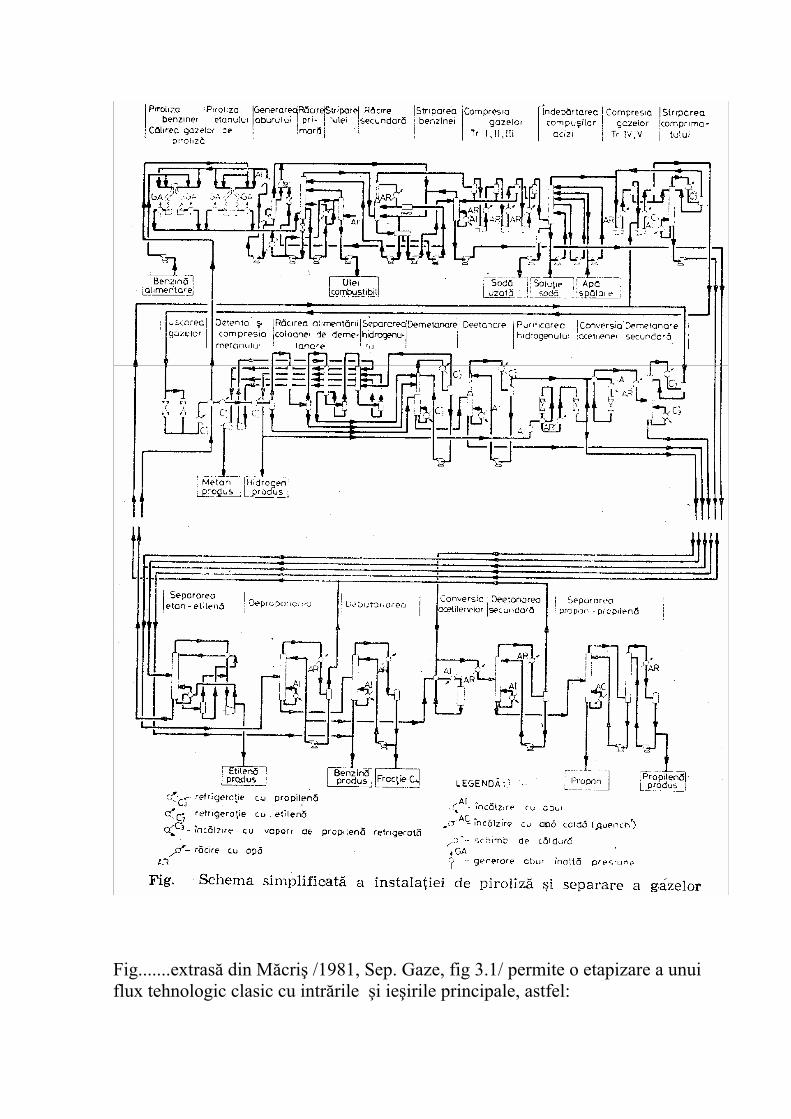
Fig.......extras din M cri /1981, Sep. Gaze, fig 3.1/ permite o etapizare a unui flux tehnologic clasic cu intr rile i ie irile principale, astfel:
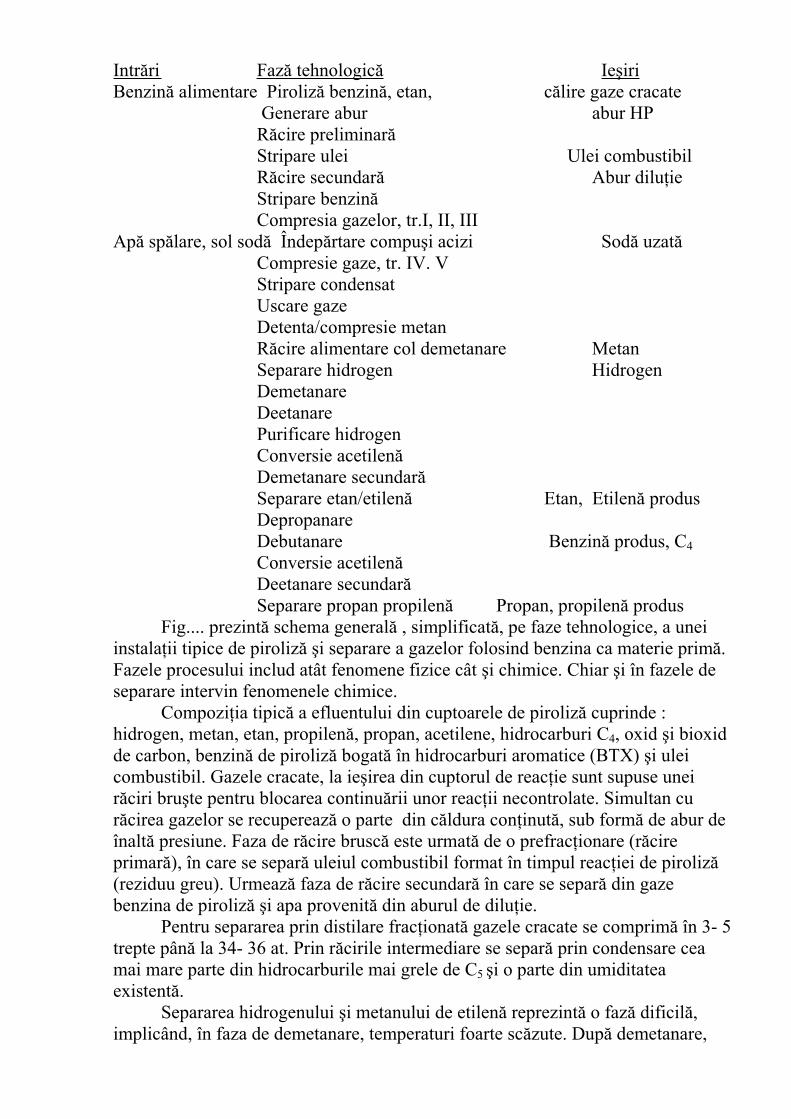
Intr ri Faz tehnologic Ie iriBenzin alimentare Piroliz benzin , etan, c lire gaze cracate Generare abur abur HP R cire preliminar Stripare ulei Ulei combustibil R cire secundar Abur dilu ie Stripare benzin Compresia gazelor, tr.I, II, III Ap sp lare, sol sod Îndep rtare compu i acizi Sod uzat Compresie gaze, tr. IV. V Stripare condensat Uscare gaze Detenta/compresie metan R cire alimentare col demetanare Metan Separare hidrogen Hidrogen Demetanare Deetanare Purificare hidrogen Conversie acetilen Demetanare secundar Separare etan/etilen Etan, Etilen produs Depropanare Debutanare Benzin produs, C4
Conversie acetilen Deetanare secundar Separare propan propilen Propan, propilen produs Fig.... prezint schema general , simplificat , pe faze tehnologice, a unei instala ii tipice de piroliz i separare a gazelor folosind benzina ca materie prim .Fazele procesului includ atât fenomene fizice cât i chimice. Chiar i în fazele de separare intervin fenomenele chimice. Compozi ia tipic a efluentului din cuptoarele de piroliz cuprinde : hidrogen, metan, etan, propilen , propan, acetilene, hidrocarburi C4, oxid i bioxid de carbon, benzin de piroliz bogat în hidrocarburi aromatice (BTX) i ulei combustibil. Gazele cracate, la ie irea din cuptorul de reac ie sunt supuse unei r ciri bru te pentru blocarea continu rii unor reac ii necontrolate. Simultan cu r cirea gazelor se recupereaz o parte din c ldura con inut , sub form de abur de înalt presiune. Faza de r cire brusc este urmat de o prefrac ionare (r cire primar ), în care se separ uleiul combustibil format în timpul reac iei de piroliz(reziduu greu). Urmeaz faza de r cire secundar în care se separ din gaze benzina de piroliz i apa provenit din aburul de dilu ie. Pentru separarea prin distilare frac ionat gazele cracate se comprim în 3- 5 trepte pân la 34- 36 at. Prin r cirile intermediare se separ prin condensare cea mai mare parte din hidrocarburile mai grele de C5 i o parte din umiditatea existent . Separarea hidrogenului i metanului de etilen reprezint o faz dificil ,implicând, în faza de demetanare, temperaturi foarte sc zute. Dup demetanare,
frac ia C2+ este supus opera iei de deetanare pentru separarea etanului i etilenei de restul de hidrocarburi. Amestecul etan- etilen se separ în cei doi componen i.Frac ia C3+ trece succesiv prin fazele de depropanare, în vederea separ rii frac ieiC3 i respectiv de debutanare pentru separarea frac iei C4 de restul de hidrocarburi ce constituie benzin . Din frac ia C3 se separ propilena de propan.Toate fazele enumerate reprezint separ ri fizice, iar în afara acestora, în cursul proceselor de separare intervin i o serie de procese chimice, astfel: - îndep rtarea compu ilor acizi (H2S i CO2) se realizeaz prin sp lare cu solu ie de amine (H2S) i/sau cu solu ie de NaOH (H2S urme i CO2). - îndep rtarea apei (dup sp larea cu NaOH) se face cu desican i solizi, pentru evitarea form rii criohidra ilor (solide) ce pot duce la înfund ri, ca de exemplu : CH4 .7H2O; C2H6 .8H2O; C3H8 .18H2O; CO2 .7H2O. - acetilenele din gazele cracate sunt îndep rtate prin hidrogenare selectivpe catalizatori de metale nobile, în reactoare izoterme sau adiabate, în strat fix. -CO din gazele cracate este îndep rtat prin hidrogenare la metan pe catalizatori. - hidrotratarea benzinei pentru eliminarea olefinelor Alte faze ale procesului de separare: - striparea benzinei pentru îndep rtarea C4
- filtrare i stripare condens pentru îndep rtarea C3 i C4
- demetanarea secundar a frac iei C2 dup hidrogenarea selectiv a acetilenelor - deetanarea secundar a frac iei C3 dup hidrogenare selectiv - purificarea hidrogenului - separare butadien , izopren, - trat ri benzine, etc.
4. MATERII PRIME I RANDAMENTE, POTEN IALUL DE OLEFINE
Materiile prime folosite la sinteza etilenei constau /Suciu, IV, 1993/ din : -etan, propan, n-butan i amestecurile acestora -benzine primare (nafta), (u oar , grea, complet )-rafinatul (liber de aromate) benzinelor de RC -benzine hidrogenate din procese de cracare termic (RV, cocsare)
-petrol -motorine DA, motorine DV, ca atare sau dezaromatizate / ori desulfurizate par ial prin hidrotratare Materia prim se caracterizeaz prin con inutul de componen i puri sau amestecuri (C2, C3, C4). Pentru materii prime lichide (benzine, motorine) se determin uzual : -densitatea -curba de distilare -compozi ia PONA / PIONA -greutatea molecular medie -propriet i spectrale i
-unii indici de caracterizare, precum:-factorul de caracterizare Watson Kw sau K(UOP) /Watson, Nelson, 1935/
Kw = 1,216 ( Tmf )1/3 /
unde Tmf - temperatura medie molar de fierbere în oK a materiei prime, iar -densitatea specific la 15,6 oC
-indicele de caracterizare Bureau of Mines, ICBM (BMCI) : ICBM = (48640 / TMF) + 473,7 - 456,8
unde TMF- temperatura medie volumetric de fierbere, în K, -densitatea relativ la 15,6 /15,6 oC
- con inutul de hidrogen al aliment rii, % gr. Hidrogen -parametrul de coliziune molecular (MCP)
dT
HCPPMCP
05,1
2
unde HCPP este presiunea par ial a hidrocarburilor (psi)- timpul de sta ionare (sec), T- temperatura absolut (oK)
Este evident c poten ialul de olefine (în primul rând etilen ) al frac iilor de hidrocarburi se coreleaz cu con inutul de parafine. În timp ce din n - parafine se formeaz preferen ial etilen , din izoparafine ramificate se formeaz preferen ialpropilen . Stocurile cu un con inut redus de parafine i cu un con inut relativ înalt de naftene sunt potrivite pentru producerea diolefinelor.
Nu se poate face o caracterizare simplificat a materiilor prime lichide i din acest considerent se vor prelua exemplific ri de cazuri concrete din diverse surse.
În majoritatea cazurilor se exclude prezen a apei sau a COx i se precizeazdac este vorba de cracare cu o trecere prin reactorul tubular sau se include recircularea (consumul total, extinc ia) etanului / propanului rezultat din reac ie.
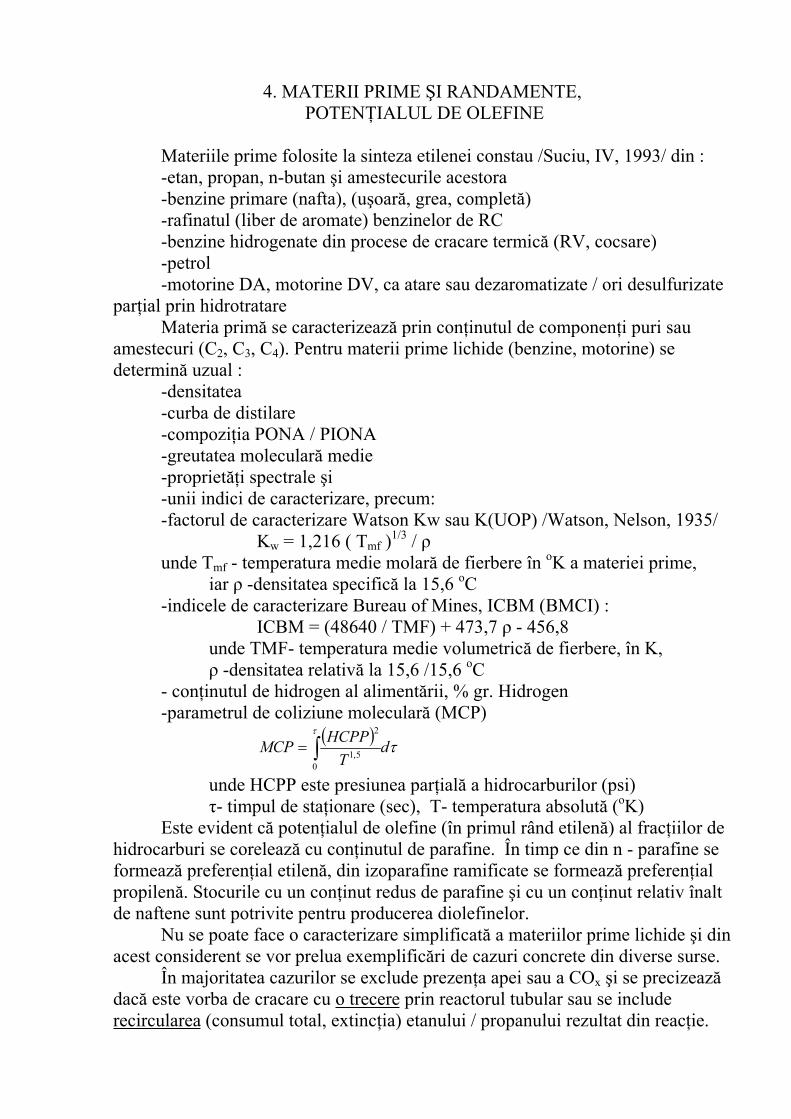
O prim exemplificare a randamentelor pentru etilen (o trecere) pentru aliment ri gazoase i lichide provine din Zdonik i Schutt, 1956 (citat de Nelson, 1958, pg 646), tabelele ...
..
Neincluderea reciclului C2/C3 în randamente, face mai dificil interpretarea randamentelor de etilen din aliment ri C2- C4,
dar datele cu gazolin ( benzin de schel -natural gazoline -70 % distil sub 60oC)ca i a celor cu benzin u oar i nafta (distilare primar ) sunt interesante, atât ca randamente cât i ca domenii de distilare. Temperaturile de ie ire din serpentin , la alimentarea cu produse lichide reflect limit rile materialelor din epoc (723- 765oC). Etan, propan i propilen care se pot recircula (la lichide) sunt în
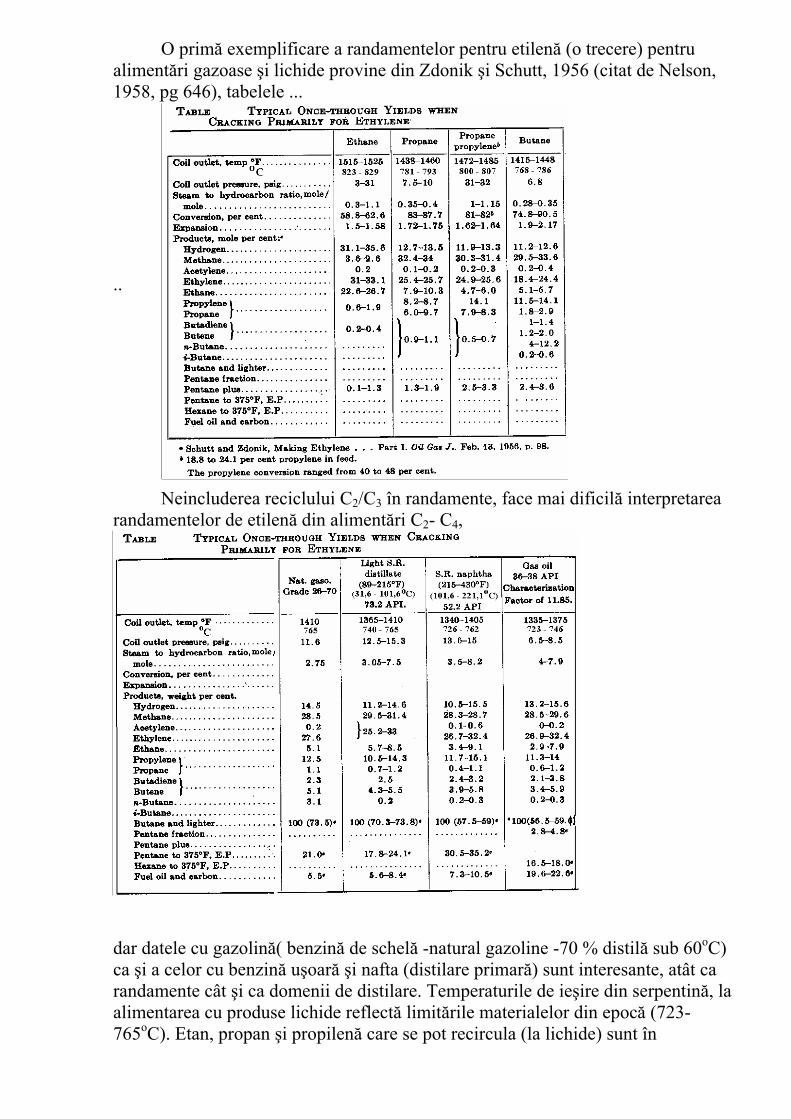
domeniul 14- 24 % gr. Randamentele de etilen la o trecere sunt nea teptat de mari (25- 33%gr.) O diagram ternar (fig...) / Nelson 1958, p. 16 / indicând compozi iachimic a benzinelor (%gr) , eviden iat în coordonatele saturate /aromate iolefine, confirm orientarea spre benzine de distilare primar (nafta), benzine hidrogenate, benzine de reformare i benzine de cracare (în ordinea importan ei).
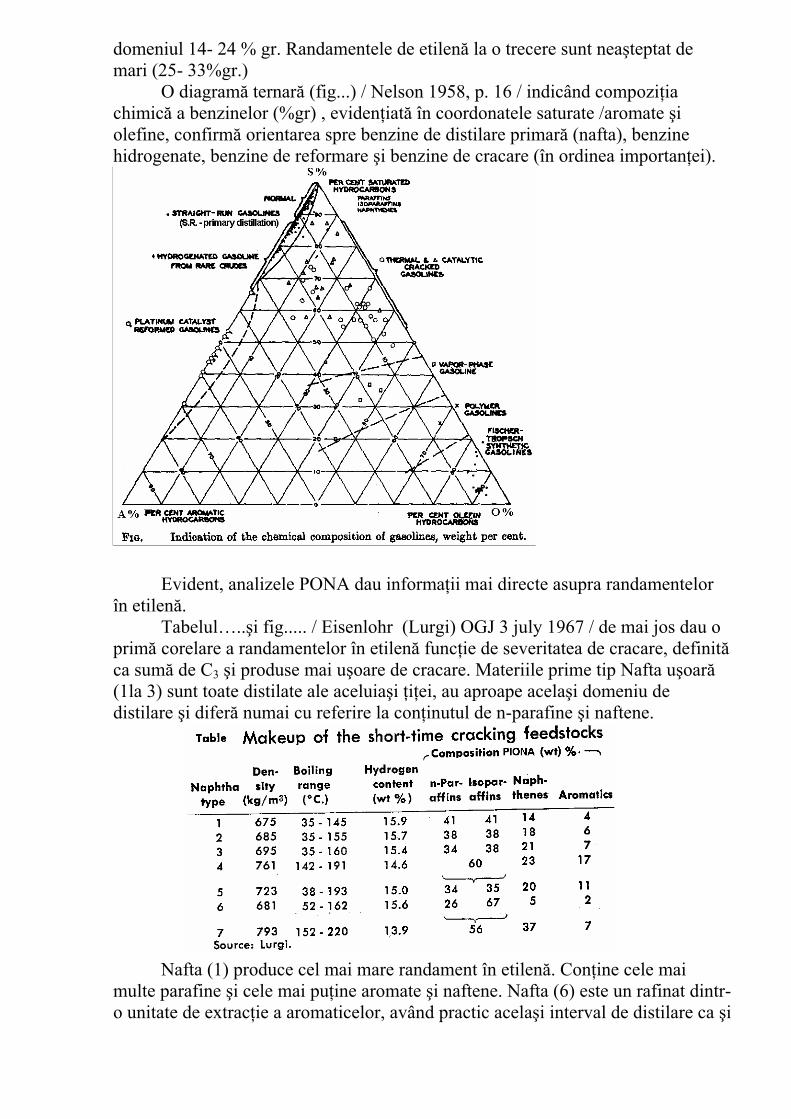
Evident, analizele PONA dau informa ii mai directe asupra randamentelor în etilen . Tabelul….. i fig..... / Eisenlohr (Lurgi) OGJ 3 july 1967 / de mai jos dau o prim corelare a randamentelor în etilen func ie de severitatea de cracare, definitca sum de C3 i produse mai u oare de cracare. Materiile prime tip Nafta u oar(1la 3) sunt toate distilate ale aceluia i i ei, au aproape acela i domeniu dedistilare i difer numai cu referire la con inutul de n-parafine i naftene.
Nafta (1) produce cel mai mare randament în etilen . Con ine cele mai multe parafine i cele mai pu ine aromate i naftene. Nafta (6) este un rafinat dintr-o unitate de extrac ie a aromaticelor, având practic acela i interval de distilare ca i
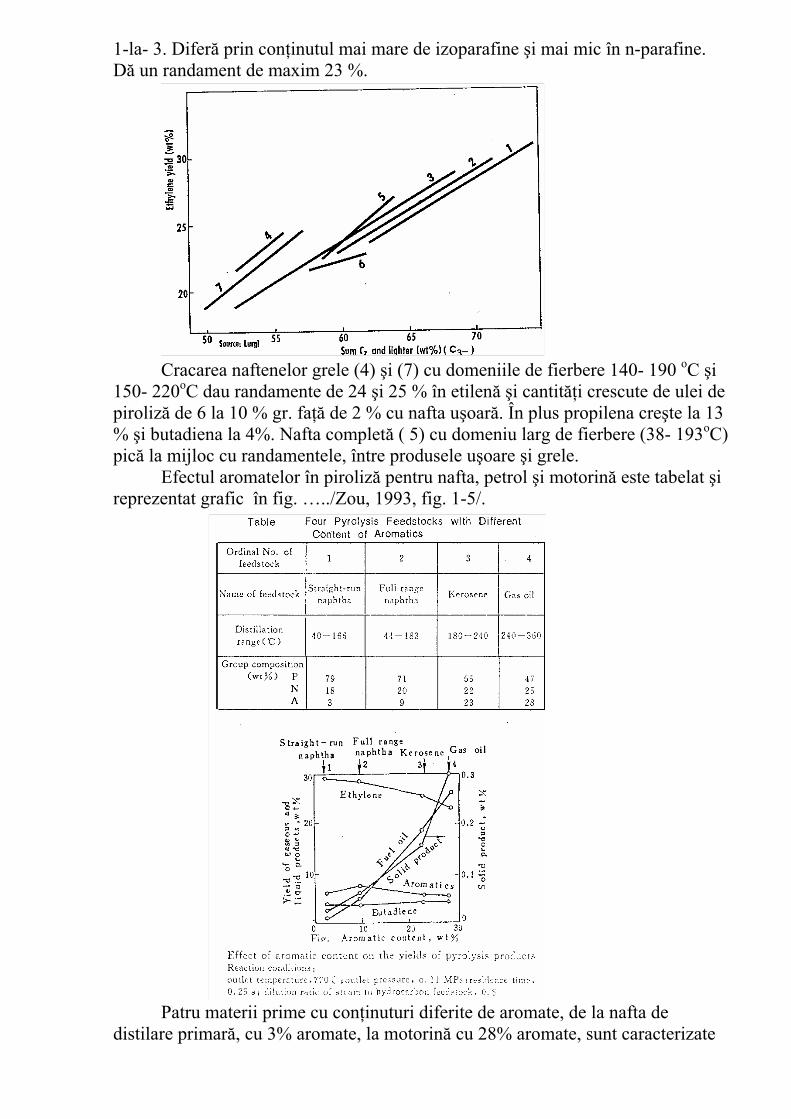
1-la- 3. Difer prin con inutul mai mare de izoparafine i mai mic în n-parafine.D un randament de maxim 23 %.
Cracarea naftenelor grele (4) i (7) cu domeniile de fierbere 140- 190 oC i150- 220oC dau randamente de 24 i 25 % în etilen i cantit i crescute de ulei de piroliz de 6 la 10 % gr. fa de 2 % cu nafta u oar . În plus propilena cre te la 13 % i butadiena la 4%. Nafta complet ( 5) cu domeniu larg de fierbere (38- 193oC)pic la mijloc cu randamentele, între produsele u oare i grele.
Efectul aromatelor în piroliz pentru nafta, petrol i motorin este tabelat ireprezentat grafic în fig. …../Zou, 1993, fig. 1-5/.
Patru materii prime cu con inuturi diferite de aromate, de la nafta de distilare primar , cu 3% aromate, la motorin cu 28% aromate, sunt caracterizate
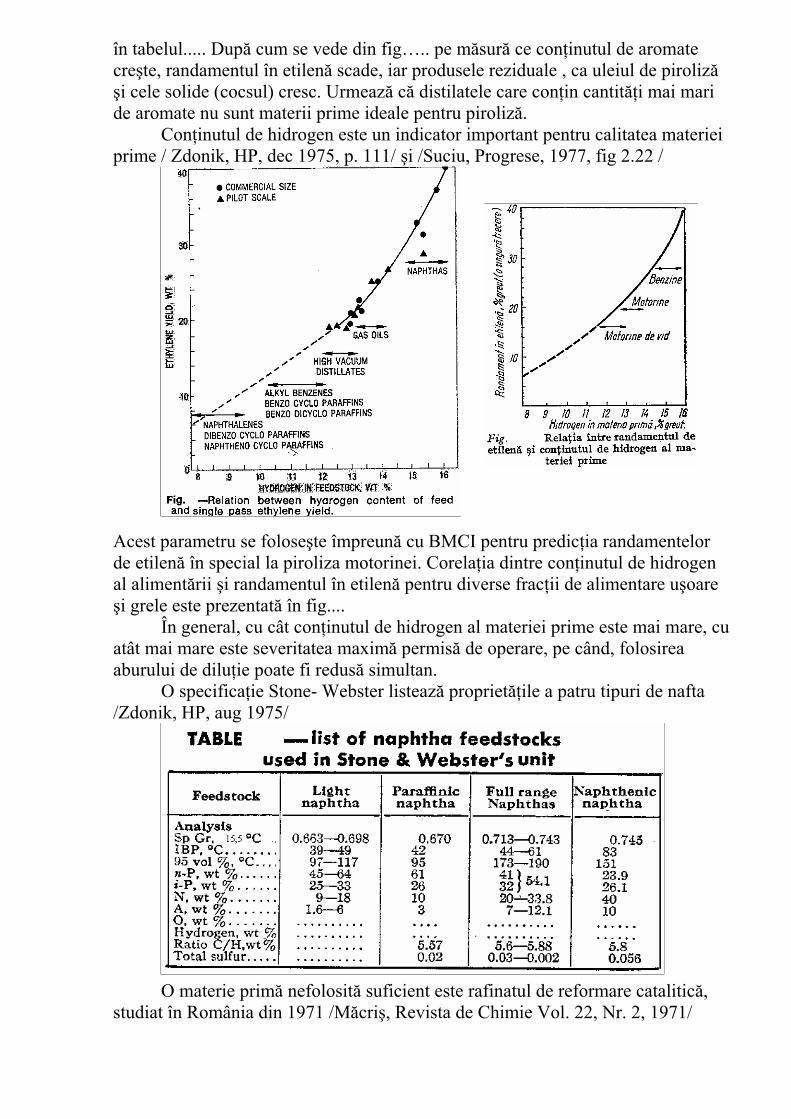
în tabelul..... Dup cum se vede din fig….. pe m sur ce con inutul de aromate cre te, randamentul în etilen scade, iar produsele reziduale , ca uleiul de pirolizi cele solide (cocsul) cresc. Urmeaz c distilatele care con in cantit i mai mari
de aromate nu sunt materii prime ideale pentru piroliz . Con inutul de hidrogen este un indicator important pentru calitatea materiei prime / Zdonik, HP, dec 1975, p. 111/ i /Suciu, Progrese, 1977, fig 2.22 /
Acest parametru se folose te împreun cu BMCI pentru predic ia randamentelor de etilen în special la piroliza motorinei. Corela ia dintre con inutul de hidrogen al aliment rii i randamentul în etilen pentru diverse frac ii de alimentare u oarei grele este prezentat în fig....
În general, cu cât con inutul de hidrogen al materiei prime este mai mare, cu atât mai mare este severitatea maxim permis de operare, pe când, folosirea aburului de dilu ie poate fi redus simultan. O specifica ie Stone- Webster listeaz propriet ile a patru tipuri de nafta /Zdonik, HP, aug 1975/
O materie prim nefolosit suficient este rafinatul de reformare catalitic ,studiat în România din 1971 /M cri , Revista de Chimie Vol. 22, Nr. 2, 1971/
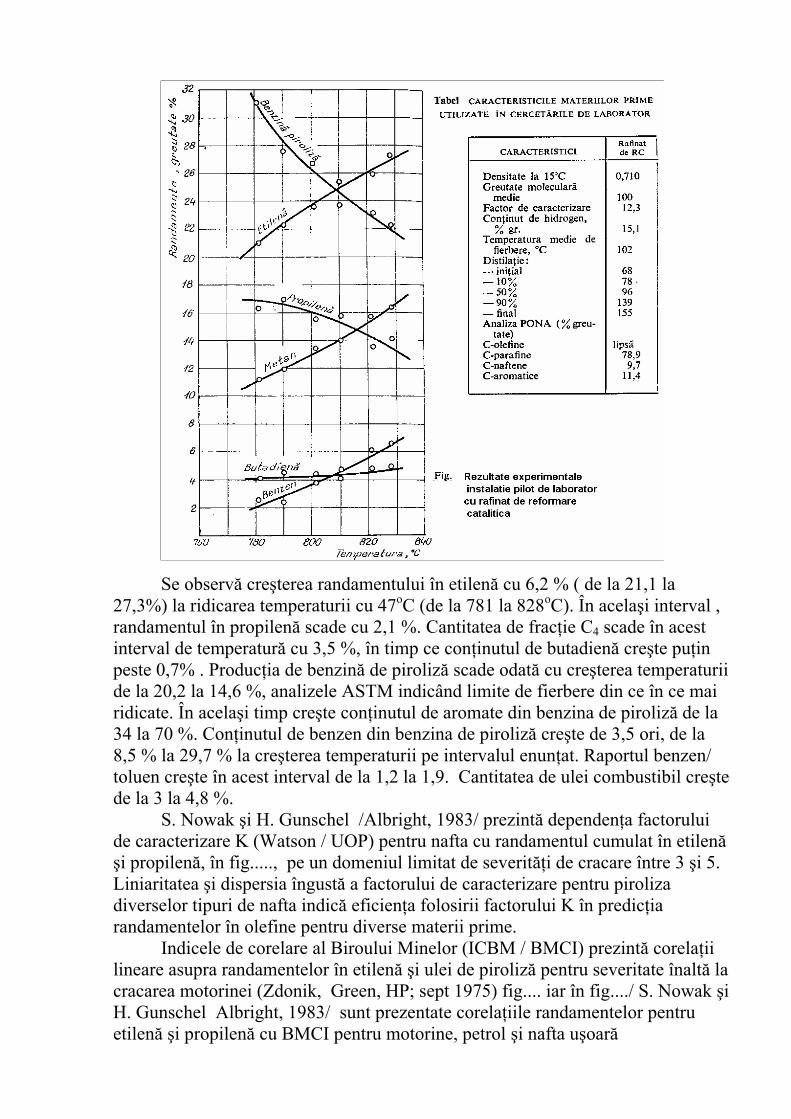
Se observ cre terea randamentului în etilen cu 6,2 % ( de la 21,1 la 27,3%) la ridicarea temperaturii cu 47oC (de la 781 la 828oC). În acela i interval , randamentul în propilen scade cu 2,1 %. Cantitatea de frac ie C4 scade în acest interval de temperatur cu 3,5 %, în timp ce con inutul de butadien cre te pu inpeste 0,7% . Produc ia de benzin de piroliz scade odat cu cre terea temperaturiide la 20,2 la 14,6 %, analizele ASTM indicând limite de fierbere din ce în ce mairidicate. În acela i timp cre te con inutul de aromate din benzina de piroliz de la 34 la 70 %. Con inutul de benzen din benzina de piroliz cre te de 3,5 ori, de la 8,5 % la 29,7 % la cre terea temperaturii pe intervalul enun at. Raportul benzen/ toluen cre te în acest interval de la 1,2 la 1,9. Cantitatea de ulei combustibil cre tede la 3 la 4,8 %. S. Nowak i H. Gunschel /Albright, 1983/ prezint dependen a factorului de caracterizare K (Watson / UOP) pentru nafta cu randamentul cumulat în etileni propilen , în fig....., pe un domeniul limitat de severit i de cracare între 3 i 5.
Liniaritatea i dispersia îngust a factorului de caracterizare pentru piroliza diverselor tipuri de nafta indic eficien a folosirii factorului K în predic iarandamentelor în olefine pentru diverse materii prime.
Indicele de corelare al Biroului Minelor (ICBM / BMCI) prezint corela iilineare asupra randamentelor în etilen i ulei de piroliz pentru severitate înalt lacracarea motorinei (Zdonik, Green, HP; sept 1975) fig.... iar în fig..../ S. Nowak iH. Gunschel Albright, 1983/ sunt prezentate corela iile randamentelor pentru etilen i propilen cu BMCI pentru motorine, petrol i nafta u oar
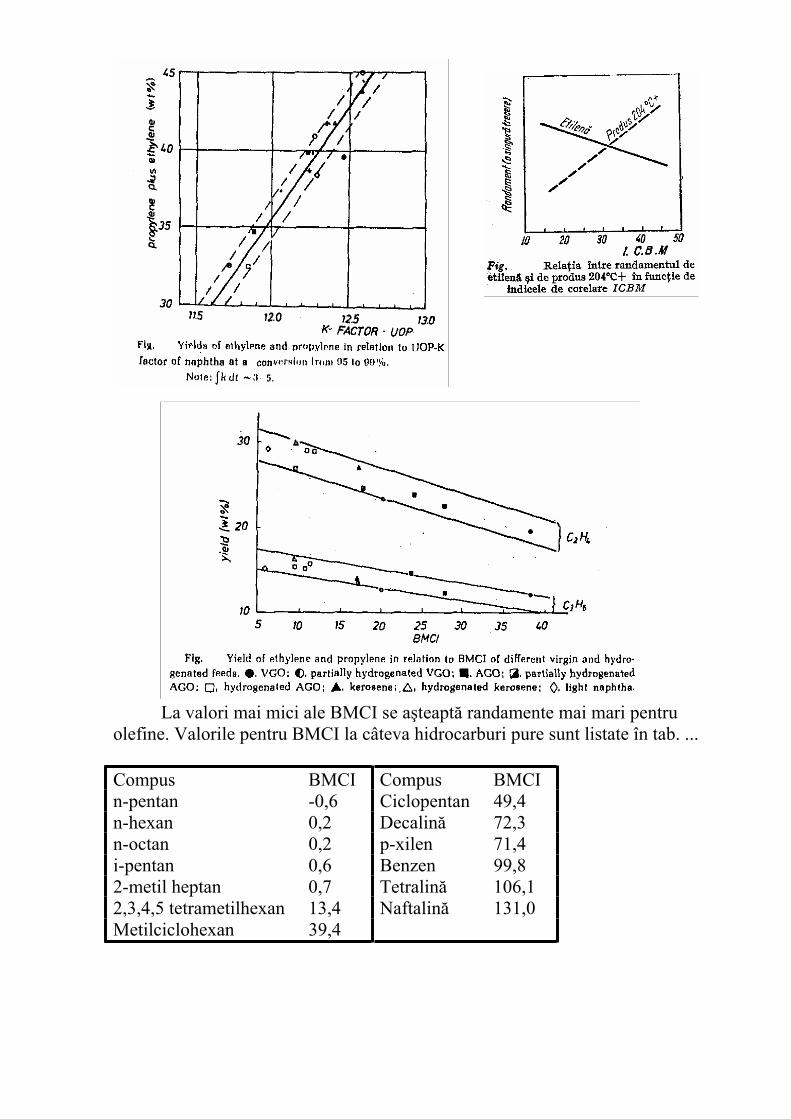
La valori mai mici ale BMCI se a teapt randamente mai mari pentru olefine. Valorile pentru BMCI la câteva hidrocarburi pure sunt listate în tab. ...
Compus BMCI Compus BMCIn-pentan -0,6 Ciclopentan 49,4n-hexan 0,2 Decalin 72,3n-octan 0,2 p-xilen 71,4i-pentan 0,6 Benzen 99,82-metil heptan 0,7 Tetralin 106,12,3,4,5 tetrametilhexan 13,4 Naftalin 131,0Metilciclohexan 39,4
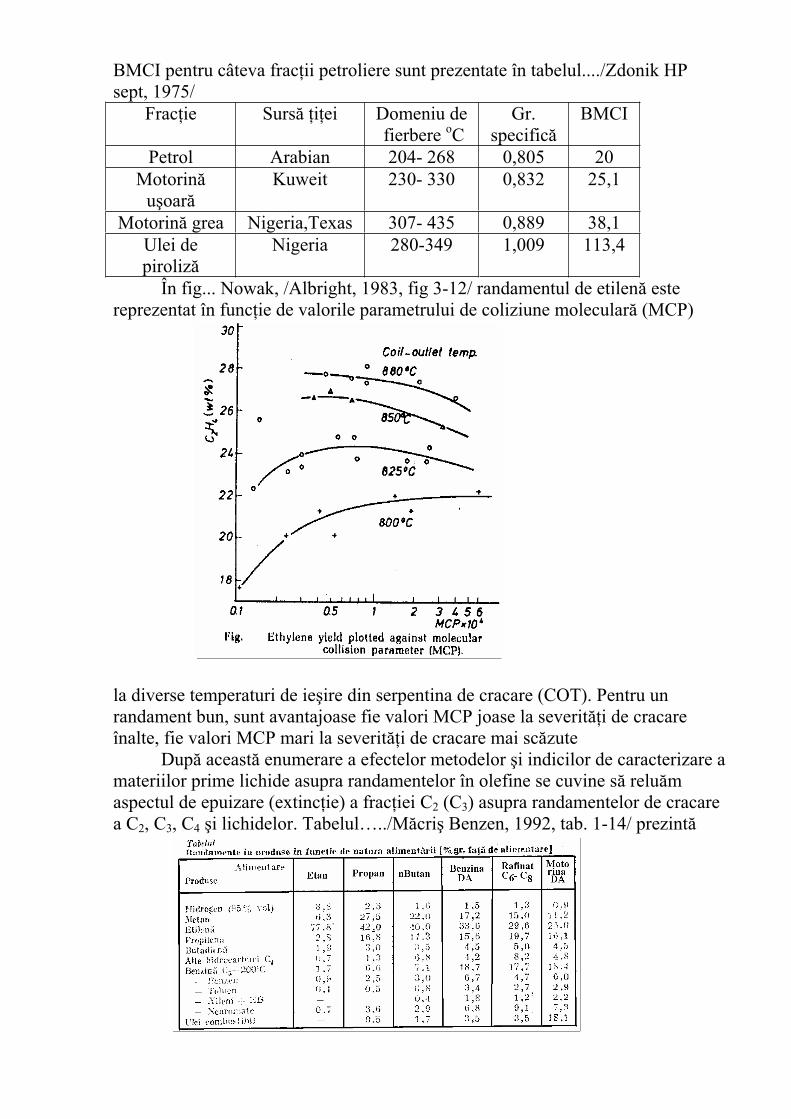
BMCI pentru câteva frac ii petroliere sunt prezentate în tabelul..../Zdonik HPsept, 1975/
Frac ie Surs i ei Domeniu de fierbere oC
Gr.specific
BMCI
Petrol Arabian 204- 268 0,805 20Motorin
u oarKuweit 230- 330 0,832 25,1
Motorin grea Nigeria,Texas 307- 435 0,889 38,1Ulei depiroliz
Nigeria 280-349 1,009 113,4
În fig... Nowak, /Albright, 1983, fig 3-12/ randamentul de etilen estereprezentat în func ie de valorile parametrului de coliziune molecular (MCP)
la diverse temperaturi de ie ire din serpentina de cracare (COT). Pentru un randament bun, sunt avantajoase fie valori MCP joase la severit i de cracare înalte, fie valori MCP mari la severit i de cracare mai sc zute Dup aceast enumerare a efectelor metodelor i indicilor de caracterizare a materiilor prime lichide asupra randamentelor în olefine se cuvine s relu maspectul de epuizare (extinc ie) a frac iei C2 (C3) asupra randamentelor de cracarea C2, C3, C4 i lichidelor. Tabelul…../M cri Benzen, 1992, tab. 1-14/ prezint
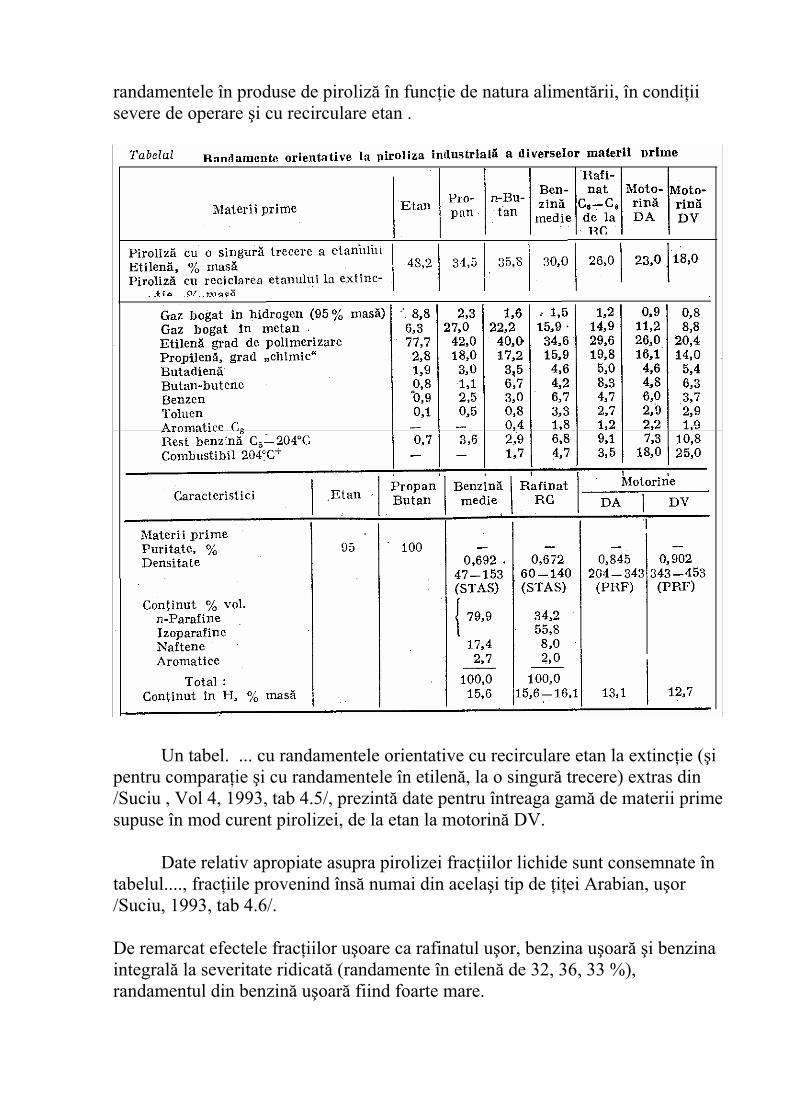
randamentele în produse de piroliz în func ie de natura aliment rii, în condi iisevere de operare i cu recirculare etan .
Un tabel. ... cu randamentele orientative cu recirculare etan la extinc ie ( ipentru compara ie i cu randamentele în etilen , la o singur trecere) extras din /Suciu , Vol 4, 1993, tab 4.5/, prezint date pentru întreaga gam de materii primesupuse în mod curent pirolizei, de la etan la motorin DV.
Date relativ apropiate asupra pirolizei frac iilor lichide sunt consemnate în tabelul...., frac iile provenind îns numai din acela i tip de i ei Arabian, u or/Suciu, 1993, tab 4.6/.
De remarcat efectele frac iilor u oare ca rafinatul u or, benzina u oar i benzina integral la severitate ridicat (randamente în etilen de 32, 36, 33 %), randamentul din benzin u oar fiind foarte mare.
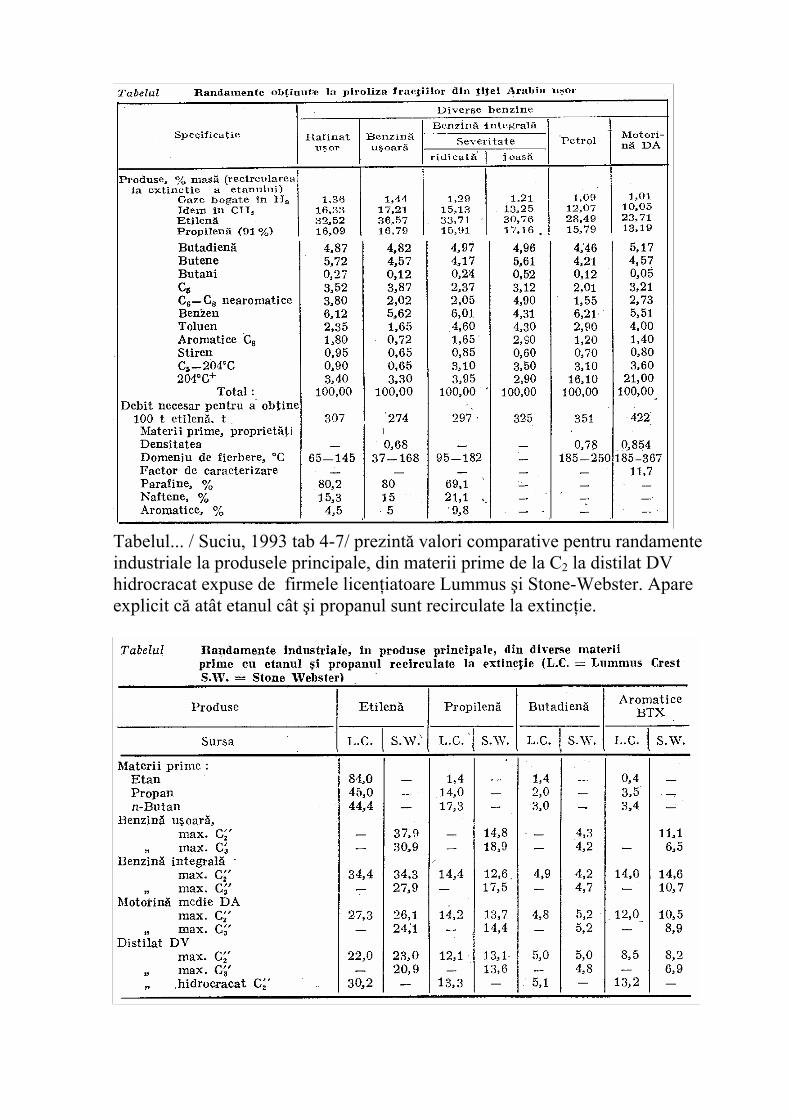
Tabelul... / Suciu, 1993 tab 4-7/ prezint valori comparative pentru randamenteindustriale la produsele principale, din materii prime de la C2 la distilat DV hidrocracat expuse de firmele licen iatoare Lummus i Stone-Webster. Apare explicit c atât etanul cât i propanul sunt recirculate la extinc ie.
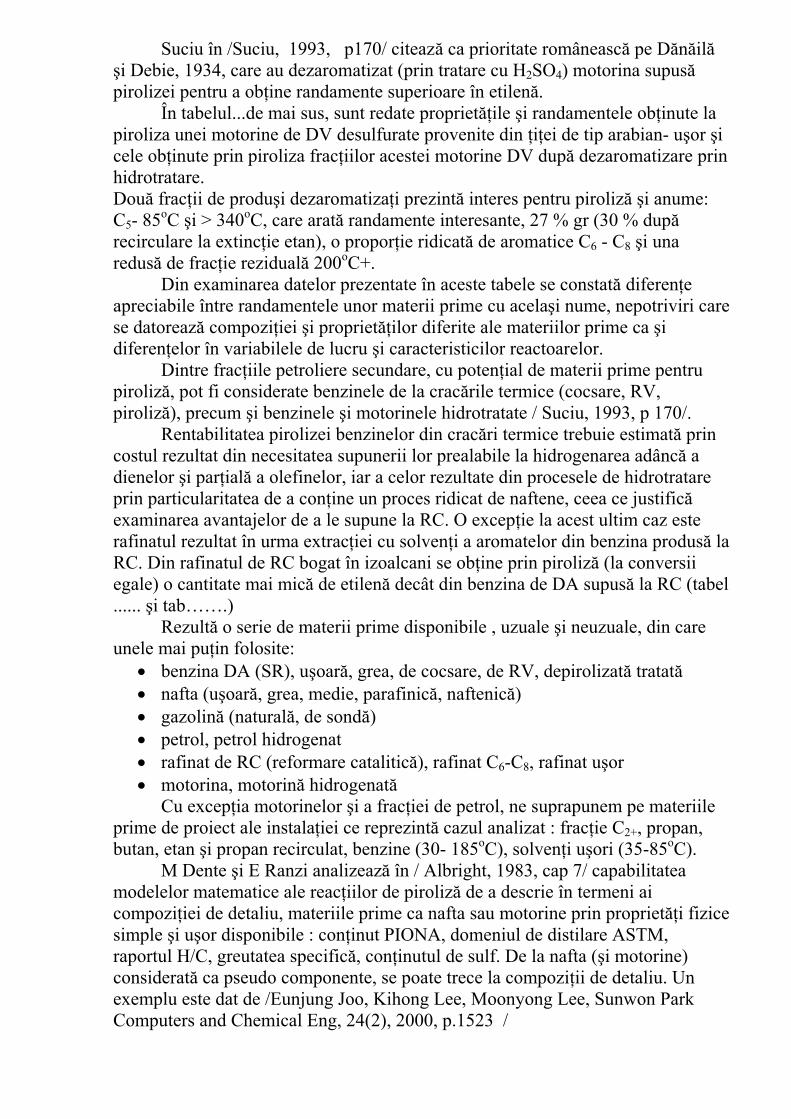
Suciu în /Suciu, 1993, p170/ citeaz ca prioritate româneasc pe D n ili Debie, 1934, care au dezaromatizat (prin tratare cu H2SO4) motorina supus
pirolizei pentru a ob ine randamente superioare în etilen . În tabelul...de mai sus, sunt redate propriet ile i randamentele ob inute la piroliza unei motorine de DV desulfurate provenite din i ei de tip arabian- u or icele ob inute prin piroliza frac iilor acestei motorine DV dup dezaromatizare prin hidrotratare.Dou frac ii de produ i dezaromatiza i prezint interes pentru piroliz i anume: C5- 85oC i > 340oC, care arat randamente interesante, 27 % gr (30 % duprecirculare la extinc ie etan), o propor ie ridicat de aromatice C6 - C8 i una redus de frac ie rezidual 200oC+. Din examinarea datelor prezentate în aceste tabele se constat diferen eapreciabile între randamentele unor materii prime cu acela i nume, nepotriviri care se datoreaz compozi iei i propriet ilor diferite ale materiilor prime ca idiferen elor în variabilele de lucru i caracteristicilor reactoarelor. Dintre frac iile petroliere secundare, cu poten ial de materii prime pentru piroliz , pot fi considerate benzinele de la crac rile termice (cocsare, RV, piroliz ), precum i benzinele i motorinele hidrotratate / Suciu, 1993, p 170/. Rentabilitatea pirolizei benzinelor din crac ri termice trebuie estimat prin costul rezultat din necesitatea supunerii lor prealabile la hidrogenarea adânc a dienelor i par ial a olefinelor, iar a celor rezultate din procesele de hidrotratare prin particularitatea de a con ine un proces ridicat de naftene, ceea ce justificexaminarea avantajelor de a le supune la RC. O excep ie la acest ultim caz este rafinatul rezultat în urma extrac iei cu solven i a aromatelor din benzina produs la RC. Din rafinatul de RC bogat în izoalcani se ob ine prin piroliz (la conversii egale) o cantitate mai mic de etilen decât din benzina de DA supus la RC (tabel ...... i tab…….) Rezult o serie de materii prime disponibile , uzuale i neuzuale, din care unele mai pu in folosite:
benzina DA (SR), u oar , grea, de cocsare, de RV, depirolizat tratatnafta (u oar , grea, medie, parafinic , naftenic )gazolin (natural , de sond )petrol, petrol hidrogenat rafinat de RC (reformare catalitic ), rafinat C6-C8, rafinat u ormotorina, motorin hidrogenat
Cu excep ia motorinelor i a frac iei de petrol, ne suprapunem pe materiile prime de proiect ale instala iei ce reprezint cazul analizat : frac ie C2+, propan, butan, etan i propan recirculat, benzine (30- 185oC), solven i u ori (35-85oC). M Dente i E Ranzi analizeaz în / Albright, 1983, cap 7/ capabilitatea modelelor matematice ale reac iilor de piroliz de a descrie în termeni ai compozi iei de detaliu, materiile prime ca nafta sau motorine prin propriet i fizice simple i u or disponibile : con inut PIONA, domeniul de distilare ASTM, raportul H/C, greutatea specific , con inutul de sulf. De la nafta ( i motorine) considerat ca pseudo componente, se poate trece la compozi ii de detaliu. Un exemplu este dat de /Eunjung Joo, Kihong Lee, Moonyong Lee, Sunwon Park Computers and Chemical Eng, 24(2), 2000, p.1523 /
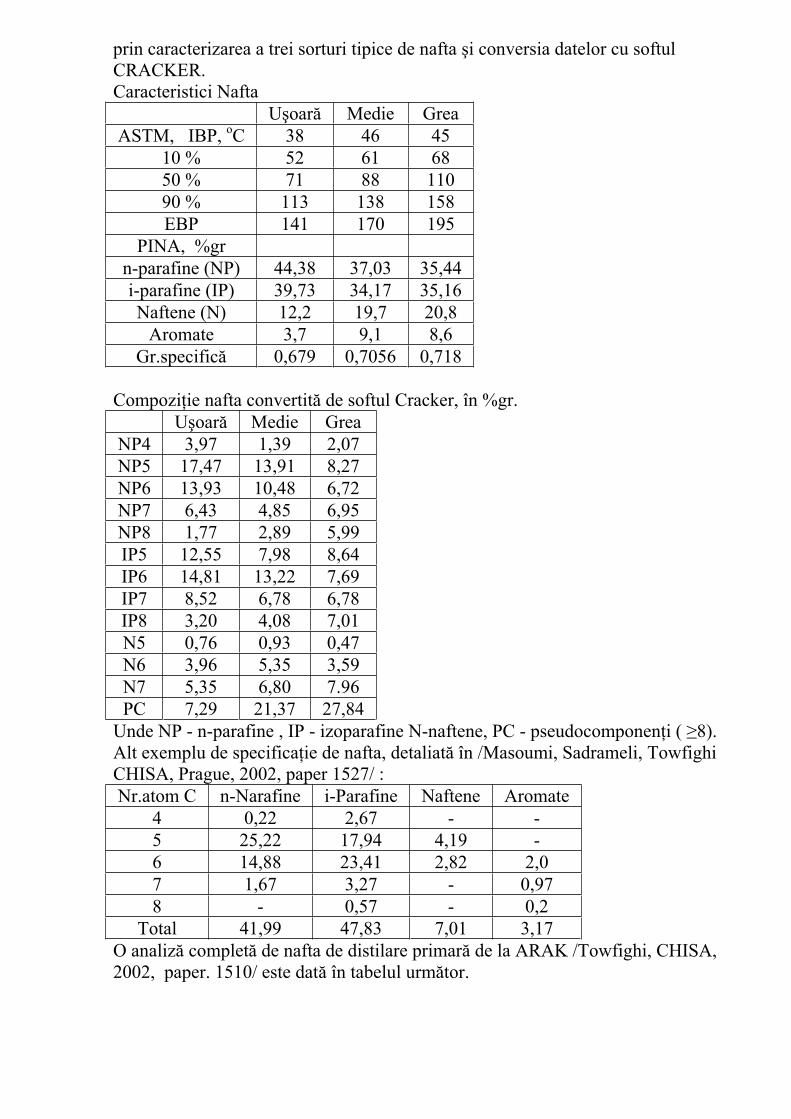
prin caracterizarea a trei sorturi tipice de nafta i conversia datelor cu softul CRACKER.Caracteristici Nafta
U oar Medie GreaASTM, IBP, oC 38 46 45
10 % 52 61 6850 % 71 88 11090 % 113 138 158EBP 141 170 195
PINA, %gr n-parafine (NP) 44,38 37,03 35,44i-parafine (IP) 39,73 34,17 35,16Naftene (N) 12,2 19,7 20,8
Aromate 3,7 9,1 8,6Gr.specific 0,679 0,7056 0,718
Compozi ie nafta convertit de softul Cracker, în %gr. U oar Medie Grea
NP4 3,97 1,39 2,07NP5 17,47 13,91 8,27NP6 13,93 10,48 6,72NP7 6,43 4,85 6,95NP8 1,77 2,89 5,99IP5 12,55 7,98 8,64IP6 14,81 13,22 7,69IP7 8,52 6,78 6,78IP8 3,20 4,08 7,01N5 0,76 0,93 0,47N6 3,96 5,35 3,59N7 5,35 6,80 7.96PC 7,29 21,37 27,84
Unde NP - n-parafine , IP - izoparafine N-naftene, PC - pseudocomponen i ( 8).Alt exemplu de specifica ie de nafta, detaliat în /Masoumi, Sadrameli, Towfighi CHISA, Prague, 2002, paper 1527/ : Nr.atom C n-Narafine i-Parafine Naftene Aromate
4 0,22 2,67 - -5 25,22 17,94 4,19 -6 14,88 23,41 2,82 2,07 1,67 3,27 - 0,978 - 0,57 - 0,2
Total 41,99 47,83 7,01 3,17O analiz complet de nafta de distilare primar de la ARAK /Towfighi, CHISA, 2002, paper. 1510/ este dat în tabelul urm tor.

Compozi ie Nafta, % gr n-butan 4,53 2,2,3 trimetilbutan 7,20 Izo-butan 0,12 Benzen 2,17 n-pentan 22,52 Toluen 0,44 i-pentan 16,48 P i m-xilen 0.44 2,2 dimetilbutan 0,30 n -Heptan 7,11 2,3 dimetilbutan 1,18 Ciclohexan 1,69 Ciclopentan 7,38 2,3 dimetilpentan 1,10 2 metilpentan 12,17 n-octan 0,63 n-hexan 12,02 i-octan 0,20 2,4 dimetilpentan 2,30 n-nonan 0,07
Piroliza amestecurilor de hidrocarburi cu compozi ie cunoscut se abate de la aditivitatea presupus a compozi iei produselor de reac ie / Suciu, 1993, p.163/, adic de la aceea calculat din contribu ia individual a fiec rui component. În instala iile industriale etanul i propanul se recircul la extinc ie, încât se pune frecvent problema avantajului relativ al pirolizei separate a etanului i a propanului sau piroliza lor în amestec sau chiar piroliza lor cu nafta. Pentru amestecul bicomponent C2-C3, în propor ii variabile, s-a ajuns la urm toareleconcluzii /Suciu Prog.1977, fig. 2-16/ redate în fig...
- randamente maxime de etilen i propilen se ob in prin piroliza separat a etanului i propanului
- prin cracarea amestecurilor, randamentul în etilen este influen at în micm sur
- randamentul în propilen scade sensibil la toate amestecurile, astfel la C2/C3 = 70/30 gr., se reduce cu 25%
- Fig. …. introduce factori de corec ie pentru o compozi ie dat a binarului pentru calcularea randamentelor componen ilor produ i de reac ie. Din observa iile asupra randamentelor ce se ob in la piroliza amestecurilorbinare (propor ii aproximativ echimolare) se pot men iona urm toarele /Suciu, 1993, p. 163/:
- la binarul C2-C3 reac ia fiec rui component din amestec este orientativ aceea i cu a componentului singur la conversia corespunz toare
- la piroliza binarului iC4-nC4 se ob in randamente mai ridicate în C2= i C3
=
decât la piroliza separat a componen ilor- la binarul C3-iC4 reac ia C3 este accelerat fa de a componentului singur,
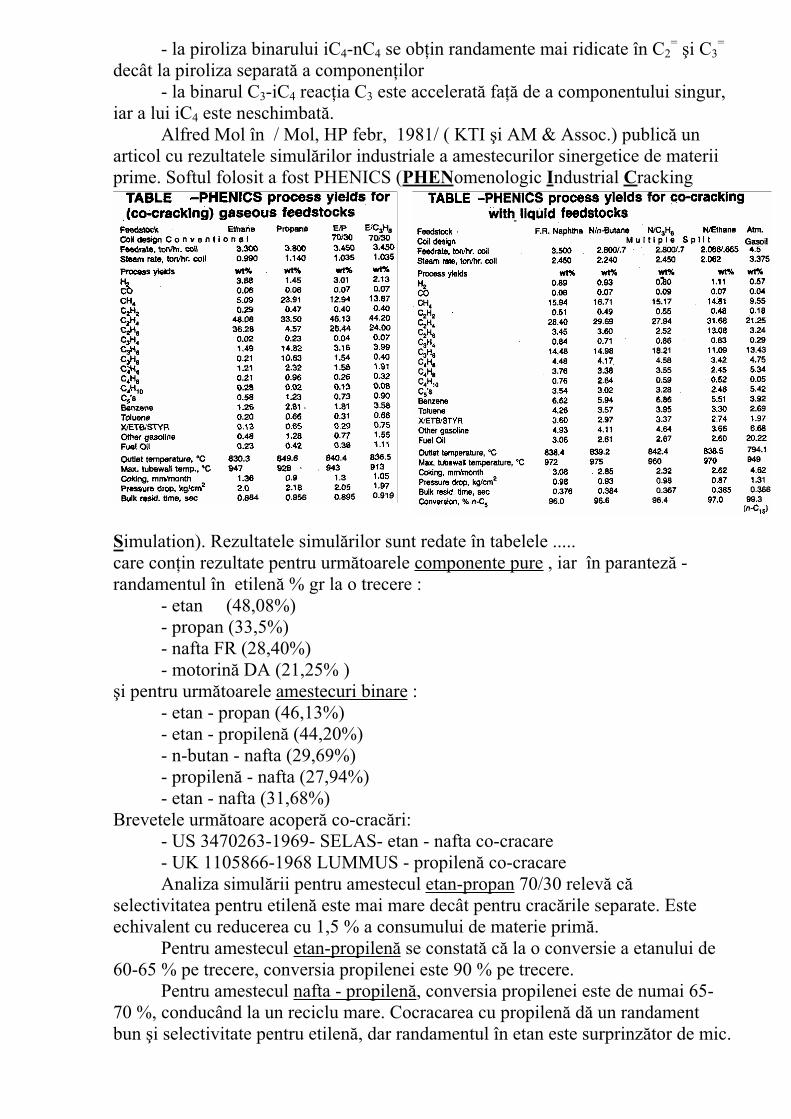
iar a lui iC4 este neschimbat .Alfred Mol în / Mol, HP febr, 1981/ ( KTI i AM & Assoc.) public un
articol cu rezultatele simul rilor industriale a amestecurilor sinergetice de materiiprime. Softul folosit a fost PHENICS (PHENomenologic Industrial Cracking
Simulation). Rezultatele simul rilor sunt redate în tabelele .....care con in rezultate pentru urm toarele componente pure , iar în parantez - randamentul în etilen % gr la o trecere :
- etan (48,08%) - propan (33,5%) - nafta FR (28,40%)
- motorin DA (21,25% )i pentru urm toarele amestecuri binare :
- etan - propan (46,13%) - etan - propilen (44,20%) - n-butan - nafta (29,69%)
- propilen - nafta (27,94%) - etan - nafta (31,68%)
Brevetele urm toare acoper co-crac ri:- US 3470263-1969- SELAS- etan - nafta co-cracare - UK 1105866-1968 LUMMUS - propilen co-cracare
Analiza simul rii pentru amestecul etan-propan 70/30 relev cselectivitatea pentru etilen este mai mare decât pentru crac rile separate. Este echivalent cu reducerea cu 1,5 % a consumului de materie prim . Pentru amestecul etan-propilen se constat c la o conversie a etanului de 60-65 % pe trecere, conversia propilenei este 90 % pe trecere. Pentru amestecul nafta - propilen , conversia propilenei este de numai 65-70 %, conducând la un reciclu mare. Cocracarea cu propilen d un randament bun i selectivitate pentru etilen , dar randamentul în etan este surprinz tor de mic.
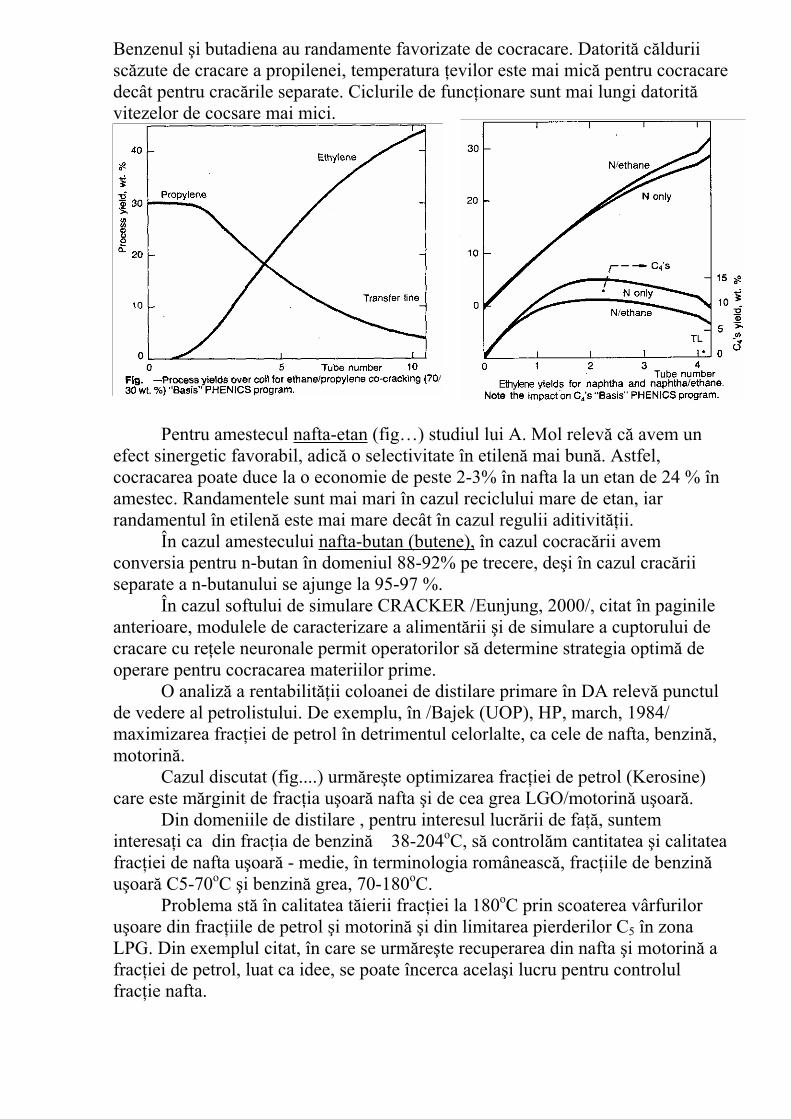
Benzenul i butadiena au randamente favorizate de cocracare. Datorit c lduriisc zute de cracare a propilenei, temperatura evilor este mai mic pentru cocracare decât pentru crac rile separate. Ciclurile de func ionare sunt mai lungi datoritvitezelor de cocsare mai mici.
Pentru amestecul nafta-etan (fig…) studiul lui A. Mol relev c avem unefect sinergetic favorabil, adic o selectivitate în etilen mai bun . Astfel, cocracarea poate duce la o economie de peste 2-3% în nafta la un etan de 24 % în amestec. Randamentele sunt mai mari în cazul reciclului mare de etan, iarrandamentul în etilen este mai mare decât în cazul regulii aditivit ii. În cazul amestecului nafta-butan (butene), în cazul cocrac rii avemconversia pentru n-butan în domeniul 88-92% pe trecere, de i în cazul crac riiseparate a n-butanului se ajunge la 95-97 %.
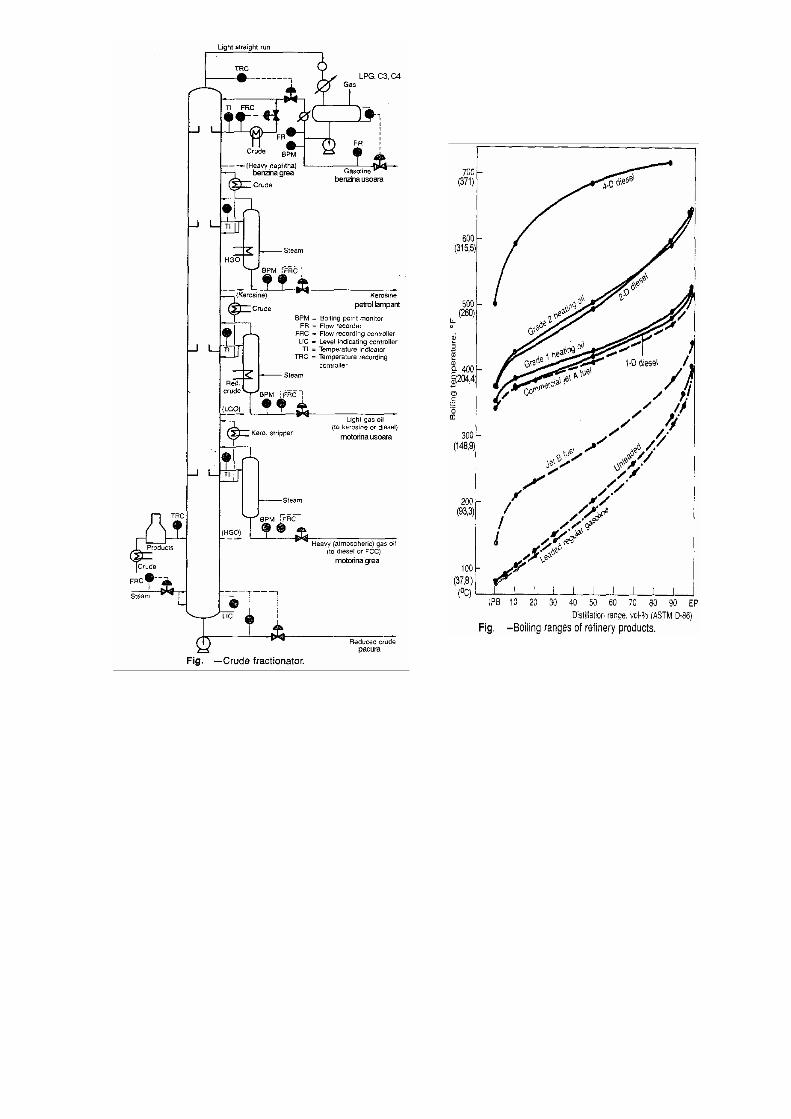
În cazul softului de simulare CRACKER /Eunjung, 2000/, citat în paginile anterioare, modulele de caracterizare a aliment rii i de simulare a cuptorului de cracare cu re ele neuronale permit operatorilor s determine strategia optim de operare pentru cocracarea materiilor prime. O analiz a rentabilit ii coloanei de distilare primare în DA relev punctul de vedere al petrolistului. De exemplu, în /Bajek (UOP), HP, march, 1984/ maximizarea frac iei de petrol în detrimentul celorlalte, ca cele de nafta, benzin ,motorin .
Cazul discutat (fig....) urm re te optimizarea frac iei de petrol (Kerosine) care este m rginit de frac ia u oar nafta i de cea grea LGO/motorin u oar .
Din domeniile de distilare , pentru interesul lucr rii de fa , sunteminteresa i ca din frac ia de benzin 38-204oC, s control m cantitatea i calitatea frac iei de nafta u oar - medie, în terminologia româneasc , frac iile de benzinu oar C5-70oC i benzin grea, 70-180oC. Problema st în calitatea t ierii frac iei la 180oC prin scoaterea vârfurilor u oare din frac iile de petrol i motorin i din limitarea pierderilor C5 în zona LPG. Din exemplul citat, în care se urm re te recuperarea din nafta i motorin a frac iei de petrol, luat ca idee, se poate încerca acela i lucru pentru controlulfrac ie nafta.
5. CONTAMINANTI SI IMPURITATI, PRODUSE FINITE
Pentru a fi competitivi, fabrican ii de olefine trebuie s foloseasc materii prime ieftine, care con in frecvent contaminan i /Reid, HP, july-sept, 1996/. Consumatorii de olefine care folosesc tehnologii mai noi au specifica iile cu limitemai dure asupra contaminan ilor. Ace ti contaminan i afecteaz sistemele catalitice, operarea proceselor, produsele i chiar utilajele, atât pentru fabrican icât i pentru consumatorii de olefine.
Defini ia contaminan ilor i a impurit ilor. Prin defini ie, contaminan iisunt compu i care normal nu sunt prezen i în cele mai multe aliment ri ale instala iilor de piroliz i în produse. Contaminan ii obi nui i includ arseniuri (AsH3), sulfur de carbonil (COS) i mercur (Hg). Al i compu i sunt radonul (Rn), compu i de fosfor (PH3), compu i de sulf (H2S), amoniac (NH3), metanol(CH3OH). Pentru radon nu sunt disponibile metode de îndep rtare. Pentru arseniu i mercur, tehnologiile de purificare sunt în dezvoltare
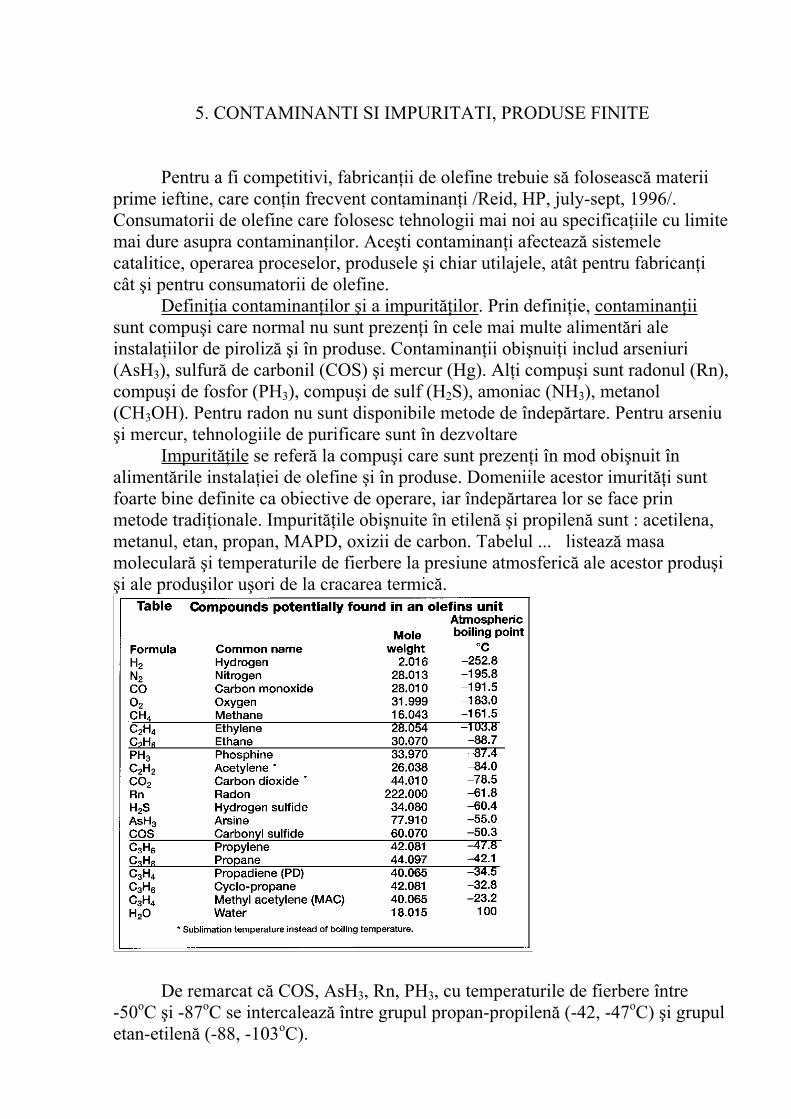
Impurit ile se refer la compu i care sunt prezen i în mod obi nuit în aliment rile instala iei de olefine i în produse. Domeniile acestor imurit i sunt foarte bine definite ca obiective de operare, iar îndep rtarea lor se face prinmetode tradi ionale. Impurit ile obi nuite în etilen i propilen sunt : acetilena, metanul, etan, propan, MAPD, oxizii de carbon. Tabelul ... listeaz masamolecular i temperaturile de fierbere la presiune atmosferic ale acestor produ ii ale produ ilor u ori de la cracarea termic .
De remarcat c COS, AsH3, Rn, PH3, cu temperaturile de fierbere între-50oC i -87oC se intercaleaz între grupul propan-propilen (-42, -47oC) i grupul etan-etilen (-88, -103oC).
Metanolul - Este introdus în unit ile de gaz natural sau în conducte în anotimpul rece pentru a reduce formarea hidra ilor. Pentru unit ile ce recupereazLPG din gaz natural, metanolul este folosit obi nuit pentru a cre te capacitatea instala iilor prin lungimea ciclurilor de uscare. În cuptoarele de piroliz , metanolul se converte te (50-75%) la CO i ap . CH3OH CO+ H2O Dac metanolul apare ca un oc de concentra ie, cre terea brusc a CO rezultat poate afecta condi iile de operare la: -reactoarele primare (front end) de conversie acetilen -sistemele de metanare cu hidrogen -reactoarele secundare (backend) de conversie acetilen -unit ile PSA pentru hidrogen ce lucreaz în ciclu de presiune variabilpentru a ob ine hidrogen maxim. Metanolul se va concentra în sistemul de ap quench i în faza lichid a vasului de aspira ie a compresorului de gaz cracat. Unit ile de olefine noi recircul apa din vasele de aspira ie ale compresoarelor de gaz cracat în sistemul de ap quench. Apa care iese din sistemul quench este stripat cu abur pentru a îndep rta H2S i urmele de hidrocarburi. Dac metanolul nu poate ie i din instala ie cu apa quench, se va concentra în gazul cracat i va ie i cu propilena icu produsul mixt C4. În unit ile f r sistem de generare abur de dilu ie, cea mai mare parte a metanolului va ie i cu purja de ap quench. Pentru unit ile cu o stripare de joas presiune a apei în amonte de sistemul de generare abur de dilu ie,metanolul din ap quench va fi stripat i recirculat la coloana quench cu ap . În unit ile de olefine care nu au o stripare în amonte de sistemul de generare abur de dilu ie, metanolul este recirculat la cuptoarele de cracare cu aburul de dilu ie. Ceva metanol va fi adsorbit în sitele moleculare 4A folosite pentru uscarea aliment riiC2/C3. Metanolul respectiv va fi deplasat de ap i va intra în cuptoarele de cracare C2/C3.Unit ile de olefine mai vechi în mod obi nuit recircul uleiul i apa condensate din gazul de regenerare al usc toarelor la sistemul de ap quench. Acest lichid condensat poate fi bogat în metanol. Pentru a reduce cantitatea de metanol care intr în proces, lichidul condensat din gazul de regenerare poate fi dirijat la sistemul de sod uzat sau alte sisteme de ape reziduale ce nu returneazlichide sau vapori la unitatea de olefine. Metanolul este injectat direct în proces pentru a îndep rta hidra ii sau ghea a. Marele risc al intr rii metanolului în etilena produs, este reactorul de conversie acetilen secundar (back end) i opera ia de uscare secundar . Adausul de metanol în coloana etan/etilen (spliterul C2) este necesar uneori datoritc derii mari de presiune pe coloan sau înec rii coloanei (flooding) datorate fie uleiului verde, fie apei produse în reactorul secundar de conversie acetilen (back end). Metanolul este folosit uneori ca fluid de etan are pompe în serviciu pe C3
sau mai u oare. Fluidul de etan are se poate acumula în pompa de rezerv datoritsc p rilor minore i de aici poate fi aruncat în proces la schimbarea pompei. Pompele critice pe etilen sau propilen sunt instalate pentru a avea un fluid de etan are extern cu drenul colectat în exterior, pentru a minimiza intrarea în proces a fluidului de etan are i a uleiului lubrifiant. Pentru a elimina metanolul ca
contaminant se folose te n-propanolul ca fluid de etan are. Metanolul este de asemenea prezent în rafinatul C4 returnat de la produc ia MTBE. Se produce, de asemenea , în cuptoare prin cracarea termic a urmelor de MTBE sau TAME prezente în materiile prime lichide MTBE(TAME) MeOH + CO Fluxurile C4 (izo-buten , prezent într-un amestec C4) sunt prelucrate la MTBE (metil ter iar butil eter) prin reac ie cu metanol pe un catalizator în strat fix. Depinzând de proces, cantit i variabile de metanol i MTBE exist în fluxul de C4
care iese din instala ie. Contaminarea se mai poate produce la amestecarea stocurilor la rafin rie, MTBE i TAME fiind folosite la cre terea cifrei octanice ila îmbun t irea combustiei la benzina f r plumb. Alimentarea contaminat cu MTBE poate fi folosit la un debit redus, pentru a minimiza problemele corelate cu CO i cu concentrarea metanolului în sistemul de propilen . Solubilitatea MTBE în ap este de 4% gr. la 20oC, încât prin sp lare cu ap se poate reduce nivelul de MTBE în nafta. Într-o unitate de olefine, metanolul se va concentra în fluxurile C3/C4.Metanolul intrat în coloana propan-propilen se va reg si în ambele fluxuri propilen pur i în reciclul de propan. În spliterul C3/C3
= metanolul se va concentra ca i metil acetilena (MA) / propadiena (PD) în zona de talere 15- 30, deasupra refierb torului, în zona unde concentra ia de propilen este 90% la 95%. Oscila ii în operare duc la cre tereau oar a concentra iei de metanol de la 10 ppm vol la 50 ppm vol în propilen .La nivele sc zute metanolul este îndep rtat atât din C3
= pur cât i din alimentarea coloanei C3/C3
= folosind site moleculare sau alumin activat . Sitele moleculare cu pori mari ca 4A, 5A i 13X vor adsorbi metanolul când nu se opereaz la pragul de adsorb ie ap (str pungere). Avantajul trat rii propilenei produs este debitul redus i cantitatea mic de metanol. Dezavantajul include riscul CO din gazele de regenerare i producerea de ulei verde în timpul regener rii.Îndep rtarea metanolului din alimentarea spliterului C3/C3
= are avantajul cmetanolul nu se va mai concentra în coloan suprasolicitând sistemele de purificare pe propilen . De asemenea, dac CO sau uleiul verde intr în coloana C3/C3
=, ele nu se vor concentra în propilena pur .Gazul rezidual din instala ia de olefine folosit pentru regener ri este bogat în CO. În timpul r cirii cu un gaz bogat în CO, ceva CO se va adsorbi în liantul sitelor moleculare. Când usc torul cu site moleculare este în proces, urmele de CO trec în fluxul C3 lichid. O mare parte a CO intrat în coloana C3/C3
= va ie i prin aerisirea vasului de reflux cu H2 i CH4. Astfel, CO în propilen grad polimerizare este o problem numai când cerin ele impun un nivel de sub 2 ppm vol. Unele tipuri de site moleculare pot produce dimeri de propilen sau oligomeri înal i (ulei verde) în timpul regener rii. Sitele 4A de la diver i fabrican idifer sensibil în formarea uleiului verde. Uleiul verde este preluat apoi de fluxul de propilen pur sau de amestecul C3/C3
=. Se vor solicita preciz ri i garan iifabrican ilor de site moleculare. Pentru rafinatul C4 returnat din fabrica ia MTBE ce are peste 250ppm vol metanol, cea mai bun îndep rtare este prin sp lare cu ap . Pot fi mai multe trepte de sp lare cu ap , depinzând de facilit ile de tratare a apelor reziduale.
Apa de sp lare poate fi un condens curat, rece sau ap demi rece. Solidele dizolvate din apa de sp lare vor fi cât mai sc zute, acesta fiind un punct critic dacrafinatul C4 va fi vaporizat în sec iune de convec ie a cuptorului de cracare. Dacrafinatul C4 materie prim va fi vaporizat în amonte de cuptor, atunci calitatea apei de sp lare va fi corelat cu regimul acceptat de depuneri pe schimb torul de c ldur .
Clorurile. Clorurile organice i HCl nu vor fi prezente în materiile prime tip LPG sau C4 produs din surse naturale. Se folosesc nivele de Clor în specifica iide la 2 ppm gr pân la 5 ppm gr. Specifica iile de cloruri în nafta variaz de la 1 ppm gr la 25 ppm gr. Problemele generate de clorurile organice i de s rurileclorurate în rafin rii sunt cunoscute. NaCl se poate acumula în usc toarele cu site moleculare ca un solid i poate bloca porii. Circuitele de solven i de cur ire sau solven i uza i de laborator vor fi separate de circuitele de nafta. Din experien a de rafin rie este cunoscut c HCl se formeaz prin hidroliza clorurilor organice i a NaCl ( i/sau a clorurilor de Ca i Mg). O elurile inox austenitice ca AISI 304, 316, 321 i 347 sunt susceptibile la coroziunea fisurant sub sarcin (stress corrosion cracking) cu cloruri apoase. Sec iunile de convec ie a cuptoarelor de cracare con in o eluri austenitice i pot colecta pungi de ap lichid în timpul r cirii sau reviziilor. Clorurile organice pot emulsiona apa quench. Maximul de cloruri în materia prim este 5 ppm gr. Apa de cazan pentru piroliz este f r cloruri.
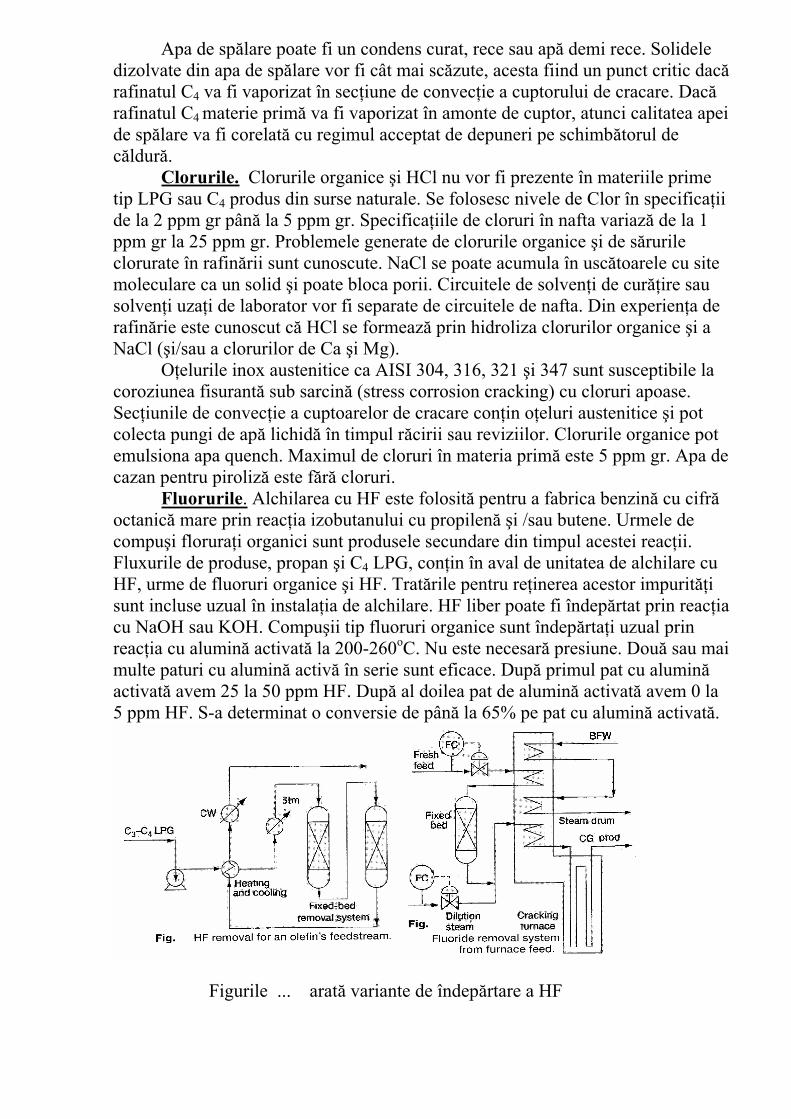
Fluorurile. Alchilarea cu HF este folosit pentru a fabrica benzin cu cifroctanic mare prin reac ia izobutanului cu propilen i /sau butene. Urmele de compu i florura i organici sunt produsele secundare din timpul acestei reac ii.Fluxurile de produse, propan i C4 LPG, con in în aval de unitatea de alchilare cu HF, urme de fluoruri organice i HF. Trat rile pentru re inerea acestor impurit isunt incluse uzual în instala ia de alchilare. HF liber poate fi îndep rtat prin reac iacu NaOH sau KOH. Compu ii tip fluoruri organice sunt îndep rta i uzual prin reac ia cu alumin activat la 200-260oC. Nu este necesar presiune. Dou sau mai multe paturi cu alumin activ în serie sunt eficace. Dup primul pat cu aluminactivat avem 25 la 50 ppm HF. Dup al doilea pat de alumin activat avem 0 la5 ppm HF. S-a determinat o conversie de pân la 65% pe pat cu alumin activat .
Figurile ... arat variante de îndep rtare a HF
Reac iile de tratare tipice sunt: C4H9F+ c ldur HF+C4H8
Al2O3 + 6HF 2AlF3 +3 H2OSpecifica iile pentru fluoruri limiteaz con inutul F în LPG de la 0,5 la 2 ppm gr.
Glicoli, DGA, amine. Pot fi prezente datorit tehnologiilor de tratare a gazelor (de exemplu, tratarea cu MEA la deetanare gaze de sond ). În usc toarele cu site moleculare ace ti compu i pot ini ia reac ii de polimerizare în timpul regener rii, formarea cocsului i formarea de canale în patul fix. Aminele combinate cu ap lichid pot ataca adezivul din site moleculare tip 3A producând o mas ca un noroi de argil în locul unei site moleculare folositoare. Sitele tip 4A i 5A sunt mai pu in sensibile la acest atac decât cele 3A folosite în serviciu pentru uscarea gazului cracat. În condi iile din cuptorul de cracare, aminele se descompun i produc amoniac (NH3) i alte impurit i. Unele instala iide olefine refolosesc sitele moleculare 3A din usc toarele de gaz cracat pentru serviciul de uscare a aliment rilor de etan-propan.
Arsine i fosfine (AsH3, PH3). Multe i eiuri con in compu i de arseniu. Arsinele sunt prezente în LPG de rafin rie. Testele de piroliz în tub de cuarindic o conversie de peste 70% a AsH3 la As la temperaturi moderate. În timpul crac rilor termice cu abur sau catalitice, compu ii de As dau AsH3. Presiunea de vapori a AsH3 este între cea a etanului i a propilenei. În trenul de frac ionare a gazului cracat, AsH3 se va concentra în alimentarea spliterului C3/C3= i în produsul de vârf al coloanei de deetanare. Fosfina PH3 cu un punct de fierbere apropiat de cel al etanului se va concentra în alimentarea spliterului C2/C2=. AsH3 este o otrav pentru catalizatorul de hidrogenare bazat pe paladiu din reactorul de conversie acetilen din spate (back-end). Sistemele cu pat fix pentru îndep rtarea AsH3 i PH3 sunt plasate chiar în fa a sistemelor cu catalizatori de hidrogenare cu paladiu pe care le protejeaz . Aceste sisteme folosesc unul sau mai mul i oxizi metalici pe un suport ca oxidul de aluminiu. Un singur pat fix este dimensionat pentru un ciclu de 3-5 ani. AsH3 trebuie îndep rtat la mai pu in de 2 ppb gr pentru a elimina operarea neeconomic a reactorului de conversie la cicluri scurte i cu o via redus a catalizatorului. Oxizii metalici sunt selecta i dupconsiderente de eficacitate, costuri i siguran . Ace ti oxizi metalici reac ioneazde asemenea cu compu ii de sulf comuni. Compu ii disponibili ca adsorban i oxizi metalici ce pot îndep rta arsinele sunt oxizii de cupru, argint, plumb, mangan i cupru combinat cu zinc (CuO, Ag2O, PbO, MnO2, ZnO). Îndep rtarea As i P din fluxurile procesului pe patul fix se face prin reac ii chimice. Arsinele reac ioneaz cu oxidul metalic formând arsinele metalice i ap sau gaze. Reac ii tipice sunt: 3PbO +2 AsH3 Pb3As2+3H2O 2MnO2+ 2AsH3 2MnAs+3H2O+1/2O2
4AsH3+3O2 4As+6H2O 3Cu+2AsH3 Cu3As2+3H2O ZnO+H2S ZnS+H2O ZnO+COS ZnS+CO2
Metale grele. Mercurul a fost detectat în câmpurile de gaze i în condensate în SUA, Algeria, Olanda, Germania, Tailanda i Rusia. Arseniu imercur au fost g si i în instala iile de olefine pe catalizatorul de paladiu uzat
folosit drept catalizator de hidrogenare acetilene primar (front-end) la nivele de 85 ppm As i respectiv 45 ppm Hg. Pentru nafta limitele specifica iilor sunt: Pb < 30 ppb gr., As < 10 ppb gr., i Hg < 5 ppb gr. În timp ce Pb apare din cauza contamin rilor cu benzin etilat , compu ii de As i Hg provin din extrac iile de i ei i gaze.
As i cele mai multe metale se concentreaz în motorina de DA i în frac iile grele. Compu ii organici de Hg se g sesc în nafta i în frac iile ce distilîn domeniul motorinelor. De exemplu, o nafta produs în China s-a g sit cu 700 ppb As, iar o motorin produs din i ei din West Texas avea 200 ppb As. Compu i de metale grele se g sesc în uleiuri auto uzate, uleiuri lubrefiante ivaseline. Uleiurile uzate nu se vor amesteca niciodat cu aliment rile cuptoarelor sau în sistemul ulei quench.
Uleiul slops recuperat din canale i facilit ile de tratare a apelor uzate nu va fi recirculat la alimentarea cuptoarelor sau în sistemul de ulei quench. Aceste uleiuri con in normal s ruri dizolvate (NaOH, NaCl i altele) i formeaz emulsii stabile. Solide dizolvate sau suspendate pot fi prezente de asemenea. Recomand rile de instala ie precizeaz c metalele cu temperaturi de topire sc zute ca Pb, K, V, As i Cu ca i s rurile pot penetra în tuburi în zona de radia ie, iar Hg, Zn, As ac ioneaz ca otr vuri pentru catalizatori. Zn poten eazefectul Hg, iar Al produce depozite în zona de convec ie. Maximele admisibile sunt urm toarele: Pb- 50 ppb, As-50 ppb, Cu- 1 ppm, Na- 1 ppm, Hg- 2 ppb, AsH3- 2-5 ppb, total metale- 2ppm.
Radonul este un gaz radioactiv produs prin îmb trânirea materialelor radioactive grele. Nivele sc zute de radon se g sesc în câmpurile de gaze naturale. Are un timp de înjum t ire scurt i produce Pb radioactiv. Punctul de fierbere, la presiune atmosferic al Rn este situat între etan i propilen .
Solven i i aromate. În unele materii prime C4 pot fi prezente urme de solven i folosi i la recuperarea butadienei sau butenei. Cracarea acetonitrilului(AN) produce HCN, practic se reg se te NH3.Teotetic, cracarea DMF (dimetilformamid ) poate produce NH3,CO i NO. Acetona i DMF. Solven i ca acetona i DMT sunt folosi i în sisteme de recuperare a acetilenei. DMF este folosit de asemenea la recuperarea MAPD în amonte de spliterul C3. Urme din solven ii folosi i pentru recuperarea aromatelor pot fi prezente în unele fluxuri de materii prime. Ace ti solven i, care con in compu i cu azot, oxigen, sulf pot da la cracare impurit i diverse.
Aromatele (BTX). Hidrocarburile bogate în aromate (BTX) sunt introduse uneori în sistemele de alimentare cu nafta a instala iei de olefine. Operarea discontinu a conductelor sau a pompelor de transfer, stocurile de conduct pot introduce BTX în sistemele nafta. O cantitate mic de BTX, dac este bine amestecat cu nafta, nu creeaz probleme, iar în cuptoarele de cracare pân la 15% BTX în alimentare se converte te la produse u oare. O curgere bifazic cu BTX concentrat poate produce probleme în înc lzirea cuptorului sau d suprasarcin a compresorului de gaz cracat prin nivelul mare în vasul de aspira ie datoratcondens rii excesive de BTX.
Amoniacul (NH3). În procese care cracheaz materii prime bogate în hidrogen, compu ii cu azot pot da NH3. Solven i ca acetonitrilul (AN), folosi i la recuperarea butadienei vor produce NH3 i HCN la cracare. Amine ca monoetanol
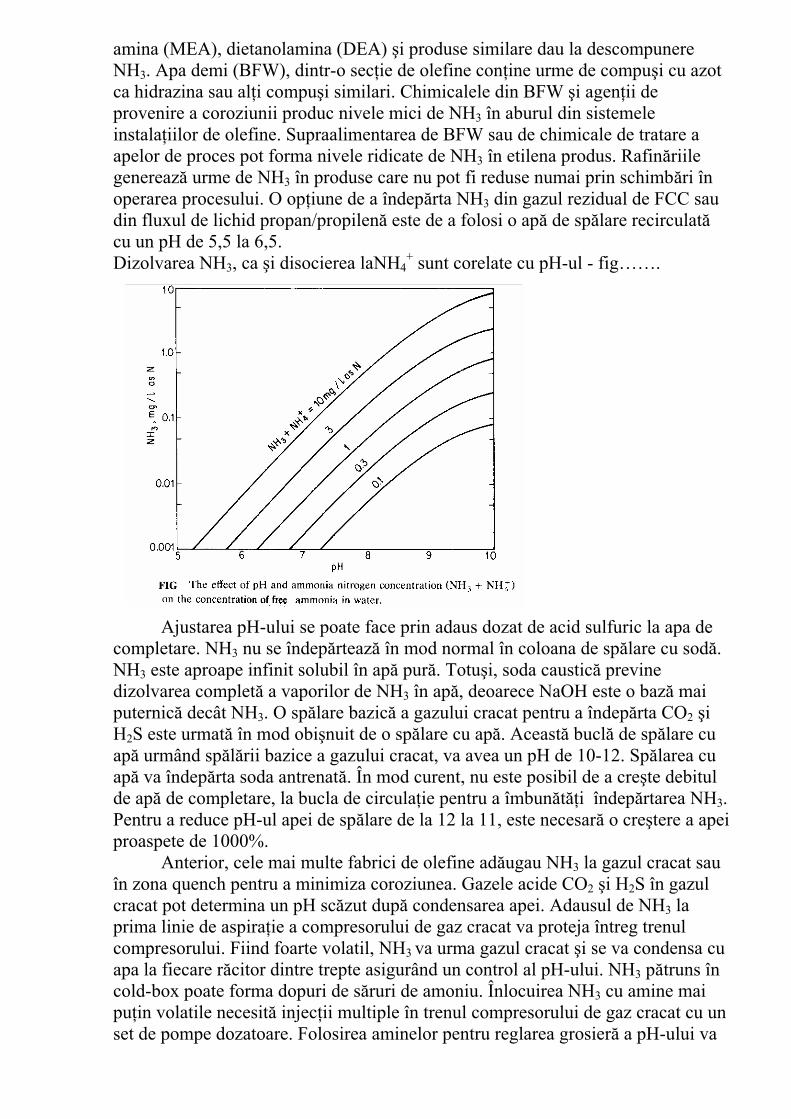
amina (MEA), dietanolamina (DEA) i produse similare dau la descompunereNH3. Apa demi (BFW), dintr-o sec ie de olefine con ine urme de compu i cu azot ca hidrazina sau al i compu i similari. Chimicalele din BFW i agen ii de provenire a coroziunii produc nivele mici de NH3 în aburul din sistemele instala iilor de olefine. Supraalimentarea de BFW sau de chimicale de tratare a apelor de proces pot forma nivele ridicate de NH3 în etilena produs. Rafin riilegenereaz urme de NH3 în produse care nu pot fi reduse numai prin schimb ri în operarea procesului. O op iune de a îndep rta NH3 din gazul rezidual de FCC sau din fluxul de lichid propan/propilen este de a folosi o ap de sp lare recirculatcu un pH de 5,5 la 6,5.Dizolvarea NH3, ca i disocierea laNH4
+ sunt corelate cu pH-ul - fig…….
Ajustarea pH-ului se poate face prin adaus dozat de acid sulfuric la apa decompletare. NH3 nu se îndep rteaz în mod normal în coloana de sp lare cu sod .NH3 este aproape infinit solubil în ap pur . Totu i, soda caustic previne dizolvarea complet a vaporilor de NH3 în ap , deoarece NaOH este o baz mai puternic decât NH3. O sp lare bazic a gazului cracat pentru a îndep rta CO2 iH2S este urmat în mod obi nuit de o sp lare cu ap . Aceast bucl de sp lare cu ap urmând sp l rii bazice a gazului cracat, va avea un pH de 10-12. Sp larea cu ap va îndep rta soda antrenat . În mod curent, nu este posibil de a cre te debitul de ap de completare, la bucla de circula ie pentru a îmbun t i îndep rtarea NH3.Pentru a reduce pH-ul apei de sp lare de la 12 la 11, este necesar o cre tere a apei proaspete de 1000%.
Anterior, cele mai multe fabrici de olefine ad ugau NH3 la gazul cracat sauîn zona quench pentru a minimiza coroziunea. Gazele acide CO2 i H2S în gazul cracat pot determina un pH sc zut dup condensarea apei. Adausul de NH3 la prima linie de aspira ie a compresorului de gaz cracat va proteja întreg trenul compresorului. Fiind foarte volatil, NH3 va urma gazul cracat i se va condensa cu apa la fiecare r citor dintre trepte asigurând un control al pH-ului. NH3 p truns încold-box poate forma dopuri de s ruri de amoniu. Înlocuirea NH3 cu amine mai pu in volatile necesit injec ii multiple în trenul compresorului de gaz cracat cu un set de pompe dozatoare. Folosirea aminelor pentru reglarea grosier a pH-ului va
minimiza NH3 în etilena produs (cerut de beneficiari - PE, PP), dar r mâneriscul de producere a NH3 prin cracarea aminelor. Unele fabrici de olefine folosesc o combina ie de NH3 i amine pentru controlul pH-ului. Aceasta re ine beneficiul controlului asupra coroziunii în regiunile de condensare cu NH3, pe când adausul de amine reduce cerin ele de NH3. O proiectare i o filozofie de operare îmbun t it pot minimiza NH3 din etilena produs: - se limiteaz compu ii de azot în aliment ri, recircul ri la compresorul de gaz cracat i în chimicalele de tratare din zona apei quench - se reduce sau se opre te adausul de NH3 în proces - se opereaz usc toarele secundare în aval de reactoarele de acetilen pe un ciclu de timp mai scurt pentru a îndep rta mai mult NH3. Acesta este adsorbit într-o m sur limitat pe sitele moleculare 3A folosite la uscarea gazului cracat sau dup reactoarele de hidrogenare acetilen . Apa, fiind mai polar , va deplasa NH3
din porii sitelor 3A. Capacitatea de a îndep rta NH3 este legat de planificarea regener rii i de capacitatea patului de gard dac usc toarele sunt operate la punctul de str pungere ap de-a lungul patului primar - se instaleaz paturi cu compu i adsorban i în usc toarele secundare - se instaleaz al treilea pat sau dou usc toare secundare mai mari pentru îndep rtarea NH3. Alt abordare pentru a limita sau a opri folosirea NH3 este: - se folose te NaOH pentru controlul grosier al pH-ului în sistemul de apquench -folosirea adausului de amine grele sau compu i similari la reglarea îngrijita pH-ului pentru apa quench sau aburul de dilu ie i purje -injectarea unei amine grele la ie irea compresorului de gaz cracat la r citoarele intermediare unde avem condensare de ap . -folosirea unei amine volatile numai dac în apa din vasul de aspira ie a CGC avem un con inut mare de fier sau dac probele de coroziune ale conductelor din faza gazoas necesit aceast ac iune.Presiunea de vapori RVP a unei amine volatile tipice este de 0,69-0,96 bar abs. Se ad ug amine volatile numai la zona cu probleme.
Oxigenul. Oxigenul prezent în gazul cracat este par ial îndep rtat în zona de demetanizare. Oxigenul este un component uzual în mul i heterocicli ce se pot reg si în i eiuri precum compu ii furanici, xilenoli, crezoli, fenoli, naftoli. Oxigenul mai intr în proces i prin solubilitate în materiile prime, ca nafta/ Pop Petre, discu ie, oct. 2002/. Prin oxidare în cuptor sau prin descompunerea compu ilor oxigena i se formeaz fenoli, care se reg sesc ca fenoli sau fenola i,dizolva i în condensul de proces, la nivel de 50- 100 ppm. gr.
COS Sulfura de carbonil este un contaminant rezultat din procesele de cracare termic i catalitic . În mod obi nuit, gazele naturale sunt libere de COS. Dar dac con incantit i mari de H2S i CO2, acestea sunt asociate cu COS. Gazele reziduale de rafin rie con inând etilen i propilen pot avea concentra ii mari de COS. În sistemele de tratare cu solu ii apoase MEA/DEA pentru îndep rtarea CO2 i H2S se va re ine par ial i COS. În instala iile de olefine, în coloana de sp lare caustic pentru tratarea gazului cracat se poate îndep rta COS numai în mic m sur . Sp larea caustic a vaporilor COS nu este
prea eficace datorit solubilit ii reduse a COS în solu ia caustic . Presiunea de vapori a COS este apropiat de cea a C3
=. În trenul de frac ionare a gazului cracat, COS va urma în principal fluxul C3 prin blazul coloanei de deetanare. O cantitate foarte mic de COS i propilen va ajunge la vârful coloanei de deetanare alimentând reactorul de conversie acetilen al coloanei C2/C
=2. Datele de echilibru
vapori lichid (VLE) pentru sistemul binar COS / propan arat c COS are o volatilitate relativ de circa 1,1 la 1,4 la presiune peste 13 bar abs. Întrucât COS este o otrav puternic pentru catalizatorii din tehnologiile PE i PP actuale, produc torii de polimeri limiteaz , de exemplu, COS în propilena de
polimerizare sub 30 ppb gr. COS ac ioneaz de asemenea ca inhibitor al catalizatorilor de paladiu în convertizoarele de acetilen în fluxurile C2 i C3,COS fiind o otrav adsorbit temporar pe suprafa a catalizatorului i producând atât cre terea selectivit ii cât i sc derea conversiei acetilenelor. COS trece prin site moleculare de 3A, dar este adsorbit par ial în paturile de site moleculare de 4A i 5A folosite la uscarea fluxului de C2/C3 lichid. Dar, dac usc torul este operat la
punctul de str pungere pentru ap , atunci COS va fi deplasat, ca i H2S i CO2 , de c tre ap . Metodele obi nuite de îndep rtare a COS la scar industrial includ urm toarele : -Tratarea cu solu ii de MEA i DEA. COS reac ioneaz rapid cu aminele primare i într-un sistem de tratare cu solu ii MEA, circa 80% din COS este îndep rtat prin hidroliz cu ap i 20% prin formarea de s ruri ale aminei. -Hidroliza pe catalizatori la CO2 i H2S. Catalizatorii industriali folosi i în acest scop sunt baza i pe alumin activat , sulfur de platin , Co/Mo i alte metale. În timpul regener rii sitelor moleculare 4A i 5A hidroliza COS este similar ac iunii catalitice a complec ilor metalici în matri a sitelor. Selec iacatalizatorilor depinde de temperatura de operare, conversia COS, dimensiunea patului, via a estimat i costuri. Hidroliza COS în hidrocarburi este de circa: -99,5% minim în faza lichid la 38oC -99,0% minim în faza gazoas la 38oC -99,5% minim în faza gazoas la 150oC -Reac ii chimice cu oxizi metalici ca ZnO, CuO/ZnO i PbO, pentru concentra ii mici de sulf. Înc rcarea cu sulf a paturilor de oxizi metalici cre tecând temperatura de operare cre te de la 93o la 260oC. Optimizarea proiect riipentru temperatur , num r de paturi, zone de echilibru i transfer de mas sunt importante pentru ob inerea unui sistem economic. -Adsorb ia. Sitele moleculare cu pori mari ca 4A, 5A i 13X vor adsorbi COS, CO2, H2S i apa, dar când se opereaz la str pungere ap , aceasta va deplasa compu ii mai pu in polari în fluxul de proces. Sitele moleculare sunt bune pentru îndep rtarea în mas grosier a COS din fluxuri cu mai pu in de 100 ppm, pân la 5 ppm la ie irea din pat ca valoare acceptabil . Paturile cu site moleculare pentru COS i CO2 vor fi foarte mari cu cicluri scurte i debite mari ale gazului de regenerare. Pentru fluxuri C2/C3 ciclul de func ionare i debitele disponibile de gaz de regenerare sunt limit rile obi nuite ale sistemelor de purificare. -Reac ii chimice. ''Sufnolime'' este un hidroxid de sodiu solid depus pe un catalizator de hidroxid de calciu neregenerabil . Este proiectat corespunz torpentru finisarea (corec ia impurit ilor) fluxurilor de hidrocarburi lichide
contaminate cu H2S, COS, RHS, CO2 i HCl. Produsul enun at poate îndep rtaace ti contaminan i pân la nivelul 30-50 ppb gr. Reac iile implicate sunt : COS+ H2O CO2+H2S H2S+NaOH NaHS+H2O NaHS+NaOH Na2S+H2O CO2+ Ca(OH)2 CaCO3+H2O Un pat de sufnolime este proiectat pentru 1-2 ani de via efectiv .Dezavantajul este faptul c , catalizatorul uzat este dificil de îndep rtat din pat deoarece materialul este higroscopic. Catalizatorul activ este numai 10-14% din greutatea catalizatorului, de aceea este necesar o mas mare a patului catalitic. Pentru fiecare mol de COS îndep rtat se degaj un mol de ap .
Hidroxidul de potasiu este mai reactiv decât NaOH i poate îndep rtacantit i mai mari de COS în aplica ii cu contact lichid/lichid. Paturi cu KOH solid au fost folosite în îndep rtarea COS cu rezultate mai bune decât contactarea lichid/lichid, având o tradi ie în aplica ii la tratarea LPG. Adausul de CH3OHpentru a reac iona cu COS este un mod de a economisi folosirea KOH. Paturile de KOH solid con in cristale sferice de KOH de m rimea 1- 2cm. LPG curge ascendent, iar apa i produsele reziduale curg descendent. Se folose te o vitezsuperficial sub 8 cm/s. Materialul solid KOH nu va fi folosit ca fulgi sau granule, deoarece apare riscul înfund rilor sau a canalelor preferen iale. Reac iile utile sunt: COS+2KOH H2O+KSCOOK COS+ KOH+ CH3OH H2O+ KSCOOCH3
Pentru conversia general a contaminan ilor, reac iile utile sunt: HF+KOH H2O+KF H2S+2KOH 2H2O+K2S CO2+2KOH H2O+K2CO3
CS2+KOH+ CH3OH H2O+KSSCOOCH3
Într-un caz concret, pe un pat cu KOH reducerea COS constatat a fost de la un nivel de intrare al COS de 15ppm gr. la un nivel de ie ire de 10 ppb gr.
Sulfuri organice. Compu ii de sulf, ca: dimetilsulfura (DMS), dimetildisulfura (DMDS), polisulfurile sau mercaptanii sunt ad uga i în mod obi nuit în aliment rile de materii prime ale cuptoarelor sau în aburul de dilu iepentru a reduce formarea cocsului. Adaosul de compu i de sulf la aliment rile cu con inut redus de sulf are de asemenea ca efect i reducerea producerii CO i CO2
din reac iile de reformare cu abur. Aditivii corespunz tori la aliment rilecuptoarelor vor limita sinteza COS i CS2 din compu ii cu sulf când descompunerea nu este complet . CS2 prezent în alimentarea reactorului de hidrogenare gazolin poate scurta ciclul de func ionare ''on line'' datorit depunerii de carbon.
Apa. În proiectele vechi se folosea frac ionarea pentru îndep rtareagrosier a apei din alimentarea coloanei C3/C
=3. În timpul oper rii curente se
produce ap în reactoarele de conversie acetilen din reac ia CO cu H2 ca i în reactoarele de metanizare a CO la CH4. Regenerarea sau schimbarea catalizatorilor pentru acetilene sau MAPD pot introduce ap în proces. Conversia oxidului de paladiu cu hidrogen la metal activ produce ap .
Problema impurit ilor i contaminan ilor prezen i în aliment rile procesului se suprapune par ial cu cea a celor genera i în proces (ap , COS, aromate), dar apoi apare ca problem distinct problema impurit ilor generate în proces, unele fiind hidrocarburi ob inute normal în cracarea termic , dar care deranjeazconsumatorii, altele fiind produse secundare / reziduale de reac ie, ca gama: COx.
Acetilena. Cantitatea de C2H2 produs în cuptoarele de cracare este corelatcu temperatura de ie ire din serpentin i tipul de alimentare, iar serpentinele scurte folosite pentru selectivit i înalte produc C2H2 mai mult decât serpentinele lungi, mai vechi. Produc ia de C2H2 la severit i înalte cre te în seria: Etan < propan < butan. Instala iile de olefine ce folosesc extrac ia C2H2 cu DMF i/sau sisteme cu reactoare de hidrogenare frontale sau posterioare pot produce olefine cu mai pu inde 1 ppm vol C2H2.
CO2 i CO . Cantit i mici de CO2 i CO sunt produse în cuptoarele de cracare datorit reac iilor de reformare a carbonului cu abur. Aliment rileetan/propan con in în mod obi nuit cantit i variabile de CO2. Pentru îndep rtareagrosier a CO2 i H2S se folose te absorb ia cu amine (MEA, DEA, .a.). Sisteme de sp lare vapori/ lichid cu NaOH sunt localizate în trenul compresorului de gaz cracat (CGC) în toate unit ile moderne, pentru a îndep rta CO2 i H2S la valori mai joase decât cele ce se pot ob ine în sistemul cu amine. Sistemele de sp larecaustic în operare reduc CO2 la valori sub 0,2 ppm vol în produs. Deoarece H2Seste mai reactiv decât CO2 cu solu ia caustic , H2S prezent împreun cu CO2 , dup tratare nu mai este o problem . Aproape tot CO din gazul cracat iese prin trenul de demetanare rece în produsele de H2 i gaz rezidual. În instala iile de olefine f r sistem cu reactor de conversie acetilene înspate (back-end), nivele de CO în etilen produs mai mici de 0,1 ppm vol. sunt normale. În teorie , în aceste instala ii, CO prezent în etilena produs va fi propor ional cu nivelul de metan. Într-o instala ie cu sistem frontal de reactor pentru acetilen cu un nivel de metan sub 50 ppm vol, CO2 este normal mai pu inde 50 ppb vol. Instala iile cu sisteme de reactoare pentru acetilene în spate adaugcontrolat urme de CO (2 ppm vol pân la 10 ppm vol) în alimentarea reactorului pentru a îmbun t i selectivitatea catalizatorului i a reduce formarea uleiuluiverde. Catalizatorii de paladiu noi au o nevoie de CO redus , sau nu necesitadaus. Unit ile moderne de olefine cu reactoare de acetilen în spate au o sec iunede pasteurizare la coloana C2/C
=2 (C2 spliter) pentru a minimiza CO, H2 i CH4 în
etilen . Unele instala ii de olefine vechi folosesc sisteme de demetanare secundarpentru a îndep rta cozile u oare. Prezen a CO în produsul etilen extras lateral sub sec iunea de pasteurizare este limitat de considera ii de echilibru vapori - lichid (VLE). Concentra iile CO vor fi de regul în domeniul 0,1- 0,3 ppm vol. Integrarea unei coloane de stripare u oar cu un spliter C2/C
=2 este mai eficient
pentru costuri decât un sistem cu o unitate autonom de demetanare secundar . În timpul oper rii sta ionare, CO nu va fi prezent în alimentarea coloanei de splitare C3/C
=3 sau în propilena produs. Dou surse poten iale de CO în propilena
produs sunt constituite de sistemul de hidrogen/CO/ C3 i reactoarele (usc toa-rele) regenerate cu gaz rezidual con inând CO. În multe fabrici de olefine conversia MA (metilacetilenei) i a propadienei (PD) în propilen i propan este
mai degrab o problem economic decât una de specifica ie, întrucât la ob inereaC3
= de polimerizare, prin frac ionare se poate îndep rta MA i MAPD.Sistemele de hidrogenare a frac iei C3, lichide sau în faz mixt folosesc H2
din metanizator sau din sisteme PSA cu CO sub 5 ppm vol. CO mai poate contamina sistemele astfel :
- dac hidrogenul este folosit la reglarea presiunii în vasele de purj - dac gazul rezidual de regenerare este folosit la r cirea paturilor de site moleculare. CO este adsorbit de lian ii sitelor.
Hidrogenul. Teoretic, cantitatea de hidrogen prezent în etilena produs din instala iile f r un reactor pentru acetilen în spate (backend) trebuie s fieaproape de zero. În blazul coloanei de demetanizatare, H2 este de 35 de ori mai volatil decât metanul. Instala iile cu sisteme de reactor pentru acetilene în spate adaug H2 uneori în cantit i ce dep esc necesarul pentru hidrogenarea acetilenelor pentru a reduce formarea uleiului verde polimer. Noile formul ri ale catalizatorilor de Pd au redus necesarul de folosirea a CO i H2, îns trebuieconfirmat i garantat de furnizor. Cantitatea de H2 în etilena produs, extras lateral sub sec iunea de pasteurizare, va fi de regul în domeniul 0,5 - 2 ppm vol. Integrarea unei coloane de stripare a u oarelor cu un spliter C2 este o op iuneeficace pentru costuri pentru a reduce H2 în etilen sau propilen produse.
Metanul. Cantitatea de metan (CH4) urme, în lichidul din blazul demetanizatorului este corelat direct cu num rul de talere de stripare ale coloanei i cu raportul vapori/lichid (V/L) în zona inferioar de concentrare. Într-un sistem
dat de demetanare, cre terea sarcinii pe refierb tor sau reducerea refluxului va sc dea pierderile de metan. La proiectarea unui sistem nou de demetanare, ad ugarea a 5-10 talere în sec iunea de stripare va reduce masiv pierderea de metan pe blaz, cu o cre tere minor a sarcinii termice pe refierb tor. Îndep rtareametanului în sec iunea de pasteurizare a coloanei spliter C2/C2
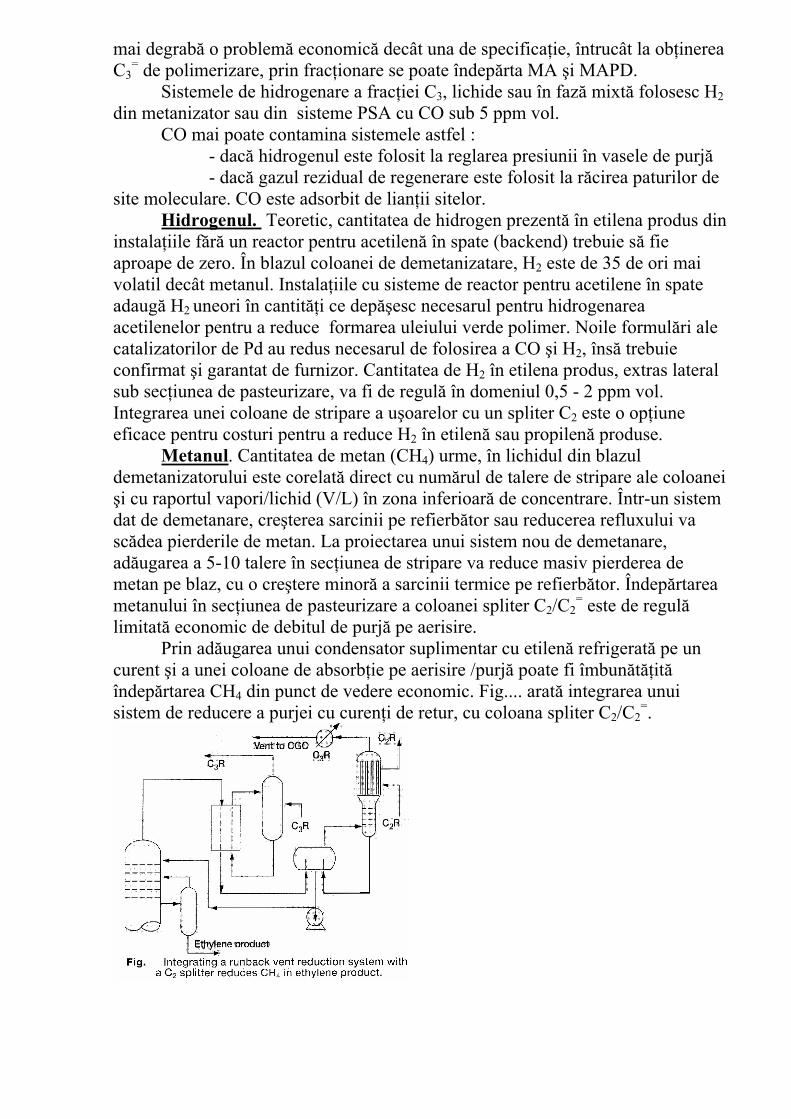
= este de regullimitat economic de debitul de purj pe aerisire. Prin ad ugarea unui condensator suplimentar cu etilen refrigerat pe un curent i a unei coloane de absorb ie pe aerisire /purj poate fi îmbun t itîndep rtarea CH4 din punct de vedere economic. Fig.... arat integrarea unuisistem de reducere a purjei cu curen i de retur, cu coloana spliter C2/C2
=.
Unele instala ii vechi de producere a olefinelor folosesc hidrogen cu 5-20% mol CH4 pentru sistemul cu reactor pentru acetilen back-end. Ad ugarea unei unit i PSA pentru hidrogen de înalt puritate (99,9+ %) este mai eficace pentru costuri în vederea reducerii pierderilor pe aerisire a spliterului C2/C2
= i a cre teriiproduc iei de etilen . Reducerea CH4 în etilen produs permite de regul cre terea con inutului de etan. Aceasta permite o u oar cre tere de capacitate sau o reducere a energieirefluxului.
Etan în etilen . Cantitatea de etan în etilena produs de la spliterul C2/C2=
este corelat direct cu num rul de talere în coloana de separare etan/ etilen ,raportul reflux la produs i cantitatea de etilen în reciclul de etan la cuptorul de cracare. Pentru o reducere sensibil a etanului în etilena produs într-o instala iedat va fi necesar ca: - s se instaleze talere de capacitate mai mare pentru reflux i o vaporizare mai mare -s se adauge talere noi cu spa iile dintre talere mai mici, pentru mai multetrepte teoretice -s se foloseasc combina ii de talere de capacitate mai mare cu distan e maimici între talere. - ad udarea unei coloane în serie pentru a asigura mai multe trepte de separare. Ad ugarea unui striper C2 operând în serie cu coloana de separare C2/C2
=
este o op iune eficace din punct de vedere economic Configura ia refierb toarelor se modific între cele dou coloane ca i în cazul folosirii C3 refrigerate (C3R)
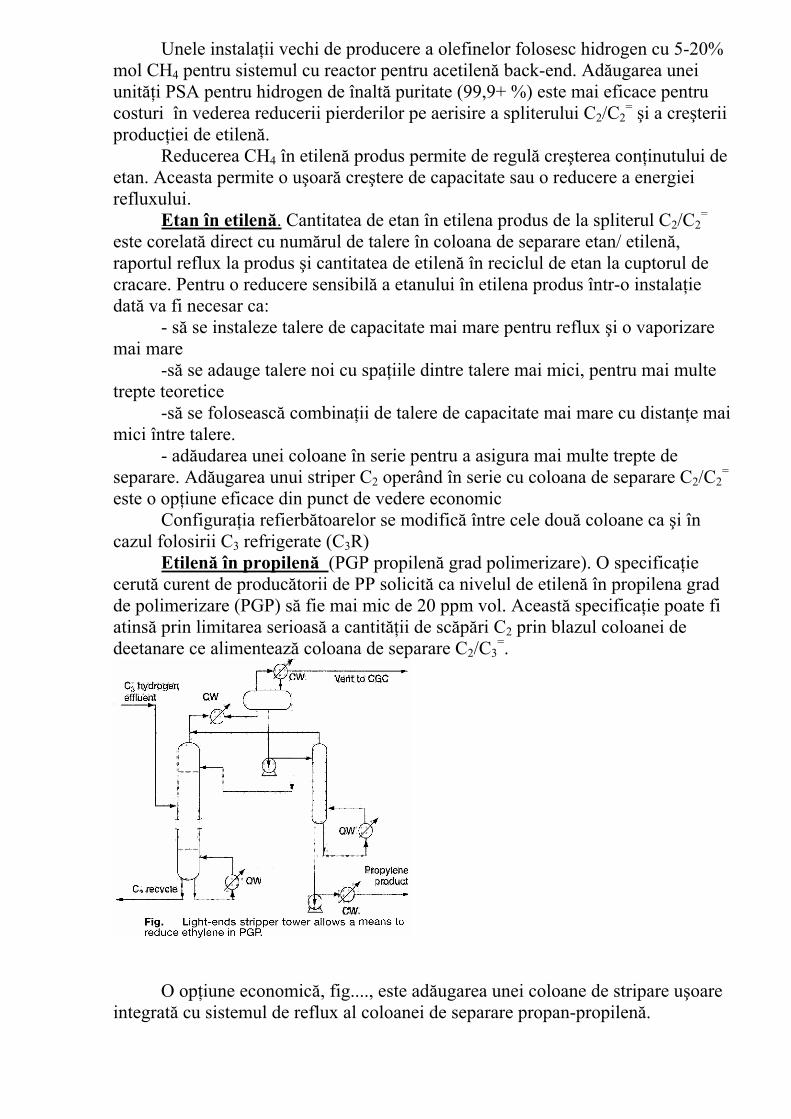
Etilen în propilen (PGP propilen grad polimerizare). O specifica iecerut curent de produc torii de PP solicit ca nivelul de etilen în propilena grad de polimerizare (PGP) s fie mai mic de 20 ppm vol. Aceast specifica ie poate fi atins prin limitarea serioas a cantit ii de sc p ri C2 prin blazul coloanei de deetanare ce alimenteaz coloana de separare C2/C3
=.
O op iune economic , fig...., este ad ugarea unei coloane de stripare u oareintegrat cu sistemul de reflux al coloanei de separare propan-propilen .
Cocsul. Se va trata separat, dat fiind implica iile cocs rii i decocs riiasupra procesului.
NOx . O sintez de Suzanne Shelley / Chem. Eng., Jan., 1994, vol 101, nr. 1, p. 37/ analizeaz dou studii asupra riscurilor NOx sus inute la Conferin eleAIChE: 1.- David Simms, Nitrogen oxides în the cryogenic sections in ethylene plants, AIChE Spring Meeting, New Orleans, La., April 1992, i 2.- Roy Halle, Potential hazard of NOx compound accumulations în cryogenic ethylene recovery facilities, AIChE Spring Meeting, Houston, March 1993. În 1980, Union Carbide raporteaz o acumulare de NOx în instala ia de olefine din Texas City. Studiul nu s-a finalizat. În febr. 1990 o explozie distruge par ial cold-boxul unei instala ii de olefine apar inând Shell Chemie din Berre-Fran a. Concluzia studiului executat a fost ccompu i NOx s-au acumulat într-un schimb tor de c ldur plat cu aripioare, în circuitul de metan de presiune joas din cold box. Când o dereglare a instala iei a produs cre terea temperaturii, 1,3-butadiena i ciclopentadiena s-au evaporat i au intrat în cold-box, formând gume instabile cu NOx. La cre terea temperaturii la 25oC, gumele instabile au explodat. Gazele reziduale din FCC, 6-8000 Nm3/h con in cca 25% C2/C2=, respectiv cca 1,5-2 t/h etan plus etilen , care se ard de regul . În cazul pirolizelor integrate cu rafin rii, gazele respective se recupereaz în procesul de separare gaze cracate dup unele purific ri prealabile. În timp ce NO2 este îndep rtat, fie prin sp lare bazic a gazelor acide, fie prin frac ionare în amonte de cold box, NO se va acumula în cold box. Aici, în prezen a oxigenului, NO reac ioneaz la NO2, care se acumuleaz ca solid la temperaturi criogenice. NO2 poate reac iona cu NO pentru a forma N2O3 saughea albastr , ce poate reac iona cu diolefinele sau olefinele grele pentru a forma nitrozo-gume care pot exploda chiar la temperaturi criogenice. În cazul unei deregl ri în proces, diolefinele normal blocate, înainte de trenul rece, vor intra ivor reac iona cu NOx solid. De asemenea, dac NO2 vine în contact cu NH3, poate forma nitrit de amoniu (NH4NO2) care explodeaz în jur de 60oC, temperatur ce poate fi atins la opriri. La frac ionarea etilenei se folose te un demetanizator criogenic pentru a separa metanul i gazele mai u oare din etilena produs. Un tren de r cire r ce te progresiv i condenseaz gazele cracate, separând trei sau patru curen i de alimentare lichizi ai demetanizatorului. În unele instala ii, gazele reziduale din acest tren de prer cire este trimes la un circuit chiar i mai rece, concentrat în H2. Aproape toate datele despre NOx crescut se refer fie la circuitul de metan de presiune joas al sec iunii de concentrare hidrogen, fie în circuitul care înc lze te i par ial vaporizeaz alimentarea cea mai rece a demetanizatorului.De icomitetul AIChE a concluzionat c gazul rezidual de FCC i de cocsare fluid este sursa primar de intrare a NO în trenul rece cu etilen , urme de acumul ri de NOx
în reciclul de cracare termic s-au depistat în cazul aliment rilor cu aditivi contra depunerilor ce con in grupa NO.
Un studiu pilot a depistat c NO poate fi generat de agen i contra depunerilor obi nui i ca DEHA (dietil hidroxilamin ) i NPH (n-nitrozo fenil hidroxilamin ). În condi iile din cuptorul de cracare, pân la 10% din grupele NO din DEHA se transform la NO. La un timp mai mare, la 300oC toate grupele NO din NPH se convertesc la NO. Pentru a capta sau îndep rta gumele NOx din schimb toarele de c ldur s-au instalat separatoare i filtre speciale în jurul schimb toarelor din cold box, iar proiectele schimb toarelor de c ldur s-au modificat pentru a se cur a mai u or.Sunt necesare schimb ri în proces pentru a nu se mai forma gumele-NOx iazotitul de amoniu. Prin eliminarea unuia din ingredien ii esen iali, O2, NO, hidrocarburi nesaturate sau temperaturile criogenice, se poate îmbun t i situa ia.Pentru a elimina oxigenul, în sistem pot fi ad uga i absorberi de oxigen, iar la rezervoarele de sod i ulei de sp lare se poate monta insufl ri (perne) cu azot. Fazele procesului pot fi rearanjate pentru a evita ca butadiena s atingpor iunea cea mai rece a instala iei. Depropanarea, deetanarea sau hidrogenarea acetilenei pot fi aranjate pentru a se produce înaintea demetan rii criogenice. Alte op iuni: - Brown -&- Root - procesul ROE folose te unit i separate pentru a prelucra gazul rezidual de piroliz i de rafin rie, pentru a recupera H2 i C2=.Reactorul pentru acetilen i deetanizatorul de la Brown-&-Root Braun au fost proiectate astfel ca diolefinele s nu intre în demetanizator. - KTI i AET - sistem de absorb ie cu solvent în contracurent care separCH4 din gazele reziduale de FCC (uscate, îndulcite i comprimate) - KTI- sistem similar cu separarea N2 din CH4
-Lummus Crest propune secven a urm toare: -eliminarea tuturor impurit ilor ca CO2, Hg, AsH3 prin pretratare -îndep rtarea diolefinelor C4, C5 i grele, într-o unitate de deetanare sau depropanare frontal , în amonte de sec iunea criogen a unit ii de recuperare. -s se îndep rteze CH4 i frac iile mai u oare în r cirea aliment rii iîn unitatea de demetanare, producând un flux etan-etilen relativ liber de NOx.
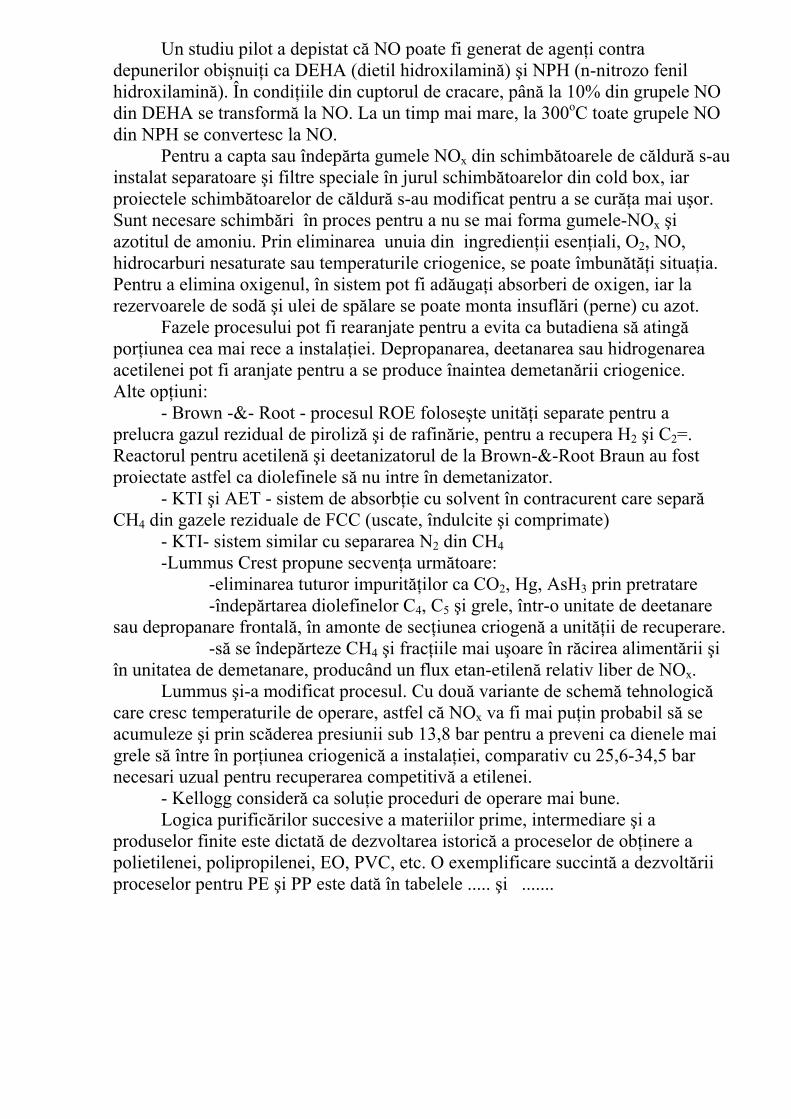
Lummus i-a modificat procesul. Cu dou variante de schem tehnologiccare cresc temperaturile de operare, astfel c NOx va fi mai pu in probabil s se acumuleze i prin sc derea presiunii sub 13,8 bar pentru a preveni ca dienele mai grele s între în por iunea criogenic a instala iei, comparativ cu 25,6-34,5 bar necesari uzual pentru recuperarea competitiv a etilenei. - Kellogg consider ca solu ie proceduri de operare mai bune. Logica purific rilor succesive a materiilor prime, intermediare i a produselor finite este dictat de dezvoltarea istoric a proceselor de ob inere a polietilenei, polipropilenei, EO, PVC, etc. O exemplificare succint a dezvolt riiproceselor pentru PE i PP este dat în tabelele ..... i .......
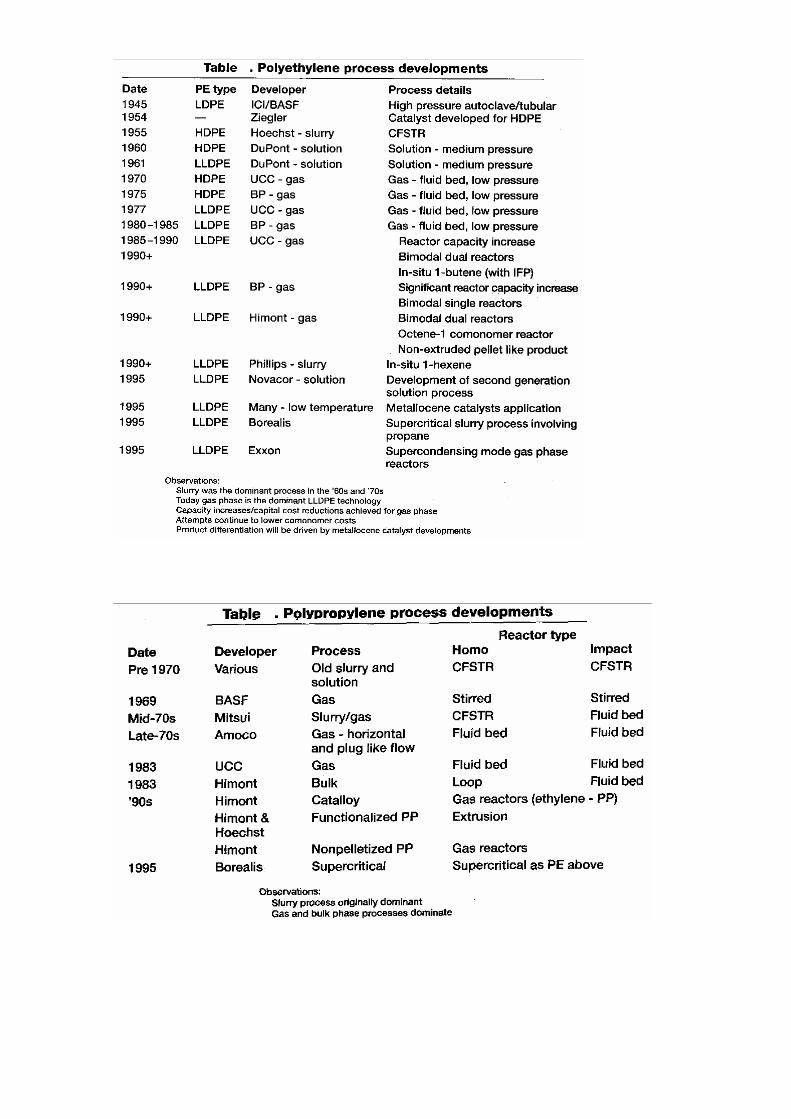
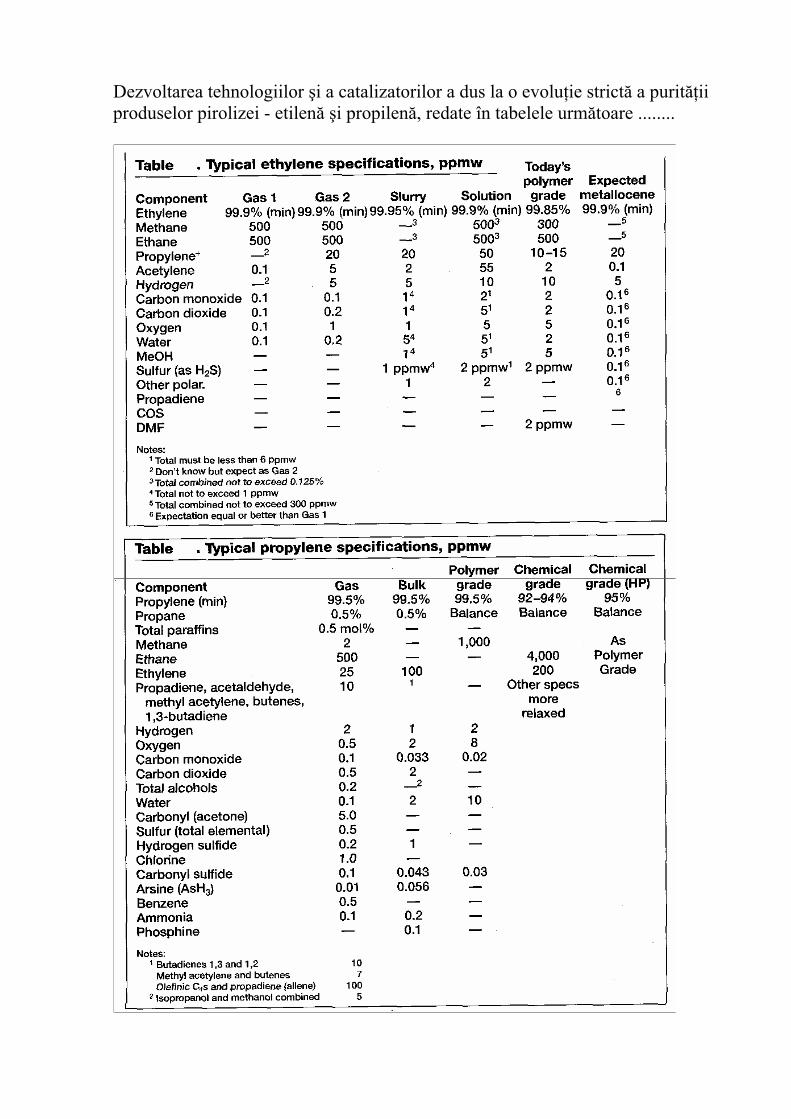
Dezvoltarea tehnologiilor i a catalizatorilor a dus la o evolu ie strict a purit iiproduselor pirolizei - etilen i propilen , redate în tabelele urm toare ........
6. MECANISME I CINETICI DE REAC IE
O privire de ansamblu asupra progreselor realizate în ultimele decade pe plan teoretic i tehnologic în studiile asupra proceselor de piroliz a hidrocarburilor cuprinde un volum excep ional de mare de date, extrem de diverse, publicate în ultimii 50- 60 de ani /V.Vîntu, Gh. Suciu, Progrese.. , 1984/. Fa de un volum atât de mare de publica ii privind diferite aspecte ale proceselor de piroliz , foarte pu ine fac efortul sintezei i a analizei i corel rii lor. Lucr rile publicate între 1935 i 1955 /Vîntu, Pir. hidr.,1980/ au devenit clasice ( Rice i Herzfeld, 1934, Dantes i Forst, Steacie, Hinschelwood,Trotmann-Dickenson, Fabuss), iar lucr rile din perioada 1960-1985 (Zdonik, Froment, Illes, Murata) urm resc deja corelarea datelor cinetice de laborator cu condi iile tehnologice pentru modelare, proiectare sau exploatare industrial . Schemele de mecanism radicalic înl n uit se preteaz practic la modelarea cinetic a proceselor de piroliz a hidrocarburilor gazoase i mai pu in la piroliza hidrocarburilor lichide. Efectul promotorilor i a inhibitorilor (O2, peroxizi irespectiv, H2S, RSH, S, olefine) r mâne în continuare o problem deschis ,aplica iile industriale fiind incipiente. În piroliz , reac ia primar const în scindarea moleculelor de hidrocarburi alcanice în alcani i olefine. Aceasta este urmat de un complex de reac iisuccesive i paralele de cracare, dehidrogenare, polimerizare , etc. Clasele principale de reac ii /M.E.Dantes i E.M.Ranzi, în Albright, Pyr. Hydr.,1983/ selectate prin analogia reac iilor pentru un model mecanistic, sunt date în urm toarele: 1.Reac ii de ini iere lan - unimolecular: R-R R· + R· , ex: C2H6 2 CH3
·
- bimolecular (RH hidrocarbur nesaturat ) RH + R'H R· + R'H· , ex: C2H6 +C2H4 2 C2H5
.
2.Reac ii de extragere hidrogen R.+R'H -RH +R' ·, ex: CH3
· + C2H6 CH4 + C2H5.
3. Reac ii de descompunere radicali : R· RH+ R'· , ex: nC3H7
· C2H4 + CH3·
4. Reac ii de adi ie radicali la molecule nesaturate R.+ R'H R'' · ex: CH3
.+C2H4 n C3H7·
5. Reac ii de terminare lan : - prin recombinare radicali: R· + R'· R-R' , ex: CH3
·+ C2H5· C3H8
- prin dispropor ionarea radicalilor R. + R'· RH + R''H, ex. C2H3
· +C2H5· 2C2H4
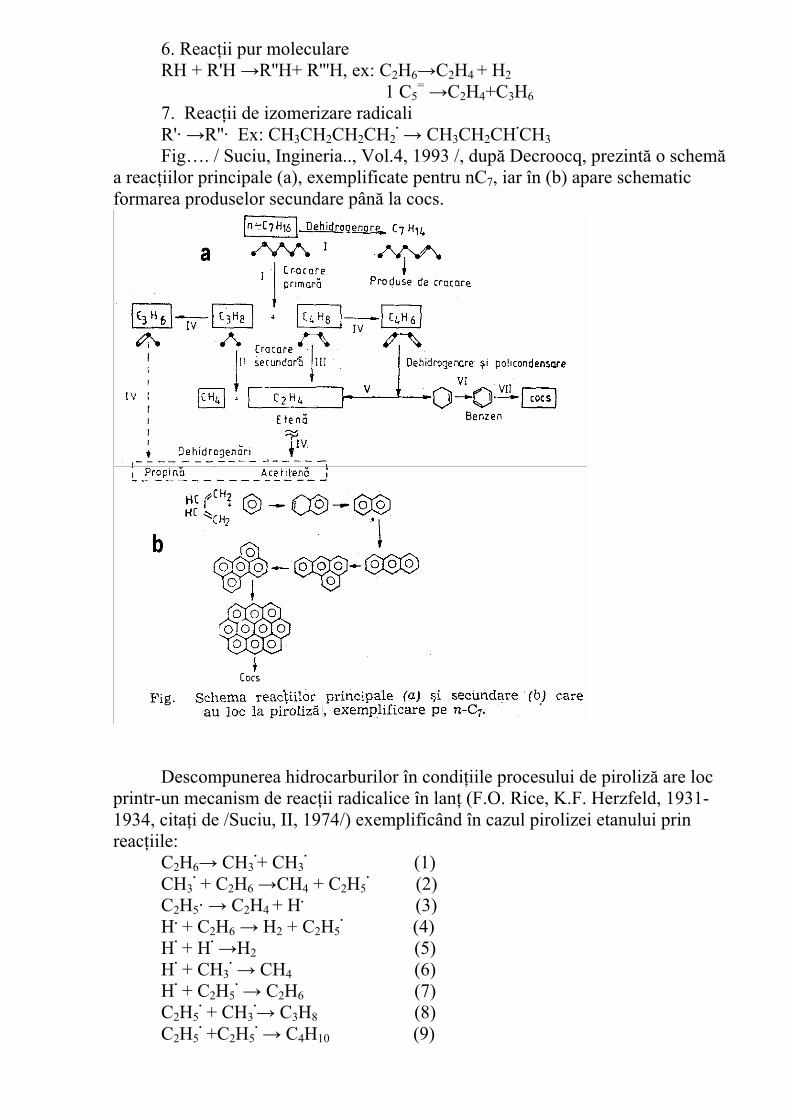
6. Reac ii pur moleculareRH + R'H R''H+ R'''H, ex: C2H6 C2H4 + H2
1 C5= C2H4+C3H6
7. Reac ii de izomerizare radicali R'· R''· Ex: CH3CH2CH2CH2
· CH3CH2CH·CH3
Fig…. / Suciu, Ingineria.., Vol.4, 1993 /, dup Decroocq, prezint o schema reac iilor principale (a), exemplificate pentru nC7, iar în (b) apare schematic formarea produselor secundare pân la cocs.
Descompunerea hidrocarburilor în condi iile procesului de piroliz are locprintr-un mecanism de reac ii radicalice în lan (F.O. Rice, K.F. Herzfeld, 1931-1934, cita i de /Suciu, II, 1974/) exemplificând în cazul pirolizei etanului prin reac iile: C2H6 CH3
·+ CH3· (1)
CH3· + C2H6 CH4 + C2H5
· (2) C2H5· C2H4 + H. (3) H. + C2H6 H2 + C2H5
· (4) H· + H· H2 (5) H· + CH3
· CH4 (6) H· + C2H5
· C2H6 (7) C2H5
· + CH3· C3H8 (8)
C2H5· +C2H5
· C4H10 (9)

Reac ia de ini iere (1) este caracterizat prin ruperea unei leg turi C-C în materia prim . În reac ia de transfer (2) radicalii liberi forma i ini ial se transformîn al ii, care apoi propag reac ia în lan . Rezultatul net al ecua iei de propagare (3 i 4) este:
C2H6 C2H4 + H2
Lan ul de reac ii (3 i 4) se deruleaz pân ce intervine o reac ie de întrerupere (5-9). La orice ini iere se formeaz cantit i echimoleculare de metan ietilen (2,3). Reac ia în lan (propagare) produce numai etilen (3,4) La conversii reduse pe trecere, etanul i propanul se descompun aproximativ /Nelson,1958, p.644/ astfel : Reac ie % Reac ie Etan: 100 C2H6 C2H4 + H2
Propan: 63,5 C3H8 C2H4 + CH4
30,0 C3H8 C3H6 + H2
6,5 2C3H8 C2H4 + 2 C2H6
O exprimare sintetic (raportat la 100%) este mai semnificativ . Astfel, pentru propan : 100 C3H8 30 H2 + 63,5 CH4 + 66,75 C2H4 + 6,5 C2H6 + 30 C3H6
iar pentru etan : 100 C2H6 100 H2 + 100 C2H4
i pentru propilen (incluzând polimeriz rile), avem :
100C3H6 17H2+ 45CH4 + 42C2H4 + 4,1 C4H6,8 + 26,6 C5,8H7,15
(de aici sugestii, de i nu este o opera ie comercial rezonabil ) Pentru nbutan i ibutan (în condi ii diferite: 550oC i 50 bar) avem urm toarele ecua ii medii :
100nC4H10 19,25C4H8+33C3H6+30C2H4+16C3H8+33,5C2H6+49CH4+1,5H2
100iC4H10 29iC4H8+43C3H6+5,5C2H4+22,5C3H8+5,5C2H6+65,5CH4+6,5H2
O metod simpl , pus la punct de I.F.P. citat de /Vântu, Pir. Hidr. 1980/ prive te determinarea distribu iei produ ilor de reac ie la piroliza unor frac iilichide de petrol i se bazeaz pe corela ii empirice, astfel: - materia prim , caracterizat de valorile PONA i greutate molecular medie - model cinetic redus la patru reac ii chimice globale: Parafine olefine 1 i hidrocarburi mai u oare Naftene olefine 1 i hidrocarburi mai u oare Olefine 1 olefine 2 i hidrocarburi mai u oare Olefine 2 olefine 2 Aromate nu se transform Alt modelare matematic Kalinenko, citat de /Vântu, Pir. Hidr., 1980/ sistematizeaz reac iile elementare, luând în considerare numai reac iile de propagare a catenelor prin participarea radicalilor CH3
· i H· admi ând c radicalii superiori sufer numai reac ii de descompunere. Radicalii sunt împ r i i în trei grupe principale dup cum formeaz prin descompunere H·, CH3
· i C2H5·. Astfel avem modelul pentru piroliza
n-parafinelor. 1. A nCH3
· +2(n-1)C2H5·+ (N+n-4)/2 C2H4
(N- nr atomi C din molecula n-parafinei, n-constant egal cu 2 pentru etan i cu 1 pentru celelalte n-parafine) 2. C2H5
· H· + C2H4
3. CH3· +A R1
·
R2· + CH4
R3·
4. H· + A R1·
R2· + H2
R3·
5. R1· H·
R2· CH3· + M1 + M2+... R3· C2H5
·
6. R2 R3
7. H· + C3H6 CH3· +C2H4
8. 2CH3· C2H6
9. CH3·+ C2H5
· C3H8
2C2H5· C4H10
Modelul cinetic molecular al lui Hirata i Joshioka /1972, citat de Vîntu, Pir. Hidr., 1980/ folose te 8 reac ii chimice la piroliza unor hidrocarburi lichide: (r1) Alimentare aH2 +bCH4+cC2H6+dC2H4 +eC3H8+fC3H6+gC4H8+ hC4H6
(r2) C2H6 C2H4 +H2
(r3) C3H8 C2H4 +CH4
(r4) C2H4 0,15C2H6+ 0,1C3H6 +0,1C4H8 +0,25 C4H6
(r5) C3H6 0,556 CH4+ 0,444C2H4 + 0,028 C2H6+ 0,25CmHn
(r6) C4H8 0,425 CH4+ 0,106 C2H6 +0,177 C2H4+ 0,301 C3H6 +0,35CmHn
(r7) C4H6 0,67 CmHn
(r8) C4H10 C3H6 +CH4
Vîntu /Pir. Hidr., 1980/ prezint : 5 scheme de reac ii radicalice pentru etan (Frost, Davis-Williamson, Murata-Takeda, Utsugi-Arai, Froment- Steen- Sumedha), 7 scheme radicalice pentru propan (Rice, Leidler-Sagert-Wojciechowski, Kershenbaum, Illes, Murata, Volkan, Froment), 4 scheme pentru n-butan (Illes, Hughes, Murata, Sundaram-Froment)
i 3 scheme radicalice pentru i-butan (Illes, Murata, Sundaram- Froment), toate cu valorile numerice ale constantelor de vitez (log A, E, k). Raul Mihail în /Pir. Hidr. 1980, p. 213/ realizeaz o analiz sistematic a cineticii pirolizei alcanilor inferiori, C2-C4 i amestecurile lor. Au fost studiate atât modele moleculare cât i modele radicalice. Modelele cinetice moleculare sunt alc tuite din reac ii singulare, paralele iconsecutive reunite într-un sistem logic ce caut s reprezinte mecanismul radicalic real. Parametrii cinetici ca factori preexponen iali, energii de activare iordine de reac ie sunt dedu i în majoritatea cazurilor din date experimentale. S-a efectuat un studiu comparativ al metodelor cinetice izoterme prin integrarea în func ie de timp a ecua iilor de vitez postulate de autori /Raul Mihail, Daniela Enescu, Rev. Chimie, 32, 8, 1980, p. 735/
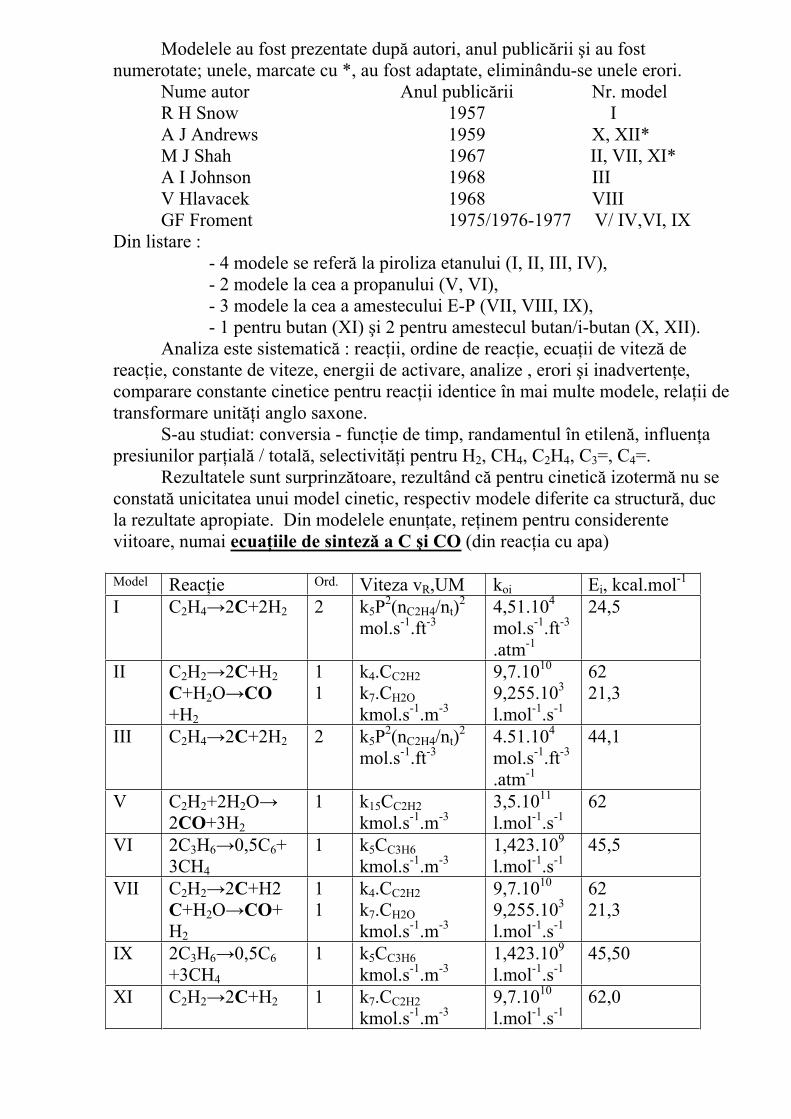
Modelele au fost prezentate dup autori, anul public rii i au fost numerotate; unele, marcate cu *, au fost adaptate, eliminându-se unele erori. Nume autor Anul public rii Nr. model R H Snow 1957 I A J Andrews 1959 X, XII* M J Shah 1967 II, VII, XI* A I Johnson 1968 III V Hlavacek 1968 VIII GF Froment 1975/1976-1977 V/ IV,VI, IX Din listare : - 4 modele se refer la piroliza etanului (I, II, III, IV), - 2 modele la cea a propanului (V, VI), - 3 modele la cea a amestecului E-P (VII, VIII, IX), - 1 pentru butan (XI) i 2 pentru amestecul butan/i-butan (X, XII). Analiza este sistematic : reac ii, ordine de reac ie, ecua ii de vitez de reac ie, constante de viteze, energii de activare, analize , erori i inadverten e,comparare constante cinetice pentru reac ii identice în mai multe modele, rela ii de transformare unit i anglo saxone. S-au studiat: conversia - func ie de timp, randamentul în etilen , influen apresiunilor par ial / total , selectivit i pentru H2, CH4, C2H4, C3=, C4=. Rezultatele sunt surprinz toare, rezultând c pentru cinetic izoterm nu se constat unicitatea unui model cinetic, respectiv modele diferite ca structur , duc la rezultate apropiate. Din modelele enun ate, re inem pentru considerente viitoare, numai ecua iile de sintez a C i CO (din reac ia cu apa)
Model Reac ie Ord. Viteza vR,UM koi Ei, kcal.mol-1
I C2H4 2C+2H2 2 k5P2(nC2H4/nt)
2
mol.s-1.ft-34,51.104
mol.s-1.ft-3
.atm-1
24,5
II C2H2 2C+H2
C+H2O CO
+H2
11
k4.CC2H2
k7.CH2O
kmol.s-1.m-3
9,7.1010
9,255.103
l.mol-1.s-1
6221,3
III C2H4 2C+2H2 2 k5P2(nC2H4/nt)
2
mol.s-1.ft-34.51.104
mol.s-1.ft-3
.atm-1
44,1
V C2H2+2H2O2CO+3H2
1 k15CC2H2
kmol.s-1.m-33,5.1011
l.mol-1.s-162
VI 2C3H6 0,5C6+3CH4
1 k5CC3H6
kmol.s-1.m-31,423.109
l.mol-1.s-145,5
VII C2H2 2C+H2C+H2O CO+H2
11
k4.CC2H2
k7.CH2O
kmol.s-1.m-3
9,7.1010
9,255.103
l.mol-1.s-1
6221,3
IX 2C3H6 0,5C6
+3CH4
1 k5CC3H6
kmol.s-1.m-31,423.109
l.mol-1.s-145,50
XI C2H2 2C+H2 1 k7.CC2H2
kmol.s-1.m-39,7.1010
l.mol-1.s-162,0
De aici, mecanismele (simplificate) de sintez a C (cocsare) : C2H4 2 C+ 2H2
C2H2 2C+ H2 2C3H6 0,5 C6+3CH4 i mecanismele de sintez a oxidului de carbon :
C+H2O CO+ H2 C2H2 +2 H2O 2 CO +3H2
care au fost luate în considerare la sinteza cocsului i a oxidului de carbon, douingrediente nedorite, dar esen iale în piroliza hidrocarburilor. O contribu ie deosebit în domeniul modelelor radicalice o reprezintsimularea modelelor radicalice de Raul Mihail în /Pir. Hidr., 1980/ i Raul Mihail, Sorin Han , /Rev. Chim., 31, 1, 1980, pg. 55-61/. Sunt analizate particularit ilemecanismului radicalic, referitoare la în elegerea st rii sta ionare, la proprietatea de a se ajunge dup un anumit interval de timp la sta ionaritate. Fenomenul real difer de modele, deoarece diferi i radicali ating concentra ii sta ionare lamomente diferite, condi ia simultan de sta ionaritate fiind numai o aproxima ie în scopul simplific rii calculului. Autorii men iona i au simulat în condi ii riguroase piroliza etanului, propanului i butanului. S-au luat în considerare urm toarelereac ii pentru a caracteriza piroliza etanului: C2H6 2 CH3
· (1) CH3
· + H2 CH4 + H· (2) C2H5· C2H4 + H· (3) H· + C2H6 H2 +C2H5· (4) H·+ C2H5· C2H6 (5) 2C2H5· 2x CH4+(2/3 -x/3) C6H6 +3 (1-x) H2 (6) CH3· +C2H5· xCH4+(1/2-x/6) C6H6+ (5/2-3x/2) H2 (7) 2C2H5· C2H4+C2H5· (8) CH3·+C2H6 CH4+C2H5· (9) (x reprezint factorul stoechiometric, dependent de temperatur i care descrie formarea hidrocarburilor înalte, reprezentate de benzen). - propanului: C2H5· C2H4+ H· (1) C2H5·+ C3H8 C2H6 +C3H7· (2) CH3
·+ C3H8 CH4 + C3H7· (3) C3H7· C2H4+CH3· (4) C3H7· C3H6 +H· (5) H· +C3H8 H2+ C3H7· (6) C3H7· +CH3· C3H6 +CH4 (7) C3H8 CH3· + C2H5· (8) -n- butanului: C4H10 2C2H5· (1) H·+C4H10 C4H9· +H2 (2) CH3·+C4H10 C4H9· +CH4 (3) C2H5·+C4H10 C4H9· +C2H6 (4) C2H5· C2H4+H· (5) C3H7· C3H6+ H· (6) C4H9· C4H8 +H· (7)
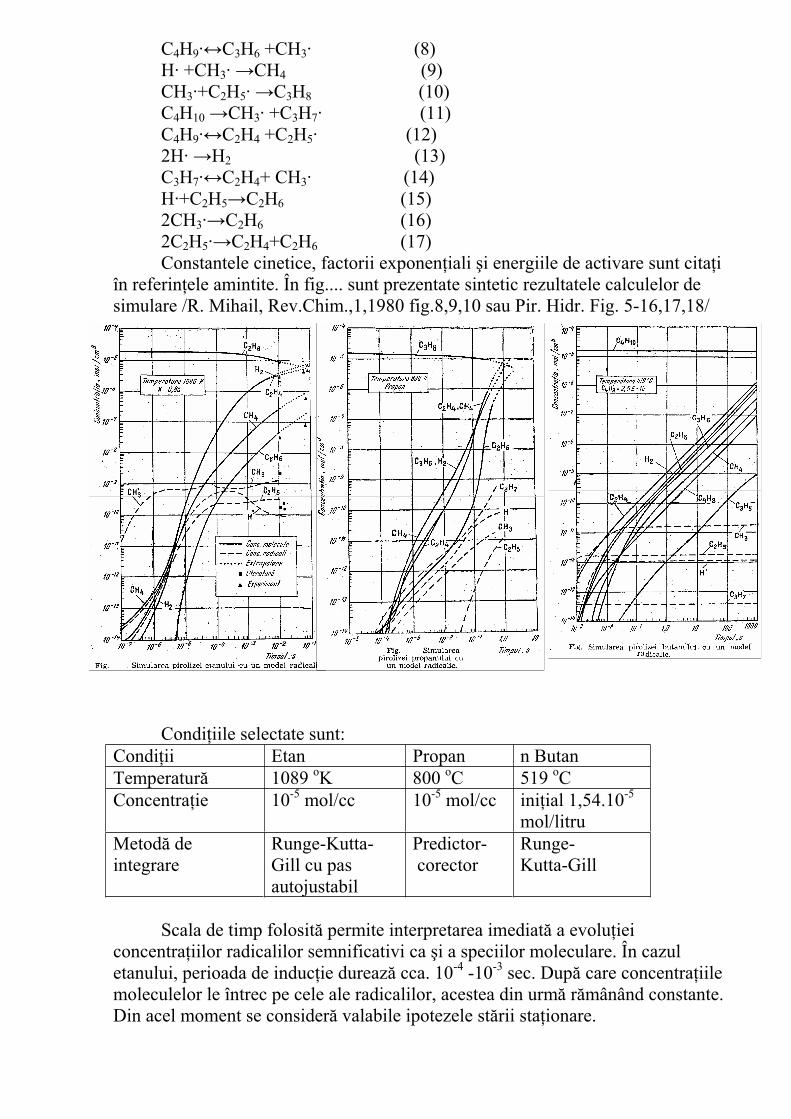
C4H9· C3H6 +CH3· (8) H· +CH3· CH4 (9) CH3·+C2H5· C3H8 (10) C4H10 CH3· +C3H7· (11) C4H9· C2H4 +C2H5· (12) 2H· H2 (13) C3H7· C2H4+ CH3· (14) H·+C2H5 C2H6 (15) 2CH3· C2H6 (16) 2C2H5· C2H4+C2H6 (17)
Constantele cinetice, factorii exponen iali i energiile de activare sunt cita iîn referin ele amintite. În fig.... sunt prezentate sintetic rezultatele calculelor de simulare /R. Mihail, Rev.Chim.,1,1980 fig.8,9,10 sau Pir. Hidr. Fig. 5-16,17,18/
Condi iile selectate sunt:Condi ii Etan Propan n ButanTemperatur 1089 oK 800 oC 519 oCConcentra ie 10-5 mol/cc 10-5 mol/cc ini ial 1,54.10-5
mol/litruMetod de integrare
Runge-Kutta-Gill cu pasautojustabil
Predictor- corector
Runge-Kutta-Gill
Scala de timp folosit permite interpretarea imediat a evolu ieiconcentra iilor radicalilor semnificativi ca i a speciilor moleculare. În cazul etanului, perioada de induc ie dureaz cca. 10-4 -10-3 sec. Dup care concentra iilemoleculelor le întrec pe cele ale radicalilor, acestea din urm r mânând constante. Din acel moment se consider valabile ipotezele st rii sta ionare.
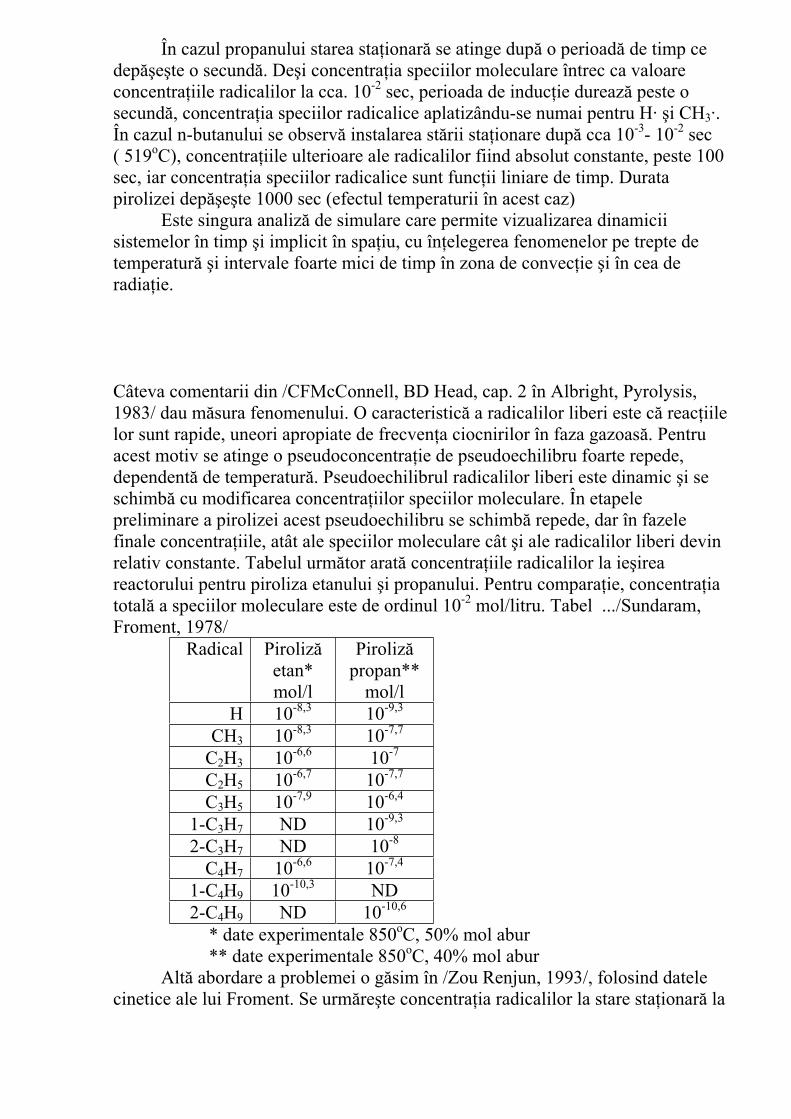
În cazul propanului starea sta ionar se atinge dup o perioad de timp ce dep e te o secund . De i concentra ia speciilor moleculare întrec ca valoare concentra iile radicalilor la cca. 10-2 sec, perioada de induc ie dureaz peste o secund , concentra ia speciilor radicalice aplatizându-se numai pentru H· i CH3·.În cazul n-butanului se observ instalarea st rii sta ionare dup cca 10-3- 10-2 sec ( 519oC), concentra iile ulterioare ale radicalilor fiind absolut constante, peste 100 sec, iar concentra ia speciilor radicalice sunt func ii liniare de timp. Durata pirolizei dep e te 1000 sec (efectul temperaturii în acest caz) Este singura analiz de simulare care permite vizualizarea dinamicii sistemelor în timp i implicit în spa iu, cu în elegerea fenomenelor pe trepte de temperatur i intervale foarte mici de timp în zona de convec ie i în cea de radia ie.
Câteva comentarii din /CFMcConnell, BD Head, cap. 2 în Albright, Pyrolysis, 1983/ dau m sura fenomenului. O caracteristic a radicalilor liberi este c reac iilelor sunt rapide, uneori apropiate de frecven a ciocnirilor în faza gazoas . Pentru acest motiv se atinge o pseudoconcentra ie de pseudoechilibru foarte repede, dependent de temperatur . Pseudoechilibrul radicalilor liberi este dinamic i se schimb cu modificarea concentra iilor speciilor moleculare. În etapele preliminare a pirolizei acest pseudoechilibru se schimb repede, dar în fazele finale concentra iile, atât ale speciilor moleculare cât i ale radicalilor liberi devin relativ constante. Tabelul urm tor arat concentra iile radicalilor la ie ireareactorului pentru piroliza etanului i propanului. Pentru compara ie, concentra iatotal a speciilor moleculare este de ordinul 10-2 mol/litru. Tabel .../Sundaram, Froment, 1978/
Radical Pirolizetan*mol/l
Pirolizpropan**
mol/l H 10-8,3 10-9,3
CH3 10-8,3 10-7,7
C2H3 10-6,6 10-7
C2H5 10-6,7 10-7,7
C3H5 10-7,9 10-6,4
1-C3H7 ND 10-9,3
2-C3H7 ND 10-8
C4H7 10-6,6 10-7,4
1-C4H9 10-10,3 ND2-C4H9 ND 10-10,6
* date experimentale 850oC, 50% mol abur ** date experimentale 850oC, 40% mol abur Alt abordare a problemei o g sim în /Zou Renjun, 1993/, folosind datele cinetice ale lui Froment. Se urm re te concentra ia radicalilor la stare sta ionar la
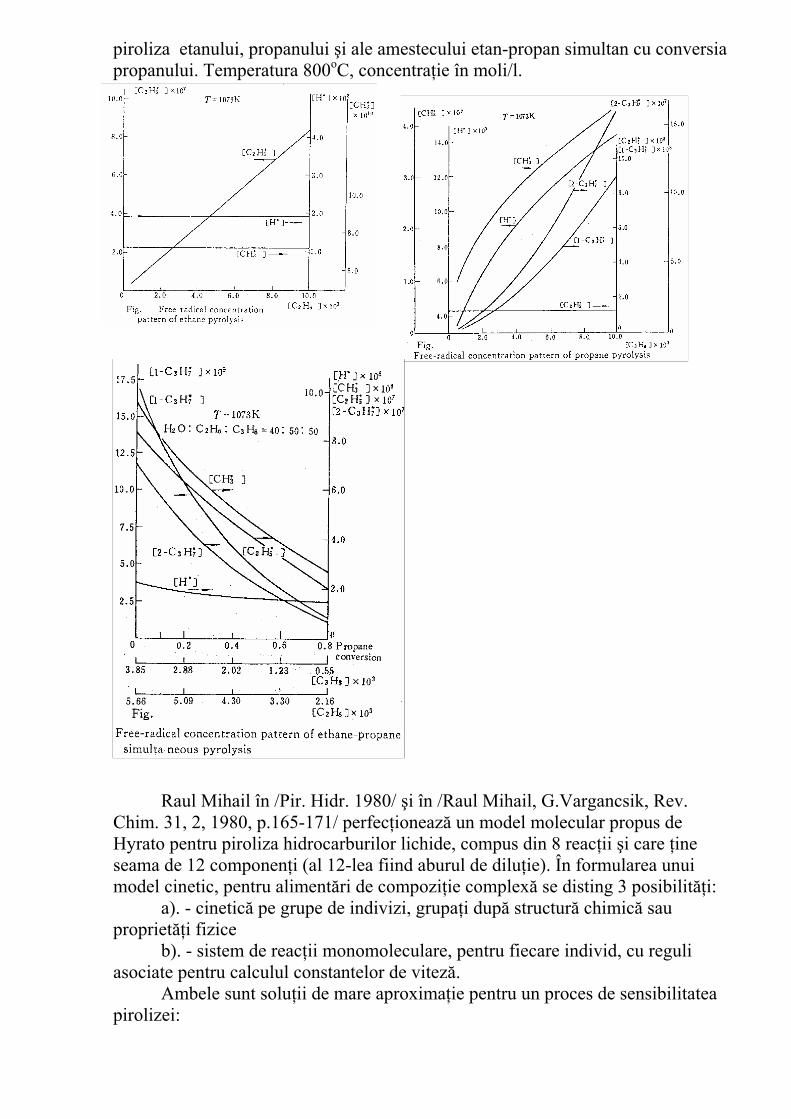
piroliza etanului, propanului i ale amestecului etan-propan simultan cu conversia propanului. Temperatura 800oC, concentra ie în moli/l.
Raul Mihail în /Pir. Hidr. 1980/ i în /Raul Mihail, G.Vargancsik, Rev. Chim. 31, 2, 1980, p.165-171/ perfec ioneaz un model molecular propus de Hyrato pentru piroliza hidrocarburilor lichide, compus din 8 reac ii i care ineseama de 12 componen i (al 12-lea fiind aburul de dilu ie). În formularea unui model cinetic, pentru aliment ri de compozi ie complex se disting 3 posibilit i: a). - cinetic pe grupe de indivizi, grupa i dup structur chimic saupropriet i fizice
b). - sistem de reac ii monomoleculare, pentru fiecare individ, cu reguli asociate pentru calculul constantelor de vitez .
Ambele sunt solu ii de mare aproxima ie pentru un proces de sensibilitatea pirolizei:
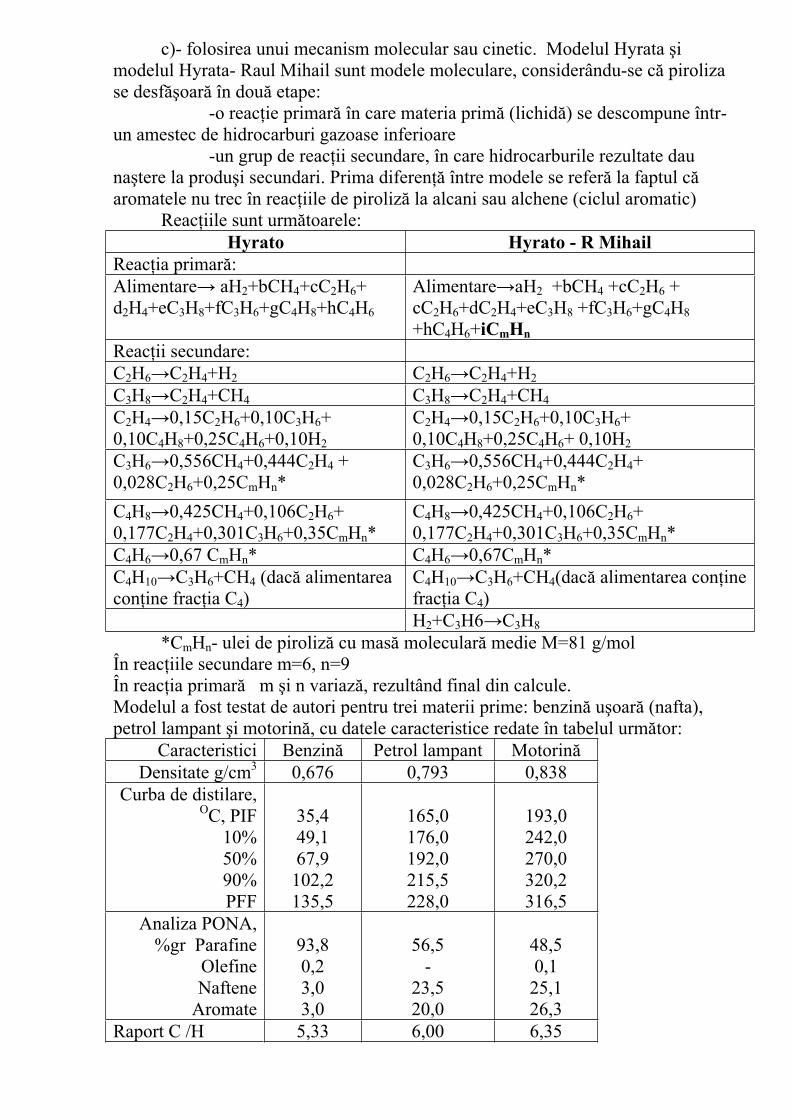
c)- folosirea unui mecanism molecular sau cinetic. Modelul Hyrata imodelul Hyrata- Raul Mihail sunt modele moleculare, considerându-se c piroliza se desf oar în dou etape: -o reac ie primar în care materia prim (lichid ) se descompune într-un amestec de hidrocarburi gazoase inferioare -un grup de reac ii secundare, în care hidrocarburile rezultate dau na tere la produ i secundari. Prima diferen între modele se refer la faptul caromatele nu trec în reac iile de piroliz la alcani sau alchene (ciclul aromatic) Reac iile sunt urm toarele:
Hyrato Hyrato - R Mihail
Reac ia primar :Alimentare aH2+bCH4+cC2H6+d2H4+eC3H8+fC3H6+gC4H8+hC4H6
Alimentare aH2 +bCH4 +cC2H6 + cC2H6+dC2H4+eC3H8 +fC3H6+gC4H8
+hC4H6+iCmHn
Reac ii secundare: C2H6 C2H4+H2 C2H6 C2H4+H2
C3H8 C2H4+CH4 C3H8 C2H4+CH4
C2H4 0,15C2H6+0,10C3H6+0,10C4H8+0,25C4H6+0,10H2
C2H4 0,15C2H6+0,10C3H6+0,10C4H8+0,25C4H6+ 0,10H2
C3H6 0,556CH4+0,444C2H4 + 0,028C2H6+0,25CmHn*
C3H6 0,556CH4+0,444C2H4+0,028C2H6+0,25CmHn*
C4H8 0,425CH4+0,106C2H6+0,177C2H4+0,301C3H6+0,35CmHn*
C4H8 0,425CH4+0,106C2H6+0,177C2H4+0,301C3H6+0,35CmHn*
C4H6 0,67 CmHn* C4H6 0,67CmHn*C4H10 C3H6+CH4 (dac alimentarea con ine frac ia C4)
C4H10 C3H6+CH4(dac alimentarea con inefrac ia C4)H2+C3H6 C3H8
*CmHn- ulei de piroliz cu mas molecular medie M=81 g/mol În reac iile secundare m=6, n=9 În reac ia primar m i n variaz , rezultând final din calcule. Modelul a fost testat de autori pentru trei materii prime: benzin u oar (nafta), petrol lampant i motorin , cu datele caracteristice redate în tabelul urm tor:
Caracteristici Benzin Petrol lampant MotorinDensitate g/cm3 0,676 0,793 0,838
Curba de distilare, OC, PIF
10%50%90%PFF
35,449,167,9
102,2135,5
165,0176,0192,0215,5228,0
193,0242,0270,0320,2316,5
Analiza PONA, %gr Parafine
Olefine Naftene
Aromate
93,80,23,03,0
56,5-
23,520,0
48,50,1
25,126,3
Raport C /H 5,33 6,00 6,35
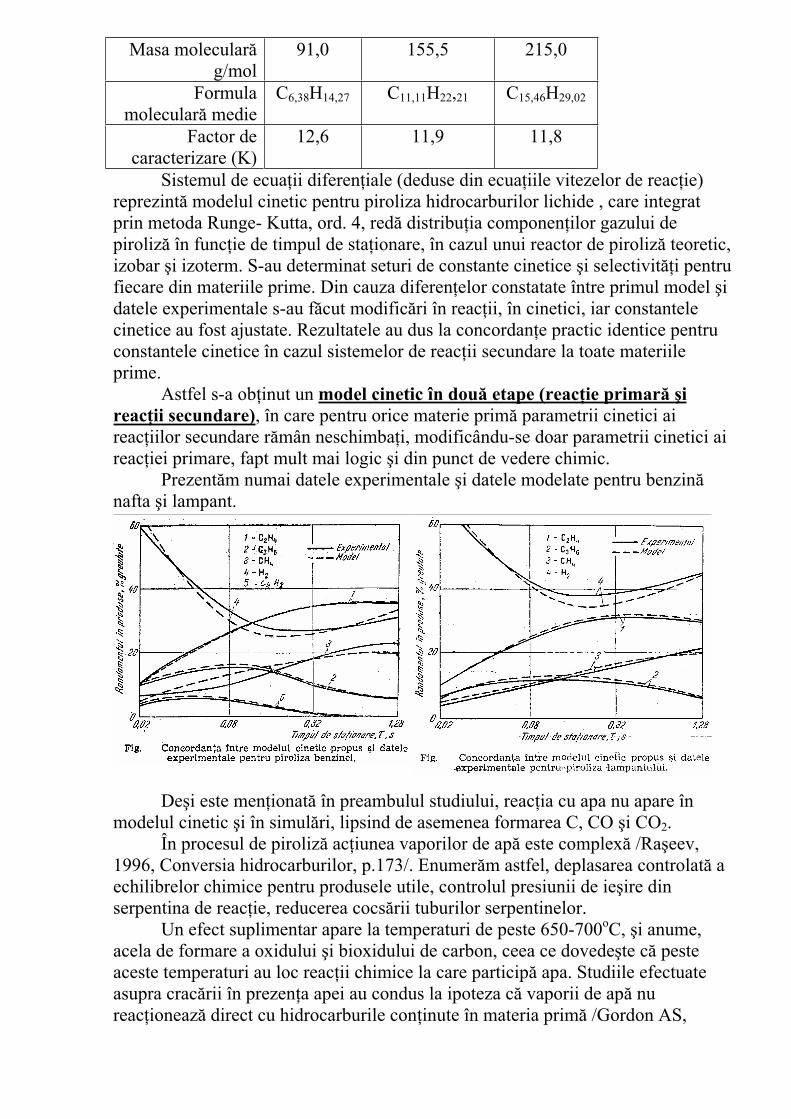
Masa molecularg/mol
91,0 155,5 215,0
Formulamolecular medie
C6,38H14,27 C11,11H22,21 C15,46H29,02
Factor de caracterizare (K)
12,6 11,9 11,8
Sistemul de ecua ii diferen iale (deduse din ecua iile vitezelor de reac ie)reprezint modelul cinetic pentru piroliza hidrocarburilor lichide , care integrat prin metoda Runge- Kutta, ord. 4, red distribu ia componen ilor gazului de piroliz în func ie de timpul de sta ionare, în cazul unui reactor de piroliz teoretic, izobar i izoterm. S-au determinat seturi de constante cinetice i selectivit i pentru fiecare din materiile prime. Din cauza diferen elor constatate între primul model idatele experimentale s-au f cut modific ri în reac ii, în cinetici, iar constantele cinetice au fost ajustate. Rezultatele au dus la concordan e practic identice pentru constantele cinetice în cazul sistemelor de reac ii secundare la toate materiile prime. Astfel s-a ob inut un model cinetic în dou etape (reac ie primar i
reac ii secundare), în care pentru orice materie prim parametrii cinetici ai reac iilor secundare r mân neschimba i, modificându-se doar parametrii cinetici ai reac iei primare, fapt mult mai logic i din punct de vedere chimic. Prezent m numai datele experimentale i datele modelate pentru benzinnafta i lampant.
De i este men ionat în preambulul studiului, reac ia cu apa nu apare în modelul cinetic i în simul ri, lipsind de asemenea formarea C, CO i CO2.
În procesul de piroliz ac iunea vaporilor de ap este complex /Ra eev,1996, Conversia hidrocarburilor, p.173/. Enumer m astfel, deplasarea controlat a echilibrelor chimice pentru produsele utile, controlul presiunii de ie ire dinserpentina de reac ie, reducerea cocs rii tuburilor serpentinelor.
Un efect suplimentar apare la temperaturi de peste 650-700oC, i anume, acela de formare a oxidului i bioxidului de carbon, ceea ce dovede te c peste aceste temperaturi au loc reac ii chimice la care particip apa. Studiile efectuateasupra crac rii în prezen a apei au condus la ipoteza c vaporii de ap nu reac ioneaz direct cu hidrocarburile con inute în materia prim /Gordon AS,
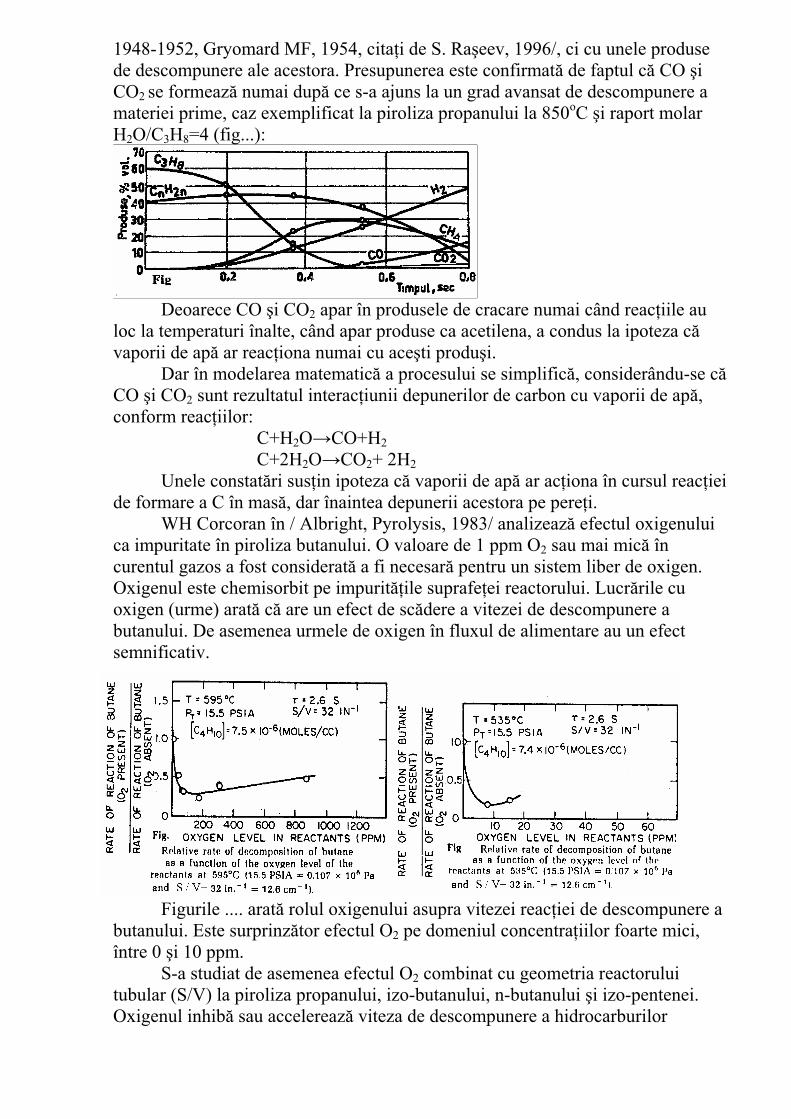
1948-1952, Gryomard MF, 1954, cita i de S. Ra eev, 1996/, ci cu unele produse de descompunere ale acestora. Presupunerea este confirmat de faptul c CO iCO2 se formeaz numai dup ce s-a ajuns la un grad avansat de descompunere a materiei prime, caz exemplificat la piroliza propanului la 850oC i raport molarH2O/C3H8=4 (fig...):
Deoarece CO i CO2 apar în produsele de cracare numai când reac iile au loc la temperaturi înalte, când apar produse ca acetilena, a condus la ipoteza cvaporii de ap ar reac iona numai cu ace ti produ i.
Dar în modelarea matematic a procesului se simplific , considerându-se cCO i CO2 sunt rezultatul interac iunii depunerilor de carbon cu vaporii de ap ,conform reac iilor: C+H2O CO+H2
C+2H2O CO2+ 2H2
Unele constat ri sus in ipoteza c vaporii de ap ar ac iona în cursul reac ieide formare a C în mas , dar înaintea depunerii acestora pe pere i.
WH Corcoran în / Albright, Pyrolysis, 1983/ analizeaz efectul oxigenuluica impuritate în piroliza butanului. O valoare de 1 ppm O2 sau mai mic în curentul gazos a fost considerat a fi necesar pentru un sistem liber de oxigen. Oxigenul este chemisorbit pe impurit ile suprafe ei reactorului. Lucr rile cu oxigen (urme) arat c are un efect de sc dere a vitezei de descompunere a butanului. De asemenea urmele de oxigen în fluxul de alimentare au un efectsemnificativ.
Figurile .... arat rolul oxigenului asupra vitezei reac iei de descompunere a butanului. Este surprinz tor efectul O2 pe domeniul concentra iilor foarte mici,între 0 i 10 ppm.
S-a studiat de asemenea efectul O2 combinat cu geometria reactoruluitubular (S/V) la piroliza propanului, izo-butanului, n-butanului i izo-pentenei.Oxigenul inhib sau accelereaz viteza de descompunere a hidrocarburilor
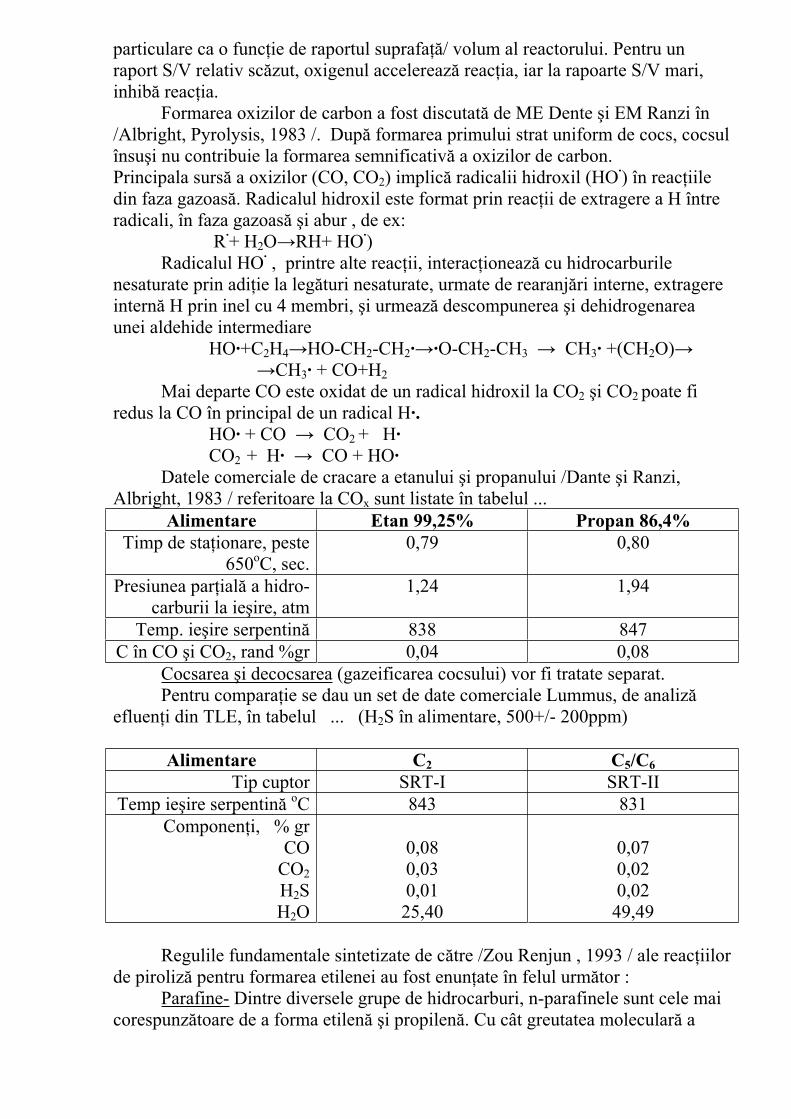
particulare ca o func ie de raportul suprafa / volum al reactorului. Pentru un raport S/V relativ sc zut, oxigenul accelereaz reac ia, iar la rapoarte S/V mari, inhib reac ia. Formarea oxizilor de carbon a fost discutat de ME Dente i EM Ranzi în /Albright, Pyrolysis, 1983 /. Dup formarea primului strat uniform de cocs, cocsul însu i nu contribuie la formarea semnificativ a oxizilor de carbon.Principala surs a oxizilor (CO, CO2) implic radicalii hidroxil (HO·) în reac iiledin faza gazoas . Radicalul hidroxil este format prin reac ii de extragere a H între radicali, în faza gazoas i abur , de ex: R·+ H2O RH+ HO·) Radicalul HO· , printre alte reac ii, interac ioneaz cu hidrocarburile nesaturate prin adi ie la leg turi nesaturate, urmate de rearanj ri interne, extragere intern H prin inel cu 4 membri, i urmeaz descompunerea i dehidrogenarea unei aldehide intermediare HO·+C2H4 HO-CH2-CH2· ·O-CH2-CH3 CH3· +(CH2O)
CH3· + CO+H2
Mai departe CO este oxidat de un radical hidroxil la CO2 i CO2 poate firedus la CO în principal de un radical H·.
HO· + CO CO2 + H·
CO2 + H· CO + HO·
Datele comerciale de cracare a etanului i propanului /Dante i Ranzi, Albright, 1983 / referitoare la COx sunt listate în tabelul ...
Alimentare Etan 99,25% Propan 86,4%
Timp de sta ionare, peste 650oC, sec.
0,79 0,80
Presiunea par ial a hidro- carburii la ie ire, atm
1,24 1,94
Temp. ie ire serpentin 838 847C în CO i CO2, rand %gr 0,04 0,08
Cocsarea i decocsarea (gazeificarea cocsului) vor fi tratate separat. Pentru compara ie se dau un set de date comerciale Lummus, de analizefluen i din TLE, în tabelul ... (H2S în alimentare, 500+/- 200ppm)
Alimentare C2 C5/C6
Tip cuptor SRT-I SRT-IITemp ie ire serpentin oC 843 831
Componen i, % gr CO
CO2
H2SH2O
0,080,030,01
25,40
0,070,020,02
49,49
Regulile fundamentale sintetizate de c tre /Zou Renjun , 1993 / ale reac iilorde piroliz pentru formarea etilenei au fost enun ate în felul urm tor :
Parafine- Dintre diversele grupe de hidrocarburi, n-parafinele sunt cele mai corespunz toare de a forma etilen i propilen . Cu cât greutatea molecular a
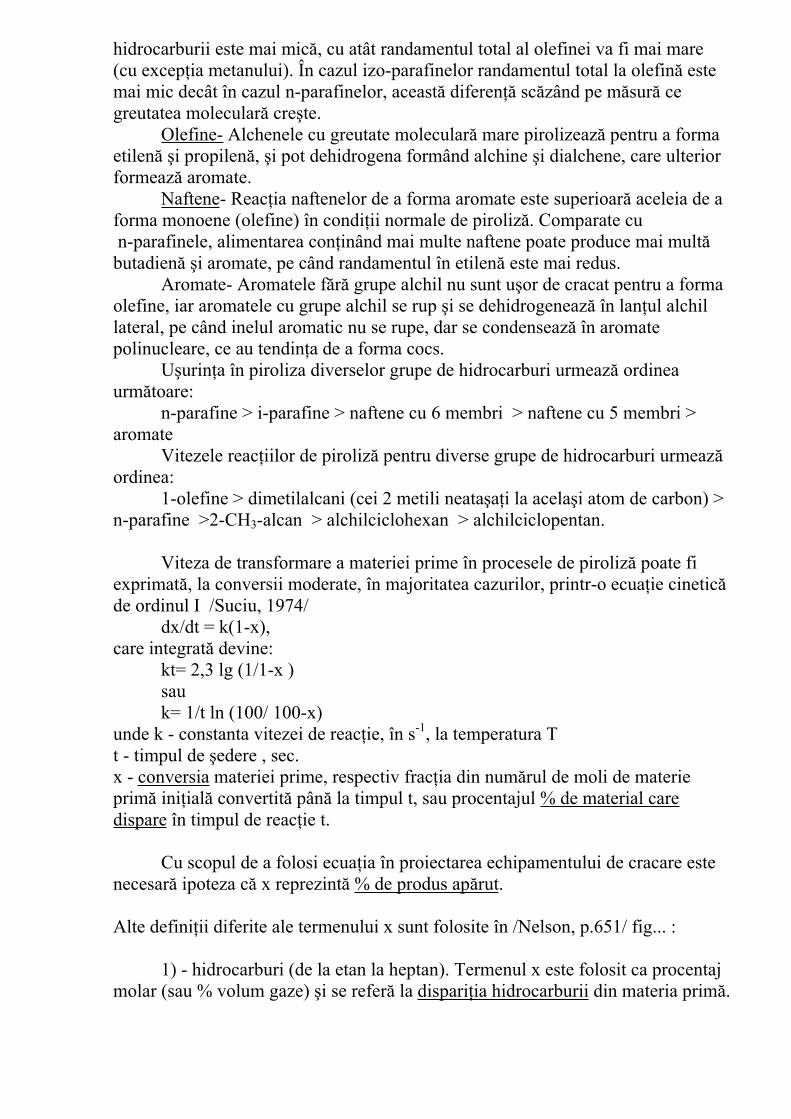
hidrocarburii este mai mic , cu atât randamentul total al olefinei va fi mai mare (cu excep ia metanului). În cazul izo-parafinelor randamentul total la olefin este mai mic decât în cazul n-parafinelor, aceast diferen sc zând pe m sur ce greutatea molecular cre te.
Olefine- Alchenele cu greutate molecular mare pirolizeaz pentru a forma etilen i propilen , i pot dehidrogena formând alchine i dialchene, care ulterior formeaz aromate.
Naftene- Reac ia naftenelor de a forma aromate este superioar aceleia de a forma monoene (olefine) în condi ii normale de piroliz . Comparate cu n-parafinele, alimentarea con inând mai multe naftene poate produce mai multbutadien i aromate, pe când randamentul în etilen este mai redus. Aromate- Aromatele f r grupe alchil nu sunt u or de cracat pentru a forma olefine, iar aromatele cu grupe alchil se rup i se dehidrogeneaz în lan ul alchil lateral, pe când inelul aromatic nu se rupe, dar se condenseaz în aromate polinucleare, ce au tendin a de a forma cocs. U urin a în piroliza diverselor grupe de hidrocarburi urmeaz ordinea urm toare: n-parafine > i-parafine > naftene cu 6 membri > naftene cu 5 membri > aromate Vitezele reac iilor de piroliz pentru diverse grupe de hidrocarburi urmeazordinea: 1-olefine > dimetilalcani (cei 2 metili neata a i la acela i atom de carbon) > n-parafine >2-CH3-alcan > alchilciclohexan > alchilciclopentan.
Viteza de transformare a materiei prime în procesele de piroliz poate fi exprimat , la conversii moderate, în majoritatea cazurilor, printr-o ecua ie cineticde ordinul I /Suciu, 1974/ dx/dt = k(1-x), care integrat devine: kt= 2,3 lg (1/1-x ) sau k= 1/t ln (100/ 100-x) unde k - constanta vitezei de reac ie, în s-1, la temperatura T t - timpul de edere , sec. x - conversia materiei prime, respectiv frac ia din num rul de moli de materie prim ini ial convertit pân la timpul t, sau procentajul % de material care dispare în timpul de reac ie t.
Cu scopul de a folosi ecua ia în proiectarea echipamentului de cracare este necesar ipoteza c x reprezint % de produs ap rut.
Alte defini ii diferite ale termenului x sunt folosite în /Nelson, p.651/ fig... :
1) - hidrocarburi (de la etan la heptan). Termenul x este folosit ca procentaj molar (sau % volum gaze) i se refer la dispari ia hidrocarburii din materia prim .
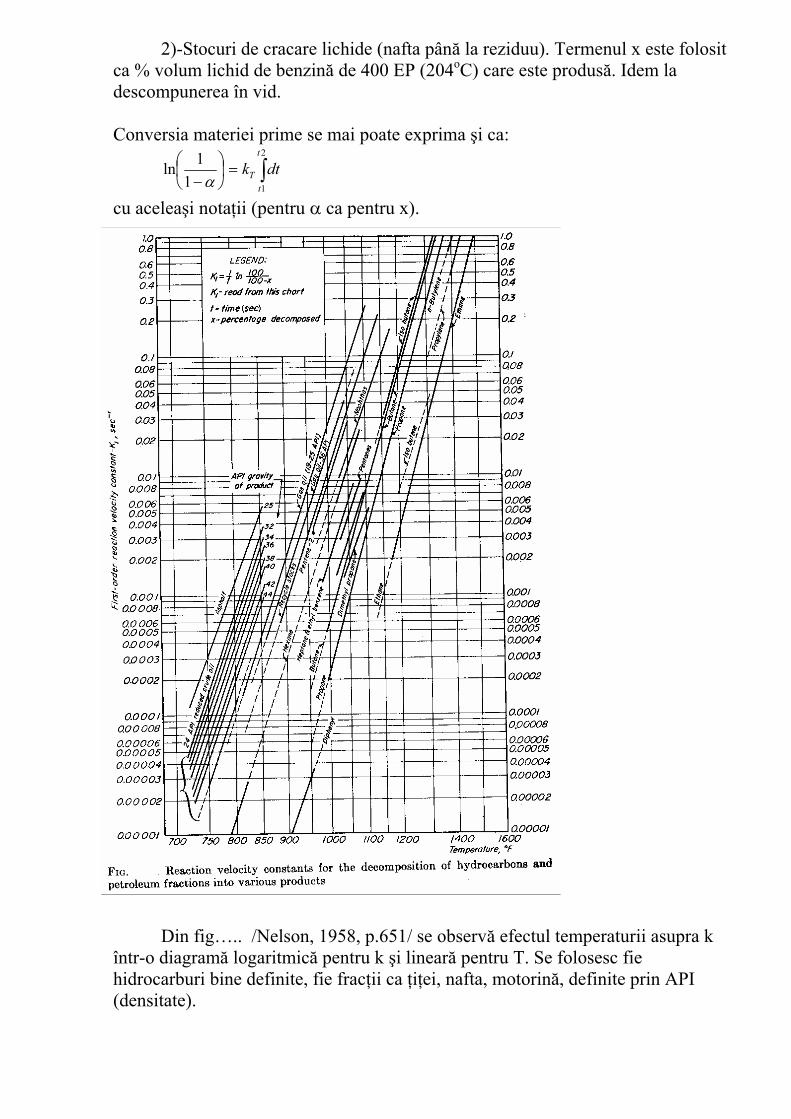
2)-Stocuri de cracare lichide (nafta pân la reziduu). Termenul x este folosit ca % volum lichid de benzin de 400 EP (204oC) care este produs . Idem la descompunerea în vid.
Conversia materiei prime se mai poate exprima i ca: 2
11
1ln
t
t
T dtk
cu acelea i nota ii (pentru ca pentru x).
Din fig….. /Nelson, 1958, p.651/ se observ efectul temperaturii asupra k într-o diagram logaritmic pentru k i linear pentru T. Se folosesc fie hidrocarburi bine definite, fie frac ii ca i ei, nafta, motorin , definite prin API (densitate).
Fig…..red varia ia constantei de vitez /Suciu, 1993/ cu temperatura de piroliz , pentru câteva hidrocarburi pure i valorile relative (ki/knC5) pentru câteva grupe de hidrocarburi. Se observ c în domeniul de temperaturi folosite pentru piroliz , viteza de transformare a reactantului se dubleaz la cre terea temperaturiicu 25-30oC Datele de piroliz la olefine sunt bazate pe determin ri în reactoare industriale de tip cuptor tubular. Studiile efectuate arat c la piroliza hidrocarburilor, energiile de activare pentru viteza de transformare a materiei prime sunt aproximativ constante, fapt explicabil prin aceea c , în toate cazurile, etapa determinant de vitez (cea mai lent ) în lan ul de reac ii este ruperealeg turii C-C ini iale.
Conversia este func ie de temperatur i timp de edere i este independentdin punct de vedere cinetic de presiune sau de raportul suprafa / volum de reac ie.Practic, presiunea influen eaz indirect, prin intermediul timpului de edere, iar raportul S/V prin intermediul înc rc rii termice i a temperaturii peretelui evii.
În diagrama anterioar nC5 a fost ales drept component de referin ,deoarece este frecvent în materia prim i produse, nu se formeaz în cursul reac iilor de piroliz , dar se descompun termic.
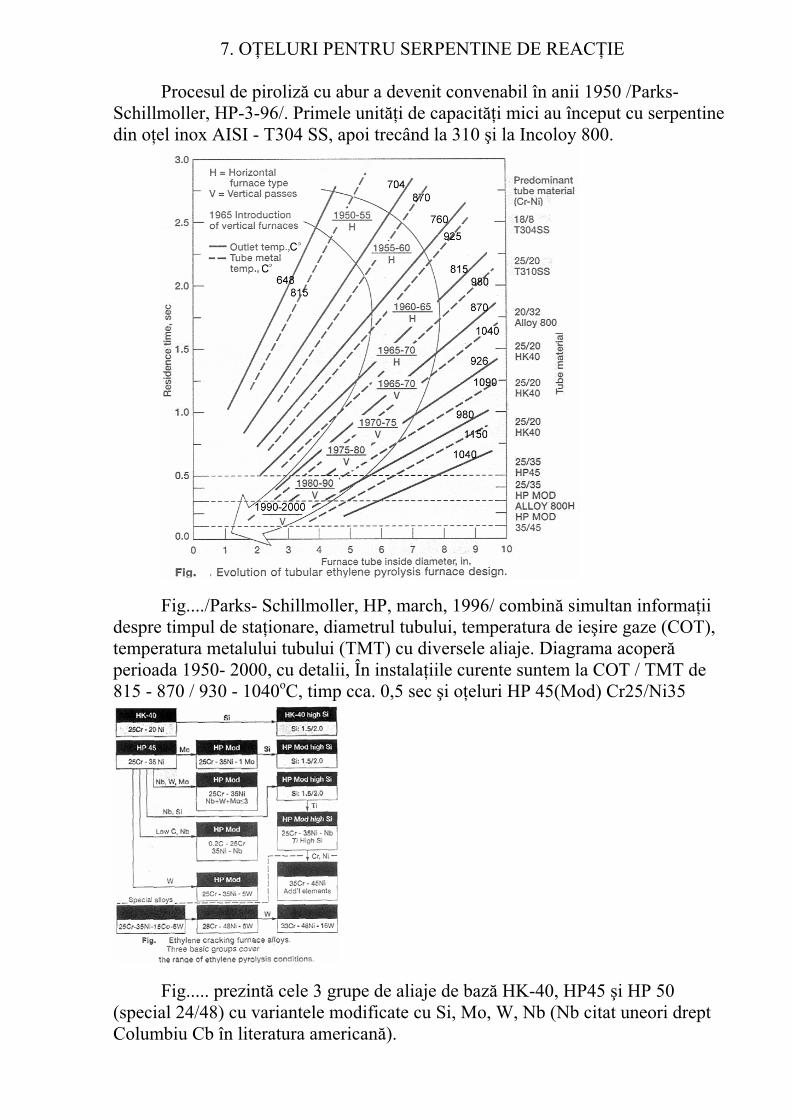
7. O ELURI PENTRU SERPENTINE DE REAC IE
Procesul de piroliz cu abur a devenit convenabil în anii 1950 /Parks- Schillmoller, HP-3-96/. Primele unit i de capacit i mici au început cu serpentine din o el inox AISI - T304 SS, apoi trecând la 310 i la Incoloy 800.
Fig..../Parks- Schillmoller, HP, march, 1996/ combin simultan informa iidespre timpul de sta ionare, diametrul tubului, temperatura de ie ire gaze (COT), temperatura metalului tubului (TMT) cu diversele aliaje. Diagrama acoperperioada 1950- 2000, cu detalii, În instala iile curente suntem la COT / TMT de815 - 870 / 930 - 1040oC, timp cca. 0,5 sec i o eluri HP 45(Mod) Cr25/Ni35
Fig..... prezint cele 3 grupe de aliaje de baz HK-40, HP45 i HP 50 (special 24/48) cu variantele modificate cu Si, Mo, W, Nb (Nb citat uneori drept Columbiu Cb în literatura american ).
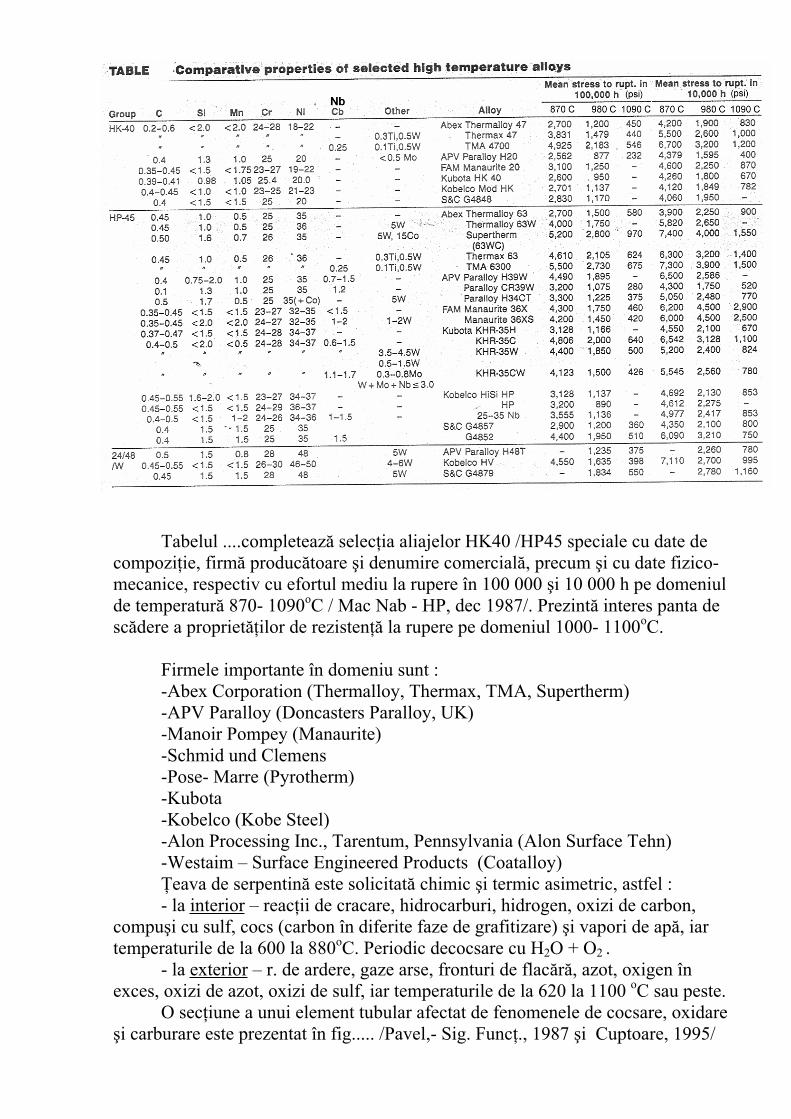
Tabelul ....completeaz selec ia aliajelor HK40 /HP45 speciale cu date decompozi ie, firm produc toare i denumire comercial , precum i cu date fizico-mecanice, respectiv cu efortul mediu la rupere în 100 000 i 10 000 h pe domeniulde temperatur 870- 1090oC / Mac Nab - HP, dec 1987/. Prezint interes panta de sc dere a propriet ilor de rezisten la rupere pe domeniul 1000- 1100oC.
Firmele importante în domeniu sunt : -Abex Corporation (Thermalloy, Thermax, TMA, Supertherm) -APV Paralloy (Doncasters Paralloy, UK) -Manoir Pompey (Manaurite) -Schmid und Clemens -Pose- Marre (Pyrotherm)
-Kubota -Kobelco (Kobe Steel) -Alon Processing Inc., Tarentum, Pennsylvania (Alon Surface Tehn) -Westaim – Surface Engineered Products (Coatalloy)
eava de serpentin este solicitat chimic i termic asimetric, astfel : - la interior – reac ii de cracare, hidrocarburi, hidrogen, oxizi de carbon, compu i cu sulf, cocs (carbon în diferite faze de grafitizare) i vapori de ap , iartemperaturile de la 600 la 880oC. Periodic decocsare cu H2O + O2 . - la exterior – r. de ardere, gaze arse, fronturi de flac r , azot, oxigen în exces, oxizi de azot, oxizi de sulf, iar temperaturile de la 620 la 1100 oC sau peste. O sec iune a unui element tubular afectat de fenomenele de cocsare, oxidare i carburare este prezentat în fig..... /Pavel,- Sig. Func ., 1987 i Cuptoare, 1995/
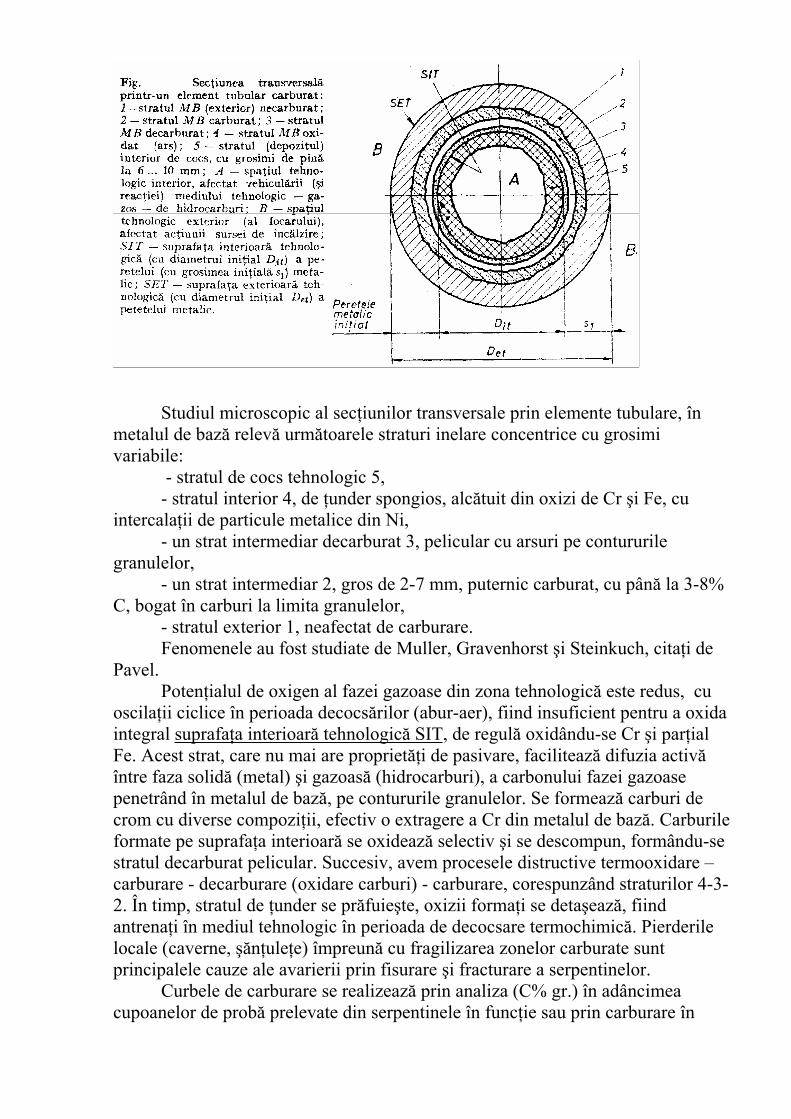
Studiul microscopic al sec iunilor transversale prin elemente tubulare, în metalul de baz relev urm toarele straturi inelare concentrice cu grosimi variabile:
- stratul de cocs tehnologic 5,- stratul interior 4, de under spongios, alc tuit din oxizi de Cr i Fe, cu
intercala ii de particule metalice din Ni, - un strat intermediar decarburat 3, pelicular cu arsuri pe contururile
granulelor,- un strat intermediar 2, gros de 2-7 mm, puternic carburat, cu pân la 3-8%
C, bogat în carburi la limita granulelor, - stratul exterior 1, neafectat de carburare.Fenomenele au fost studiate de Muller, Gravenhorst i Steinkuch, cita i de
Pavel. Poten ialul de oxigen al fazei gazoase din zona tehnologic este redus, cu oscila ii ciclice în perioada decocs rilor (abur-aer), fiind insuficient pentru a oxida integral suprafa a interioar tehnologic SIT, de regul oxidându-se Cr i par ialFe. Acest strat, care nu mai are propriet i de pasivare, faciliteaz difuzia activîntre faza solid (metal) i gazoas (hidrocarburi), a carbonului fazei gazoase penetrând în metalul de baz , pe contururile granulelor. Se formeaz carburi de crom cu diverse compozi ii, efectiv o extragere a Cr din metalul de baz . Carburile formate pe suprafa a interioar se oxideaz selectiv i se descompun, formându-se stratul decarburat pelicular. Succesiv, avem procesele distructive termooxidare – carburare - decarburare (oxidare carburi) - carburare, corespunzând straturilor 4-3-2. În timp, stratul de under se pr fuie te, oxizii forma i se deta eaz , fiind antrena i în mediul tehnologic în perioada de decocsare termochimic . Pierderile locale (caverne, n ule e) împreun cu fragilizarea zonelor carburate sunt principalele cauze ale avarierii prin fisurare i fracturare a serpentinelor.
Curbele de carburare se realizeaz prin analiza (C% gr.) în adâncimeacupoanelor de prob prelevate din serpentinele în func ie sau prin carburare în
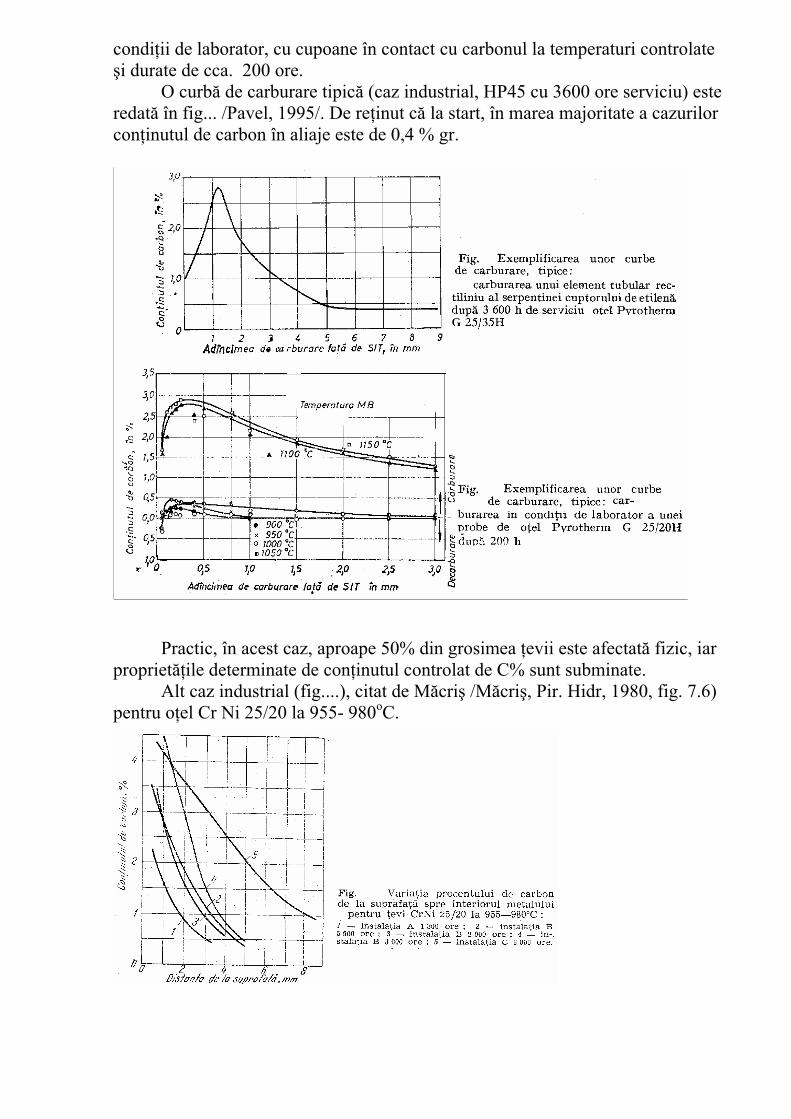
condi ii de laborator, cu cupoane în contact cu carbonul la temperaturi controlate i durate de cca. 200 ore.
O curb de carburare tipic (caz industrial, HP45 cu 3600 ore serviciu) este redat în fig... /Pavel, 1995/. De re inut c la start, în marea majoritate a cazurilor con inutul de carbon în aliaje este de 0,4 % gr.
Practic, în acest caz, aproape 50% din grosimea evii este afectat fizic, iarpropriet ile determinate de con inutul controlat de C% sunt subminate.
Alt caz industrial (fig....), citat de M cri /M cri , Pir. Hidr, 1980, fig. 7.6)pentru o el Cr Ni 25/20 la 955- 980oC.
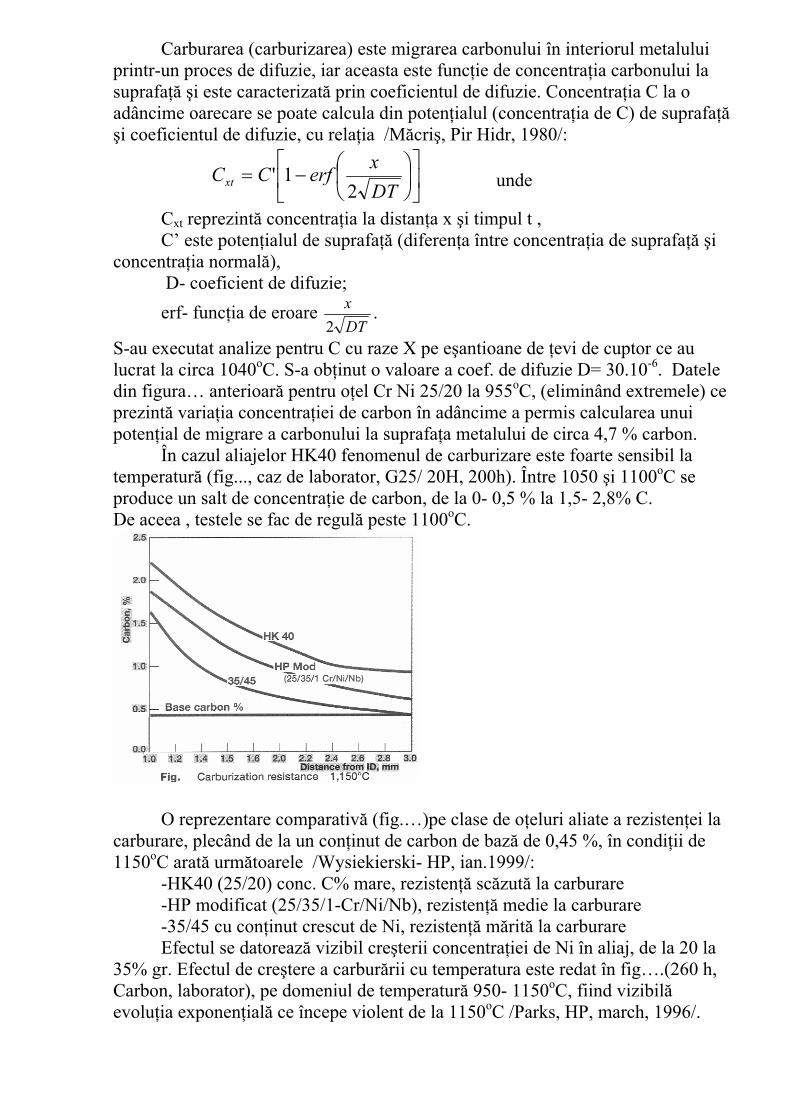
Carburarea (carburizarea) este migrarea carbonului în interiorul metaluluiprintr-un proces de difuzie, iar aceasta este func ie de concentra ia carbonului la suprafa i este caracterizat prin coeficientul de difuzie. Concentra ia C la o adâncime oarecare se poate calcula din poten ialul (concentra ia de C) de suprafai coeficientul de difuzie, cu rela ia /M cri , Pir Hidr, 1980/:
DT
xerfCCxt
21' unde
Cxt reprezint concentra ia la distan a x i timpul t ,C’ este poten ialul de suprafa (diferen a între concentra ia de suprafa i
concentra ia normal ), D- coeficient de difuzie;
erf- func ia de eroare DT
x
2.
S-au executat analize pentru C cu raze X pe e antioane de evi de cuptor ce au lucrat la circa 1040oC. S-a ob inut o valoare a coef. de difuzie D= 30.10-6. Dateledin figura… anterioar pentru o el Cr Ni 25/20 la 955oC, (eliminând extremele) ce prezint varia ia concentra iei de carbon în adâncime a permis calcularea unui poten ial de migrare a carbonului la suprafa a metalului de circa 4,7 % carbon.
În cazul aliajelor HK40 fenomenul de carburizare este foarte sensibil la temperatur (fig..., caz de laborator, G25/ 20H, 200h). Între 1050 i 1100oC se produce un salt de concentra ie de carbon, de la 0- 0,5 % la 1,5- 2,8% C. De aceea , testele se fac de regul peste 1100oC.
O reprezentare comparativ (fig.…)pe clase de o eluri aliate a rezisten ei la carburare, plecând de la un con inut de carbon de baz de 0,45 %, în condi ii de 1150oC arat urm toarele /Wysiekierski- HP, ian.1999/:
-HK40 (25/20) conc. C% mare, rezisten sc zut la carburare -HP modificat (25/35/1-Cr/Ni/Nb), rezisten medie la carburare -35/45 cu con inut crescut de Ni, rezisten m rit la carburare
Efectul se datoreaz vizibil cre terii concentra iei de Ni în aliaj, de la 20 la 35% gr. Efectul de cre tere a carbur rii cu temperatura este redat în fig….(260 h, Carbon, laborator), pe domeniul de temperatur 950- 1150oC, fiind vizibilevolu ia exponen ial ce începe violent de la 1150oC /Parks, HP, march, 1996/.
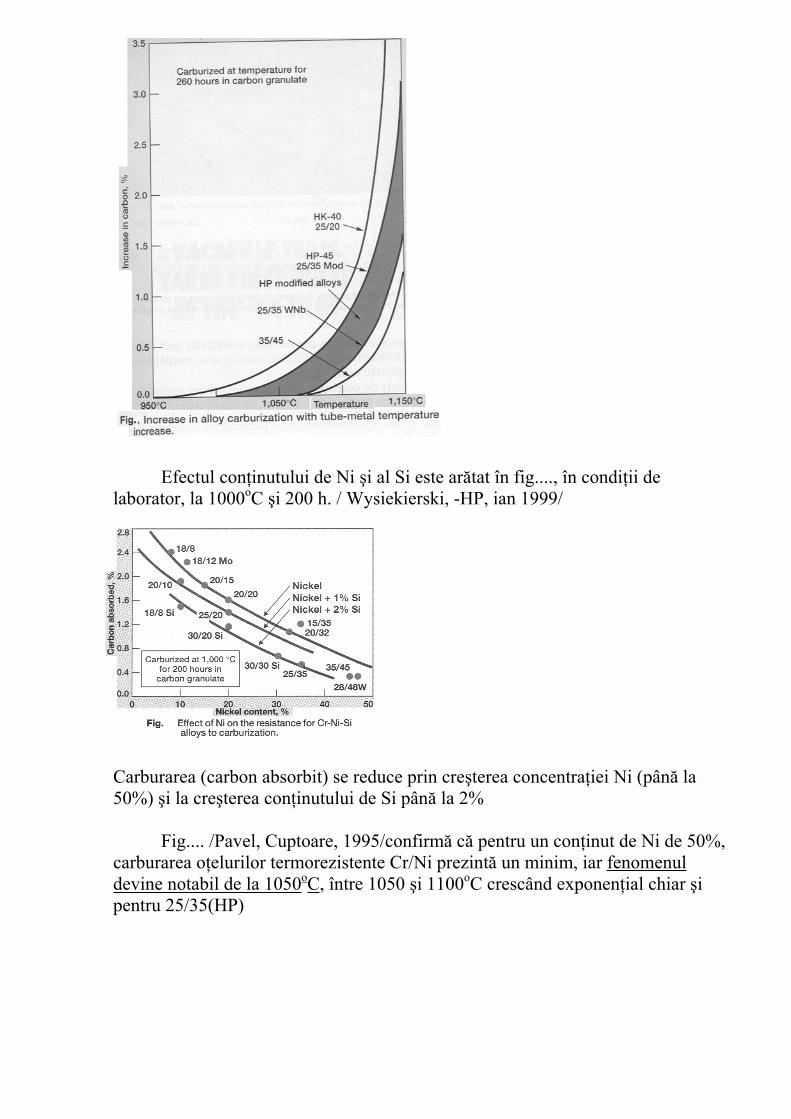
Efectul con inutului de Ni i al Si este ar tat în fig...., în condi ii de laborator, la 1000oC i 200 h. / Wysiekierski, -HP, ian 1999/
Carburarea (carbon absorbit) se reduce prin cre terea concentra iei Ni (pân la 50%) i la cre terea con inutului de Si pân la 2%
Fig.... /Pavel, Cuptoare, 1995/confirm c pentru un con inut de Ni de 50%, carburarea o elurilor termorezistente Cr/Ni prezint un minim, iar fenomenuldevine notabil de la 1050oC, între 1050 i 1100oC crescând exponen ial chiar ipentru 25/35(HP)
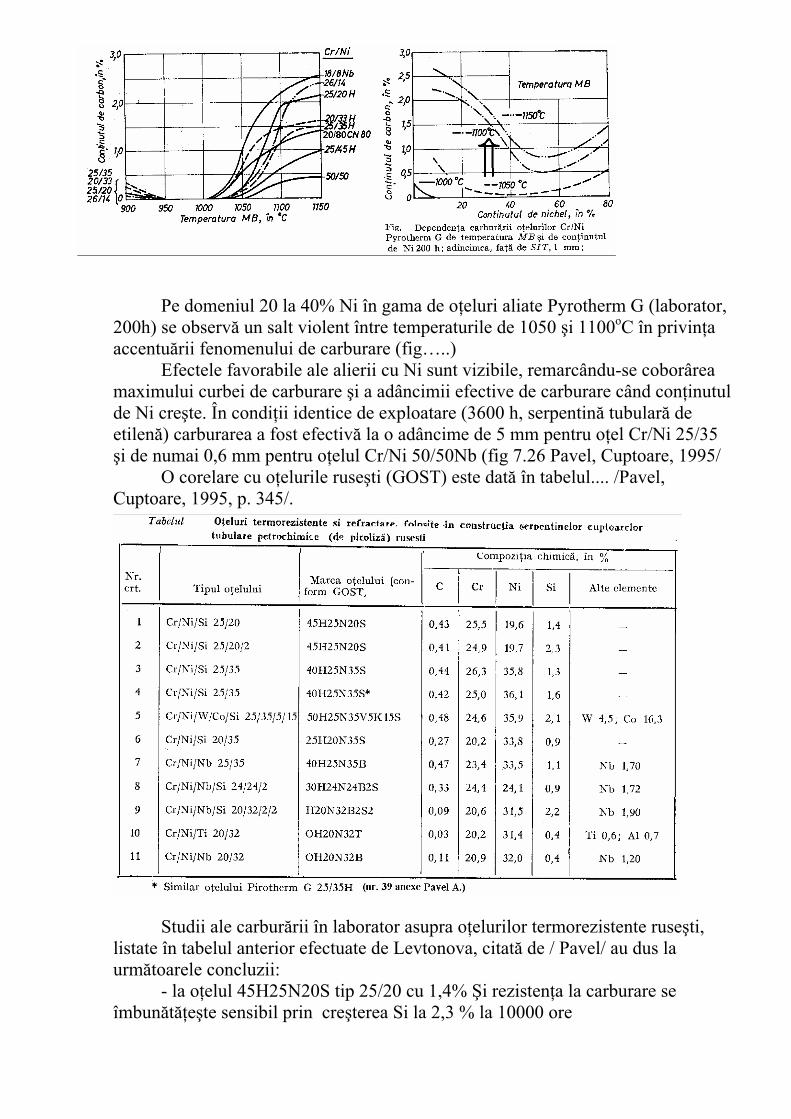
Pe domeniul 20 la 40% Ni în gama de o eluri aliate Pyrotherm G (laborator, 200h) se observ un salt violent între temperaturile de 1050 i 1100oC în privin aaccentu rii fenomenului de carburare (fig…..)
Efectele favorabile ale alierii cu Ni sunt vizibile, remarcându-se coborârea maximului curbei de carburare i a adâncimii efective de carburare când con inutulde Ni cre te. În condi ii identice de exploatare (3600 h, serpentin tubular de etilen ) carburarea a fost efectiv la o adâncime de 5 mm pentru o el Cr/Ni 25/35 i de numai 0,6 mm pentru o elul Cr/Ni 50/50Nb (fig 7.26 Pavel, Cuptoare, 1995/
O corelare cu o elurile ruse ti (GOST) este dat în tabelul.... /Pavel,Cuptoare, 1995, p. 345/.
Studii ale carbur rii în laborator asupra o elurilor termorezistente ruse ti,listate în tabelul anterior efectuate de Levtonova, citat de / Pavel/ au dus la urm toarele concluzii:
- la o elul 45H25N20S tip 25/20 cu 1,4% i rezisten a la carburare se îmbun t e te sensibil prin cre terea Si la 2,3 % la 10000 ore
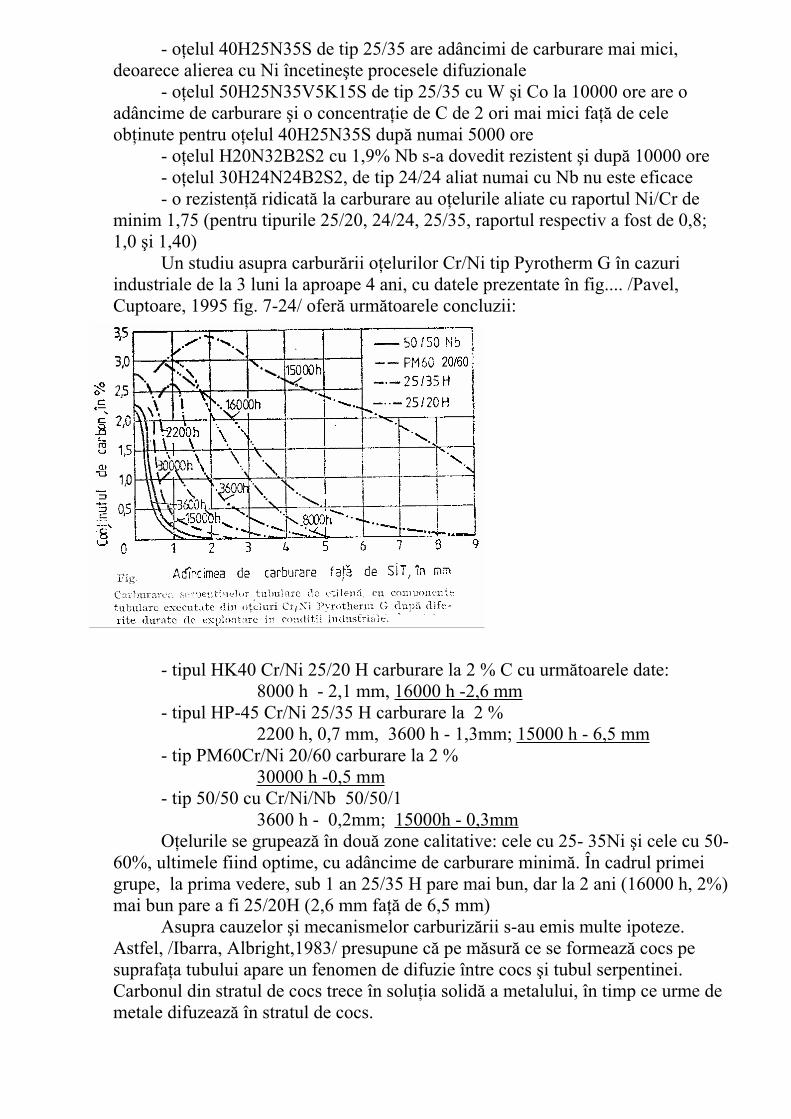
- o elul 40H25N35S de tip 25/35 are adâncimi de carburare mai mici, deoarece alierea cu Ni încetine te procesele difuzionale - o elul 50H25N35V5K15S de tip 25/35 cu W i Co la 10000 ore are o adâncime de carburare i o concentra ie de C de 2 ori mai mici fa de cele ob inute pentru o elul 40H25N35S dup numai 5000 ore - o elul H20N32B2S2 cu 1,9% Nb s-a dovedit rezistent i dup 10000 ore - o elul 30H24N24B2S2, de tip 24/24 aliat numai cu Nb nu este eficace
- o rezisten ridicat la carburare au o elurile aliate cu raportul Ni/Cr de minim 1,75 (pentru tipurile 25/20, 24/24, 25/35, raportul respectiv a fost de 0,8; 1,0 i 1,40)
Un studiu asupra carbur rii o elurilor Cr/Ni tip Pyrotherm G în cazuri industriale de la 3 luni la aproape 4 ani, cu datele prezentate în fig.... /Pavel, Cuptoare, 1995 fig. 7-24/ ofer urm toarele concluzii:
- tipul HK40 Cr/Ni 25/20 H carburare la 2 % C cu urm toarele date: 8000 h - 2,1 mm, 16000 h -2,6 mm
- tipul HP-45 Cr/Ni 25/35 H carburare la 2 % 2200 h, 0,7 mm, 3600 h - 1,3mm; 15000 h - 6,5 mm
- tip PM60Cr/Ni 20/60 carburare la 2 % 30000 h -0,5 mm
- tip 50/50 cu Cr/Ni/Nb 50/50/13600 h - 0,2mm; 15000h - 0,3mm
O elurile se grupeaz în dou zone calitative: cele cu 25- 35Ni i cele cu 50-60%, ultimele fiind optime, cu adâncime de carburare minim . În cadrul primei grupe, la prima vedere, sub 1 an 25/35 H pare mai bun, dar la 2 ani (16000 h, 2%) mai bun pare a fi 25/20H (2,6 mm fa de 6,5 mm) Asupra cauzelor i mecanismelor carburiz rii s-au emis multe ipoteze. Astfel, /Ibarra, Albright,1983/ presupune c pe m sur ce se formeaz cocs pe suprafa a tubului apare un fenomen de difuzie între cocs i tubul serpentinei.Carbonul din stratul de cocs trece în solu ia solid a metalului, în timp ce urme de metale difuzeaz în stratul de cocs.
Microstructura aliajului HK40 turnat în stare brut const într-o matrice austenitic cu carburi eutectice la limitele de separare a granulelor. Matricea austenic con ine cantit i mari de carbon dizolvat i la înc lzire peste 480oCcarburile de crom precipit în matricea austenic . Precipitarea , întâi adiacentcarburilor eutectice este foarte fin . La men inere de durat , la cca. 870oC,precipitarea carburii devine general în toat matricea i carburile precipitate fuzioneaz , se întrep trund. Peste 980oC precipitarea i întrep trunderea sunt mai rapide i se produce solubilizarea particulelor întrep trunse. Carbonul, în forma carburilor stabile precipitate foarte fin în matricea aliajului d propriet ile de rupere i fluaj la temperaturi peste 650oC. Când aceste particule fine fuzioneaz ise dizolv , rezisten a materialului la temperatur mare scade. O serie de concluzii primare pe un ciclu de cracare cu etan, pentru un aliaj HK40 sunt: - carburarea se produce mai intens pe ciclul de decocsare - temperatura evii afecteaz viteza de carburare, dar nu prin fenomenul de îmb trânire termic - reducerea procentului de aer în timpul decocs rii cu abur - aer reduce cantitatea carbur rii - în timp ce cre terea con inutului de Si cre te rezisten a la carburare, acoperirea cu Al reduce carburarea, dar nu o elimin . Studii asupra form rii cocsului catalitic /Trimm, Albright, 1983/ pe Ni confirm c atomii de carbon, fie se dizolv în metal, fie migreaz prin suprafala un centru de nuclea ie. Când carbonul este dizolvat în metal, el migreaz la marginea particulei i precipit afar , putând forma fibre de cocs cresc toare. Luând în considera ie reformarea cu abur Rostrup - Nielson, citat de /Trimm, Albright,1983/, au reu it ca prin reglarea fin a cantit ii de sulf ad ugatla materia prim , respectiv cantitatea de sulf adsorbit pe suprafa a de Ni, s poatrealiza reformarea cu abur f r formare de carbon. Ciclul de formare a cocsului catalitic con ine dizolvarea, migrarea iprecipitarea carbonului din metale. Au fost dezvolta i aditivi care inhib dizolvarea i precipitarea carbonului din metale, ace tia reducând semnificativ formarea carbonului. Compozi ia metalului, precum i compozi ia suprafe ei este un factor care influen eaz capacitatea de carburare. S-au confirmat urm toarele cauze care minimizeaz carburarea: -pân la 2 % Si în aliajele Fe-Ni-Cr -acoperirea cu Cr, care reac ioneaz cu abur formând croma i / oxizi -aluminiu, cu formarea aluminei -oxizi de Mo, Ti, Ta Susceptibilitatea la coroziune intercristalin a o elurilor austenitice este determinat , în primul rând de con inutul lor în carbon i în elemente de aliere (Ti, Nb) care formeaz carburi termostabile. Imunitatea o elului austenitic la coroziune intercristalin se poate realiza prin reducerea con inutului de carbon, fie prin legarea par ial a carbonului cu Ti sau Nb, într-o faz carburic stabil de tip MeC.
Func ionarea sub sarcin în condi ii de fluaj a o elurilor este determinat de rezisten a structural , respectiv de rezisten a limitelor gr un ilor. Orice faz care se formeaz la limita de separare a gr un ilor poate modifica rezisten a de durat a
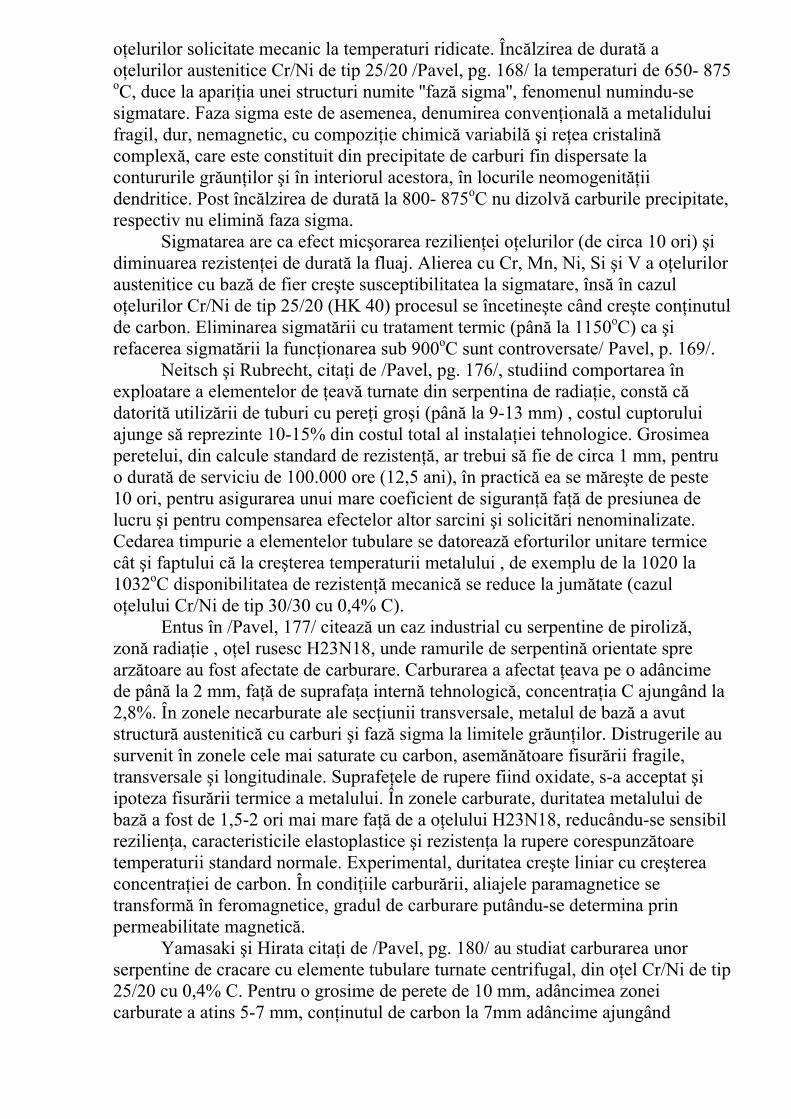
o elurilor solicitate mecanic la temperaturi ridicate. Înc lzirea de durat a o elurilor austenitice Cr/Ni de tip 25/20 /Pavel, pg. 168/ la temperaturi de 650- 875 oC, duce la apari ia unei structuri numite ''faz sigma'', fenomenul numindu-se sigmatare. Faza sigma este de asemenea, denumirea conven ional a metalidului fragil, dur, nemagnetic, cu compozi ie chimic variabil i re ea cristalincomplex , care este constituit din precipitate de carburi fin dispersate la contururile gr un ilor i în interiorul acestora, în locurile neomogenit iidendritice. Post înc lzirea de durat la 800- 875oC nu dizolv carburile precipitate, respectiv nu elimin faza sigma. Sigmatarea are ca efect mic orarea rezilien ei o elurilor (de circa 10 ori) idiminuarea rezisten ei de durat la fluaj. Alierea cu Cr, Mn, Ni, Si i V a o eluriloraustenitice cu baz de fier cre te susceptibilitatea la sigmatare, îns în cazul o elurilor Cr/Ni de tip 25/20 (HK 40) procesul se încetine te când cre te con inutulde carbon. Eliminarea sigmat rii cu tratament termic (pân la 1150oC) ca irefacerea sigmat rii la func ionarea sub 900oC sunt controversate/ Pavel, p. 169/. Neitsch i Rubrecht, cita i de /Pavel, pg. 176/, studiind comportarea în exploatare a elementelor de eav turnate din serpentina de radia ie, const cdatorit utiliz rii de tuburi cu pere i gro i (pân la 9-13 mm) , costul cuptorului ajunge s reprezinte 10-15% din costul total al instala iei tehnologice. Grosimea peretelui, din calcule standard de rezisten , ar trebui s fie de circa 1 mm, pentru o durat de serviciu de 100.000 ore (12,5 ani), în practic ea se m re te de peste 10 ori, pentru asigurarea unui mare coeficient de siguran fa de presiunea de lucru i pentru compensarea efectelor altor sarcini i solicit ri nenominalizate. Cedarea timpurie a elementelor tubulare se datoreaz eforturilor unitare termice cât i faptului c la cre terea temperaturii metalului , de exemplu de la 1020 la 1032oC disponibilitatea de rezisten mecanic se reduce la jum tate (cazul o elului Cr/Ni de tip 30/30 cu 0,4% C). Entus în /Pavel, 177/ citeaz un caz industrial cu serpentine de piroliz ,zon radia ie , o el rusesc H23N18, unde ramurile de serpentin orientate spre arz toare au fost afectate de carburare. Carburarea a afectat eava pe o adâncime de pân la 2 mm, fa de suprafa a intern tehnologic , concentra ia C ajungând la 2,8%. În zonele necarburate ale sec iunii transversale, metalul de baz a avut structur austenitic cu carburi i faz sigma la limitele gr un ilor. Distrugerile au survenit în zonele cele mai saturate cu carbon, asem n toare fisur rii fragile, transversale i longitudinale. Suprafe ele de rupere fiind oxidate, s-a acceptat iipoteza fisur rii termice a metalului. În zonele carburate, duritatea metalului de baz a fost de 1,5-2 ori mai mare fa de a o elului H23N18, reducându-se sensibil rezilien a, caracteristicile elastoplastice i rezisten a la rupere corespunz toaretemperaturii standard normale. Experimental, duritatea cre te liniar cu cre tereaconcentra iei de carbon. În condi iile carbur rii, aliajele paramagnetice se transform în feromagnetice, gradul de carburare putându-se determina prin permeabilitate magnetic . Yamasaki i Hirata cita i de /Pavel, pg. 180/ au studiat carburarea unor serpentine de cracare cu elemente tubulare turnate centrifugal, din o el Cr/Ni de tip 25/20 cu 0,4% C. Pentru o grosime de perete de 10 mm, adâncimea zonei carburate a atins 5-7 mm, con inutul de carbon la 7mm adâncime ajungând
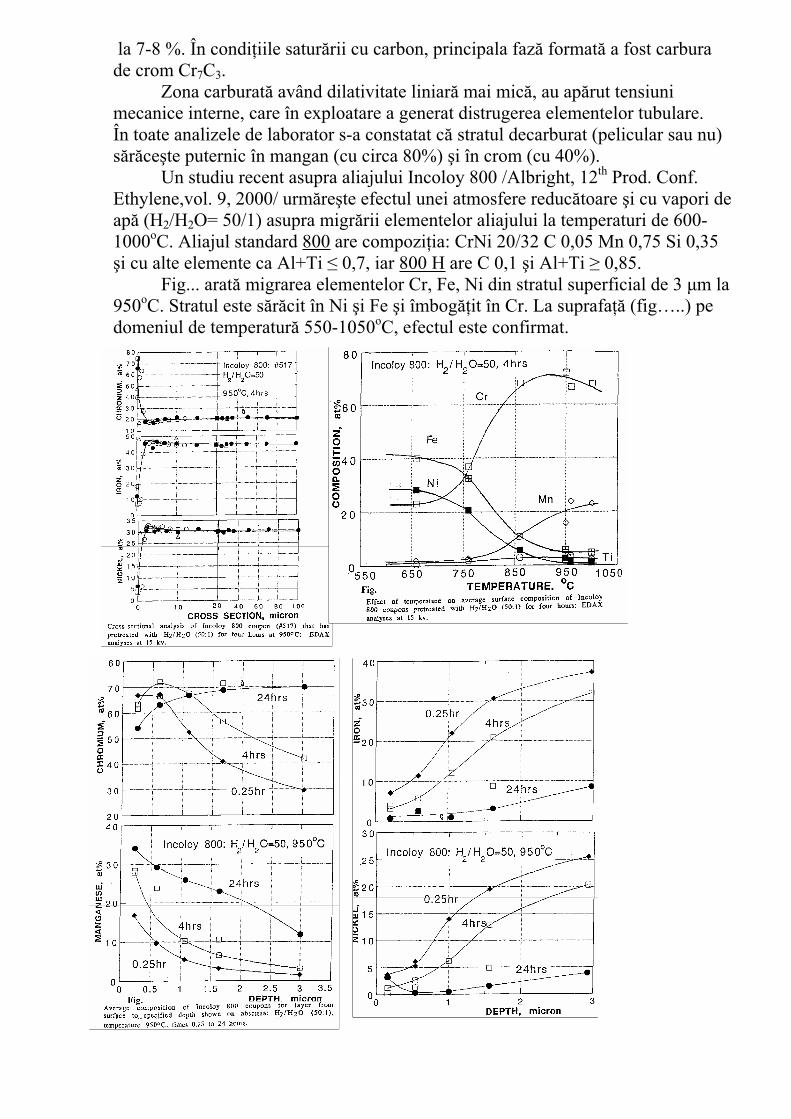
la 7-8 %. În condi iile satur rii cu carbon, principala faz format a fost carbura de crom Cr7C3. Zona carburat având dilativitate liniar mai mic , au ap rut tensiuni mecanice interne, care în exploatare a generat distrugerea elementelor tubulare. În toate analizele de laborator s-a constatat c stratul decarburat (pelicular sau nu) s r ce te puternic în mangan (cu circa 80%) i în crom (cu 40%).
Un studiu recent asupra aliajului Incoloy 800 /Albright, 12th Prod. Conf. Ethylene,vol. 9, 2000/ urm re te efectul unei atmosfere reduc toare i cu vapori de ap (H2/H2O= 50/1) asupra migr rii elementelor aliajului la temperaturi de 600-1000oC. Aliajul standard 800 are compozi ia: CrNi 20/32 C 0,05 Mn 0,75 Si 0,35 i cu alte elemente ca Al+Ti 0,7, iar 800 H are C 0,1 i Al+Ti 0,85.
Fig... arat migrarea elementelor Cr, Fe, Ni din stratul superficial de 3 µm la 950oC. Stratul este s r cit în Ni i Fe i îmbog it în Cr. La suprafa (fig…..) pe domeniul de temperatur 550-1050oC, efectul este confirmat.
Dup 4 ore avem 70% din Cr i 25% din Mn, iar din Fe, Ni, Ti sub 5%. Practic în câteva ore avem alte compozi ii expuse atacului chimic în zona de reac ie ( i cocsare) cu zone s r cite în unele elemente i îmbog ite în altele. Temperatura deplaseaz curbele de concentra ii, prin favorizarea difuziei, iar timpul de asemenea, vezi fig. … (efectul timpului, urm rit de la 0,25 la 24 ore în stratul superficial de 3 µm). Toate sunt argumente pentru complexitatea fenomenelor (la H2, H2O, temp.) ce se suprapun în metalul evii serpentinei i care urmeaz s fie luate în considerare în continuare. Un test subliniaz scopul experimentului. Cercetarea unei succesiuni: 3-4 cicluri cocsare, decocsare i un ciclu tratare suprafa H2/H2O 50/1 la 950oC. La fiecare tratare se produce difuzia controlat a componentelor în stratul superficial al evii, cre te Cr la 70- 80%, scade Fe i Ni la 15- 20% cumulat. Se pune întrebarea: Cum lucreaz un excedent major de crom în zona de suprafa ? Se formeaz oxizi protectori, se inhib cocsarea, etc, îns din p cate, articolul care este sumar în explica ii i bogat în date experimentale serioase, numaisugereaz :
Controlul form rii cocsului filamentos prin difuzia controlat ciclic a elementelor de aliere la suprafa a metalului evii.Refacerea controlat a unei suprafe e de atac cu Cr la începutul unui nou ciclu tehnologic de cocsare/ decocsare repetat .
Pavel /Sig. Func . 1987/ a publicat în 1987 tabele de echivalare între o elurile austenitice, listând 61 o eluri termorezistente utilizate în construc iaserpentinelor cuptoarelor tubulare petrochimice. Lista a fost republicat în 1995 /Pavel, Cuptoare, 1995/.
Tabelul (anexa 4.1 sau A-7) redat par ial aici, con ine 61 o eluri, majoritatea austenitice, echivalen ele dup tip, Werkstoff, DIN 17006, ASTM-A-297, m rci comerciale dup Pose-Marre i Schmidt und Clemens, compozi ie chimic (C, Cr, Ni, alte elemente Mo, Si, Mn, Al, Nb, Co, V, W), structura, temperatura maximde utilizare, caracteristici elastomecanice la temperatur standard normal ,caracteristici mecanice de lung durat (fluaj) la temperatur ridicat (N/mm2 între 600oC i 1100oC) i caracteristicile fizice (densitate, conductivitate termic ,c ldur masic , dilativitate liniar între 20 i 1200oC, propriet i magnetice).
Pe m sura acumul rii datelor practice privind avarierea tubulaturii de cuptor turnate centrifugal din o eluri austenitice din cuptoarele industriale de etilen ihidrogen s-a putut stabili c principala cauz a mic or rii drastice a duratei de serviciu o constituie carburarea, asociat cu diminuarea rezisten ei mecanice a duratei de serviciu sub ac iunea complex a azotului.
Fenomenele fiind simultane, carburare/azotare, s-au elaborat grafice de corelare a con inutului de carbon-azot, determinându-se starea de echilibru, saturarea i suprasaturarea /Pavel, Cuptoare, 1995, p 335 /
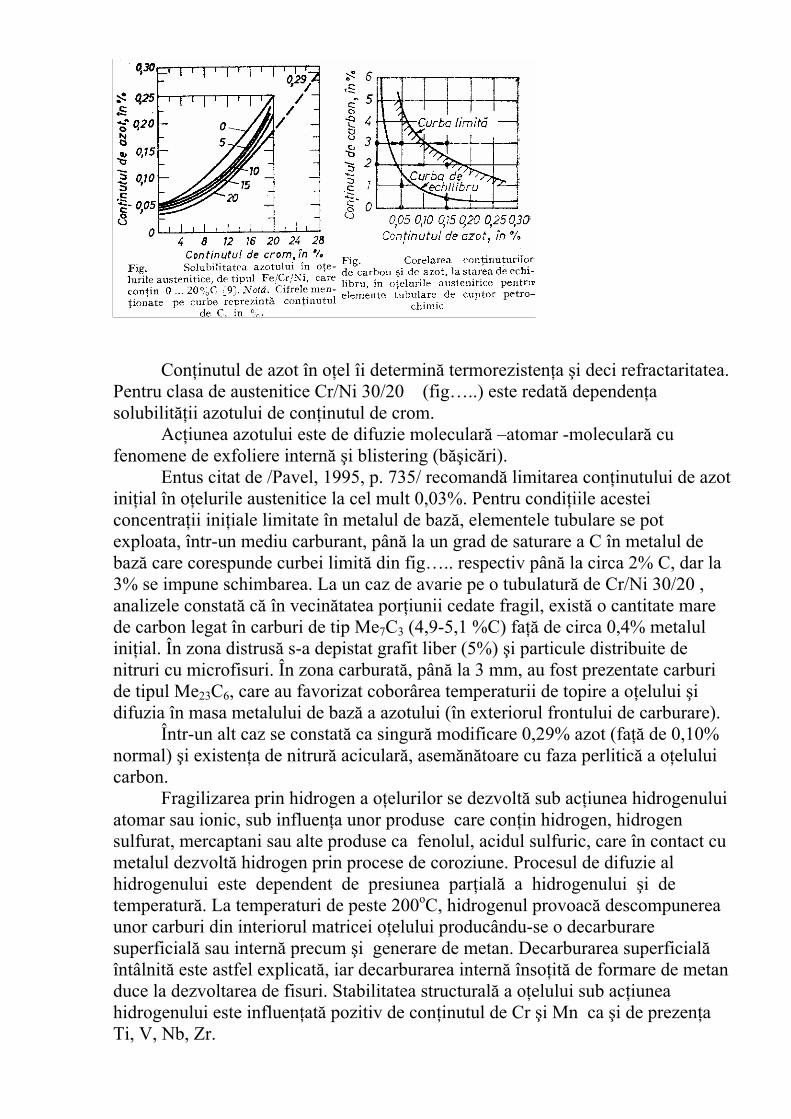
Con inutul de azot în o el îi determin termorezisten a i deci refractaritatea. Pentru clasa de austenitice Cr/Ni 30/20 (fig…..) este redat dependen asolubilit ii azotului de con inutul de crom. Ac iunea azotului este de difuzie molecular –atomar -molecular cufenomene de exfoliere intern i blistering (b ic ri).
Entus citat de /Pavel, 1995, p. 735/ recomand limitarea con inutului de azot ini ial în o elurile austenitice la cel mult 0,03%. Pentru condi iile acestei concentra ii ini iale limitate în metalul de baz , elementele tubulare se pot exploata, într-un mediu carburant, pân la un grad de saturare a C în metalul de baz care corespunde curbei limit din fig….. respectiv pân la circa 2% C, dar la 3% se impune schimbarea. La un caz de avarie pe o tubulatur de Cr/Ni 30/20 , analizele constat c în vecin tatea por iunii cedate fragil, exist o cantitate mare de carbon legat în carburi de tip Me7C3 (4,9-5,1 %C) fa de circa 0,4% metalulini ial. În zona distrus s-a depistat grafit liber (5%) i particule distribuite de nitruri cu microfisuri. În zona carburat , pân la 3 mm, au fost prezentate carburi de tipul Me23C6, care au favorizat coborârea temperaturii de topire a o elului idifuzia în masa metalului de baz a azotului (în exteriorul frontului de carburare).
Într-un alt caz se constat ca singur modificare 0,29% azot (fa de 0,10% normal) i existen a de nitrur acicular , asem n toare cu faza perlitic a o eluluicarbon.
Fragilizarea prin hidrogen a o elurilor se dezvolt sub ac iunea hidrogenuluiatomar sau ionic, sub influen a unor produse care con in hidrogen, hidrogen sulfurat, mercaptani sau alte produse ca fenolul, acidul sulfuric, care în contact cu metalul dezvolt hidrogen prin procese de coroziune. Procesul de difuzie al hidrogenului este dependent de presiunea par ial a hidrogenului i detemperatur . La temperaturi de peste 200oC, hidrogenul provoac descompunerea unor carburi din interiorul matricei o elului producându-se o decarburare superficial sau intern precum i generare de metan. Decarburarea superficialîntâlnit este astfel explicat , iar decarburarea intern înso it de formare de metan duce la dezvoltarea de fisuri. Stabilitatea structural a o elului sub ac iuneahidrogenului este influen at pozitiv de con inutul de Cr i Mn ca i de prezen aTi, V, Nb, Zr.
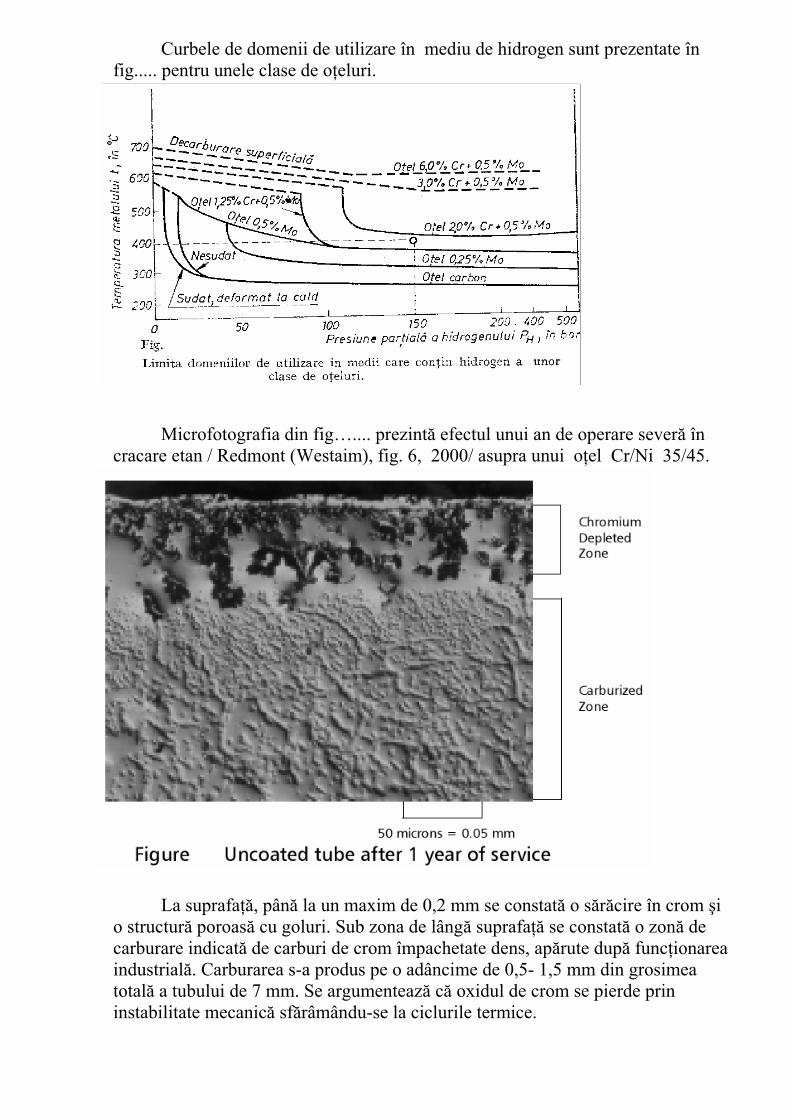
Curbele de domenii de utilizare în mediu de hidrogen sunt prezentate în fig..... pentru unele clase de o eluri.
Microfotografia din fig….... prezint efectul unui an de operare sever încracare etan / Redmont (Westaim), fig. 6, 2000/ asupra unui o el Cr/Ni 35/45.
La suprafa , pân la un maxim de 0,2 mm se constat o s r cire în crom io structur poroas cu goluri. Sub zona de lâng suprafa se constat o zon de carburare indicat de carburi de crom împachetate dens, ap rute dup func ionareaindustrial . Carburarea s-a produs pe o adâncime de 0,5- 1,5 mm din grosimeatotal a tubului de 7 mm. Se argumenteaz c oxidul de crom se pierde prin instabilitate mecanic sf râmându-se la ciclurile termice.
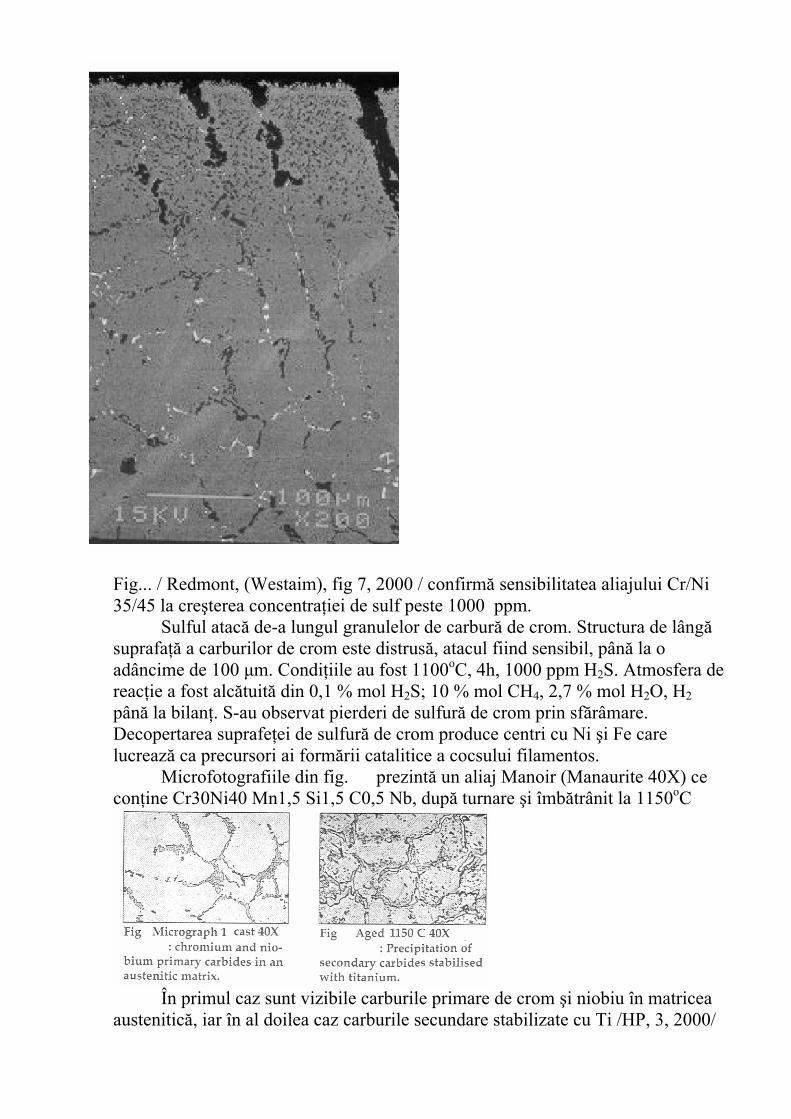
Fig... / Redmont, (Westaim), fig 7, 2000 / confirm sensibilitatea aliajului Cr/Ni 35/45 la cre terea concentra iei de sulf peste 1000 ppm. Sulful atac de-a lungul granulelor de carbur de crom. Structura de lângsuprafa a carburilor de crom este distrus , atacul fiind sensibil, pân la o adâncime de 100 µm. Condi iile au fost 1100oC, 4h, 1000 ppm H2S. Atmosfera de reac ie a fost alc tuit din 0,1 % mol H2S; 10 % mol CH4, 2,7 % mol H2O, H2
pân la bilan . S-au observat pierderi de sulfur de crom prin sf râmare.Decopertarea suprafe ei de sulfur de crom produce centri cu Ni i Fe care lucreaz ca precursori ai form rii catalitice a cocsului filamentos.
Microfotografiile din fig. prezint un aliaj Manoir (Manaurite 40X) ce con ine Cr30Ni40 Mn1,5 Si1,5 C0,5 Nb, dup turnare i îmb trânit la 1150oC
În primul caz sunt vizibile carburile primare de crom i niobiu în matricea austenitic , iar în al doilea caz carburile secundare stabilizate cu Ti /HP, 3, 2000/
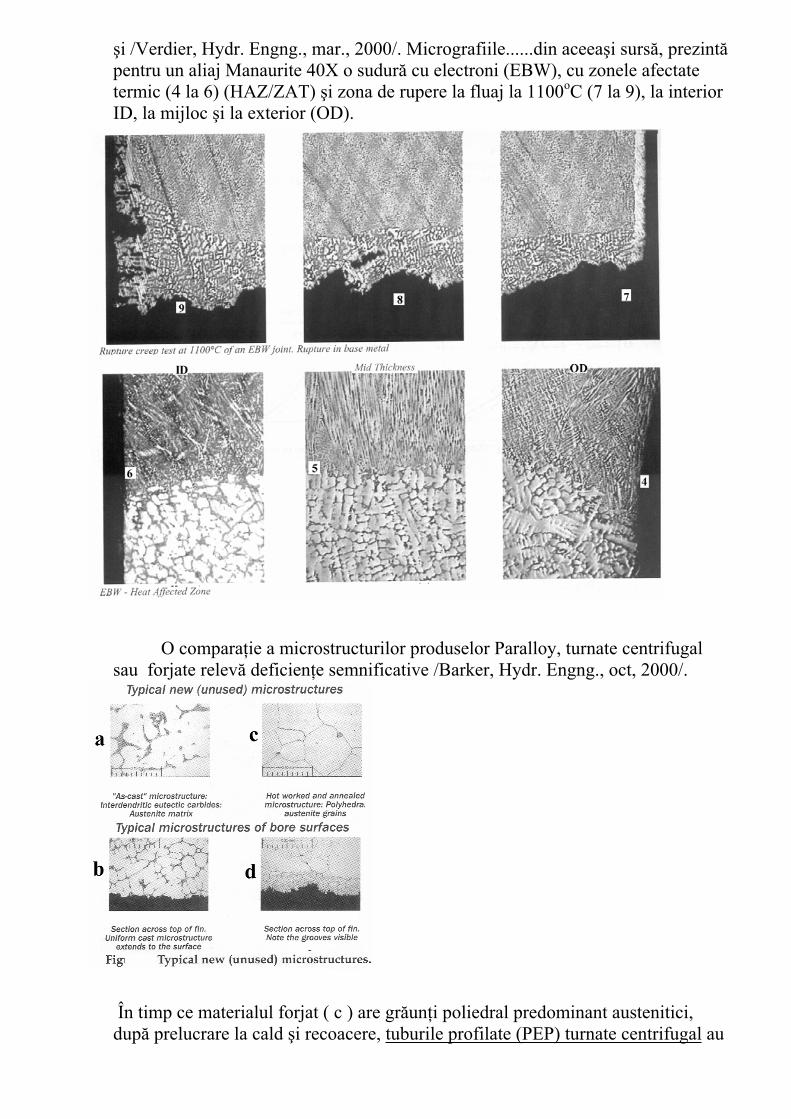
i /Verdier, Hydr. Engng., mar., 2000/. Micrografiile......din aceea i surs , prezintpentru un aliaj Manaurite 40X o sudur cu electroni (EBW), cu zonele afectatetermic (4 la 6) (HAZ/ZAT) i zona de rupere la fluaj la 1100oC (7 la 9), la interior ID, la mijloc i la exterior (OD).
O compara ie a microstructurilor produselor Paralloy, turnate centrifugal sau forjate relev deficien e semnificative /Barker, Hydr. Engng., oct, 2000/.
În timp ce materialul forjat ( c ) are gr un i poliedral predominant austenitici, dup prelucrare la cald i recoacere, tuburile profilate (PEP) turnate centrifugal au
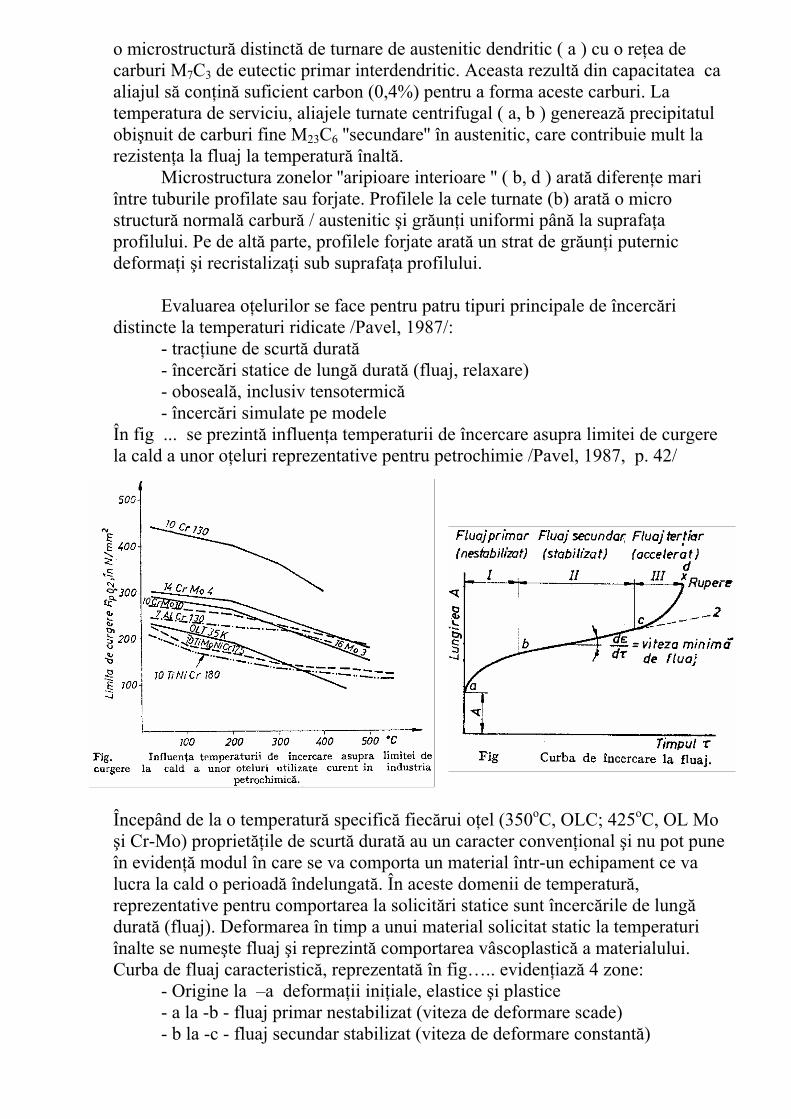
o microstructur distinct de turnare de austenitic dendritic ( a ) cu o re ea de carburi M7C3 de eutectic primar interdendritic. Aceasta rezult din capacitatea ca aliajul s con in suficient carbon (0,4%) pentru a forma aceste carburi. La temperatura de serviciu, aliajele turnate centrifugal ( a, b ) genereaz precipitatul obi nuit de carburi fine M23C6 ''secundare'' în austenitic, care contribuie mult la rezisten a la fluaj la temperatur înalt .
Microstructura zonelor ''aripioare interioare '' ( b, d ) arat diferen e mariîntre tuburile profilate sau forjate. Profilele la cele turnate (b) arat o microstructur normal carbur / austenitic i gr un i uniformi pân la suprafa aprofilului. Pe de alt parte, profilele forjate arat un strat de gr un i puternic deforma i i recristaliza i sub suprafa a profilului.
Evaluarea o elurilor se face pentru patru tipuri principale de încerc ridistincte la temperaturi ridicate /Pavel, 1987/: - trac iune de scurt durat - încerc ri statice de lung durat (fluaj, relaxare) - oboseal , inclusiv tensotermic - încerc ri simulate pe modeleÎn fig ... se prezint influen a temperaturii de încercare asupra limitei de curgere la cald a unor o eluri reprezentative pentru petrochimie /Pavel, 1987, p. 42/
Începând de la o temperatur specific fiec rui o el (350oC, OLC; 425oC, OL Moi Cr-Mo) propriet ile de scurt durat au un caracter conven ional i nu pot pune
în eviden modul în care se va comporta un material într-un echipament ce va lucra la cald o perioad îndelungat . În aceste domenii de temperatur ,reprezentative pentru comportarea la solicit ri statice sunt încerc rile de lungdurat (fluaj). Deformarea în timp a unui material solicitat static la temperaturiînalte se nume te fluaj i reprezint comportarea vâscoplastic a materialului.Curba de fluaj caracteristic , reprezentat în fig….. eviden iaz 4 zone:
- Origine la –a deforma ii ini iale, elastice i plastice - a la -b - fluaj primar nestabilizat (viteza de deformare scade)- b la -c - fluaj secundar stabilizat (viteza de deformare constant )
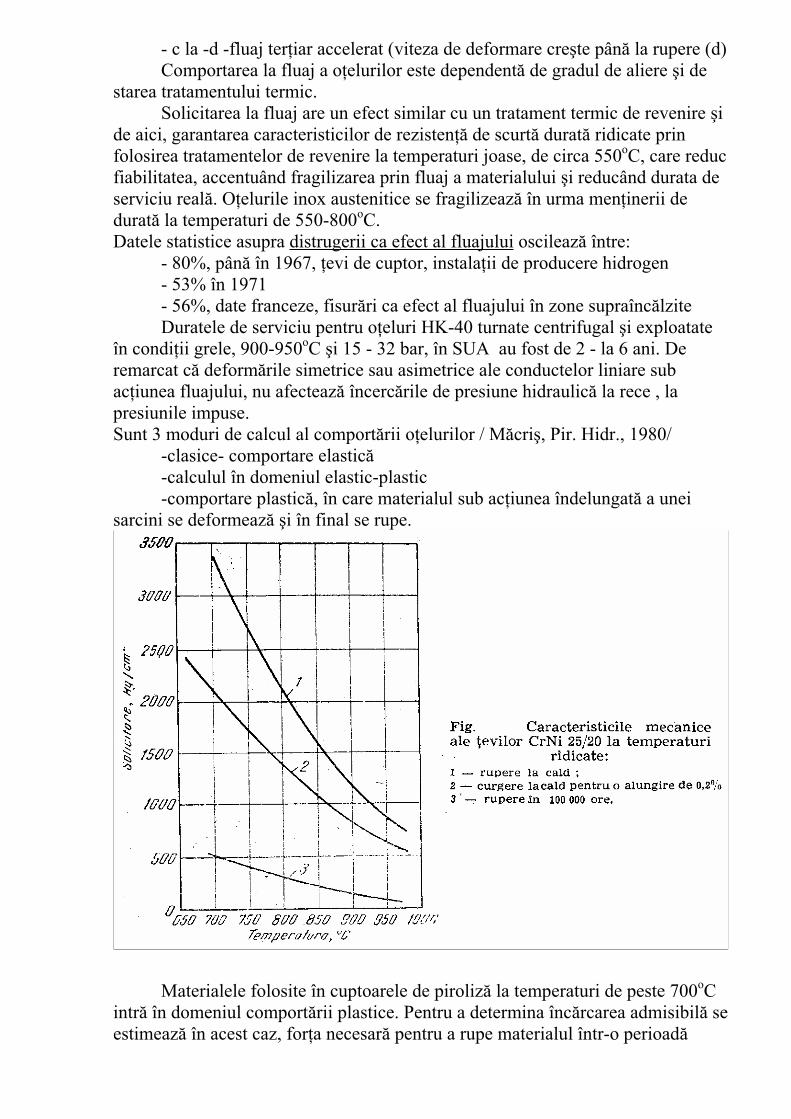
- c la -d -fluaj ter iar accelerat (viteza de deformare cre te pân la rupere (d) Comportarea la fluaj a o elurilor este dependent de gradul de aliere i de
starea tratamentului termic.Solicitarea la fluaj are un efect similar cu un tratament termic de revenire i
de aici, garantarea caracteristicilor de rezisten de scurt durat ridicate prin folosirea tratamentelor de revenire la temperaturi joase, de circa 550oC, care reduc fiabilitatea, accentuând fragilizarea prin fluaj a materialului i reducând durata de serviciu real . O elurile inox austenitice se fragilizeaz în urma men inerii de durat la temperaturi de 550-800oC.Datele statistice asupra distrugerii ca efect al fluajului oscileaz între:
- 80%, pân în 1967, evi de cuptor, instala ii de producere hidrogen - 53% în 1971 - 56%, date franceze, fisur ri ca efect al fluajului în zone supraînc lziteDuratele de serviciu pentru o eluri HK-40 turnate centrifugal i exploatate
în condi ii grele, 900-950oC i 15 - 32 bar, în SUA au fost de 2 - la 6 ani. De remarcat c deform rile simetrice sau asimetrice ale conductelor liniare sub ac iunea fluajului, nu afecteaz încerc rile de presiune hidraulic la rece , la presiunile impuse.Sunt 3 moduri de calcul al comport rii o elurilor / M cri , Pir. Hidr., 1980/
-clasice- comportare elastic-calculul în domeniul elastic-plastic
-comportare plastic , în care materialul sub ac iunea îndelungat a unei sarcini se deformeaz i în final se rupe.
Materialele folosite în cuptoarele de piroliz la temperaturi de peste 700oCintr în domeniul comport rii plastice. Pentru a determina înc rcarea admisibil se estimeaz în acest caz, for a necesar pentru a rupe materialul într-o perioad
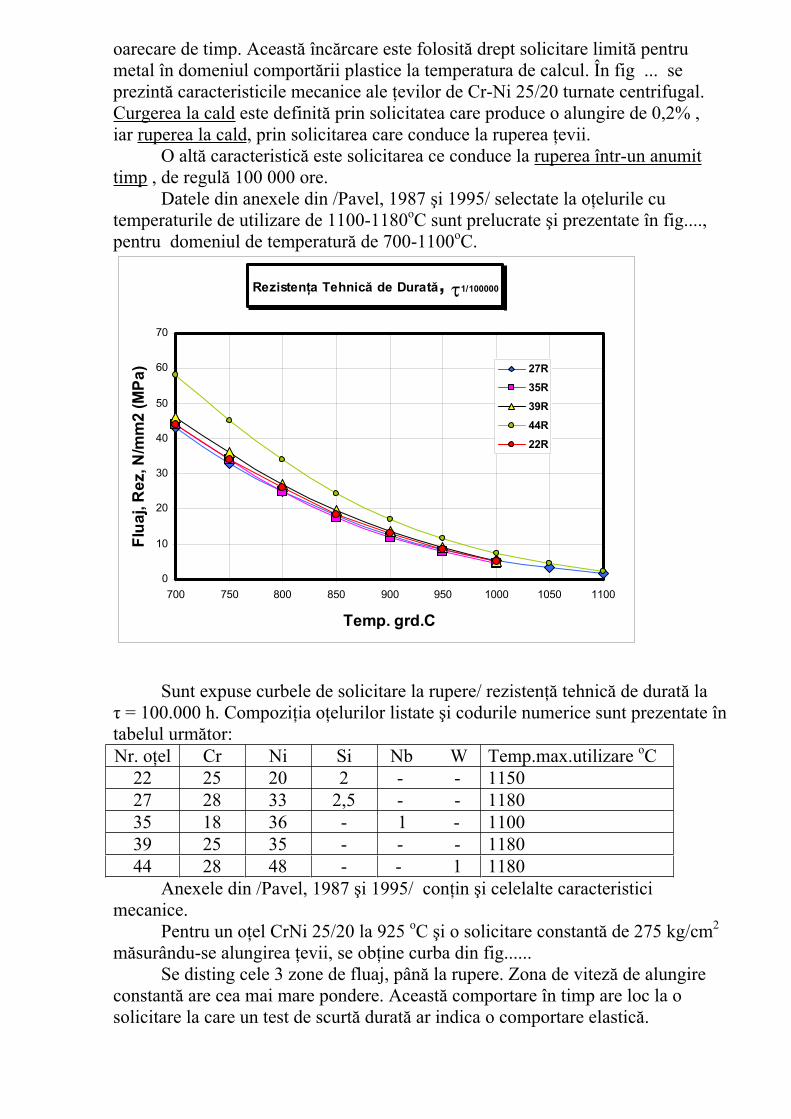
oarecare de timp. Aceast înc rcare este folosit drept solicitare limit pentru metal în domeniul comport rii plastice la temperatura de calcul. În fig ... se prezint caracteristicile mecanice ale evilor de Cr-Ni 25/20 turnate centrifugal. Curgerea la cald este definit prin solicitatea care produce o alungire de 0,2% ,iar ruperea la cald, prin solicitarea care conduce la ruperea evii. O alt caracteristic este solicitarea ce conduce la ruperea într-un anumittimp , de regul 100 000 ore.
Datele din anexele din /Pavel, 1987 i 1995/ selectate la o elurile cu temperaturile de utilizare de 1100-1180oC sunt prelucrate i prezentate în fig...., pentru domeniul de temperatur de 700-1100oC.
Rezisten a Tehnic de Durat , 1/100000
0
10
20
30
40
50
60
70
700 750 800 850 900 950 1000 1050 1100
Temp. grd.C
Flu
aj, R
ez, N
/mm
2 (
MP
a) 27R
35R
39R
44R
22R
Sunt expuse curbele de solicitare la rupere/ rezisten tehnic de durat la = 100.000 h. Compozi ia o elurilor listate i codurile numerice sunt prezentate în
tabelul urm tor:Nr. o el Cr Ni Si Nb W Temp.max.utilizare oC
22 25 20 2 - - 115027 28 33 2,5 - - 118035 18 36 - 1 - 110039 25 35 - - - 118044 28 48 - - 1 1180
Anexele din /Pavel, 1987 i 1995/ con in i celelalte caracteristicimecanice. Pentru un o el CrNi 25/20 la 925 oC i o solicitare constant de 275 kg/cm2
m surându-se alungirea evii, se ob ine curba din fig......Se disting cele 3 zone de fluaj, pân la rupere. Zona de vitez de alungire
constant are cea mai mare pondere. Aceast comportare în timp are loc la o solicitare la care un test de scurt durat ar indica o comportare elastic .
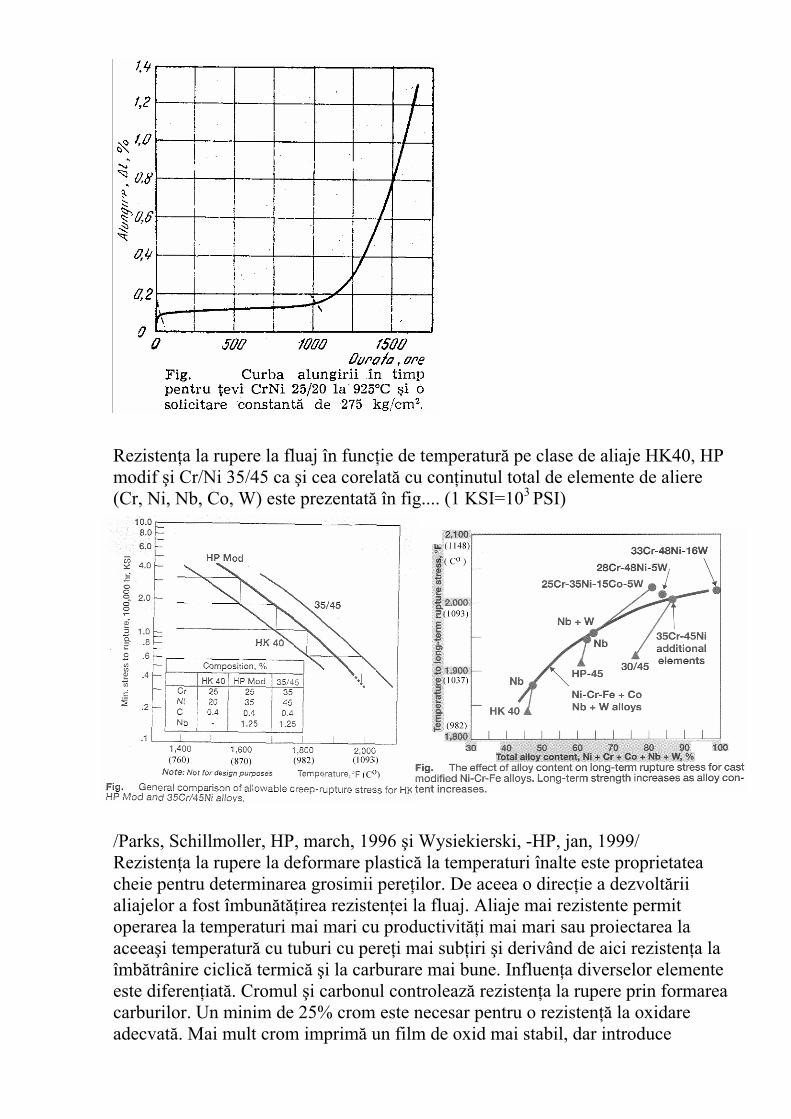
Rezisten a la rupere la fluaj în func ie de temperatur pe clase de aliaje HK40, HP modif i Cr/Ni 35/45 ca i cea corelat cu con inutul total de elemente de aliere (Cr, Ni, Nb, Co, W) este prezentat în fig.... (1 KSI=103 PSI)
/Parks, Schillmoller, HP, march, 1996 i Wysiekierski, -HP, jan, 1999/ Rezisten a la rupere la deformare plastic la temperaturi înalte este proprietateacheie pentru determinarea grosimii pere ilor. De aceea o direc ie a dezvolt riialiajelor a fost îmbun t irea rezisten ei la fluaj. Aliaje mai rezistente permitoperarea la temperaturi mai mari cu productivit i mai mari sau proiectarea la aceea i temperatur cu tuburi cu pere i mai sub iri i derivând de aici rezisten a la îmb trânire ciclic termic i la carburare mai bune. Influen a diverselor elemente este diferen iat . Cromul i carbonul controleaz rezisten a la rupere prin formareacarburilor. Un minim de 25% crom este necesar pentru o rezisten la oxidare adecvat . Mai mult crom imprim un film de oxid mai stabil, dar introduce
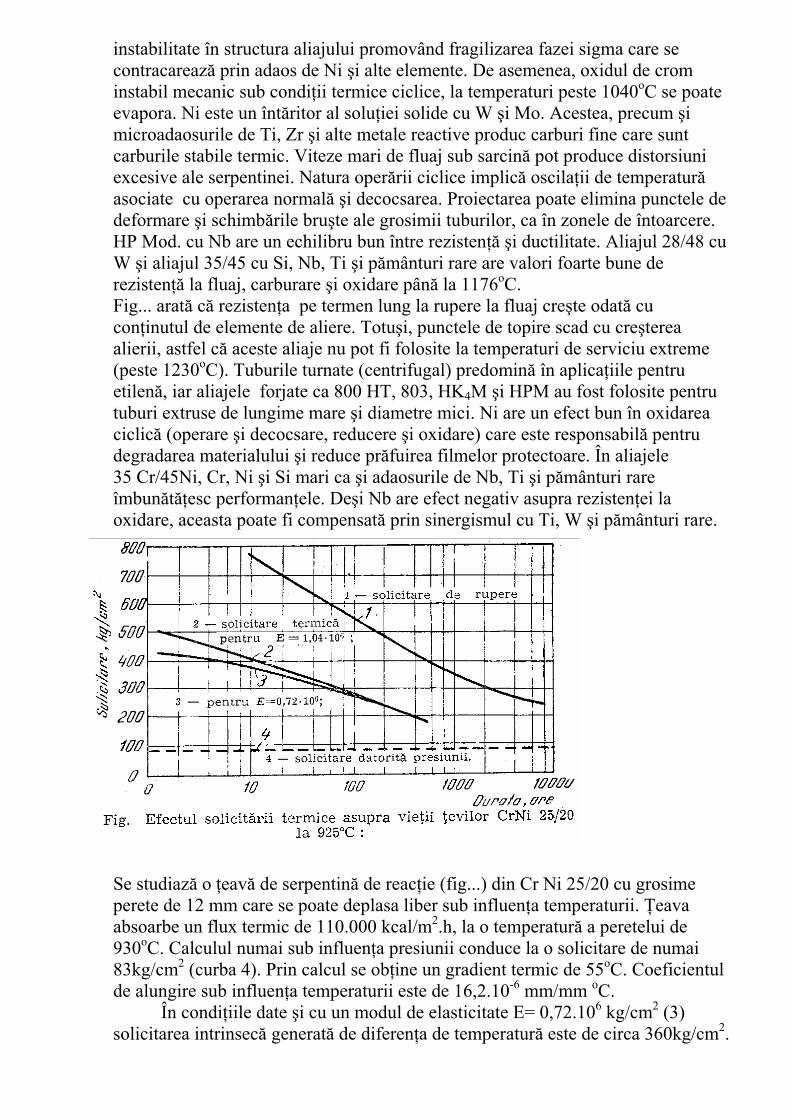
instabilitate în structura aliajului promovând fragilizarea fazei sigma care se contracareaz prin adaos de Ni i alte elemente. De asemenea, oxidul de crom instabil mecanic sub condi ii termice ciclice, la temperaturi peste 1040oC se poate evapora. Ni este un înt ritor al solu iei solide cu W i Mo. Acestea, precum imicroadaosurile de Ti, Zr i alte metale reactive produc carburi fine care sunt carburile stabile termic. Viteze mari de fluaj sub sarcin pot produce distorsiuni excesive ale serpentinei. Natura oper rii ciclice implic oscila ii de temperaturasociate cu operarea normal i decocsarea. Proiectarea poate elimina punctele de deformare i schimb rile bru te ale grosimii tuburilor, ca în zonele de întoarcere.HP Mod. cu Nb are un echilibru bun între rezisten i ductilitate. Aliajul 28/48 cu W i aliajul 35/45 cu Si, Nb, Ti i p mânturi rare are valori foarte bune de rezisten la fluaj, carburare i oxidare pân la 1176oC.Fig... arat c rezisten a pe termen lung la rupere la fluaj cre te odat cu con inutul de elemente de aliere. Totu i, punctele de topire scad cu cre tereaalierii, astfel c aceste aliaje nu pot fi folosite la temperaturi de serviciu extreme (peste 1230oC). Tuburile turnate (centrifugal) predomin în aplica iile pentru etilen , iar aliajele forjate ca 800 HT, 803, HK4M i HPM au fost folosite pentru tuburi extruse de lungime mare i diametre mici. Ni are un efect bun în oxidarea ciclic (operare i decocsare, reducere i oxidare) care este responsabil pentru degradarea materialului i reduce pr fuirea filmelor protectoare. În aliajele35 Cr/45Ni, Cr, Ni i Si mari ca i adaosurile de Nb, Ti i p mânturi rare îmbun t esc performan ele. De i Nb are efect negativ asupra rezisten ei la oxidare, aceasta poate fi compensat prin sinergismul cu Ti, W i p mânturi rare.
Se studiaz o eav de serpentin de reac ie (fig...) din Cr Ni 25/20 cu grosime perete de 12 mm care se poate deplasa liber sub influen a temperaturii. eavaabsoarbe un flux termic de 110.000 kcal/m2.h, la o temperatur a peretelui de 930oC. Calculul numai sub influen a presiunii conduce la o solicitare de numai 83kg/cm2 (curba 4). Prin calcul se ob ine un gradient termic de 55oC. Coeficientul de alungire sub influen a temperaturii este de 16,2.10-6 mm/mm oC. În condi iile date i cu un modul de elasticitate E= 0,72.106 kg/cm2 (3) solicitarea intrinsec generat de diferen a de temperatur este de circa 360kg/cm2.
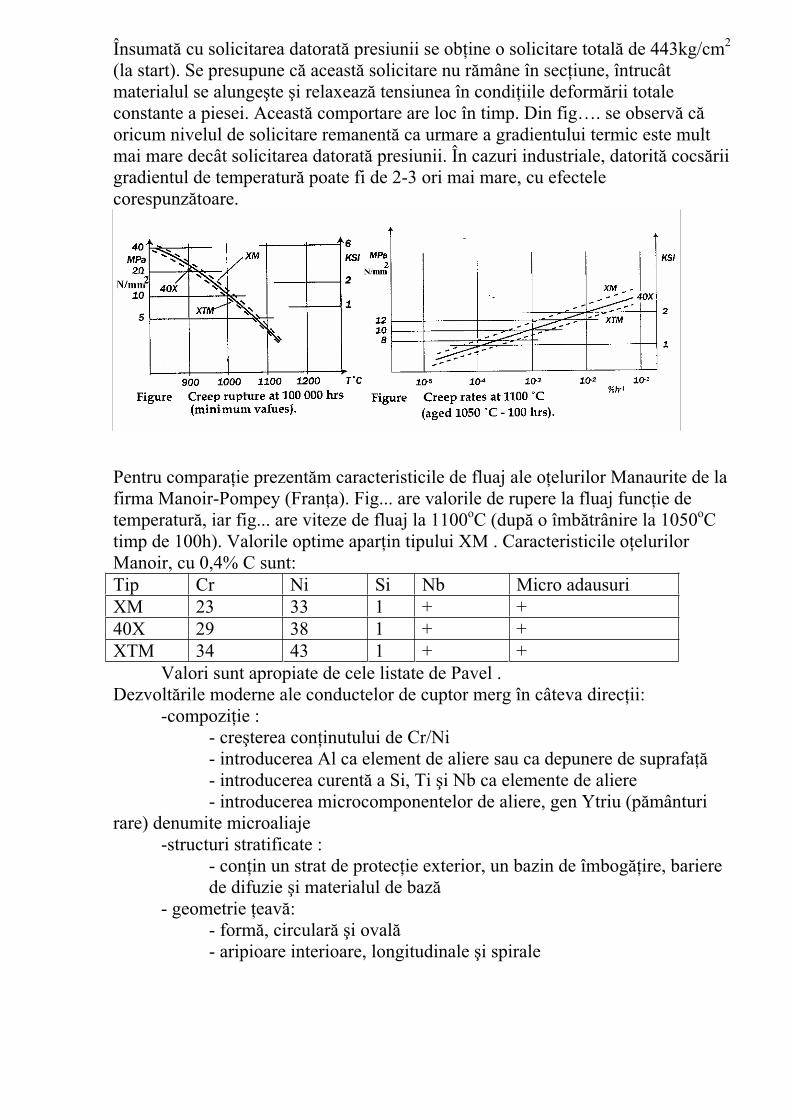
Însumat cu solicitarea datorat presiunii se ob ine o solicitare total de 443kg/cm2
(la start). Se presupune c aceast solicitare nu r mâne în sec iune, întrucât materialul se alunge te i relaxeaz tensiunea în condi iile deform rii totale constante a piesei. Aceast comportare are loc în timp. Din fig…. se observ coricum nivelul de solicitare remanent ca urmare a gradientului termic este multmai mare decât solicitarea datorat presiunii. În cazuri industriale, datorit cocs riigradientul de temperatur poate fi de 2-3 ori mai mare, cu efectele corespunz toare.
Pentru compara ie prezent m caracteristicile de fluaj ale o elurilor Manaurite de la firma Manoir-Pompey (Fran a). Fig... are valorile de rupere la fluaj func ie detemperatur , iar fig... are viteze de fluaj la 1100oC (dup o îmb trânire la 1050oCtimp de 100h). Valorile optime apar in tipului XM . Caracteristicile o elurilorManoir, cu 0,4% C sunt: Tip Cr Ni Si Nb Micro adausuriXM 23 33 1 + +40X 29 38 1 + +XTM 34 43 1 + +
Valori sunt apropiate de cele listate de Pavel . Dezvolt rile moderne ale conductelor de cuptor merg în câteva direc ii: -compozi ie : - cre terea con inutului de Cr/Ni
- introducerea Al ca element de aliere sau ca depunere de suprafa - introducerea curent a Si, Ti i Nb ca elemente de aliere - introducerea microcomponentelor de aliere, gen Ytriu (p mânturirare) denumite microaliaje
-structuri stratificate : - con in un strat de protec ie exterior, un bazin de îmbog ire, bariere de difuzie i materialul de baz - geometrie eav : - form , circular i oval - aripioare interioare, longitudinale i spirale
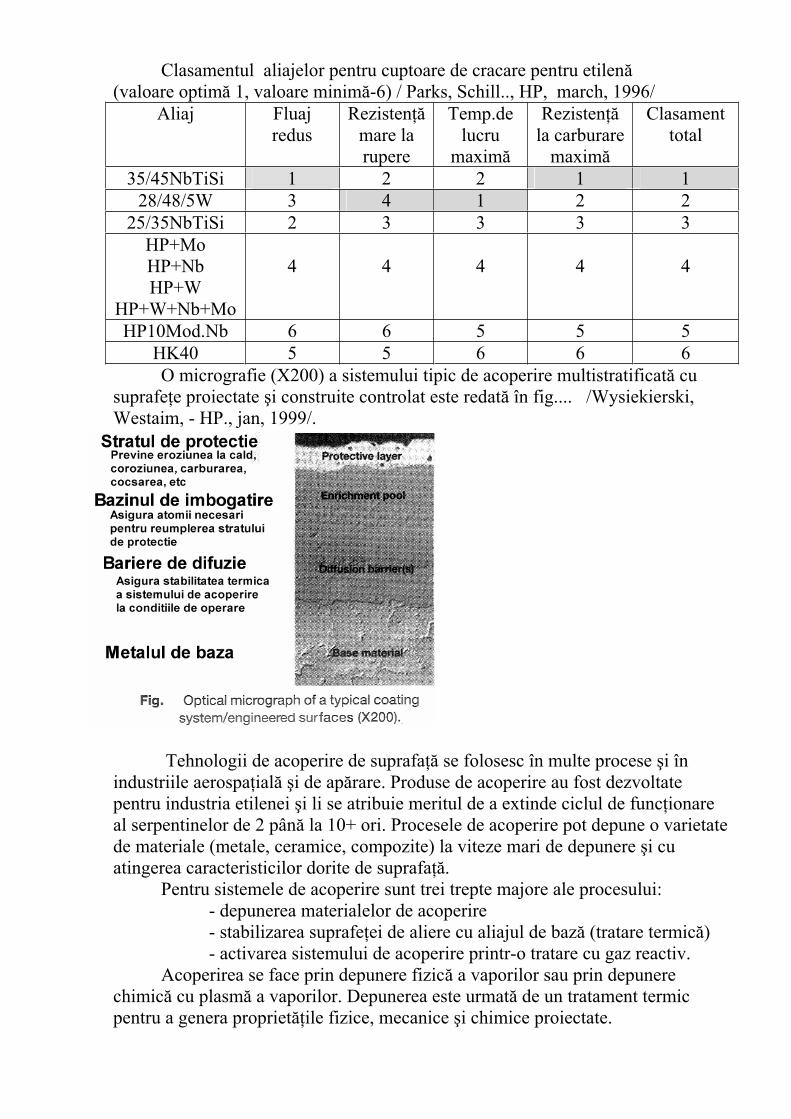
Clasamentul aliajelor pentru cuptoare de cracare pentru etilen(valoare optim 1, valoare minim -6) / Parks, Schill.., HP, march, 1996/
Aliaj Fluajredus
Rezistenmare la rupere
Temp.delucru
maxim
Rezistenla carburare
maxim
Clasamenttotal
35/45NbTiSi 1 2 2 1 128/48/5W 3 4 1 2 2
25/35NbTiSi 2 3 3 3 3HP+MoHP+NbHP+W
HP+W+Nb+Mo
4 4 4 4 4
HP10Mod.Nb 6 6 5 5 5HK40 5 5 6 6 6O micrografie (X200) a sistemului tipic de acoperire multistratificat cu
suprafe e proiectate i construite controlat este redat în fig.... /Wysiekierski, Westaim, - HP., jan, 1999/.
Tehnologii de acoperire de suprafa se folosesc în multe procese i în industriile aerospa ial i de ap rare. Produse de acoperire au fost dezvoltatepentru industria etilenei i li se atribuie meritul de a extinde ciclul de func ionareal serpentinelor de 2 pân la 10+ ori. Procesele de acoperire pot depune o varietate de materiale (metale, ceramice, compozite) la viteze mari de depunere i cu atingerea caracteristicilor dorite de suprafa .
Pentru sistemele de acoperire sunt trei trepte majore ale procesului: - depunerea materialelor de acoperire - stabilizarea suprafe ei de aliere cu aliajul de baz (tratare termic )
- activarea sistemului de acoperire printr-o tratare cu gaz reactiv.Acoperirea se face prin depunere fizic a vaporilor sau prin depunere
chimic cu plasm a vaporilor. Depunerea este urmat de un tratament termicpentru a genera propriet ile fizice, mecanice i chimice proiectate.
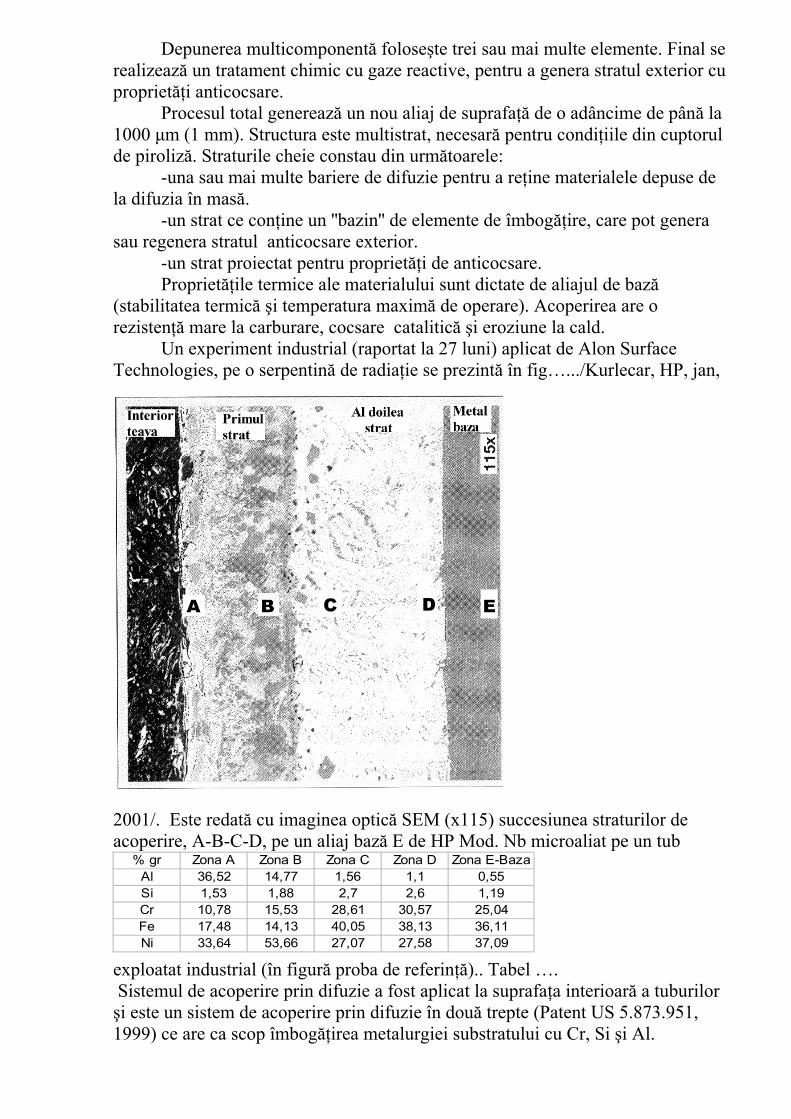
Depunerea multicomponent folose te trei sau mai multe elemente. Final se realizeaz un tratament chimic cu gaze reactive, pentru a genera stratul exterior cu propriet i anticocsare.
Procesul total genereaz un nou aliaj de suprafa de o adâncime de pân la 1000 µm (1 mm). Structura este multistrat, necesar pentru condi iile din cuptorul de piroliz . Straturile cheie constau din urm toarele:
-una sau mai multe bariere de difuzie pentru a re ine materialele depuse de la difuzia în mas .
-un strat ce con ine un ''bazin'' de elemente de îmbog ire, care pot genera sau regenera stratul anticocsare exterior.
-un strat proiectat pentru propriet i de anticocsare. Propriet ile termice ale materialului sunt dictate de aliajul de baz(stabilitatea termic i temperatura maxim de operare). Acoperirea are o rezisten mare la carburare, cocsare catalitic i eroziune la cald.
Un experiment industrial (raportat la 27 luni) aplicat de Alon Surface Technologies, pe o serpentin de radia ie se prezint în fig….../Kurlecar, HP, jan,
2001/. Este redat cu imaginea optic SEM (x115) succesiunea straturilor de acoperire, A-B-C-D, pe un aliaj baz E de HP Mod. Nb microaliat pe un tub
exploatat industrial (în figur proba de referin ).. Tabel ….
% gr Zona A Zona B Zona C Zona D Zona E-Baza
Al 36,52 14,77 1,56 1,1 0,55
Si 1,53 1,88 2,7 2,6 1,19
Cr 10,78 15,53 28,61 30,57 25,04
Fe 17,48 14,13 40,05 38,13 36,11
Ni 33,64 53,66 27,07 27,58 37,09
Sistemul de acoperire prin difuzie a fost aplicat la suprafa a interioar a tuburilori este un sistem de acoperire prin difuzie în dou trepte (Patent US 5.873.951,
1999) ce are ca scop îmbog irea metalurgiei substratului cu Cr, Si i Al.
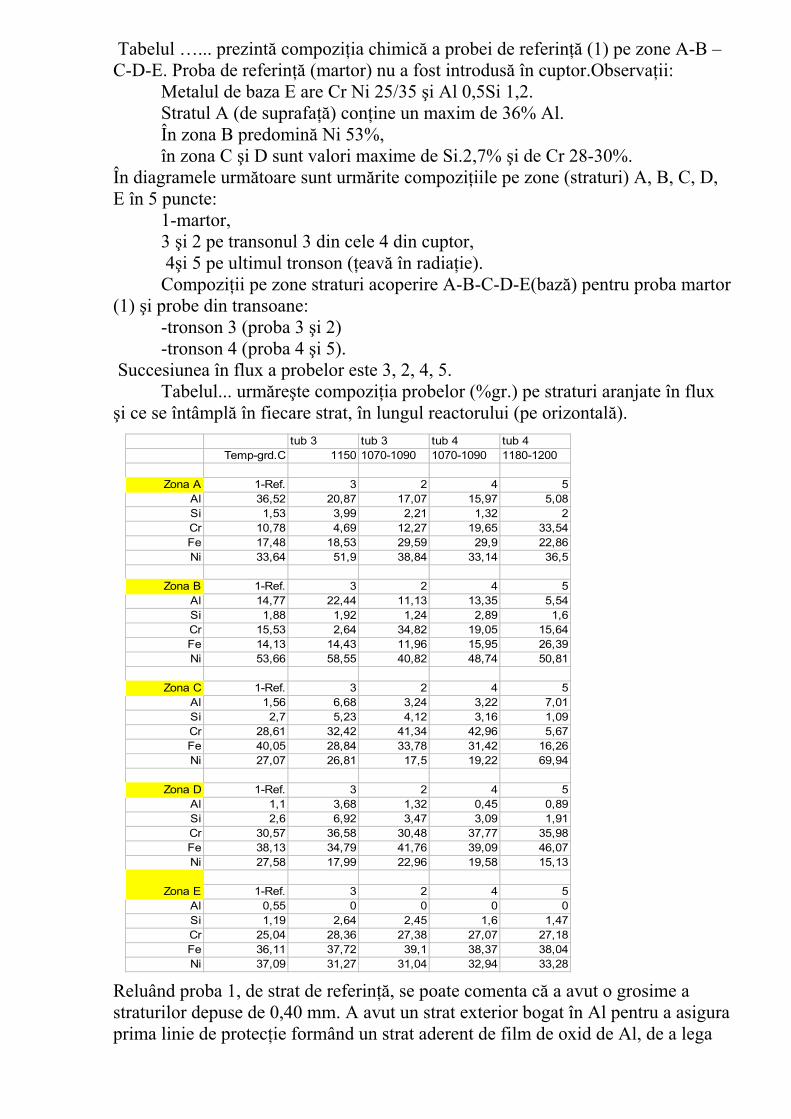
Tabelul …... prezint compozi ia chimic a probei de referin (1) pe zone A-B –C-D-E. Proba de referin (martor) nu a fost introdus în cuptor.Observa ii:
Metalul de baza E are Cr Ni 25/35 i Al 0,5Si 1,2.Stratul A (de suprafa ) con ine un maxim de 36% Al.În zona B predomin Ni 53%,în zona C i D sunt valori maxime de Si.2,7% i de Cr 28-30%.
În diagramele urm toare sunt urm rite compozi iile pe zone (straturi) A, B, C, D, E în 5 puncte: 1-martor, 3 i 2 pe transonul 3 din cele 4 din cuptor,
4 i 5 pe ultimul tronson ( eav în radia ie). Compozi ii pe zone straturi acoperire A-B-C-D-E(baz ) pentru proba martor (1) i probe din transoane:
-tronson 3 (proba 3 i 2) -tronson 4 (proba 4 i 5).
Succesiunea în flux a probelor este 3, 2, 4, 5. Tabelul... urm re te compozi ia probelor (%gr.) pe straturi aranjate în flux i ce se întâmpl în fiecare strat, în lungul reactorului (pe orizontal ).
tub 3 tub 3 tub 4 tub 4
Temp-grd.C 1150 1070-1090 1070-1090 1180-1200
Zona A 1-Ref. 3 2 4 5
Al 36,52 20,87 17,07 15,97 5,08
Si 1,53 3,99 2,21 1,32 2
Cr 10,78 4,69 12,27 19,65 33,54
Fe 17,48 18,53 29,59 29,9 22,86
Ni 33,64 51,9 38,84 33,14 36,5
Zona B 1-Ref. 3 2 4 5
Al 14,77 22,44 11,13 13,35 5,54
Si 1,88 1,92 1,24 2,89 1,6
Cr 15,53 2,64 34,82 19,05 15,64
Fe 14,13 14,43 11,96 15,95 26,39
Ni 53,66 58,55 40,82 48,74 50,81
Zona C 1-Ref. 3 2 4 5
Al 1,56 6,68 3,24 3,22 7,01
Si 2,7 5,23 4,12 3,16 1,09
Cr 28,61 32,42 41,34 42,96 5,67
Fe 40,05 28,84 33,78 31,42 16,26
Ni 27,07 26,81 17,5 19,22 69,94
Zona D 1-Ref. 3 2 4 5
Al 1,1 3,68 1,32 0,45 0,89
Si 2,6 6,92 3,47 3,09 1,91
Cr 30,57 36,58 30,48 37,77 35,98
Fe 38,13 34,79 41,76 39,09 46,07
Ni 27,58 17,99 22,96 19,58 15,13
Zona E 1-Ref. 3 2 4 5
Al 0,55 0 0 0 0
Si 1,19 2,64 2,45 1,6 1,47
Cr 25,04 28,36 27,38 27,07 27,18
Fe 36,11 37,72 39,1 38,37 38,04
Ni 37,09 31,27 31,04 32,94 33,28
Reluând proba 1, de strat de referin , se poate comenta c a avut o grosime a straturilor depuse de 0,40 mm. A avut un strat exterior bogat în Al pentru a asigura prima linie de protec ie formând un strat aderent de film de oxid de Al, de a lega
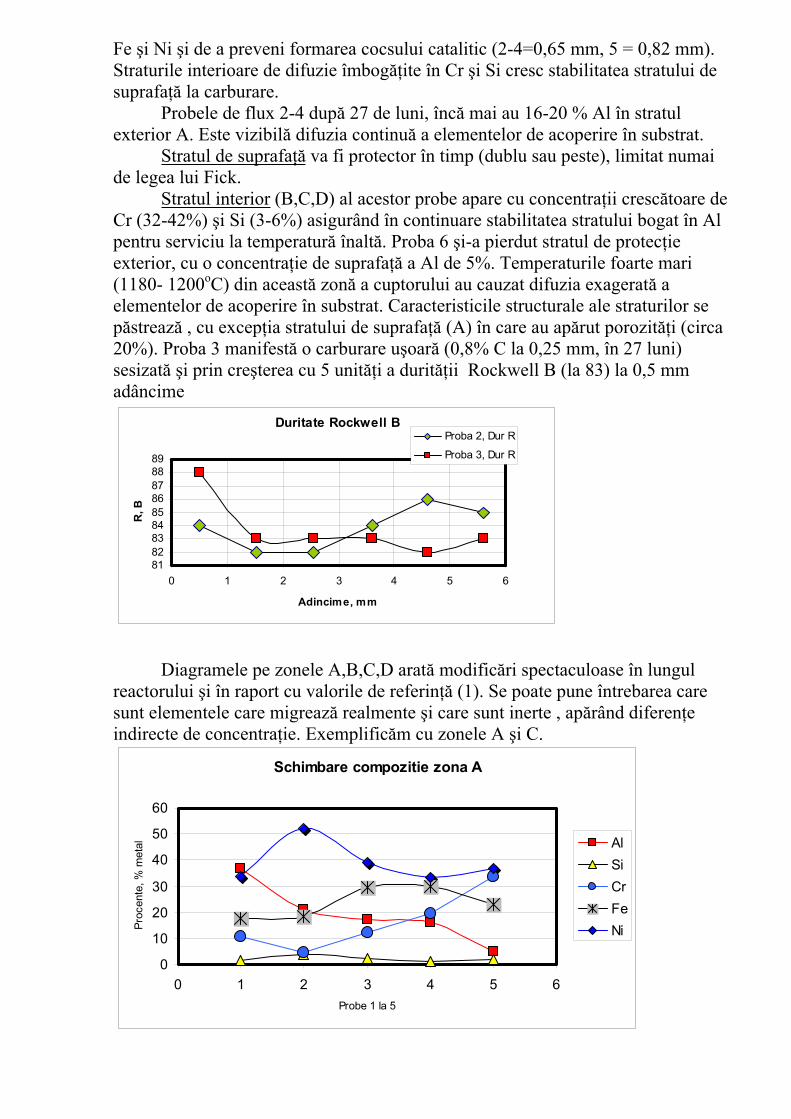
Fe i Ni i de a preveni formarea cocsului catalitic (2-4=0,65 mm, 5 = 0,82 mm). Straturile interioare de difuzie îmbog ite în Cr i Si cresc stabilitatea stratului de suprafa la carburare.
Probele de flux 2-4 dup 27 de luni, înc mai au 16-20 % Al în stratul exterior A. Este vizibil difuzia continu a elementelor de acoperire în substrat.
Stratul de suprafa va fi protector în timp (dublu sau peste), limitat numai de legea lui Fick.
Stratul interior (B,C,D) al acestor probe apare cu concentra ii cresc toare de Cr (32-42%) i Si (3-6%) asigurând în continuare stabilitatea stratului bogat în Al pentru serviciu la temperatur înalt . Proba 6 i-a pierdut stratul de protec ieexterior, cu o concentra ie de suprafa a Al de 5%. Temperaturile foarte mari (1180- 1200oC) din aceast zon a cuptorului au cauzat difuzia exagerat a elementelor de acoperire în substrat. Caracteristicile structurale ale straturilor se p streaz , cu excep ia stratului de suprafa (A) în care au ap rut porozit i (circa 20%). Proba 3 manifest o carburare u oar (0,8% C la 0,25 mm, în 27 luni) sesizat i prin cre terea cu 5 unit i a durit ii Rockwell B (la 83) la 0,5 mm adâncime
Duritate Rockwell B
81
82
83
84
85
86
87
88
89
0 1 2 3 4 5 6
Adincime, mm
R, B
Proba 2, Dur R
Proba 3, Dur R
Diagramele pe zonele A,B,C,D arat modific ri spectaculoase în lungul reactorului i în raport cu valorile de referin (1). Se poate pune întrebarea care sunt elementele care migreaz realmente i care sunt inerte , ap rând diferen eindirecte de concentra ie. Exemplific m cu zonele A i C.
Schimbare compozitie zona A
40
50
60
meta
l
0
10
20
30
0 1 2 3 4 5 6
Probe 1 la 5
Pro
cente
, %
Al
Si
Cr
Fe
Ni
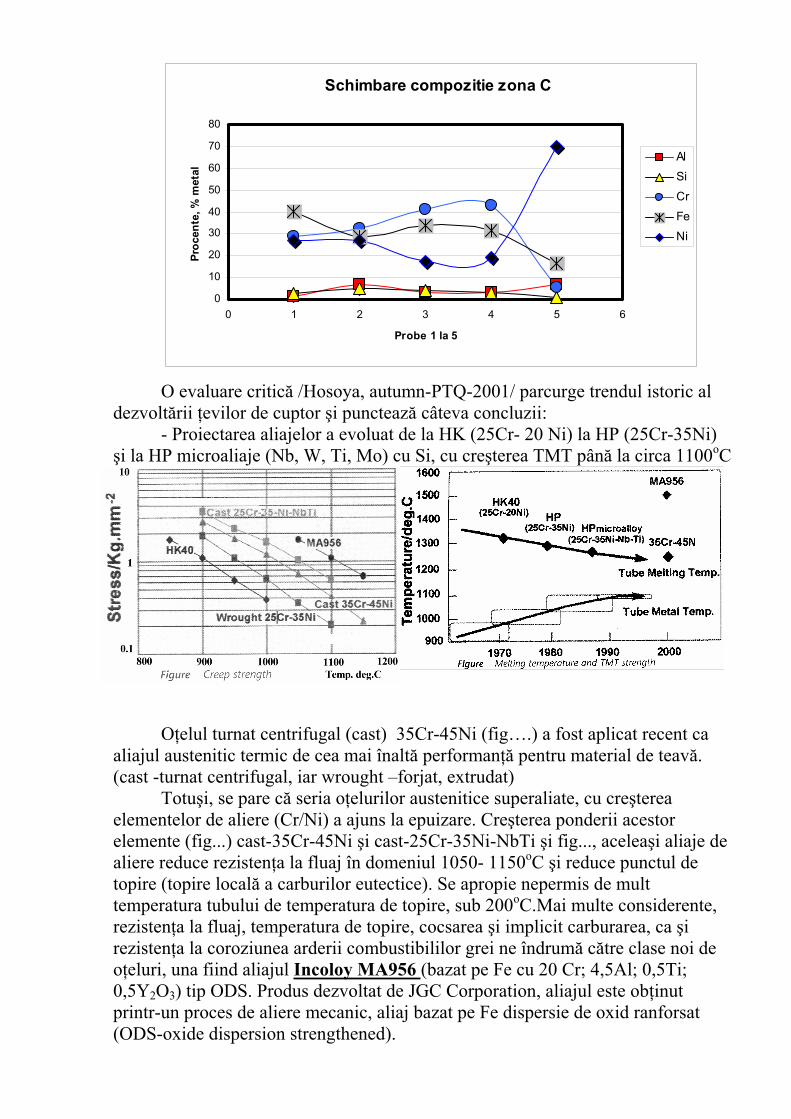
Schimbare compozitie zona C
0
10
20
30
40
50
60
70
80
0 1 2 3 4 5 6
Probe 1 la 5
Pro
cen
te, %
meta
l
Al
Si
Cr
Fe
Ni
O evaluare critic /Hosoya, autumn-PTQ-2001/ parcurge trendul istoric al dezvolt rii evilor de cuptor i puncteaz câteva concluzii:
- Proiectarea aliajelor a evoluat de la HK (25Cr- 20 Ni) la HP (25Cr-35Ni) i la HP microaliaje (Nb, W, Ti, Mo) cu Si, cu cre terea TMT pân la circa 1100oC
O elul turnat centrifugal (cast) 35Cr-45Ni (fig….) a fost aplicat recent ca aliajul austenitic termic de cea mai înalt performan pentru material de teav .(cast -turnat centrifugal, iar wrought –forjat, extrudat) Totu i, se pare c seria o elurilor austenitice superaliate, cu cre tereaelementelor de aliere (Cr/Ni) a ajuns la epuizare. Cre terea ponderii acestorelemente (fig...) cast-35Cr-45Ni i cast-25Cr-35Ni-NbTi i fig..., acelea i aliaje dealiere reduce rezisten a la fluaj în domeniul 1050- 1150oC i reduce punctul de topire (topire local a carburilor eutectice). Se apropie nepermis de multtemperatura tubului de temperatura de topire, sub 200oC.Mai multe considerente, rezisten a la fluaj, temperatura de topire, cocsarea i implicit carburarea, ca irezisten a la coroziunea arderii combustibililor grei ne îndrum c tre clase noi de o eluri, una fiind aliajul Incoloy MA956 (bazat pe Fe cu 20 Cr; 4,5Al; 0,5Ti; 0,5Y2O3) tip ODS. Produs dezvoltat de JGC Corporation, aliajul este ob inutprintr-un proces de aliere mecanic, aliaj bazat pe Fe dispersie de oxid ranforsat (ODS-oxide dispersion strengthened).
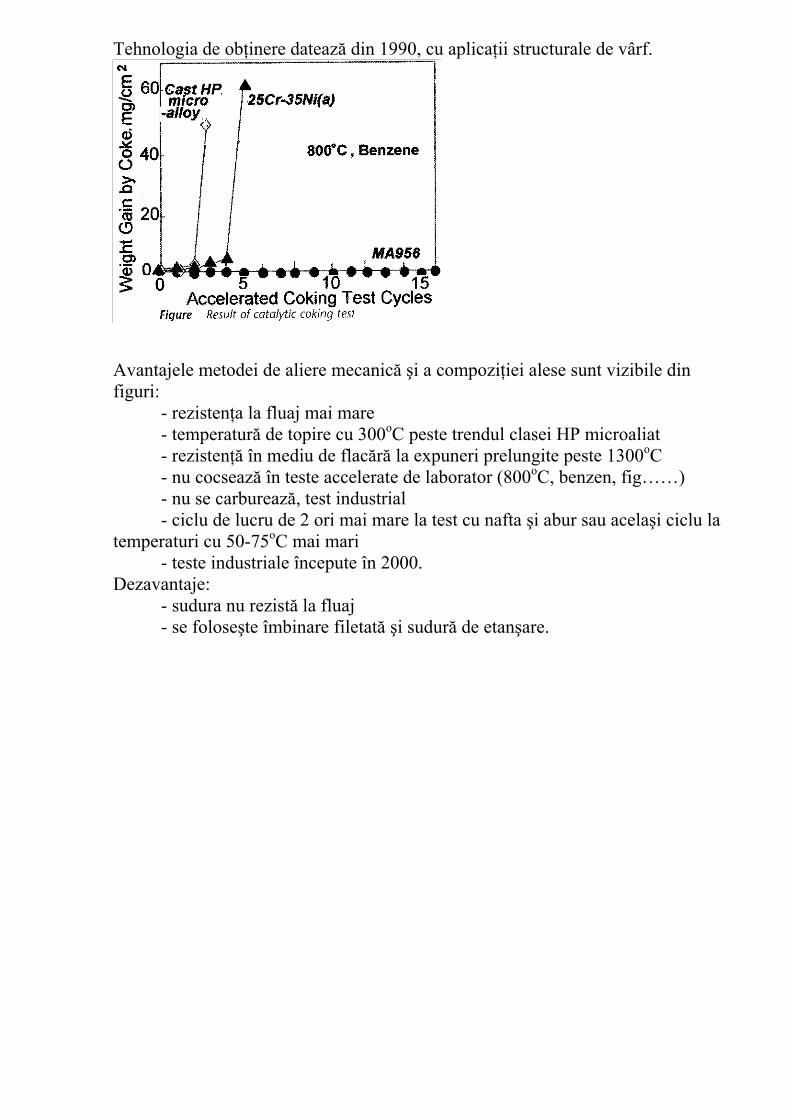
Tehnologia de ob inere dateaz din 1990, cu aplica ii structurale de vârf.
Avantajele metodei de aliere mecanic i a compozi iei alese sunt vizibile din figuri: - rezisten a la fluaj mai mare - temperatur de topire cu 300oC peste trendul clasei HP microaliat - rezisten în mediu de flac r la expuneri prelungite peste 1300oC
- nu cocseaz în teste accelerate de laborator (800oC, benzen, fig……) - nu se carbureaz , test industrial- ciclu de lucru de 2 ori mai mare la test cu nafta i abur sau acela i ciclu la
temperaturi cu 50-75oC mai mari- teste industriale începute în 2000.
Dezavantaje:- sudura nu rezist la fluaj- se folose te îmbinare filetat i sudur de etan are.
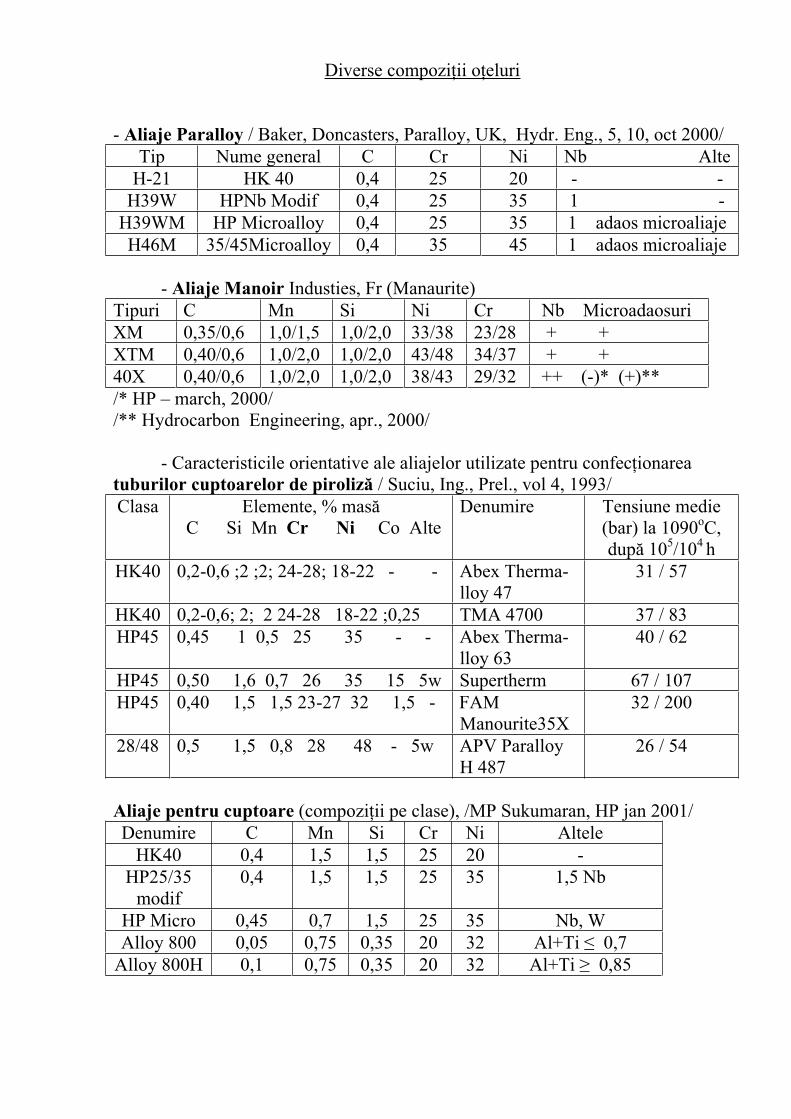
Diverse compozi ii o eluri
- Aliaje Paralloy / Baker, Doncasters, Paralloy, UK, Hydr. Eng., 5, 10, oct 2000/ Tip Nume general C Cr Ni Nb Alte
H-21 HK 40 0,4 25 20 - - H39W HPNb Modif 0,4 25 35 1 -
H39WM HP Microalloy 0,4 25 35 1 adaos microaliaje H46M 35/45Microalloy 0,4 35 45 1 adaos microaliaje
- Aliaje Manoir Industies, Fr (Manaurite) Tipuri C Mn Si Ni Cr Nb Microadaosuri XM 0,35/0,6 1,0/1,5 1,0/2,0 33/38 23/28 + + XTM 0,40/0,6 1,0/2,0 1,0/2,0 43/48 34/37 + + 40X 0,40/0,6 1,0/2,0 1,0/2,0 38/43 29/32 ++ (-)* (+)** /* HP – march, 2000/ /** Hydrocarbon Engineering, apr., 2000/
- Caracteristicile orientative ale aliajelor utilizate pentru confec ionareatuburilor cuptoarelor de piroliz / Suciu, Ing., Prel., vol 4, 1993/ Clasa Elemente, % mas
C Si Mn Cr Ni Co AlteDenumire Tensiune medie
(bar) la 1090oC,dup 105/104 h
HK40 0,2-0,6 ;2 ;2; 24-28; 18-22 - - Abex Therma-lloy 47
31 / 57
HK40 0,2-0,6; 2; 2 24-28 18-22 ;0,25 TMA 4700 37 / 83 HP45 0,45 1 0,5 25 35 - - Abex Therma-
lloy 63 40 / 62
HP45 0,50 1,6 0,7 26 35 15 5w Supertherm 67 / 107 HP45 0,40 1,5 1,5 23-27 32 1,5 - FAM
Manourite35X32 / 200
28/48 0,5 1,5 0,8 28 48 - 5w APV Paralloy H 487
26 / 54
Aliaje pentru cuptoare (compozi ii pe clase), /MP Sukumaran, HP jan 2001/ Denumire C Mn Si Cr Ni Altele
HK40 0,4 1,5 1,5 25 20 -HP25/35
modif 0,4 1,5 1,5 25 35 1,5 Nb
HP Micro 0,45 0,7 1,5 25 35 Nb, W Alloy 800 0,05 0,75 0,35 20 32 Al+Ti 0,7
Alloy 800H 0,1 0,75 0,35 20 32 Al+Ti 0,85
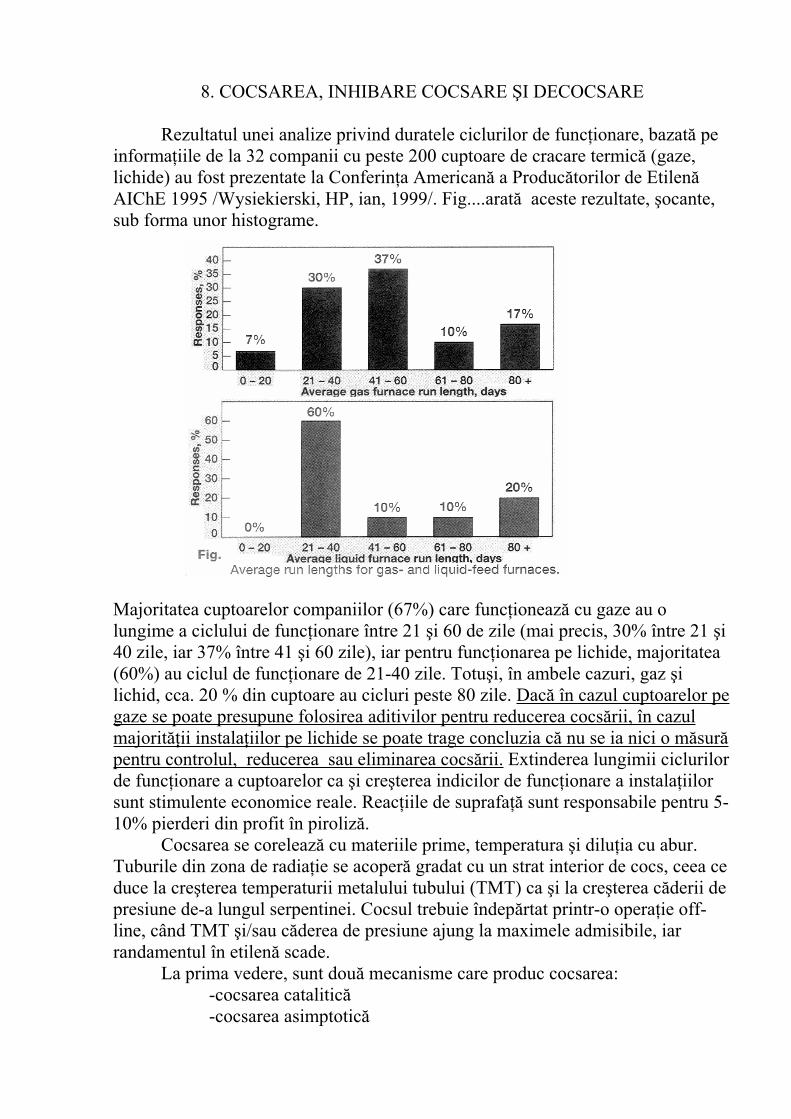
8. COCSAREA, INHIBARE COCSARE I DECOCSARE
Rezultatul unei analize privind duratele ciclurilor de func ionare, bazat pe informa iile de la 32 companii cu peste 200 cuptoare de cracare termic (gaze, lichide) au fost prezentate la Conferin a American a Produc torilor de EtilenAIChE 1995 /Wysiekierski, HP, ian, 1999/. Fig....arat aceste rezultate, ocante,sub forma unor histograme.
Majoritatea cuptoarelor companiilor (67%) care func ioneaz cu gaze au o lungime a ciclului de func ionare între 21 i 60 de zile (mai precis, 30% între 21 i40 zile, iar 37% între 41 i 60 zile), iar pentru func ionarea pe lichide, majoritatea (60%) au ciclul de func ionare de 21-40 zile. Totu i, în ambele cazuri, gaz ilichid, cca. 20 % din cuptoare au cicluri peste 80 zile. Dac în cazul cuptoarelor pe gaze se poate presupune folosirea aditivilor pentru reducerea cocs rii, în cazul majorit ii instala iilor pe lichide se poate trage concluzia c nu se ia nici o m surpentru controlul, reducerea sau eliminarea cocs rii. Extinderea lungimii ciclurilor de func ionare a cuptoarelor ca i cre terea indicilor de func ionare a instala iilorsunt stimulente economice reale. Reac iile de suprafa sunt responsabile pentru 5-10% pierderi din profit în piroliz .
Cocsarea se coreleaz cu materiile prime, temperatura i dilu ia cu abur. Tuburile din zona de radia ie se acoper gradat cu un strat interior de cocs, ceea ce duce la cre terea temperaturii metalului tubului (TMT) ca i la cre terea c derii depresiune de-a lungul serpentinei. Cocsul trebuie îndep rtat printr-o opera ie off-line, când TMT i/sau c derea de presiune ajung la maximele admisibile, iar randamentul în etilen scade.
La prima vedere, sunt dou mecanisme care produc cocsarea: -cocsarea catalitic -cocsarea asimptotic
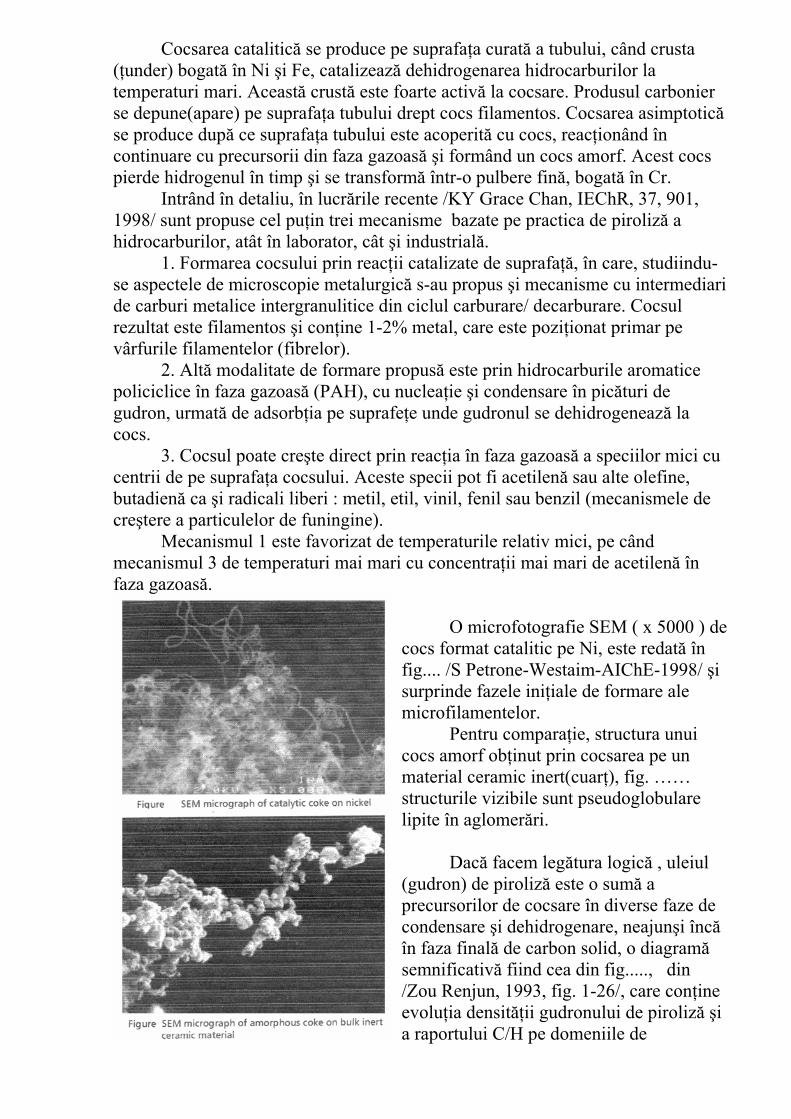
Cocsarea catalitic se produce pe suprafa a curat a tubului, când crusta ( under) bogat în Ni i Fe, catalizeaz dehidrogenarea hidrocarburilor la temperaturi mari. Aceast crust este foarte activ la cocsare. Produsul carbonier se depune(apare) pe suprafa a tubului drept cocs filamentos. Cocsarea asimptoticse produce dup ce suprafa a tubului este acoperit cu cocs, reac ionând în continuare cu precursorii din faza gazoas i formând un cocs amorf. Acest cocs pierde hidrogenul în timp i se transform într-o pulbere fin , bogat în Cr.
Intrând în detaliu, în lucr rile recente /KY Grace Chan, IEChR, 37, 901, 1998/ sunt propuse cel pu in trei mecanisme bazate pe practica de piroliz a hidrocarburilor, atât în laborator, cât i industrial .
1. Formarea cocsului prin reac ii catalizate de suprafa , în care, studiindu-se aspectele de microscopie metalurgic s-au propus i mecanisme cu intermediari de carburi metalice intergranulitice din ciclul carburare/ decarburare. Cocsulrezultat este filamentos i con ine 1-2% metal, care este pozi ionat primar pe vârfurile filamentelor (fibrelor). 2. Alt modalitate de formare propus este prin hidrocarburile aromatice policiclice în faza gazoas (PAH), cu nuclea ie i condensare în pic turi de gudron, urmat de adsorb ia pe suprafe e unde gudronul se dehidrogeneaz la cocs.
3. Cocsul poate cre te direct prin reac ia în faza gazoas a speciilor mici cu centrii de pe suprafa a cocsului. Aceste specii pot fi acetilen sau alte olefine, butadien ca i radicali liberi : metil, etil, vinil, fenil sau benzil (mecanismele de cre tere a particulelor de funingine).
Mecanismul 1 este favorizat de temperaturile relativ mici, pe când mecanismul 3 de temperaturi mai mari cu concentra ii mai mari de acetilen în faza gazoas .
O microfotografie SEM ( x 5000 ) de cocs format catalitic pe Ni, este redat în fig.... /S Petrone-Westaim-AIChE-1998/ isurprinde fazele ini iale de formare ale microfilamentelor. Pentru compara ie, structura unui cocs amorf ob inut prin cocsarea pe un material ceramic inert(cuar ), fig. …… structurile vizibile sunt pseudoglobulare lipite în aglomer ri.
Dac facem leg tura logic , uleiul (gudron) de piroliz este o sum a precursorilor de cocsare în diverse faze de condensare i dehidrogenare, neajun i încîn faza final de carbon solid, o diagramsemnificativ fiind cea din fig....., din /Zou Renjun, 1993, fig. 1-26/, care con ineevolu ia densit ii gudronului de piroliz ia raportului C/H pe domeniile de
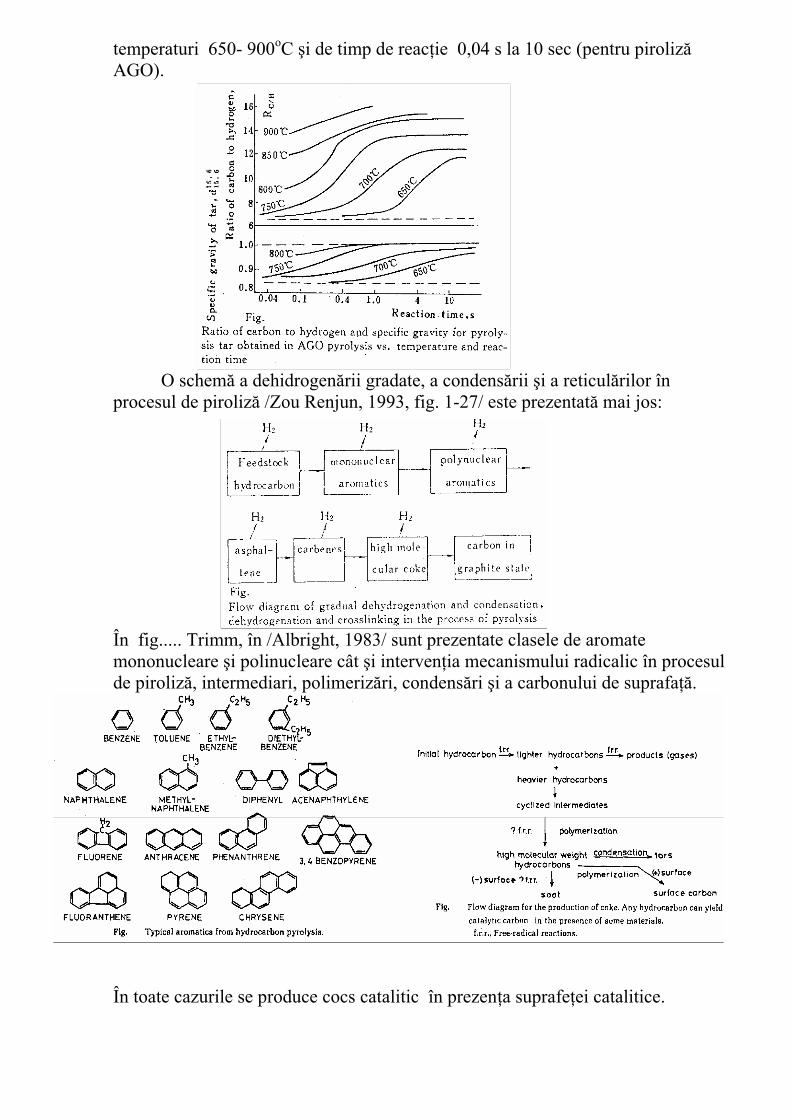
temperaturi 650- 900oC i de timp de reac ie 0,04 s la 10 sec (pentru pirolizAGO).
O schem a dehidrogen rii gradate, a condens rii i a reticul rilor în procesul de piroliz /Zou Renjun, 1993, fig. 1-27/ este prezentat mai jos:
În fig..... Trimm, în /Albright, 1983/ sunt prezentate clasele de aromatemononucleare i polinucleare cât i interven ia mecanismului radicalic în procesul de piroliz , intermediari, polimeriz ri, condens ri i a carbonului de suprafa .
În toate cazurile se produce cocs catalitic în prezen a suprafe ei catalitice.
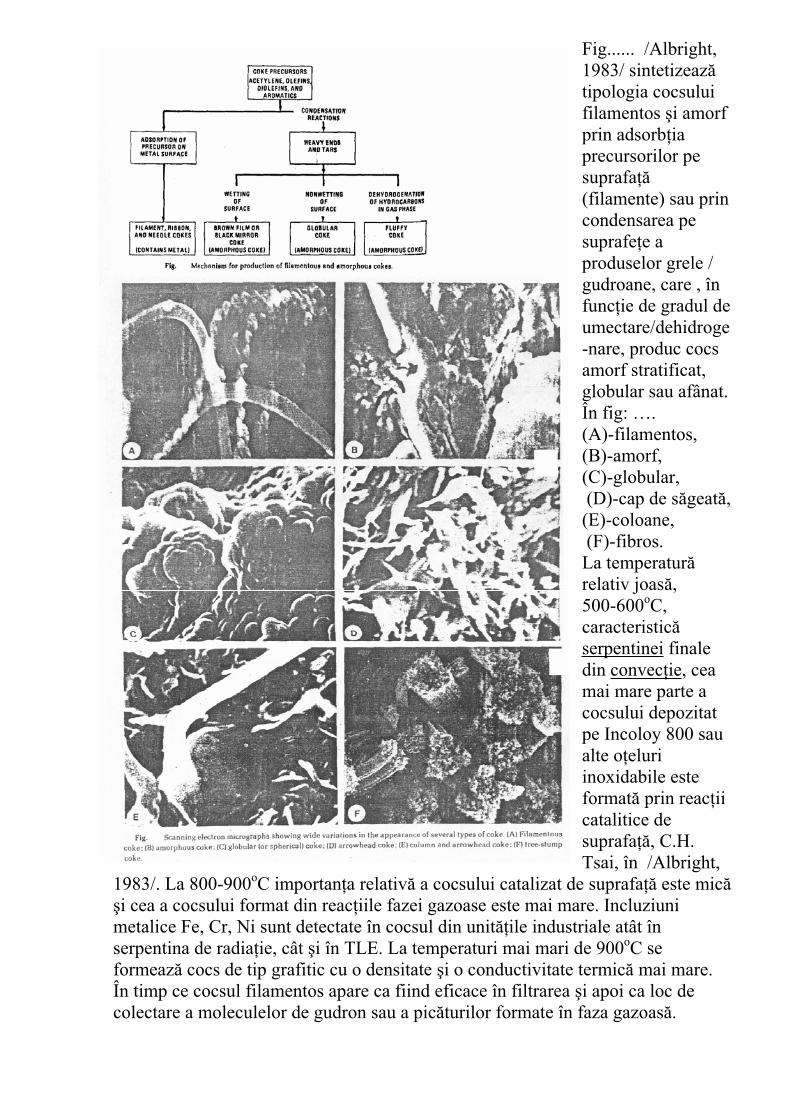
Fig...... /Albright, 1983/ sintetizeaztipologia cocsului filamentos i amorfprin adsorb iaprecursorilor pe suprafa(filamente) sau prin condensarea pe suprafe e a produselor grele / gudroane, care , în func ie de gradul de umectare/dehidroge-nare, produc cocs amorf stratificat, globular sau afânat. În fig: …. (A)-filamentos,(B)-amorf,(C)-globular, (D)-cap de s geat ,(E)-coloane, (F)-fibros. La temperaturrelativ joas ,500-600oC,caracteristicserpentinei finale din convec ie, cea mai mare parte a cocsului depozitat pe Incoloy 800 sau alte o eluriinoxidabile este format prin reac iicatalitice desuprafa , C.H.Tsai, în /Albright,
1983/. La 800-900oC importan a relativ a cocsului catalizat de suprafa este mici cea a cocsului format din reac iile fazei gazoase este mai mare. Incluziuni
metalice Fe, Cr, Ni sunt detectate în cocsul din unit ile industriale atât în serpentina de radia ie, cât i în TLE. La temperaturi mai mari de 900oC se formeaz cocs de tip grafitic cu o densitate i o conductivitate termic mai mare. În timp ce cocsul filamentos apare ca fiind eficace în filtrarea i apoi ca loc de colectare a moleculelor de gudron sau a pic turilor formate în faza gazoas .
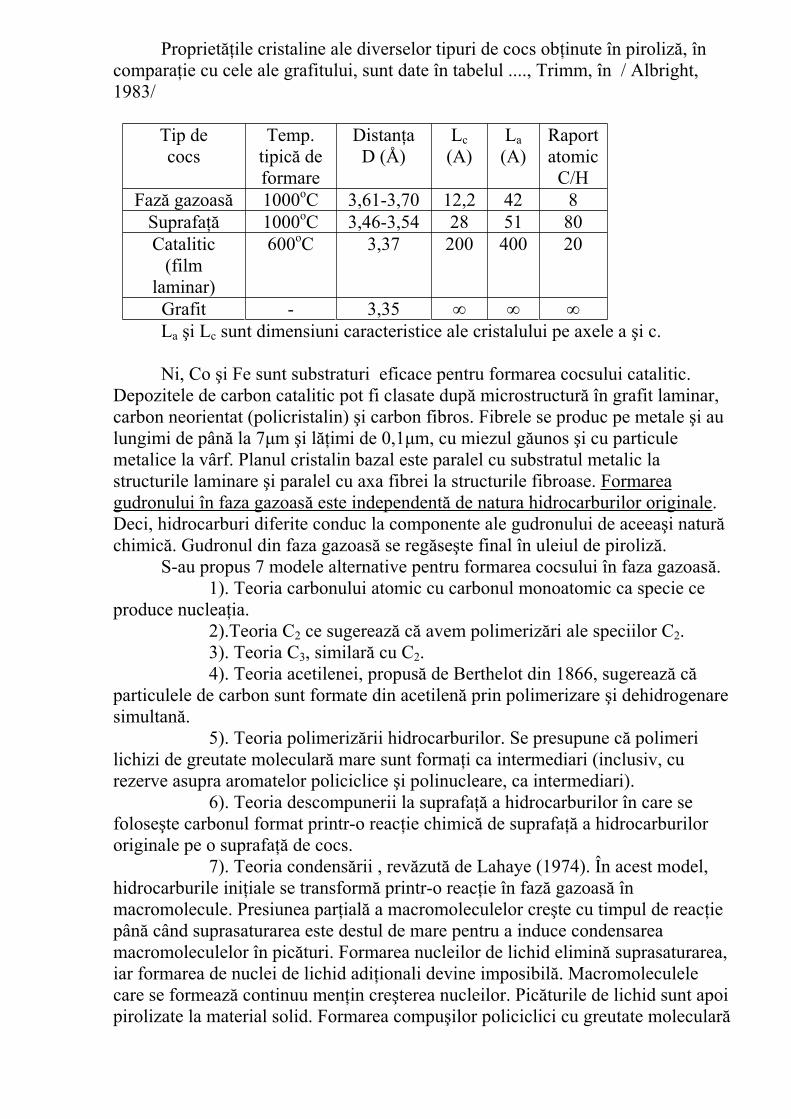
Propriet ile cristaline ale diverselor tipuri de cocs ob inute în piroliz , în compara ie cu cele ale grafitului, sunt date în tabelul ...., Trimm, în / Albright, 1983/
Tip decocs
Temp. tipic deformare
Distan aD (Å)
Lc
(A)La
(A)Raportatomic
C/HFaz gazoas 1000oC 3,61-3,70 12,2 42 8
Suprafa 1000oC 3,46-3,54 28 51 80Catalitic
(film laminar)
600oC 3,37 200 400 20
Grafit - 3,35 La i Lc sunt dimensiuni caracteristice ale cristalului pe axele a i c.
Ni, Co i Fe sunt substraturi eficace pentru formarea cocsului catalitic. Depozitele de carbon catalitic pot fi clasate dup microstructur în grafit laminar, carbon neorientat (policristalin) i carbon fibros. Fibrele se produc pe metale i au lungimi de pân la 7µm i l imi de 0,1µm, cu miezul g unos i cu particule metalice la vârf. Planul cristalin bazal este paralel cu substratul metalic la structurile laminare i paralel cu axa fibrei la structurile fibroase. Formarea gudronului în faza gazoas este independent de natura hidrocarburilor originale.Deci, hidrocarburi diferite conduc la componente ale gudronului de aceea i naturchimic . Gudronul din faza gazoas se reg se te final în uleiul de piroliz . S-au propus 7 modele alternative pentru formarea cocsului în faza gazoas . 1). Teoria carbonului atomic cu carbonul monoatomic ca specie ce produce nuclea ia. 2).Teoria C2 ce sugereaz c avem polimeriz ri ale speciilor C2. 3). Teoria C3, similar cu C2. 4). Teoria acetilenei, propus de Berthelot din 1866, sugereaz cparticulele de carbon sunt formate din acetilen prin polimerizare i dehidrogenare simultan . 5). Teoria polimeriz rii hidrocarburilor. Se presupune c polimeri lichizi de greutate molecular mare sunt forma i ca intermediari (inclusiv, cu rezerve asupra aromatelor policiclice i polinucleare, ca intermediari). 6). Teoria descompunerii la suprafa a hidrocarburilor în care se folose te carbonul format printr-o reac ie chimic de suprafa a hidrocarburilor originale pe o suprafa de cocs. 7). Teoria condens rii , rev zut de Lahaye (1974). În acest model, hidrocarburile ini iale se transform printr-o reac ie în faz gazoas în macromolecule. Presiunea par ial a macromoleculelor cre te cu timpul de reac iepân când suprasaturarea este destul de mare pentru a induce condensarea macromoleculelor în pic turi. Formarea nucleilor de lichid elimin suprasaturarea, iar formarea de nuclei de lichid adi ionali devine imposibil . Macromoleculele care se formeaz continuu men in cre terea nucleilor. Pic turile de lichid sunt apoi pirolizate la material solid. Formarea compu ilor policiclici cu greutate molecular
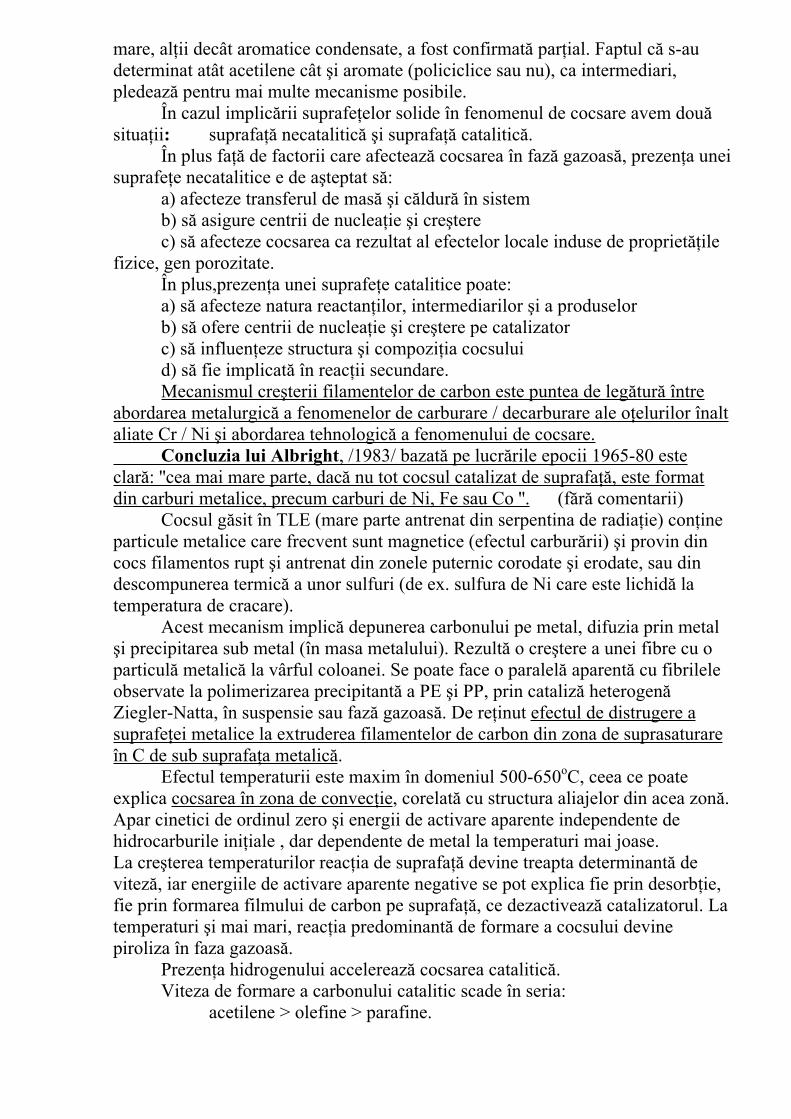
mare, al ii decât aromatice condensate, a fost confirmat par ial. Faptul c s-au determinat atât acetilene cât i aromate (policiclice sau nu), ca intermediari, pledeaz pentru mai multe mecanisme posibile. În cazul implic rii suprafe elor solide în fenomenul de cocsare avem dousitua ii: suprafa necatalitic i suprafa catalitic . În plus fa de factorii care afecteaz cocsarea în faz gazoas , prezen a unei suprafe e necatalitice e de a teptat s : a) afecteze transferul de mas i c ldur în sistem b) s asigure centrii de nuclea ie i cre tere c) s afecteze cocsarea ca rezultat al efectelor locale induse de propriet ilefizice, gen porozitate. În plus,prezen a unei suprafe e catalitice poate: a) s afecteze natura reactan ilor, intermediarilor i a produselor b) s ofere centrii de nuclea ie i cre tere pe catalizator c) s influen eze structura i compozi ia cocsului d) s fie implicat în reac ii secundare.
Mecanismul cre terii filamentelor de carbon este puntea de leg tur între abordarea metalurgic a fenomenelor de carburare / decarburare ale o elurilor înalt aliate Cr / Ni i abordarea tehnologic a fenomenului de cocsare.
Concluzia lui Albright, /1983/ bazat pe lucr rile epocii 1965-80 este clar : ''cea mai mare parte, dac nu tot cocsul catalizat de suprafa , este format din carburi metalice, precum carburi de Ni, Fe sau Co ''. (f r comentarii) Cocsul g sit în TLE (mare parte antrenat din serpentina de radia ie) con ineparticule metalice care frecvent sunt magnetice (efectul carbur rii) i provin din cocs filamentos rupt i antrenat din zonele puternic corodate i erodate, sau din descompunerea termic a unor sulfuri (de ex. sulfura de Ni care este lichid la temperatura de cracare). Acest mecanism implic depunerea carbonului pe metal, difuzia prin metal i precipitarea sub metal (în masa metalului). Rezult o cre tere a unei fibre cu o
particul metalic la vârful coloanei. Se poate face o paralel aparent cu fibrilele observate la polimerizarea precipitant a PE i PP, prin cataliz heterogenZiegler-Natta, în suspensie sau faz gazoas . De re inut efectul de distrugere a suprafe ei metalice la extruderea filamentelor de carbon din zona de suprasaturare în C de sub suprafa a metalic . Efectul temperaturii este maxim în domeniul 500-650oC, ceea ce poate explica cocsarea în zona de convec ie, corelat cu structura aliajelor din acea zon .Apar cinetici de ordinul zero i energii de activare aparente independente de hidrocarburile ini iale , dar dependente de metal la temperaturi mai joase. La cre terea temperaturilor reac ia de suprafa devine treapta determinant de vitez , iar energiile de activare aparente negative se pot explica fie prin desorb ie,fie prin formarea filmului de carbon pe suprafa , ce dezactiveaz catalizatorul. La temperaturi i mai mari, reac ia predominant de formare a cocsului devine piroliza în faza gazoas . Prezen a hidrogenului accelereaz cocsarea catalitic . Viteza de formare a carbonului catalitic scade în seria: acetilene > olefine > parafine.
Speciile adsorbite pe suprafa a metalic continu reac ia producând atomi sau grupuri de atomi de carbon care, fie se dizolv în metal, fie migreaz la centrii de nuclea ie / cre tere. Când carbonul se dizolv în metal, el migreaz la grani elegranulitelor i, fie difuzeaz în interior în zona de carburare, ce poate atinge pânla 5-8 % C, fie precipit (afar ) for ând separarea de particule de Ni pe vârful coloanei cresc toare de carbon. Ambele fenomene/sensuri sunt influen ate de temperatur , atât carburarea cât i cocsarea catalitic , determinante de vitez fiind fie difuzia C prin Ni , fie la temperaturi mai mari, reac ia de suprafa care devine predominant în controlul vitezei totale . Gradientul de temperatur poate asista cre terea cocsului. Dizolvarea i reprecipitarea carbonului în metale poate fi responsabil de formarea grafitului laminar catalizat de metale. Este evident c un rol al suprafe ei este de a colecta depozitele de cocs. Posibilit ile includ:
- condensarea materialelor tip gudroane - colectarea carbonilor din faza gazoas - concentrarea gudroanelor i a carbonilor într-un mediu unde pot avea loc reac ii în continuare, ca de exemplu, dehidrogenare, ordonare, etc. Oricare din procesele precedente conduc la depozitarea cocsului pe o suprafa , la încapsularea suprafe ei i ca rezultat, la schimbarea propriet ilorsuprafe ei originale la aceea a unei suprafe e de carbon. Cocsul format dupradia ie este afectat de materialul reactorului deoarece acesta afecteaz cantitatea i natura intermediarilor ce formeaz cocsul în faz gazoas .
Formarea carbonului catalitic, poate fi redus prin încapsulare, îns dacfaza gazoas con ine H2 sau ap (abur), carbonul încapsulat poate fi îndep rtat iviteza de formare a cocsului poate cre te. Chimia suprafe ei , prin rugozitate i orientarea cristalitelor, adic prin structura suprafe ei, controleaz : - viteza de produc ie a intermediarilor carbonieri - viteza de dizolvare a carbonului - viteza de migrare pe suprafa i de încapsulare De aici o întrebare concept: Dac este posibil ca s se ob in un aranjament de centri activi, astfel ca s se produc o reac ie dorit (de exemplu, reformare cu abur), de ce acest lucru nu este posibil pentru o reac ie nedorit(formarea cocsului) ? R spunsul este pozitiv. Prin reglarea fin a cantit ii de sulf ad ugat la fluxul de alimentare (respectiv a cantit ii de sulf adsorbite pe o suprafa de nichel), s-a ob inut o reformare cu abur f r formare de carbon. Carbonul catalitic are o importan relativ ce depinde de dizolvare în, migrare prin, i precipitare din metal. De exemplu, un o el HK40 (24,5 %Cr, 20,5%Ni, 1,8%Mn, 52,5%Fe) folosit într-o serpentin de piroliz a fost, înainte de folosire, fie preoxidat, fie preredus. Analizele cu spectroscopie Auger a suprafe ei au ar tat: - suprafa a preoxidat - are o compozi ie similar cu masa, - suprafa a preredus , con inea numai Cr i Mn, iar Ni i Fe sub 0,3%. Efectul suprafe ei, evident, va fi diferit, iar al compozi iei în mas va fi acela i. De aici, inhibitorii care afecteaz treptele enun ate anterior, vor limita
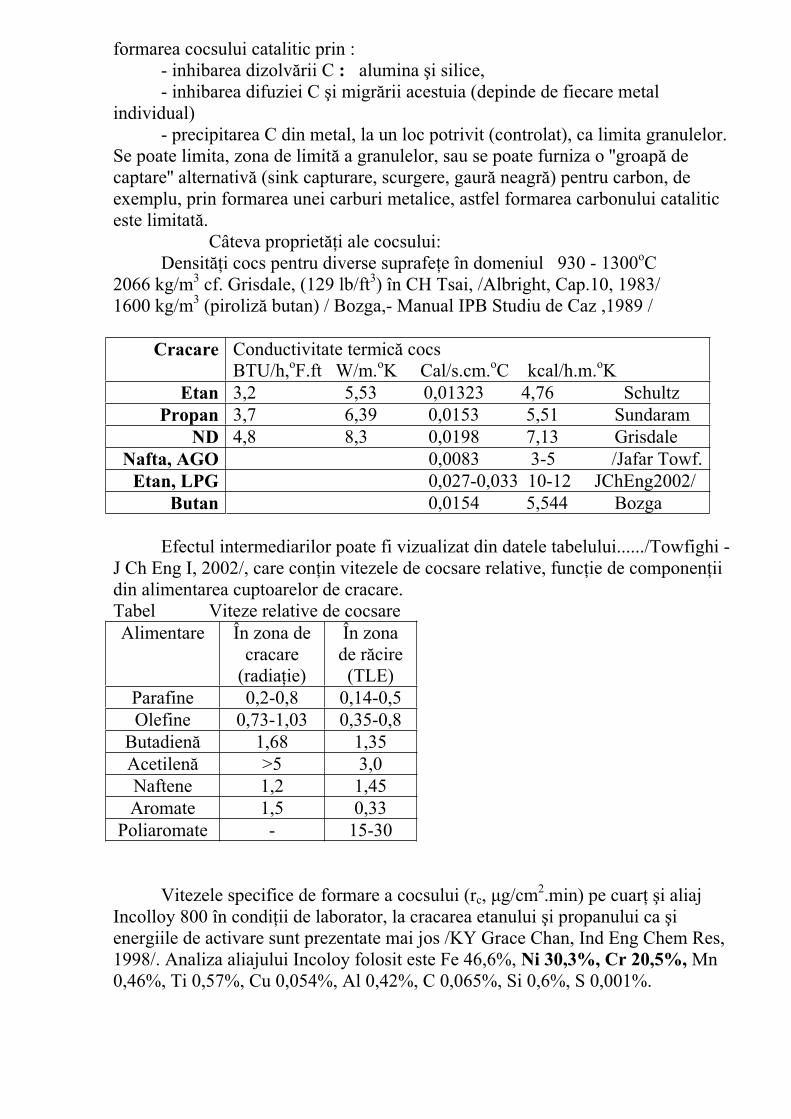
formarea cocsului catalitic prin : - inhibarea dizolv rii C : alumina i silice, - inhibarea difuziei C i migr rii acestuia (depinde de fiecare metal individual) - precipitarea C din metal, la un loc potrivit (controlat), ca limita granulelor. Se poate limita, zona de limit a granulelor, sau se poate furniza o ''groap de captare'' alternativ (sink capturare, scurgere, gaur neagr ) pentru carbon, de exemplu, prin formarea unei carburi metalice, astfel formarea carbonului catalitic este limitat . Câteva propriet i ale cocsului: Densit i cocs pentru diverse suprafe e în domeniul 930 - 1300oC2066 kg/m3 cf. Grisdale, (129 lb/ft3) în CH Tsai, /Albright, Cap.10, 1983/1600 kg/m3 (piroliz butan) / Bozga,- Manual IPB Studiu de Caz ,1989 /
Cracare Conductivitate termic cocs BTU/h,oF.ft W/m.oK Cal/s.cm.oC kcal/h.m.oK
Etan 3,2 5,53 0,01323 4,76 Schultz Propan 3,7 6,39 0,0153 5,51 Sundaram
ND 4,8 8,3 0,0198 7,13 Grisdale Nafta, AGO 0,0083 3-5 /Jafar Towf.
Etan, LPG 0,027-0,033 10-12 JChEng2002/ Butan 0,0154 5,544 Bozga
Efectul intermediarilor poate fi vizualizat din datele tabelului....../Towfighi -J Ch Eng I, 2002/, care con in vitezele de cocsare relative, func ie de componen iidin alimentarea cuptoarelor de cracare. Tabel Viteze relative de cocsare Alimentare În zona de
cracare(radia ie)
În zona de r cire(TLE)
Parafine 0,2-0,8 0,14-0,5Olefine 0,73-1,03 0,35-0,8
Butadien 1,68 1,35Acetilen >5 3,0Naftene 1,2 1,45Aromate 1,5 0,33
Poliaromate - 15-30
Vitezele specifice de formare a cocsului (rc, µg/cm2.min) pe cuar i aliaj Incolloy 800 în condi ii de laborator, la cracarea etanului i propanului ca ienergiile de activare sunt prezentate mai jos /KY Grace Chan, Ind Eng Chem Res, 1998/. Analiza aliajului Incoloy folosit este Fe 46,6%, Ni 30,3%, Cr 20,5%, Mn 0,46%, Ti 0,57%, Cu 0,054%, Al 0,42%, C 0,065%, Si 0,6%, S 0,001%.
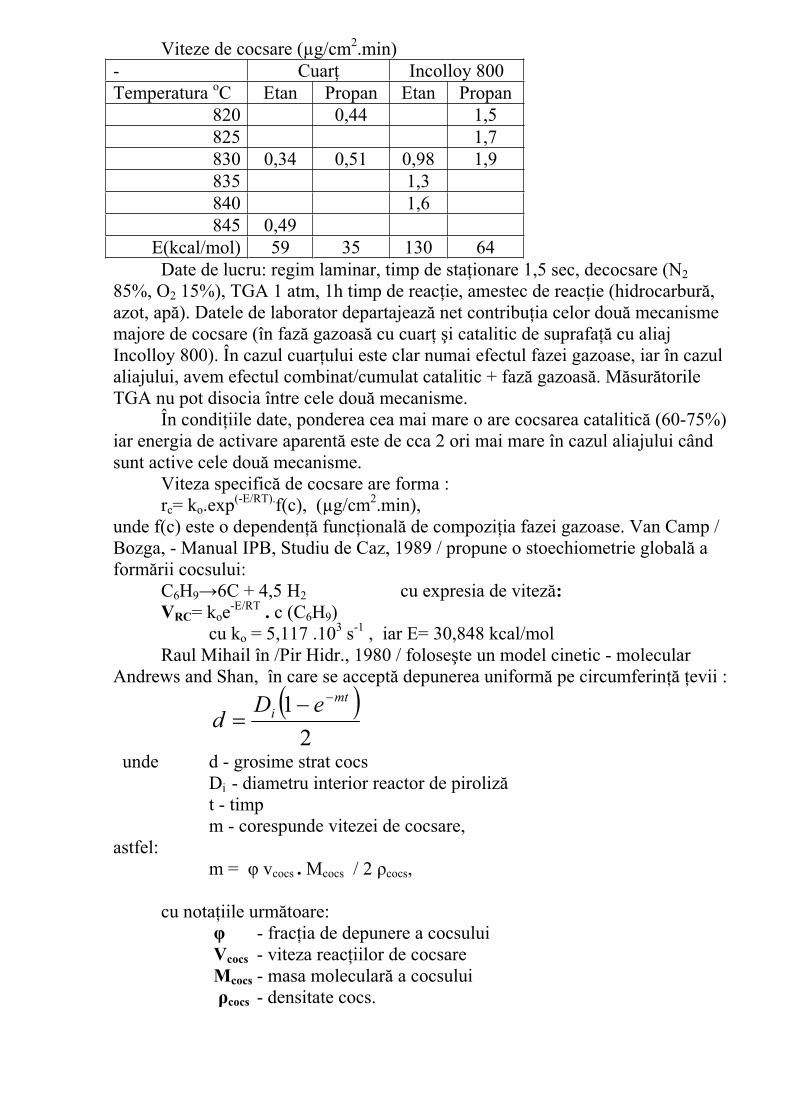
Viteze de cocsare (µg/cm2.min)- Cuar Incolloy 800Temperatura oC Etan Propan Etan Propan
820 0,44 1,5825 1,7830 0,34 0,51 0,98 1,9835 1,3840 1,6845 0,49
E(kcal/mol) 59 35 130 64Date de lucru: regim laminar, timp de sta ionare 1,5 sec, decocsare (N2
85%, O2 15%), TGA 1 atm, 1h timp de reac ie, amestec de reac ie (hidrocarbur ,azot, ap ). Datele de laborator departajeaz net contribu ia celor dou mecanismemajore de cocsare (în faz gazoas cu cuar i catalitic de suprafa cu aliajIncolloy 800). În cazul cuar ului este clar numai efectul fazei gazoase, iar în cazul aliajului, avem efectul combinat/cumulat catalitic + faz gazoas . M sur torileTGA nu pot disocia între cele dou mecanisme. În condi iile date, ponderea cea mai mare o are cocsarea catalitic (60-75%) iar energia de activare aparent este de cca 2 ori mai mare în cazul aliajului când sunt active cele dou mecanisme. Viteza specific de cocsare are forma : rc= ko.exp(-E/RT).f(c), (µg/cm2.min),unde f(c) este o dependen func ional de compozi ia fazei gazoase. Van Camp / Bozga, - Manual IPB, Studiu de Caz, 1989 / propune o stoechiometrie global a form rii cocsului: C6H9 6C + 4,5 H2 cu expresia de vitez :
VRC= koe-E/RT
. c (C6H9) cu ko = 5,117 .103 s-1 , iar E= 30,848 kcal/mol
Raul Mihail în /Pir Hidr., 1980 / folose te un model cinetic - molecular Andrews and Shan, în care se accept depunerea uniform pe circumferin evii :
2
1 mt
i eDd
unde d - grosime strat cocs Di - diametru interior reactor de piroliz t - timp
m - corespunde vitezei de cocsare,astfel: m = vcocs . Mcocs / 2 cocs,
cu nota iile urm toare: - frac ia de depunere a cocsului
Vcocs - viteza reac iilor de cocsare Mcocs - masa molecular a cocsului
cocs - densitate cocs.
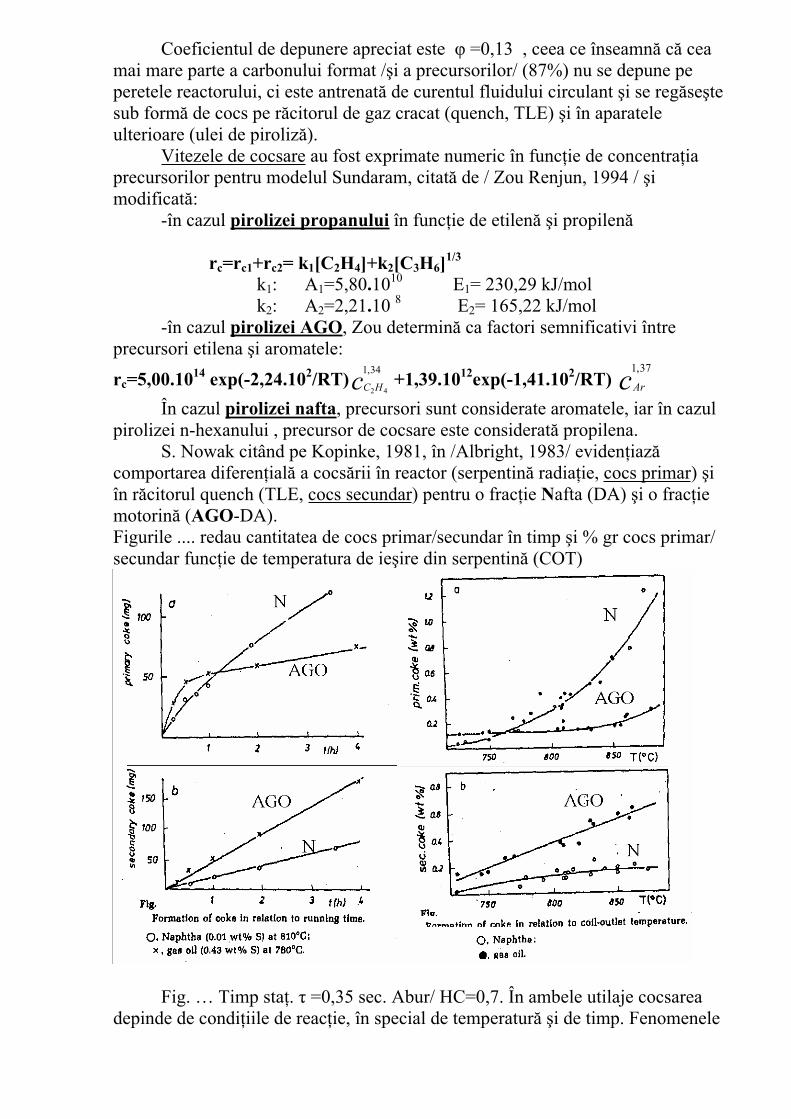
Coeficientul de depunere apreciat este =0,13 , ceea ce înseamn c cea mai mare parte a carbonului format / i a precursorilor/ (87%) nu se depune pe peretele reactorului, ci este antrenat de curentul fluidului circulant i se reg se tesub form de cocs pe r citorul de gaz cracat (quench, TLE) i în aparateleulterioare (ulei de piroliz ).
Vitezele de cocsare au fost exprimate numeric în func ie de concentra iaprecursorilor pentru modelul Sundaram, citat de / Zou Renjun, 1994 / imodificat : -în cazul pirolizei propanului în func ie de etilen i propilen
rc=rc1+rc2= k1[C2H4]+k2[C3H6]1/3
k1: A1=5,80.1010 E1= 230,29 kJ/mol k2: A2=2,21.10 8 E2= 165,22 kJ/mol -în cazul pirolizei AGO, Zou determin ca factori semnificativi între precursori etilena i aromatele:
rc=5,00.1014
exp(-2,24.102/RT)c HC
34,1
42+1,39.10
12exp(-1,41.10
2/RT) cAr
37,1
În cazul pirolizei nafta, precursori sunt considerate aromatele, iar în cazulpirolizei n-hexanului , precursor de cocsare este considerat propilena.
S. Nowak citând pe Kopinke, 1981, în /Albright, 1983/ eviden iazcomportarea diferen ial a cocs rii în reactor (serpentin radia ie, cocs primar) iîn r citorul quench (TLE, cocs secundar) pentru o frac ie Nafta (DA) i o frac iemotorin (AGO-DA).Figurile .... redau cantitatea de cocs primar/secundar în timp i % gr cocs primar/ secundar func ie de temperatura de ie ire din serpentin (COT)
Fig. … Timp sta . =0,35 sec. Abur/ HC=0,7. În ambele utilaje cocsareadepinde de condi iile de reac ie, în special de temperatur i de timp. Fenomenele
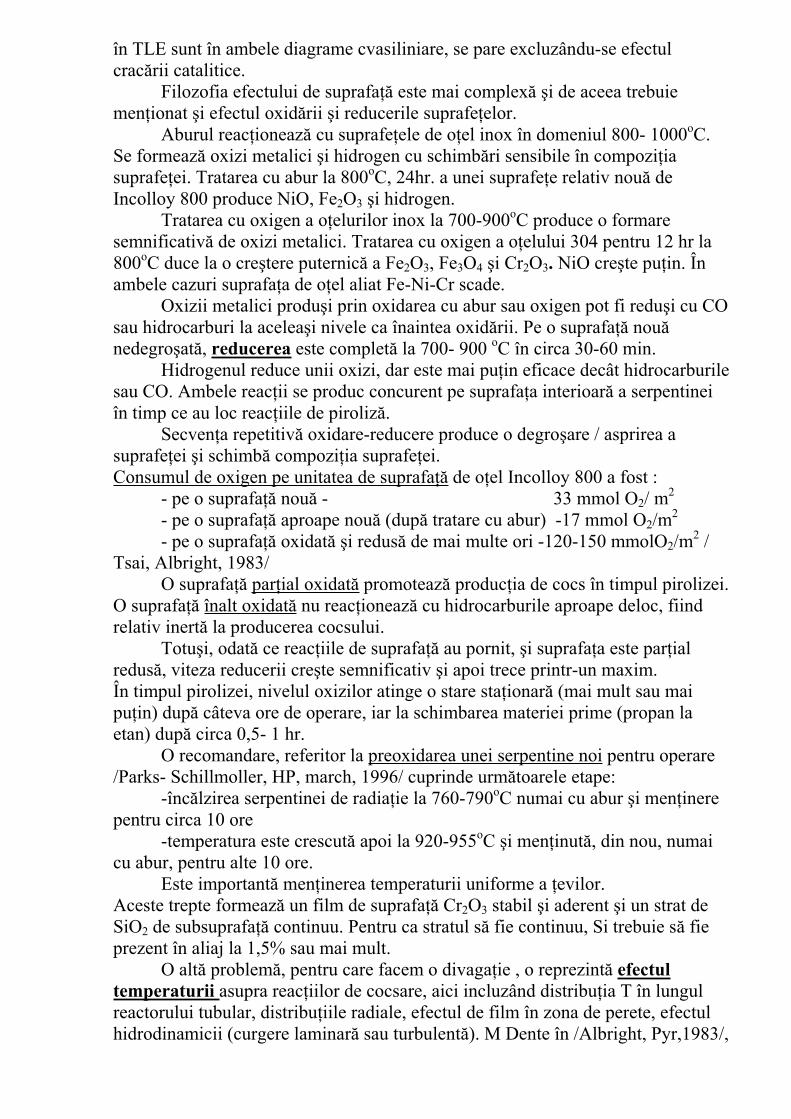
în TLE sunt în ambele diagrame cvasiliniare, se pare excluzându-se efectul crac rii catalitice. Filozofia efectului de suprafa este mai complex i de aceea trebuie men ionat i efectul oxid rii i reducerile suprafe elor. Aburul reac ioneaz cu suprafe ele de o el inox în domeniul 800- 1000oC.Se formeaz oxizi metalici i hidrogen cu schimb ri sensibile în compozi iasuprafe ei. Tratarea cu abur la 800oC, 24hr. a unei suprafe e relativ nou de Incolloy 800 produce NiO, Fe2O3 i hidrogen. Tratarea cu oxigen a o elurilor inox la 700-900oC produce o formare semnificativ de oxizi metalici. Tratarea cu oxigen a o elului 304 pentru 12 hr la 800oC duce la o cre tere puternic a Fe2O3, Fe3O4 i Cr2O3. NiO cre te pu in. În ambele cazuri suprafa a de o el aliat Fe-Ni-Cr scade. Oxizii metalici produ i prin oxidarea cu abur sau oxigen pot fi redu i cu CO sau hidrocarburi la acelea i nivele ca înaintea oxid rii. Pe o suprafa nounedegro at , reducerea este complet la 700- 900 oC în circa 30-60 min. Hidrogenul reduce unii oxizi, dar este mai pu in eficace decât hidrocarburile sau CO. Ambele reac ii se produc concurent pe suprafa a interioar a serpentinei în timp ce au loc reac iile de piroliz . Secven a repetitiv oxidare-reducere produce o degro are / asprirea a suprafe ei i schimb compozi ia suprafe ei.Consumul de oxigen pe unitatea de suprafa de o el Incolloy 800 a fost : - pe o suprafa nou - 33 mmol O2/ m
2
- pe o suprafa aproape nou (dup tratare cu abur) -17 mmol O2/m2
- pe o suprafa oxidat i redus de mai multe ori -120-150 mmolO2/m2 /
Tsai, Albright, 1983/ O suprafa par ial oxidat promoteaz produc ia de cocs în timpul pirolizei. O suprafa înalt oxidat nu reac ioneaz cu hidrocarburile aproape deloc, fiind relativ inert la producerea cocsului. Totu i, odat ce reac iile de suprafa au pornit, i suprafa a este par ialredus , viteza reducerii cre te semnificativ i apoi trece printr-un maxim. În timpul pirolizei, nivelul oxizilor atinge o stare sta ionar (mai mult sau mai pu in) dup câteva ore de operare, iar la schimbarea materiei prime (propan la etan) dup circa 0,5- 1 hr. O recomandare, referitor la preoxidarea unei serpentine noi pentru operare /Parks- Schillmoller, HP, march, 1996/ cuprinde urm toarele etape: -înc lzirea serpentinei de radia ie la 760-790oC numai cu abur i men inerepentru circa 10 ore -temperatura este crescut apoi la 920-955oC i men inut , din nou, numai cu abur, pentru alte 10 ore. Este important men inerea temperaturii uniforme a evilor.Aceste trepte formeaz un film de suprafa Cr2O3 stabil i aderent i un strat de SiO2 de subsuprafa continuu. Pentru ca stratul s fie continuu, Si trebuie s fie prezent în aliaj la 1,5% sau mai mult. O alt problem , pentru care facem o divaga ie , o reprezint efectul
temperaturii asupra reac iilor de cocsare, aici incluzând distribu ia T în lungul reactorului tubular, distribu iile radiale, efectul de film în zona de perete, efectul hidrodinamicii (curgere laminar sau turbulent ). M Dente în /Albright, Pyr,1983/,
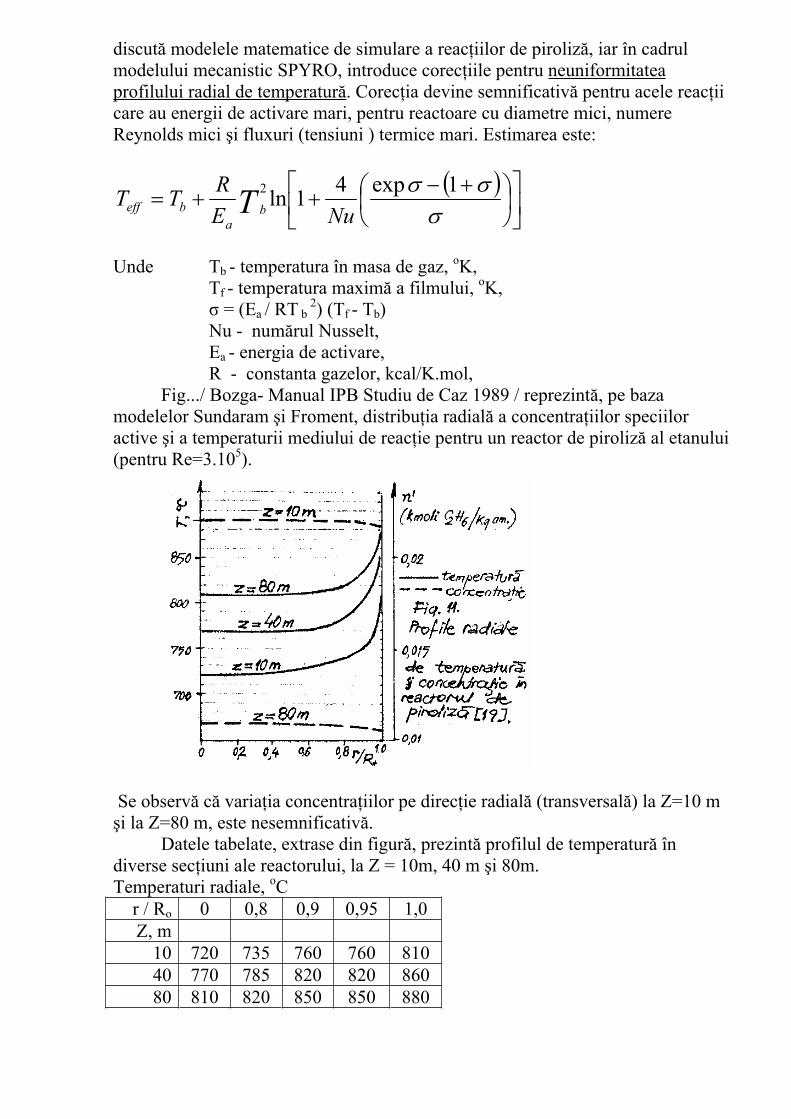
discut modelele matematice de simulare a reac iilor de piroliz , iar în cadrul modelului mecanistic SPYRO, introduce corec iile pentru neuniformitateaprofilului radial de temperatur . Corec ia devine semnificativ pentru acele reac iicare au energii de activare mari, pentru reactoare cu diametre mici, numereReynolds mici i fluxuri (tensiuni ) termice mari. Estimarea este:
1exp41ln
2
NuE
RTT T b
a
beff
Unde Tb - temperatura în masa de gaz, oK, Tf - temperatura maxim a filmului, oK,
= (Ea / RT b 2) (Tf - Tb)
Nu - num rul Nusselt, Ea - energia de activare,
R - constanta gazelor, kcal/K.mol,Fig.../ Bozga- Manual IPB Studiu de Caz 1989 / reprezint , pe baza
modelelor Sundaram i Froment, distribu ia radial a concentra iilor speciilor active i a temperaturii mediului de reac ie pentru un reactor de piroliz al etanului (pentru Re=3.105).
Se observ c varia ia concentra iilor pe direc ie radial (transversal ) la Z=10 m i la Z=80 m, este nesemnificativ .
Datele tabelate, extrase din figur , prezint profilul de temperatur în diverse sec iuni ale reactorului, la Z = 10m, 40 m i 80m.Temperaturi radiale, oC
r / Ro 0 0,8 0,9 0,95 1,0Z, m
10 720 735 760 760 81040 770 785 820 820 86080 810 820 850 850 880

Temperatura variaz cu 20-30oC pe o zon ce reprezint 90 % din raz ,diferen a crescând pân la 90-100oC la peretele evii. Stratul limit (film) datoritregimului de temperatur mai înalt va ac iona mai degrab ca o zon surs de precursori de cocsare decât ca o barier (control prin transferul de mas ). Acesta, îns , este numai efectul de film hidrodinamic, nu s-a luat în considera ie efectul stratului de cocs, considerat zero. M cri face o apreciere disociativ /Pir hidr., 1980/: ''dac la cuptoarele cu timp de edere de peste 0,5 sec durata de func ionare între dou decocs ri estelimitat de cre terea c derii de presiune, la cuptoarele cu timp de edere sub 0,3sec temperatura maxim admisibil a peretelui evii devine criteriul determinant,datorit înc rc rii termice ridicate.''În cazul de fa , suntem între cele dou valori temporare, cu circa 0,4 secunde. Temperatura peretelui evii este:
fr
p tA
qH
KL
GDt
14Unde, tp - temperatura perete eav , oC tf - temperatura fluid, oC
G - viteza de mas , kg/m2.sK - coef. total de transfer de c ldur , kcal/m2.h.oCD - diametrul evii, mL - lungimea serpentinei, m
H- varia ia entalpiei fluidului, kcal/Kg qr - c ldura de reac ie, kcal/kg
A - raport abur/materie prim , kg/kg K se deduce din:
c
i
rS
K
11
Unde i - coeficient interior de schimb tor de c ldur , kcal/m2.h.oCS - grosime perete eav , m - conductibilitate termic material eav
rc - rezisten a termic datorit cocsului (kcal/m2.h.oC)-1
4,08,0
f
pf
i
cDG
Dc
unde f - conductibilitatea termic a fluidului, kcal/m.h.oCµ - vâscozitate fluid, kg/h.m
cp - c ldur specific , kcal/kg,oC c constant
Sarcina termic (înc rcarea termic ) F
F=K (tp-tf)
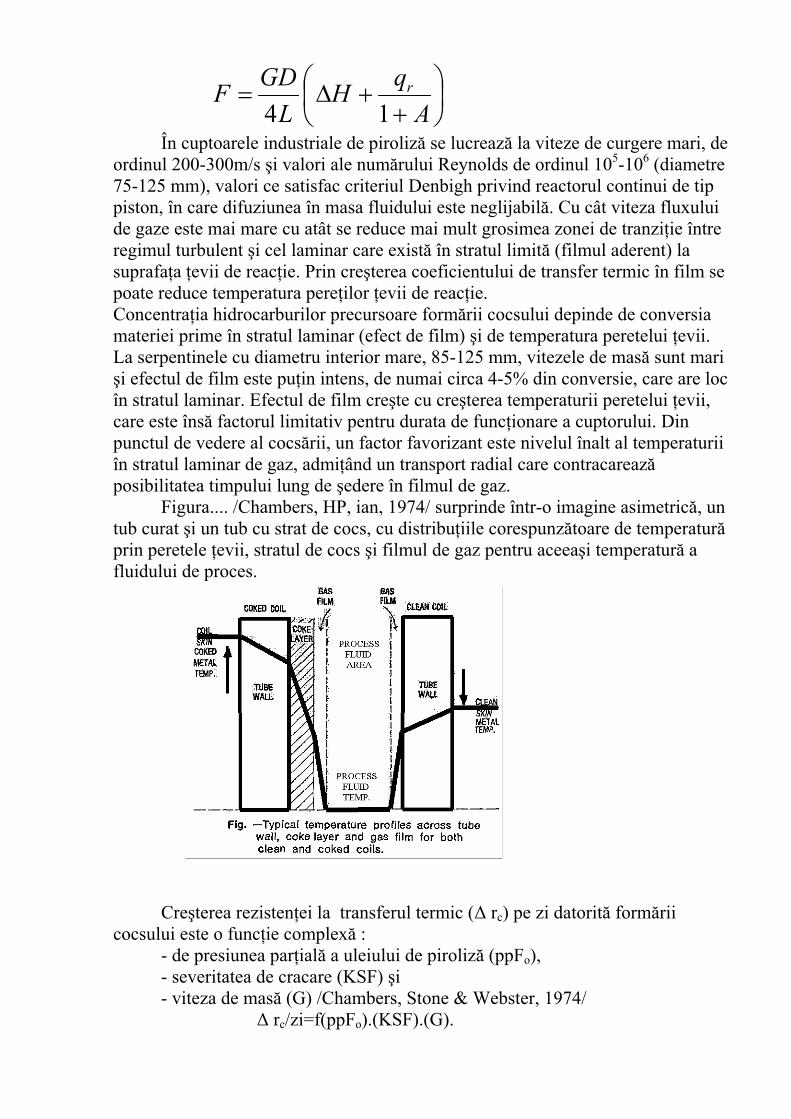
A
qH
L
GDF r
14În cuptoarele industriale de piroliz se lucreaz la viteze de curgere mari, de
ordinul 200-300m/s i valori ale num rului Reynolds de ordinul 105-106 (diametre75-125 mm), valori ce satisfac criteriul Denbigh privind reactorul continui de tip piston, în care difuziunea în masa fluidului este neglijabil . Cu cât viteza fluxului de gaze este mai mare cu atât se reduce mai mult grosimea zonei de tranzi ie între regimul turbulent i cel laminar care exist în stratul limit (filmul aderent) la suprafa a evii de reac ie. Prin cre terea coeficientului de transfer termic în film se poate reduce temperatura pere ilor evii de reac ie.Concentra ia hidrocarburilor precursoare form rii cocsului depinde de conversia materiei prime în stratul laminar (efect de film) i de temperatura peretelui evii.La serpentinele cu diametru interior mare, 85-125 mm, vitezele de mas sunt marii efectul de film este pu in intens, de numai circa 4-5% din conversie, care are loc
în stratul laminar. Efectul de film cre te cu cre terea temperaturii peretelui evii,care este îns factorul limitativ pentru durata de func ionare a cuptorului. Din punctul de vedere al cocs rii, un factor favorizant este nivelul înalt al temperaturii în stratul laminar de gaz, admi ând un transport radial care contracareazposibilitatea timpului lung de edere în filmul de gaz.
Figura.... /Chambers, HP, ian, 1974/ surprinde într-o imagine asimetric , untub curat i un tub cu strat de cocs, cu distribu iile corespunz toare de temperaturprin peretele evii, stratul de cocs i filmul de gaz pentru aceea i temperatur a fluidului de proces.
Cre terea rezisten ei la transferul termic ( rc) pe zi datorit form riicocsului este o func ie complex :
- de presiunea par ial a uleiului de piroliz (ppFo),- severitatea de cracare (KSF) i- viteza de mas (G) /Chambers, Stone & Webster, 1974/
rc/zi=f(ppFo).(KSF).(G).
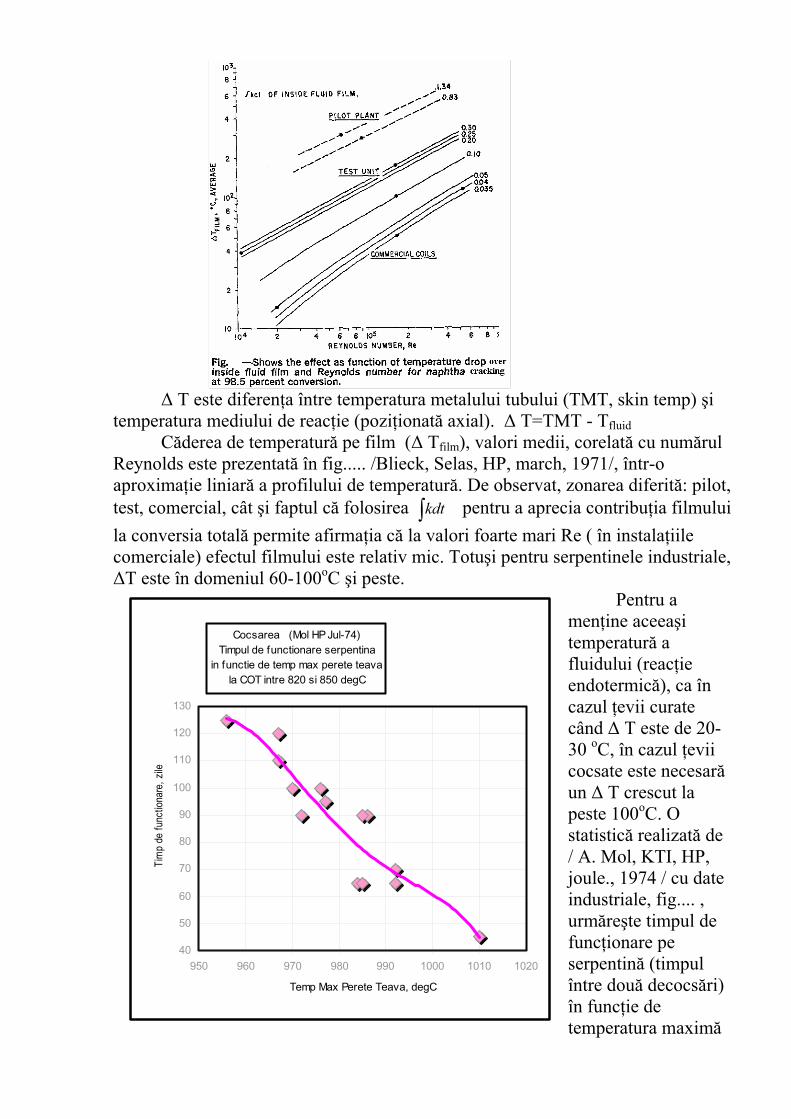
T este diferen a între temperatura metalului tubului (TMT, skin temp) itemperatura mediului de reac ie (pozi ionat axial). T=TMT - Tfluid
C derea de temperatur pe film ( Tfilm), valori medii, corelat cu num rulReynolds este prezentat în fig..... /Blieck, Selas, HP, march, 1971/, într-o aproxima ie liniar a profilului de temperatur . De observat, zonarea diferit : pilot, test, comercial, cât i faptul c folosirea kdt pentru a aprecia contribu ia filmului
la conversia total permite afirma ia c la valori foarte mari Re ( în instala iilecomerciale) efectul filmului este relativ mic. Totu i pentru serpentinele industriale,
T este în domeniul 60-100oC i peste. Pentru amen ine aceea itemperatur a fluidului (reac ieendotermic ), ca în cazul evii curate când T este de 20-30 oC, în cazul eviicocsate este necesarun T crescut la peste 100oC. O statistic realizat de / A. Mol, KTI, HP, joule., 1974 / cu date industriale, fig.... , urm re te timpul de func ionare pe serpentin (timpulîntre dou decocs ri)în func ie de temperatura maxim
Cocsarea (Mol HP Jul-74)
Timpul de functionare serpentina
in functie de temp max perete teava
la COT intre 820 si 850 degC
40
50
60
70
80
90
100
110
120
130
950 960 970 980 990 1000 1010 1020
Temp Max Perete Teava, degC
Tim
p de
func
tiona
re,
zile
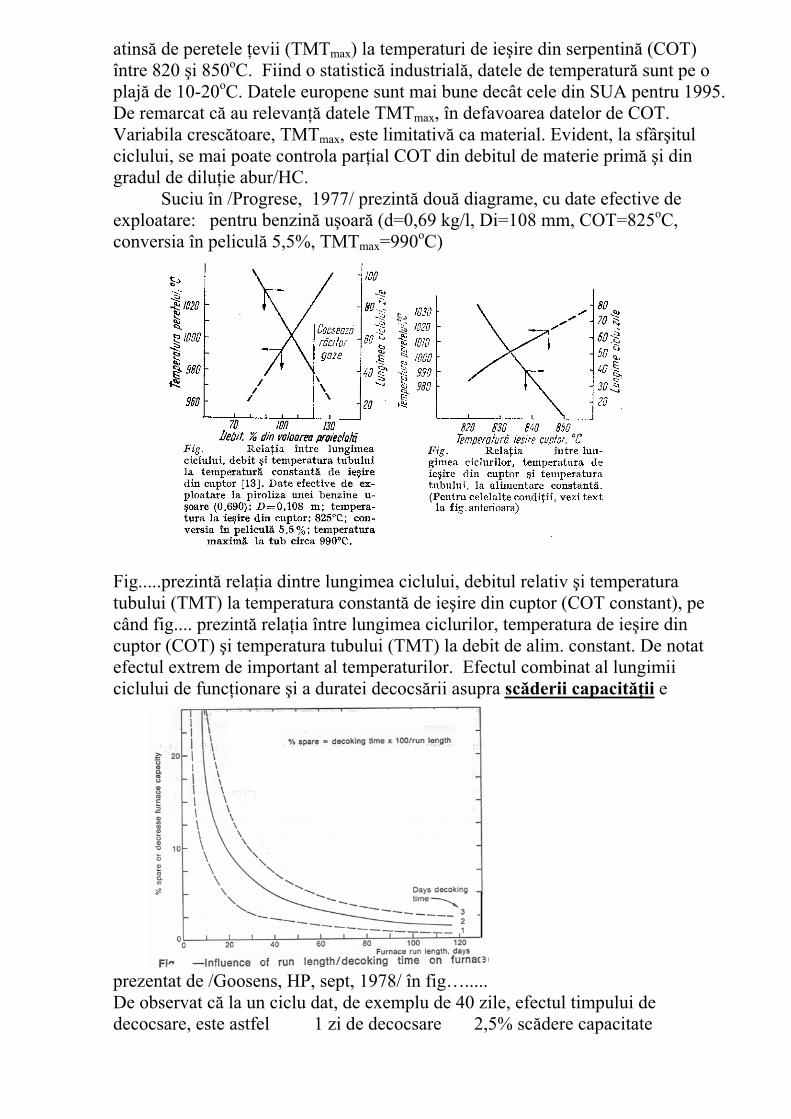
atins de peretele evii (TMTmax) la temperaturi de ie ire din serpentin (COT)între 820 i 850oC. Fiind o statistic industrial , datele de temperatur sunt pe o plaj de 10-20oC. Datele europene sunt mai bune decât cele din SUA pentru 1995. De remarcat c au relevan datele TMTmax, în defavoarea datelor de COT. Variabila cresc toare, TMTmax, este limitativ ca material. Evident, la sfâr itulciclului, se mai poate controla par ial COT din debitul de materie prim i din gradul de dilu ie abur/HC.
Suciu în /Progrese, 1977/ prezint dou diagrame, cu date efective de exploatare: pentru benzin u oar (d=0,69 kg/l, Di=108 mm, COT=825oC,conversia în pelicul 5,5%, TMTmax=990oC)
Fig.....prezint rela ia dintre lungimea ciclului, debitul relativ i temperaturatubului (TMT) la temperatura constant de ie ire din cuptor (COT constant), pe când fig.... prezint rela ia între lungimea ciclurilor, temperatura de ie ire din cuptor (COT) i temperatura tubului (TMT) la debit de alim. constant. De notat efectul extrem de important al temperaturilor. Efectul combinat al lungimiiciclului de func ionare i a duratei decocs rii asupra sc derii capacit ii e
prezentat de /Goosens, HP, sept, 1978/ în fig…..... De observat c la un ciclu dat, de exemplu de 40 zile, efectul timpului de decocsare, este astfel 1 zi de decocsare 2,5% sc dere capacitate
2 zile de decocsare 5 % sc dere capacitate 3 zile de decocsare 7,5 % sc dere capacitate
La cicluri lungi, de peste 90 zile, chiar 3 zile decocsare sunt sub 3% sc derecapacitate. Cicluri de operare scurte, de 30 de zile, duc la pierderi de 3, 7 irespectiv de 10% din capacitate. ocant, când ajungem la efectul economic al cocs rii i al temperaturilor TMT. Goossens în /Goossens, HP, sept., 1978/ urm re te comparativ datele industrialepentru nafta cu simularea SPYRO pe o serpentin vertical , cocsat mediu, cu 8 tuburi, incluzând în analiz i zona quench. Observ m din fig. ....... c diferen a
dintre temperatura evii itemperatura procesului este de circa 250oC, la cocsare medie (date confirmate experimental). De notat efectulliniei de transfer, asuprarandamentelor (%gr): - etilena cre te
- propilena scade - C4 scade
- metam cre te - benzen cre te
În fig....se arat efectul tipului de serpentin (dreapt , splitat itelescopic ) din Suciu /Suciu, vol
4, 1993, pg. 178/, care prelucreaz o figur din Ross / Albright, 1983, pg 336/ de icalitativ (axa temperaturilor nu este calitativ ) se poate vizualiza acela i decalaj de
circa 200- 350oC între TMT itemperatura produsului în lungul reactorului.
Analizând efectele erorilor de temperatur de +/- 10oC,determinate de tipurile de termocuple obi nuite, Heiman în /Albright, Pyr., 1983/, în condi iipractice (cocsare, eroare acceptatde +/-2oC, oxidare jonc iune,amplasare într-un num r redus de puncte, f r rezerve), trage concluzia c o devia ie de 10oC de la temperatura dorit de ie ire dinserpentin , la o instala ie de piroliz
nafta de 450.000 t/an etilen produce pierderi tipice de 1,5 milioane $ /an.
De men ionat simul rile cu diverse modele (SPIRO, 1D i 3D) realizate deTowfighi- Sadrameli / PTQ, 1, 2000 i PTQ 3, 2001 /, cu nafta u oar (d=0,67) din care re inem datele de instala ie: lg eav - 45m (4 bucle),
pas 1- 22,5 m cu (i/e) = 85/92 mm,pas 2- 22,5 m cu (i/e) =121/130 mm,
la în l ime cuptor de 11,5 m. Fig.... con in:- configura ie serpentin de cracare- varia ia fluxului termic în lungul serpentinei la 0hr i 1800 hr (75zile) - varia ia temperaturii TMT în lungul serpentinei la 0hr , 900 i 1800 hr - varia ia vitezei de cocsare în lungul serpentinei la 900 i 1800 hr. - varia ia grosimii cocsului în lungul serpentinei la 900 hr i 1800 hr - temperatura pe circumferin a evii, raportat la pozi ia pere ilor cuptorului
De remarcat o caren de flux termic la îmbinarea a 2 evi de i =85mm în una dei =121mm, ce se reg se te la toate diagramele la jum tatea serpentinei (22,5 m),
cât i faptul c pe circumferin a evii avem diferen e nete de expunere / ecranare ce duc la o deferen medie a TMT de peste 50oC între zona (0o) expus la arz toarele de perete i zona (90o) ce este între evi (perpendicular ), confirmat cu 2 modele (SPIRO i 3D). Neuniformit ile duc la cocsare diferen iat pe circumferin , eforturi diferite pe circumferin , i denot o problem real de
proiectare. Arz toarele sunt laterale de perete, 108 buc. Întrebarea legat de cazul industrial simulat este dac nu cumva aceasta este de fapt diferen a între simul rile1D i 3D, respectiv între cele teoretice i cazul practic.
O prob c reac ia de cocsare este controlat cinetic este dat în fig..... Stratul de cocs din aceastsec iune demonstreazsensibilitatea form rii cocsului la distribu ia temperaturii pe circumferin . În fapt, grosimea maxim a cocsului este aproape de 2 ori mai mare (dreapta, 120o)fa de grosimea minim (sus, la0o), în concordan cu distribu iateoretic a c ldurii pentru radia ie, pentru configura ia de tuburi decalate (zig-zag), corespunzând la o diferen de temperatur de circa 25oC(teoretic). O cre tere de 10o a temperaturii maxime fluid-filmva cre te viteza de cocsare cu
circa 18%. Într-un ciclu de operare (între 2 decocs ri) temperatura evii poate cre te cu peste 100oC, ceea ce duce la sc derea eficien ei incintei de radia ie i la acela i debit masic scade randamentul cuptorului cu 2% i cre te consumul de combustibil cu circa 5% /Goosens, Dente, OGJ, 4 sept, 1978/
O simulare CFD pe un cuptor Lummus, /Sundaram, HP, july, 1997/ , ce include atât zona de radia ie, cât i cea de convec ie, urm rind profilele de vitez a gazelor arse, eviden iaz pentru radia ie condi iile net dezavantajoase în zona central a camerei: - vitez minim central 0,4 m/s - vitez maxim la perete, de la 1,8 la 3 m/s.
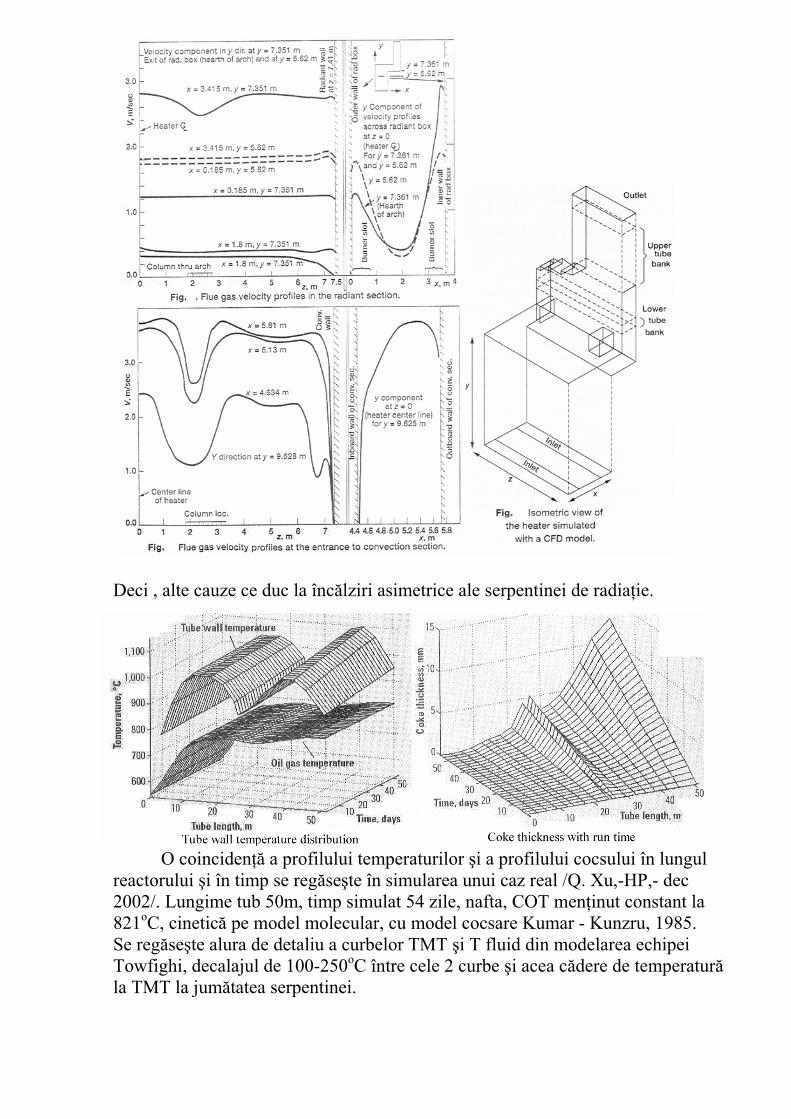
Deci , alte cauze ce duc la înc lziri asimetrice ale serpentinei de radia ie.
O coinciden a profilului temperaturilor i a profilului cocsului în lungul reactorului i în timp se reg se te în simularea unui caz real /Q. Xu,-HP,- dec 2002/. Lungime tub 50m, timp simulat 54 zile, nafta, COT men inut constant la 821oC, cinetic pe model molecular, cu model cocsare Kumar - Kunzru, 1985. Se reg se te alura de detaliu a curbelor TMT i T fluid din modelarea echipei Towfighi, decalajul de 100-250oC între cele 2 curbe i acea c dere de temperaturla TMT la jum tatea serpentinei.
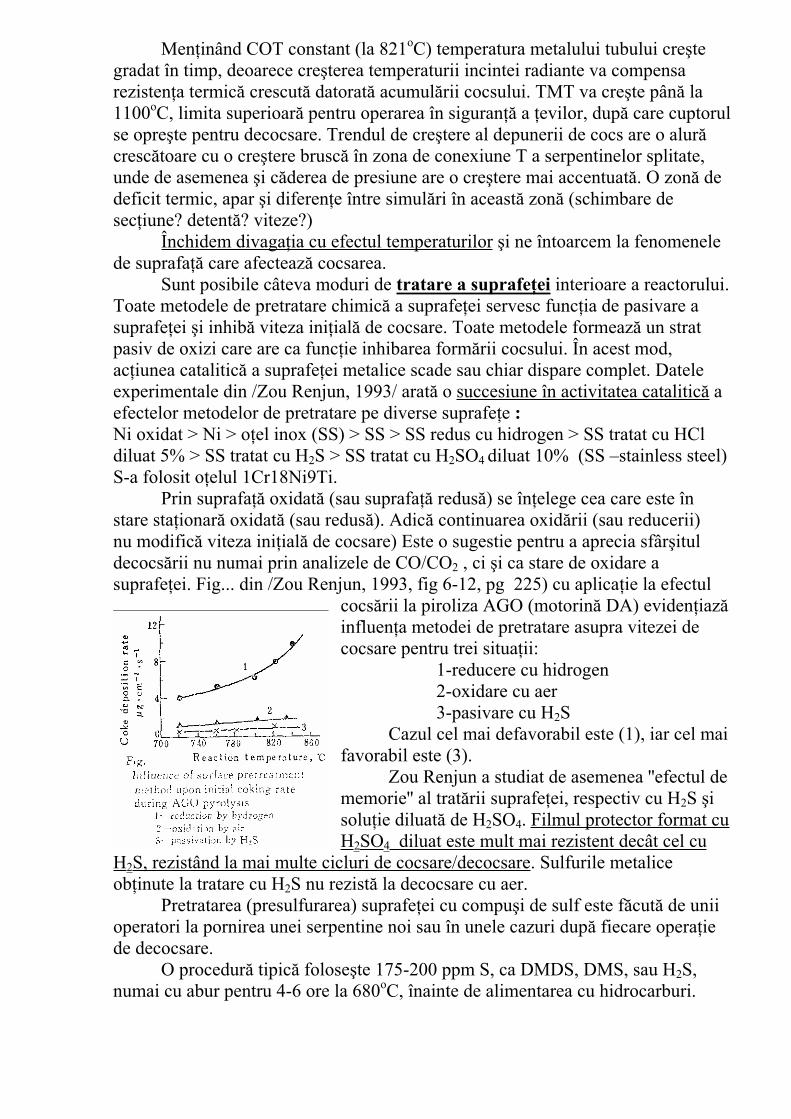
Men inând COT constant (la 821oC) temperatura metalului tubului cre tegradat în timp, deoarece cre terea temperaturii incintei radiante va compensarezisten a termic crescut datorat acumul rii cocsului. TMT va cre te pân la 1100oC, limita superioar pentru operarea în siguran a evilor, dup care cuptorul se opre te pentru decocsare. Trendul de cre tere al depunerii de cocs are o alurcresc toare cu o cre tere brusc în zona de conexiune T a serpentinelor splitate, unde de asemenea i c derea de presiune are o cre tere mai accentuat . O zon de deficit termic, apar i diferen e între simul ri în aceast zon (schimbare de sec iune? detent ? viteze?)
Închidem divaga ia cu efectul temperaturilor i ne întoarcem la fenomenele de suprafa care afecteaz cocsarea.
Sunt posibile câteva moduri de tratare a suprafe ei interioare a reactorului. Toate metodele de pretratare chimic a suprafe ei servesc func ia de pasivare a suprafe ei i inhib viteza ini ial de cocsare. Toate metodele formeaz un stratpasiv de oxizi care are ca func ie inhibarea form rii cocsului. În acest mod,ac iunea catalitic a suprafe ei metalice scade sau chiar dispare complet. Dateleexperimentale din /Zou Renjun, 1993/ arat o succesiune în activitatea catalitic a efectelor metodelor de pretratare pe diverse suprafe e :
Ni oxidat > Ni > o el inox (SS) > SS > SS redus cu hidrogen > SS tratat cu HCl diluat 5% > SS tratat cu H2S > SS tratat cu H2SO4 diluat 10% (SS –stainless steel) S-a folosit o elul 1Cr18Ni9Ti. Prin suprafa oxidat (sau suprafa redus ) se în elege cea care este în stare sta ionar oxidat (sau redus ). Adic continuarea oxid rii (sau reducerii)nu modific viteza ini ial de cocsare) Este o sugestie pentru a aprecia sfâr ituldecocs rii nu numai prin analizele de CO/CO2 , ci i ca stare de oxidare a suprafe ei. Fig... din /Zou Renjun, 1993, fig 6-12, pg 225) cu aplica ie la efectul
cocs rii la piroliza AGO (motorin DA) eviden iazinfluen a metodei de pretratare asupra vitezei de cocsare pentru trei situa ii: 1-reducere cu hidrogen 2-oxidare cu aer 3-pasivare cu H2S
Cazul cel mai defavorabil este (1), iar cel maifavorabil este (3).
Zou Renjun a studiat de asemenea ''efectul de memorie'' al trat rii suprafe ei, respectiv cu H2S isolu ie diluat de H2SO4. Filmul protector format cu H2SO4 diluat este mult mai rezistent decât cel cu
H2S, rezistând la mai multe cicluri de cocsare/decocsare. Sulfurile metalice ob inute la tratare cu H2S nu rezist la decocsare cu aer.
Pretratarea (presulfurarea) suprafe ei cu compu i de sulf este f cut de uniioperatori la pornirea unei serpentine noi sau în unele cazuri dup fiecare opera iede decocsare. O procedur tipic folose te 175-200 ppm S, ca DMDS, DMS, sau H2S,numai cu abur pentru 4-6 ore la 680oC, înainte de alimentarea cu hidrocarburi.
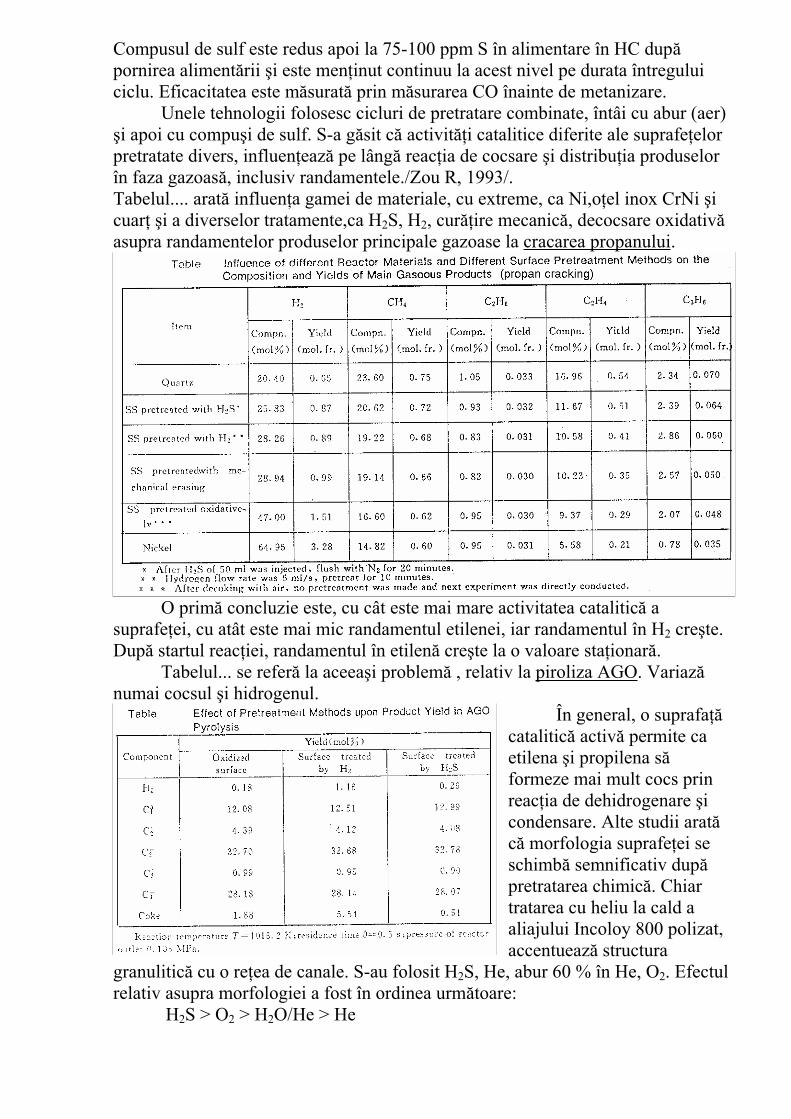
Compusul de sulf este redus apoi la 75-100 ppm S în alimentare în HC duppornirea aliment rii i este men inut continuu la acest nivel pe durata întregului ciclu. Eficacitatea este m surat prin m surarea CO înainte de metanizare.
Unele tehnologii folosesc cicluri de pretratare combinate, întâi cu abur (aer) i apoi cu compu i de sulf. S-a g sit c activit i catalitice diferite ale suprafe elor
pretratate divers, influen eaz pe lâng reac ia de cocsare i distribu ia produselor în faza gazoas , inclusiv randamentele./Zou R, 1993/. Tabelul.... arat influen a gamei de materiale, cu extreme, ca Ni,o el inox CrNi icuar i a diverselor tratamente,ca H2S, H2, cur ire mecanic , decocsare oxidativasupra randamentelor produselor principale gazoase la cracarea propanului.
O prim concluzie este, cu cât este mai mare activitatea catalitic a suprafe ei, cu atât este mai mic randamentul etilenei, iar randamentul în H2 cre te.Dup startul reac iei, randamentul în etilen cre te la o valoare sta ionar . Tabelul... se refer la aceea i problem , relativ la piroliza AGO. Variaznumai cocsul i hidrogenul.
În general, o suprafacatalitic activ permite ca etilena i propilena sformeze mai mult cocs prin reac ia de dehidrogenare icondensare. Alte studii aratc morfologia suprafe ei se schimb semnificativ duppretratarea chimic . Chiar tratarea cu heliu la cald a aliajului Incoloy 800 polizat, accentueaz structura
granulitic cu o re ea de canale. S-au folosit H2S, He, abur 60 % în He, O2. Efectul relativ asupra morfologiei a fost în ordinea urm toare:
H2S > O2 > H2O/He > He
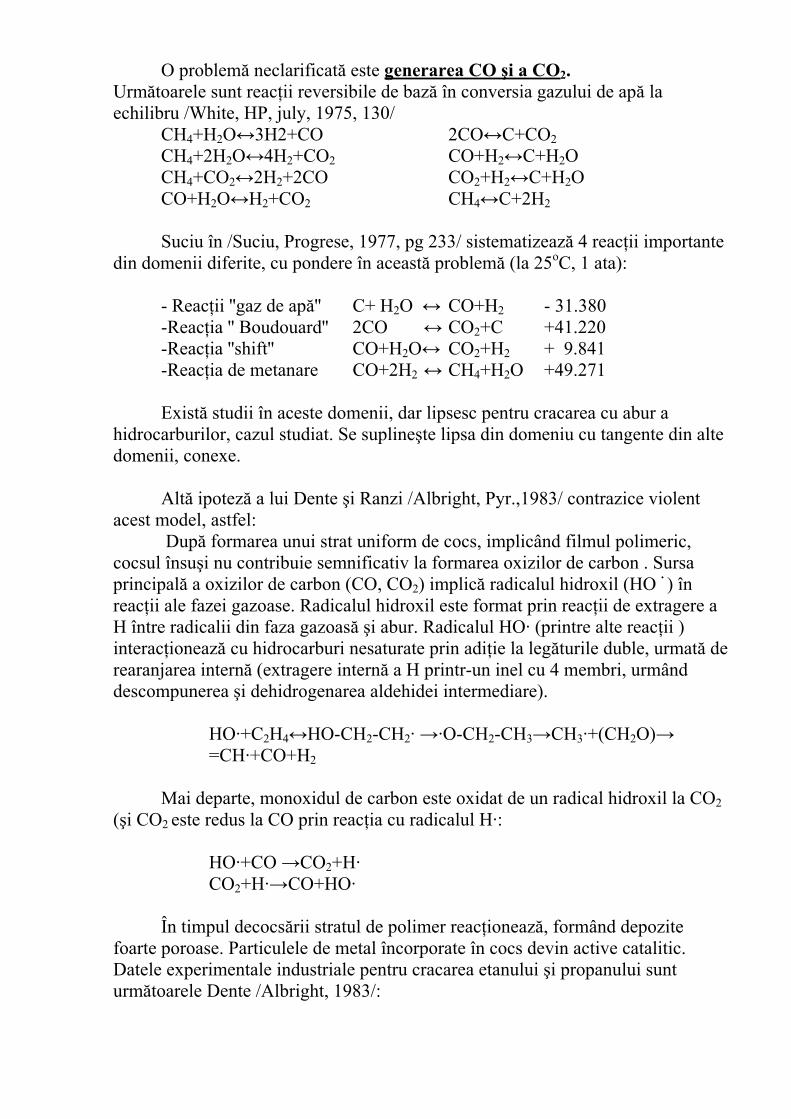
O problem neclarificat este generarea CO i a CO2.
Urm toarele sunt reac ii reversibile de baz în conversia gazului de ap la echilibru /White, HP, july, 1975, 130/ CH4+H2O 3H2+CO 2CO C+CO2
CH4+2H2O 4H2+CO2 CO+H2 C+H2O CH4+CO2 2H2+2CO CO2+H2 C+H2O CO+H2O H2+CO2 CH4 C+2H2
Suciu în /Suciu, Progrese, 1977, pg 233/ sistematizeaz 4 reac ii importante din domenii diferite, cu pondere în aceast problem (la 25oC, 1 ata):
- Reac ii ''gaz de ap '' C+ H2O CO+H2 - 31.380 -Reac ia '' Boudouard'' 2CO CO2+C +41.220 -Reac ia ''shift'' CO+H2O CO2+H2 + 9.841 -Reac ia de metanare CO+2H2 CH4+H2O +49.271
Exist studii în aceste domenii, dar lipsesc pentru cracarea cu abur a hidrocarburilor, cazul studiat. Se supline te lipsa din domeniu cu tangente din alte domenii, conexe.
Alt ipotez a lui Dente i Ranzi /Albright, Pyr.,1983/ contrazice violent acest model, astfel: Dup formarea unui strat uniform de cocs, implicând filmul polimeric, cocsul însu i nu contribuie semnificativ la formarea oxizilor de carbon . Sursa principal a oxizilor de carbon (CO, CO2) implic radicalul hidroxil (HO · ) în reac ii ale fazei gazoase. Radicalul hidroxil este format prin reac ii de extragere a H între radicalii din faza gazoas i abur. Radicalul HO· (printre alte reac ii ) interac ioneaz cu hidrocarburi nesaturate prin adi ie la leg turile duble, urmat de rearanjarea intern (extragere intern a H printr-un inel cu 4 membri, urmând descompunerea i dehidrogenarea aldehidei intermediare).
HO·+C2H4 HO-CH2-CH2· ·O-CH2-CH3 CH3·+(CH2O) =CH·+CO+H2
Mai departe, monoxidul de carbon este oxidat de un radical hidroxil la CO2
( i CO2 este redus la CO prin reac ia cu radicalul H·:
HO·+CO CO2+H· CO2+H· CO+HO·
În timpul decocs rii stratul de polimer reac ioneaz , formând depozite foarte poroase. Particulele de metal încorporate în cocs devin active catalitic. Datele experimentale industriale pentru cracarea etanului i propanului sunt urm toarele Dente /Albright, 1983/:
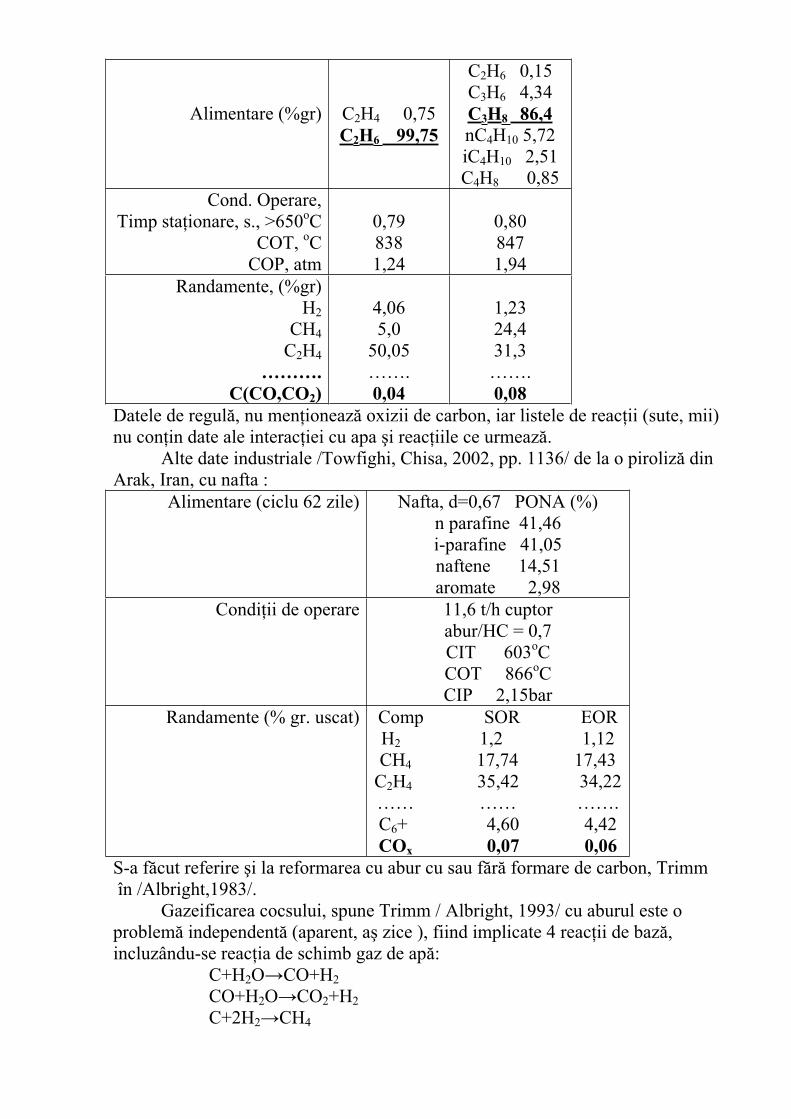
Alimentare (%gr) C2H4 0,75 C2H6 99,75
C2H6 0,15 C3H6 4,34 C3H8 86,4
nC4H10 5,72 iC4H10 2,51 C4H8 0,85
Cond. Operare,Timp sta ionare, s., >650oC
COT, oCCOP, atm
0,798381,24
0,808471,94
Randamente, (%gr) H2
CH4
C2H4
……….
C(CO,CO2)
4,065,0
50,05…….0,04
1,2324,431,3…….0,08
Datele de regul , nu men ioneaz oxizii de carbon, iar listele de reac ii (sute, mii) nu con in date ale interac iei cu apa i reac iile ce urmeaz . Alte date industriale /Towfighi, Chisa, 2002, pp. 1136/ de la o piroliz din Arak, Iran, cu nafta :
Alimentare (ciclu 62 zile) Nafta, d=0,67 PONA (%) n parafine 41,46 i-parafine 41,05 naftene 14,51 aromate 2,98
Condi ii de operare 11,6 t/h cuptor abur/HC = 0,7 CIT 603oCCOT 866oCCIP 2,15bar
Randamente (% gr. uscat) Comp SOR EOR H2 1,2 1,12 CH4 17,74 17,43
C2H4 35,42 34,22 …… …… ……. C6+ 4,60 4,42 COx 0,07 0,06
S-a f cut referire i la reformarea cu abur cu sau f r formare de carbon, Trimm în /Albright,1983/. Gazeificarea cocsului, spune Trimm / Albright, 1993/ cu aburul este o problem independent (aparent, a zice ), fiind implicate 4 reac ii de baz ,incluzându-se reac ia de schimb gaz de ap : C+H2O CO+H2
CO+H2O CO2+H2
C+2H2 CH4
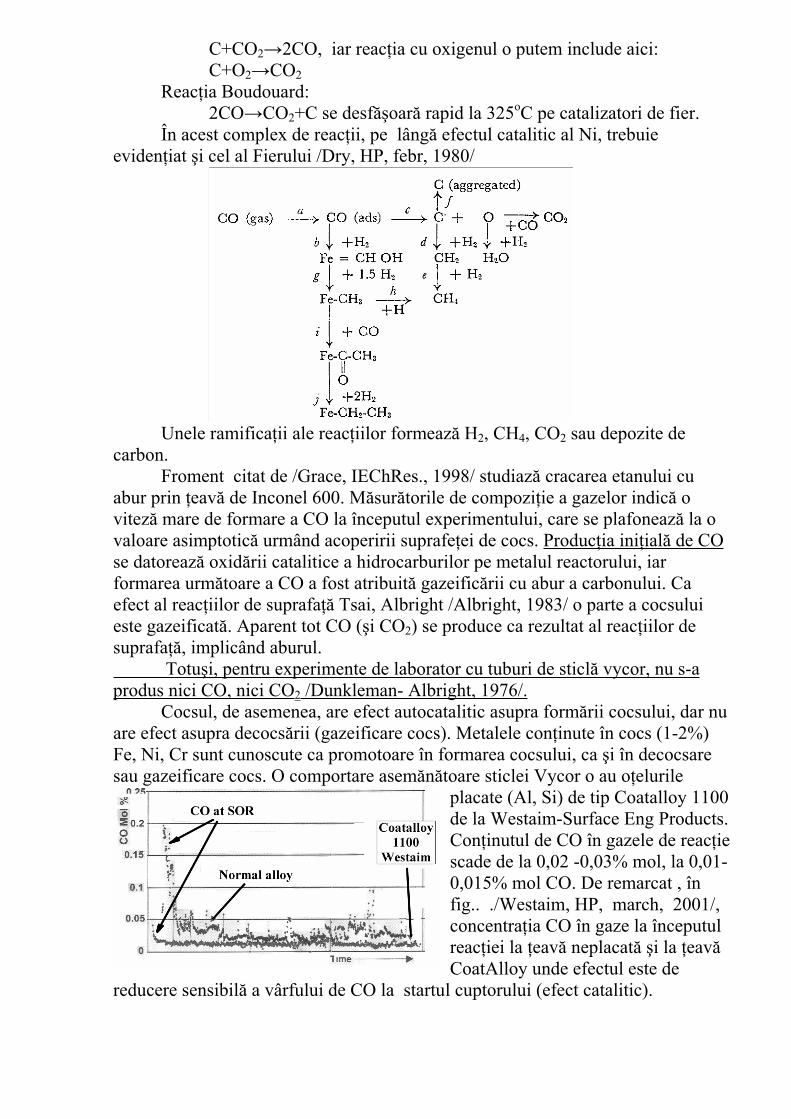
C+CO2 2CO, iar reac ia cu oxigenul o putem include aici: C+O2 CO2
Reac ia Boudouard: 2CO CO2+C se desf oar rapid la 325oC pe catalizatori de fier.
În acest complex de reac ii, pe lâng efectul catalitic al Ni, trebuieeviden iat i cel al Fierului /Dry, HP, febr, 1980/
Unele ramifica ii ale reac iilor formeaz H2, CH4, CO2 sau depozite de carbon.
Froment citat de /Grace, IEChRes., 1998/ studiaz cracarea etanului cu abur prin eav de Inconel 600. M sur torile de compozi ie a gazelor indic o vitez mare de formare a CO la începutul experimentului, care se plafoneaz la o valoare asimptotic urmând acoperirii suprafe ei de cocs. Produc ia ini ial de COse datoreaz oxid rii catalitice a hidrocarburilor pe metalul reactorului, iar formarea urm toare a CO a fost atribuit gazeific rii cu abur a carbonului. Ca efect al reac iilor de suprafa Tsai, Albright /Albright, 1983/ o parte a cocsului este gazeificat . Aparent tot CO ( i CO2) se produce ca rezultat al reac iilor de suprafa , implicând aburul.
Totu i, pentru experimente de laborator cu tuburi de sticl vycor, nu s-a produs nici CO, nici CO2 /Dunkleman- Albright, 1976/.
Cocsul, de asemenea, are efect autocatalitic asupra form rii cocsului, dar nu are efect asupra decocs rii (gazeificare cocs). Metalele con inute în cocs (1-2%) Fe, Ni, Cr sunt cunoscute ca promotoare în formarea cocsului, ca i în decocsare sau gazeificare cocs. O comportare asem n toare sticlei Vycor o au o elurile
placate (Al, Si) de tip Coatalloy 1100 de la Westaim-Surface Eng Products. Con inutul de CO în gazele de reac iescade de la 0,02 -0,03% mol, la 0,01-0,015% mol CO. De remarcat , în fig.. ./Westaim, HP, march, 2001/, concentra ia CO în gaze la începutul reac iei la eav neplacat i la eavCoatAlloy unde efectul este de
reducere sensibil a vârfului de CO la startul cuptorului (efect catalitic).
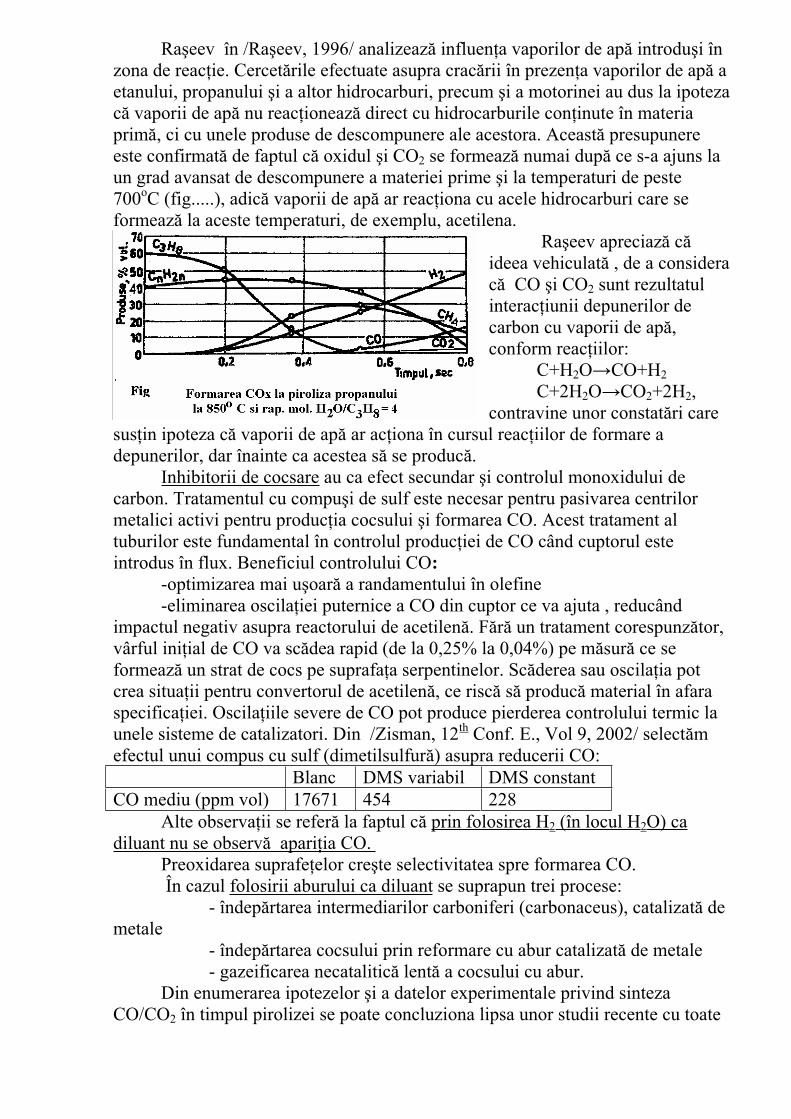
Ra eev în /Ra eev, 1996/ analizeaz influen a vaporilor de ap introdu i înzona de reac ie. Cercet rile efectuate asupra crac rii în prezen a vaporilor de ap a etanului, propanului i a altor hidrocarburi, precum i a motorinei au dus la ipoteza c vaporii de ap nu reac ioneaz direct cu hidrocarburile con inute în materia prim , ci cu unele produse de descompunere ale acestora. Aceast presupunere este confirmat de faptul c oxidul i CO2 se formeaz numai dup ce s-a ajuns la un grad avansat de descompunere a materiei prime i la temperaturi de peste 700oC (fig.....), adic vaporii de ap ar reac iona cu acele hidrocarburi care se formeaz la aceste temperaturi, de exemplu, acetilena.
Ra eev apreciaz cideea vehiculat , de a considerac CO i CO2 sunt rezultatul interac iunii depunerilor de carbon cu vaporii de ap ,conform reac iilor: C+H2O CO+H2
C+2H2O CO2+2H2,contravine unor constat ri care
sus in ipoteza c vaporii de ap ar ac iona în cursul reac iilor de formare a depunerilor, dar înainte ca acestea s se produc .
Inhibitorii de cocsare au ca efect secundar i controlul monoxidului de carbon. Tratamentul cu compu i de sulf este necesar pentru pasivarea centrilor metalici activi pentru produc ia cocsului i formarea CO. Acest tratament al tuburilor este fundamental în controlul produc iei de CO când cuptorul este introdus în flux. Beneficiul controlului CO:
-optimizarea mai u oar a randamentului în olefine -eliminarea oscila iei puternice a CO din cuptor ce va ajuta , reducând impactul negativ asupra reactorului de acetilen . F r un tratament corespunz tor,vârful ini ial de CO va sc dea rapid (de la 0,25% la 0,04%) pe m sur ce se formeaz un strat de cocs pe suprafa a serpentinelor. Sc derea sau oscila ia pot crea situa ii pentru convertorul de acetilen , ce risc s produc material în afara specifica iei. Oscila iile severe de CO pot produce pierderea controlului termic la unele sisteme de catalizatori. Din /Zisman, 12th Conf. E., Vol 9, 2002/ select mefectul unui compus cu sulf (dimetilsulfur ) asupra reducerii CO:
Blanc DMS variabil DMS constantCO mediu (ppm vol) 17671 454 228 Alte observa ii se refer la faptul c prin folosirea H2 (în locul H2O) ca diluant nu se observ apari ia CO.
Preoxidarea suprafe elor cre te selectivitatea spre formarea CO. În cazul folosirii aburului ca diluant se suprapun trei procese:
- îndep rtarea intermediarilor carboniferi (carbonaceus), catalizat de metale - îndep rtarea cocsului prin reformare cu abur catalizat de metale - gazeificarea necatalitic lent a cocsului cu abur.
Din enumerarea ipotezelor i a datelor experimentale privind sinteza CO/CO2 în timpul pirolizei se poate concluziona lipsa unor studii recente cu toate
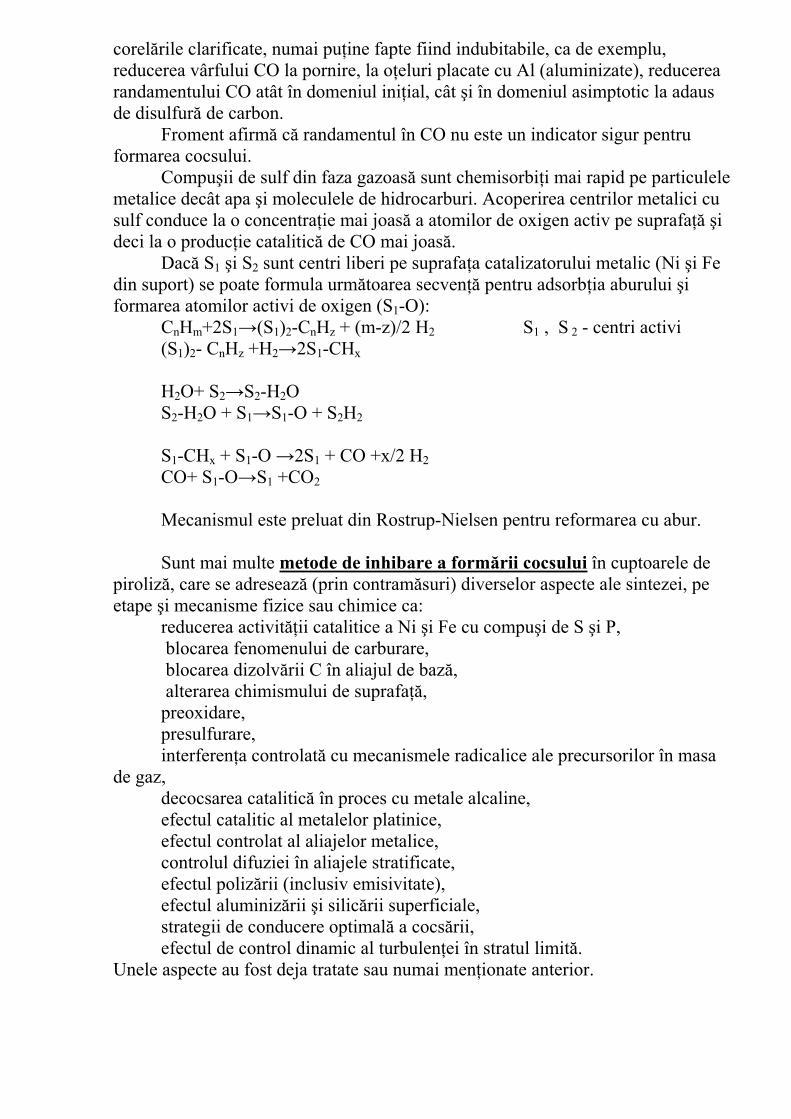
corel rile clarificate, numai pu ine fapte fiind indubitabile, ca de exemplu, reducerea vârfului CO la pornire, la o eluri placate cu Al (aluminizate), reducerea randamentului CO atât în domeniul ini ial, cât i în domeniul asimptotic la adaus de disulfur de carbon. Froment afirm c randamentul în CO nu este un indicator sigur pentru formarea cocsului. Compu ii de sulf din faza gazoas sunt chemisorbi i mai rapid pe particulele metalice decât apa i moleculele de hidrocarburi. Acoperirea centrilor metalici cu sulf conduce la o concentra ie mai joas a atomilor de oxigen activ pe suprafa ideci la o produc ie catalitic de CO mai joas . Dac S1 i S2 sunt centri liberi pe suprafa a catalizatorului metalic (Ni i Fe din suport) se poate formula urm toarea secven pentru adsorb ia aburului iformarea atomilor activi de oxigen (S1-O): CnHm+2S1 (S1)2-CnHz + (m-z)/2 H2 S1 , S 2 - centri activi (S1)2- CnHz +H2 2S1-CHx
H2O+ S2 S2-H2O S2-H2O + S1 S1-O + S2H2
S1-CHx + S1-O 2S1 + CO +x/2 H2
CO+ S1-O S1 +CO2
Mecanismul este preluat din Rostrup-Nielsen pentru reformarea cu abur.
Sunt mai multe metode de inhibare a form rii cocsului în cuptoarele de piroliz , care se adreseaz (prin contram suri) diverselor aspecte ale sintezei, pe etape i mecanisme fizice sau chimice ca: reducerea activit ii catalitice a Ni i Fe cu compu i de S i P, blocarea fenomenului de carburare, blocarea dizolv rii C în aliajul de baz , alterarea chimismului de suprafa , preoxidare, presulfurare, interferen a controlat cu mecanismele radicalice ale precursorilor în masa de gaz, decocsarea catalitic în proces cu metale alcaline, efectul catalitic al metalelor platinice, efectul controlat al aliajelor metalice, controlul difuziei în aliajele stratificate, efectul poliz rii (inclusiv emisivitate), efectul aluminiz rii i silic rii superficiale, strategii de conducere optimal a cocs rii, efectul de control dinamic al turbulen ei în stratul limit .Unele aspecte au fost deja tratate sau numai men ionate anterior.
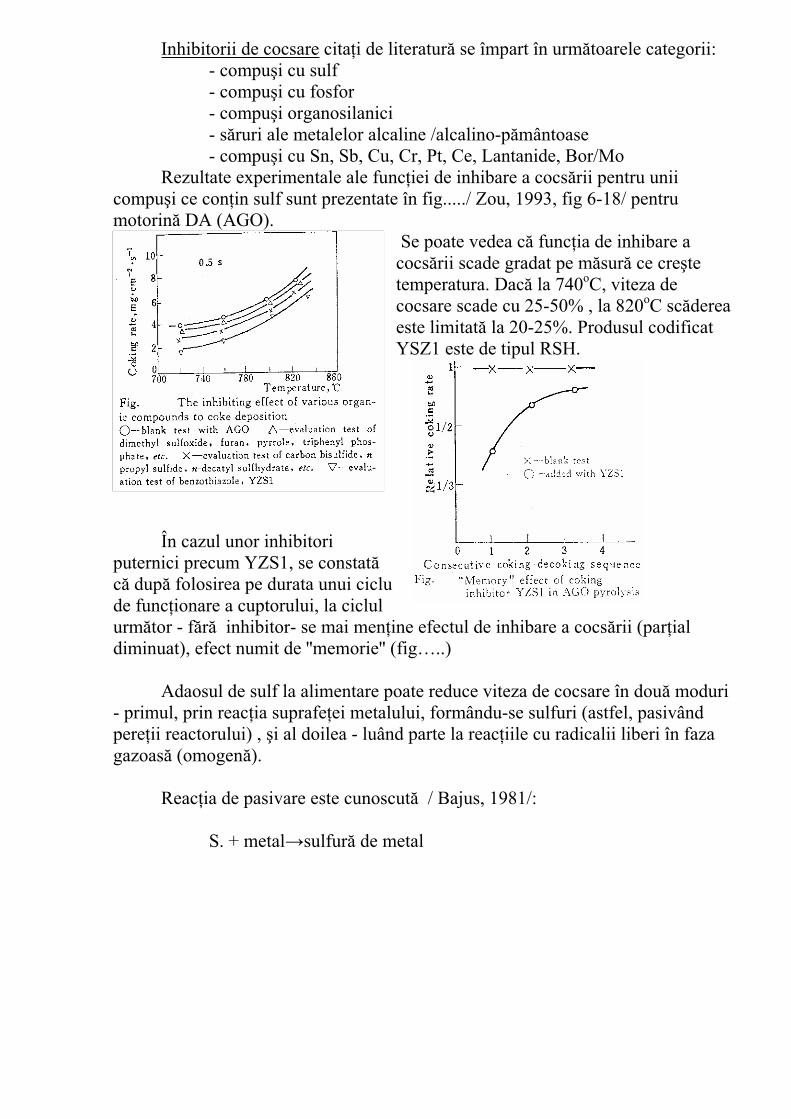
Inhibitorii de cocsare cita i de literatur se împart în urm toarele categorii: - compu i cu sulf - compu i cu fosfor - compu i organosilanici - s ruri ale metalelor alcaline /alcalino-p mântoase - compu i cu Sn, Sb, Cu, Cr, Pt, Ce, Lantanide, Bor/Mo
Rezultate experimentale ale func iei de inhibare a cocs rii pentru uniicompu i ce con in sulf sunt prezentate în fig...../ Zou, 1993, fig 6-18/ pentru motorin DA (AGO).
Se poate vedea c func ia de inhibare a cocs rii scade gradat pe m sur ce cre tetemperatura. Dac la 740oC, viteza de cocsare scade cu 25-50% , la 820oC sc dereaeste limitat la 20-25%. Produsul codificat YSZ1 este de tipul RSH.
În cazul unor inhibitori puternici precum YZS1, se constatc dup folosirea pe durata unui ciclu de func ionare a cuptorului, la ciclul urm tor - f r inhibitor- se mai men ine efectul de inhibare a cocs rii (par ialdiminuat), efect numit de ''memorie'' (fig…..)
Adaosul de sulf la alimentare poate reduce viteza de cocsare în dou moduri- primul, prin reac ia suprafe ei metalului, formându-se sulfuri (astfel, pasivând pere ii reactorului) , i al doilea - luând parte la reac iile cu radicalii liberi în faza gazoas (omogen ).
Reac ia de pasivare este cunoscut / Bajus, 1981/:
S. + metal sulfur de metal
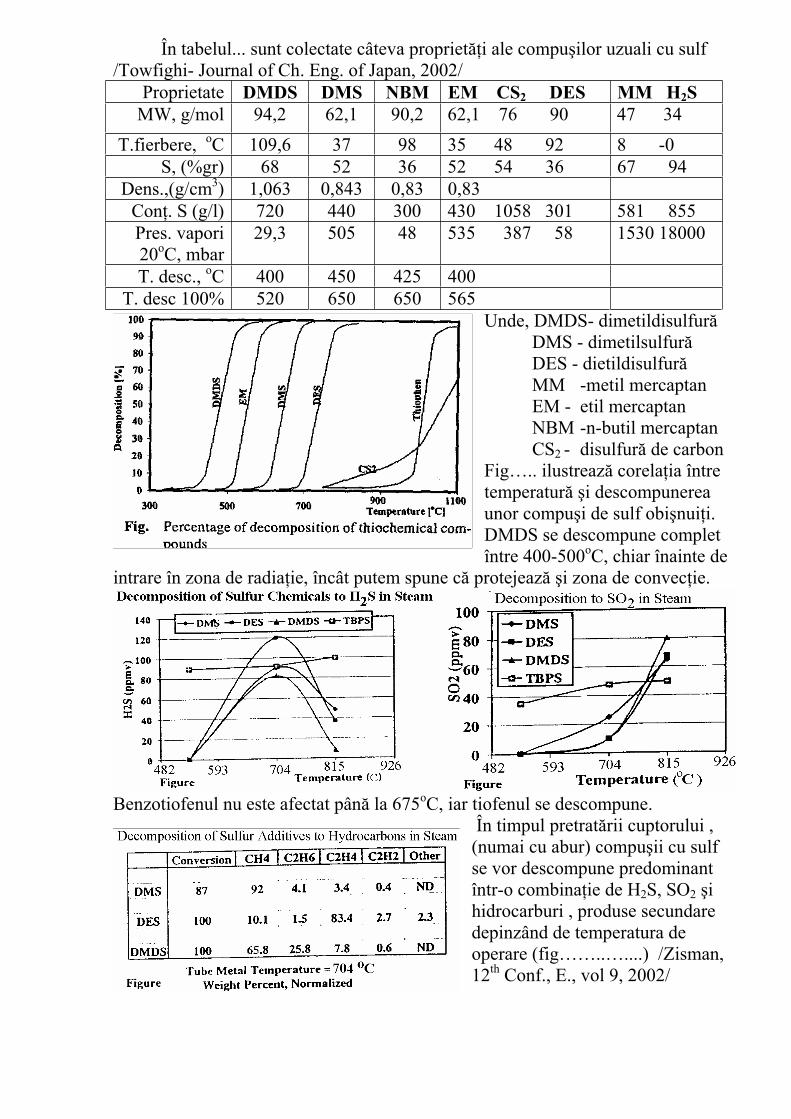
În tabelul... sunt colectate câteva propriet i ale compu ilor uzuali cu sulf /Towfighi- Journal of Ch. Eng. of Japan, 2002/
Proprietate DMDS DMS NBM EM CS2 DES MM H2S
MW, g/mol 94,2 62,1 90,2 62,1 76 90 47 34
T.fierbere, oC 109,6 37 98 35 48 92 8 -0 S, (%gr) 68 52 36 52 54 36 67 94
Dens.,(g/cm3) 1,063 0,843 0,83 0,83Con . S (g/l) 720 440 300 430 1058 301 581 855 Pres. vapori 20oC, mbar
29,3 505 48 535 387 58 1530 18000
T. desc., oC 400 450 425 400T. desc 100% 520 650 650 565
Unde, DMDS- dimetildisulfurDMS - dimetilsulfurDES - dietildisulfurMM -metil mercaptan EM - etil mercaptan
NBM -n-butil mercaptan CS2 - disulfur de carbon Fig….. ilustreaz corela ia între temperatur i descompunereaunor compu i de sulf obi nui i.DMDS se descompune completîntre 400-500oC, chiar înainte de
intrare în zona de radia ie, încât putem spune c protejeaz i zona de convec ie.
Benzotiofenul nu este afectat pân la 675oC, iar tiofenul se descompune. În timpul pretrat rii cuptorului , (numai cu abur) compu ii cu sulf se vor descompune predominantîntr-o combina ie de H2S, SO2 ihidrocarburi , produse secundare depinzând de temperatura de operare (fig……..…....) /Zisman,12th Conf., E., vol 9, 2002/
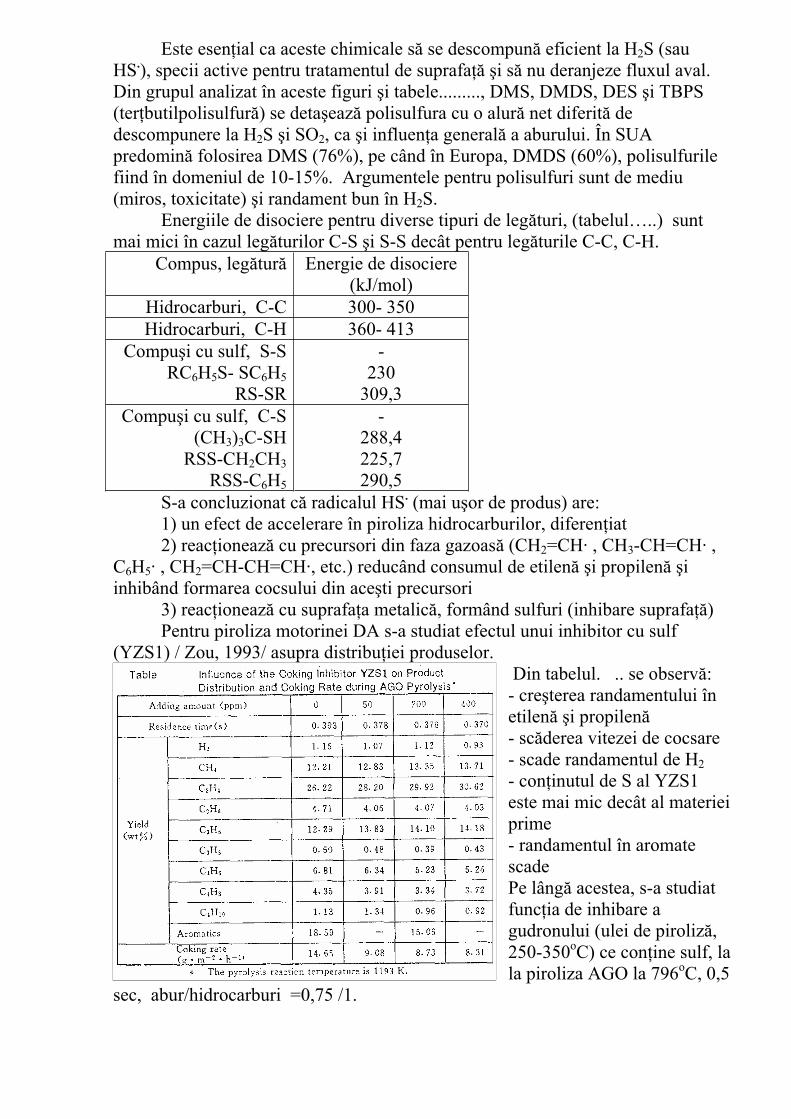
Este esen ial ca aceste chimicale s se descompun eficient la H2S (sau HS.), specii active pentru tratamentul de suprafa i s nu deranjeze fluxul aval. Din grupul analizat în aceste figuri i tabele........., DMS, DMDS, DES i TBPS (ter butilpolisulfur ) se deta eaz polisulfura cu o alur net diferit de descompunere la H2S i SO2, ca i influen a general a aburului. În SUA predomin folosirea DMS (76%), pe când în Europa, DMDS (60%), polisulfurilefiind în domeniul de 10-15%. Argumentele pentru polisulfuri sunt de mediu (miros, toxicitate) i randament bun în H2S.
Energiile de disociere pentru diverse tipuri de leg turi, (tabelul…..) sunt mai mici în cazul leg turilor C-S i S-S decât pentru leg turile C-C, C-H.
Compus, leg tur Energie de disociere (kJ/mol)
Hidrocarburi, C-C 300- 350 Hidrocarburi, C-H 360- 413
Compu i cu sulf, S-S RC6H5S- SC6H5
RS-SR
-230
309,3Compu i cu sulf, C-S
(CH3)3C-SHRSS-CH2CH3
RSS-C6H5
-288,4225,7290,5
S-a concluzionat c radicalul HS. (mai u or de produs) are: 1) un efect de accelerare în piroliza hidrocarburilor, diferen iat
2) reac ioneaz cu precursori din faza gazoas (CH2=CH· , CH3-CH=CH· , C6H5· , CH2=CH-CH=CH·, etc.) reducând consumul de etilen i propilen iinhibând formarea cocsului din ace ti precursori
3) reac ioneaz cu suprafa a metalic , formând sulfuri (inhibare suprafa )Pentru piroliza motorinei DA s-a studiat efectul unui inhibitor cu sulf
(YZS1) / Zou, 1993/ asupra distribu iei produselor. Din tabelul. .. se observ :- cre terea randamentului în etilen i propilen- sc derea vitezei de cocsare - scade randamentul de H2
- con inutul de S al YZS1 este mai mic decât al materiei prime- randamentul în aromate scadePe lâng acestea, s-a studiat func ia de inhibare a gudronului (ulei de piroliz ,250-350oC) ce con ine sulf, la la piroliza AGO la 796oC, 0,5
sec, abur/hidrocarburi =0,75 /1.
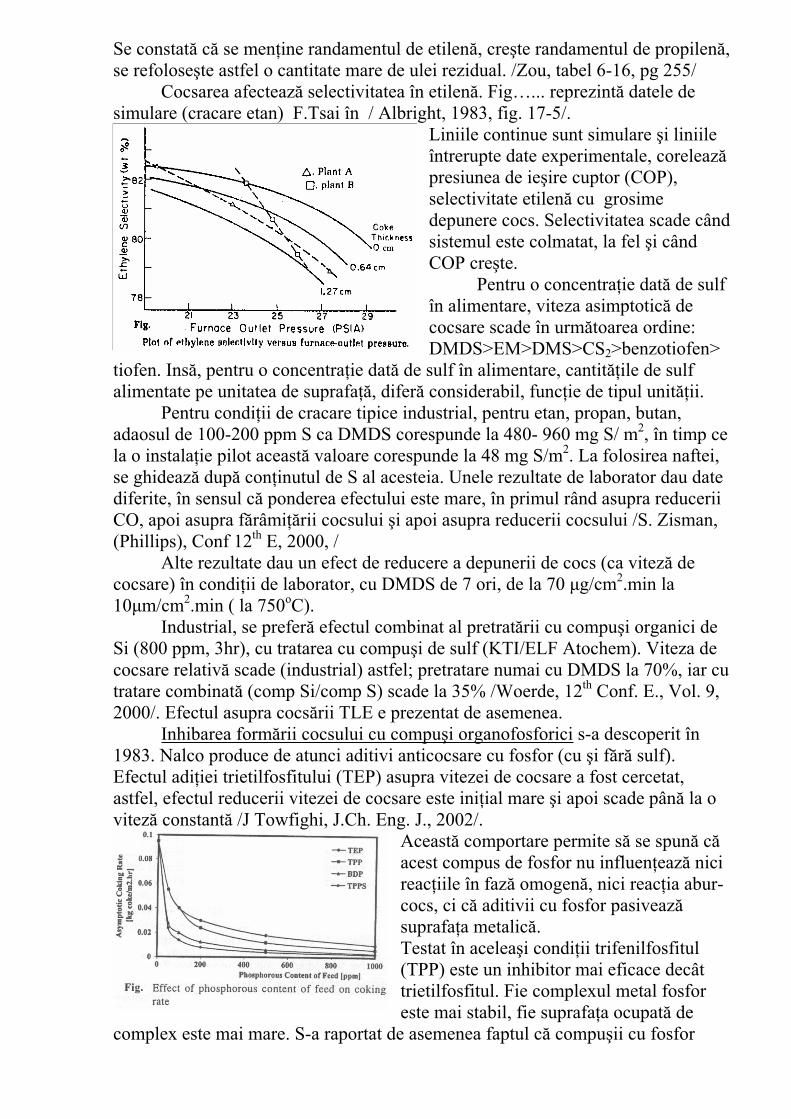
Se constat c se men ine randamentul de etilen , cre te randamentul de propilen ,se refolose te astfel o cantitate mare de ulei rezidual. /Zou, tabel 6-16, pg 255/ Cocsarea afecteaz selectivitatea în etilen . Fig…... reprezint datele de simulare (cracare etan) F.Tsai în / Albright, 1983, fig. 17-5/.
Liniile continue sunt simulare i liniile întrerupte date experimentale, coreleazpresiunea de ie ire cuptor (COP), selectivitate etilen cu grosimedepunere cocs. Selectivitatea scade când sistemul este colmatat, la fel i când COP cre te.
Pentru o concentra ie dat de sulf în alimentare, viteza asimptotic de cocsare scade în urm toarea ordine: DMDS>EM>DMS>CS2>benzotiofen>
tiofen. Ins , pentru o concentra ie dat de sulf în alimentare, cantit ile de sulf alimentate pe unitatea de suprafa , difer considerabil, func ie de tipul unit ii. Pentru condi ii de cracare tipice industrial, pentru etan, propan, butan, adaosul de 100-200 ppm S ca DMDS corespunde la 480- 960 mg S/ m2, în timp ce la o instala ie pilot aceast valoare corespunde la 48 mg S/m2. La folosirea naftei, se ghideaz dup con inutul de S al acesteia. Unele rezultate de laborator dau date diferite, în sensul c ponderea efectului este mare, în primul rând asupra reducerii CO, apoi asupra f râmi rii cocsului i apoi asupra reducerii cocsului /S. Zisman,(Phillips), Conf 12th E, 2000, /
Alte rezultate dau un efect de reducere a depunerii de cocs (ca vitez decocsare) în condi ii de laborator, cu DMDS de 7 ori, de la 70 µg/cm2.min la 10µm/cm2.min ( la 750oC).
Industrial, se prefer efectul combinat al pretrat rii cu compu i organici de Si (800 ppm, 3hr), cu tratarea cu compu i de sulf (KTI/ELF Atochem). Viteza decocsare relativ scade (industrial) astfel; pretratare numai cu DMDS la 70%, iar cu tratare combinat (comp Si/comp S) scade la 35% /Woerde, 12th Conf. E., Vol. 9, 2000/. Efectul asupra cocs rii TLE e prezentat de asemenea.
Inhibarea form rii cocsului cu compu i organofosforici s-a descoperit în 1983. Nalco produce de atunci aditivi anticocsare cu fosfor (cu i f r sulf). Efectul adi iei trietilfosfitului (TEP) asupra vitezei de cocsare a fost cercetat, astfel, efectul reducerii vitezei de cocsare este ini ial mare i apoi scade pân la o vitez constant /J Towfighi, J.Ch. Eng. J., 2002/.
Aceast comportare permite s se spun cacest compus de fosfor nu influen eaz nicireac iile în faz omogen , nici reac ia abur- cocs, ci c aditivii cu fosfor pasiveazsuprafa a metalic .Testat în acelea i condi ii trifenilfosfitul (TPP) este un inhibitor mai eficace decât trietilfosfitul. Fie complexul metal fosfor este mai stabil, fie suprafa a ocupat de
complex este mai mare. S-a raportat de asemenea faptul c compu ii cu fosfor
afecteaz viteza de descompunere a cocsului. Sub 700K nu este o descompuneresemnificativ . Comparativ (laborator) pentru cocsul ob inut din nafta cu fosfor, îndep rtarea cocsului începe la 700K i dureaz 12 min, pe când, pentru cocsul ob inut din nafta f r fosfor, îndep rtarea cocsului începe la 738K i dureaz 16 min. Aceasta confirm c cocsul ob inut din nafta cu compu i de fosfor este mai reactiv, compu ii de fosfor putând cataliza reac iile de oxidare a carbonului. Prezen a benzildietilfosfitului (BDP) i a trifenilfosfinsulfurii (TPPS) în nafta reduce viteza de formare a cocsului. De exemplu, cu o nafta con inând 200 ppm P (ca BDP) viteza de cocsare asimptotic scade cu 87,7%. Nici BDP, nici TPPS nu influen eaz randamentele produselor gazoase. Se presupune c BDP i TPPS pasiveaz suprafe ele metalice prin descompunerea în radicali liberi care se combin cu suprafa a.
La temperaturi ridicate BDP (benzildietilfosfitul) se descompune în trei moduri posibile: (C6H5-CH2)PO(OC2H5)2 C6H5C·H2 + (C2H5O)2P·O (C6H5-CH2)PO(OC2H5)2 (C6H5CH2)P·O(OC2H5) + ·OC2H5
(C6H5-CH2)PO(OC2H5)2 (C6H5CH2)POO·(OC2H5)+C2H5·În plus, la descompunerea moleculei de TPPS (trifenilfosfinsulfura) apar doi radicali cu rol de pasivare a peretelui metalic, fa de un radical în cazul BDP. TPPS C6H5S· i (C6H5)2P·De aceea TPPS este mai eficace ca BPD, la aceea i concentra ie de fosfor.
Analizele EDAX ale suprafe ei cocsului arat c adaosul de compu iorganofosforici reduce semnificativ concentra ia de metale ca Fe, Ni, Cr încorporate în cocs. Dup cum arat i figura, la acelea i concentra ii alecompu ilor de fosfor, TPPS este cel mai eficace inhibitor de cocsare, func ia de inhibare sc zând în ordinea TPPS > BDP>TPP >TEP O analiz numeric comparativ a unor sinteze în domeniu, una din 1983, concentrat pe mecanisme de cocsare i structur cocs /Albright,1983/ i alta din 2002, concentrat pe mecanisme cocsare, mecanisme inhibare cocsare i brevete inhibare, prezentat în diagrama EXCEL ca histograme, acoper perioada 1960-2002.
0
1
2
3
4
5
6
7
8
9
10
19
66
19
67
19
68
19
69
19
70
19
71
19
72
19
73
19
74
19
75
19
76
19
77
19
78
19
79
19
80
19
81
19
82
19
83
19
84
19
85
19
86
19
87
19
88
19
89
19
90
19
91
19
92
19
93
19
94
19
95
19
96
19
97
19
98
19
99
20
00
20
01
20
02
Sinteza 1983
Sinteza 2002
S-a trecut de la cercetare cocsare, la cercetare inhibare cocsare, iar acumpredomin aplicarea industrial i inhibitorii noi. De aceea este semnificativ o listare a câtorva brevete privind inhibarea cocs rii.
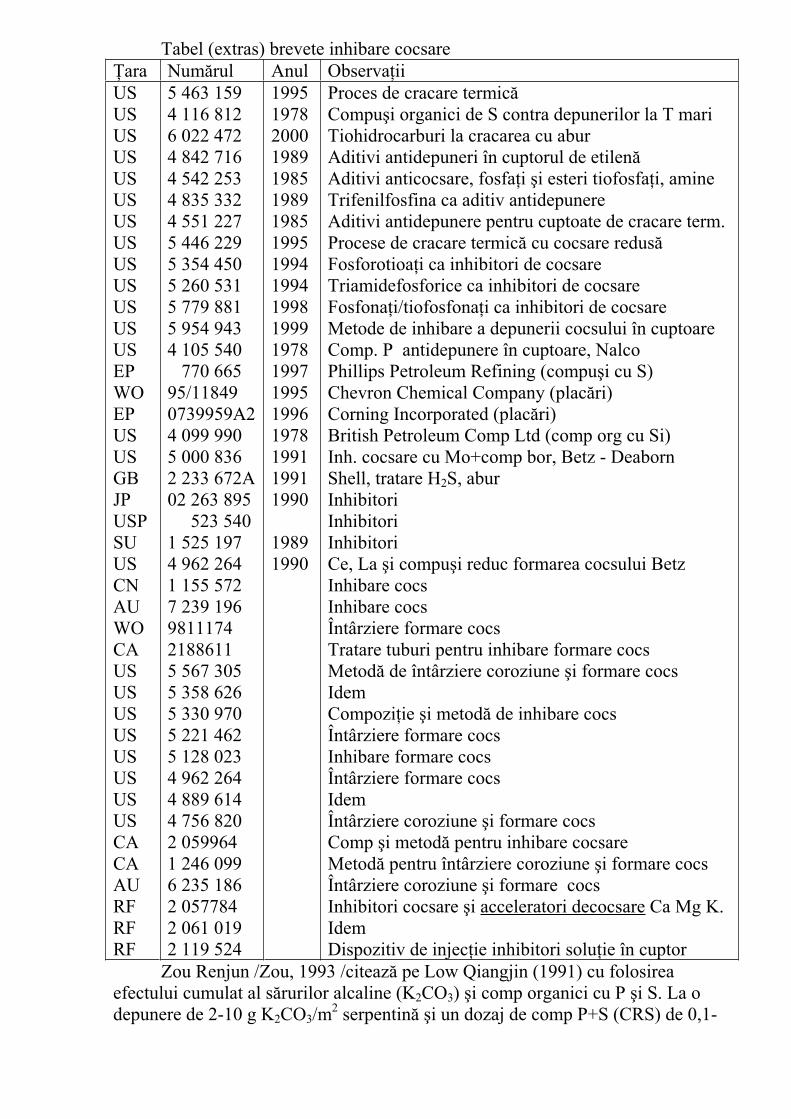
Tabel (extras) brevete inhibare cocsare ara Num rul Anul Observa ii
USUSUSUSUSUSUSUSUSUSUSUSUSEPWOEPUSUSGBJPUSPSUUSCNAUWOCAUSUSUSUSUSUSUSUSCACAAURFRFRF
5 463 159 4 116 812 6 022 472 4 842 716 4 542 253 4 835 332 4 551 227 5 446 229 5 354 450 5 260 531 5 779 881 5 954 943 4 105 540 770 665 95/118490739959A2 4 099 990 5 000 836 2 233 672A 02 263 895 523 540 1 525 197 4 962 264 1 155 572 7 239 196 981117421886115 567 305 5 358 626 5 330 970 5 221 462 5 128 023 4 962 264 4 889 614 4 756 820 2 059964 1 246 099 6 235 186 2 057784 2 061 019 2 119 524
19951978200019891985198919851995199419941998199919781997199519961978199119911990
19891990
Proces de cracare termicCompu i organici de S contra depunerilor la T mari Tiohidrocarburi la cracarea cu abur Aditivi antidepuneri în cuptorul de etilenAditivi anticocsare, fosfa i i esteri tiofosfa i, amine Trifenilfosfina ca aditiv antidepunere Aditivi antidepunere pentru cuptoate de cracare term. Procese de cracare termic cu cocsare redusFosforotioa i ca inhibitori de cocsare Triamidefosforice ca inhibitori de cocsare Fosfona i/tiofosfona i ca inhibitori de cocsare Metode de inhibare a depunerii cocsului în cuptoare Comp. P antidepunere în cuptoare, Nalco Phillips Petroleum Refining (compu i cu S) Chevron Chemical Company (plac ri)Corning Incorporated (plac ri)British Petroleum Comp Ltd (comp org cu Si) Inh. cocsare cu Mo+comp bor, Betz - Deaborn Shell, tratare H2S, abur InhibitoriInhibitoriInhibitoriCe, La i compu i reduc formarea cocsului Betz Inhibare cocs Inhibare cocs Întârziere formare cocs Tratare tuburi pentru inhibare formare cocs Metod de întârziere coroziune i formare cocs Idem Compozi ie i metod de inhibare cocs Întârziere formare cocs Inhibare formare cocs Întârziere formare cocs Idem Întârziere coroziune i formare cocs Comp i metod pentru inhibare cocsare Metod pentru întârziere coroziune i formare cocs Întârziere coroziune i formare cocs Inhibitori cocsare i acceleratori decocsare Ca Mg K. IdemDispozitiv de injec ie inhibitori solu ie în cuptor
Zou Renjun /Zou, 1993 /citeaz pe Low Qiangjin (1991) cu folosirea efectului cumulat al s rurilor alcaline (K2CO3) i comp organici cu P i S. La o depunere de 2-10 g K2CO3/m
2 serpentin i un dozaj de comp P+S (CRS) de 0,1-
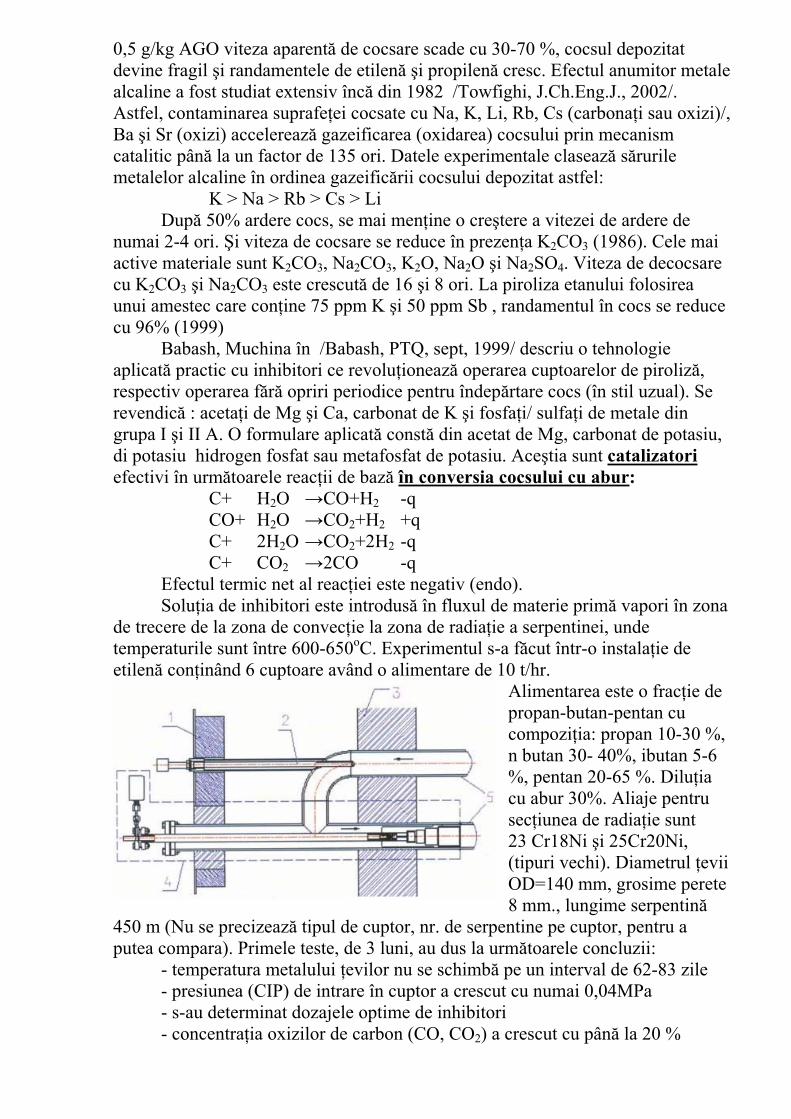
0,5 g/kg AGO viteza aparent de cocsare scade cu 30-70 %, cocsul depozitat devine fragil i randamentele de etilen i propilen cresc. Efectul anumitor metale alcaline a fost studiat extensiv înc din 1982 /Towfighi, J.Ch.Eng.J., 2002/. Astfel, contaminarea suprafe ei cocsate cu Na, K, Li, Rb, Cs (carbona i sau oxizi)/, Ba i Sr (oxizi) accelereaz gazeificarea (oxidarea) cocsului prin mecanism catalitic pân la un factor de 135 ori. Datele experimentale claseaz s rurilemetalelor alcaline în ordinea gazeific rii cocsului depozitat astfel:
K > Na > Rb > Cs > Li Dup 50% ardere cocs, se mai men ine o cre tere a vitezei de ardere de numai 2-4 ori. i viteza de cocsare se reduce în prezen a K2CO3 (1986). Cele mai active materiale sunt K2CO3, Na2CO3, K2O, Na2O i Na2SO4. Viteza de decocsarecu K2CO3 i Na2CO3 este crescut de 16 i 8 ori. La piroliza etanului folosirea unui amestec care con ine 75 ppm K i 50 ppm Sb , randamentul în cocs se reduce cu 96% (1999)
Babash, Muchina în /Babash, PTQ, sept, 1999/ descriu o tehnologie aplicat practic cu inhibitori ce revolu ioneaz operarea cuptoarelor de piroliz ,respectiv operarea f r opriri periodice pentru îndep rtare cocs (în stil uzual). Se revendic : aceta i de Mg i Ca, carbonat de K i fosfa i/ sulfa i de metale din grupa I i II A. O formulare aplicat const din acetat de Mg, carbonat de potasiu, di potasiu hidrogen fosfat sau metafosfat de potasiu. Ace tia sunt catalizatori
efectivi în urm toarele reac ii de baz în conversia cocsului cu abur:
C+ H2O CO+H2 -q CO+ H2O CO2+H2 +q C+ 2H2O CO2+2H2 -q C+ CO2 2CO -q
Efectul termic net al reac iei este negativ (endo). Solu ia de inhibitori este introdus în fluxul de materie prim vapori în zona de trecere de la zona de convec ie la zona de radia ie a serpentinei, unde temperaturile sunt între 600-650oC. Experimentul s-a f cut într-o instala ie de etilen con inând 6 cuptoare având o alimentare de 10 t/hr.
Alimentarea este o frac ie de propan-butan-pentan cu compozi ia: propan 10-30 %, n butan 30- 40%, ibutan 5-6 %, pentan 20-65 %. Dilu iacu abur 30%. Aliaje pentru sec iunea de radia ie sunt23 Cr18Ni i 25Cr20Ni, (tipuri vechi). Diametrul eviiOD=140 mm, grosime perete 8 mm., lungime serpentin
450 m (Nu se precizeaz tipul de cuptor, nr. de serpentine pe cuptor, pentru a putea compara). Primele teste, de 3 luni, au dus la urm toarele concluzii: - temperatura metalului evilor nu se schimb pe un interval de 62-83 zile
- presiunea (CIP) de intrare în cuptor a crescut cu numai 0,04MPa - s-au determinat dozajele optime de inhibitori
- concentra ia oxizilor de carbon (CO, CO2) a crescut cu pân la 20 %
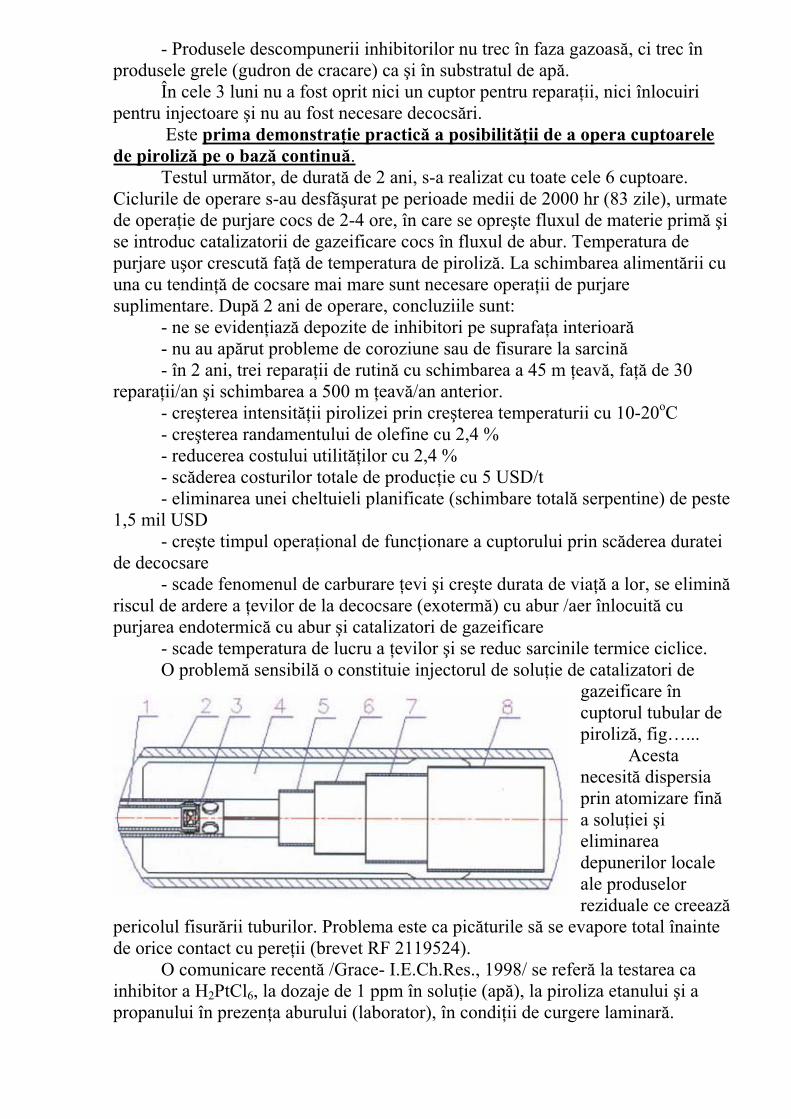
- Produsele descompunerii inhibitorilor nu trec în faza gazoas , ci trec în produsele grele (gudron de cracare) ca i în substratul de ap .
În cele 3 luni nu a fost oprit nici un cuptor pentru repara ii, nici înlocuiri pentru injectoare i nu au fost necesare decocs ri.
Este prima demonstra ie practic a posibilit ii de a opera cuptoarele
de piroliz pe o baz continu . Testul urm tor, de durat de 2 ani, s-a realizat cu toate cele 6 cuptoare. Ciclurile de operare s-au desf urat pe perioade medii de 2000 hr (83 zile), urmate de opera ie de purjare cocs de 2-4 ore, în care se opre te fluxul de materie prim ise introduc catalizatorii de gazeificare cocs în fluxul de abur. Temperatura de purjare u or crescut fa de temperatura de piroliz . La schimbarea aliment rii cu una cu tendin de cocsare mai mare sunt necesare opera ii de purjare suplimentare. Dup 2 ani de operare, concluziile sunt:
- ne se eviden iaz depozite de inhibitori pe suprafa a interioar- nu au ap rut probleme de coroziune sau de fisurare la sarcin- în 2 ani, trei repara ii de rutin cu schimbarea a 45 m eav , fa de 30
repara ii/an i schimbarea a 500 m eav /an anterior. - cre terea intensit ii pirolizei prin cre terea temperaturii cu 10-20oC - cre terea randamentului de olefine cu 2,4 %
- reducerea costului utilit ilor cu 2,4 % - sc derea costurilor totale de produc ie cu 5 USD/t
- eliminarea unei cheltuieli planificate (schimbare total serpentine) de peste1,5 mil USD - cre te timpul opera ional de func ionare a cuptorului prin sc derea duratei de decocsare
- scade fenomenul de carburare evi i cre te durata de via a lor, se eliminriscul de ardere a evilor de la decocsare (exoterm ) cu abur /aer înlocuit cu purjarea endotermic cu abur i catalizatori de gazeificare
- scade temperatura de lucru a evilor i se reduc sarcinile termice ciclice. O problem sensibil o constituie injectorul de solu ie de catalizatori de
gazeificare în cuptorul tubular de piroliz , fig…... Acesta necesit dispersia prin atomizare fina solu iei ieliminareadepunerilor locale ale produselor reziduale ce creeaz
pericolul fisur rii tuburilor. Problema este ca pic turile s se evapore total înainte de orice contact cu pere ii (brevet RF 2119524).
O comunicare recent /Grace- I.E.Ch.Res., 1998/ se refer la testarea ca inhibitor a H2PtCl6, la dozaje de 1 ppm în solu ie (ap ), la piroliza etanului i a propanului în prezen a aburului (laborator), în condi ii de curgere laminar .
Vitezele de cocsare scad astfel, în cazul unui aliaj Incoloy 800 cu Ni30Cr20,Viteza de cocsare, µg/cm2.min, tabel….... Reactant Temperatur
T , oCVitez de cocsare f r aditiv rc,n
Vitez de cocsarecu aditiv rc,a
Raportrc,n/rc,a
Etan 830835840
0,981,31,6
0,380,560,88
2,62,31,9
Propan 820825830
1,51,71,9
0,580,781,03
2,52,21,9
În toate cazurile efectul H2PtCl6 (dozat la 1 ppm) este de reducere de 2-2,5 ori a vitezei de cocsare. Prin polizarea suprafe ei interioare a aliajului se modific : -rugozitatea materialului -emisivitatea , factor din legea Stefan Boltzmann, referitoare laputerea de emisie a corpului cenu iu E= T4
Pentru SIT a elementelor tubulare turnate centrifugal din o eluri Cr/Ni Pyrotherm G tip 25/20 i 25/35 Muller, 1957, citat de /Pavel,1995/ se men ioneazprelucrarea mecanic (degro are i finisare fin ) corespunz toare unei rugozit iRa de 3,2 µm i respectiv 0,125µm. S-a constatat c aceast prelucrare mecanicinterioar mic oreaz cocsarea i îmbun t e te rezisten a la carburare.
Fig... reproduce carburarea unui element tubular de o el aliat Cr/Ni 25/20 Pyrotherm cu 0,40 % C, din serpentina de etilen ce a lucrat 2 ani la temperaturaTMT 920-1025oC (cu SIT neprelucrat i SIT finisat ). Situa ia este net avantajoas pentru SIT prelucrat. Muller recomand pentru SIT o rugozitate Ra de cel mult 1-2 µm.
Emisivit i normale ale unor suprafe e din Pavel /Pavel, Cuptoare, 1995/ Natura
suprafe eiDomeniul de
temperatur oCEmisivitate
Inconel 230- 950 0,3-0,7Nichel – Cr 50-1030 0,64-0,76
Aliaj 25Cr20Ni oxidat în cuptor
210-530 0,90-0,97
Al lustruit 220-590 0,04-0,06Al oxid 500-820 0,42-0,26
Emisivitatea influen eaz puterea de emisie radiant i temperatura suprafe eireactorului. Emisivitatea poate varia de la 0,1 pentru o suprafa polizat la 0,9 pentru o suprafa carbonizat . Suprafe ele înalt polizate lucreaz cu 50-100oC sub cea a suprafe elor nepolizate /Albright, 1986/. Aceast reducere semnificativ a
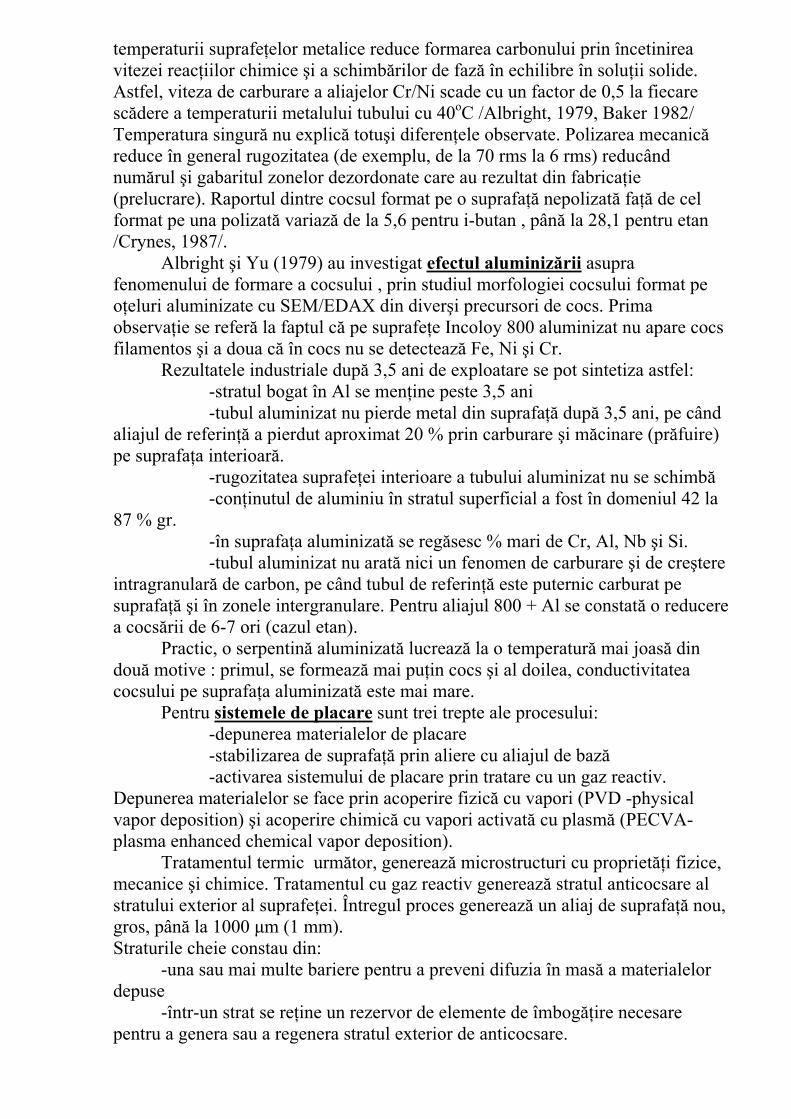
temperaturii suprafe elor metalice reduce formarea carbonului prin încetinirea vitezei reac iilor chimice i a schimb rilor de faz în echilibre în solu ii solide. Astfel, viteza de carburare a aliajelor Cr/Ni scade cu un factor de 0,5 la fiecare sc dere a temperaturii metalului tubului cu 40oC /Albright, 1979, Baker 1982/ Temperatura singur nu explic totu i diferen ele observate. Polizarea mecanicreduce în general rugozitatea (de exemplu, de la 70 rms la 6 rms) reducând num rul i gabaritul zonelor dezordonate care au rezultat din fabrica ie(prelucrare). Raportul dintre cocsul format pe o suprafa nepolizat fa de cel format pe una polizat variaz de la 5,6 pentru i-butan , pân la 28,1 pentru etan /Crynes, 1987/. Albright i Yu (1979) au investigat efectul aluminiz rii asupra fenomenului de formare a cocsului , prin studiul morfologiei cocsului format pe o eluri aluminizate cu SEM/EDAX din diver i precursori de cocs. Prima observa ie se refer la faptul c pe suprafe e Incoloy 800 aluminizat nu apare cocs filamentos i a doua c în cocs nu se detecteaz Fe, Ni i Cr. Rezultatele industriale dup 3,5 ani de exploatare se pot sintetiza astfel: -stratul bogat în Al se men ine peste 3,5 ani -tubul aluminizat nu pierde metal din suprafa dup 3,5 ani, pe când aliajul de referin a pierdut aproximat 20 % prin carburare i m cinare (pr fuire)pe suprafa a interioar . -rugozitatea suprafe ei interioare a tubului aluminizat nu se schimb -con inutul de aluminiu în stratul superficial a fost în domeniul 42 la 87 % gr. -în suprafa a aluminizat se reg sesc % mari de Cr, Al, Nb i Si. -tubul aluminizat nu arat nici un fenomen de carburare i de cre tereintragranular de carbon, pe când tubul de referin este puternic carburat pe suprafa i în zonele intergranulare. Pentru aliajul 800 + Al se constat o reducere a cocs rii de 6-7 ori (cazul etan). Practic, o serpentin aluminizat lucreaz la o temperatur mai joas din dou motive : primul, se formeaz mai pu in cocs i al doilea, conductivitatea cocsului pe suprafa a aluminizat este mai mare. Pentru sistemele de placare sunt trei trepte ale procesului: -depunerea materialelor de placare -stabilizarea de suprafa prin aliere cu aliajul de baz -activarea sistemului de placare prin tratare cu un gaz reactiv. Depunerea materialelor se face prin acoperire fizic cu vapori (PVD -physical vapor deposition) i acoperire chimic cu vapori activat cu plasm (PECVA- plasma enhanced chemical vapor deposition). Tratamentul termic urm tor, genereaz microstructuri cu propriet i fizice, mecanice i chimice. Tratamentul cu gaz reactiv genereaz stratul anticocsare al stratului exterior al suprafe ei. Întregul proces genereaz un aliaj de suprafa nou, gros, pân la 1000 µm (1 mm). Straturile cheie constau din: -una sau mai multe bariere pentru a preveni difuzia în mas a materialelor depuse -într-un strat se re ine un rezervor de elemente de îmbog ire necesare pentru a genera sau a regenera stratul exterior de anticocsare.
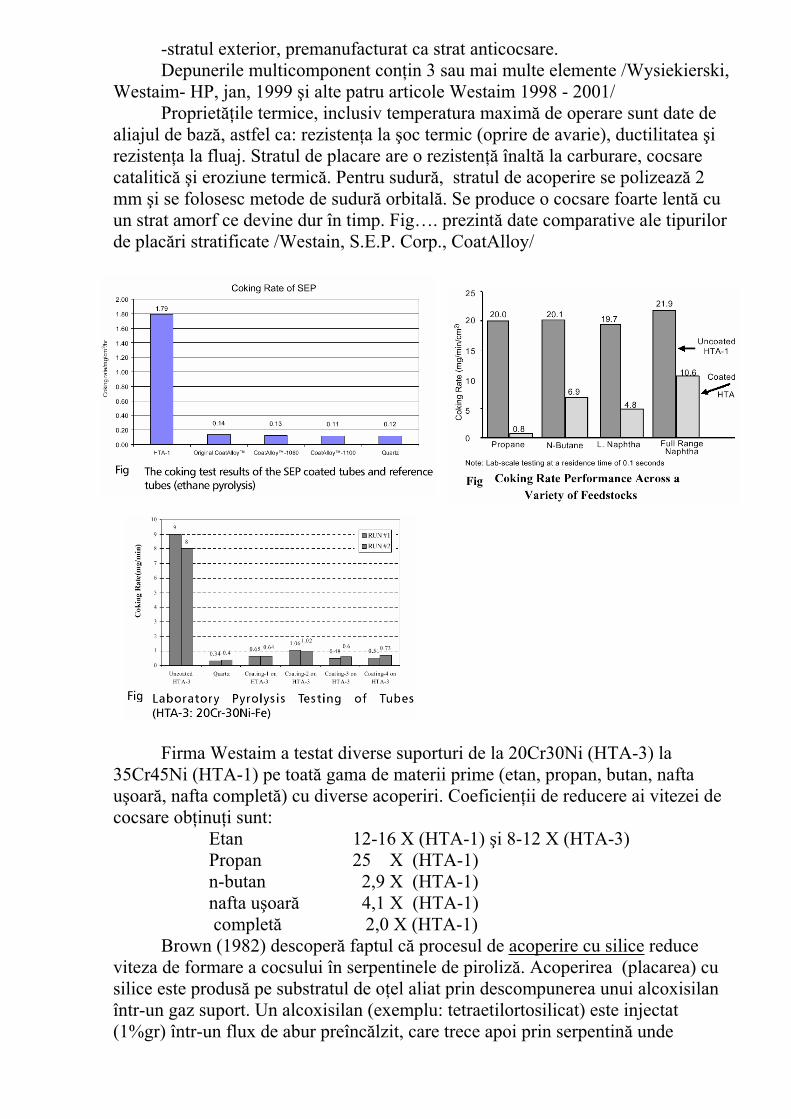
-stratul exterior, premanufacturat ca strat anticocsare. Depunerile multicomponent con in 3 sau mai multe elemente /Wysiekierski, Westaim- HP, jan, 1999 i alte patru articole Westaim 1998 - 2001/ Propriet ile termice, inclusiv temperatura maxim de operare sunt date de aliajul de baz , astfel ca: rezisten a la oc termic (oprire de avarie), ductilitatea irezisten a la fluaj. Stratul de placare are o rezisten înalt la carburare, cocsarecatalitic i eroziune termic . Pentru sudur , stratul de acoperire se polizeaz 2 mm i se folosesc metode de sudur orbital . Se produce o cocsare foarte lent cu un strat amorf ce devine dur în timp. Fig…. prezint date comparative ale tipurilor de plac ri stratificate /Westain, S.E.P. Corp., CoatAlloy/
Firma Westaim a testat diverse suporturi de la 20Cr30Ni (HTA-3) la 35Cr45Ni (HTA-1) pe toat gama de materii prime (etan, propan, butan, nafta u oar , nafta complet ) cu diverse acoperiri. Coeficien ii de reducere ai vitezei decocsare ob inu i sunt: Etan 12-16 X (HTA-1) i 8-12 X (HTA-3)
Propan 25 X (HTA-1) n-butan 2,9 X (HTA-1)
nafta u oar 4,1 X (HTA-1) complet 2,0 X (HTA-1)
Brown (1982) descoper faptul c procesul de acoperire cu silice reduce viteza de formare a cocsului în serpentinele de piroliz . Acoperirea (placarea) cu silice este produs pe substratul de o el aliat prin descompunerea unui alcoxisilan într-un gaz suport. Un alcoxisilan (exemplu: tetraetilortosilicat) este injectat (1%gr) într-un flux de abur preînc lzit, care trece apoi prin serpentin unde
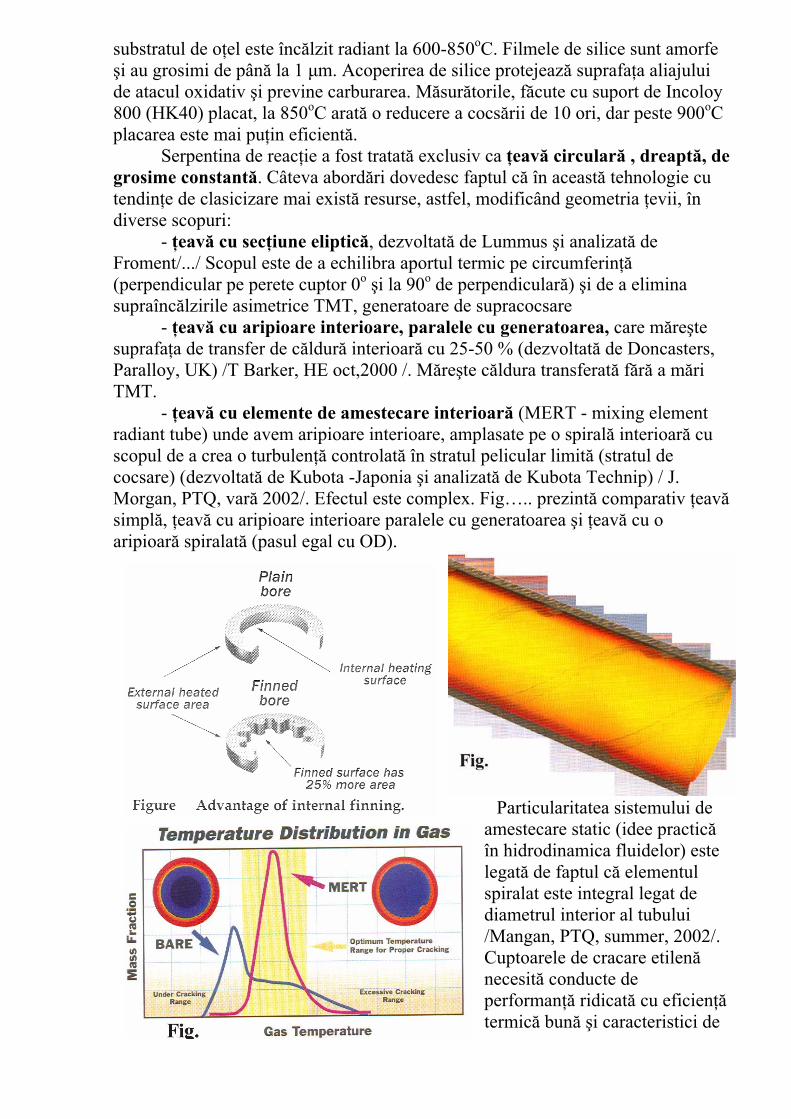
substratul de o el este înc lzit radiant la 600-850oC. Filmele de silice sunt amorfe i au grosimi de pân la 1 µm. Acoperirea de silice protejeaz suprafa a aliajului
de atacul oxidativ i previne carburarea. M sur torile, f cute cu suport de Incoloy 800 (HK40) placat, la 850oC arat o reducere a cocs rii de 10 ori, dar peste 900oCplacarea este mai pu in eficient .
Serpentina de reac ie a fost tratat exclusiv ca eav circular , dreapt , de
grosime constant . Câteva abord ri dovedesc faptul c în aceast tehnologie cu tendin e de clasicizare mai exist resurse, astfel, modificând geometria evii, în diverse scopuri: - eav cu sec iune eliptic , dezvoltat de Lummus i analizat de Froment/.../ Scopul este de a echilibra aportul termic pe circumferin(perpendicular pe perete cuptor 0o i la 90o de perpendicular ) i de a elimina supraînc lzirile asimetrice TMT, generatoare de supracocsare - eav cu aripioare interioare, paralele cu generatoarea, care m re tesuprafa a de transfer de c ldur interioar cu 25-50 % (dezvoltat de Doncasters,Paralloy, UK) /T Barker, HE oct,2000 /. M re te c ldura transferat f r a m riTMT. - eav cu elemente de amestecare interioar (MERT - mixing element radiant tube) unde avem aripioare interioare, amplasate pe o spiral interioar cu scopul de a crea o turbulen controlat în stratul pelicular limit (stratul de cocsare) (dezvoltat de Kubota -Japonia i analizat de Kubota Technip) / J. Morgan, PTQ, var 2002/. Efectul este complex. Fig….. prezint comparativ eavsimpl , eav cu aripioare interioare paralele cu generatoarea i eav cu o aripioar spiralat (pasul egal cu OD).
Particularitatea sistemului de amestecare static (idee practicîn hidrodinamica fluidelor) estelegat de faptul c elementulspiralat este integral legat de diametrul interior al tubului/Mangan, PTQ, summer, 2002/.Cuptoarele de cracare etilennecesit conducte de performan ridicat cu eficientermic bun i caracteristici de
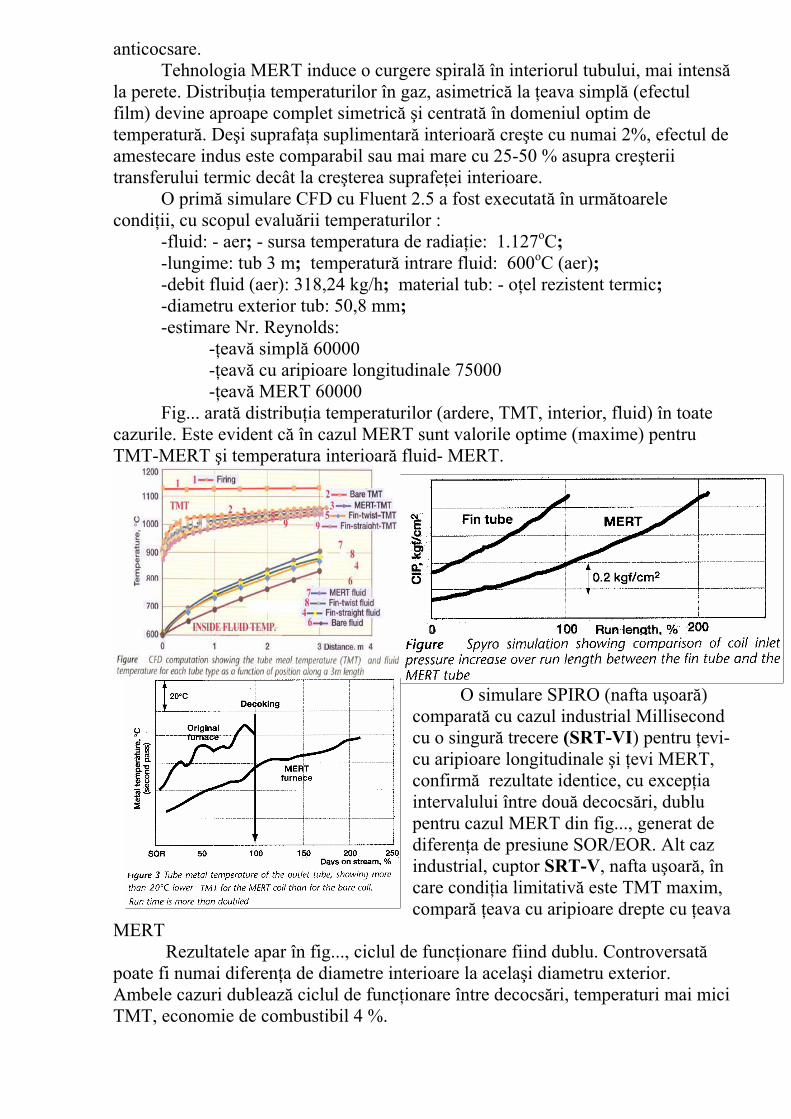
anticocsare.Tehnologia MERT induce o curgere spiral în interiorul tubului, mai intens
la perete. Distribu ia temperaturilor în gaz, asimetric la eava simpl (efectulfilm) devine aproape complet simetric i centrat în domeniul optim de temperatur . De i suprafa a suplimentar interioar cre te cu numai 2%, efectul de amestecare indus este comparabil sau mai mare cu 25-50 % asupra cre teriitransferului termic decât la cre terea suprafe ei interioare. O prim simulare CFD cu Fluent 2.5 a fost executat în urm toarelecondi ii, cu scopul evalu rii temperaturilor :
-fluid: - aer; - sursa temperatura de radia ie: 1.127oC;
-lungime: tub 3 m; temperatur intrare fluid: 600oC (aer);-debit fluid (aer): 318,24 kg/h; material tub: - o el rezistent termic;
-diametru exterior tub: 50,8 mm;
-estimare Nr. Reynolds: - eav simpl 60000 - eav cu aripioare longitudinale 75000 - eav MERT 60000 Fig... arat distribu ia temperaturilor (ardere, TMT, interior, fluid) în toate cazurile. Este evident c în cazul MERT sunt valorile optime (maxime) pentru TMT-MERT i temperatura interioar fluid- MERT.
O simulare SPIRO (nafta u oar )comparat cu cazul industrial Millisecond cu o singur trecere (SRT-VI) pentru evi-cu aripioare longitudinale i evi MERT, confirm rezultate identice, cu excep iaintervalului între dou decocs ri, dublu pentru cazul MERT din fig..., generat de diferen a de presiune SOR/EOR. Alt caz industrial, cuptor SRT-V, nafta u oar , în care condi ia limitativ este TMT maxim,compar eava cu aripioare drepte cu eava
MERT Rezultatele apar în fig..., ciclul de func ionare fiind dublu. Controversat
poate fi numai diferen a de diametre interioare la acela i diametru exterior. Ambele cazuri dubleaz ciclul de func ionare între decocs ri, temperaturi mai mici TMT, economie de combustibil 4 %.
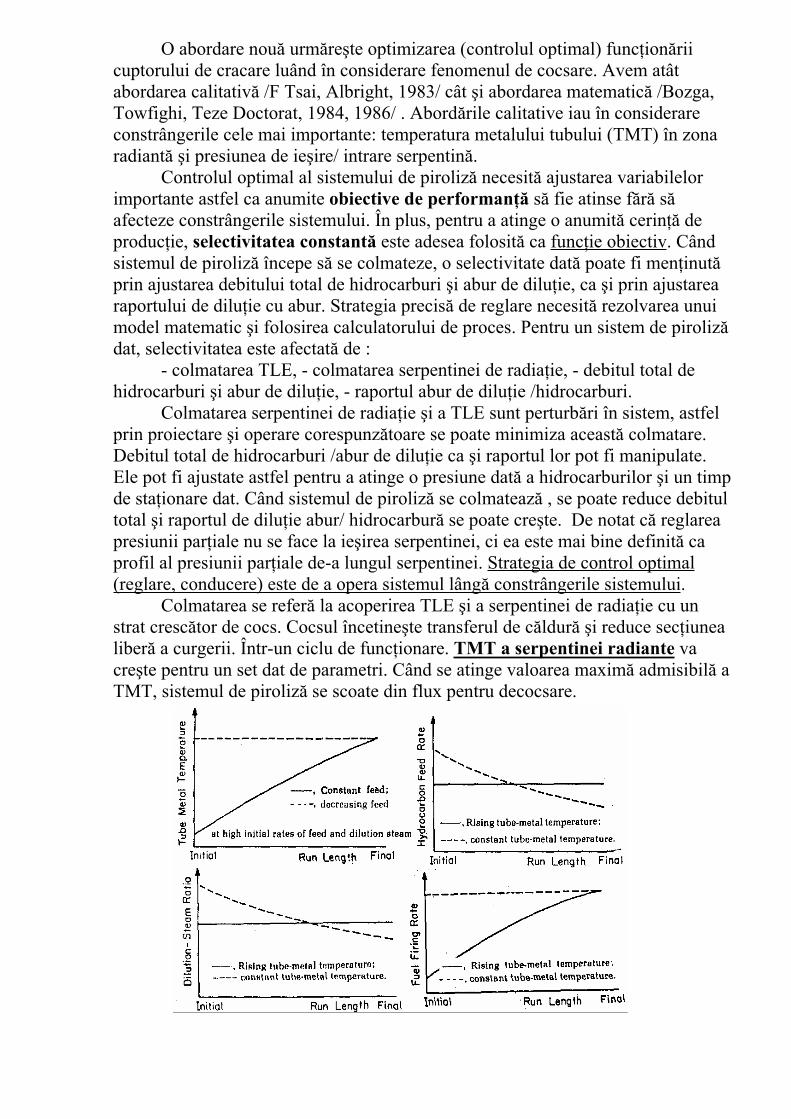
O abordare nou urm re te optimizarea (controlul optimal) func ion riicuptorului de cracare luând în considerare fenomenul de cocsare. Avem atâtabordarea calitativ /F Tsai, Albright, 1983/ cât i abordarea matematic /Bozga,Towfighi, Teze Doctorat, 1984, 1986/ . Abord rile calitative iau în considerare constrângerile cele mai importante: temperatura metalului tubului (TMT) în zona radiant i presiunea de ie ire/ intrare serpentin .
Controlul optimal al sistemului de piroliz necesit ajustarea variabilelor importante astfel ca anumite obiective de performan s fie atinse f r safecteze constrângerile sistemului. În plus, pentru a atinge o anumit cerin de produc ie, selectivitatea constant este adesea folosit ca func ie obiectiv. Când sistemul de piroliz începe s se colmateze, o selectivitate dat poate fi men inutprin ajustarea debitului total de hidrocarburi i abur de dilu ie, ca i prin ajustarea raportului de dilu ie cu abur. Strategia precis de reglare necesit rezolvarea unui model matematic i folosirea calculatorului de proces. Pentru un sistem de pirolizdat, selectivitatea este afectat de :
- colmatarea TLE, - colmatarea serpentinei de radia ie, - debitul total de hidrocarburi i abur de dilu ie, - raportul abur de dilu ie /hidrocarburi.
Colmatarea serpentinei de radia ie i a TLE sunt perturb ri în sistem, astfel prin proiectare i operare corespunz toare se poate minimiza aceast colmatare.Debitul total de hidrocarburi /abur de dilu ie ca i raportul lor pot fi manipulate. Ele pot fi ajustate astfel pentru a atinge o presiune dat a hidrocarburilor i un timp de sta ionare dat. Când sistemul de piroliz se colmateaz , se poate reduce debitul total i raportul de dilu ie abur/ hidrocarbur se poate cre te. De notat c reglarea presiunii par iale nu se face la ie irea serpentinei, ci ea este mai bine definit ca profil al presiunii par iale de-a lungul serpentinei. Strategia de control optimal(reglare, conducere) este de a opera sistemul lâng constrângerile sistemului.
Colmatarea se refer la acoperirea TLE i a serpentinei de radia ie cu un strat cresc tor de cocs. Cocsul încetine te transferul de c ldur i reduce sec iunealiber a curgerii. Într-un ciclu de func ionare. TMT a serpentinei radiante va cre te pentru un set dat de parametri. Când se atinge valoarea maxim admisibil a TMT, sistemul de piroliz se scoate din flux pentru decocsare.
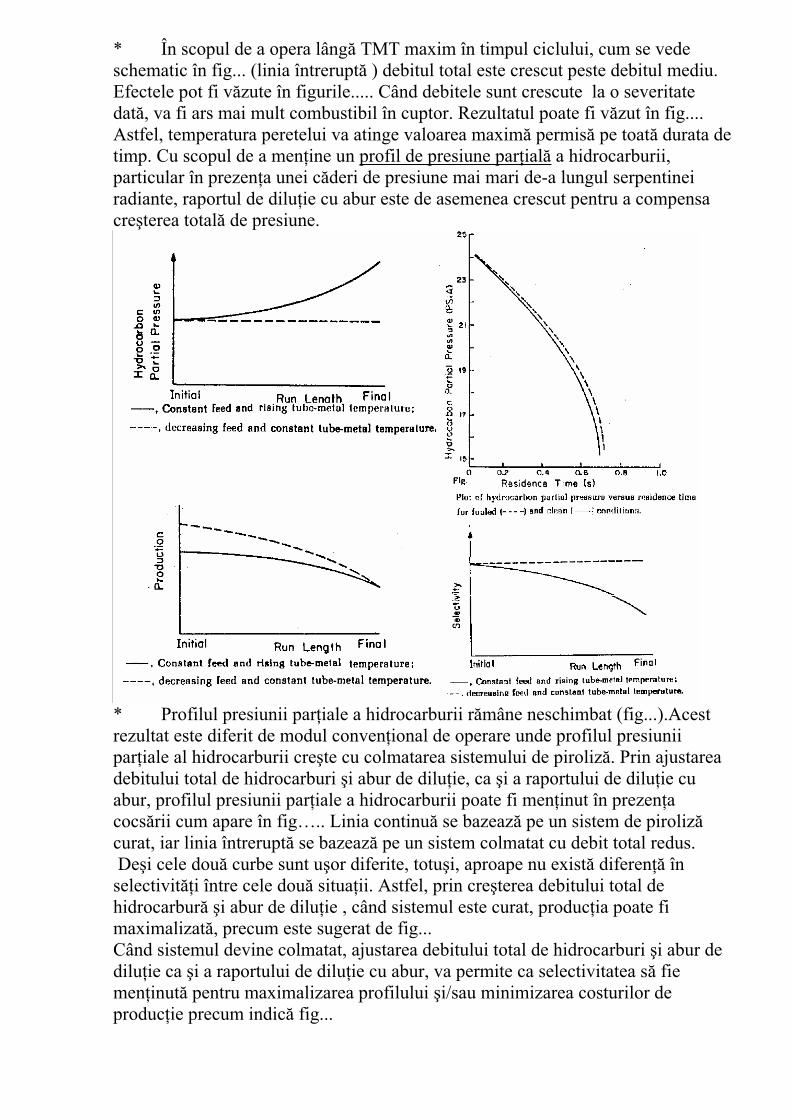
* În scopul de a opera lâng TMT maxim în timpul ciclului, cum se vede schematic în fig... (linia întrerupt ) debitul total este crescut peste debitul mediu.Efectele pot fi v zute în figurile..... Când debitele sunt crescute la o severitate dat , va fi ars mai mult combustibil în cuptor. Rezultatul poate fi v zut în fig.... Astfel, temperatura peretelui va atinge valoarea maxim permis pe toat durata de timp. Cu scopul de a men ine un profil de presiune par ial a hidrocarburii, particular în prezen a unei c deri de presiune mai mari de-a lungul serpentinei radiante, raportul de dilu ie cu abur este de asemenea crescut pentru a compensacre terea total de presiune.
* Profilul presiunii par iale a hidrocarburii r mâne neschimbat (fig...).Acestrezultat este diferit de modul conven ional de operare unde profilul presiuniipar iale al hidrocarburii cre te cu colmatarea sistemului de piroliz . Prin ajustarea debitului total de hidrocarburi i abur de dilu ie, ca i a raportului de dilu ie cuabur, profilul presiunii par iale a hidrocarburii poate fi men inut în prezen acocs rii cum apare în fig….. Linia continu se bazeaz pe un sistem de pirolizcurat, iar linia întrerupt se bazeaz pe un sistem colmatat cu debit total redus. De i cele dou curbe sunt u or diferite, totu i, aproape nu exist diferen în selectivit i între cele dou situa ii. Astfel, prin cre terea debitului total de hidrocarbur i abur de dilu ie , când sistemul este curat, produc ia poate fi maximalizat , precum este sugerat de fig... Când sistemul devine colmatat, ajustarea debitului total de hidrocarburi i abur de dilu ie ca i a raportului de dilu ie cu abur, va permite ca selectivitatea s fiemen inut pentru maximalizarea profilului i/sau minimizarea costurilor de produc ie precum indic fig...
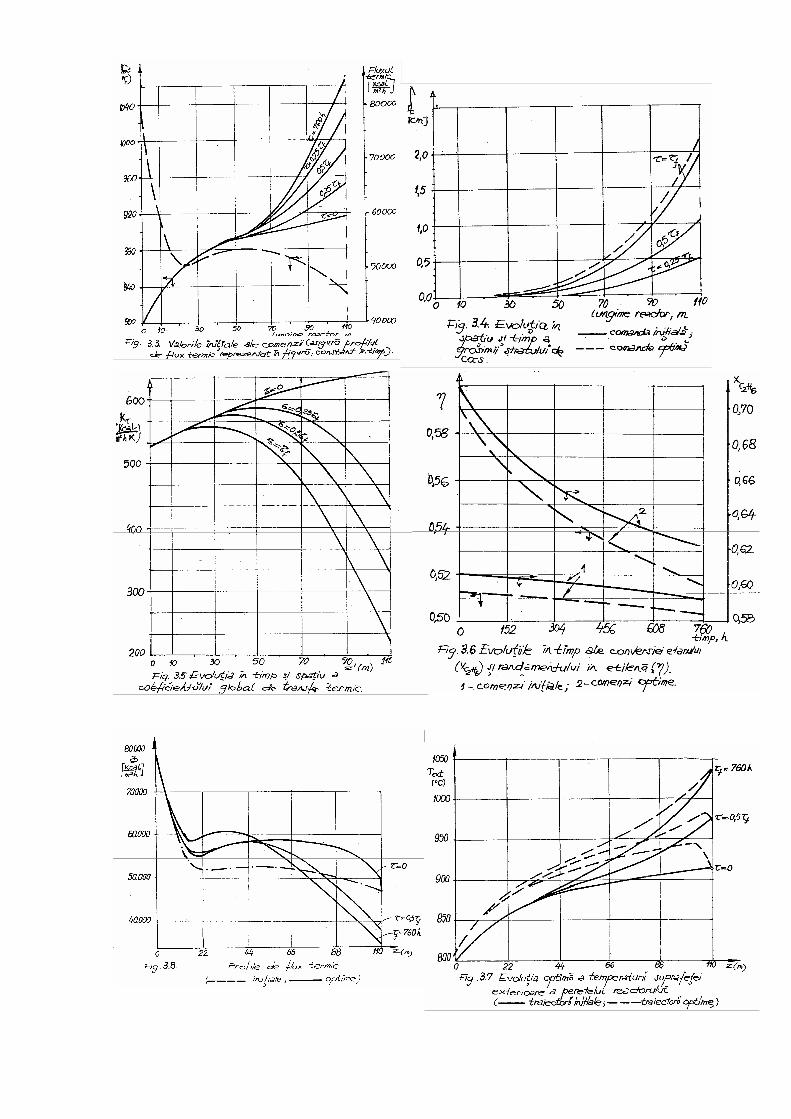
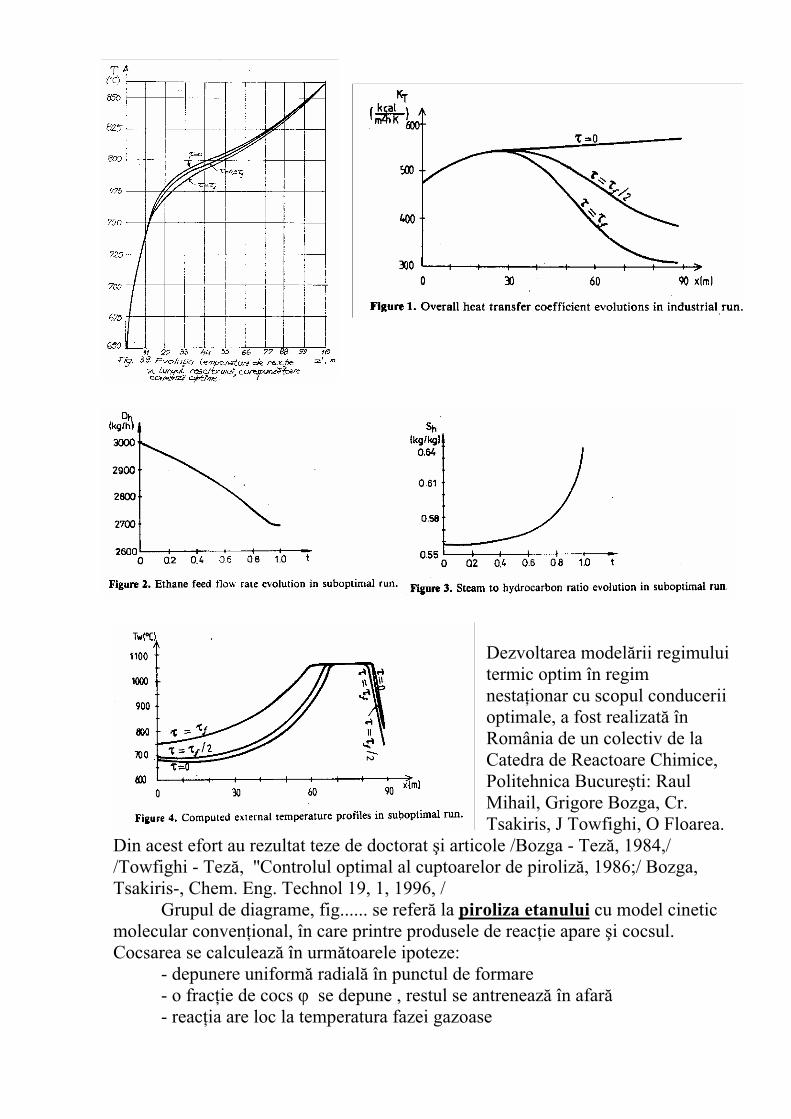
Dezvoltarea model rii regimuluitermic optim în regim nesta ionar cu scopul conducerii optimale, a fost realizat în România de un colectiv de la Catedra de Reactoare Chimice,Politehnica Bucure ti: Raul Mihail, Grigore Bozga, Cr. Tsakiris, J Towfighi, O Floarea.
Din acest efort au rezultat teze de doctorat i articole /Bozga - Tez , 1984,/ /Towfighi - Tez , ''Controlul optimal al cuptoarelor de piroliz , 1986;/ Bozga, Tsakiris-, Chem. Eng. Technol 19, 1, 1996, /
Grupul de diagrame, fig...... se refer la piroliza etanului cu model cineticmolecular conven ional, în care printre produsele de reac ie apare i cocsul.Cocsarea se calculeaz în urm toarele ipoteze:
- depunere uniform radial în punctul de formare- o frac ie de cocs se depune , restul se antreneaz în afar
- reac ia are loc la temperatura fazei gazoase
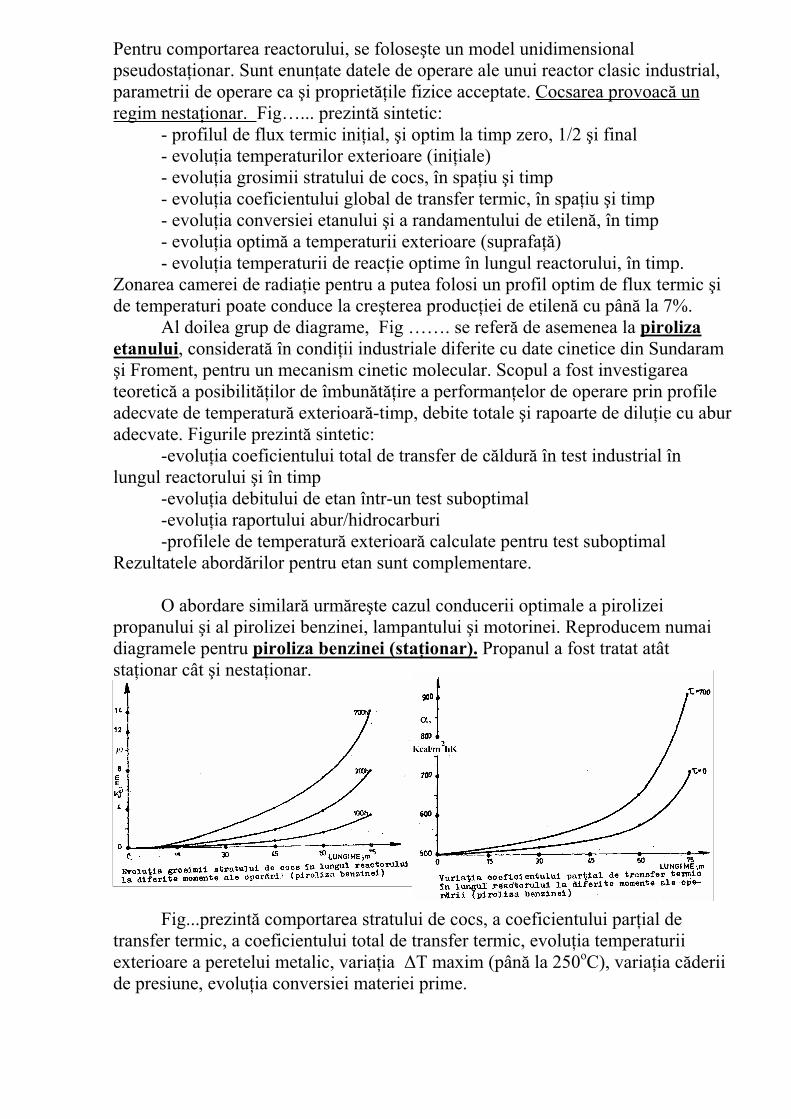
Pentru comportarea reactorului, se folose te un model unidimensional pseudosta ionar. Sunt enun ate datele de operare ale unui reactor clasic industrial,parametrii de operare ca i propriet ile fizice acceptate. Cocsarea provoac un regim nesta ionar. Fig…... prezint sintetic:
- profilul de flux termic ini ial, i optim la timp zero, 1/2 i final - evolu ia temperaturilor exterioare (ini iale) - evolu ia grosimii stratului de cocs, în spa iu i timp - evolu ia coeficientului global de transfer termic, în spa iu i timp - evolu ia conversiei etanului i a randamentului de etilen , în timp - evolu ia optim a temperaturii exterioare (suprafa ) - evolu ia temperaturii de reac ie optime în lungul reactorului, în timp. Zonarea camerei de radia ie pentru a putea folosi un profil optim de flux termic ide temperaturi poate conduce la cre terea produc iei de etilen cu pân la 7%.
Al doilea grup de diagrame, Fig ……. se refer de asemenea la piroliza
etanului, considerat în condi ii industriale diferite cu date cinetice din Sundaram i Froment, pentru un mecanism cinetic molecular. Scopul a fost investigarea
teoretic a posibilit ilor de îmbun t ire a performan elor de operare prin profile adecvate de temperatur exterioar -timp, debite totale i rapoarte de dilu ie cu abur adecvate. Figurile prezint sintetic: -evolu ia coeficientului total de transfer de c ldur în test industrial în lungul reactorului i în timp -evolu ia debitului de etan într-un test suboptimal -evolu ia raportului abur/hidrocarburi
-profilele de temperatur exterioar calculate pentru test suboptimal Rezultatele abord rilor pentru etan sunt complementare.
O abordare similar urm re te cazul conducerii optimale a pirolizei propanului i al pirolizei benzinei, lampantului i motorinei. Reproducem numaidiagramele pentru piroliza benzinei (sta ionar). Propanul a fost tratat atât sta ionar cât i nesta ionar.
Fig...prezint comportarea stratului de cocs, a coeficientului par ial de transfer termic, a coeficientului total de transfer termic, evolu ia temperaturiiexterioare a peretelui metalic, varia ia T maxim (pân la 250oC), varia ia c deriide presiune, evolu ia conversiei materiei prime.
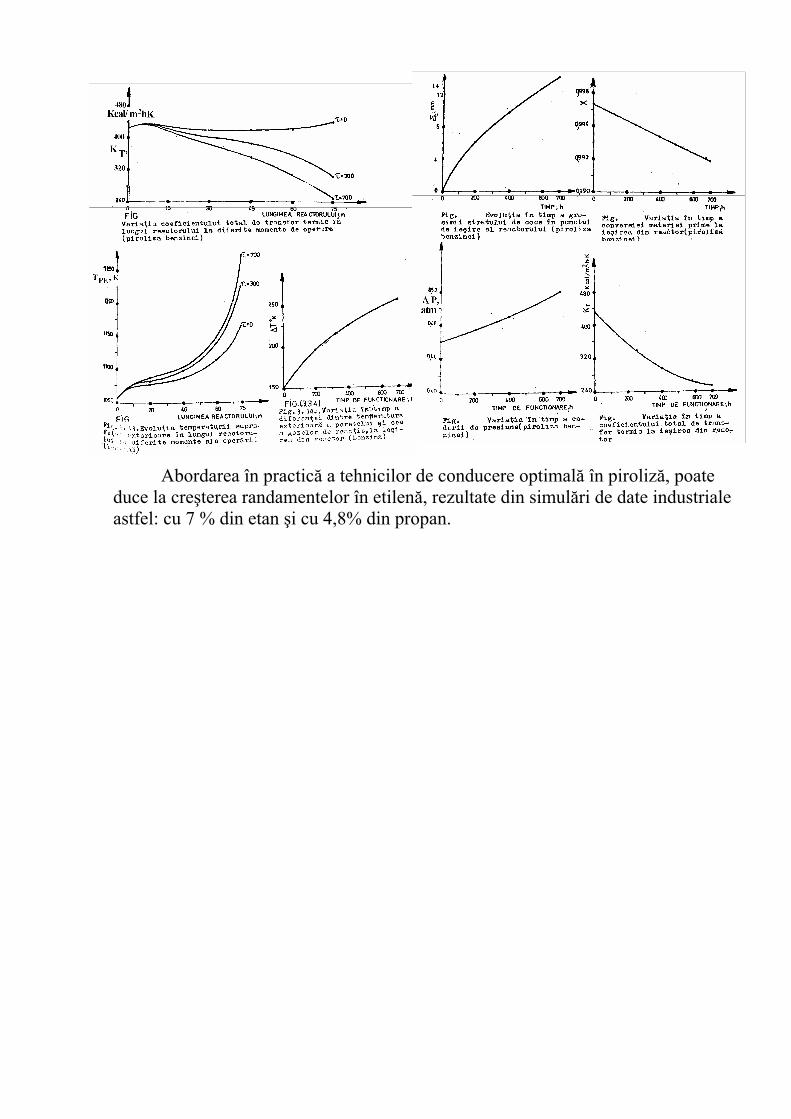
Abordarea în practic a tehnicilor de conducere optimal în piroliz , poate duce la cre terea randamentelor în etilen , rezultate din simul ri de date industrialeastfel: cu 7 % din etan i cu 4,8% din propan.
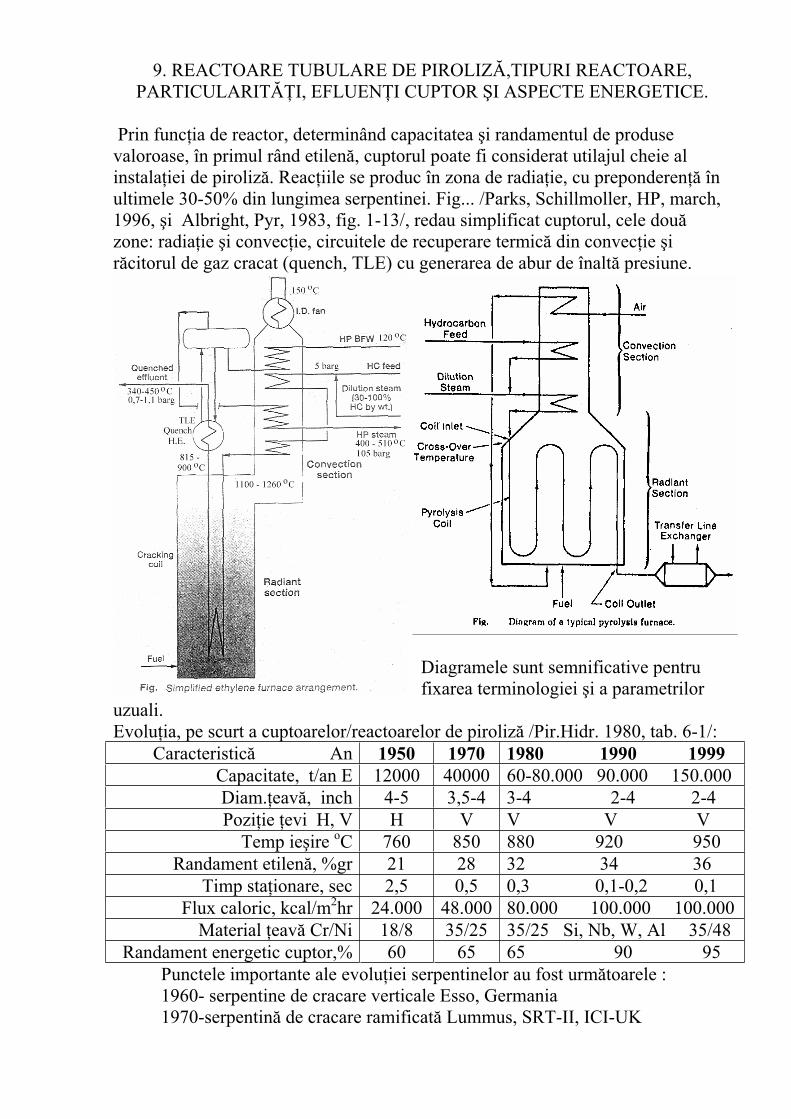
9. REACTOARE TUBULARE DE PIROLIZ ,TIPURI REACTOARE, PARTICULARIT I, EFLUEN I CUPTOR I ASPECTE ENERGETICE.
Prin func ia de reactor, determinând capacitatea i randamentul de produse valoroase, în primul rând etilen , cuptorul poate fi considerat utilajul cheie alinstala iei de piroliz . Reac iile se produc în zona de radia ie, cu preponderen în ultimele 30-50% din lungimea serpentinei. Fig... /Parks, Schillmoller, HP, march,1996, i Albright, Pyr, 1983, fig. 1-13/, redau simplificat cuptorul, cele douzone: radia ie i convec ie, circuitele de recuperare termic din convec ie ir citorul de gaz cracat (quench, TLE) cu generarea de abur de înalt presiune.
Diagramele sunt semnificative pentru fixarea terminologiei i a parametrilor
uzuali.Evolu ia, pe scurt a cuptoarelor/reactoarelor de piroliz /Pir.Hidr. 1980, tab. 6-1/:
Caracteristic An 1950 1970 1980 1990 1999
Capacitate, t/an E 12000 40000 60-80.000 90.000 150.000 Diam. eav , inch 4-5 3,5-4 3-4 2-4 2-4 Pozi ie evi H, V H V V V V
Temp ie ire oC 760 850 880 920 950 Randament etilen , %gr 21 28 32 34 36
Timp sta ionare, sec 2,5 0,5 0,3 0,1-0,2 0,1 Flux caloric, kcal/m2hr 24.000 48.000 80.000 100.000 100.000
Material eav Cr/Ni 18/8 35/25 35/25 Si, Nb, W, Al 35/48 Randament energetic cuptor,% 60 65 65 90 95
Punctele importante ale evolu iei serpentinelor au fost urm toarele : 1960- serpentine de cracare verticale Esso, Germania
1970-serpentin de cracare ramificat Lummus, SRT-II, ICI-UK
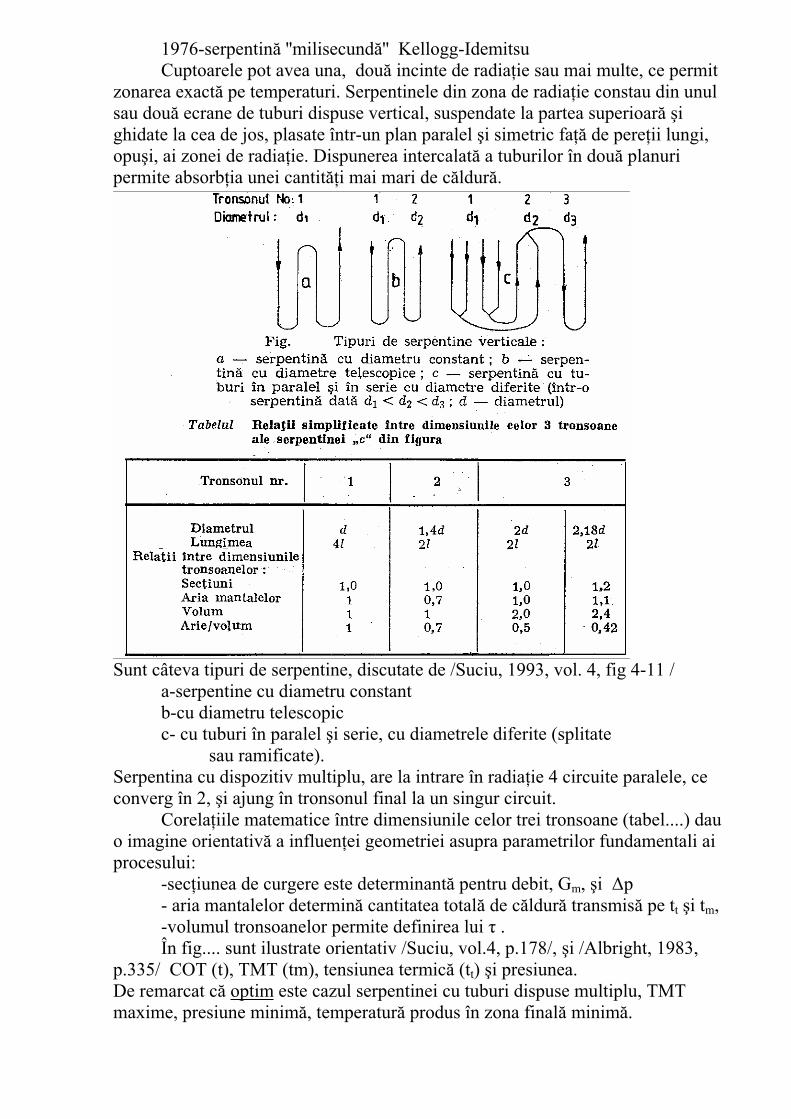
1976-serpentin ''milisecund '' Kellogg-IdemitsuCuptoarele pot avea una, dou incinte de radia ie sau mai multe, ce permit
zonarea exact pe temperaturi. Serpentinele din zona de radia ie constau din unul sau dou ecrane de tuburi dispuse vertical, suspendate la partea superioar ighidate la cea de jos, plasate într-un plan paralel i simetric fa de pere ii lungi, opu i, ai zonei de radia ie. Dispunerea intercalat a tuburilor în dou planuri permite absorb ia unei cantit i mai mari de c ldur .
Sunt câteva tipuri de serpentine, discutate de /Suciu, 1993, vol. 4, fig 4-11 / a-serpentine cu diametru constant b-cu diametru telescopic c- cu tuburi în paralel i serie, cu diametrele diferite (splitate
sau ramificate).Serpentina cu dispozitiv multiplu, are la intrare în radia ie 4 circuite paralele, ce converg în 2, i ajung în tronsonul final la un singur circuit. Corela iile matematice între dimensiunile celor trei tronsoane (tabel....) dau o imagine orientativ a influen ei geometriei asupra parametrilor fundamentali ai procesului: -sec iunea de curgere este determinant pentru debit, Gm, i p
- aria mantalelor determin cantitatea total de c ldur transmis pe tt i tm,-volumul tronsoanelor permite definirea lui . În fig.... sunt ilustrate orientativ /Suciu, vol.4, p.178/, i /Albright, 1983,
p.335/ COT (t), TMT (tm), tensiunea termic (tt) i presiunea.De remarcat c optim este cazul serpentinei cu tuburi dispuse multiplu, TMT maxime, presiune minim , temperatur produs în zona final minim .
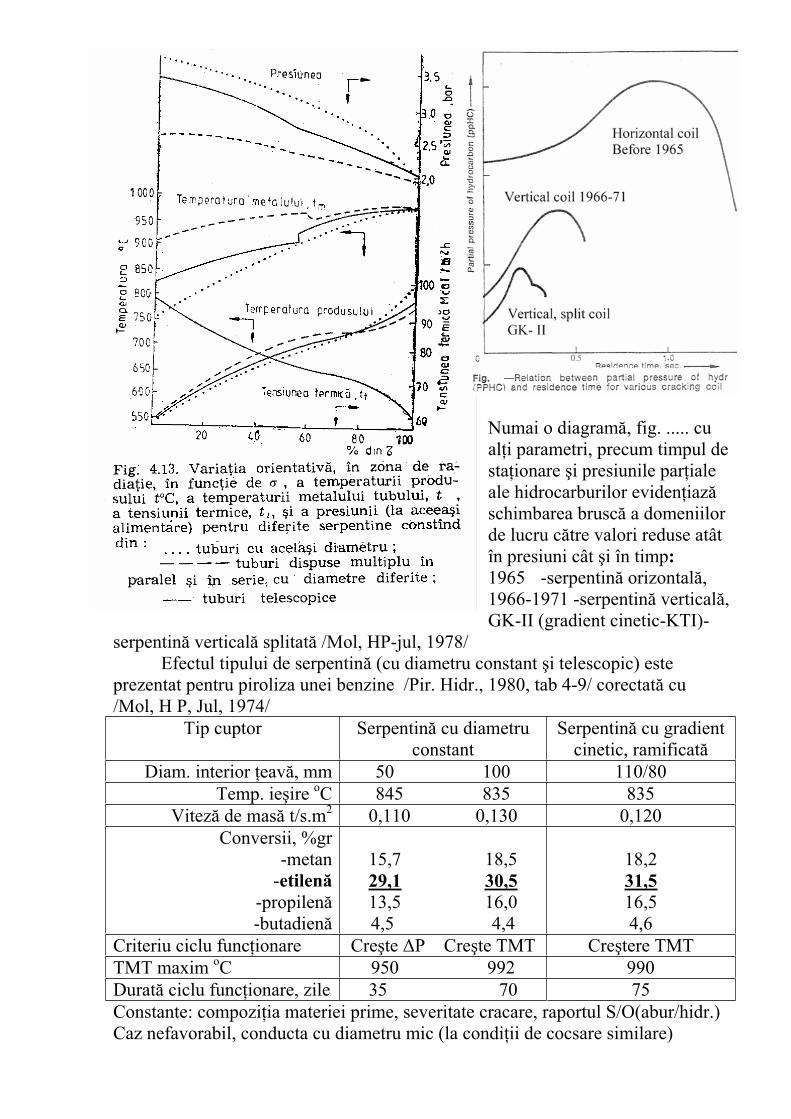
Numai o diagram , fig. ..... cu al i parametri, precum timpul de sta ionare i presiunile par ialeale hidrocarburilor eviden iazschimbarea brusc a domeniilorde lucru c tre valori reduse atâtîn presiuni cât i în timp:
1965 -serpentin orizontal ,1966-1971 -serpentin vertical ,GK-II (gradient cinetic-KTI)-
serpentin vertical splitat /Mol, HP-jul, 1978/ Efectul tipului de serpentin (cu diametru constant i telescopic) este
prezentat pentru piroliza unei benzine /Pir. Hidr., 1980, tab 4-9/ corectat cu /Mol, H P, Jul, 1974/
Tip cuptor Serpentin cu diametruconstant
Serpentin cu gradient cinetic, ramificat
Diam. interior eav , mm 50 100 110/80Temp. ie ire oC 845 835 835
Vitez de mas t/s.m2 0,110 0,130 0,120Conversii, %gr
-metan-etilen
-propilen-butadien
15,7 18,5 29,1 30,5
13,5 16,0 4,5 4,4
18,231,5
16,54,6
Criteriu ciclu func ionare Cre te P Cre te TMT Cre tere TMT TMT maxim oC 950 992 990Durat ciclu func ionare, zile 35 70 75Constante: compozi ia materiei prime, severitate cracare, raportul S/O(abur/hidr.)Caz nefavorabil, conducta cu diametru mic (la condi ii de cocsare similare)
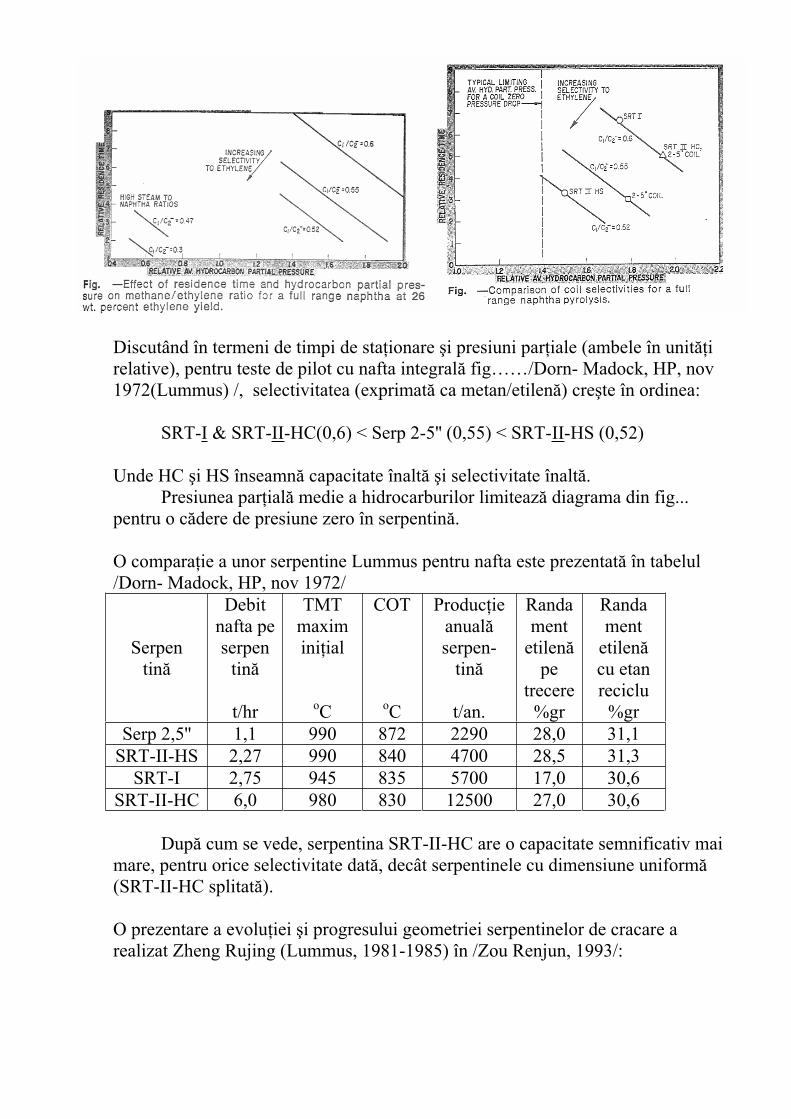
Discutând în termeni de timpi de sta ionare i presiuni par iale (ambele în unit irelative), pentru teste de pilot cu nafta integral fig……/Dorn- Madock, HP, nov 1972(Lummus) /, selectivitatea (exprimat ca metan/etilen ) cre te în ordinea:
SRT-I & SRT-II-HC(0,6) < Serp 2-5'' (0,55) < SRT-II-HS (0,52)
Unde HC i HS înseamn capacitate înalt i selectivitate înalt . Presiunea par ial medie a hidrocarburilor limiteaz diagrama din fig... pentru o c dere de presiune zero în serpentin .
O compara ie a unor serpentine Lummus pentru nafta este prezentat în tabelul /Dorn- Madock, HP, nov 1972/
Serpentin
Debitnafta pe serpen
tin
t/hr
TMTmaximini ial
oC
COT
oC
Produc ieanualserpen-
tin
t/an.
Randament
etilenpe
trecere%gr
Randament
etilencu etan reciclu
%grSerp 2,5'' 1,1 990 872 2290 28,0 31,1
SRT-II-HS 2,27 990 840 4700 28,5 31,3SRT-I 2,75 945 835 5700 17,0 30,6
SRT-II-HC 6,0 980 830 12500 27,0 30,6
Dup cum se vede, serpentina SRT-II-HC are o capacitate semnificativ mai mare, pentru orice selectivitate dat , decât serpentinele cu dimensiune uniform(SRT-II-HC splitat ).
O prezentare a evolu iei i progresului geometriei serpentinelor de cracare arealizat Zheng Rujing (Lummus, 1981-1985) în /Zou Renjun, 1993/:
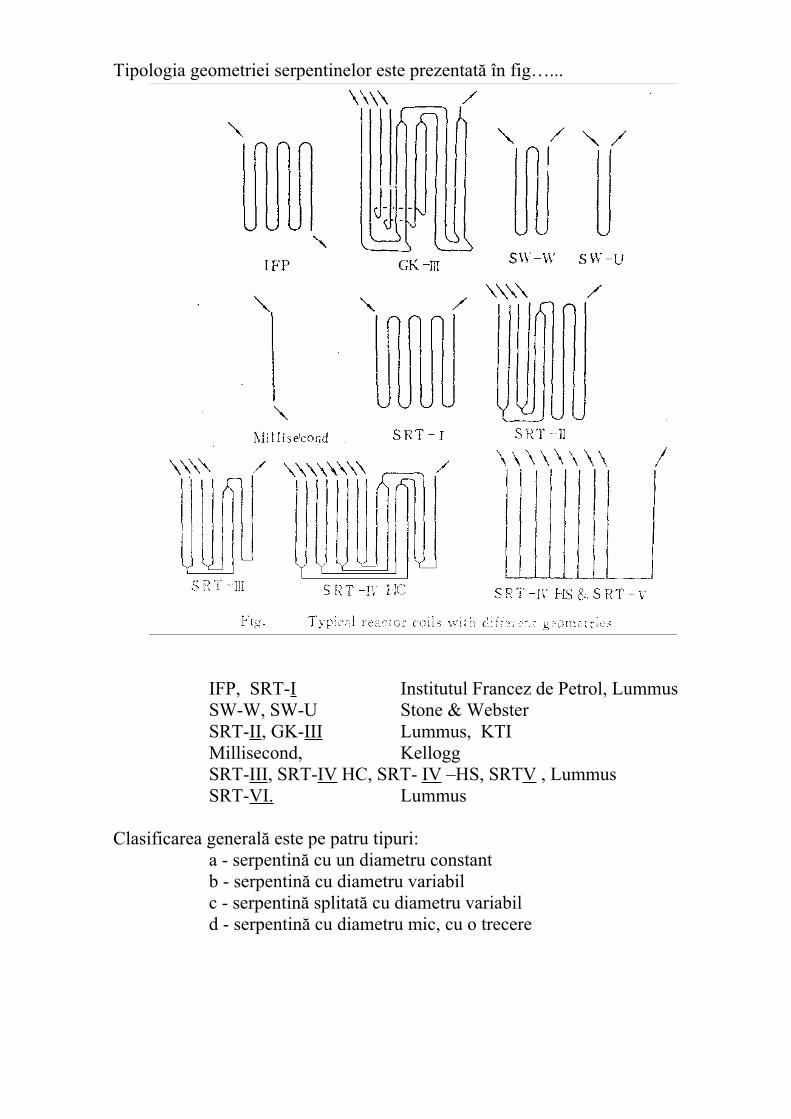
Tipologia geometriei serpentinelor este prezentat în fig…...
IFP, SRT-I Institutul Francez de Petrol, Lummus SW-W, SW-U Stone & Webster SRT-II, GK-III Lummus, KTI Millisecond, Kellogg SRT-III, SRT-IV HC, SRT- IV –HS, SRTV , Lummus SRT-VI. Lummus
Clasificarea general este pe patru tipuri: a - serpentin cu un diametru constant b - serpentin cu diametru variabil c - serpentin splitat cu diametru variabil d - serpentin cu diametru mic, cu o trecere
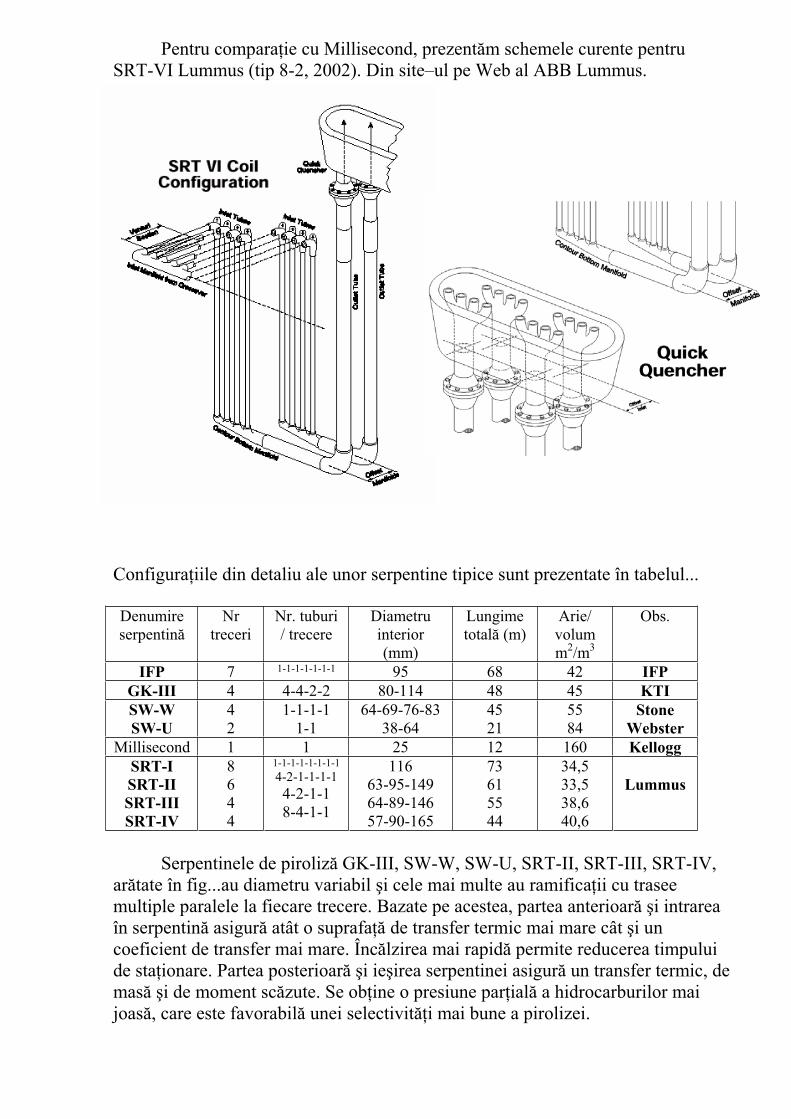
Pentru compara ie cu Millisecond, prezent m schemele curente pentruSRT-VI Lummus (tip 8-2, 2002). Din site–ul pe Web al ABB Lummus.
Configura iile din detaliu ale unor serpentine tipice sunt prezentate în tabelul...
Denumireserpentin
Nrtreceri
Nr. tuburi / trecere
Diametruinterior(mm)
Lungimetotal (m)
Arie/volumm2/m3
Obs.
IFP 7 1-1-1-1-1-1-1 95 68 42 IFP
GK-III 4 4-4-2-2 80-114 48 45 KTI
SW-W
SW-U
42
1-1-1-11-1
64-69-76-8338-64
4521
5584
Stone
Webster
Millisecond 1 1 25 12 160 Kellogg
SRT-I
SRT-II
SRT-III
SRT-IV
8644
1-1-1-1-1-1-1-1
4-2-1-1-1-14-2-1-18-4-1-1
11663-95-14964-89-14657-90-165
73615544
34,533,538,640,6
Lummus
Serpentinele de piroliz GK-III, SW-W, SW-U, SRT-II, SRT-III, SRT-IV, ar tate în fig...au diametru variabil i cele mai multe au ramifica ii cu traseemultiple paralele la fiecare trecere. Bazate pe acestea, partea anterioar i intrarea în serpentin asigur atât o suprafa de transfer termic mai mare cât i uncoeficient de transfer mai mare. Înc lzirea mai rapid permite reducerea timpuluide sta ionare. Partea posterioar i ie irea serpentinei asigur un transfer termic, de mas i de moment sc zute. Se ob ine o presiune par ial a hidrocarburilor maijoas , care este favorabil unei selectivit i mai bune a pirolizei.
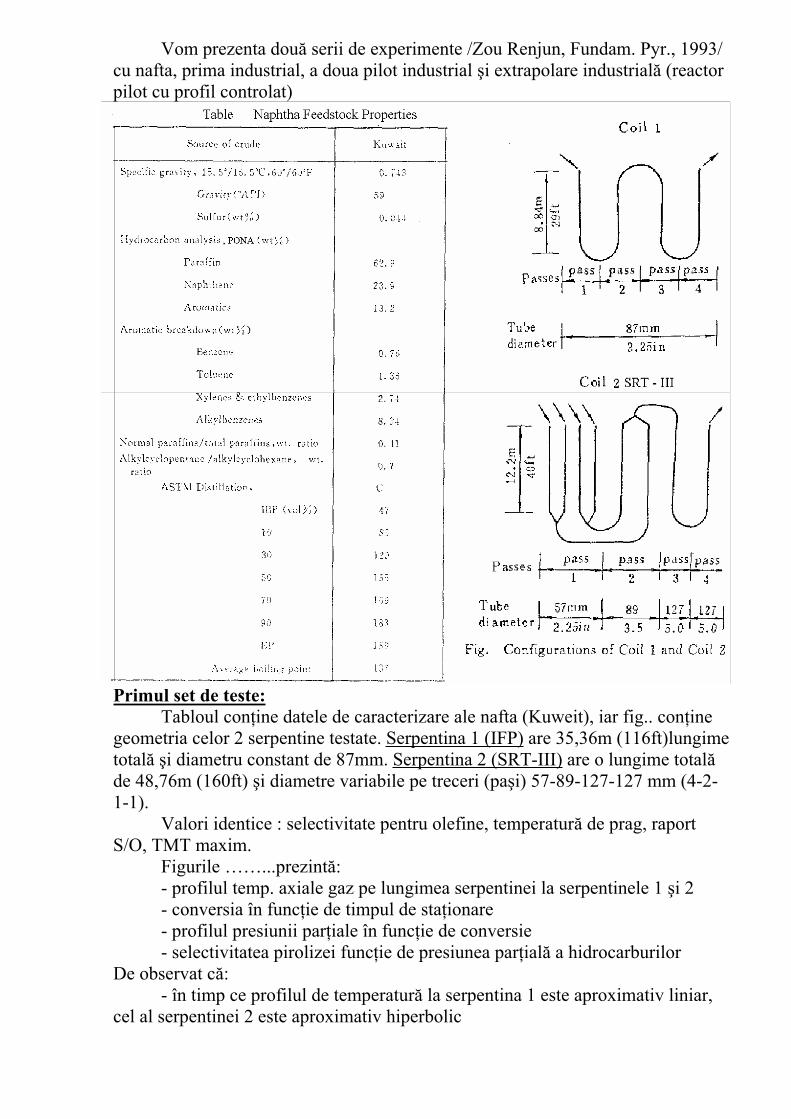
Vom prezenta dou serii de experimente /Zou Renjun, Fundam. Pyr., 1993/ cu nafta, prima industrial, a doua pilot industrial i extrapolare industrial (reactor pilot cu profil controlat)
Primul set de teste:
Tabloul con ine datele de caracterizare ale nafta (Kuweit), iar fig.. con inegeometria celor 2 serpentine testate. Serpentina 1 (IFP) are 35,36m (116ft)lungimetotal i diametru constant de 87mm. Serpentina 2 (SRT-III) are o lungime totalde 48,76m (160ft) i diametre variabile pe treceri (pa i) 57-89-127-127 mm (4-2-1-1).
Valori identice : selectivitate pentru olefine, temperatur de prag, raport S/O, TMT maxim. Figurile ……...prezint :
- profilul temp. axiale gaz pe lungimea serpentinei la serpentinele 1 i 2 - conversia în func ie de timpul de sta ionare- profilul presiunii par iale în func ie de conversie - selectivitatea pirolizei func ie de presiunea par ial a hidrocarburilor
De observat c :- în timp ce profilul de temperatur la serpentina 1 este aproximativ liniar,
cel al serpentinei 2 este aproximativ hiperbolic
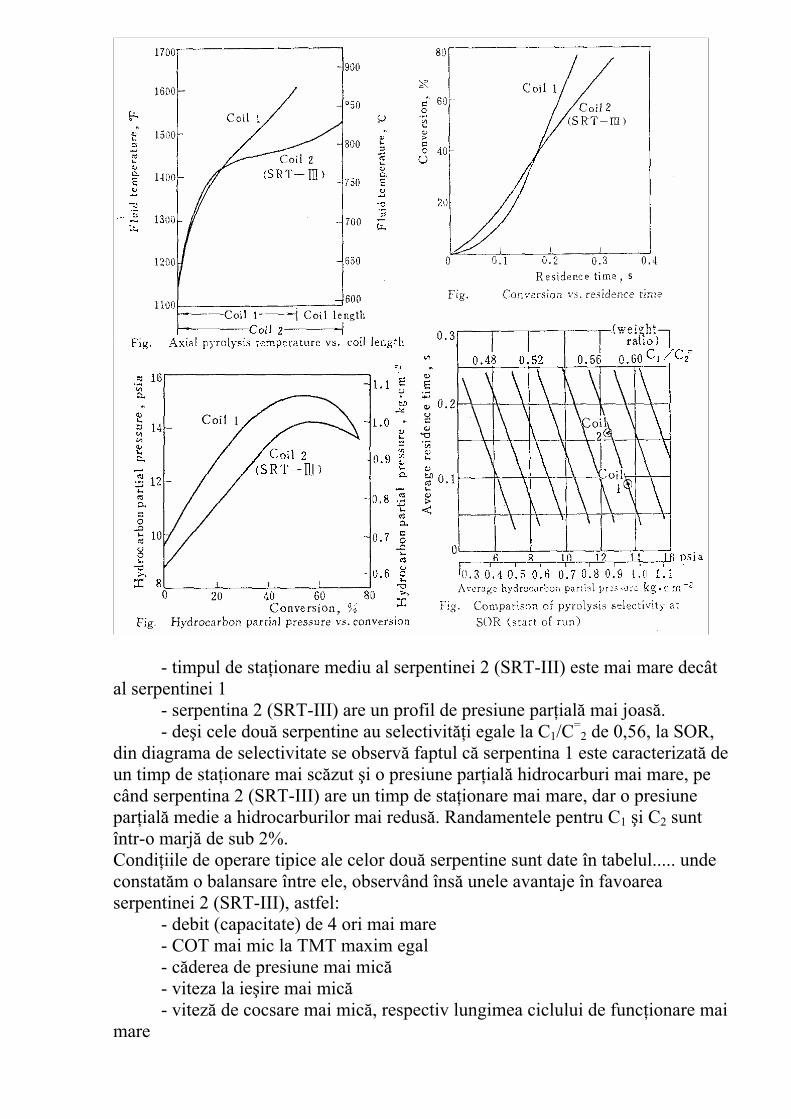
- timpul de sta ionare mediu al serpentinei 2 (SRT-III) este mai mare decât al serpentinei 1
- serpentina 2 (SRT-III) are un profil de presiune par ial mai joas . - de i cele dou serpentine au selectivit i egale la C1/C
=2 de 0,56, la SOR,
din diagrama de selectivitate se observ faptul c serpentina 1 este caracterizat de un timp de sta ionare mai sc zut i o presiune par ial hidrocarburi mai mare, pe când serpentina 2 (SRT-III) are un timp de sta ionare mai mare, dar o presiune par ial medie a hidrocarburilor mai redus . Randamentele pentru C1 i C2 sunt într-o marj de sub 2%. Condi iile de operare tipice ale celor dou serpentine sunt date în tabelul..... unde constat m o balansare între ele, observând îns unele avantaje în favoarea serpentinei 2 (SRT-III), astfel:
- debit (capacitate) de 4 ori mai mare- COT mai mic la TMT maxim egal
- c derea de presiune mai mic- viteza la ie ire mai mic
- vitez de cocsare mai mic , respectiv lungimea ciclului de func ionare mai mare
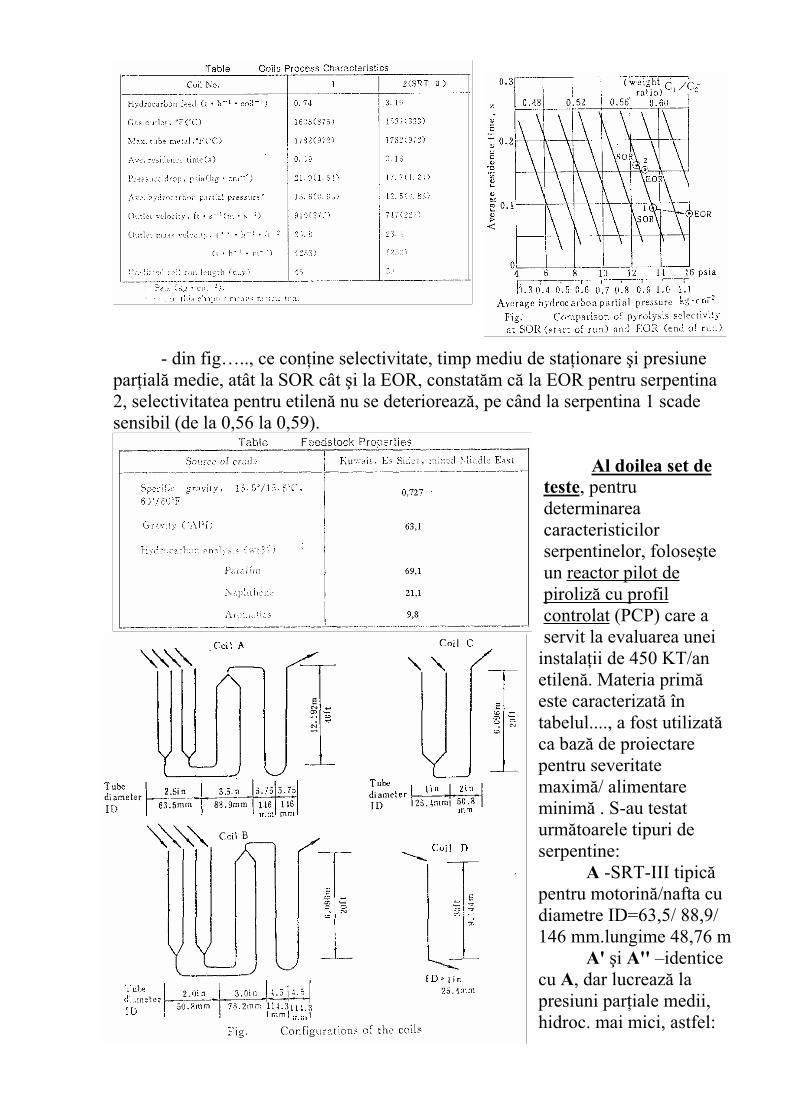
- din fig….., ce con ine selectivitate, timp mediu de sta ionare i presiune par ial medie, atât la SOR cât i la EOR, constat m c la EOR pentru serpentina 2, selectivitatea pentru etilen nu se deterioreaz , pe când la serpentina 1 scade sensibil (de la 0,56 la 0,59).
Al doilea set de teste, pentrudeterminareacaracteristicilorserpentinelor, folose teun reactor pilot de piroliz cu profil controlat (PCP) care a servit la evaluarea unei
instala ii de 450 KT/an etilen . Materia primeste caracterizat în tabelul...., a fost utilizatca baz de proiectare pentru severitate maxim / alimentare minim . S-au testat urm toarele tipuri de serpentine:
A -SRT-III tipicpentru motorin /nafta cu diametre ID=63,5/ 88,9/ 146 mm.lungime 48,76 m
A' i A'' –identice cu A, dar lucreaz lapresiuni par iale medii, hidroc. mai mici, astfel:
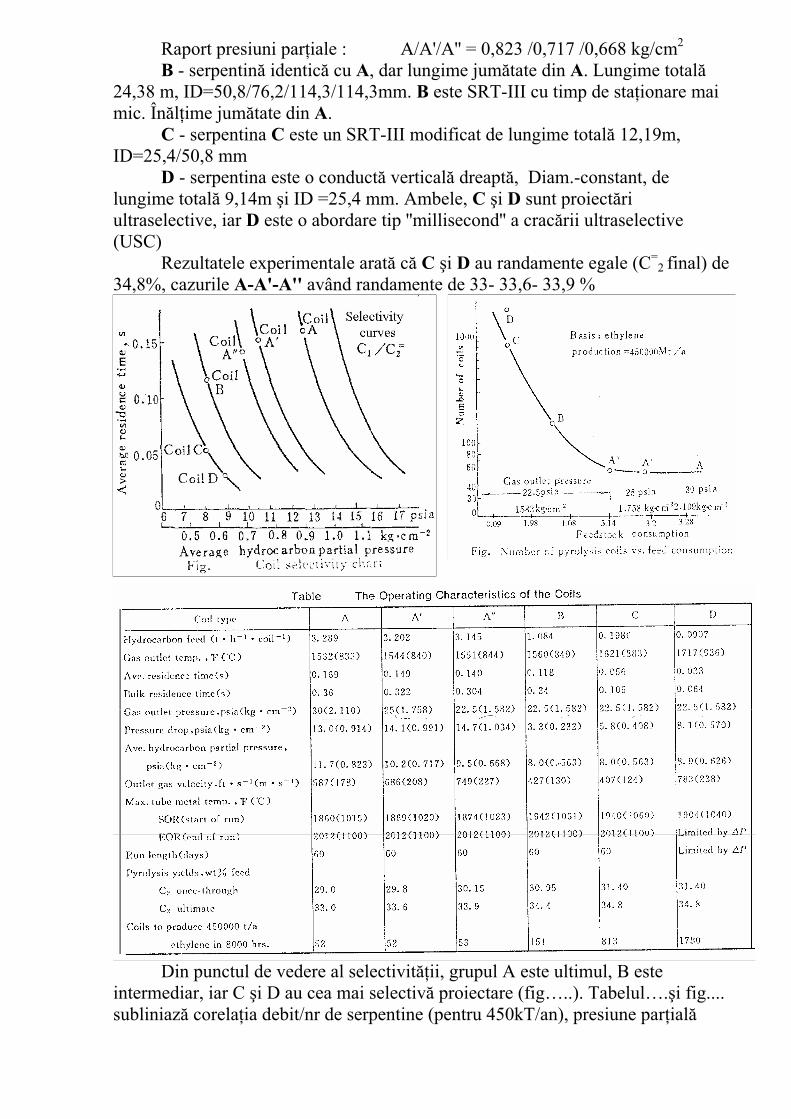
Raport presiuni par iale : A/A'/A'' = 0,823 /0,717 /0,668 kg/cm2
B - serpentin identic cu A, dar lungime jum tate din A. Lungime total24,38 m, ID=50,8/76,2/114,3/114,3mm. B este SRT-III cu timp de sta ionare maimic. În l ime jum tate din A.
C - serpentina C este un SRT-III modificat de lungime total 12,19m,ID=25,4/50,8 mm
D - serpentina este o conduct vertical dreapt , Diam.-constant, de lungime total 9,14m i ID =25,4 mm. Ambele, C i D sunt proiect riultraselective, iar D este o abordare tip ''millisecond'' a crac rii ultraselective (USC) Rezultatele experimentale arat c C i D au randamente egale (C=
2 final) de 34,8%, cazurile A-A'-A'' având randamente de 33- 33,6- 33,9 %
Din punctul de vedere al selectivit ii, grupul A este ultimul, B esteintermediar, iar C i D au cea mai selectiv proiectare (fig…..). Tabelul…. i fig.... subliniaz corela ia debit/nr de serpentine (pentru 450kT/an), presiune par ial
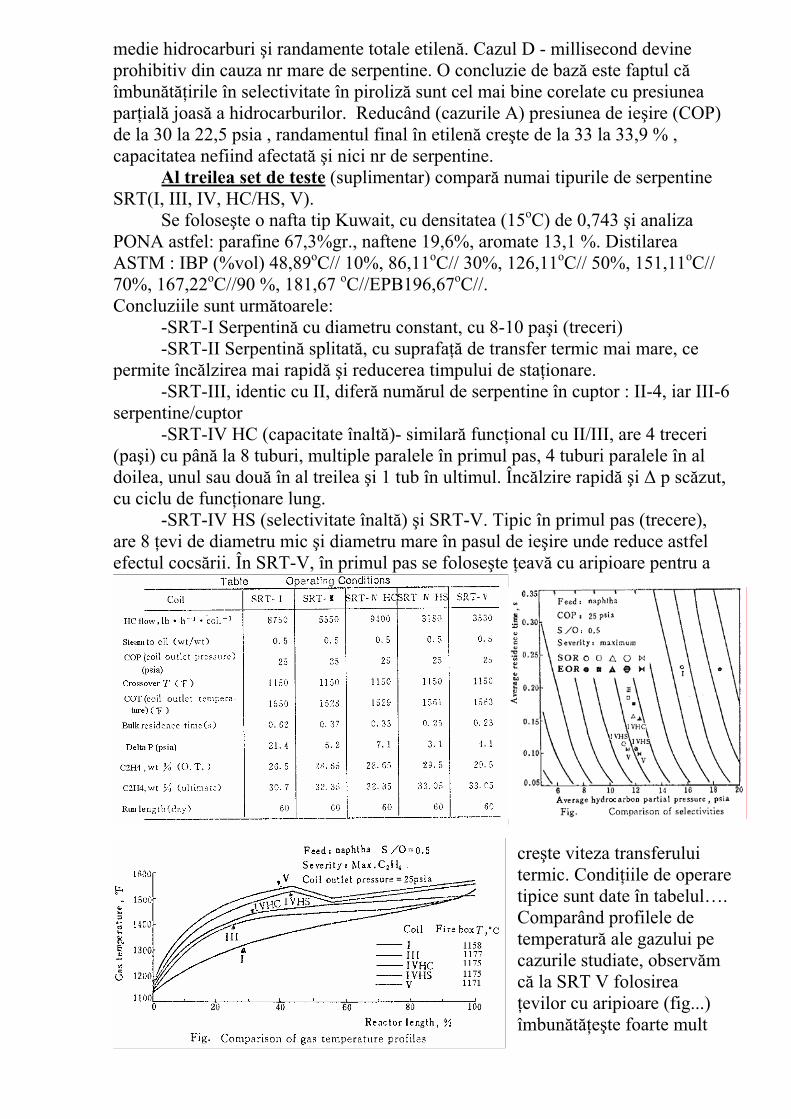
medie hidrocarburi i randamente totale etilen . Cazul D - millisecond devine prohibitiv din cauza nr mare de serpentine. O concluzie de baz este faptul cîmbun t irile în selectivitate în piroliz sunt cel mai bine corelate cu presiunea par ial joas a hidrocarburilor. Reducând (cazurile A) presiunea de ie ire (COP) de la 30 la 22,5 psia , randamentul final în etilen cre te de la 33 la 33,9 % , capacitatea nefiind afectat i nici nr de serpentine.
Al treilea set de teste (suplimentar) compar numai tipurile de serpentine SRT(I, III, IV, HC/HS, V). Se folose te o nafta tip Kuwait, cu densitatea (15oC) de 0,743 i analiza PONA astfel: parafine 67,3%gr., naftene 19,6%, aromate 13,1 %. Distilarea ASTM : IBP (%vol) 48,89oC// 10%, 86,11oC// 30%, 126,11oC// 50%, 151,11oC//70%, 167,22oC//90 %, 181,67 oC//EPB196,67oC//.Concluziile sunt urm toarele: -SRT-I Serpentin cu diametru constant, cu 8-10 pa i (treceri) -SRT-II Serpentin splitat , cu suprafa de transfer termic mai mare, ce permite înc lzirea mai rapid i reducerea timpului de sta ionare.
-SRT-III, identic cu II, difer num rul de serpentine în cuptor : II-4, iar III-6 serpentine/cuptor
-SRT-IV HC (capacitate înalt )- similar func ional cu II/III, are 4 treceri (pa i) cu pân la 8 tuburi, multiple paralele în primul pas, 4 tuburi paralele în al doilea, unul sau dou în al treilea i 1 tub în ultimul. Înc lzire rapid i p sc zut,cu ciclu de func ionare lung.
-SRT-IV HS (selectivitate înalt ) i SRT-V. Tipic în primul pas (trecere), are 8 evi de diametru mic i diametru mare în pasul de ie ire unde reduce astfel efectul cocs rii. În SRT-V, în primul pas se folose te eav cu aripioare pentru a
cre te viteza transferului termic. Condi iile de operare tipice sunt date în tabelul…. Comparând profilele de temperatur ale gazului pe cazurile studiate, observ mc la SRT V folosirea evilor cu aripioare (fig...)
îmbun t e te foarte mult
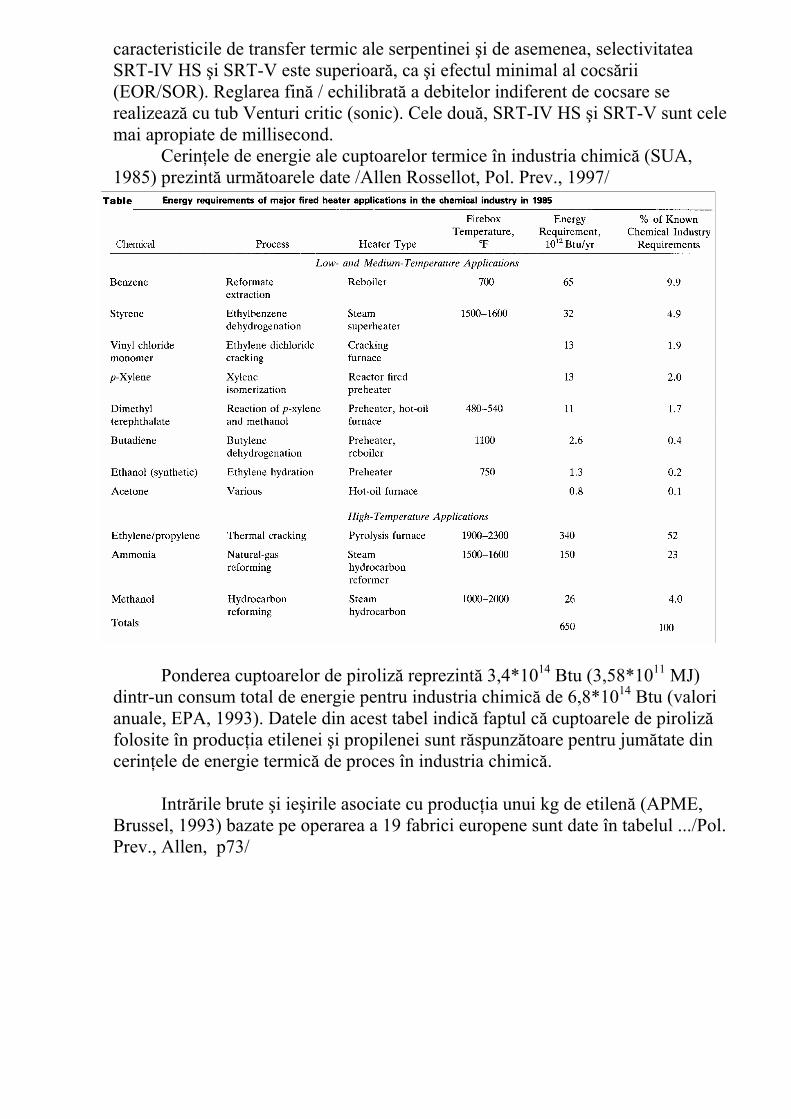
caracteristicile de transfer termic ale serpentinei i de asemenea, selectivitatea SRT-IV HS i SRT-V este superioar , ca i efectul minimal al cocs rii(EOR/SOR). Reglarea fin / echilibrat a debitelor indiferent de cocsare se realizeaz cu tub Venturi critic (sonic). Cele dou , SRT-IV HS i SRT-V sunt celemai apropiate de millisecond. Cerin ele de energie ale cuptoarelor termice în industria chimic (SUA, 1985) prezint urm toarele date /Allen Rossellot, Pol. Prev., 1997/
Ponderea cuptoarelor de piroliz reprezint 3,4*1014 Btu (3,58*1011 MJ) dintr-un consum total de energie pentru industria chimic de 6,8*1014 Btu (valori anuale, EPA, 1993). Datele din acest tabel indic faptul c cuptoarele de pirolizfolosite în produc ia etilenei i propilenei sunt r spunz toare pentru jum tate din cerin ele de energie termic de proces în industria chimic .
Intr rile brute i ie irile asociate cu produc ia unui kg de etilen (APME, Brussel, 1993) bazate pe operarea a 19 fabrici europene sunt date în tabelul .../Pol. Prev., Allen, p73/
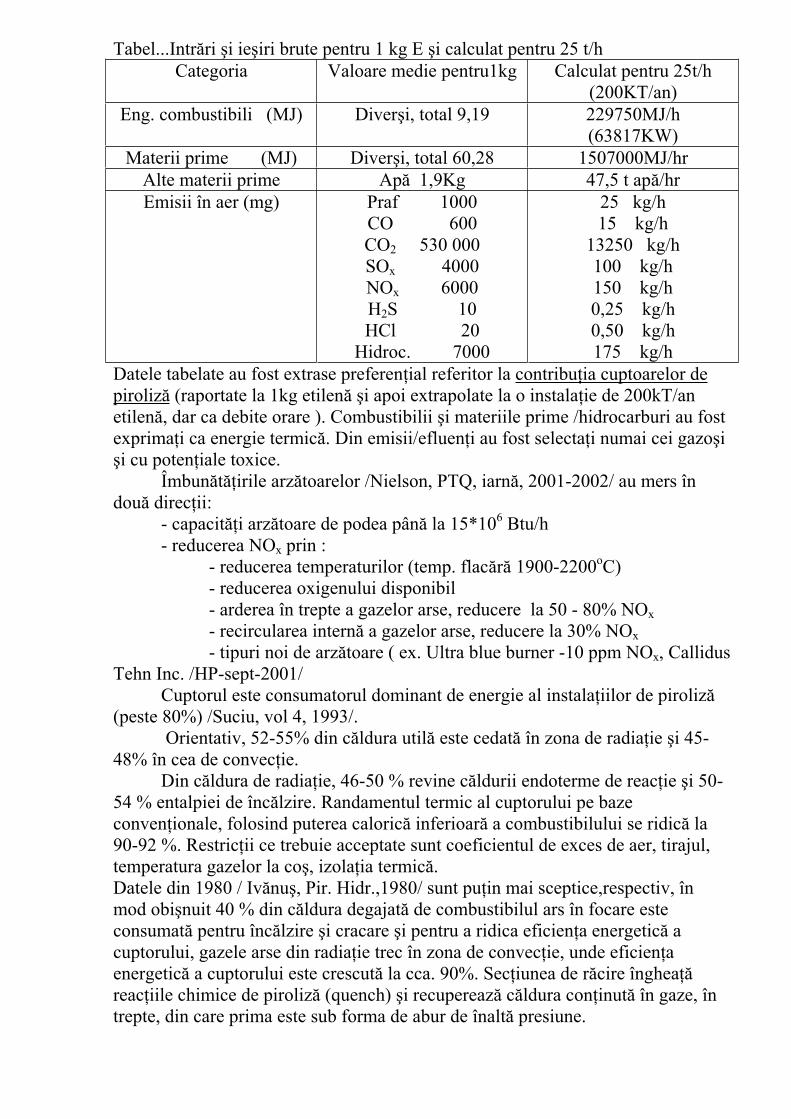
Tabel...Intr ri i ie iri brute pentru 1 kg E i calculat pentru 25 t/h Categoria Valoare medie pentru1kg Calculat pentru 25t/h
(200KT/an)Eng. combustibili (MJ) Diver i, total 9,19 229750MJ/h
(63817KW)Materii prime (MJ) Diver i, total 60,28 1507000MJ/hr
Alte materii prime Ap 1,9Kg 47,5 t ap /hrEmisii în aer (mg) Praf 1000
CO 600 CO2 530 000 SOx 4000 NOx 6000 H2S 10 HCl 20
Hidroc. 7000
25 kg/h 15 kg/h
13250 kg/h 100 kg/h 150 kg/h 0,25 kg/h 0,50 kg/h 175 kg/h
Datele tabelate au fost extrase preferen ial referitor la contribu ia cuptoarelor depiroliz (raportate la 1kg etilen i apoi extrapolate la o instala ie de 200kT/an etilen , dar ca debite orare ). Combustibilii i materiile prime /hidrocarburi au fost exprima i ca energie termic . Din emisii/efluen i au fost selecta i numai cei gazo ii cu poten iale toxice.
Îmbun t irile arz toarelor /Nielson, PTQ, iarn , 2001-2002/ au mers în dou direc ii: - capacit i arz toare de podea pân la 15*106 Btu/h - reducerea NOx prin : - reducerea temperaturilor (temp. flac r 1900-2200oC) - reducerea oxigenului disponibil - arderea în trepte a gazelor arse, reducere la 50 - 80% NOx
- recircularea intern a gazelor arse, reducere la 30% NOx
- tipuri noi de arz toare ( ex. Ultra blue burner -10 ppm NOx, Callidus Tehn Inc. /HP-sept-2001/ Cuptorul este consumatorul dominant de energie al instala iilor de piroliz(peste 80%) /Suciu, vol 4, 1993/. Orientativ, 52-55% din c ldura util este cedat în zona de radia ie i 45-48% în cea de convec ie. Din c ldura de radia ie, 46-50 % revine c ldurii endoterme de reac ie i 50-54 % entalpiei de înc lzire. Randamentul termic al cuptorului pe baze conven ionale, folosind puterea caloric inferioar a combustibilului se ridic la 90-92 %. Restric ii ce trebuie acceptate sunt coeficientul de exces de aer, tirajul, temperatura gazelor la co , izola ia termic .Datele din 1980 / Iv nu , Pir. Hidr.,1980/ sunt pu in mai sceptice,respectiv, în mod obi nuit 40 % din c ldura degajat de combustibilul ars în focare este consumat pentru înc lzire i cracare i pentru a ridica eficien a energetic a cuptorului, gazele arse din radia ie trec în zona de convec ie, unde eficien aenergetic a cuptorului este crescut la cca. 90%. Sec iunea de r cire îngheareac iile chimice de piroliz (quench) i recupereaz c ldura con inut în gaze, în trepte, din care prima este sub forma de abur de înalt presiune.
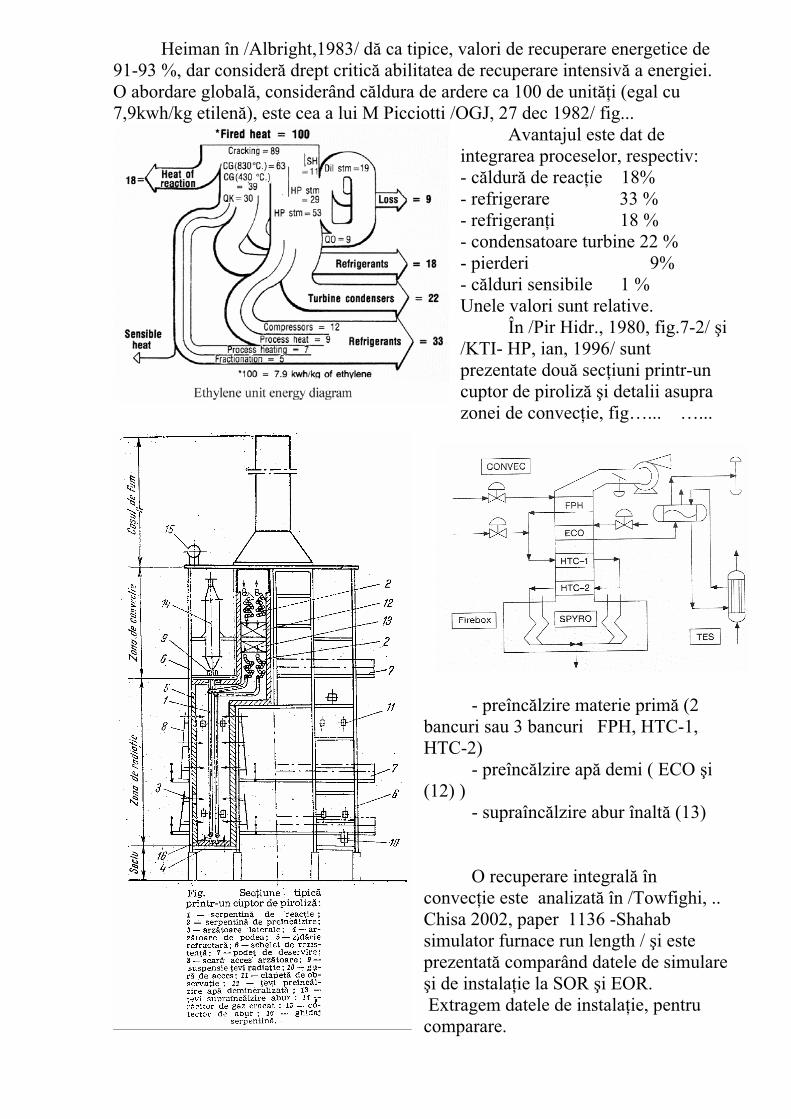
Heiman în /Albright,1983/ d ca tipice, valori de recuperare energetice de 91-93 %, dar consider drept critic abilitatea de recuperare intensiv a energiei.O abordare global , considerând c ldura de ardere ca 100 de unit i (egal cu 7,9kwh/kg etilen ), este cea a lui M Picciotti /OGJ, 27 dec 1982/ fig...
Avantajul este dat deintegrarea proceselor, respectiv: - c ldur de reac ie 18% - refrigerare 33 % - refrigeran i 18 % - condensatoare turbine 22 % - pierderi 9% - c lduri sensibile 1 % Unele valori sunt relative.
În /Pir Hidr., 1980, fig.7-2/ i/KTI- HP, ian, 1996/ sunt prezentate dou sec iuni printr-uncuptor de piroliz i detalii asupra zonei de convec ie, fig…... …...
- preînc lzire materie prim (2 bancuri sau 3 bancuri FPH, HTC-1, HTC-2) - preînc lzire ap demi ( ECO i(12) ) - supraînc lzire abur înalt (13)
O recuperare integral în convec ie este analizat în /Towfighi, ..Chisa 2002, paper 1136 -Shahab simulator furnace run length / i este prezentat comparând datele de simularei de instala ie la SOR i EOR.
Extragem datele de instala ie, pentrucomparare.
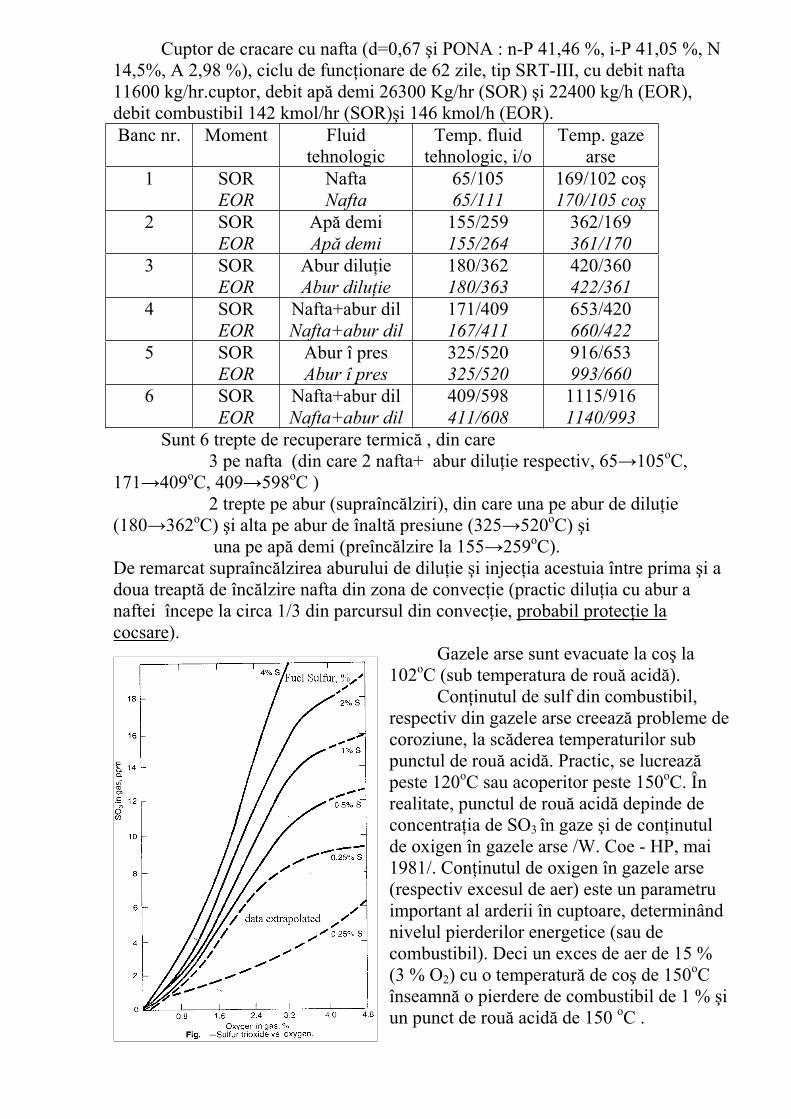
Cuptor de cracare cu nafta (d=0,67 i PONA : n-P 41,46 %, i-P 41,05 %, N 14,5%, A 2,98 %), ciclu de func ionare de 62 zile, tip SRT-III, cu debit nafta 11600 kg/hr.cuptor, debit ap demi 26300 Kg/hr (SOR) i 22400 kg/h (EOR), debit combustibil 142 kmol/hr (SOR) i 146 kmol/h (EOR). Banc nr. Moment Fluid
tehnologicTemp. fluid
tehnologic, i/o Temp. gaze
arse1 SOR
EOR
NaftaNafta
65/10565/111
169/102 co170/105 co
2 SOREOR
Ap demi Ap demi
155/259155/264
362/169361/170
3 SOREOR
Abur dilu ieAbur dilu ie
180/362180/363
420/360422/361
4 SOREOR
Nafta+abur dil Nafta+abur dil
171/409167/411
653/420660/422
5 SOREOR
Abur î pres Abur î pres
325/520325/520
916/653993/660
6 SOREOR
Nafta+abur dil Nafta+abur dil
409/598411/608
1115/9161140/993
Sunt 6 trepte de recuperare termic , din care3 pe nafta (din care 2 nafta+ abur dilu ie respectiv, 65 105oC,
171 409oC, 409 598oC )2 trepte pe abur (supraînc lziri), din care una pe abur de dilu ie
(180 362oC) i alta pe abur de înalt presiune (325 520oC) iuna pe ap demi (preînc lzire la 155 259oC).
De remarcat supraînc lzirea aburului de dilu ie i injec ia acestuia între prima i a doua treapt de înc lzire nafta din zona de convec ie (practic dilu ia cu abur a naftei începe la circa 1/3 din parcursul din convec ie, probabil protec ie la cocsare).
Gazele arse sunt evacuate la co la 102oC (sub temperatura de rou acid ). Con inutul de sulf din combustibil,respectiv din gazele arse creeaz probleme de coroziune, la sc derea temperaturilor sub punctul de rou acid . Practic, se lucreazpeste 120oC sau acoperitor peste 150oC. Înrealitate, punctul de rou acid depinde de concentra ia de SO3 în gaze i de con inutulde oxigen în gazele arse /W. Coe - HP, mai 1981/. Con inutul de oxigen în gazele arse (respectiv excesul de aer) este un parametru important al arderii în cuptoare, determinândnivelul pierderilor energetice (sau de combustibil). Deci un exces de aer de 15 % (3 % O2) cu o temperatur de co de 150oCînseamn o pierdere de combustibil de 1 % iun punct de rou acid de 150 oC .
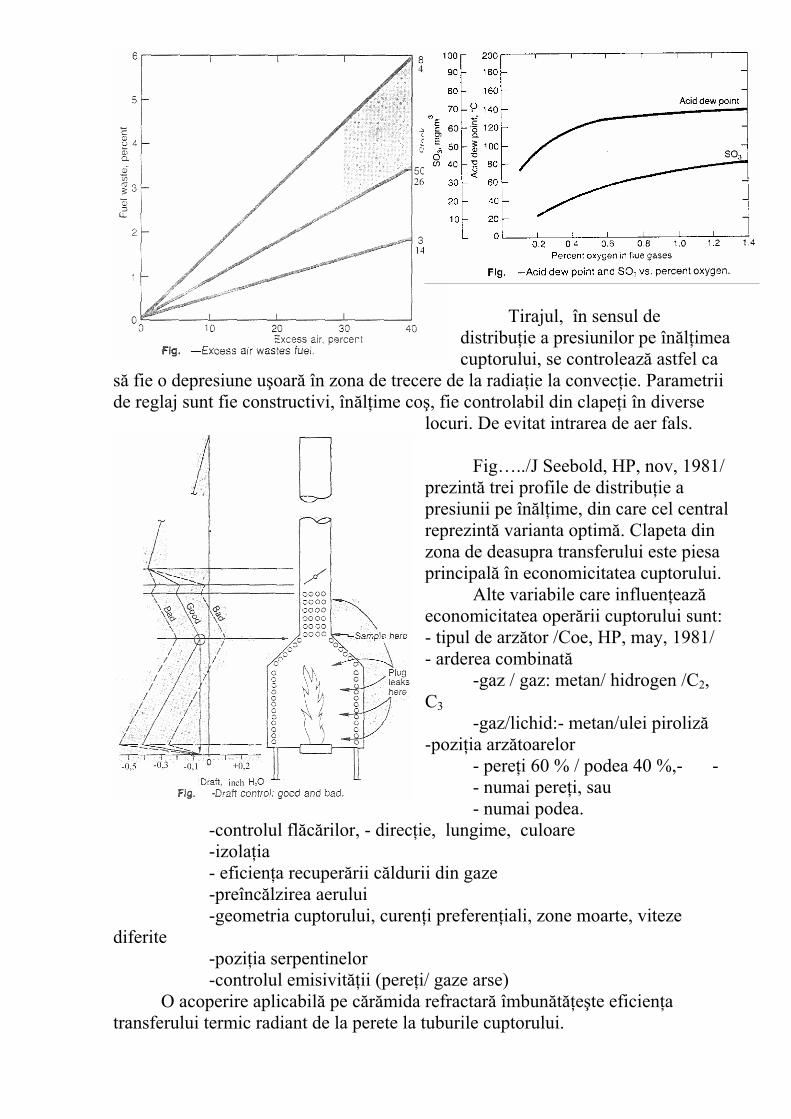
Tirajul, în sensul de distribu ie a presiunilor pe în l imeacuptorului, se controleaz astfel ca
s fie o depresiune u oar în zona de trecere de la radia ie la convec ie. Parametrii de reglaj sunt fie constructivi, în l ime co , fie controlabil din clape i în diverse
locuri. De evitat intrarea de aer fals.
Fig…../J Seebold, HP, nov, 1981/ prezint trei profile de distribu ie a presiunii pe în l ime, din care cel central reprezint varianta optim . Clapeta din zona de deasupra transferului este piesa principal în economicitatea cuptorului.
Alte variabile care influen eazeconomicitatea oper rii cuptorului sunt:- tipul de arz tor /Coe, HP, may, 1981/ - arderea combinat
-gaz / gaz: metan/ hidrogen /C2,C3
-gaz/lichid:- metan/ulei piroliz-pozi ia arz toarelor - pere i 60 % / podea 40 %,- -
- numai pere i, sau- numai podea.
-controlul fl c rilor, - direc ie, lungime, culoare -izola ia - eficien a recuper rii c ldurii din gaze -preînc lzirea aerului -geometria cuptorului, curen i preferen iali, zone moarte, viteze diferite -pozi ia serpentinelor -controlul emisivit ii (pere i/ gaze arse)
O acoperire aplicabil pe c r mida refractar îmbun t e te eficien atransferului termic radiant de la perete la tuburile cuptorului.
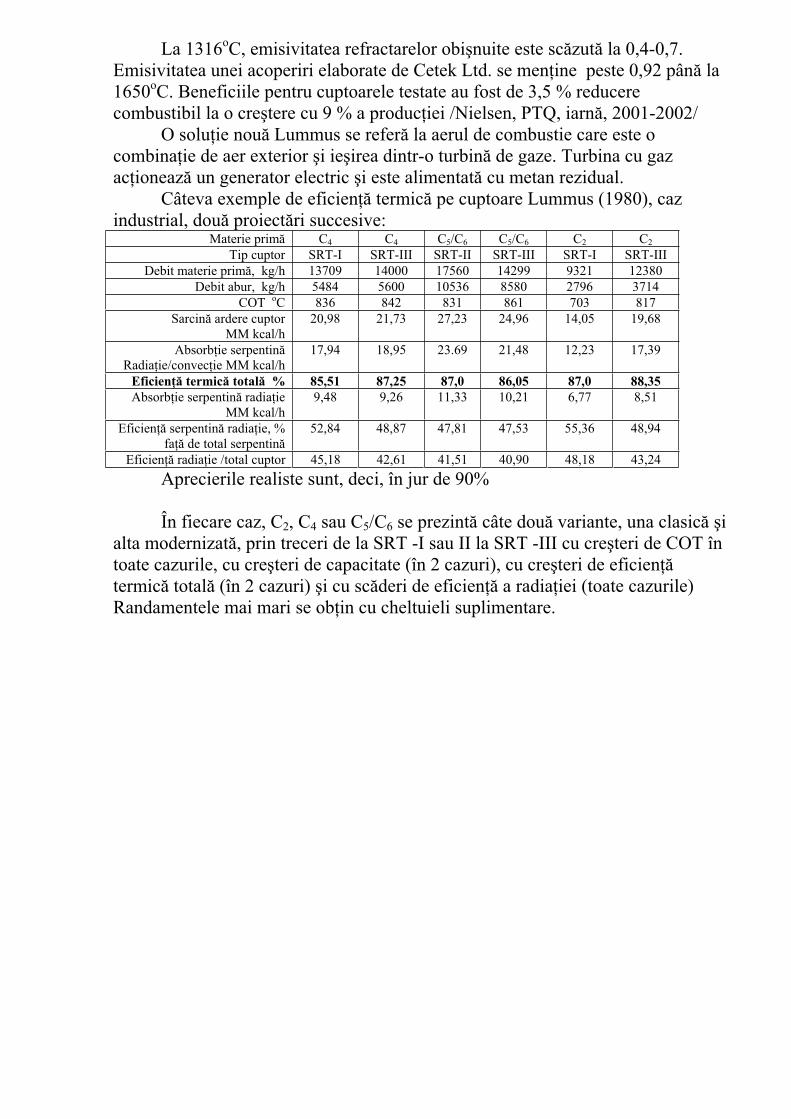
La 1316oC, emisivitatea refractarelor obi nuite este sc zut la 0,4-0,7. Emisivitatea unei acoperiri elaborate de Cetek Ltd. se men ine peste 0,92 pân la 1650oC. Beneficiile pentru cuptoarele testate au fost de 3,5 % reducere combustibil la o cre tere cu 9 % a produc iei /Nielsen, PTQ, iarn , 2001-2002/ O solu ie nou Lummus se refer la aerul de combustie care este o combina ie de aer exterior i ie irea dintr-o turbin de gaze. Turbina cu gaz ac ioneaz un generator electric i este alimentat cu metan rezidual. Câteva exemple de eficien termic pe cuptoare Lummus (1980), caz industrial, dou proiect ri succesive:
Materie prim C4 C4 C5/C6 C5/C6 C2 C2
Tip cuptor SRT-I SRT-III SRT-II SRT-III SRT-I SRT-III Debit materie prim , kg/h 13709 14000 17560 14299 9321 12380
Debit abur, kg/h 5484 5600 10536 8580 2796 3714 COT oC 836 842 831 861 703 817
Sarcin ardere cuptor MM kcal/h
20,98 21,73 27,23 24,96 14,05 19,68
Absorb ie serpentinRadia ie/convec ie MM kcal/h
17,94 18,95 23.69 21,48 12,23 17,39
Eficien termic total % 85,51 87,25 87,0 86,05 87,0 88,35
Absorb ie serpentin radia ieMM kcal/h
9,48 9,26 11,33 10,21 6,77 8,51
Eficien serpentin radia ie, % fa de total serpentin
52,84 48,87 47,81 47,53 55,36 48,94
Eficien radia ie /total cuptor 45,18 42,61 41,51 40,90 48,18 43,24
Aprecierile realiste sunt, deci, în jur de 90%
În fiecare caz, C2, C4 sau C5/C6 se prezint câte dou variante, una clasic ialta modernizat , prin treceri de la SRT -I sau II la SRT -III cu cre teri de COT în toate cazurile, cu cre teri de capacitate (în 2 cazuri), cu cre teri de eficientermic total (în 2 cazuri) i cu sc deri de eficien a radia iei (toate cazurile) Randamentele mai mari se ob in cu cheltuieli suplimentare.
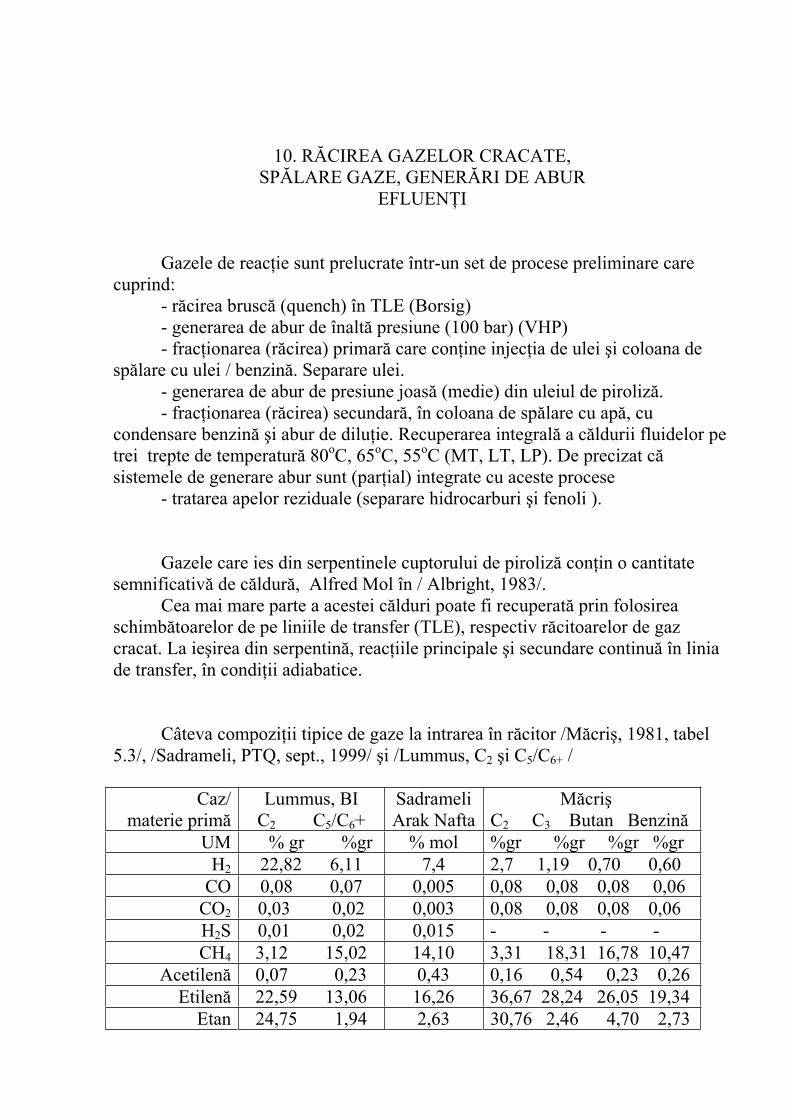
10. R CIREA GAZELOR CRACATE, SP LARE GAZE, GENER RI DE ABUR
EFLUEN I
Gazele de reac ie sunt prelucrate într-un set de procese preliminare care cuprind: - r cirea brusc (quench) în TLE (Borsig) - generarea de abur de înalt presiune (100 bar) (VHP) - frac ionarea (r cirea) primar care con ine injec ia de ulei i coloana de sp lare cu ulei / benzin . Separare ulei. - generarea de abur de presiune joas (medie) din uleiul de piroliz . - frac ionarea (r cirea) secundar , în coloana de sp lare cu ap , cu condensare benzin i abur de dilu ie. Recuperarea integral a c ldurii fluidelor pe trei trepte de temperatur 80oC, 65oC, 55oC (MT, LT, LP). De precizat csistemele de generare abur sunt (par ial) integrate cu aceste procese - tratarea apelor reziduale (separare hidrocarburi i fenoli ).
Gazele care ies din serpentinele cuptorului de piroliz con in o cantitate semnificativ de c ldur , Alfred Mol în / Albright, 1983/. Cea mai mare parte a acestei c lduri poate fi recuperat prin folosirea schimb toarelor de pe liniile de transfer (TLE), respectiv r citoarelor de gaz cracat. La ie irea din serpentin , reac iile principale i secundare continu în linia de transfer, în condi ii adiabatice.
Câteva compozi ii tipice de gaze la intrarea în r citor /M cri , 1981, tabel5.3/, /Sadrameli, PTQ, sept., 1999/ i /Lummus, C2 i C5/C6+ /
Caz/ materie prim
Lummus, BI C2 C5/C6+
Sadrameli Arak Nafta
M criC2 C3 Butan Benzin
UM % gr %gr % mol %gr %gr %gr %gr H2 22,82 6,11 7,4 2,7 1,19 0,70 0,60
CO 0,08 0,07 0,005 0,08 0,08 0,08 0,06 CO2 0,03 0,02 0,003 0,08 0,08 0,08 0,06 H2S 0,01 0,02 0,015 - - - - CH4 3,12 15,02 14,10 3,31 18,31 16,78 10,47
Acetilen 0,07 0,23 0,43 0,16 0,54 0,23 0,26 Etilen 22,59 13,06 16,26 36,67 28,24 26,05 19,34
Etan 24,75 1,94 2,63 30,76 2,46 4,70 2,73
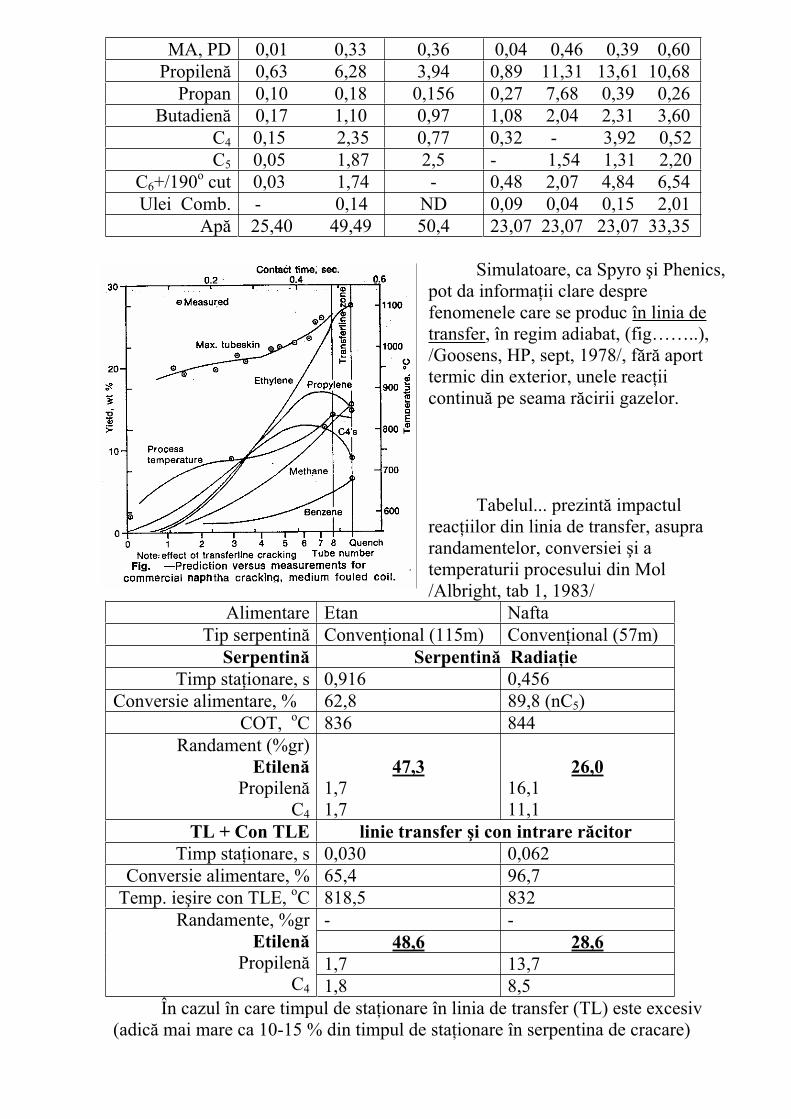
MA, PD 0,01 0,33 0,36 0,04 0,46 0,39 0,60 Propilen 0,63 6,28 3,94 0,89 11,31 13,61 10,68
Propan 0,10 0,18 0,156 0,27 7,68 0,39 0,26 Butadien 0,17 1,10 0,97 1,08 2,04 2,31 3,60
C4 0,15 2,35 0,77 0,32 - 3,92 0,52C5 0,05 1,87 2,5 - 1,54 1,31 2,20
C6+/190o cut 0,03 1,74 - 0,48 2,07 4,84 6,54 Ulei Comb. - 0,14 ND 0,09 0,04 0,15 2,01
Ap 25,40 49,49 50,4 23,07 23,07 23,07 33,35
Simulatoare, ca Spyro i Phenics, pot da informa ii clare despre fenomenele care se produc în linia de transfer, în regim adiabat, (fig……..), /Goosens, HP, sept, 1978/, f r aport termic din exterior, unele reac iicontinu pe seama r cirii gazelor.
Tabelul... prezint impactulreac iilor din linia de transfer, asupra randamentelor, conversiei i a temperaturii procesului din Mol/Albright, tab 1, 1983/
Alimentare Etan NaftaTip serpentin Conven ional (115m) Conven ional (57m)
Serpentin Serpentin Radia ie
Timp sta ionare, s 0,916 0,456Conversie alimentare, % 62,8 89,8 (nC5)
COT, oC 836 844Randament (%gr)
EtilenPropilen
C4
47,31,71,7
26,016,111,1
TL + Con TLE linie transfer i con intrare r citor
Timp sta ionare, s 0,030 0,062Conversie alimentare, % 65,4 96,7
Temp. ie ire con TLE, oC 818,5 832- -
48,6 28,6
1,7 13,7
Randamente, %gr Etilen
PropilenC4 1,8 8,5
În cazul în care timpul de sta ionare în linia de transfer (TL) este excesiv (adic mai mare ca 10-15 % din timpul de sta ionare în serpentina de cracare)
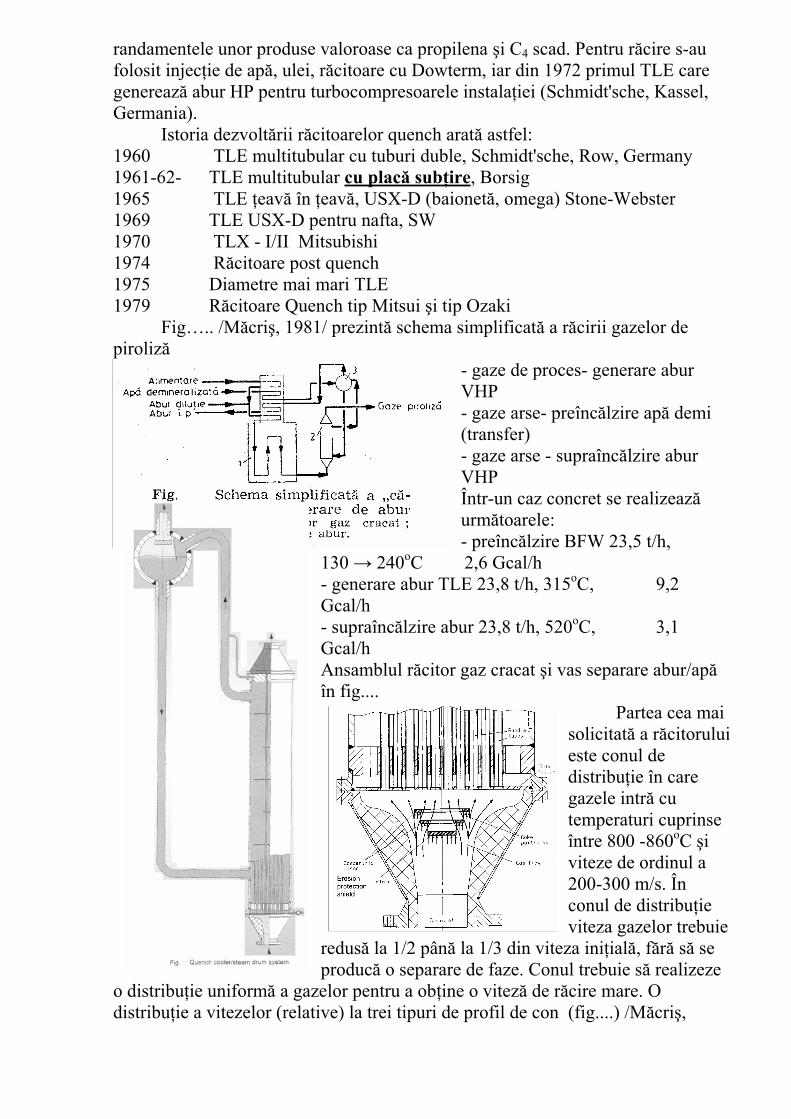
randamentele unor produse valoroase ca propilena i C4 scad. Pentru r cire s-au folosit injec ie de ap , ulei, r citoare cu Dowterm, iar din 1972 primul TLE care genereaz abur HP pentru turbocompresoarele instala iei (Schmidt'sche, Kassel, Germania). Istoria dezvolt rii r citoarelor quench arat astfel: 1960 TLE multitubular cu tuburi duble, Schmidt'sche, Row, Germany 1961-62- TLE multitubular cu plac sub ire, Borsig 1965 TLE eav în eav , USX-D (baionet , omega) Stone-Webster1969 TLE USX-D pentru nafta, SW 1970 TLX - I/II Mitsubishi 1974 R citoare post quench1975 Diametre mai mari TLE 1979 R citoare Quench tip Mitsui i tip Ozaki Fig….. /M cri , 1981/ prezint schema simplificat a r cirii gazelor de piroliz
- gaze de proces- generare abur VHP- gaze arse- preînc lzire ap demi(transfer)- gaze arse - supraînc lzire abur VHPÎntr-un caz concret se realizeazurm toarele:- preînc lzire BFW 23,5 t/h,
130 240oC 2,6 Gcal/h - generare abur TLE 23,8 t/h, 315oC, 9,2Gcal/h- supraînc lzire abur 23,8 t/h, 520oC, 3,1Gcal/hAnsamblul r citor gaz cracat i vas separare abur/apîn fig....
Partea cea mai solicitat a r citoruluieste conul de distribu ie în care gazele intr cu temperaturi cuprinse între 800 -860oC iviteze de ordinul a 200-300 m/s. În conul de distribu ieviteza gazelor trebuie
redus la 1/2 pân la 1/3 din viteza ini ial , f r s se produc o separare de faze. Conul trebuie s realizeze
o distribu ie uniform a gazelor pentru a ob ine o vitez de r cire mare. O distribu ie a vitezelor (relative) la trei tipuri de profil de con (fig....) /M cri ,
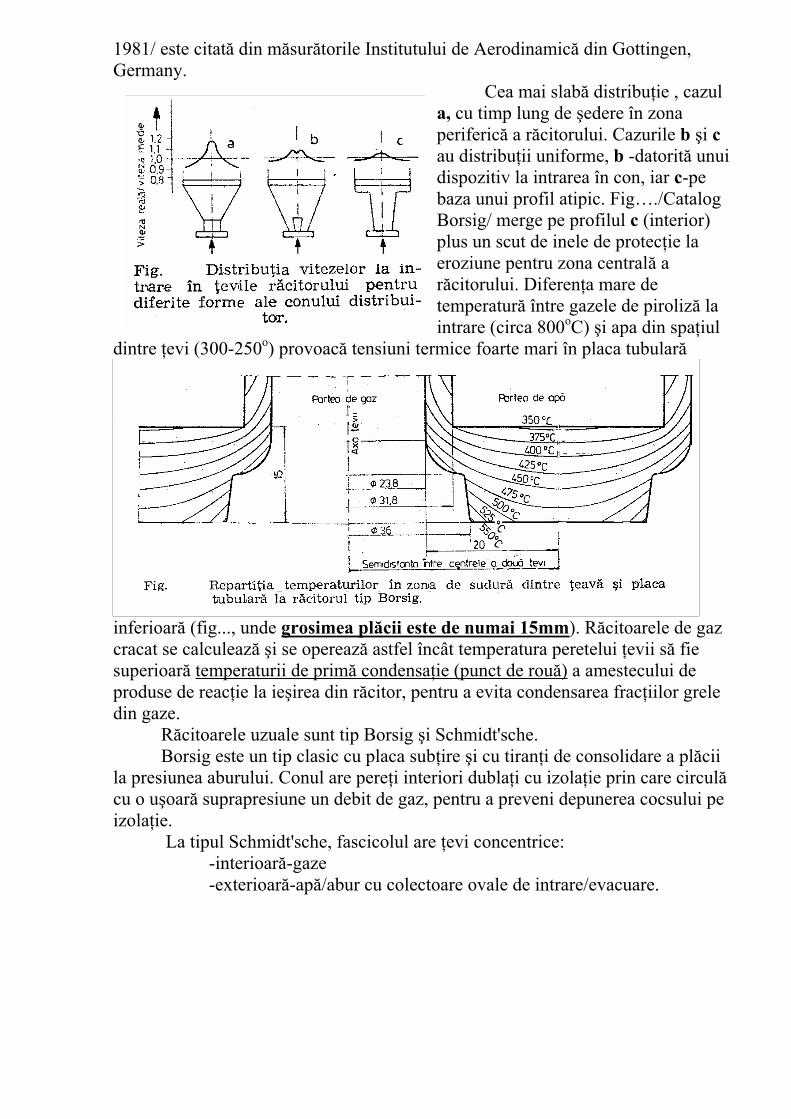
1981/ este citat din m sur torile Institutului de Aerodinamic din Gottingen, Germany.
Cea mai slab distribu ie , cazul a, cu timp lung de edere în zonaperiferic a r citorului. Cazurile b i cau distribu ii uniforme, b -datorit unui dispozitiv la intrarea în con, iar c-pebaza unui profil atipic. Fig…./Catalog Borsig/ merge pe profilul c (interior) plus un scut de inele de protec ie la eroziune pentru zona central a r citorului. Diferen a mare de temperatur între gazele de piroliz la intrare (circa 800oC) i apa din spa iul
dintre evi (300-250o) provoac tensiuni termice foarte mari în placa tubular
inferioar (fig..., unde grosimea pl cii este de numai 15mm). R citoarele de gazcracat se calculeaz i se opereaz astfel încât temperatura peretelui evii s fie superioar temperaturii de prim condensa ie (punct de rou ) a amestecului de produse de reac ie la ie irea din r citor, pentru a evita condensarea frac iilor grele din gaze. R citoarele uzuale sunt tip Borsig i Schmidt'sche.
Borsig este un tip clasic cu placa sub ire i cu tiran i de consolidare a pl ciila presiunea aburului. Conul are pere i interiori dubla i cu izola ie prin care circulcu o u oar suprapresiune un debit de gaz, pentru a preveni depunerea cocsului pe izola ie.
La tipul Schmidt'sche, fascicolul are evi concentrice: -interioar -gaze -exterioar -ap /abur cu colectoare ovale de intrare/evacuare.
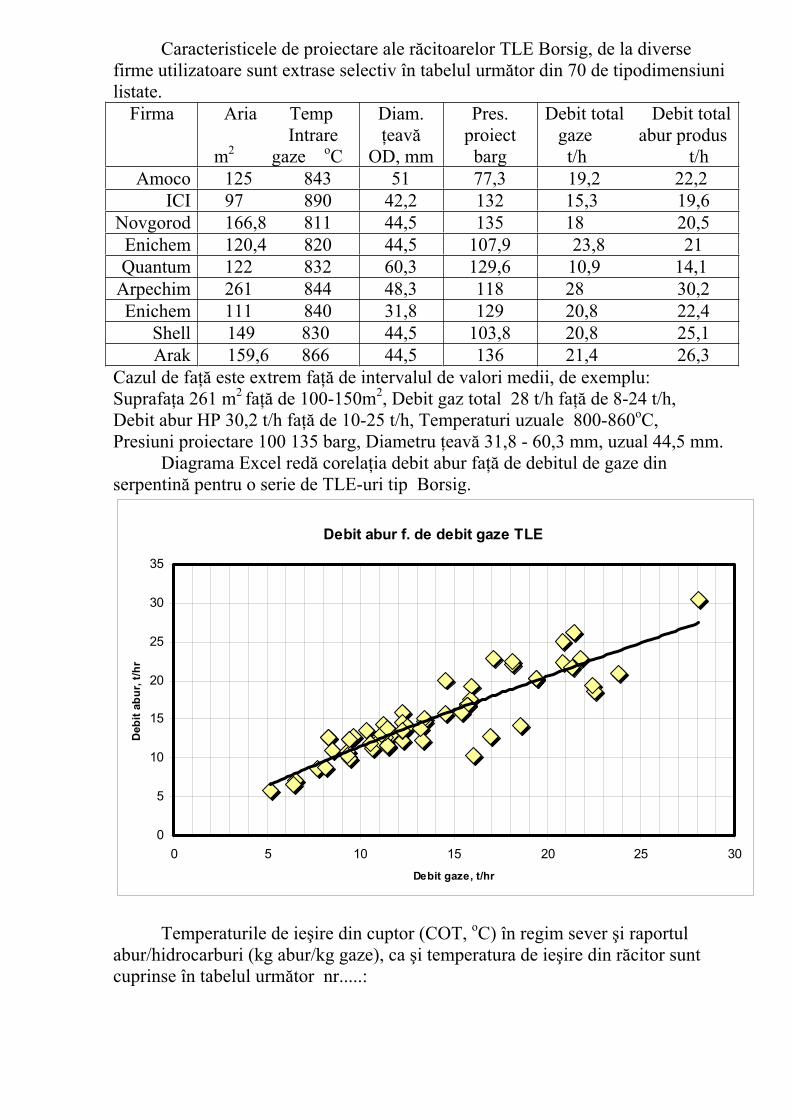
Caracteristicele de proiectare ale r citoarelor TLE Borsig, de la diverse firme utilizatoare sunt extrase selectiv în tabelul urm tor din 70 de tipodimensiuni listate.
Firma Aria Temp Intrarem2 gaze oC
Diam.eav
OD, mm
Pres.proiect
barg
Debit total Debit total gaze abur produs
t/h t/h Amoco 125 843 51 77,3 19,2 22,2
ICI 97 890 42,2 132 15,3 19,6 Novgorod 166,8 811 44,5 135 18 20,5
Enichem 120,4 820 44,5 107,9 23,8 21 Quantum 122 832 60,3 129,6 10,9 14,1
Arpechim 261 844 48,3 118 28 30,2 Enichem 111 840 31,8 129 20,8 22,4
Shell 149 830 44,5 103,8 20,8 25,1 Arak 159,6 866 44,5 136 21,4 26,3
Cazul de fa este extrem fa de intervalul de valori medii, de exemplu:Suprafa a 261 m2 fa de 100-150m2, Debit gaz total 28 t/h fa de 8-24 t/h, Debit abur HP 30,2 t/h fa de 10-25 t/h, Temperaturi uzuale 800-860oC,Presiuni proiectare 100 135 barg, Diametru eav 31,8 - 60,3 mm, uzual 44,5 mm. Diagrama Excel red corela ia debit abur fa de debitul de gaze din serpentin pentru o serie de TLE-uri tip Borsig.
Debit abur f. de debit gaze TLE
0
5
10
15
20
25
30
35
0 5 10 15 20 25 30
Debit gaze, t/hr
Deb
it a
bu
r, t
/hr
Temperaturile de ie ire din cuptor (COT, oC) în regim sever i raportul abur/hidrocarburi (kg abur/kg gaze), ca i temperatura de ie ire din r citor sunt cuprinse în tabelul urm tor nr.....:
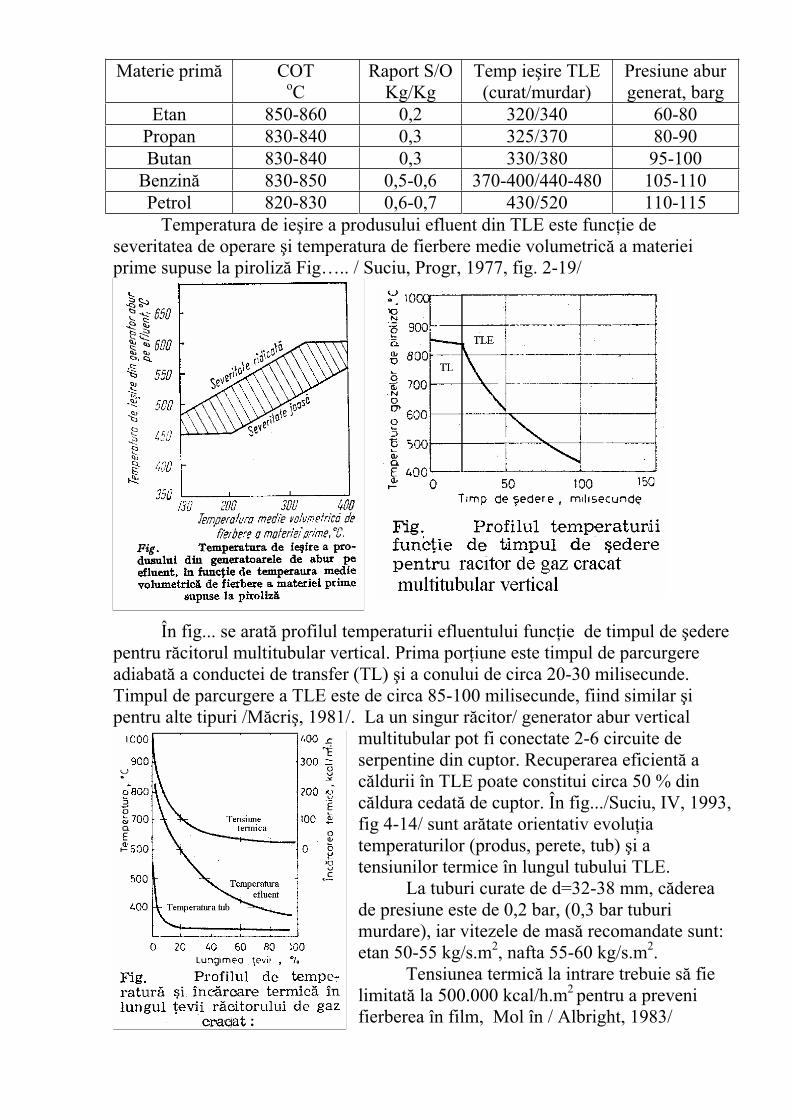
Materie prim COToC
Raport S/O Kg/Kg
Temp ie ire TLE (curat/murdar)
Presiune abur generat, barg
Etan 850-860 0,2 320/340 60-80Propan 830-840 0,3 325/370 80-90Butan 830-840 0,3 330/380 95-100
Benzin 830-850 0,5-0,6 370-400/440-480 105-110Petrol 820-830 0,6-0,7 430/520 110-115
Temperatura de ie ire a produsului efluent din TLE este func ie de severitatea de operare i temperatura de fierbere medie volumetric a materiei prime supuse la piroliz Fig….. / Suciu, Progr, 1977, fig. 2-19/
În fig... se arat profilul temperaturii efluentului func ie de timpul de ederepentru r citorul multitubular vertical. Prima por iune este timpul de parcurgere adiabat a conductei de transfer (TL) i a conului de circa 20-30 milisecunde.Timpul de parcurgere a TLE este de circa 85-100 milisecunde, fiind similar ipentru alte tipuri /M cri , 1981/. La un singur r citor/ generator abur vertical
multitubular pot fi conectate 2-6 circuite de serpentine din cuptor. Recuperarea eficient a c ldurii în TLE poate constitui circa 50 % din c ldura cedat de cuptor. În fig.../Suciu, IV, 1993, fig 4-14/ sunt ar tate orientativ evolu iatemperaturilor (produs, perete, tub) i a tensiunilor termice în lungul tubului TLE.
La tuburi curate de d=32-38 mm, c dereade presiune este de 0,2 bar, (0,3 bar tuburimurdare), iar vitezele de mas recomandate sunt: etan 50-55 kg/s.m2, nafta 55-60 kg/s.m2. Tensiunea termic la intrare trebuie s fie limitat la 500.000 kcal/h.m2 pentru a preveni fierberea în film, Mol în / Albright, 1983/
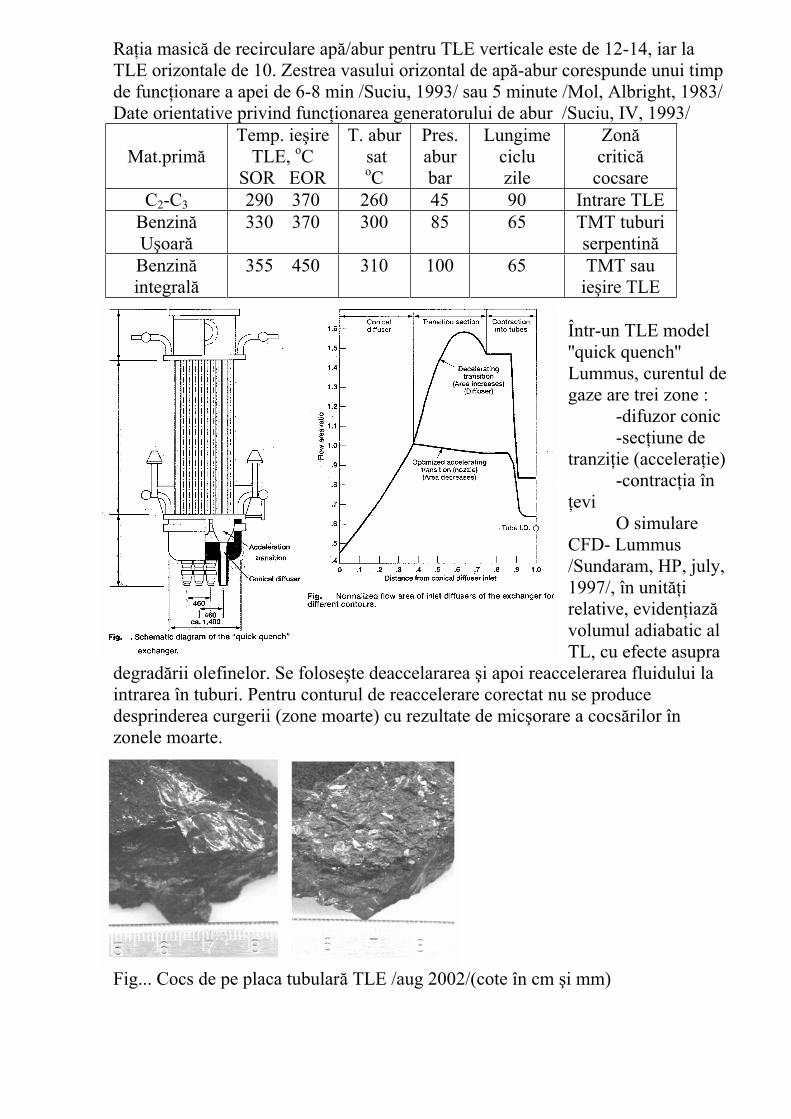
Ra ia masic de recirculare ap /abur pentru TLE verticale este de 12-14, iar la TLE orizontale de 10. Zestrea vasului orizontal de ap -abur corespunde unui timpde func ionare a apei de 6-8 min /Suciu, 1993/ sau 5 minute /Mol, Albright, 1983/Date orientative privind func ionarea generatorului de abur /Suciu, IV, 1993/
Mat.primTemp. ie ire
TLE, oCSOR EOR
T. abur sat oC
Pres.aburbar
Lungimecicluzile
Zoncriticcocsare
C2-C3 290 370 260 45 90 Intrare TLE BenzinU oar
330 370 300 85 65 TMT tuburi serpentin
Benzinintegral
355 450 310 100 65 TMT sau ie ire TLE
Într-un TLE model ''quick quench''Lummus, curentul de gaze are trei zone : -difuzor conic -sec iune de tranzi ie (accelera ie) -contrac ia în evi
O simulareCFD- Lummus/Sundaram, HP, july, 1997/, în unit irelative, eviden iazvolumul adiabatic al TL, cu efecte asupra
degrad rii olefinelor. Se folose te deaccelararea i apoi reaccelerarea fluidului la intrarea în tuburi. Pentru conturul de reaccelerare corectat nu se produce desprinderea curgerii (zone moarte) cu rezultate de mic orare a cocs rilor în zonele moarte.
Fig... Cocs de pe placa tubular TLE /aug 2002/(cote în cm i mm)
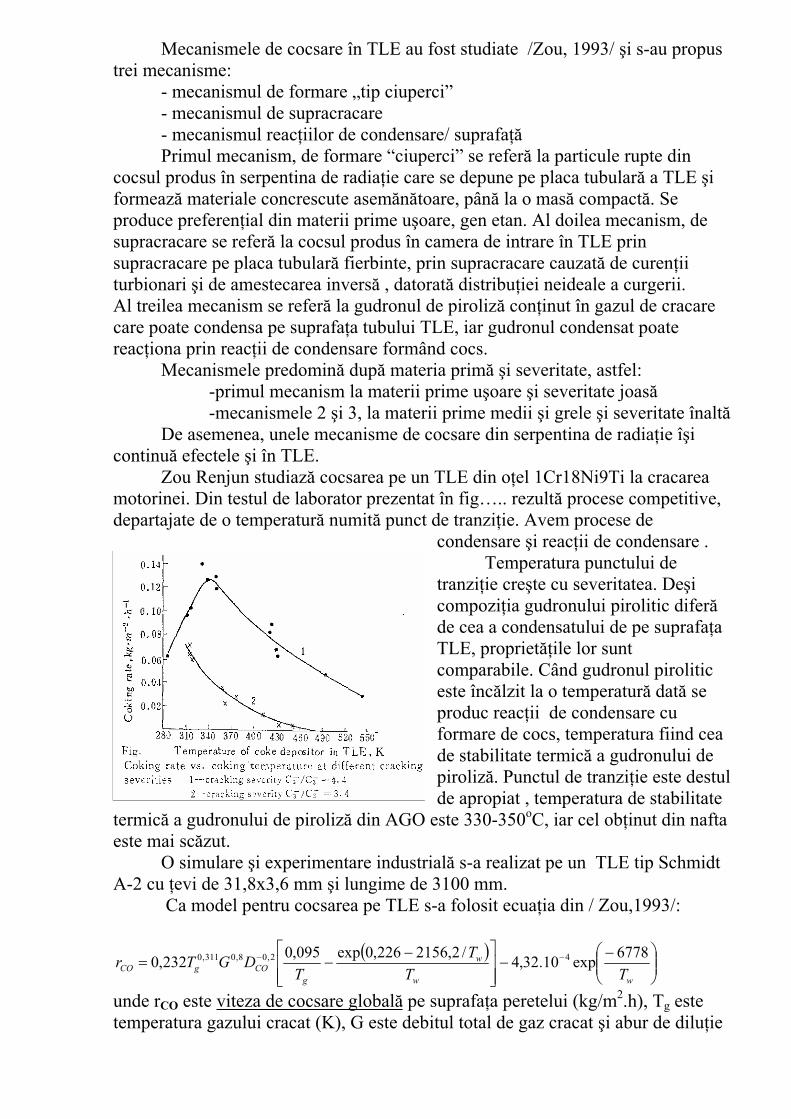
Mecanismele de cocsare în TLE au fost studiate /Zou, 1993/ i s-au propus trei mecanisme:
- mecanismul de formare „tip ciuperci” - mecanismul de supracracare
- mecanismul reac iilor de condensare/ suprafaPrimul mecanism, de formare “ciuperci” se refer la particule rupte din
cocsul produs în serpentina de radia ie care se depune pe placa tubular a TLE iformeaz materiale concrescute asem n toare, pân la o mas compact . Se produce preferen ial din materii prime u oare, gen etan. Al doilea mecanism, de supracracare se refer la cocsul produs în camera de intrare în TLE prin supracracare pe placa tubular fierbinte, prin supracracare cauzat de curen iiturbionari i de amestecarea invers , datorat distribu iei neideale a curgerii. Al treilea mecanism se refer la gudronul de piroliz con inut în gazul de cracare care poate condensa pe suprafa a tubului TLE, iar gudronul condensat poate reac iona prin reac ii de condensare formând cocs. Mecanismele predomin dup materia prim i severitate, astfel:
-primul mecanism la materii prime u oare i severitate joas -mecanismele 2 i 3, la materii prime medii i grele i severitate înalt
De asemenea, unele mecanisme de cocsare din serpentina de radia ie î icontinu efectele i în TLE.
Zou Renjun studiaz cocsarea pe un TLE din o el 1Cr18Ni9Ti la cracareamotorinei. Din testul de laborator prezentat în fig….. rezult procese competitive,departajate de o temperatur numit punct de tranzi ie. Avem procese de
condensare i reac ii de condensare . Temperatura punctului de
tranzi ie cre te cu severitatea. De icompozi ia gudronului pirolitic diferde cea a condensatului de pe suprafa aTLE, propriet ile lor sunt comparabile. Când gudronul pirolitic este înc lzit la o temperatur dat seproduc reac ii de condensare cu formare de cocs, temperatura fiind cea de stabilitate termic a gudronului de piroliz . Punctul de tranzi ie este destul de apropiat , temperatura de stabilitate
termic a gudronului de piroliz din AGO este 330-350oC, iar cel ob inut din nafta este mai sc zut. O simulare i experimentare industrial s-a realizat pe un TLE tip Schmidt A-2 cu evi de 31,8x3,6 mm i lungime de 3100 mm.
Ca model pentru cocsarea pe TLE s-a folosit ecua ia din / Zou,1993/:
ww
w
g
COgCOTT
T
TDGTr
6778exp10.32,4
/2,2156226,0exp095,0232,0 42,08,0311,0
unde rCO este viteza de cocsare global pe suprafa a peretelui (kg/m2.h), Tg estetemperatura gazului cracat (K), G este debitul total de gaz cracat i abur de dilu ie
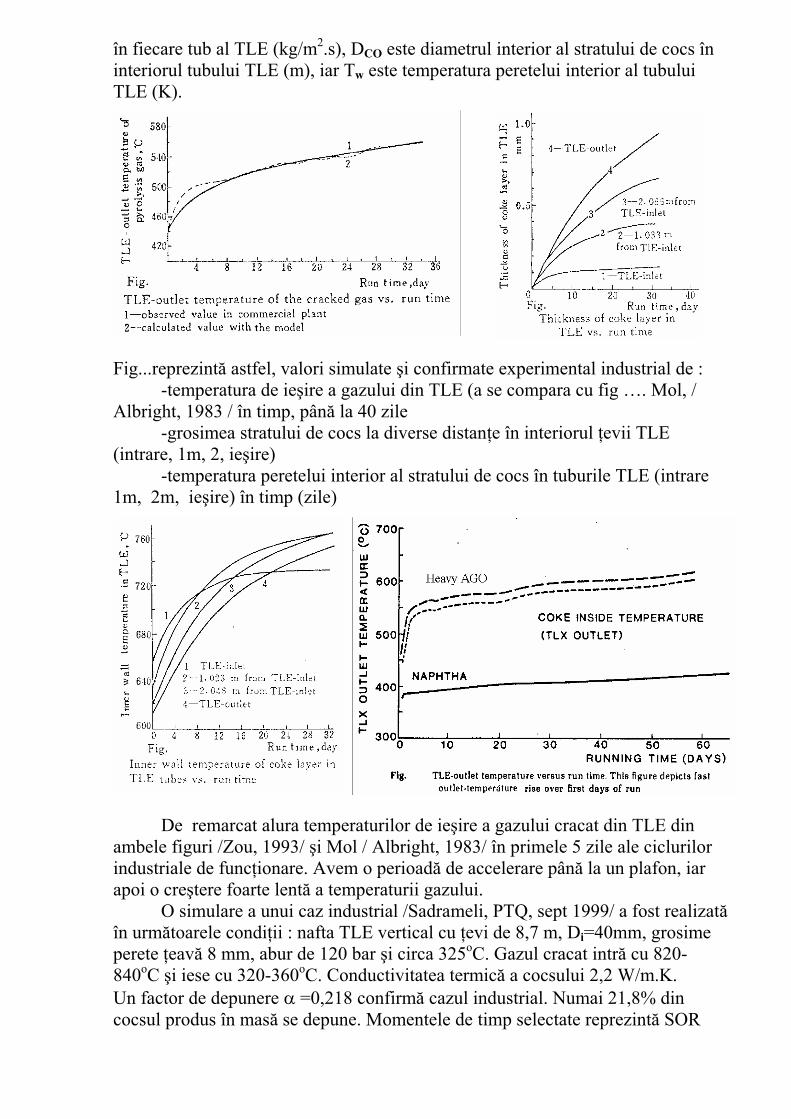
în fiecare tub al TLE (kg/m2.s), DCO este diametrul interior al stratului de cocs în interiorul tubului TLE (m), iar Tw este temperatura peretelui interior al tubuluiTLE (K).
Fig...reprezint astfel, valori simulate i confirmate experimental industrial de : -temperatura de ie ire a gazului din TLE (a se compara cu fig …. Mol, /
Albright, 1983 / în timp, pân la 40 zile -grosimea stratului de cocs la diverse distan e în interiorul evii TLE (intrare, 1m, 2, ie ire)
-temperatura peretelui interior al stratului de cocs în tuburile TLE (intrare 1m, 2m, ie ire) în timp (zile)
De remarcat alura temperaturilor de ie ire a gazului cracat din TLE din ambele figuri /Zou, 1993/ i Mol / Albright, 1983/ în primele 5 zile ale ciclurilorindustriale de func ionare. Avem o perioad de accelerare pân la un plafon, iar apoi o cre tere foarte lent a temperaturii gazului.
O simulare a unui caz industrial /Sadrameli, PTQ, sept 1999/ a fost realizatîn urm toarele condi ii : nafta TLE vertical cu evi de 8,7 m, Di=40mm, grosimeperete eav 8 mm, abur de 120 bar i circa 325oC. Gazul cracat intr cu 820-840oC i iese cu 320-360oC. Conductivitatea termic a cocsului 2,2 W/m.K.Un factor de depunere =0,218 confirm cazul industrial. Numai 21,8% din cocsul produs în mas se depune. Momentele de timp selectate reprezint SOR
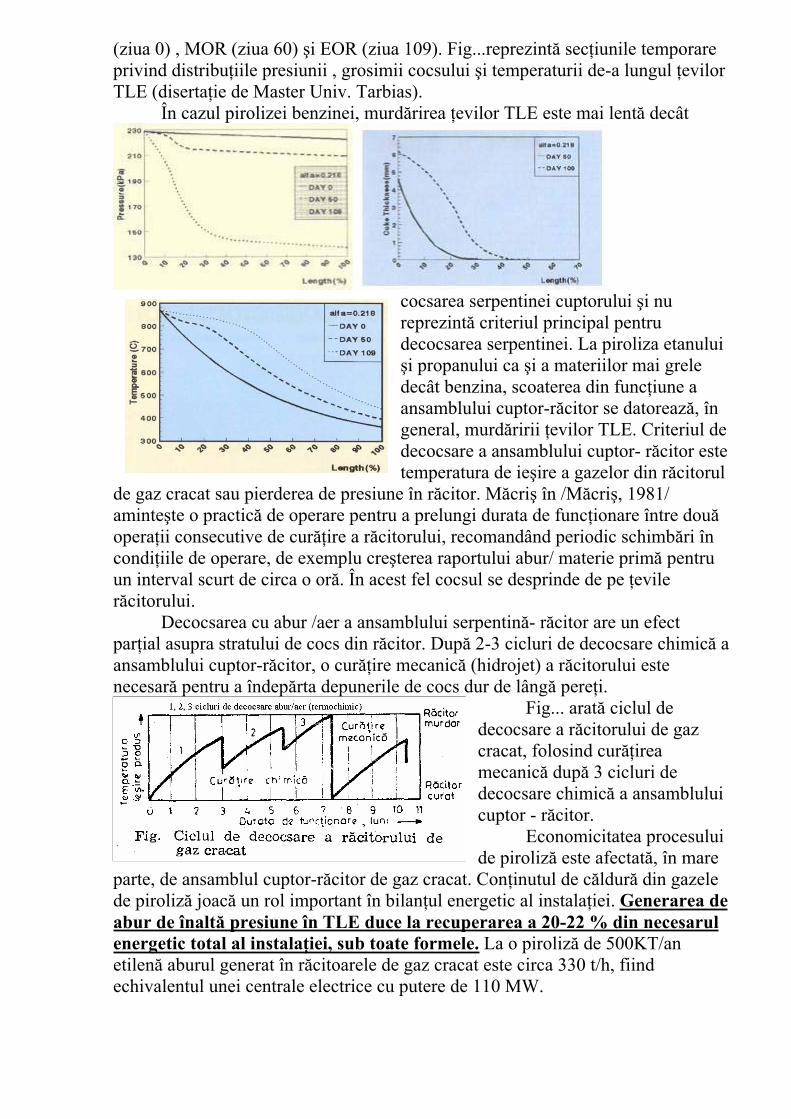
(ziua 0) , MOR (ziua 60) i EOR (ziua 109). Fig...reprezint sec iunile temporareprivind distribu iile presiunii , grosimii cocsului i temperaturii de-a lungul evilorTLE (diserta ie de Master Univ. Tarbias).
În cazul pirolizei benzinei, murd rirea evilor TLE este mai lent decât
cocsarea serpentinei cuptorului i nu reprezint criteriul principal pentru decocsarea serpentinei. La piroliza etanului i propanului ca i a materiilor mai grele
decât benzina, scoaterea din func iune a ansamblului cuptor-r citor se datoreaz , în general, murd ririi evilor TLE. Criteriul de decocsare a ansamblului cuptor- r citor este temperatura de ie ire a gazelor din r citorul
de gaz cracat sau pierderea de presiune în r citor. M cri în /M cri , 1981/ aminte te o practic de operare pentru a prelungi durata de func ionare între douopera ii consecutive de cur ire a r citorului, recomandând periodic schimb ri în condi iile de operare, de exemplu cre terea raportului abur/ materie prim pentru un interval scurt de circa o or . În acest fel cocsul se desprinde de pe eviler citorului.
Decocsarea cu abur /aer a ansamblului serpentin - r citor are un efect par ial asupra stratului de cocs din r citor. Dup 2-3 cicluri de decocsare chimic a ansamblului cuptor-r citor, o cur ire mecanic (hidrojet) a r citorului estenecesar pentru a îndep rta depunerile de cocs dur de lâng pere i.
Fig... arat ciclul de decocsare a r citorului de gaz cracat, folosind cur ireamecanic dup 3 cicluri de decocsare chimic a ansambluluicuptor - r citor. Economicitatea procesuluide piroliz este afectat , în mare
parte, de ansamblul cuptor-r citor de gaz cracat. Con inutul de c ldur din gazelede piroliz joac un rol important în bilan ul energetic al instala iei. Generarea de
abur de înalt presiune în TLE duce la recuperarea a 20-22 % din necesarul
energetic total al instala iei, sub toate formele. La o piroliz de 500KT/an etilen aburul generat în r citoarele de gaz cracat este circa 330 t/h, fiind echivalentul unei centrale electrice cu putere de 110 MW.
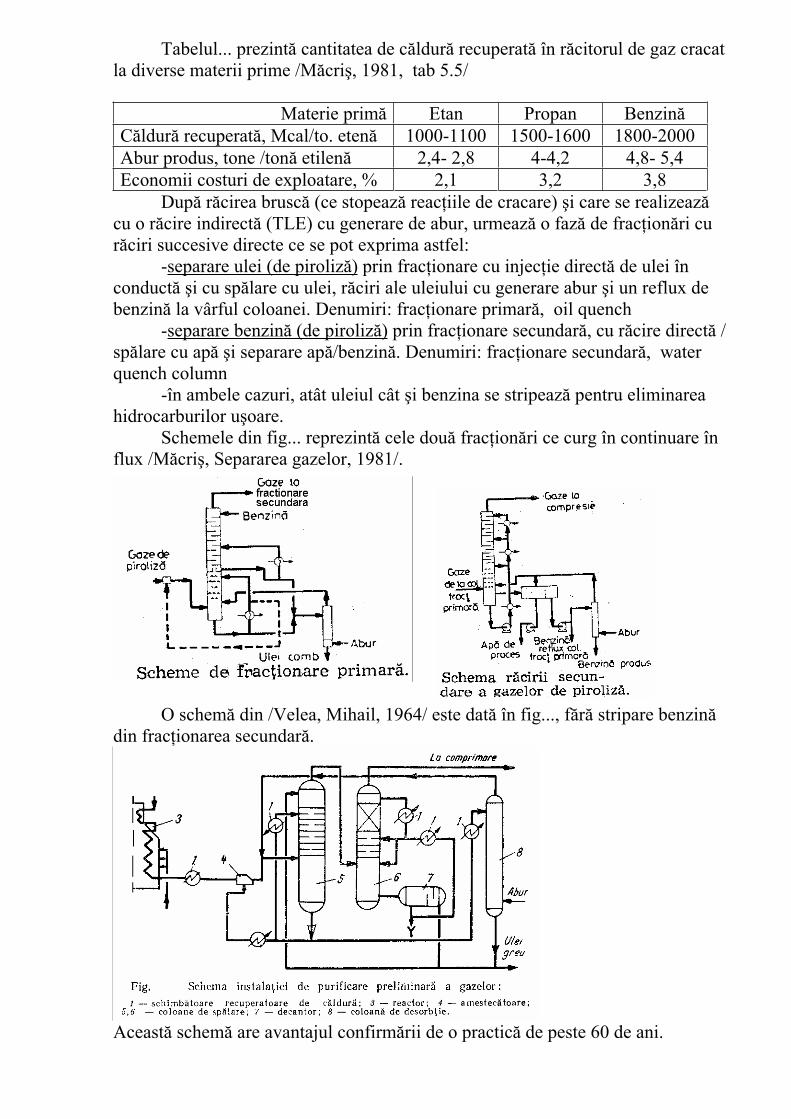
Tabelul... prezint cantitatea de c ldur recuperat în r citorul de gaz cracat la diverse materii prime /M cri , 1981, tab 5.5/
Materie prim Etan Propan BenzinC ldur recuperat , Mcal/to. eten 1000-1100 1500-1600 1800-2000Abur produs, tone /ton etilen 2,4- 2,8 4-4,2 4,8- 5,4Economii costuri de exploatare, % 2,1 3,2 3,8
Dup r cirea brusc (ce stopeaz reac iile de cracare) i care se realizeazcu o r cire indirect (TLE) cu generare de abur, urmeaz o faz de frac ion ri cu r ciri succesive directe ce se pot exprima astfel: -separare ulei (de piroliz ) prin frac ionare cu injec ie direct de ulei în conduct i cu sp lare cu ulei, r ciri ale uleiului cu generare abur i un reflux de benzin la vârful coloanei. Denumiri: frac ionare primar , oil quench -separare benzin (de piroliz ) prin frac ionare secundar , cu r cire direct / sp lare cu ap i separare ap /benzin . Denumiri: frac ionare secundar , water quench column
-în ambele cazuri, atât uleiul cât i benzina se stripeaz pentru eliminareahidrocarburilor u oare.
Schemele din fig... reprezint cele dou frac ion ri ce curg în continuare în flux /M cri , Separarea gazelor, 1981/.
O schem din /Velea, Mihail, 1964/ este dat în fig..., f r stripare benzindin frac ionarea secundar .
Aceast schem are avantajul confirm rii de o practic de peste 60 de ani.
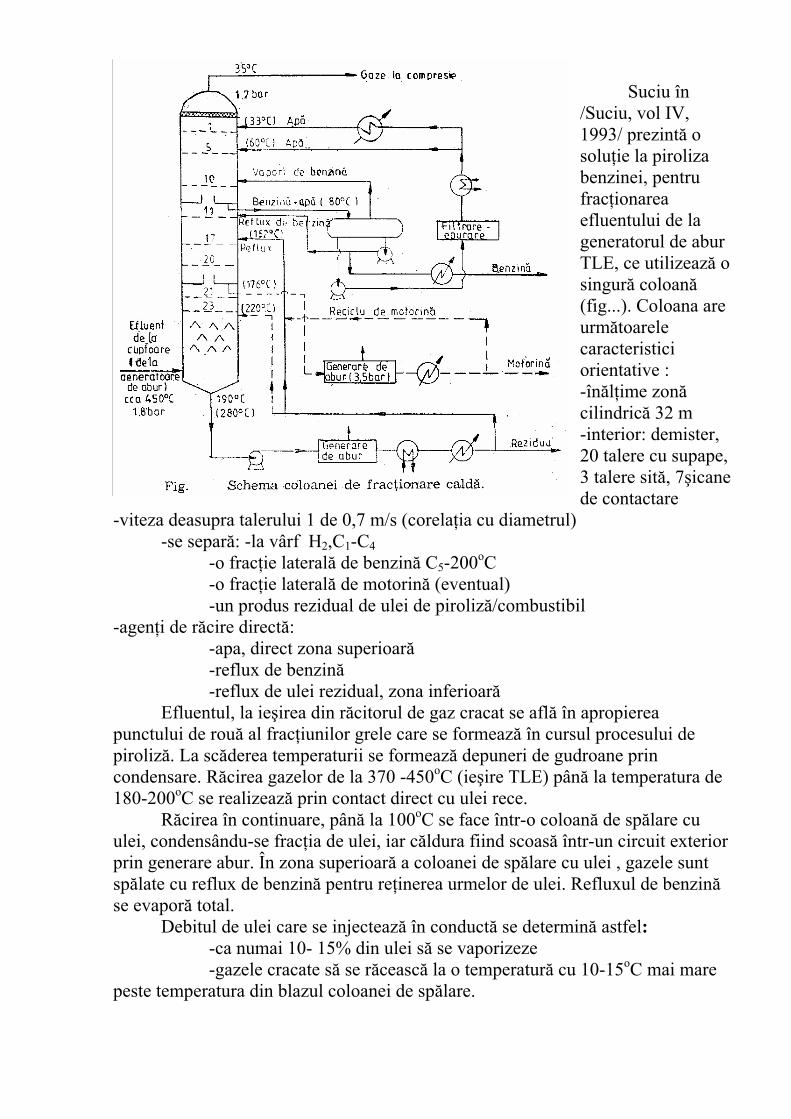
Suciu în/Suciu, vol IV, 1993/ prezint o solu ie la piroliza benzinei, pentru frac ionareaefluentului de la generatorul de abur TLE, ce utilizeaz o singur coloan(fig...). Coloana are urm toarelecaracteristiciorientative : -în l ime zoncilindric 32 m-interior: demister,20 talere cu supape, 3 talere sit , 7 icanede contactare
-viteza deasupra talerului 1 de 0,7 m/s (corela ia cu diametrul) -se separ : -la vârf H2,C1-C4
-o frac ie lateral de benzin C5-200oC -o frac ie lateral de motorin (eventual)
-un produs rezidual de ulei de piroliz /combustibil-agen i de r cire direct :
-apa, direct zona superioar -reflux de benzin
-reflux de ulei rezidual, zona inferioarEfluentul, la ie irea din r citorul de gaz cracat se afl în apropierea
punctului de rou al frac iunilor grele care se formeaz în cursul procesului de piroliz . La sc derea temperaturii se formeaz depuneri de gudroane prin condensare. R cirea gazelor de la 370 -450oC (ie ire TLE) pân la temperatura de 180-200oC se realizeaz prin contact direct cu ulei rece. R cirea în continuare, pân la 100oC se face într-o coloan de sp lare cu ulei, condensându-se frac ia de ulei, iar c ldura fiind scoas într-un circuit exterior prin generare abur. În zona superioar a coloanei de sp lare cu ulei , gazele sunt sp late cu reflux de benzin pentru re inerea urmelor de ulei. Refluxul de benzinse evapor total.
Debitul de ulei care se injecteaz în conduct se determin astfel:-ca numai 10- 15% din ulei s se vaporizeze
-gazele cracate s se r ceasc la o temperatur cu 10-15oC mai mare peste temperatura din blazul coloanei de sp lare.
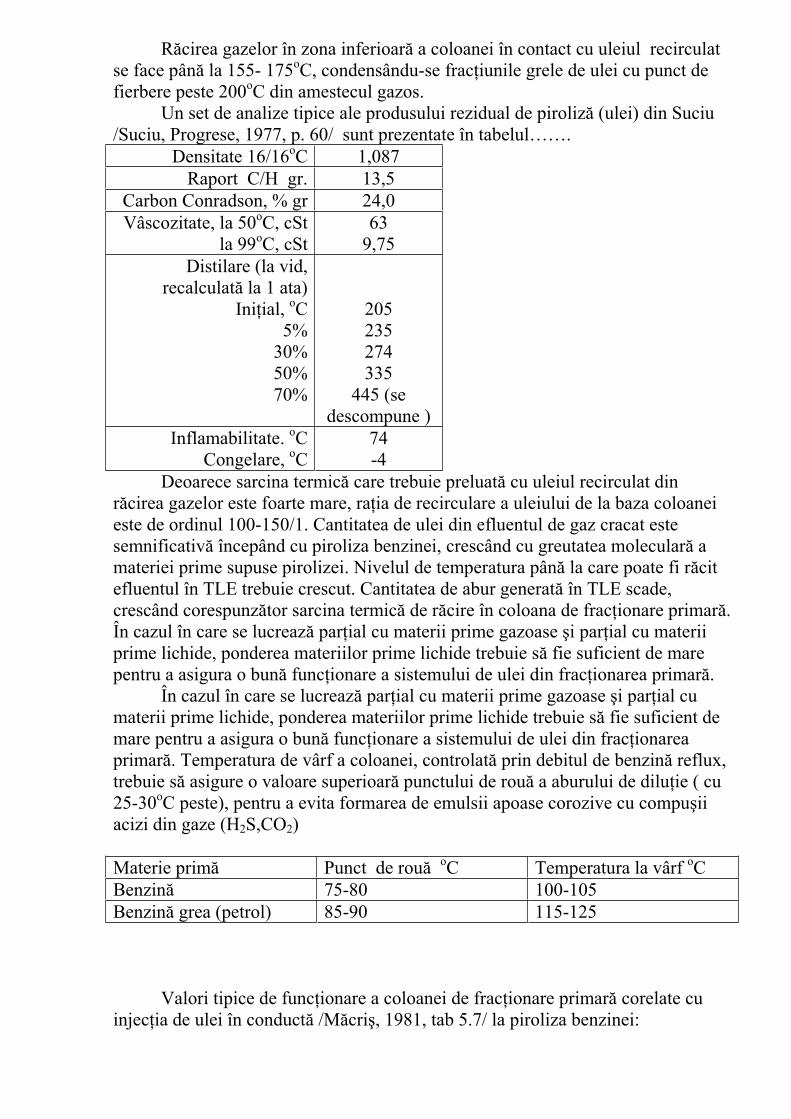
R cirea gazelor în zona inferioar a coloanei în contact cu uleiul recirculat se face pân la 155- 175oC, condensându-se frac iunile grele de ulei cu punct de fierbere peste 200oC din amestecul gazos. Un set de analize tipice ale produsului rezidual de piroliz (ulei) din Suciu /Suciu, Progrese, 1977, p. 60/ sunt prezentate în tabelul…….
Densitate 16/16oC 1,087Raport C/H gr. 13,5
Carbon Conradson, % gr 24,0Vâscozitate, la 50oC, cSt
la 99oC, cSt 63
9,75Distilare (la vid,
recalculat la 1 ata) Ini ial, oC
5%30%50%70%
205235274335
445 (se descompune )
Inflamabilitate. oCCongelare, oC
74-4
Deoarece sarcina termic care trebuie preluat cu uleiul recirculat din r cirea gazelor este foarte mare, ra ia de recirculare a uleiului de la baza coloanei este de ordinul 100-150/1. Cantitatea de ulei din efluentul de gaz cracat este semnificativ începând cu piroliza benzinei, crescând cu greutatea molecular a materiei prime supuse pirolizei. Nivelul de temperatura pân la care poate fi r citefluentul în TLE trebuie crescut. Cantitatea de abur generat în TLE scade, crescând corespunz tor sarcina termic de r cire în coloana de frac ionare primar .În cazul în care se lucreaz par ial cu materii prime gazoase i par ial cu materii prime lichide, ponderea materiilor prime lichide trebuie s fie suficient de mare pentru a asigura o bun func ionare a sistemului de ulei din frac ionarea primar . În cazul în care se lucreaz par ial cu materii prime gazoase i par ial cu materii prime lichide, ponderea materiilor prime lichide trebuie s fie suficient de mare pentru a asigura o bun func ionare a sistemului de ulei din frac ionareaprimar . Temperatura de vârf a coloanei, controlat prin debitul de benzin reflux, trebuie s asigure o valoare superioar punctului de rou a aburului de dilu ie ( cu 25-30oC peste), pentru a evita formarea de emulsii apoase corozive cu compu iiacizi din gaze (H2S,CO2)
Materie prim Punct de rou oC Temperatura la vârf oCBenzin 75-80 100-105Benzin grea (petrol) 85-90 115-125
Valori tipice de func ionare a coloanei de frac ionare primar corelate cu injec ia de ulei în conduct /M cri , 1981, tab 5.7/ la piroliza benzinei:
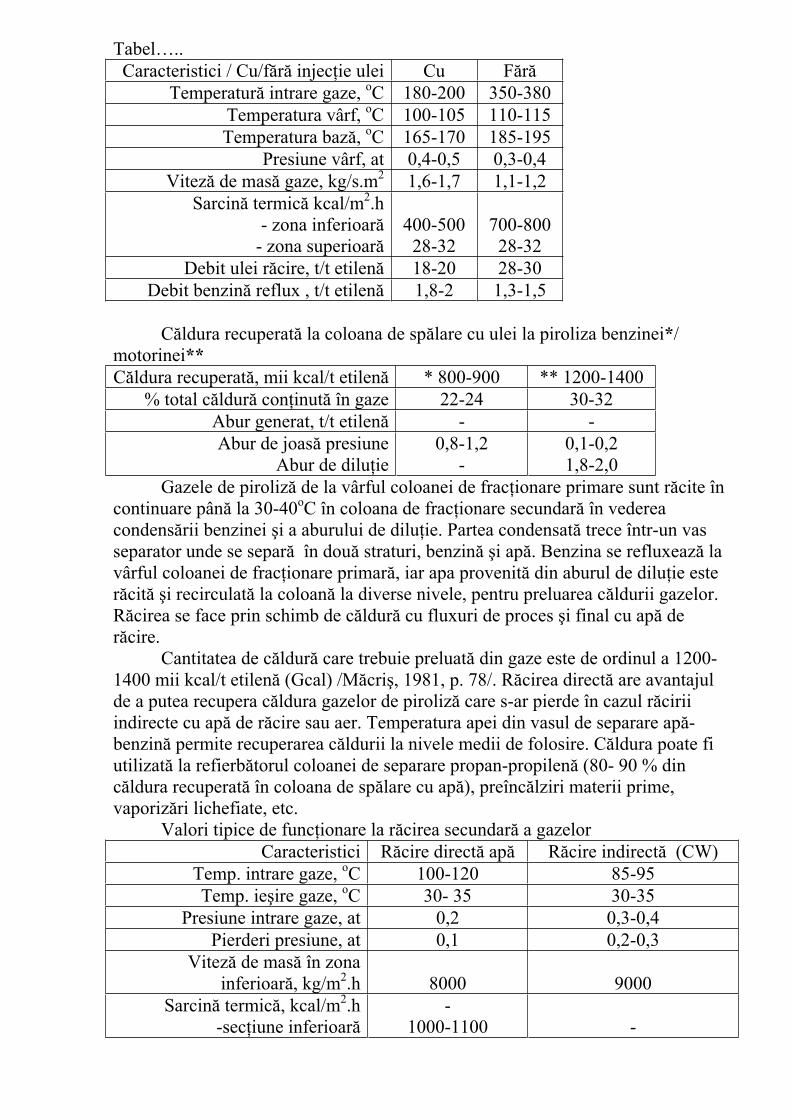
Tabel….. Caracteristici / Cu/f r injec ie ulei Cu F r
Temperatur intrare gaze, oC 180-200 350-380Temperatura vârf, oC 100-105 110-115Temperatura baz , oC 165-170 185-195
Presiune vârf, at 0,4-0,5 0,3-0,4Vitez de mas gaze, kg/s.m2 1,6-1,7 1,1-1,2
Sarcin termic kcal/m2.h- zona inferioar
- zona superioar400-500
28-32700-800
28-32Debit ulei r cire, t/t etilen 18-20 28-30
Debit benzin reflux , t/t etilen 1,8-2 1,3-1,5
C ldura recuperat la coloana de sp lare cu ulei la piroliza benzinei*/motorinei**
C ldura recuperat , mii kcal/t etilen * 800-900 ** 1200-1400 % total c ldur con inut în gaze 22-24 30-32
Abur generat, t/t etilen - -Abur de joas presiune
Abur de dilu ie0,8-1,2
-0,1-0,21,8-2,0
Gazele de piroliz de la vârful coloanei de frac ionare primare sunt r cite în continuare pân la 30-40oC în coloana de frac ionare secundar în vederea condens rii benzinei i a aburului de dilu ie. Partea condensat trece într-un vas separator unde se separ în dou straturi, benzin i ap . Benzina se refluxeaz la vârful coloanei de frac ionare primar , iar apa provenit din aburul de dilu ie este r cit i recirculat la coloan la diverse nivele, pentru preluarea c ldurii gazelor. R cirea se face prin schimb de c ldur cu fluxuri de proces i final cu ap de r cire. Cantitatea de c ldur care trebuie preluat din gaze este de ordinul a 1200-1400 mii kcal/t etilen (Gcal) /M cri , 1981, p. 78/. R cirea direct are avantajul de a putea recupera c ldura gazelor de piroliz care s-ar pierde în cazul r ciriiindirecte cu ap de r cire sau aer. Temperatura apei din vasul de separare ap -benzin permite recuperarea c ldurii la nivele medii de folosire. C ldura poate fi utilizat la refierb torul coloanei de separare propan-propilen (80- 90 % din c ldura recuperat în coloana de sp lare cu ap ), preînc lziri materii prime, vaporiz ri lichefiate, etc. Valori tipice de func ionare la r cirea secundar a gazelor
Caracteristici R cire direct ap R cire indirect (CW) Temp. intrare gaze, oC 100-120 85-95Temp. ie ire gaze, oC 30- 35 30-35
Presiune intrare gaze, at 0,2 0,3-0,4Pierderi presiune, at 0,1 0,2-0,3
Vitez de mas în zona inferioar , kg/m2.h 8000 9000
Sarcin termic , kcal/m2.h-sec iune inferioar
-1000-1100 -
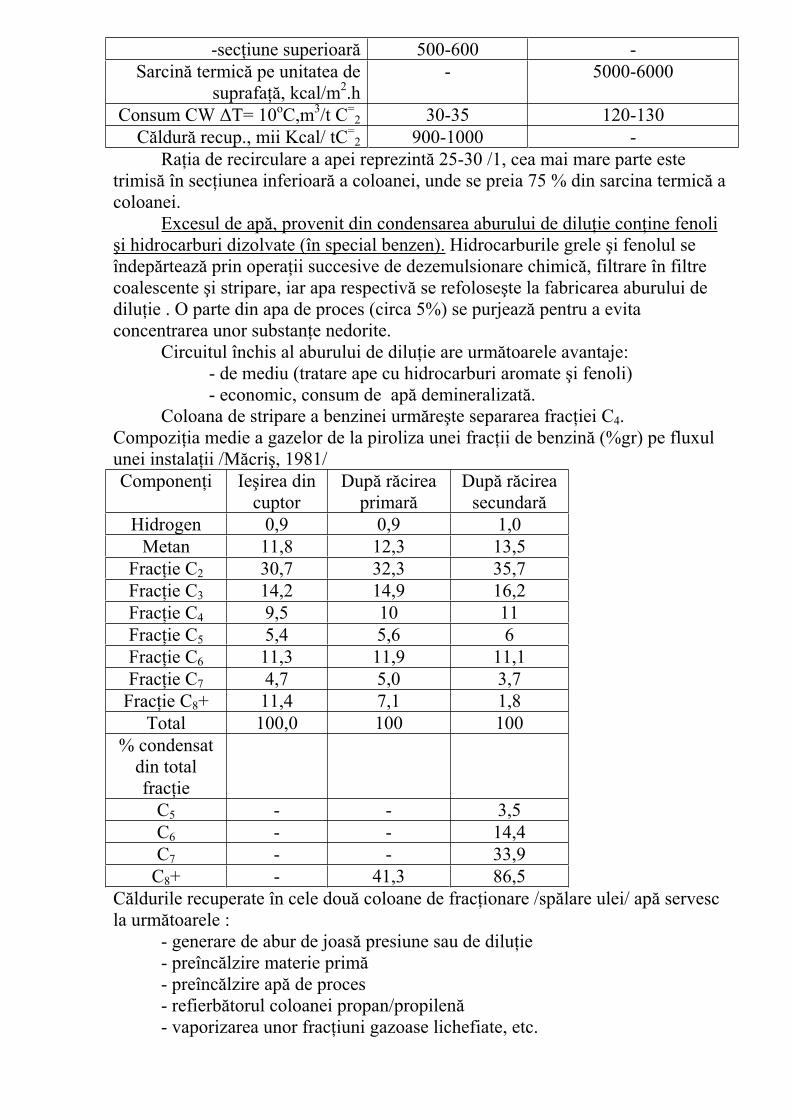
-sec iune superioar 500-600 -Sarcin termic pe unitatea de
suprafa , kcal/m2.h- 5000-6000
Consum CW T= 10oC,m3/t C=2 30-35 120-130
C ldur recup., mii Kcal/ tC=2 900-1000 -
Ra ia de recirculare a apei reprezint 25-30 /1, cea mai mare parte este trimis în sec iunea inferioar a coloanei, unde se preia 75 % din sarcina termic a coloanei.
Excesul de ap , provenit din condensarea aburului de dilu ie con ine fenoli i hidrocarburi dizolvate (în special benzen). Hidrocarburile grele i fenolul se
îndep rteaz prin opera ii succesive de dezemulsionare chimic , filtrare în filtre coalescente i stripare, iar apa respectiv se refolose te la fabricarea aburului de dilu ie . O parte din apa de proces (circa 5%) se purjeaz pentru a evita concentrarea unor substan e nedorite. Circuitul închis al aburului de dilu ie are urm toarele avantaje: - de mediu (tratare ape cu hidrocarburi aromate i fenoli) - economic, consum de ap demineralizat . Coloana de stripare a benzinei urm re te separarea frac iei C4.Compozi ia medie a gazelor de la piroliza unei frac ii de benzin (%gr) pe fluxul unei instala ii /M cri , 1981/ Componen i Ie irea din
cuptorDup r cirea
primarDup r cirea
secundarHidrogen 0,9 0,9 1,0
Metan 11,8 12,3 13,5Frac ie C2 30,7 32,3 35,7Frac ie C3 14,2 14,9 16,2Frac ie C4 9,5 10 11Frac ie C5 5,4 5,6 6Frac ie C6 11,3 11,9 11,1Frac ie C7 4,7 5,0 3,7
Frac ie C8+ 11,4 7,1 1,8Total 100,0 100 100
% condensat din total frac ie
C5 - - 3,5C6 - - 14,4C7 - - 33,9
C8+ - 41,3 86,5C ldurile recuperate în cele dou coloane de frac ionare /sp lare ulei/ ap servesc la urm toarele : - generare de abur de joas presiune sau de dilu ie - preînc lzire materie prim - preînc lzire ap de proces - refierb torul coloanei propan/propilen - vaporizarea unor frac iuni gazoase lichefiate, etc.
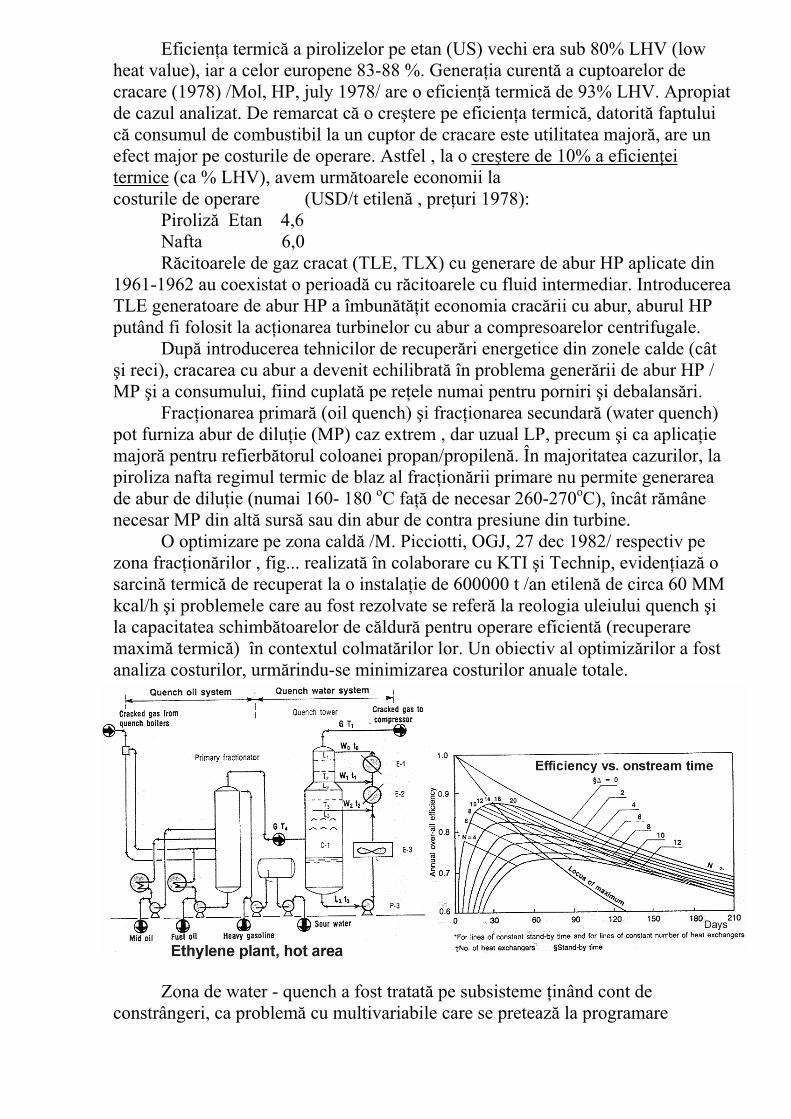
Eficien a termic a pirolizelor pe etan (US) vechi era sub 80% LHV (low heat value), iar a celor europene 83-88 %. Genera ia curent a cuptoarelor de cracare (1978) /Mol, HP, july 1978/ are o eficien termic de 93% LHV. Apropiat de cazul analizat. De remarcat c o cre tere pe eficien a termic , datorit faptului c consumul de combustibil la un cuptor de cracare este utilitatea major , are un efect major pe costurile de operare. Astfel , la o cre tere de 10% a eficien eitermice (ca % LHV), avem urm toarele economii lacosturile de operare (USD/t etilen , pre uri 1978): Piroliz Etan 4,6
Nafta 6,0 R citoarele de gaz cracat (TLE, TLX) cu generare de abur HP aplicate din 1961-1962 au coexistat o perioad cu r citoarele cu fluid intermediar. IntroducereaTLE generatoare de abur HP a îmbun t it economia crac rii cu abur, aburul HP putând fi folosit la ac ionarea turbinelor cu abur a compresoarelor centrifugale. Dup introducerea tehnicilor de recuper ri energetice din zonele calde (cât i reci), cracarea cu abur a devenit echilibrat în problema gener rii de abur HP /
MP i a consumului, fiind cuplat pe re ele numai pentru porniri i debalans ri. Frac ionarea primar (oil quench) i frac ionarea secundar (water quench) pot furniza abur de dilu ie (MP) caz extrem , dar uzual LP, precum i ca aplica iemajor pentru refierb torul coloanei propan/propilen . În majoritatea cazurilor, la piroliza nafta regimul termic de blaz al frac ion rii primare nu permite generarea de abur de dilu ie (numai 160- 180 oC fa de necesar 260-270oC), încât r mânenecesar MP din alt surs sau din abur de contra presiune din turbine.
O optimizare pe zona cald /M. Picciotti, OGJ, 27 dec 1982/ respectiv pe zona frac ion rilor , fig... realizat în colaborare cu KTI i Technip, eviden iaz o sarcin termic de recuperat la o instala ie de 600000 t /an etilen de circa 60 MM kcal/h i problemele care au fost rezolvate se refer la reologia uleiului quench ila capacitatea schimb toarelor de c ldur pentru operare eficient (recuperare maxim termic ) în contextul colmat rilor lor. Un obiectiv al optimiz rilor a fost analiza costurilor, urm rindu-se minimizarea costurilor anuale totale.
Zona de water - quench a fost tratat pe subsisteme inând cont de constrângeri, ca problem cu multivariabile care se preteaz la programare
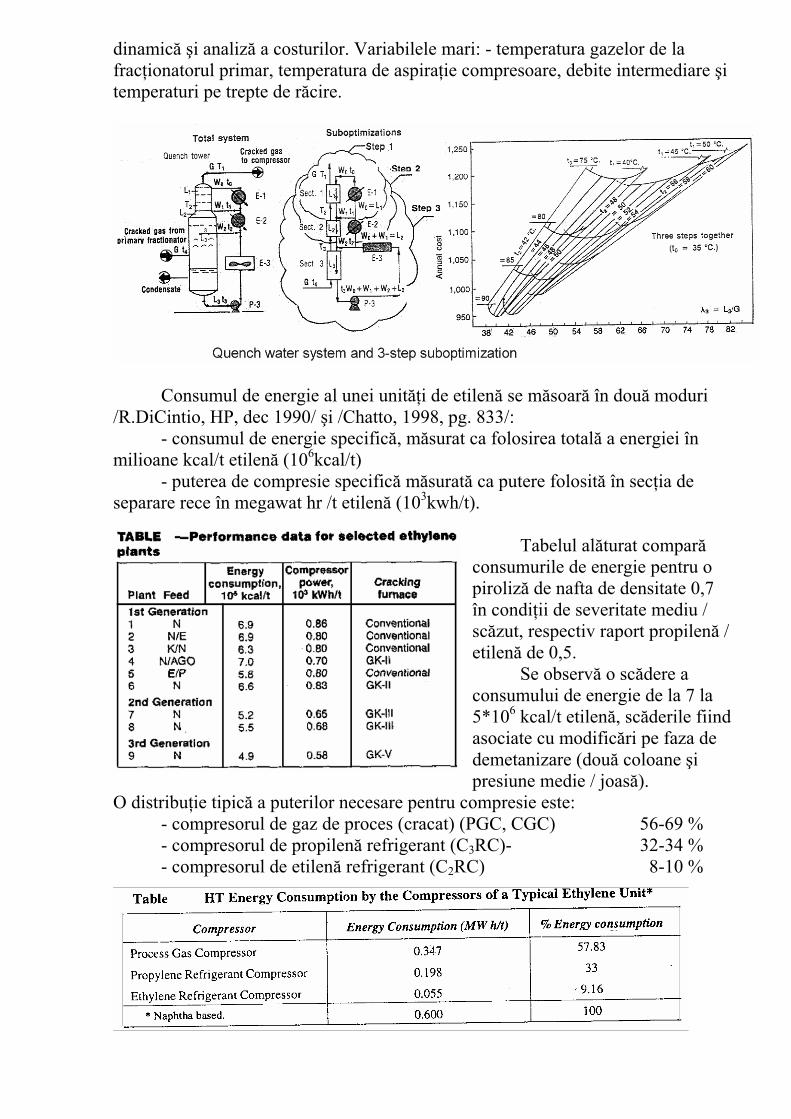
dinamic i analiz a costurilor. Variabilele mari: - temperatura gazelor de la frac ionatorul primar, temperatura de aspira ie compresoare, debite intermediare itemperaturi pe trepte de r cire.
Consumul de energie al unei unit i de etilen se m soar în dou moduri/R.DiCintio, HP, dec 1990/ i /Chatto, 1998, pg. 833/:
- consumul de energie specific , m surat ca folosirea total a energiei în milioane kcal/t etilen (106kcal/t)
- puterea de compresie specific m surat ca putere folosit în sec ia de separare rece în megawat hr /t etilen (103kwh/t).
Tabelul al turat comparconsumurile de energie pentru o piroliz de nafta de densitate 0,7 în condi ii de severitate mediu / sc zut, respectiv raport propilen / etilen de 0,5. Se observ o sc dere a consumului de energie de la 7 la 5*106 kcal/t etilen , sc derile fiind asociate cu modific ri pe faza de demetanizare (dou coloane ipresiune medie / joas ).
O distribu ie tipic a puterilor necesare pentru compresie este:- compresorul de gaz de proces (cracat) (PGC, CGC) 56-69 % - compresorul de propilen refrigerant (C3RC)- 32-34 %- compresorul de etilen refrigerant (C2RC) 8-10 %
Consumul de energie pentru compresoare la o instala ie tipic de nafta în (103KWhr/t etilen ) din /Chattopadhyay, Unit Op., vol II, 1998, pg. 834/beneficiind de abur HP generat de TLE (tabel….)
Putem clasa 3 nivele energetice, astfel sunt energii termice : - de temperatur înalt , abur HP din TLE - temperatur medie, abur MP sau LP (dilu ie sau joas presiune) din uleiul quench - temperatur joas , LP, din apa quench/DiCintio, HP, dec, 1990/
O folosire extensiv a surplusului de energie, în special din sursele termiceMT i LT este obligatorie pentru a cre te eficien a.
S-au identificat patru nivele de folosire a apei quench, pentru scopuri de înc lzire sau refierbere într-o varietate de opera ii în cadrul complexului de etilen . Se pot folosi eficient mai mult de 70 % din sarcina LT din ape quench. Consumatori tipici sunt: - preînc lzitorul de nafta - preînc lzitoare irefierb toare la compresie - refierb tor la deetanare - refierb tor la depropanare - refierb tor la coloana propan /propilen
O analiz urm re te stabilirea optimului într-un ciclu energetic (termic/electric) într-o instala ie de 226 Kt/an etilen care folose te propan./Arnsein -Kellogg- HP., jun., 1968/, caz apropiat de cel studiat.
S-au evaluat diverse sisteme energetice pentru un proces dat prin selectareasistemelor energetice i cum este afectat aceasta de utilizarea c ldurii reziduale, a apei de r cire, etc.
Costurile tipice ale utilit ilor /US Gulf Coast, jun, 1968/ luate în calcul au fost urm toarele:
- gaz combustibil 0,682 $ /103 kw sau 0,7 /106kcal/ h (LHV) - electricitate 0,007 $kwh = 7$/Mwh - ap de r cire recirculat 5,28 $ /1000 m3
- ap demi completare 26,4 $/ 1000 m3
Evident , majoritatea au evoluat cresc tor de acum 35 de ani. Cerin ele de utilit i pentru o instala ie de 226.000 t/an etilen erau: 1. Ac ion ri utilaje dinamice
a - compresorul de gaz de proces .............12,6 Mw b - compresorul de propilen frig..............12,6 Mw c - compresorul de etilen frig...................3,35 Mw d - pompe de proces ..........................1,12 Mw
e - pompe ap de r cire..............................0,67 Mw f - pompe ap boiler...................................
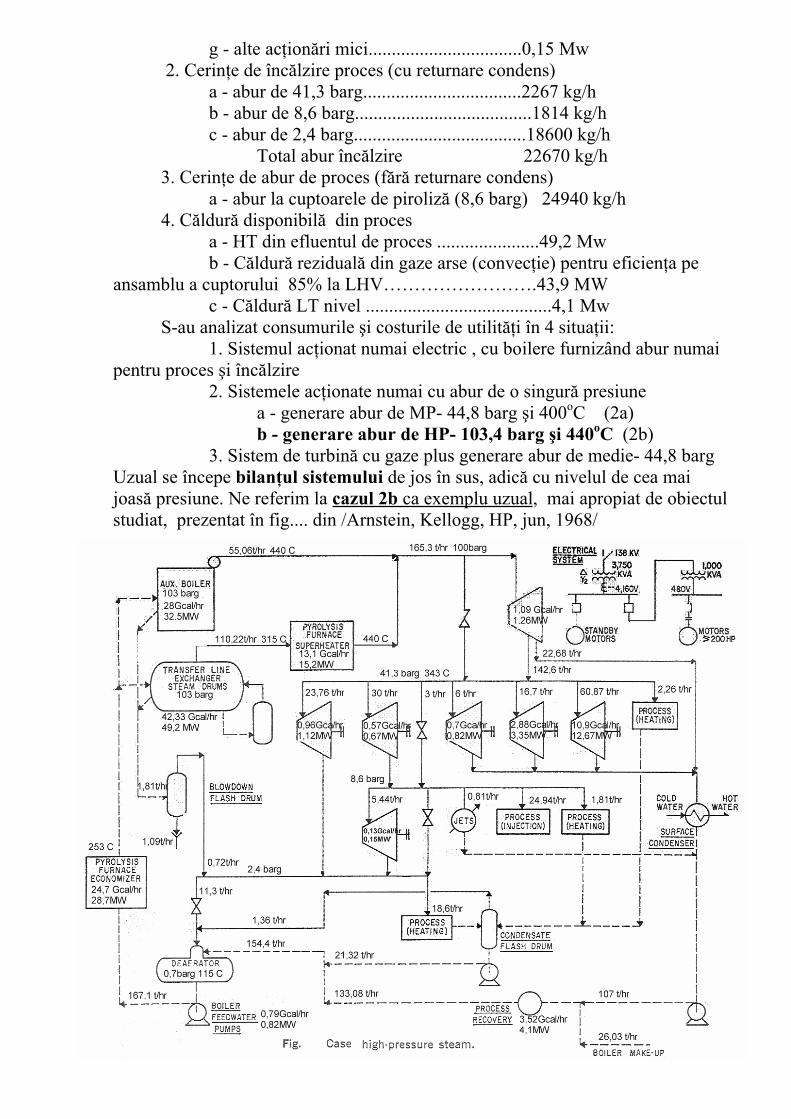
g - alte ac ion ri mici.................................0,15 Mw 2. Cerin e de înc lzire proces (cu returnare condens)
a - abur de 41,3 barg..................................2267 kg/h b - abur de 8,6 barg......................................1814 kg/h c - abur de 2,4 barg.....................................18600 kg/h
Total abur înc lzire 22670 kg/h 3. Cerin e de abur de proces (f r returnare condens)
a - abur la cuptoarele de piroliz (8,6 barg) 24940 kg/h 4. C ldur disponibil din proces
a - HT din efluentul de proces ......................49,2 Mw b - C ldur rezidual din gaze arse (convec ie) pentru eficien a pe ansamblu a cuptorului 85% la LHV…………………….43,9 MW c - C ldur LT nivel ........................................4,1 Mw S-au analizat consumurile i costurile de utilit i în 4 situa ii: 1. Sistemul ac ionat numai electric , cu boilere furnizând abur numaipentru proces i înc lzire 2. Sistemele ac ionate numai cu abur de o singur presiune a - generare abur de MP- 44,8 barg i 400oC (2a)
b - generare abur de HP- 103,4 barg i 440oC (2b)
3. Sistem de turbin cu gaze plus generare abur de medie- 44,8 barg Uzual se începe bilan ul sistemului de jos în sus, adic cu nivelul de cea mai joas presiune. Ne referim la cazul 2b ca exemplu uzual, mai apropiat de obiectul studiat, prezentat în fig.... din /Arnstein, Kellogg, HP, jun, 1968/
Colectorul de 2,4 barg Ie iri 11340 kg/h la deaerator 18600 kg/h la proces Total........... 29940 kg/h Intr ri 725 kg/h din vasul de purj 29215 kg/h de la turbine Total...........29940 kg/h Colectorul de 8,6 barg Ie iri 816 kg/h condensatoare jet 24947 kg/h proces 1814 kg/h Total 27578 kg/h Din tabelul de ac ion ri mecanice se poate vedea c sunt câteva turbine mici totalizând 0,15 Mw. Acestea pot lucra economic la 8,6 barg cu contrapresiune la 2,4 barg i vor necesita 5443 kg/h abur din colectorul de 8,6 barg. Ad ugândaceast sarcin la aburul de proces rezult un total de ie iri de 33021 kg/h din colectorul de 8,6 barg. Tot acest abur va fi alimentat din colectorul de 41,3 barg prin turbine cu contrapresiune i o sta ie de reducere presiune. Verificând înapoi la nivelul de 2,4 barg va fi necesar 29211 kg/h din turbine. Întrucât 5443 kg/h este alimentat din nivelul de 8,6 barg, diferen a de 23768 kg/h trebuie s vin din nivelul 41,3 barg i totul depresurizat prin turbine pentru o recuperare maxim de putere. Cele
33021 kg/h cerute pentru colectorul de 8,6 barg sunt realizate prin punerea turbinelor pompelor de ap de r cire de la 41,3 barg la 8,6 barg asigurând 3327 kg/h cu r m i a de 2993 kg/h , redus direct pentru a asigura stabilitatea icontrolul colectorului. Colectorul de 41,3 barg asigur aburul de ac ionare principal i este bilan at astfel: Colectorul de 41,3 barg Ie iri 23768 kg/h diverse ac ion ri 29937 kg/h pomp ap de r cire 2993 kg/h reducere presiune direct 5987 kg/h pompe alimentare ap 16 692 kg/h compresor etilen 60 872 kg/h compresor propilen 2 267 kg/h proces Total ...142610 kg/h Nivelul de 41,3 barg va fi alimentat dintr-o singur extrac ie a turbinei care ac ioneaz compresorul de gaz de proces (gaz cracat). Extragerea a 142610 kg/h va necesita condensarea a 22679 kg/h pentru a asigura cerin a de putere de 12,6 MW cu un debit de abur strangulat /laminat de 165289 kg/h la 100 barg i 440oC.Avantajul acestei scheme const în eviden ierea unor caracteristici comune cu instala ia discutat : - capacitatea instala iei în marj de 10 % - sarcina pe generare TLE 110,22 T/h, 315oC, 103 barg
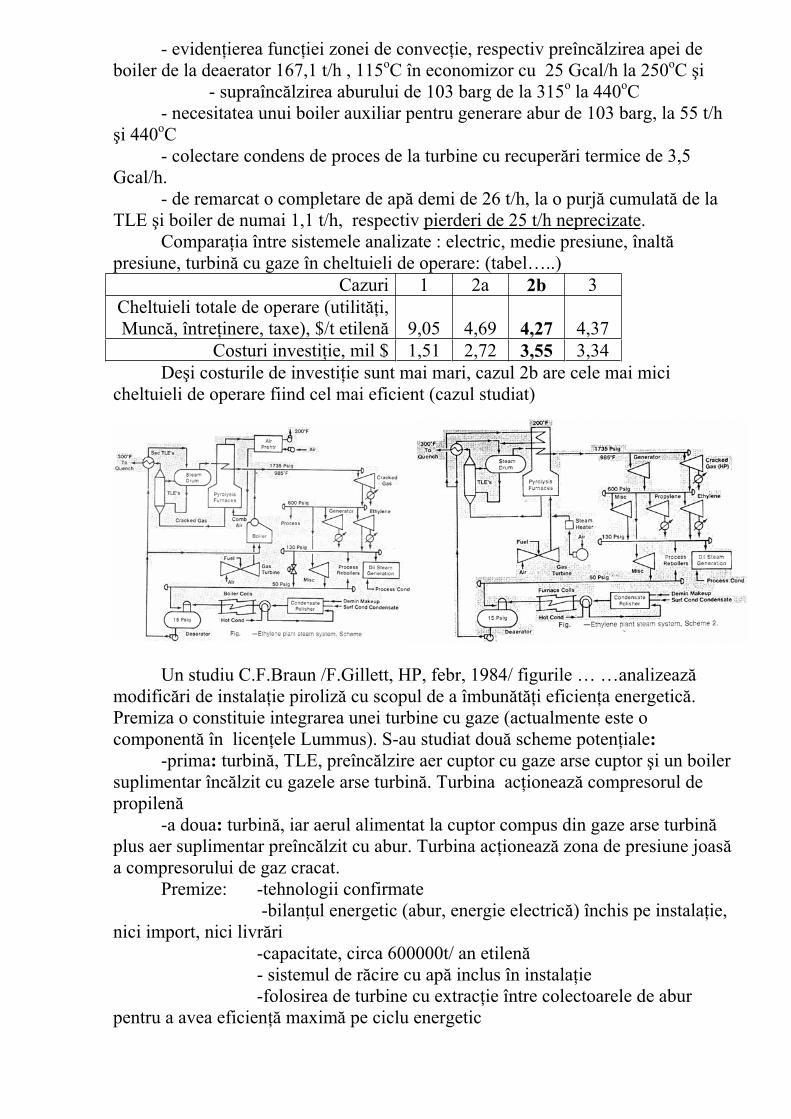
- eviden ierea func iei zonei de convec ie, respectiv preînc lzirea apei de boiler de la deaerator 167,1 t/h , 115oC în economizor cu 25 Gcal/h la 250oC i - supraînc lzirea aburului de 103 barg de la 315o la 440oC
- necesitatea unui boiler auxiliar pentru generare abur de 103 barg, la 55 t/hi 440oC
- colectare condens de proces de la turbine cu recuper ri termice de 3,5 Gcal/h.
- de remarcat o completare de ap demi de 26 t/h, la o purj cumulat de laTLE i boiler de numai 1,1 t/h, respectiv pierderi de 25 t/h neprecizate. Compara ia între sistemele analizate : electric, medie presiune, înaltpresiune, turbin cu gaze în cheltuieli de operare: (tabel…..)
Cazuri 1 2a 2b 3Cheltuieli totale de operare (utilit i,Munc , între inere, taxe), $/t etilen 9,05 4,69 4,27 4,37
Costuri investi ie, mil $ 1,51 2,72 3,55 3,34 De i costurile de investi ie sunt mai mari, cazul 2b are cele mai micicheltuieli de operare fiind cel mai eficient (cazul studiat)
Un studiu C.F.Braun /F.Gillett, HP, febr, 1984/ figurile … …analizeazmodific ri de instala ie piroliz cu scopul de a îmbun t i eficien a energetic .Premiza o constituie integrarea unei turbine cu gaze (actualmente este o component în licen ele Lummus). S-au studiat dou scheme poten iale:
-prima: turbin , TLE, preînc lzire aer cuptor cu gaze arse cuptor i un boilersuplimentar înc lzit cu gazele arse turbin . Turbina ac ioneaz compresorul de propilen -a doua: turbin , iar aerul alimentat la cuptor compus din gaze arse turbinplus aer suplimentar preînc lzit cu abur. Turbina ac ioneaz zona de presiune joasa compresorului de gaz cracat. Premize: -tehnologii confirmate
-bilan ul energetic (abur, energie electric ) închis pe instala ie,nici import, nici livr ri
-capacitate, circa 600000t/ an etilen - sistemul de r cire cu ap inclus în instala ie
-folosirea de turbine cu extrac ie între colectoarele de abur pentru a avea eficien maxim pe ciclu energetic
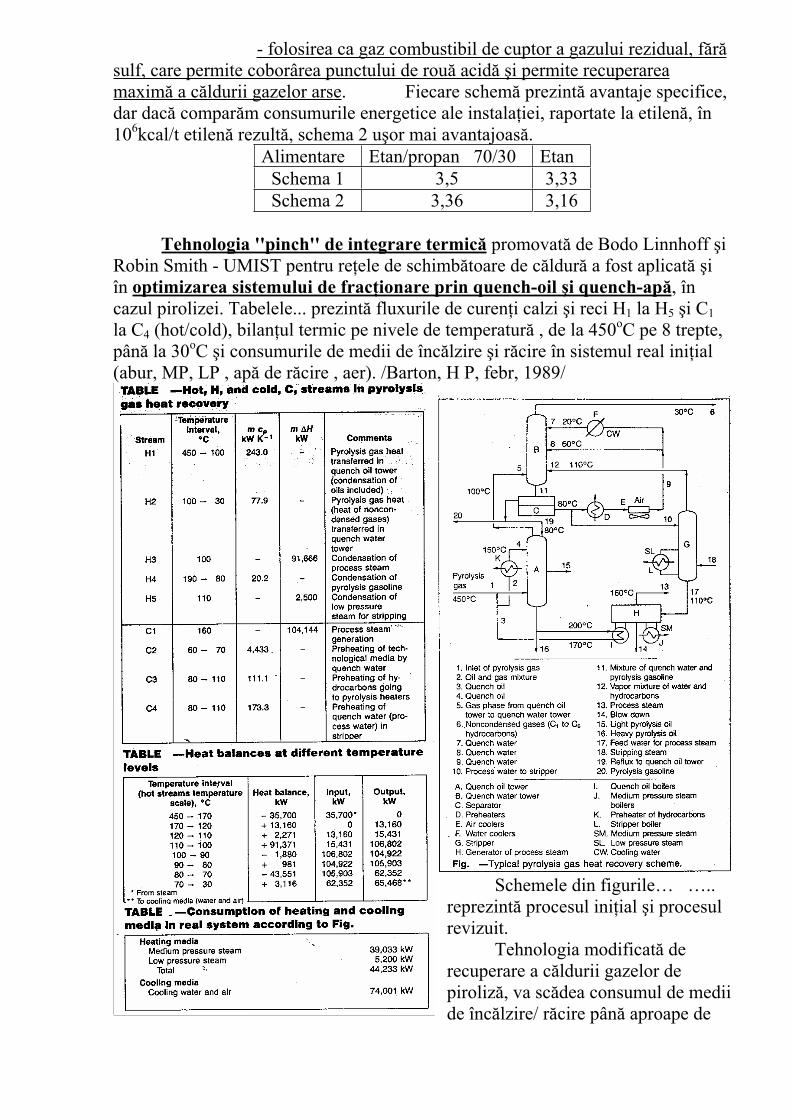
- folosirea ca gaz combustibil de cuptor a gazului rezidual, f rsulf, care permite coborârea punctului de rou acid i permite recuperarea maxim a c ldurii gazelor arse. Fiecare schem prezint avantaje specifice, dar dac compar m consumurile energetice ale instala iei, raportate la etilen , în 106kcal/t etilen rezult , schema 2 u or mai avantajoas .
Alimentare Etan/propan 70/30 EtanSchema 1 3,5 3,33Schema 2 3,36 3,16
Tehnologia ''pinch'' de integrare termic promovat de Bodo Linnhoff iRobin Smith - UMIST pentru re ele de schimb toare de c ldur a fost aplicat iîn optimizarea sistemului de frac ionare prin quench-oil i quench-ap , în cazul pirolizei. Tabelele... prezint fluxurile de curen i calzi i reci H1 la H5 i C1
la C4 (hot/cold), bilan ul termic pe nivele de temperatur , de la 450oC pe 8 trepte, pân la 30oC i consumurile de medii de înc lzire i r cire în sistemul real ini ial(abur, MP, LP , ap de r cire , aer). /Barton, H P, febr, 1989/
Schemele din figurile… ….. reprezint procesul ini ial i procesul revizuit. Tehnologia modificat de recuperare a c ldurii gazelor de piroliz , va sc dea consumul de medii de înc lzire/ r cire pân aproape de
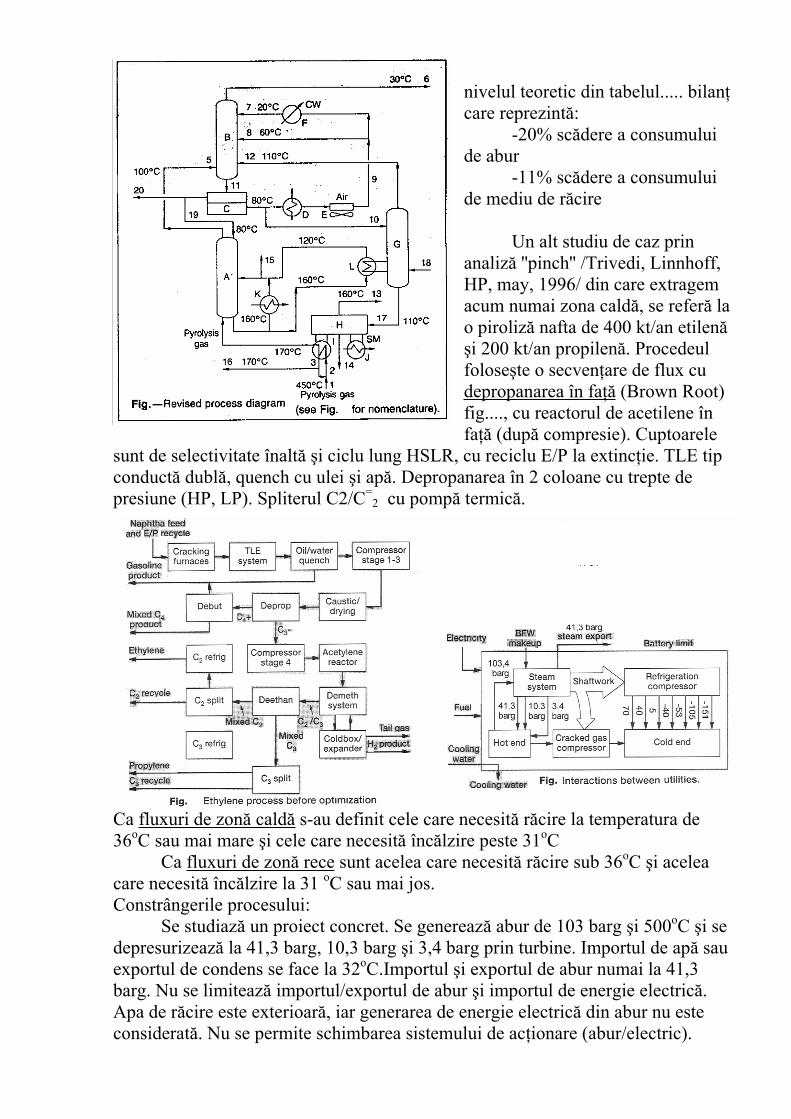
nivelul teoretic din tabelul..... bilancare reprezint : -20% sc dere a consumuluide abur -11% sc dere a consumuluide mediu de r cire
Un alt studiu de caz prin analiz ''pinch'' /Trivedi, Linnhoff, HP, may, 1996/ din care extragemacum numai zona cald , se refer la o piroliz nafta de 400 kt/an etileni 200 kt/an propilen . Procedeul
folose te o secven are de flux cu depropanarea în fa (Brown Root) fig...., cu reactorul de acetilene în fa (dup compresie). Cuptoarele
sunt de selectivitate înalt i ciclu lung HSLR, cu reciclu E/P la extinc ie. TLE tip conduct dubl , quench cu ulei i ap . Depropanarea în 2 coloane cu trepte de presiune (HP, LP). Spliterul C2/C=
2 cu pomp termic .
Ca fluxuri de zon cald s-au definit cele care necesit r cire la temperatura de 36oC sau mai mare i cele care necesit înc lzire peste 31oC Ca fluxuri de zon rece sunt acelea care necesit r cire sub 36oC i acelea care necesit înc lzire la 31 oC sau mai jos. Constrângerile procesului: Se studiaz un proiect concret. Se genereaz abur de 103 barg i 500oC i se depresurizeaz la 41,3 barg, 10,3 barg i 3,4 barg prin turbine. Importul de ap sau exportul de condens se face la 32oC.Importul i exportul de abur numai la 41,3 barg. Nu se limiteaz importul/exportul de abur i importul de energie electric .Apa de r cire este exterioar , iar generarea de energie electric din abur nu este considerat . Nu se permite schimbarea sistemului de ac ionare (abur/electric).
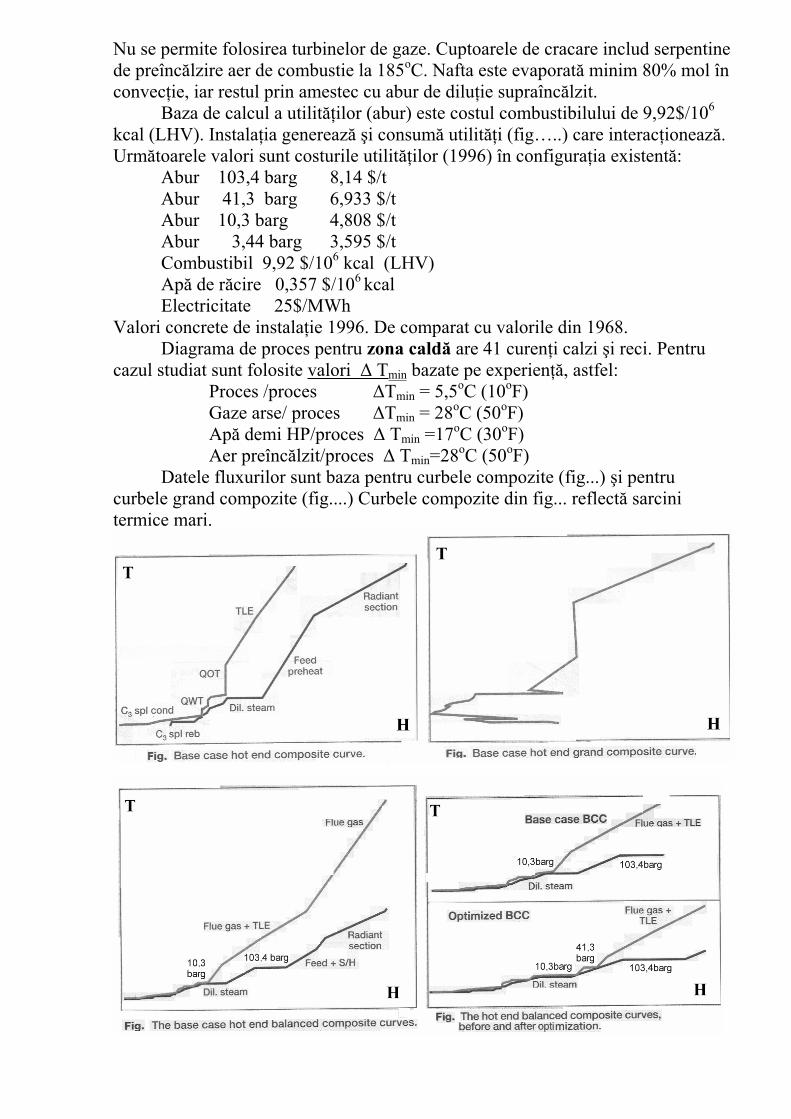
Nu se permite folosirea turbinelor de gaze. Cuptoarele de cracare includ serpentine de preînc lzire aer de combustie la 185oC. Nafta este evaporat minim 80% mol în convec ie, iar restul prin amestec cu abur de dilu ie supraînc lzit.
Baza de calcul a utilit ilor (abur) este costul combustibilului de 9,92$/106
kcal (LHV). Instala ia genereaz i consum utilit i (fig…..) care interac ioneaz .Urm toarele valori sunt costurile utilit ilor (1996) în configura ia existent :
Abur 103,4 barg 8,14 $/t Abur 41,3 barg 6,933 $/tAbur 10,3 barg 4,808 $/tAbur 3,44 barg 3,595 $/tCombustibil 9,92 $/106 kcal (LHV)
Ap de r cire 0,357 $/106 kcalElectricitate 25$/MWh
Valori concrete de instala ie 1996. De comparat cu valorile din 1968.Diagrama de proces pentru zona cald are 41 curen i calzi i reci. Pentru
cazul studiat sunt folosite valori Tmin bazate pe experien , astfel: Proces /proces Tmin = 5,5oC (10oF)Gaze arse/ proces Tmin = 28oC (50oF)
Ap demi HP/proces Tmin =17oC (30oF) Aer preînc lzit/proces Tmin=28oC (50oF)
Datele fluxurilor sunt baza pentru curbele compozite (fig...) i pentru curbele grand compozite (fig....) Curbele compozite din fig... reflect sarcini termice mari.
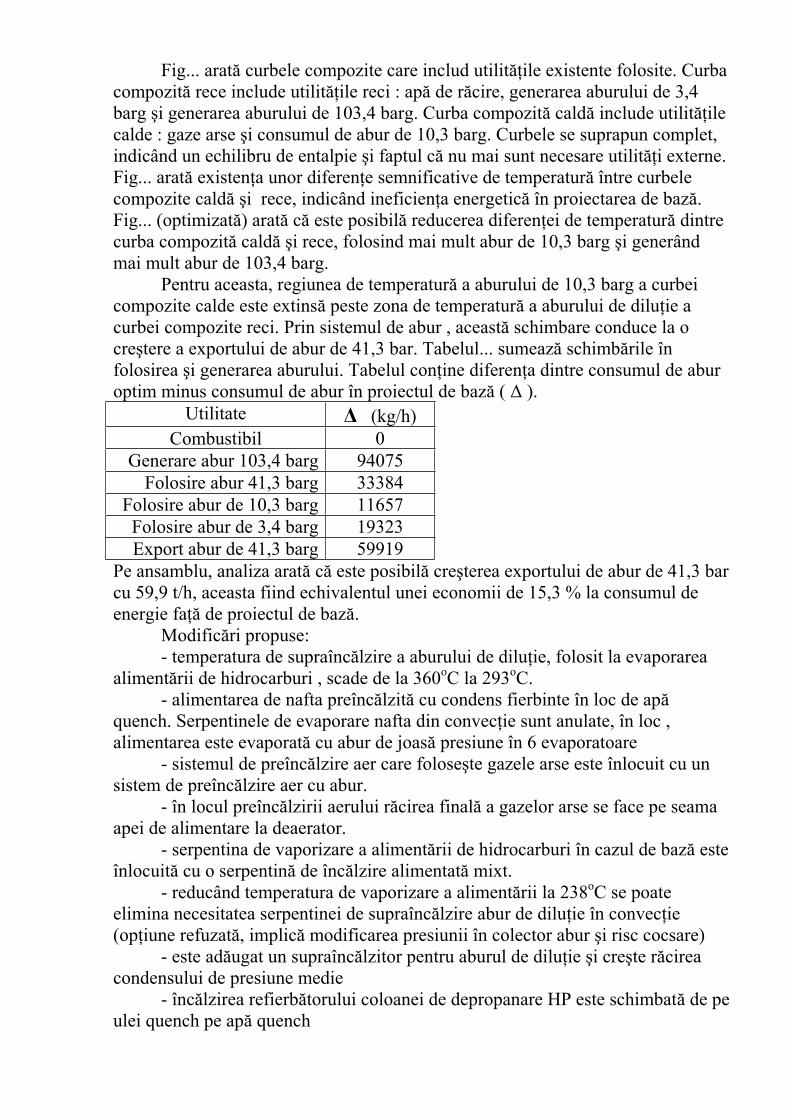
Fig... arat curbele compozite care includ utilit ile existente folosite. Curba compozit rece include utilit ile reci : ap de r cire, generarea aburului de 3,4 barg i generarea aburului de 103,4 barg. Curba compozit cald include utilit ilecalde : gaze arse i consumul de abur de 10,3 barg. Curbele se suprapun complet, indicând un echilibru de entalpie i faptul c nu mai sunt necesare utilit i externe. Fig... arat existen a unor diferen e semnificative de temperatur între curbele compozite cald i rece, indicând ineficien a energetic în proiectarea de baz .Fig... (optimizat ) arat c este posibil reducerea diferen ei de temperatur dintre curba compozit cald i rece, folosind mai mult abur de 10,3 barg i generând mai mult abur de 103,4 barg. Pentru aceasta, regiunea de temperatur a aburului de 10,3 barg a curbei compozite calde este extins peste zona de temperatur a aburului de dilu ie a curbei compozite reci. Prin sistemul de abur , aceast schimbare conduce la o cre tere a exportului de abur de 41,3 bar. Tabelul... sumeaz schimb rile în folosirea i generarea aburului. Tabelul con ine diferen a dintre consumul de abur optim minus consumul de abur în proiectul de baz ( ).
Utilitate (kg/h) Combustibil 0
Generare abur 103,4 barg 94075Folosire abur 41,3 barg 33384
Folosire abur de 10,3 barg 11657Folosire abur de 3,4 barg 19323Export abur de 41,3 barg 59919
Pe ansamblu, analiza arat c este posibil cre terea exportului de abur de 41,3 bar cu 59,9 t/h, aceasta fiind echivalentul unei economii de 15,3 % la consumul de energie fa de proiectul de baz . Modific ri propuse: - temperatura de supraînc lzire a aburului de dilu ie, folosit la evaporarea aliment rii de hidrocarburi , scade de la 360oC la 293oC. - alimentarea de nafta preînc lzit cu condens fierbinte în loc de apquench. Serpentinele de evaporare nafta din convec ie sunt anulate, în loc , alimentarea este evaporat cu abur de joas presiune în 6 evaporatoare - sistemul de preînc lzire aer care folose te gazele arse este înlocuit cu un sistem de preînc lzire aer cu abur. - în locul preînc lzirii aerului r cirea final a gazelor arse se face pe seama apei de alimentare la deaerator. - serpentina de vaporizare a aliment rii de hidrocarburi în cazul de baz este înlocuit cu o serpentin de înc lzire alimentat mixt. - reducând temperatura de vaporizare a aliment rii la 238oC se poate elimina necesitatea serpentinei de supraînc lzire abur de dilu ie în convec ie(op iune refuzat , implic modificarea presiunii în colector abur i risc cocsare) - este ad ugat un supraînc lzitor pentru aburul de dilu ie i cre te r cireacondensului de presiune medie - înc lzirea refierb torului coloanei de depropanare HP este schimbat de pe ulei quench pe ap quench
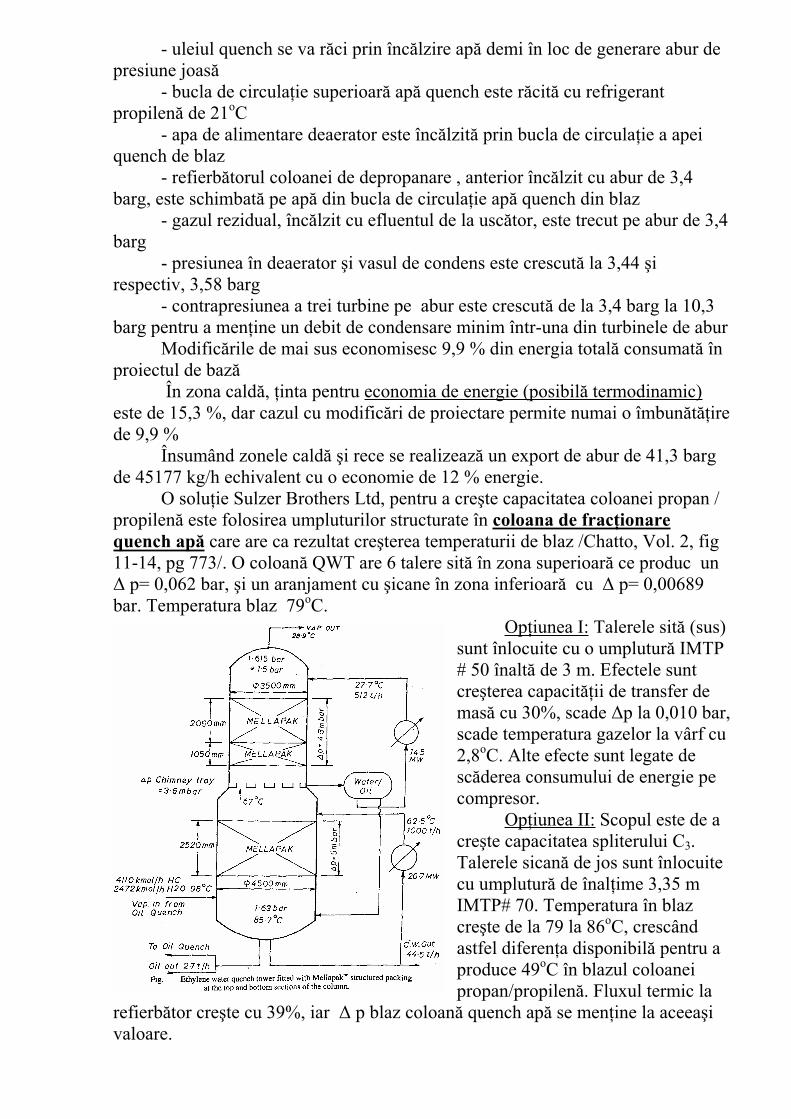
- uleiul quench se va r ci prin înc lzire ap demi în loc de generare abur de presiune joas
- bucla de circula ie superioar ap quench este r cit cu refrigerant propilen de 21oC
- apa de alimentare deaerator este înc lzit prin bucla de circula ie a apei quench de blaz - refierb torul coloanei de depropanare , anterior înc lzit cu abur de 3,4 barg, este schimbat pe ap din bucla de circula ie ap quench din blaz
- gazul rezidual, înc lzit cu efluentul de la usc tor, este trecut pe abur de 3,4 barg
- presiunea în deaerator i vasul de condens este crescut la 3,44 irespectiv, 3,58 barg
- contrapresiunea a trei turbine pe abur este crescut de la 3,4 barg la 10,3 barg pentru a men ine un debit de condensare minim într-una din turbinele de abur Modific rile de mai sus economisesc 9,9 % din energia total consumat în proiectul de baz
În zona cald , inta pentru economia de energie (posibil termodinamic)este de 15,3 %, dar cazul cu modific ri de proiectare permite numai o îmbun t irede 9,9 %
Însumând zonele cald i rece se realizeaz un export de abur de 41,3 barg de 45177 kg/h echivalent cu o economie de 12 % energie. O solu ie Sulzer Brothers Ltd, pentru a cre te capacitatea coloanei propan / propilen este folosirea umpluturilor structurate în coloana de frac ionare
quench ap care are ca rezultat cre terea temperaturii de blaz /Chatto, Vol. 2, fig 11-14, pg 773/. O coloan QWT are 6 talere sit în zona superioar ce produc un
p= 0,062 bar, i un aranjament cu icane în zona inferioar cu p= 0,00689 bar. Temperatura blaz 79oC.
Op iunea I: Talerele sit (sus) sunt înlocuite cu o umplutur IMTP # 50 înalt de 3 m. Efectele sunt cre terea capacit ii de transfer de mas cu 30%, scade p la 0,010 bar, scade temperatura gazelor la vârf cu 2,8oC. Alte efecte sunt legate desc derea consumului de energie pe compresor.
Op iunea II: Scopul este de a cre te capacitatea spliterului C3.Talerele sican de jos sunt înlocuite cu umplutur de înal ime 3,35 m IMTP# 70. Temperatura în blaz cre te de la 79 la 86oC, crescândastfel diferen a disponibil pentru a produce 49oC în blazul coloanei propan/propilen . Fluxul termic la
refierb tor cre te cu 39%, iar p blaz coloan quench ap se men ine la aceea ivaloare.
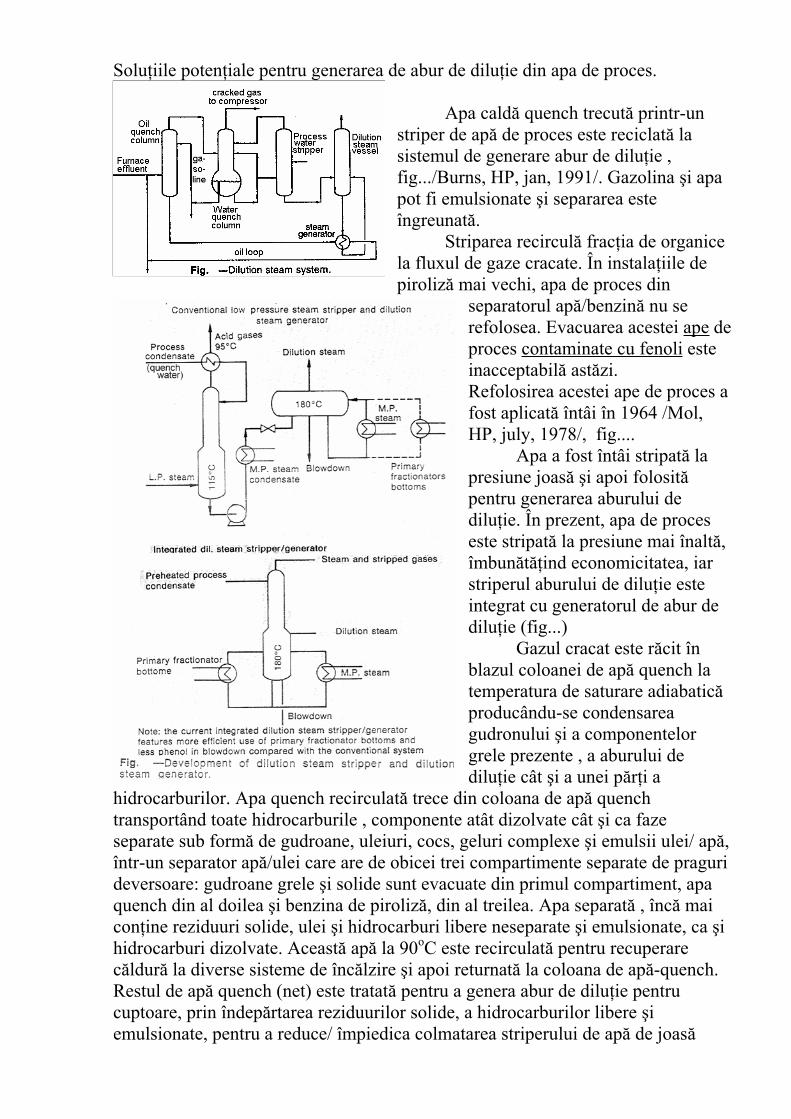
Solu iile poten iale pentru generarea de abur de dilu ie din apa de proces.
Apa cald quench trecut printr-un striper de ap de proces este reciclat la sistemul de generare abur de dilu ie , fig.../Burns, HP, jan, 1991/. Gazolina i apa pot fi emulsionate i separarea este îngreunat . Striparea recircul frac ia de organice la fluxul de gaze cracate. În instala iile de piroliz mai vechi, apa de proces din
separatorul ap /benzin nu se refolosea. Evacuarea acestei ape de proces contaminate cu fenoli esteinacceptabil ast zi.Refolosirea acestei ape de proces a fost aplicat întâi în 1964 /Mol,HP, july, 1978/, fig....
Apa a fost întâi stripat la presiune joas i apoi folositpentru generarea aburului de dilu ie. În prezent, apa de proces este stripat la presiune mai înalt ,îmbun t ind economicitatea, iar striperul aburului de dilu ie este integrat cu generatorul de abur de dilu ie (fig...)
Gazul cracat este r cit în blazul coloanei de ap quench la temperatura de saturare adiabaticproducându-se condensarea gudronului i a componentelorgrele prezente , a aburului de dilu ie cât i a unei p r i a
hidrocarburilor. Apa quench recirculat trece din coloana de ap quench transportând toate hidrocarburile , componente atât dizolvate cât i ca faze separate sub form de gudroane, uleiuri, cocs, geluri complexe i emulsii ulei/ ap ,într-un separator ap /ulei care are de obicei trei compartimente separate de praguri deversoare: gudroane grele i solide sunt evacuate din primul compartiment, apa quench din al doilea i benzina de piroliz , din al treilea. Apa separat , înc mai con ine reziduuri solide, ulei i hidrocarburi libere neseparate i emulsionate, ca ihidrocarburi dizolvate. Aceast ap la 90oC este recirculat pentru recuperare c ldur la diverse sisteme de înc lzire i apoi returnat la coloana de ap -quench.Restul de ap quench (net) este tratat pentru a genera abur de dilu ie pentru cuptoare, prin îndep rtarea reziduurilor solide, a hidrocarburilor libere iemulsionate, pentru a reduce/ împiedica colmatarea striperului de ap de joas
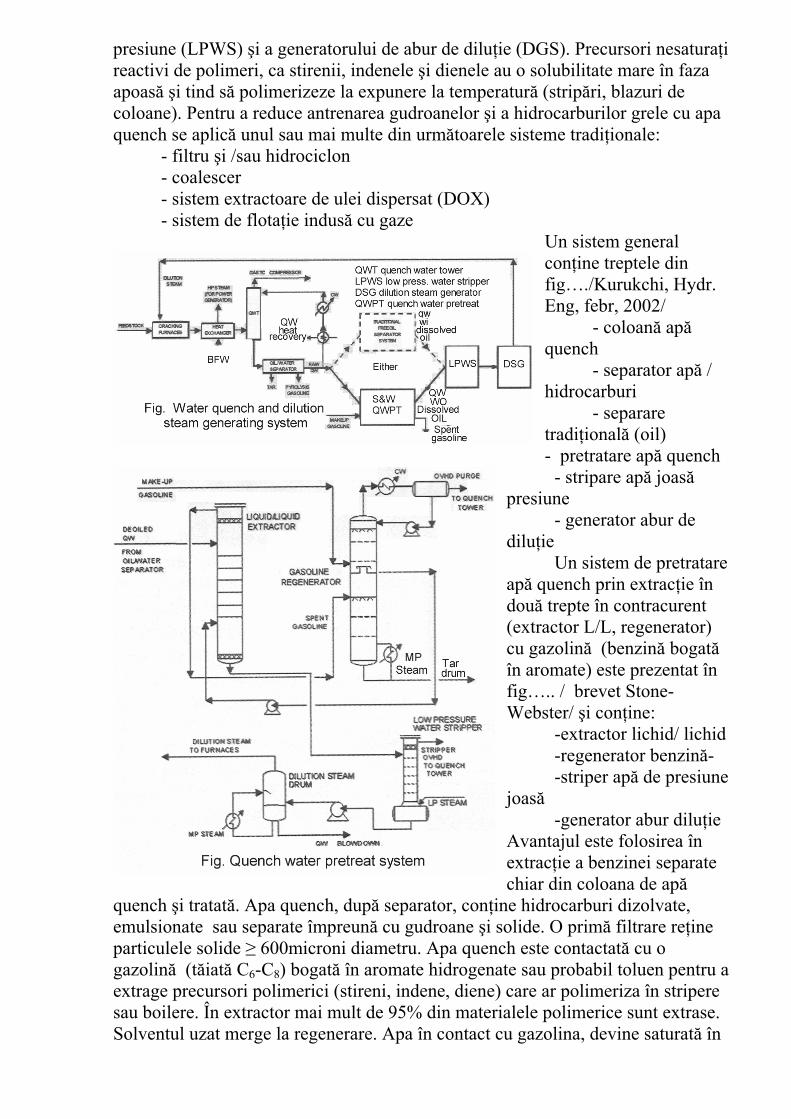
presiune (LPWS) i a generatorului de abur de dilu ie (DGS). Precursori nesatura ireactivi de polimeri, ca stirenii, indenele i dienele au o solubilitate mare în faza apoas i tind s polimerizeze la expunere la temperatur (strip ri, blazuri de coloane). Pentru a reduce antrenarea gudroanelor i a hidrocarburilor grele cu apa quench se aplic unul sau mai multe din urm toarele sisteme tradi ionale: - filtru i /sau hidrociclon - coalescer
- sistem extractoare de ulei dispersat (DOX) - sistem de flota ie indus cu gaze
Un sistem general con ine treptele din fig…./Kurukchi, Hydr. Eng, febr, 2002/ - coloan apquench
- separator ap / hidrocarburi - separaretradi ional (oil) - pretratare ap quench
- stripare ap joaspresiune
- generator abur de dilu ie
Un sistem de pretratare ap quench prin extrac ie în dou trepte în contracurent (extractor L/L, regenerator) cu gazolin (benzin bogatîn aromate) este prezentat în fig….. / brevet Stone-Webster/ i con ine:
-extractor lichid/ lichid -regenerator benzin - -striper ap de presiune joas
-generator abur dilu ieAvantajul este folosirea în extrac ie a benzinei separate chiar din coloana de ap
quench i tratat . Apa quench, dup separator, con ine hidrocarburi dizolvate, emulsionate sau separate împreun cu gudroane i solide. O prim filtrare re ineparticulele solide 600microni diametru. Apa quench este contactat cu o gazolin (t iat C6-C8) bogat în aromate hidrogenate sau probabil toluen pentru a extrage precursori polimerici (stireni, indene, diene) care ar polimeriza în stripere sau boilere. În extractor mai mult de 95% din materialele polimerice sunt extrase. Solventul uzat merge la regenerare. Apa în contact cu gazolina, devine saturat în
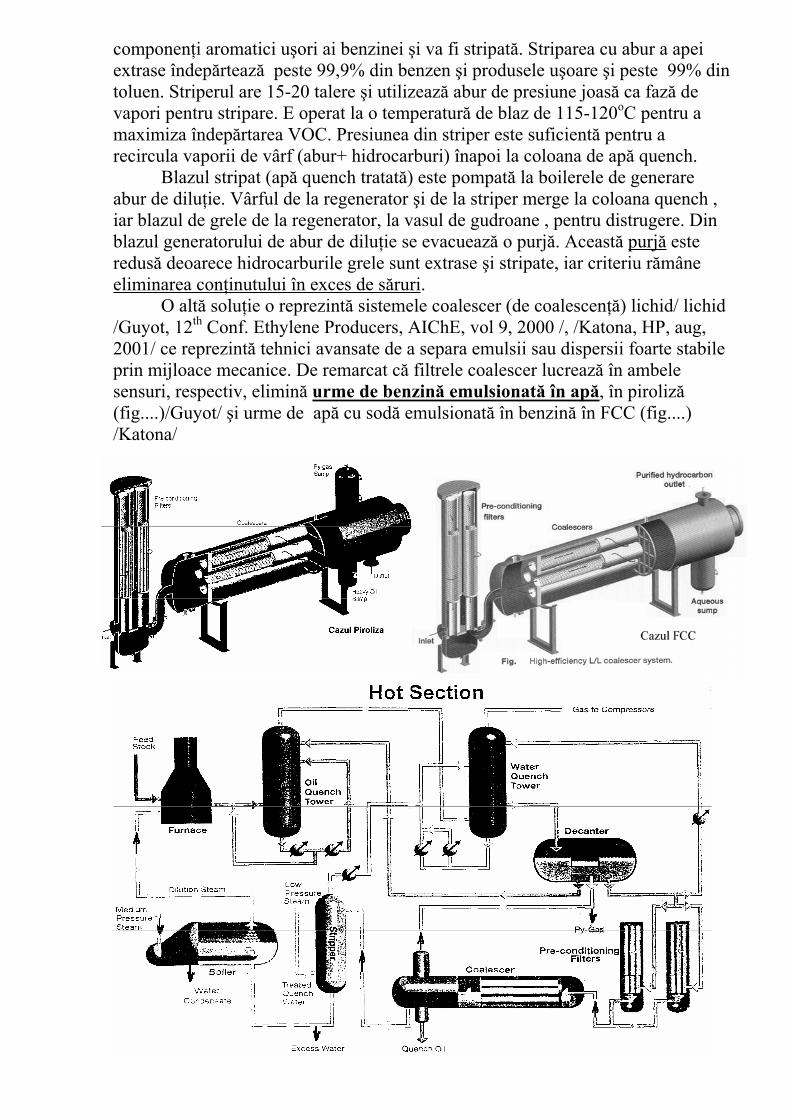
componen i aromatici u ori ai benzinei i va fi stripat . Striparea cu abur a apeiextrase îndep rteaz peste 99,9% din benzen i produsele u oare i peste 99% din toluen. Striperul are 15-20 talere i utilizeaz abur de presiune joas ca faz devapori pentru stripare. E operat la o temperatur de blaz de 115-120oC pentru a maximiza îndep rtarea VOC. Presiunea din striper este suficient pentru a recircula vaporii de vârf (abur+ hidrocarburi) înapoi la coloana de ap quench.
Blazul stripat (ap quench tratat ) este pompat la boilerele de generare abur de dilu ie. Vârful de la regenerator i de la striper merge la coloana quench , iar blazul de grele de la regenerator, la vasul de gudroane , pentru distrugere. Din blazul generatorului de abur de dilu ie se evacueaz o purj . Aceast purj esteredus deoarece hidrocarburile grele sunt extrase i stripate, iar criteriu r mâneeliminarea con inutului în exces de s ruri. O alt solu ie o reprezint sistemele coalescer (de coalescen ) lichid/ lichid /Guyot, 12th Conf. Ethylene Producers, AIChE, vol 9, 2000 /, /Katona, HP, aug, 2001/ ce reprezint tehnici avansate de a separa emulsii sau dispersii foarte stabile prin mijloace mecanice. De remarcat c filtrele coalescer lucreaz în ambele sensuri, respectiv, elimin urme de benzin emulsionat în ap , în piroliz(fig....)/Guyot/ i urme de ap cu sod emulsionat în benzin în FCC (fig....) /Katona/
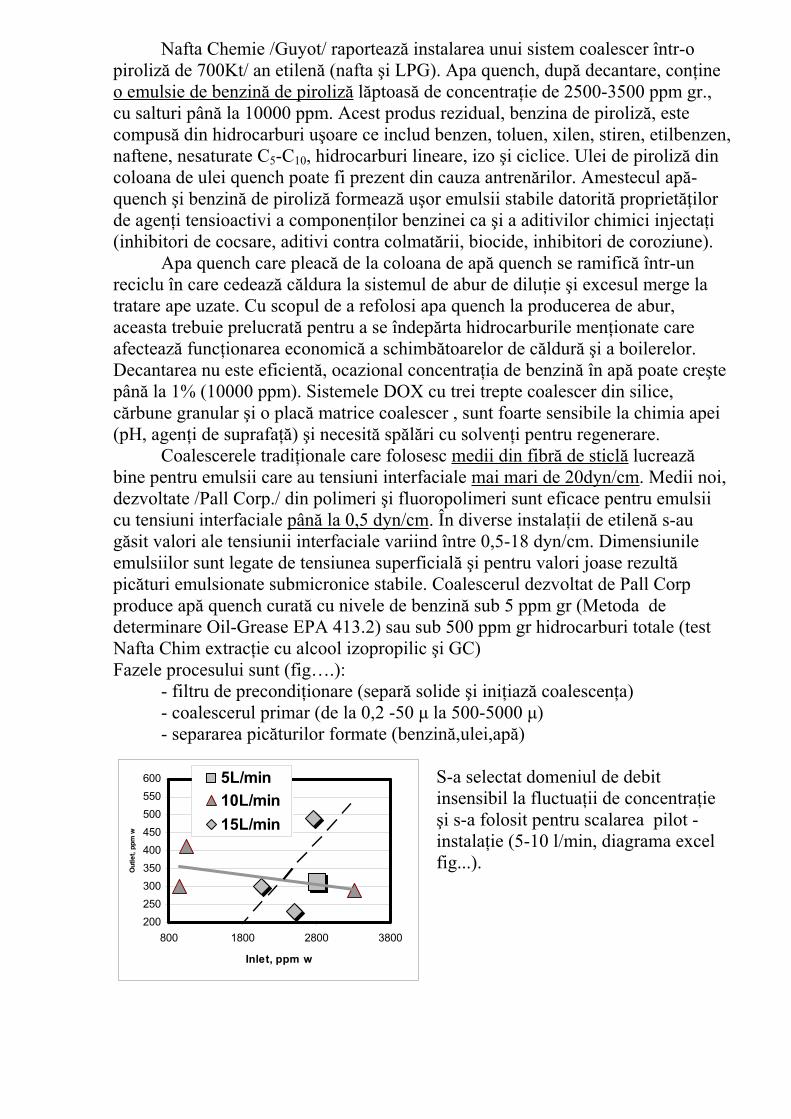
Nafta Chemie /Guyot/ raporteaz instalarea unui sistem coalescer într-o piroliz de 700Kt/ an etilen (nafta i LPG). Apa quench, dup decantare, con ineo emulsie de benzin de piroliz l ptoas de concentra ie de 2500-3500 ppm gr., cu salturi pân la 10000 ppm. Acest produs rezidual, benzina de piroliz , este compus din hidrocarburi u oare ce includ benzen, toluen, xilen, stiren, etilbenzen,naftene, nesaturate C5-C10, hidrocarburi lineare, izo i ciclice. Ulei de piroliz din coloana de ulei quench poate fi prezent din cauza antren rilor. Amestecul ap -quench i benzin de piroliz formeaz u or emulsii stabile datorit propriet ilorde agen i tensioactivi a componen ilor benzinei ca i a aditivilor chimici injecta i(inhibitori de cocsare, aditivi contra colmat rii, biocide, inhibitori de coroziune).
Apa quench care pleac de la coloana de ap quench se ramific într-un reciclu în care cedeaz c ldura la sistemul de abur de dilu ie i excesul merge la tratare ape uzate. Cu scopul de a refolosi apa quench la producerea de abur, aceasta trebuie prelucrat pentru a se îndep rta hidrocarburile men ionate care afecteaz func ionarea economic a schimb toarelor de c ldur i a boilerelor. Decantarea nu este eficient , ocazional concentra ia de benzin în ap poate cre tepân la 1% (10000 ppm). Sistemele DOX cu trei trepte coalescer din silice, c rbune granular i o plac matrice coalescer , sunt foarte sensibile la chimia apei (pH, agen i de suprafa ) i necesit sp l ri cu solven i pentru regenerare. Coalescerele tradi ionale care folosesc medii din fibr de sticl lucreazbine pentru emulsii care au tensiuni interfaciale mai mari de 20dyn/cm. Medii noi, dezvoltate /Pall Corp./ din polimeri i fluoropolimeri sunt eficace pentru emulsiicu tensiuni interfaciale pân la 0,5 dyn/cm. În diverse instala ii de etilen s-au g sit valori ale tensiunii interfaciale variind între 0,5-18 dyn/cm. Dimensiunile emulsiilor sunt legate de tensiunea superficial i pentru valori joase rezultpic turi emulsionate submicronice stabile. Coalescerul dezvoltat de Pall Corp produce ap quench curat cu nivele de benzin sub 5 ppm gr (Metoda de determinare Oil-Grease EPA 413.2) sau sub 500 ppm gr hidrocarburi totale (test Nafta Chim extrac ie cu alcool izopropilic i GC) Fazele procesului sunt (fig….):
- filtru de precondi ionare (separ solide i ini iaz coalescen a)- coalescerul primar (de la 0,2 -50 µ la 500-5000 µ) - separarea pic turilor formate (benzin ,ulei,ap )
200
250
300
350
400
450
500
550
600
800 1800 2800 3800
Inlet, ppm w
Ou
tle
t, p
pm
w
5L/min
10L/min
15L/min
S-a selectat domeniul de debit insensibil la fluctua ii de concentra iei s-a folosit pentru scalarea pilot -
instala ie (5-10 l/min, diagrama excel fig...).
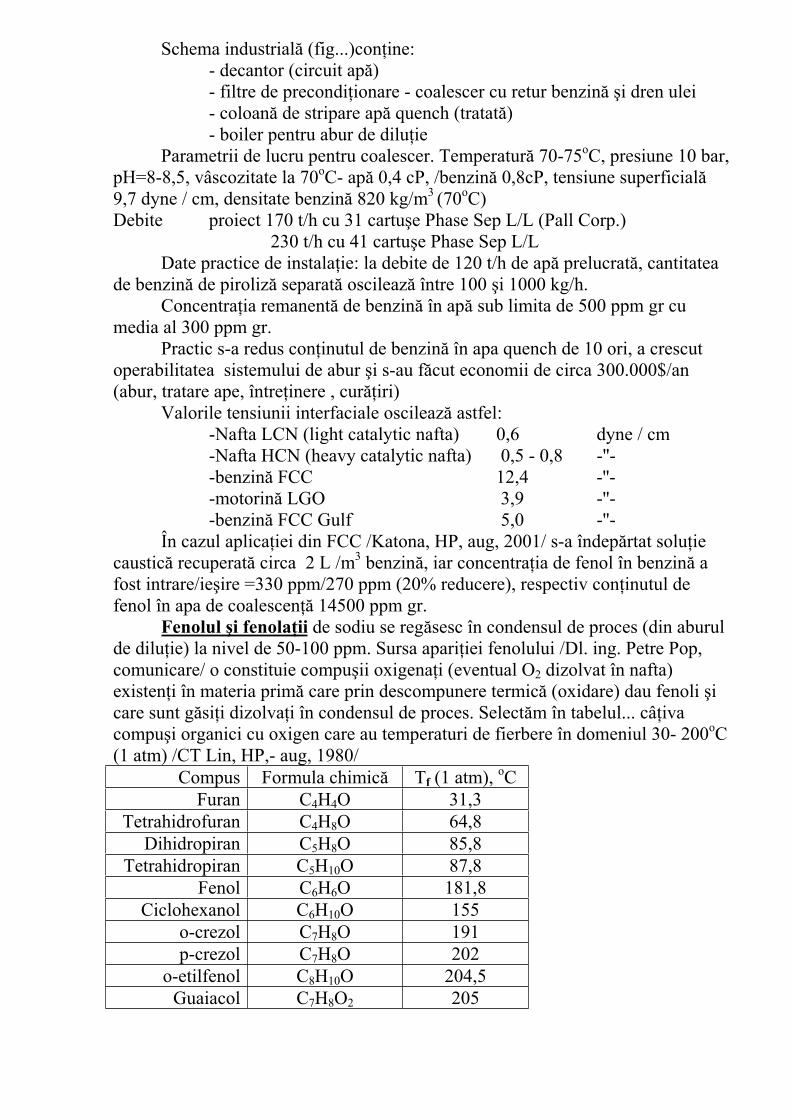
Schema industrial (fig...)con ine: - decantor (circuit ap ) - filtre de precondi ionare - coalescer cu retur benzin i dren ulei - coloan de stripare ap quench (tratat ) - boiler pentru abur de dilu ie Parametrii de lucru pentru coalescer. Temperatur 70-75oC, presiune 10 bar, pH=8-8,5, vâscozitate la 70oC- ap 0,4 cP, /benzin 0,8cP, tensiune superficial9,7 dyne / cm, densitate benzin 820 kg/m3 (70oC)Debite proiect 170 t/h cu 31 cartu e Phase Sep L/L (Pall Corp.) 230 t/h cu 41 cartu e Phase Sep L/L Date practice de instala ie: la debite de 120 t/h de ap prelucrat , cantitatea de benzin de piroliz separat oscileaz între 100 i 1000 kg/h. Concentra ia remanent de benzin în ap sub limita de 500 ppm gr cu media al 300 ppm gr. Practic s-a redus con inutul de benzin în apa quench de 10 ori, a crescut operabilitatea sistemului de abur i s-au f cut economii de circa 300.000$/an (abur, tratare ape, între inere , cur iri) Valorile tensiunii interfaciale oscileaz astfel: -Nafta LCN (light catalytic nafta) 0,6 dyne / cm -Nafta HCN (heavy catalytic nafta) 0,5 - 0,8 -''- -benzin FCC 12,4 -''- -motorin LGO 3,9 -''- -benzin FCC Gulf 5,0 -''- În cazul aplica iei din FCC /Katona, HP, aug, 2001/ s-a îndep rtat solu ie caustic recuperat circa 2 L /m3 benzin , iar concentra ia de fenol în benzin a fost intrare/ie ire =330 ppm/270 ppm (20% reducere), respectiv con inutul de fenol în apa de coalescen 14500 ppm gr.
Fenolul i fenola ii de sodiu se reg sesc în condensul de proces (din aburulde dilu ie) la nivel de 50-100 ppm. Sursa apari iei fenolului /Dl. ing. Petre Pop, comunicare/ o constituie compu ii oxigena i (eventual O2 dizolvat în nafta) existen i în materia prim care prin descompunere termic (oxidare) dau fenoli icare sunt g si i dizolva i în condensul de proces. Select m în tabelul... câ ivacompu i organici cu oxigen care au temperaturi de fierbere în domeniul 30- 200oC(1 atm) /CT Lin, HP,- aug, 1980/
Compus Formula chimic Tf (1 atm), oCFuran C4H4O 31,3
Tetrahidrofuran C4H8O 64,8Dihidropiran C5H8O 85,8
Tetrahidropiran C5H10O 87,8Fenol C6H6O 181,8
Ciclohexanol C6H10O 155o-crezol C7H8O 191p-crezol C7H8O 202
o-etilfenol C8H10O 204,5Guaiacol C7H8O2 205
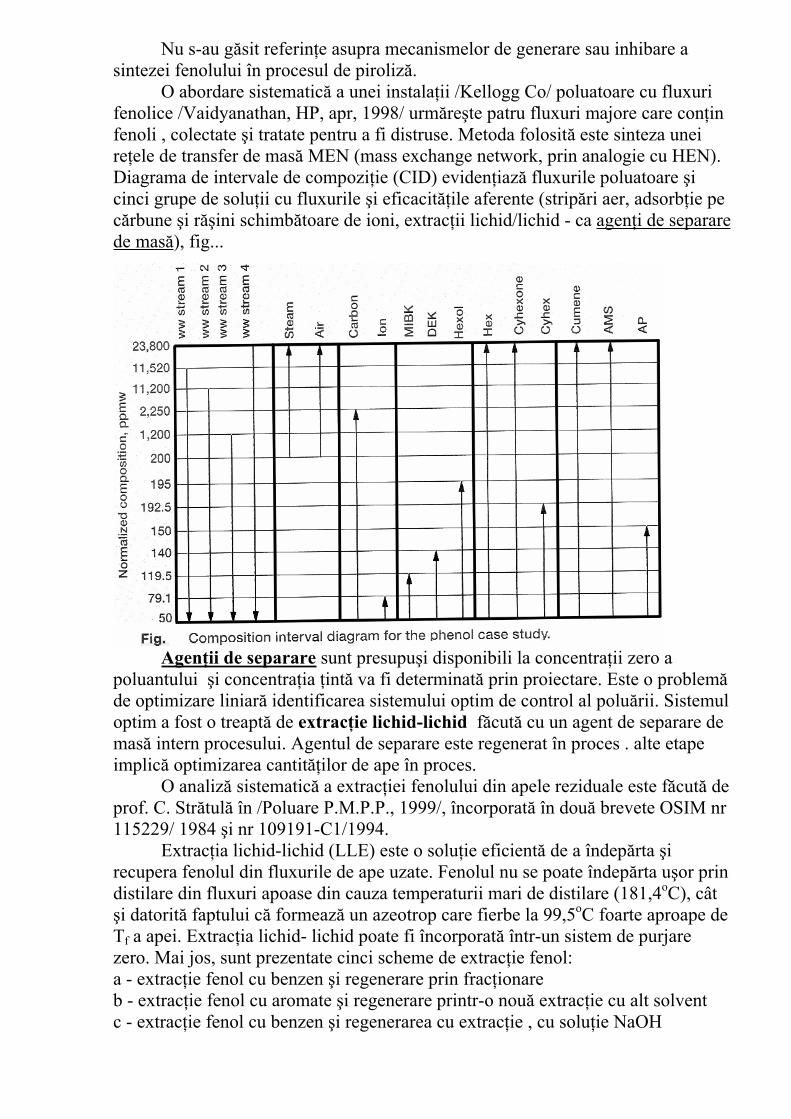
Nu s-au g sit referin e asupra mecanismelor de generare sau inhibare a sintezei fenolului în procesul de piroliz .
O abordare sistematic a unei instala ii /Kellogg Co/ poluatoare cu fluxuri fenolice /Vaidyanathan, HP, apr, 1998/ urm re te patru fluxuri majore care con infenoli , colectate i tratate pentru a fi distruse. Metoda folosit este sinteza unei re ele de transfer de mas MEN (mass exchange network, prin analogie cu HEN).Diagrama de intervale de compozi ie (CID) eviden iaz fluxurile poluatoare icinci grupe de solu ii cu fluxurile i eficacit ile aferente (strip ri aer, adsorb ie pe c rbune i r ini schimb toare de ioni, extrac ii lichid/lichid - ca agen i de separare de mas ), fig...
Agen ii de separare sunt presupu i disponibili la concentra ii zero a poluantului i concentra ia int va fi determinat prin proiectare. Este o problemde optimizare liniar identificarea sistemului optim de control al polu rii. Sistemuloptim a fost o treapt de extrac ie lichid-lichid f cut cu un agent de separare de mas intern procesului. Agentul de separare este regenerat în proces . alte etape implic optimizarea cantit ilor de ape în proces. O analiz sistematic a extrac iei fenolului din apele reziduale este f cut de prof. C. Str tul în /Poluare P.M.P.P., 1999/, încorporat în dou brevete OSIM nr 115229/ 1984 i nr 109191-C1/1994. Extrac ia lichid-lichid (LLE) este o solu ie eficient de a îndep rta irecupera fenolul din fluxurile de ape uzate. Fenolul nu se poate îndep rta u or prin distilare din fluxuri apoase din cauza temperaturii mari de distilare (181,4oC), câti datorit faptului c formeaz un azeotrop care fierbe la 99,5oC foarte aproape de
Tf a apei. Extrac ia lichid- lichid poate fi încorporat într-un sistem de purjare zero. Mai jos, sunt prezentate cinci scheme de extrac ie fenol: a - extrac ie fenol cu benzen i regenerare prin frac ionareb - extrac ie fenol cu aromate i regenerare printr-o nou extrac ie cu alt solvent c - extrac ie fenol cu benzen i regenerarea cu extrac ie , cu solu ie NaOH
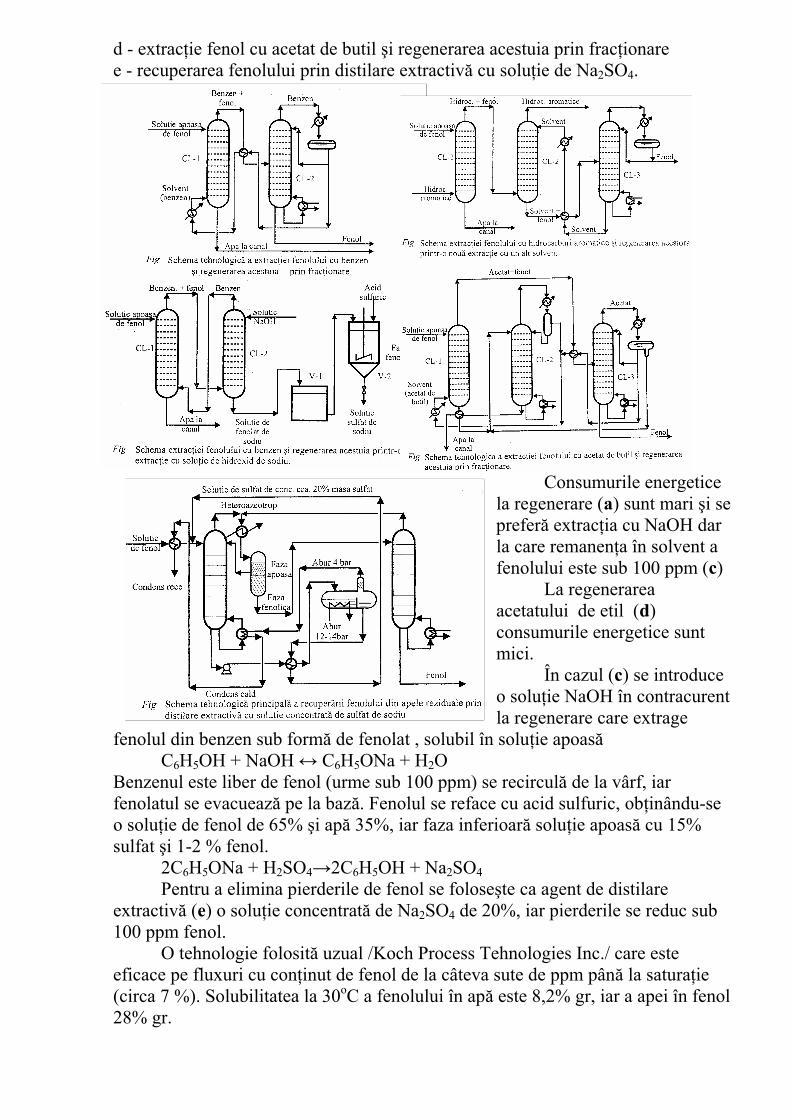
d - extrac ie fenol cu acetat de butil i regenerarea acestuia prin frac ionaree - recuperarea fenolului prin distilare extractiv cu solu ie de Na2SO4.
Consumurile energeticela regenerare (a) sunt mari i se prefer extrac ia cu NaOH dar la care remanen a în solvent a fenolului este sub 100 ppm (c) La regenerareaacetatului de etil (d)consumurile energetice sunt mici.
În cazul (c) se introduce o solu ie NaOH în contracurentla regenerare care extrage
fenolul din benzen sub form de fenolat , solubil în solu ie apoas C6H5OH + NaOH C6H5ONa + H2OBenzenul este liber de fenol (urme sub 100 ppm) se recircul de la vârf, iar fenolatul se evacueaz pe la baz . Fenolul se reface cu acid sulfuric, ob inându-seo solu ie de fenol de 65% i ap 35%, iar faza inferioar solu ie apoas cu 15% sulfat i 1-2 % fenol. 2C6H5ONa + H2SO4 2C6H5OH + Na2SO4
Pentru a elimina pierderile de fenol se folose te ca agent de distilare extractiv (e) o solu ie concentrat de Na2SO4 de 20%, iar pierderile se reduc sub 100 ppm fenol.
O tehnologie folosit uzual /Koch Process Tehnologies Inc./ care este eficace pe fluxuri cu con inut de fenol de la câteva sute de ppm pân la satura ie(circa 7 %). Solubilitatea la 30oC a fenolului în ap este 8,2% gr, iar a apei în fenol 28% gr.
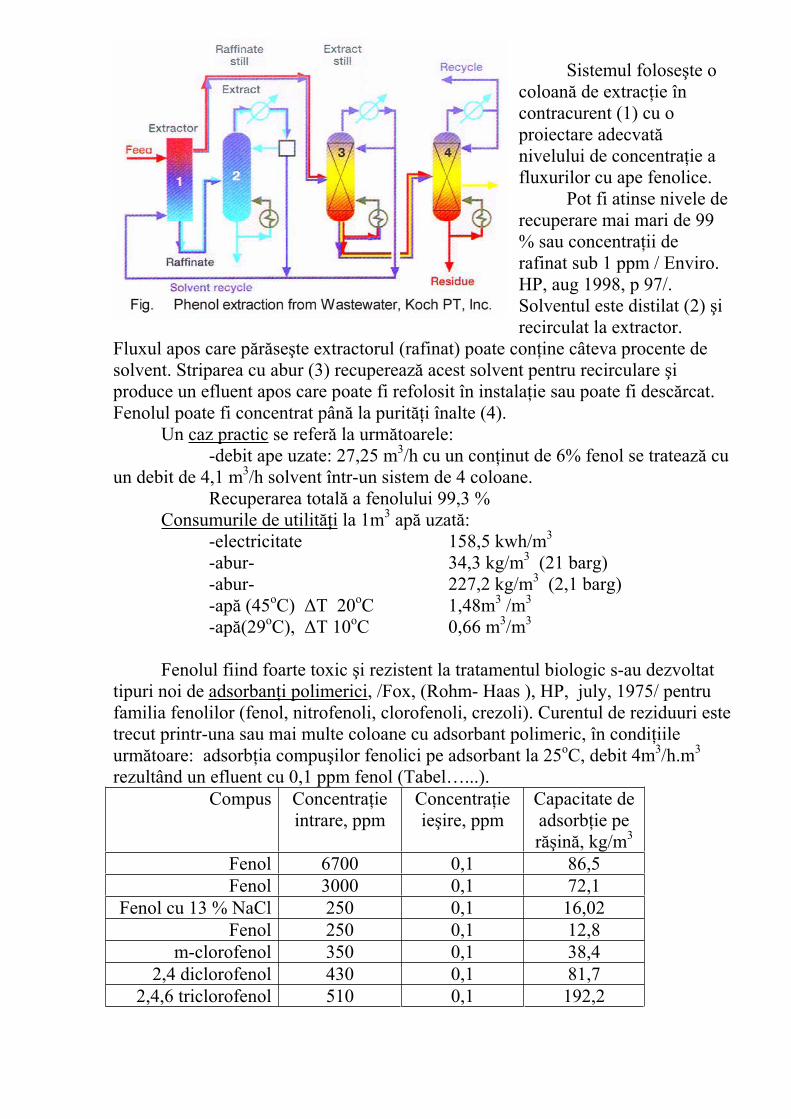
Sistemul folose te o coloan de extrac ie în contracurent (1) cu o proiectare adecvatnivelului de concentra ie a fluxurilor cu ape fenolice.
Pot fi atinse nivele derecuperare mai mari de 99 % sau concentra ii de rafinat sub 1 ppm / Enviro. HP, aug 1998, p 97/.Solventul este distilat (2) irecirculat la extractor.
Fluxul apos care p r se te extractorul (rafinat) poate con ine câteva procente de solvent. Striparea cu abur (3) recupereaz acest solvent pentru recirculare iproduce un efluent apos care poate fi refolosit în instala ie sau poate fi desc rcat.Fenolul poate fi concentrat pân la purit i înalte (4). Un caz practic se refer la urm toarele:
-debit ape uzate: 27,25 m3/h cu un con inut de 6% fenol se trateaz cu un debit de 4,1 m3/h solvent într-un sistem de 4 coloane. Recuperarea total a fenolului 99,3 %
Consumurile de utilit i la 1m3 ap uzat : -electricitate 158,5 kwh/m3
-abur- 34,3 kg/m3 (21 barg) -abur- 227,2 kg/m3 (2,1 barg) -ap (45oC) T 20oC 1,48m3 /m3
-ap (29oC), T 10oC 0,66 m3/m3
Fenolul fiind foarte toxic i rezistent la tratamentul biologic s-au dezvoltat tipuri noi de adsorban i polimerici, /Fox, (Rohm- Haas ), HP, july, 1975/ pentru familia fenolilor (fenol, nitrofenoli, clorofenoli, crezoli). Curentul de reziduuri este trecut printr-una sau mai multe coloane cu adsorbant polimeric, în condi iileurm toare: adsorb ia compu ilor fenolici pe adsorbant la 25oC, debit 4m3/h.m3
rezultând un efluent cu 0,1 ppm fenol (Tabel…...). Compus Concentra ie
intrare, ppmConcentra ieie ire, ppm
Capacitate de adsorb ie per in , kg/m3
Fenol 6700 0,1 86,5Fenol 3000 0,1 72,1
Fenol cu 13 % NaCl 250 0,1 16,02Fenol 250 0,1 12,8
m-clorofenol 350 0,1 38,42,4 diclorofenol 430 0,1 81,7
2,4,6 triclorofenol 510 0,1 192,2
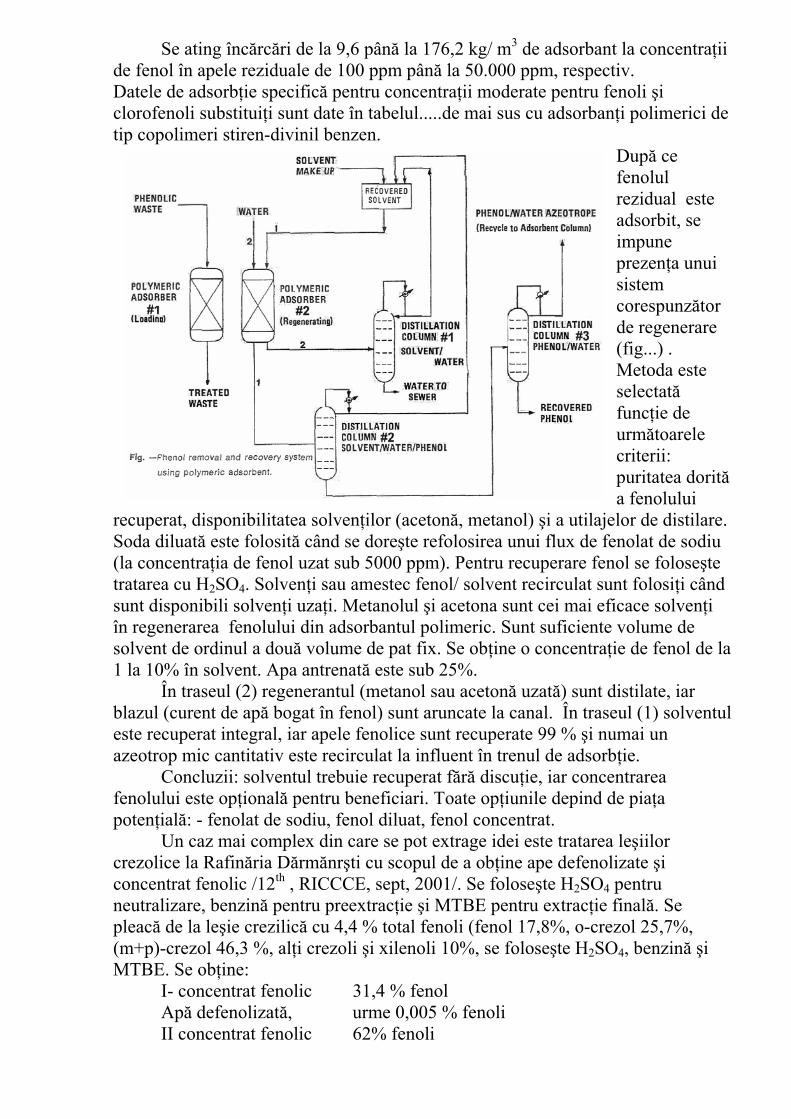
Se ating înc rc ri de la 9,6 pân la 176,2 kg/ m3 de adsorbant la concentra iide fenol în apele reziduale de 100 ppm pân la 50.000 ppm, respectiv. Datele de adsorb ie specific pentru concentra ii moderate pentru fenoli iclorofenoli substitui i sunt date în tabelul.....de mai sus cu adsorban i polimerici detip copolimeri stiren-divinil benzen.
Dup ce fenolulrezidual esteadsorbit, se impuneprezen a unui sistemcorespunz torde regenerare (fig...) . Metoda este selectatfunc ie de urm toarelecriterii:puritatea dorita fenolului
recuperat, disponibilitatea solven ilor (aceton , metanol) i a utilajelor de distilare. Soda diluat este folosit când se dore te refolosirea unui flux de fenolat de sodiu (la concentra ia de fenol uzat sub 5000 ppm). Pentru recuperare fenol se folose tetratarea cu H2SO4. Solven i sau amestec fenol/ solvent recirculat sunt folosi i când sunt disponibili solven i uza i. Metanolul i acetona sunt cei mai eficace solven iîn regenerarea fenolului din adsorbantul polimeric. Sunt suficiente volume de solvent de ordinul a dou volume de pat fix. Se ob ine o concentra ie de fenol de la 1 la 10% în solvent. Apa antrenat este sub 25%.
În traseul (2) regenerantul (metanol sau aceton uzat ) sunt distilate, iar blazul (curent de ap bogat în fenol) sunt aruncate la canal. În traseul (1) solventuleste recuperat integral, iar apele fenolice sunt recuperate 99 % i numai un azeotrop mic cantitativ este recirculat la influent în trenul de adsorb ie. Concluzii: solventul trebuie recuperat f r discu ie, iar concentrarea fenolului este op ional pentru beneficiari. Toate op iunile depind de pia apoten ial : - fenolat de sodiu, fenol diluat, fenol concentrat.
Un caz mai complex din care se pot extrage idei este tratarea le iilorcrezolice la Rafin ria D rm nr ti cu scopul de a ob ine ape defenolizate iconcentrat fenolic /12th , RICCCE, sept, 2001/. Se folose te H2SO4 pentru neutralizare, benzin pentru preextrac ie i MTBE pentru extrac ie final . Se pleac de la le ie crezilic cu 4,4 % total fenoli (fenol 17,8%, o-crezol 25,7%, (m+p)-crezol 46,3 %, al i crezoli i xilenoli 10%, se folose te H2SO4, benzin iMTBE. Se ob ine:
I- concentrat fenolic 31,4 % fenol Ap defenolizat , urme 0,005 % fenoli II concentrat fenolic 62% fenoli
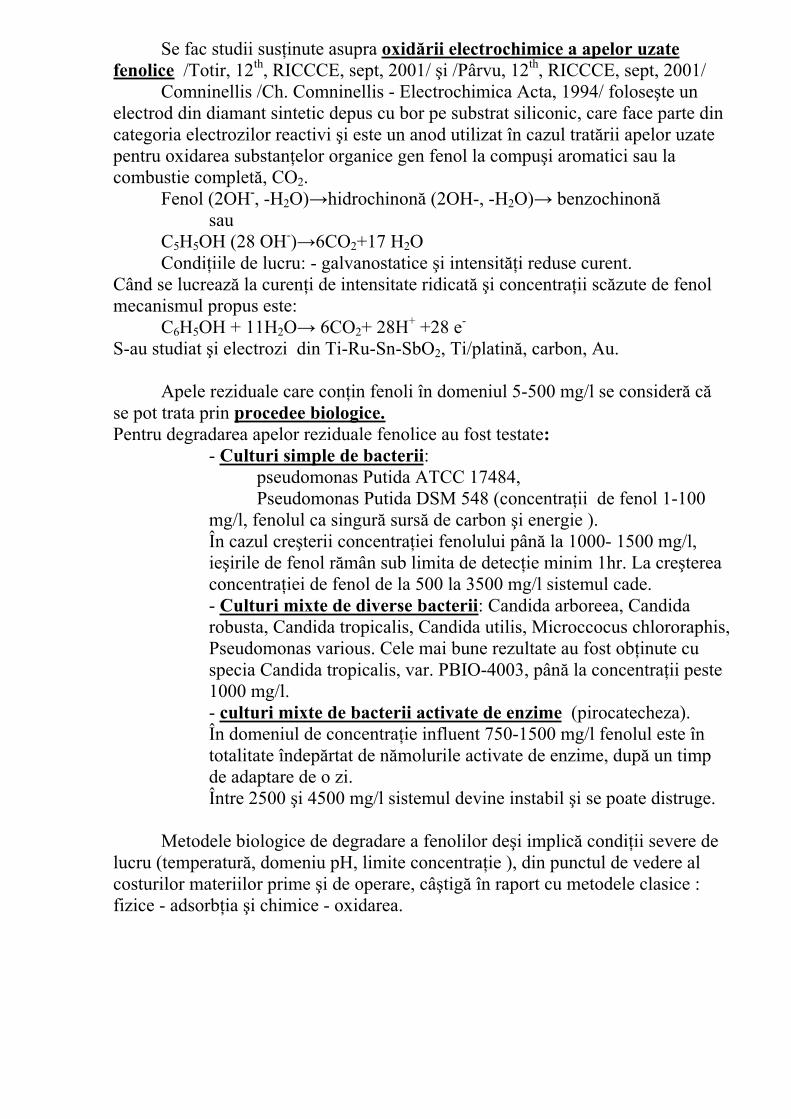
Se fac studii sus inute asupra oxid rii electrochimice a apelor uzate
fenolice /Totir, 12th, RICCCE, sept, 2001/ i /Pârvu, 12th, RICCCE, sept, 2001/ Comninellis /Ch. Comninellis - Electrochimica Acta, 1994/ folose te un electrod din diamant sintetic depus cu bor pe substrat siliconic, care face parte din categoria electrozilor reactivi i este un anod utilizat în cazul trat rii apelor uzate pentru oxidarea substan elor organice gen fenol la compu i aromatici sau la combustie complet , CO2. Fenol (2OH-, -H2O) hidrochinon (2OH-, -H2O) benzochinon sau C5H5OH (28 OH-) 6CO2+17 H2O Condi iile de lucru: - galvanostatice i intensit i reduse curent.Când se lucreaz la curen i de intensitate ridicat i concentra ii sc zute de fenol mecanismul propus este: C6H5OH + 11H2O 6CO2+ 28H+ +28 e-
S-au studiat i electrozi din Ti-Ru-Sn-SbO2, Ti/platin , carbon, Au.
Apele reziduale care con in fenoli în domeniul 5-500 mg/l se consider cse pot trata prin procedee biologice.
Pentru degradarea apelor reziduale fenolice au fost testate:
- Culturi simple de bacterii: pseudomonas Putida ATCC 17484, Pseudomonas Putida DSM 548 (concentra ii de fenol 1-100 mg/l, fenolul ca singur surs de carbon i energie ). În cazul cre terii concentra iei fenolului pân la 1000- 1500 mg/l, ie irile de fenol r mân sub limita de detec ie minim 1hr. La cre terea concentra iei de fenol de la 500 la 3500 mg/l sistemul cade. - Culturi mixte de diverse bacterii: Candida arboreea, Candida robusta, Candida tropicalis, Candida utilis, Microccocus chlororaphis, Pseudomonas various. Cele mai bune rezultate au fost ob inute cu specia Candida tropicalis, var. PBIO-4003, pân la concentra ii peste 1000 mg/l. - culturi mixte de bacterii activate de enzime (pirocatecheza). În domeniul de concentra ie influent 750-1500 mg/l fenolul este în totalitate îndep rtat de n molurile activate de enzime, dup un timp de adaptare de o zi. Între 2500 i 4500 mg/l sistemul devine instabil i se poate distruge.
Metodele biologice de degradare a fenolilor de i implic condi ii severe de lucru (temperatur , domeniu pH, limite concentra ie ), din punctul de vedere al costurilor materiilor prime i de operare, câ tig în raport cu metodele clasice : fizice - adsorb ia i chimice - oxidarea.
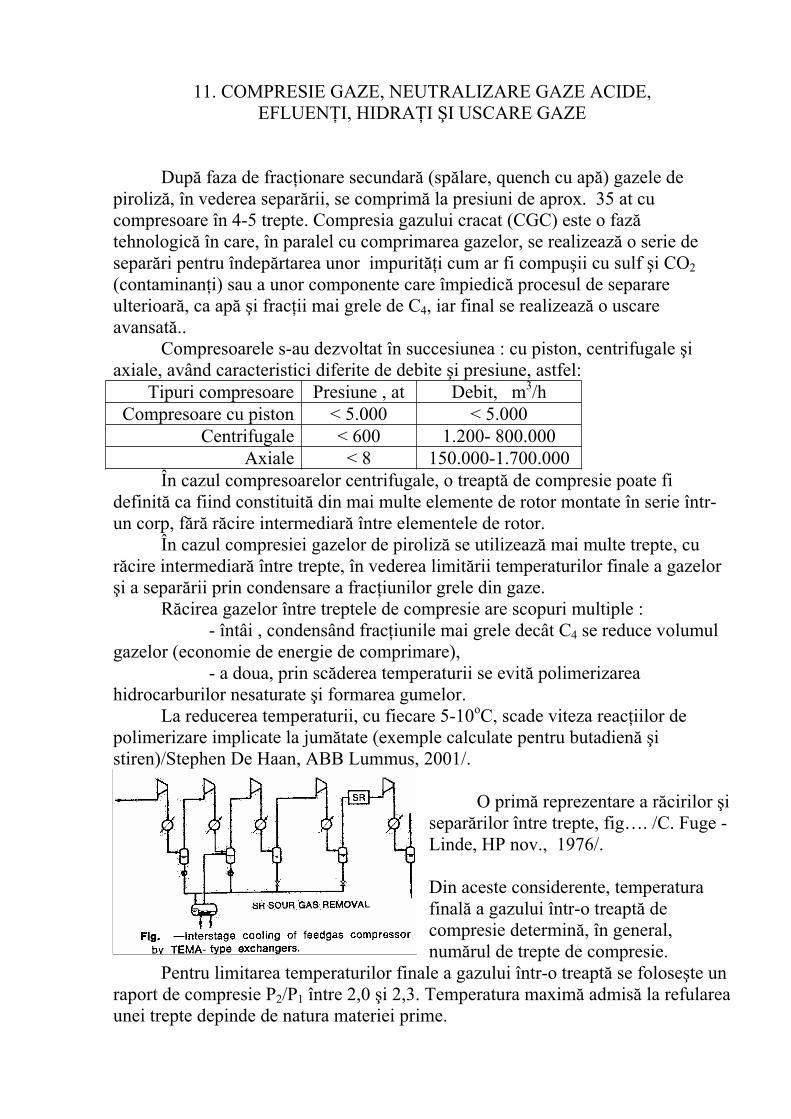
11. COMPRESIE GAZE, NEUTRALIZARE GAZE ACIDE,EFLUEN I, HIDRA I I USCARE GAZE
Dup faza de frac ionare secundar (sp lare, quench cu ap ) gazele de piroliz , în vederea separ rii, se comprim la presiuni de aprox. 35 at cu compresoare în 4-5 trepte. Compresia gazului cracat (CGC) este o faztehnologic în care, în paralel cu comprimarea gazelor, se realizeaz o serie de separ ri pentru îndep rtarea unor impurit i cum ar fi compu ii cu sulf i CO2
(contaminan i) sau a unor componente care împiedic procesul de separare ulterioar , ca ap i frac ii mai grele de C4, iar final se realizeaz o uscareavansat ..
Compresoarele s-au dezvoltat în succesiunea : cu piston, centrifugale iaxiale, având caracteristici diferite de debite i presiune, astfel:
Tipuri compresoare Presiune , at Debit, m3/hCompresoare cu piston < 5.000 < 5.000
Centrifugale < 600 1.200- 800.000 Axiale < 8 150.000-1.700.000
În cazul compresoarelor centrifugale, o treapt de compresie poate fi definit ca fiind constituit din mai multe elemente de rotor montate în serie într-un corp, f r r cire intermediar între elementele de rotor.
În cazul compresiei gazelor de piroliz se utilizeaz mai multe trepte, cu r cire intermediar între trepte, în vederea limit rii temperaturilor finale a gazelor i a separ rii prin condensare a frac iunilor grele din gaze.
R cirea gazelor între treptele de compresie are scopuri multiple :- întâi , condensând frac iunile mai grele decât C4 se reduce volumul
gazelor (economie de energie de comprimare),- a doua, prin sc derea temperaturii se evit polimerizarea
hidrocarburilor nesaturate i formarea gumelor. La reducerea temperaturii, cu fiecare 5-10oC, scade viteza reac iilor de
polimerizare implicate la jum tate (exemple calculate pentru butadien istiren)/Stephen De Haan, ABB Lummus, 2001/.
O prim reprezentare a r cirilor isepar rilor între trepte, fig…. /C. Fuge - Linde, HP nov., 1976/.
Din aceste considerente, temperaturafinal a gazului într-o treapt decompresie determin , în general, num rul de trepte de compresie.
Pentru limitarea temperaturilor finale a gazului într-o treapt se folose te un raport de compresie P2/P1 între 2,0 i 2,3. Temperatura maxim admis la refularea unei trepte depinde de natura materiei prime.

La piroliza etanului i propanului se admite pân la 120oC /M cri , Sep., Gazelor, 1981/. Cracarea etanului are randamente mai mari în H2 decât alte materiiprime. Gazul cracat are un raport cp/cv mai mare, astfel rezultând o cre tere mai mare de temperatur pentru un raport de comprimare dat.
În cazul pirolizei butanului sau a frac iilor grele , gazele de piroliz con incantit i mari de hidrocarburi C5 i mai grele cu caracter nesaturat, care având tendin de polimerizare, temperatura de refulare a treptei trebuie limitat la 100oC(cazul cu 4 trepte), iar în cazul a 5 trepte se pot limita la 90oC.
Temperatura final pentru fiecare treapt se calculeaz pe baza compozi ieigazelor în fiecare treapt de compresie. În multe instala ii se calculeaz eficien a iîn l imea de refulare produs de fiecare treapt pentru monitorizareaperforman elor ma inii. Ecua iile care guverneaz operarea unui compresorcentrifugal sunt date mai jos. Evalu rile implic calcularea k=cp/cv pe fiecare treapt i m surarea presiunii i temperaturii. Temperatura se determin pe baza compresiei politropice.
pk
k
P
PT
1
1
212T
1
2
1
1
2
log
log
T
T
P
P
e
k
k
e
p
11
1
1
21pk
k
p
AVG
P
P
k
k
RTZHEAD
unde, T1,T2- temperatura ini ial i final ,oK P1,P2- presiunea aspira ie i refulare, at sau bar
k- coeficient politropic de compresie cv=cp- 1,987
987,1p
p
v
p
c
c
c
ck
cp, cv- c lduri specifice la presiune, respectiv volum constant (kcal/kg.mol oC) pentru compozi ia treptelor
p - eficien a politropic
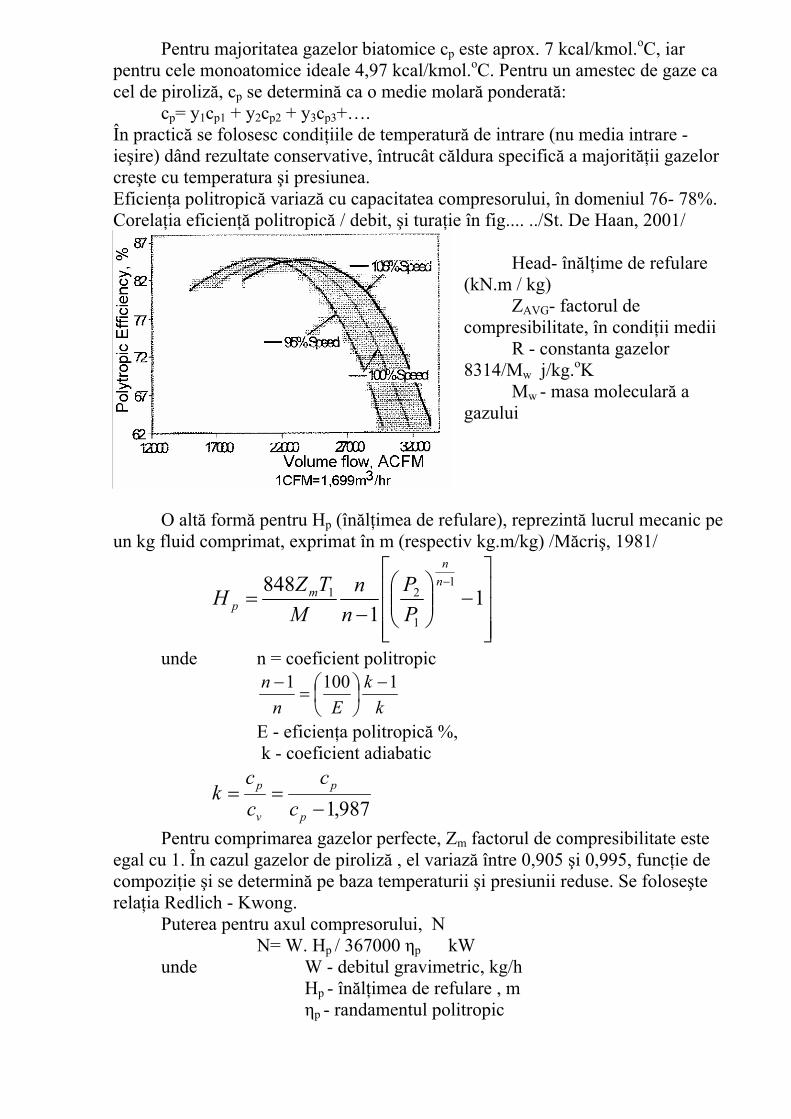
Pentru majoritatea gazelor biatomice cp este aprox. 7 kcal/kmol.oC, iarpentru cele monoatomice ideale 4,97 kcal/kmol.oC. Pentru un amestec de gaze ca cel de piroliz , cp se determin ca o medie molar ponderat : cp= y1cp1 + y2cp2 + y3cp3+….În practic se folosesc condi iile de temperatur de intrare (nu media intrare - ie ire) dând rezultate conservative, întrucât c ldura specific a majorit ii gazelor cre te cu temperatura i presiunea. Eficien a politropic variaz cu capacitatea compresorului, în domeniul 76- 78%. Corela ia eficien politropic / debit, i tura ie în fig.... ../St. De Haan, 2001/
Head- în l ime de refulare (kN.m / kg) ZAVG- factorul de compresibilitate, în condi ii medii
R - constanta gazelor 8314/Mw j/kg.oK Mw - masa molecular a gazului
O alt form pentru Hp (în l imea de refulare), reprezint lucrul mecanic pe un kg fluid comprimat, exprimat în m (respectiv kg.m/kg) /M cri , 1981/
11
848 1
1
21n
n
mp
P
P
n
n
M
TZH
unde n = coeficient politropic
k
k
En
n 11001
E - eficien a politropic %, k - coeficient adiabatic
987,1p
p
v
p
c
c
c
ck
Pentru comprimarea gazelor perfecte, Zm factorul de compresibilitate este egal cu 1. În cazul gazelor de piroliz , el variaz între 0,905 i 0,995, func ie de compozi ie i se determin pe baza temperaturii i presiunii reduse. Se folose terela ia Redlich - Kwong.
Puterea pentru axul compresorului, N N= W. Hp / 367000 p kW
unde W - debitul gravimetric, kg/h Hp - în l imea de refulare , m
p - randamentul politropic
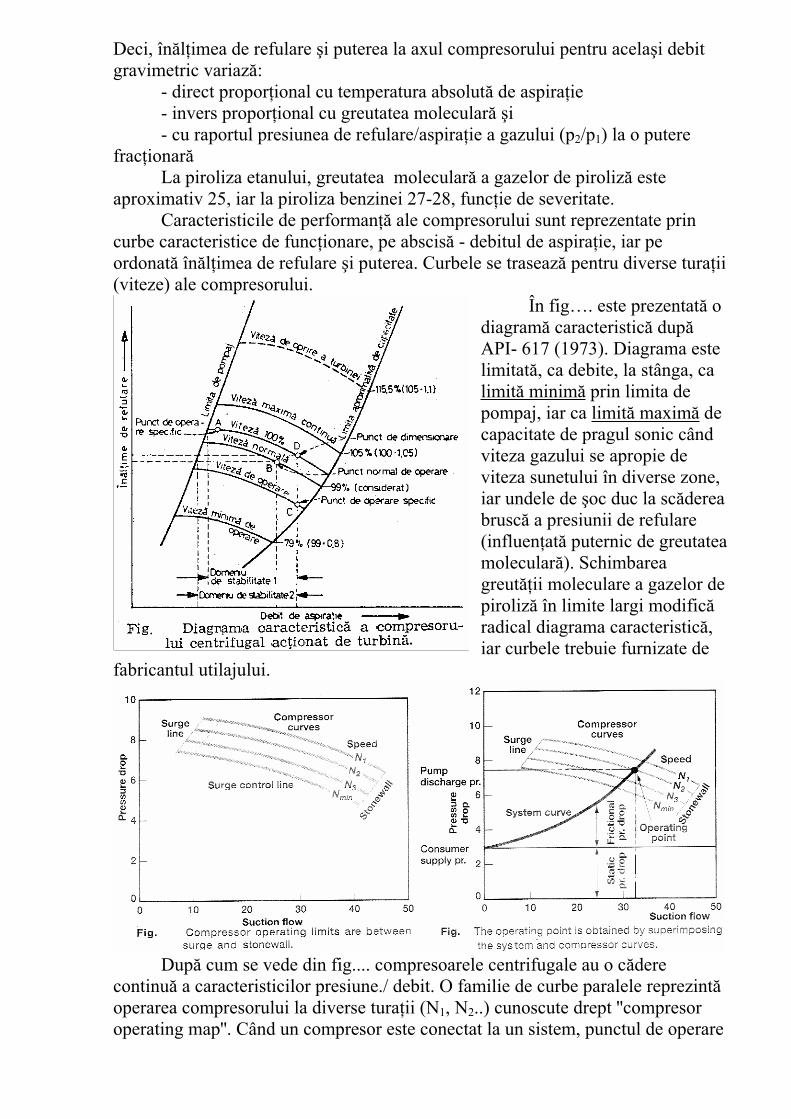
Deci, în l imea de refulare i puterea la axul compresorului pentru acela i debit gravimetric variaz :
- direct propor ional cu temperatura absolut de aspira ie- invers propor ional cu greutatea molecular i- cu raportul presiunea de refulare/aspira ie a gazului (p2/p1) la o putere
frac ionarLa piroliza etanului, greutatea molecular a gazelor de piroliz este
aproximativ 25, iar la piroliza benzinei 27-28, func ie de severitate. Caracteristicile de performan ale compresorului sunt reprezentate prin
curbe caracteristice de func ionare, pe abscis - debitul de aspira ie, iar pe ordonat în l imea de refulare i puterea. Curbele se traseaz pentru diverse tura ii(viteze) ale compresorului.
În fig…. este prezentat o diagram caracteristic dupAPI- 617 (1973). Diagrama este limitat , ca debite, la stânga, ca limit minim prin limita de pompaj, iar ca limit maxim decapacitate de pragul sonic când viteza gazului se apropie de viteza sunetului în diverse zone, iar undele de oc duc la sc dereabrusc a presiunii de refulare (influen at puternic de greutatea molecular ). Schimbareagreut ii moleculare a gazelor de piroliz în limite largi modificradical diagrama caracteristic ,iar curbele trebuie furnizate de
fabricantul utilajului.
Dup cum se vede din fig.... compresoarele centrifugale au o c derecontinu a caracteristicilor presiune./ debit. O familie de curbe paralele reprezintoperarea compresorului la diverse tura ii (N1, N2..) cunoscute drept ''compresor operating map''. Când un compresor este conectat la un sistem, punctul de operare
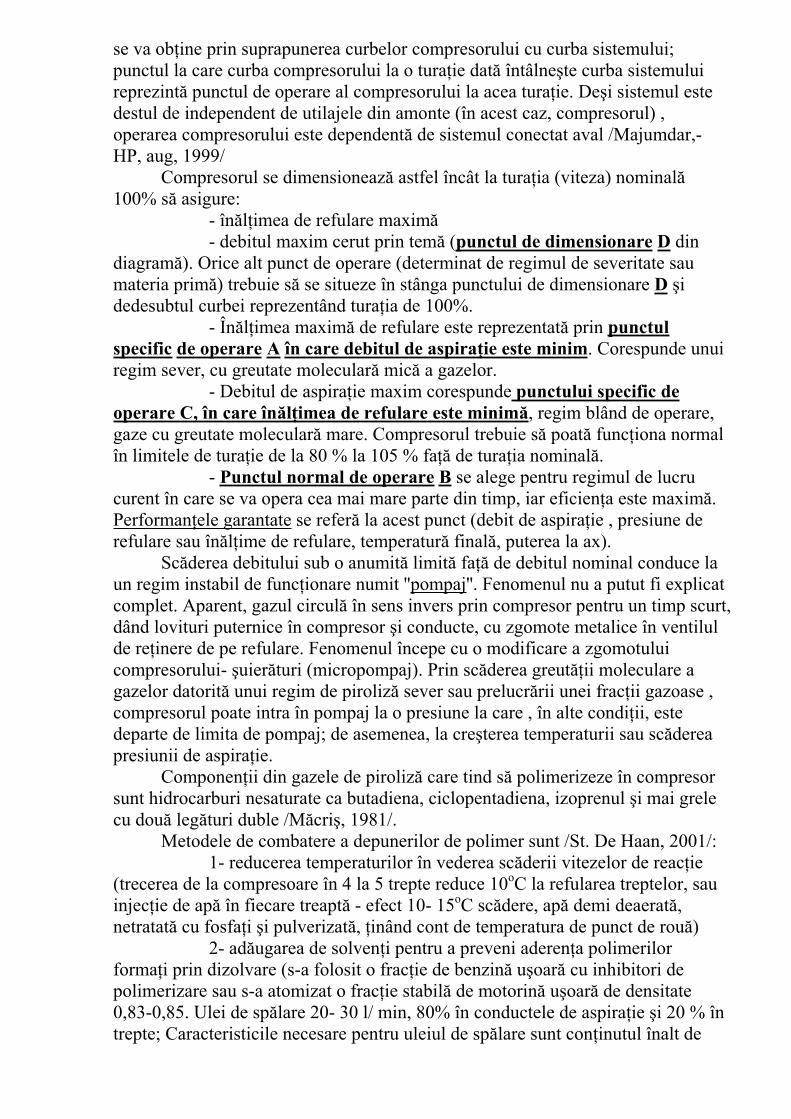
se va ob ine prin suprapunerea curbelor compresorului cu curba sistemului; punctul la care curba compresorului la o tura ie dat întâlne te curba sistemului reprezint punctul de operare al compresorului la acea tura ie. De i sistemul este destul de independent de utilajele din amonte (în acest caz, compresorul) , operarea compresorului este dependent de sistemul conectat aval /Majumdar,- HP, aug, 1999/ Compresorul se dimensioneaz astfel încât la tura ia (viteza) nominal100% s asigure: - în l imea de refulare maxim - debitul maxim cerut prin tem (punctul de dimensionare D din diagram ). Orice alt punct de operare (determinat de regimul de severitate sau materia prim ) trebuie s se situeze în stânga punctului de dimensionare D idedesubtul curbei reprezentând tura ia de 100%. - În l imea maxim de refulare este reprezentat prin punctul
specific de operare A în care debitul de aspira ie este minim. Corespunde unui regim sever, cu greutate molecular mic a gazelor. - Debitul de aspira ie maxim corespunde punctului specific de
operare C, în care în l imea de refulare este minim , regim blând de operare, gaze cu greutate molecular mare. Compresorul trebuie s poat func iona normal în limitele de tura ie de la 80 % la 105 % fa de tura ia nominal . - Punctul normal de operare B se alege pentru regimul de lucru curent în care se va opera cea mai mare parte din timp, iar eficien a este maxim .Performan ele garantate se refer la acest punct (debit de aspira ie , presiune de refulare sau în l ime de refulare, temperatur final , puterea la ax). Sc derea debitului sub o anumit limit fa de debitul nominal conduce la un regim instabil de func ionare numit ''pompaj''. Fenomenul nu a putut fi explicat complet. Aparent, gazul circul în sens invers prin compresor pentru un timp scurt, dând lovituri puternice în compresor i conducte, cu zgomote metalice în ventilul de re inere de pe refulare. Fenomenul începe cu o modificare a zgomotului compresorului- uier turi (micropompaj). Prin sc derea greut ii moleculare a gazelor datorit unui regim de piroliz sever sau prelucr rii unei frac ii gazoase , compresorul poate intra în pompaj la o presiune la care , în alte condi ii, este departe de limita de pompaj; de asemenea, la cre terea temperaturii sau sc dereapresiunii de aspira ie. Componen ii din gazele de piroliz care tind s polimerizeze în compresor sunt hidrocarburi nesaturate ca butadiena, ciclopentadiena, izoprenul i mai grele cu dou leg turi duble /M cri , 1981/. Metodele de combatere a depunerilor de polimer sunt /St. De Haan, 2001/: 1- reducerea temperaturilor în vederea sc derii vitezelor de reac ie(trecerea de la compresoare în 4 la 5 trepte reduce 10oC la refularea treptelor, sau injec ie de ap în fiecare treapt - efect 10- 15oC sc dere, ap demi deaerat ,netratat cu fosfa i i pulverizat , inând cont de temperatura de punct de rou ) 2- ad ugarea de solven i pentru a preveni aderen a polimerilor forma i prin dizolvare (s-a folosit o frac ie de benzin u oar cu inhibitori de polimerizare sau s-a atomizat o frac ie stabil de motorin u oar de densitate 0,83-0,85. Ulei de sp lare 20- 30 l/ min, 80% în conductele de aspira ie i 20 % în trepte; Caracteristicile necesare pentru uleiul de sp lare sunt con inutul înalt de
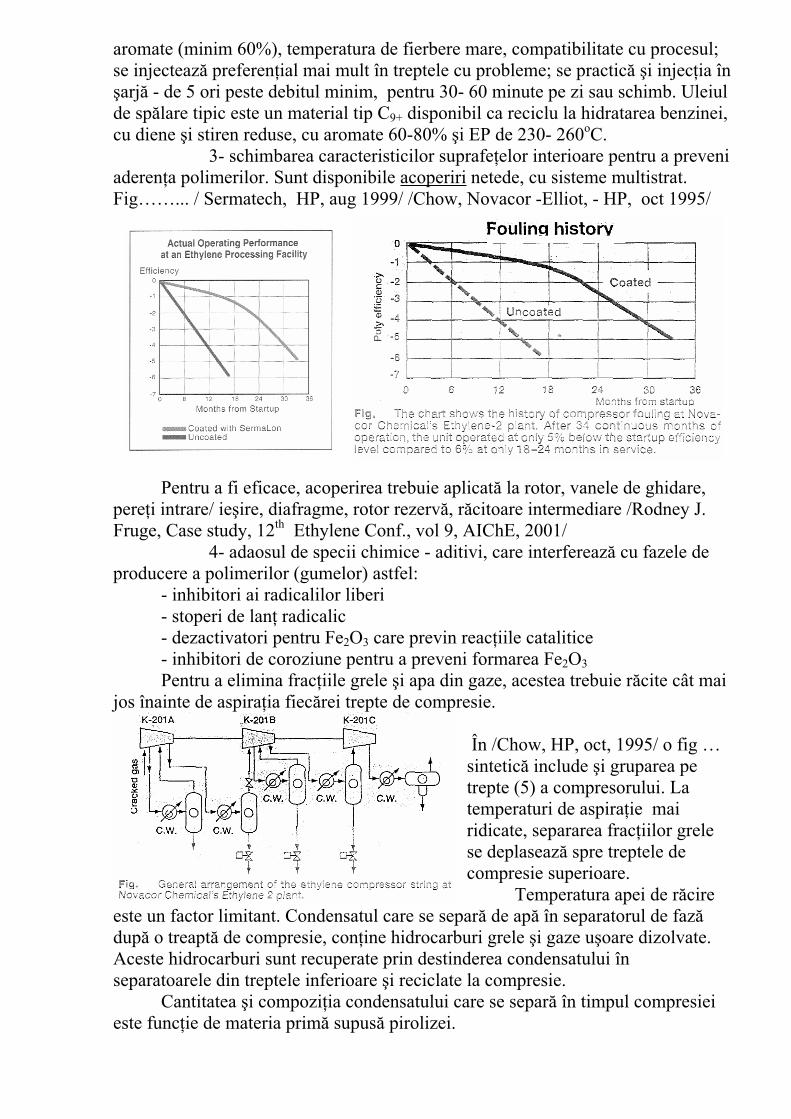
aromate (minim 60%), temperatura de fierbere mare, compatibilitate cu procesul; se injecteaz preferen ial mai mult în treptele cu probleme; se practic i injec ia înarj - de 5 ori peste debitul minim, pentru 30- 60 minute pe zi sau schimb. Uleiul
de sp lare tipic este un material tip C9+ disponibil ca reciclu la hidratarea benzinei, cu diene i stiren reduse, cu aromate 60-80% i EP de 230- 260oC. 3- schimbarea caracteristicilor suprafe elor interioare pentru a preveni aderen a polimerilor. Sunt disponibile acoperiri netede, cu sisteme multistrat.Fig……... / Sermatech, HP, aug 1999/ /Chow, Novacor -Elliot, - HP, oct 1995/
Pentru a fi eficace, acoperirea trebuie aplicat la rotor, vanele de ghidare, pere i intrare/ ie ire, diafragme, rotor rezerv , r citoare intermediare /Rodney J. Fruge, Case study, 12th Ethylene Conf., vol 9, AIChE, 2001/
4- adaosul de specii chimice - aditivi, care interfereaz cu fazele de producere a polimerilor (gumelor) astfel:
- inhibitori ai radicalilor liberi - stoperi de lan radicalic- dezactivatori pentru Fe2O3 care previn reac iile catalitice - inhibitori de coroziune pentru a preveni formarea Fe2O3
Pentru a elimina frac iile grele i apa din gaze, acestea trebuie r cite cât mai jos înainte de aspira ia fiec rei trepte de compresie.
În /Chow, HP, oct, 1995/ o fig … sintetic include i gruparea pe trepte (5) a compresorului. La temperaturi de aspira ie mai ridicate, separarea frac iilor grele se deplaseaz spre treptele decompresie superioare.
Temperatura apei de r cireeste un factor limitant. Condensatul care se separ de ap în separatorul de fazdup o treapt de compresie, con ine hidrocarburi grele i gaze u oare dizolvate.Aceste hidrocarburi sunt recuperate prin destinderea condensatului în separatoarele din treptele inferioare i reciclate la compresie. Cantitatea i compozi ia condensatului care se separ în timpul compresieieste func ie de materia prim supus pirolizei.
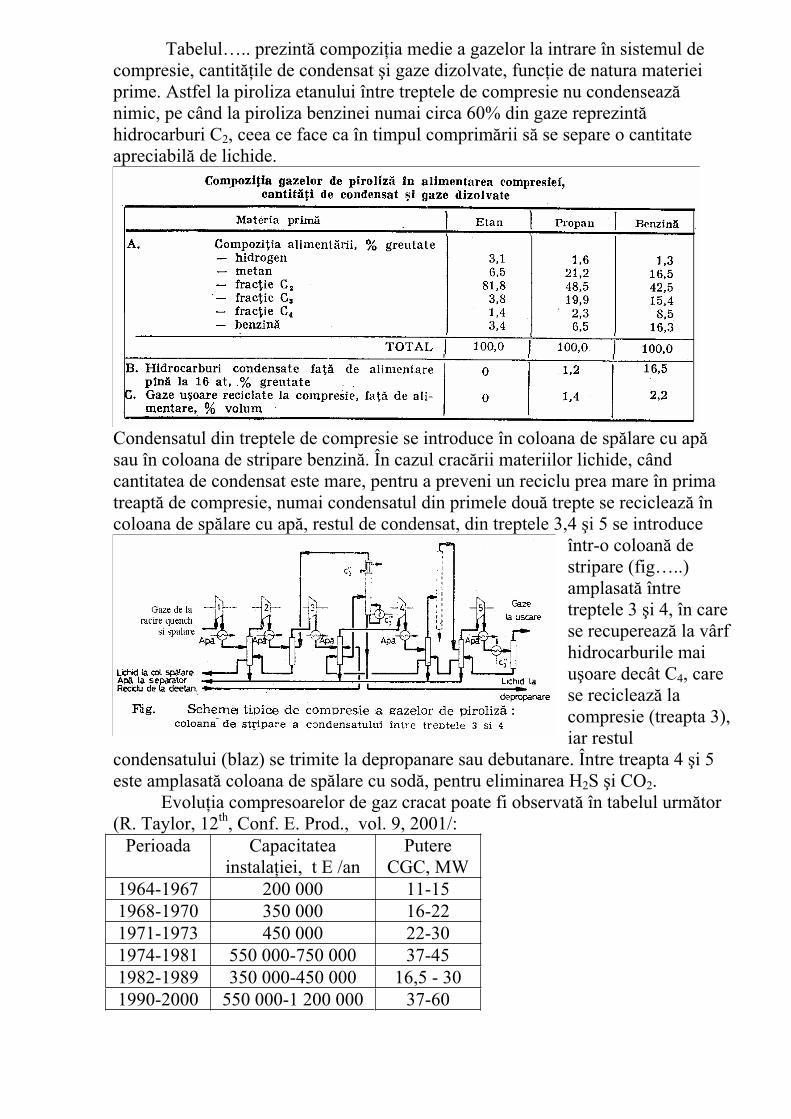
Tabelul….. prezint compozi ia medie a gazelor la intrare în sistemul decompresie, cantit ile de condensat i gaze dizolvate, func ie de natura materieiprime. Astfel la piroliza etanului între treptele de compresie nu condenseaznimic, pe când la piroliza benzinei numai circa 60% din gaze reprezinthidrocarburi C2, ceea ce face ca în timpul comprim rii s se separe o cantitate apreciabil de lichide.
Condensatul din treptele de compresie se introduce în coloana de sp lare cu apsau în coloana de stripare benzin . În cazul crac rii materiilor lichide, când cantitatea de condensat este mare, pentru a preveni un reciclu prea mare în primatreapt de compresie, numai condensatul din primele dou trepte se recicleaz în coloana de sp lare cu ap , restul de condensat, din treptele 3,4 i 5 se introduce
într-o coloan de stripare (fig…..) amplasat între treptele 3 i 4, în carese recupereaz la vârf hidrocarburile maiu oare decât C4, care se recicleaz lacompresie (treapta 3), iar restul
condensatului (blaz) se trimite la depropanare sau debutanare. Între treapta 4 i 5 este amplasat coloana de sp lare cu sod , pentru eliminarea H2S i CO2. Evolu ia compresoarelor de gaz cracat poate fi observat în tabelul urm tor(R. Taylor, 12th, Conf. E. Prod., vol. 9, 2001/:
Perioada Capacitateainstala iei, t E /an
PutereCGC, MW
1964-1967 200 000 11-151968-1970 350 000 16-221971-1973 450 000 22-301974-1981 550 000-750 000 37-451982-1989 350 000-450 000 16,5 - 30 1990-2000 550 000-1 200 000 37-60
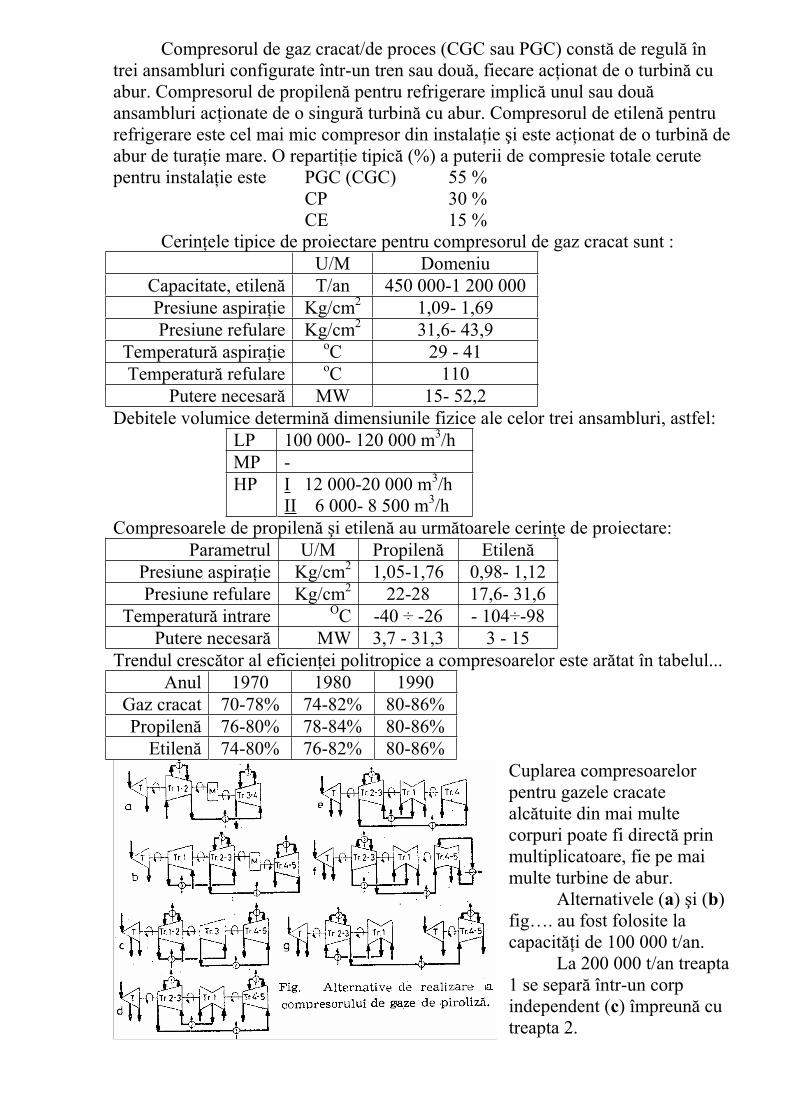
Compresorul de gaz cracat/de proces (CGC sau PGC) const de regul în trei ansambluri configurate într-un tren sau dou , fiecare ac ionat de o turbin cu abur. Compresorul de propilen pentru refrigerare implic unul sau douansambluri ac ionate de o singur turbin cu abur. Compresorul de etilen pentru refrigerare este cel mai mic compresor din instala ie i este ac ionat de o turbin de abur de tura ie mare. O reparti ie tipic (%) a puterii de compresie totale cerute pentru instala ie este PGC (CGC) 55 % CP 30 % CE 15 % Cerin ele tipice de proiectare pentru compresorul de gaz cracat sunt :
U/M DomeniuCapacitate, etilen T/an 450 000-1 200 000 Presiune aspira ie Kg/cm2 1,09- 1,69 Presiune refulare Kg/cm2 31,6- 43,9
Temperatur aspira ie oC 29 - 41 Temperatur refulare oC 110
Putere necesar MW 15- 52,2Debitele volumice determin dimensiunile fizice ale celor trei ansambluri, astfel:
LP 100 000- 120 000 m3/hMP -HP I 12 000-20 000 m3/h
II 6 000- 8 500 m3/hCompresoarele de propilen i etilen au urm toarele cerin e de proiectare:
Parametrul U/M Propilen EtilenPresiune aspira ie Kg/cm2 1,05-1,76 0,98- 1,12Presiune refulare Kg/cm2 22-28 17,6- 31,6
Temperatur intrare OC -40 ÷ -26 - 104÷-98 Putere necesar MW 3,7 - 31,3 3 - 15
Trendul cresc tor al eficien ei politropice a compresoarelor este ar tat în tabelul... Anul 1970 1980 1990
Gaz cracat 70-78% 74-82% 80-86%Propilen 76-80% 78-84% 80-86%
Etilen 74-80% 76-82% 80-86%Cuplarea compresoarelorpentru gazele cracatealc tuite din mai multecorpuri poate fi direct prin multiplicatoare, fie pe mai multe turbine de abur. Alternativele (a) i (b)fig…. au fost folosite la capacit i de 100 000 t/an.
La 200 000 t/an treapta 1 se separ într-un corp independent (c) împreun cu treapta 2.
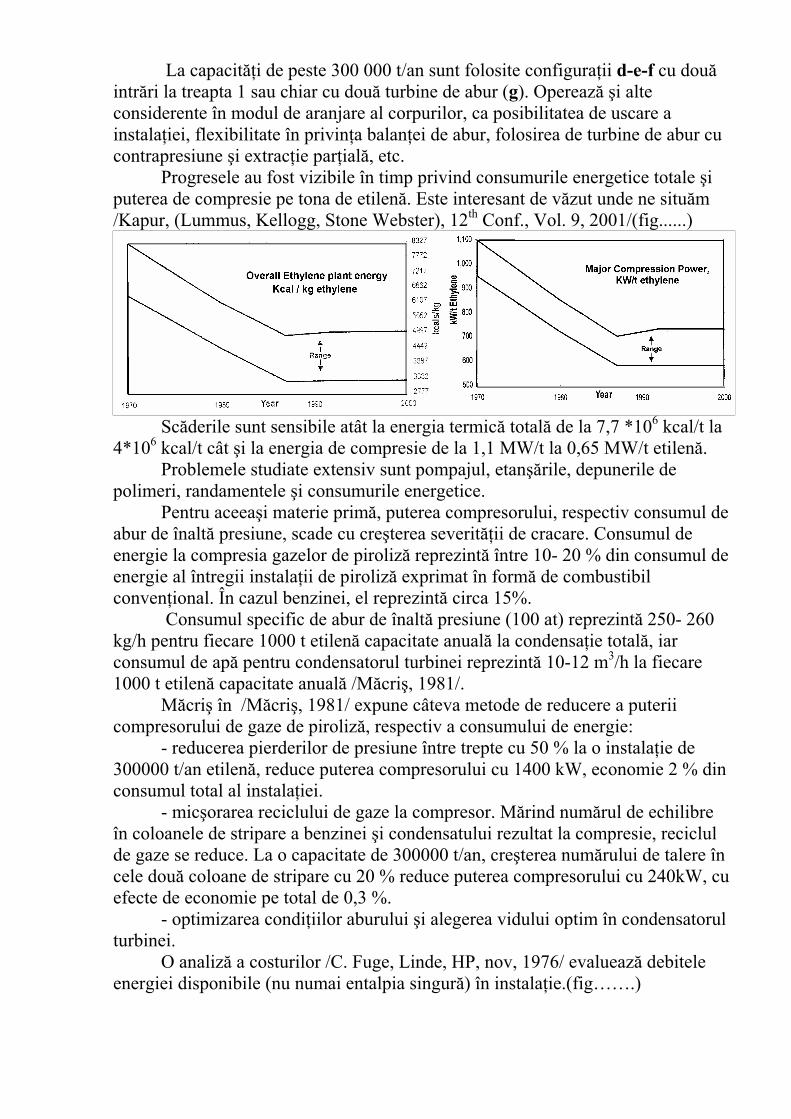
La capacit i de peste 300 000 t/an sunt folosite configura ii d-e-f cu douintr ri la treapta 1 sau chiar cu dou turbine de abur (g). Opereaz i alte considerente în modul de aranjare al corpurilor, ca posibilitatea de uscare a instala iei, flexibilitate în privin a balan ei de abur, folosirea de turbine de abur cu contrapresiune i extrac ie par ial , etc.
Progresele au fost vizibile în timp privind consumurile energetice totale iputerea de compresie pe tona de etilen . Este interesant de v zut unde ne situ m/Kapur, (Lummus, Kellogg, Stone Webster), 12th Conf., Vol. 9, 2001/(fig......)
Sc derile sunt sensibile atât la energia termic total de la 7,7 *106 kcal/t la 4*106 kcal/t cât i la energia de compresie de la 1,1 MW/t la 0,65 MW/t etilen . Problemele studiate extensiv sunt pompajul, etan rile, depunerile de polimeri, randamentele i consumurile energetice. Pentru aceea i materie prim , puterea compresorului, respectiv consumul de abur de înalt presiune, scade cu cre terea severit ii de cracare. Consumul de energie la compresia gazelor de piroliz reprezint între 10- 20 % din consumul de energie al întregii instala ii de piroliz exprimat în form de combustibilconven ional. În cazul benzinei, el reprezint circa 15%.
Consumul specific de abur de înalt presiune (100 at) reprezint 250- 260 kg/h pentru fiecare 1000 t etilen capacitate anual la condensa ie total , iar consumul de ap pentru condensatorul turbinei reprezint 10-12 m3/h la fiecare1000 t etilen capacitate anual /M cri , 1981/. M cri în /M cri , 1981/ expune câteva metode de reducere a puterii compresorului de gaze de piroliz , respectiv a consumului de energie:
- reducerea pierderilor de presiune între trepte cu 50 % la o instala ie de 300000 t/an etilen , reduce puterea compresorului cu 1400 kW, economie 2 % din consumul total al instala iei. - mic orarea reciclului de gaze la compresor. M rind num rul de echilibre în coloanele de stripare a benzinei i condensatului rezultat la compresie, reciclul de gaze se reduce. La o capacitate de 300000 t/an, cre terea num rului de talere în cele dou coloane de stripare cu 20 % reduce puterea compresorului cu 240kW, cu efecte de economie pe total de 0,3 %. - optimizarea condi iilor aburului i alegerea vidului optim în condensatorul turbinei. O analiz a costurilor /C. Fuge, Linde, HP, nov, 1976/ evalueaz debiteleenergiei disponibile (nu numai entalpia singur ) în instala ie.(fig…….)
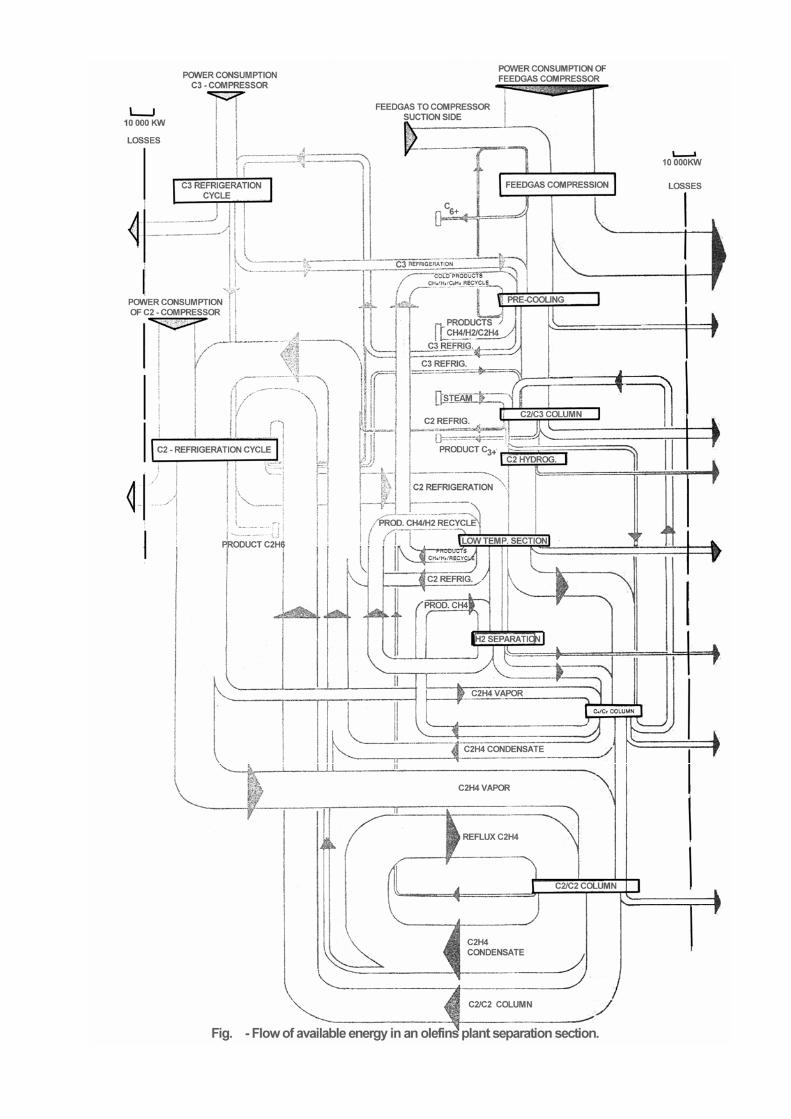
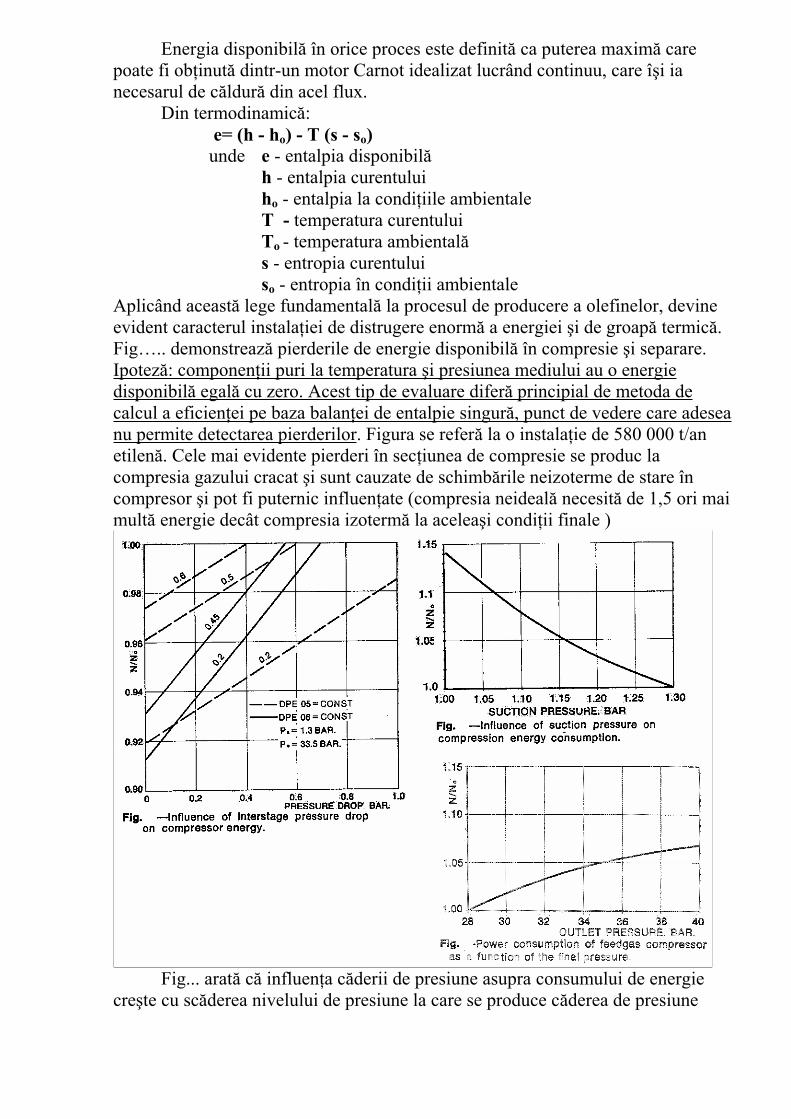
Energia disponibil în orice proces este definit ca puterea maxim care poate fi ob inut dintr-un motor Carnot idealizat lucrând continuu, care î i ia necesarul de c ldur din acel flux. Din termodinamic :
e= (h - ho) - T (s - so) unde e - entalpia disponibil
h - entalpia curentului ho - entalpia la condi iile ambientaleT - temperatura curentuluiTo - temperatura ambientals - entropia curentului so - entropia în condi ii ambientale
Aplicând aceast lege fundamental la procesul de producere a olefinelor, devine evident caracterul instala iei de distrugere enorm a energiei i de groap termic .Fig….. demonstreaz pierderile de energie disponibil în compresie i separare. Ipotez : componen ii puri la temperatura i presiunea mediului au o energie disponibil egal cu zero. Acest tip de evaluare difer principial de metoda de calcul a eficien ei pe baza balan ei de entalpie singur , punct de vedere care adesea nu permite detectarea pierderilor. Figura se refer la o instala ie de 580 000 t/an etilen . Cele mai evidente pierderi în sec iunea de compresie se produc la compresia gazului cracat i sunt cauzate de schimb rile neizoterme de stare în compresor i pot fi puternic influen ate (compresia neideal necesit de 1,5 ori mai mult energie decât compresia izoterm la acelea i condi ii finale )
Fig... arat c influen a c derii de presiune asupra consumului de energie cre te cu sc derea nivelului de presiune la care se produce c derea de presiune
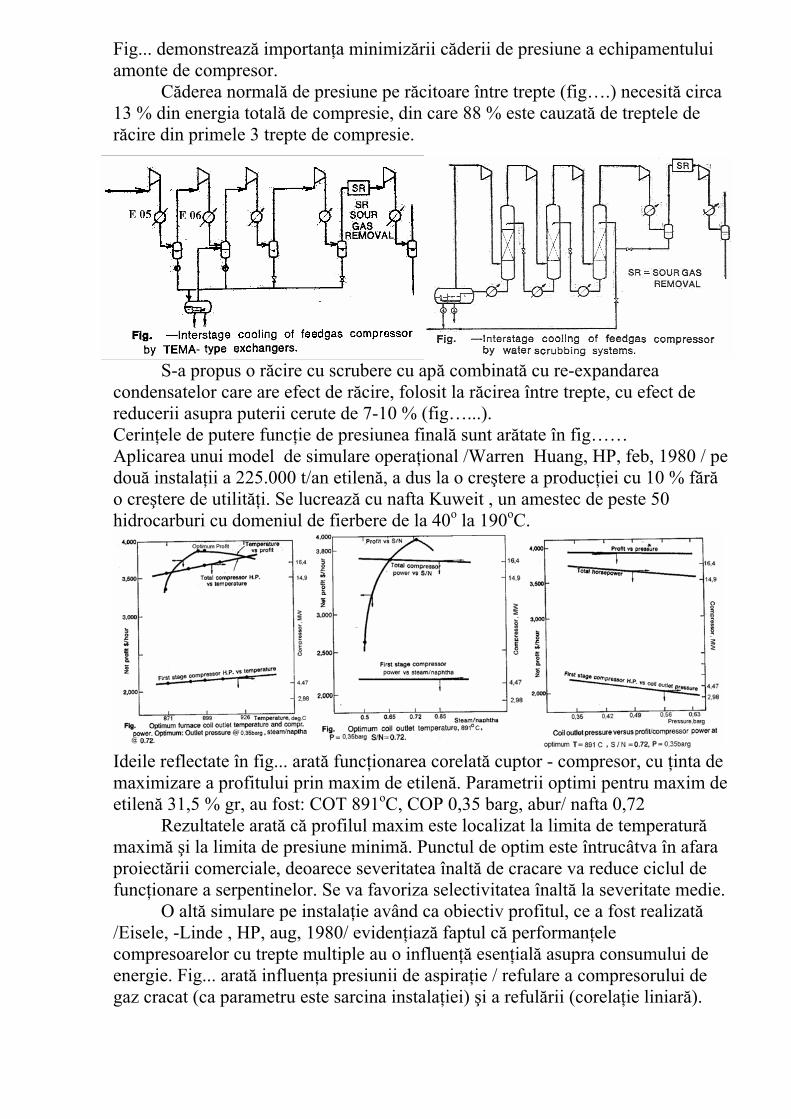
Fig... demonstreaz importan a minimiz rii c derii de presiune a echipamentului amonte de compresor. C derea normal de presiune pe r citoare între trepte (fig….) necesit circa13 % din energia total de compresie, din care 88 % este cauzat de treptele de r cire din primele 3 trepte de compresie.
S-a propus o r cire cu scrubere cu ap combinat cu re-expandarea condensatelor care are efect de r cire, folosit la r cirea între trepte, cu efect de reducerii asupra puterii cerute de 7-10 % (fig…...). Cerin ele de putere func ie de presiunea final sunt ar tate în fig…… Aplicarea unui model de simulare opera ional /Warren Huang, HP, feb, 1980 / pedou instala ii a 225.000 t/an etilen , a dus la o cre tere a produc iei cu 10 % f ro cre tere de utilit i. Se lucreaz cu nafta Kuweit , un amestec de peste 50hidrocarburi cu domeniul de fierbere de la 40o la 190oC.
Ideile reflectate în fig... arat func ionarea corelat cuptor - compresor, cu inta de maximizare a profitului prin maxim de etilen . Parametrii optimi pentru maxim deetilen 31,5 % gr, au fost: COT 891oC, COP 0,35 barg, abur/ nafta 0,72 Rezultatele arat c profilul maxim este localizat la limita de temperaturmaxim i la limita de presiune minim . Punctul de optim este întrucâtva în afara proiect rii comerciale, deoarece severitatea înalt de cracare va reduce ciclul de func ionare a serpentinelor. Se va favoriza selectivitatea înalt la severitate medie. O alt simulare pe instala ie având ca obiectiv profitul, ce a fost realizat/Eisele, -Linde , HP, aug, 1980/ eviden iaz faptul c performan elecompresoarelor cu trepte multiple au o influen esen ial asupra consumului de energie. Fig... arat influen a presiunii de aspira ie / refulare a compresorului de gaz cracat (ca parametru este sarcina instala iei) i a reful rii (corela ie liniar ).
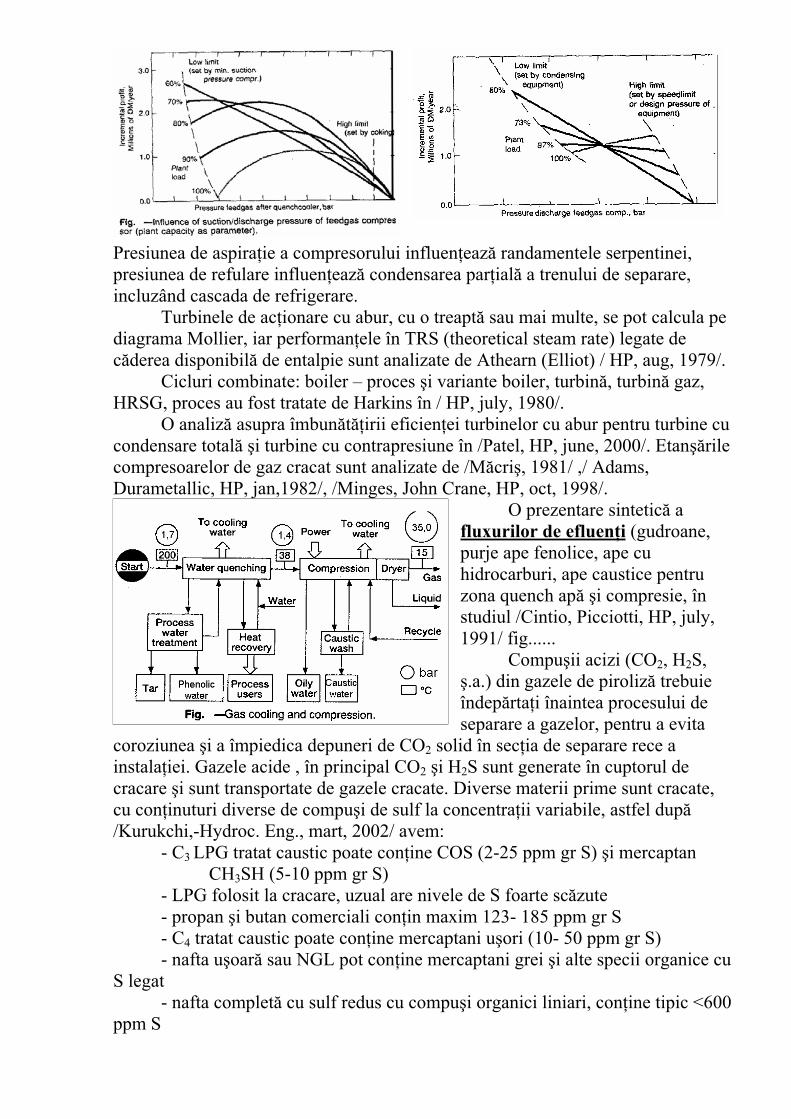
Presiunea de aspira ie a compresorului influen eaz randamentele serpentinei, presiunea de refulare influen eaz condensarea par ial a trenului de separare, incluzând cascada de refrigerare.
Turbinele de ac ionare cu abur, cu o treapt sau mai multe, se pot calcula pe diagrama Mollier, iar performan ele în TRS (theoretical steam rate) legate de c derea disponibil de entalpie sunt analizate de Athearn (Elliot) / HP, aug, 1979/.
Cicluri combinate: boiler – proces i variante boiler, turbin , turbin gaz, HRSG, proces au fost tratate de Harkins în / HP, july, 1980/. O analiz asupra îmbun t irii eficien ei turbinelor cu abur pentru turbine cu condensare total i turbine cu contrapresiune în /Patel, HP, june, 2000/. Etan rilecompresoarelor de gaz cracat sunt analizate de /M cri , 1981/ ,/ Adams,Durametallic, HP, jan,1982/, /Minges, John Crane, HP, oct, 1998/.
O prezentare sintetic a fluxurilor de efluen i (gudroane,purje ape fenolice, ape cu hidrocarburi, ape caustice pentru zona quench ap i compresie, în studiul /Cintio, Picciotti, HP, july, 1991/ fig...... Compu ii acizi (CO2, H2S,.a.) din gazele de piroliz trebuie
îndep rta i înaintea procesului de separare a gazelor, pentru a evita
coroziunea i a împiedica depuneri de CO2 solid în sec ia de separare rece a instala iei. Gazele acide , în principal CO2 i H2S sunt generate în cuptorul de cracare i sunt transportate de gazele cracate. Diverse materii prime sunt cracate, cu con inuturi diverse de compu i de sulf la concentra ii variabile, astfel dup/Kurukchi,-Hydroc. Eng., mart, 2002/ avem: - C3 LPG tratat caustic poate con ine COS (2-25 ppm gr S) i mercaptan CH3SH (5-10 ppm gr S)
- LPG folosit la cracare, uzual are nivele de S foarte sc zute - propan i butan comerciali con in maxim 123- 185 ppm gr S - C4 tratat caustic poate con ine mercaptani u ori (10- 50 ppm gr S)
- nafta u oar sau NGL pot con ine mercaptani grei i alte specii organice cu S legat
- nafta complet cu sulf redus cu compu i organici liniari, con ine tipic <600 ppm S
-motorina u oar i grea de DA con ine compu i de sulf ca tiofenoli icompu i ciclici, mult mai rezisten i decât compu ii simpli. Prezen a sulfului este cerut în cuptoarele de cracare cu abur pentru a limita formarea CO, CO2 i a cocsului. Reac iile de reformare din timpul crac rii cu abur produc CO2 i CO. Aceste reac ii de reformare cu abur sunt catalizate de Ni prezent în evile de o elinox dup urm toarele reac ii: CH4 + H2O CO + 3H2
CO + H2O CO2 + H2
Sulful reac ioneaz cu suprafa a metalic formând sulfuri NiO + H2S NiS + H2O NiS este mai pu in reactiv decât suprafa a metalic redus sau oxidat . În timpul decocs rii, sulfura metalic este convertit la oxid metalic. În unele cazuri (Petromont, Stone Webster, Canada), se folose te decocsarea numai cu abur, iar produsele de decocsare sunt trimise direct la frac ionatorul primar, rezultând maxime de CO i CO2 care creeaz perturba ii de concentra ie de gaze acide la coloana caustic i de CO la metanator. DMS, DMDS sau al i mercaptani sunt ad uga i în mod obi nuit la alimentarea serpentinei sau în aburul de dilu ie pentru a minimiza formarea cocsului, CO i CO2. Compu ii de sulf trebuie s fie liberi de COS i CS2. DMDS, DMS i mercaptanii se descompun u or la temperaturi peste 260oC. H2S este primul produs de descompunere al mercaptanilor la cracarea aliment rilor gazoase (E/P/B). Hidrocarburile lichide (nafta u oar ) pot con inecompu i organici cu S liniari care se descompun u or, mercaptani care se descompun la H2S i sulfuri ce se descompun la RSH i olefine: RSSH + H2 2 RSH CH3SSCH3 + H2 C2H4 + 2H2S COS nu se produce în cuptorul de cracare cu abur. O parte a COS din diverse aliment ri (FCC, LPG, C3) se converte te la H2S în cuptor, dar ce r mâne trece cu gazul cracat i nu este absorbit la sp larea caustic . Tiofenii i heterociclii cu sulf sunt mai rezisten i la cracare. Heterociclii pot forma compu i poliaromatici. Gazele cracate sunt r cite i frac ionate în zona quench la gaze cracate, gazolin (benzin de piroliz ), ulei combustibil (ulei greu, gudroane) i condens de proces. Gazul cracat va con ine tot CO2, H2S i COS i urme de mercaptani u orii tiofeni, acesta fiind fluxul care va fi tratat în coloana caustic .
Mercaptanii grei i sulfurile grele vor r mâne sub form de compu iorganici lega i ciclic i compu i cu inele aromatice în fluxurile de ulei combustibil de piroliz (PFO - pyrolysis fuel oil) i în benzin de piroliz (raw pyrolysis gasoline - RPG). CO2 intrat în cuptoare cu materia prim , gazoas în special, CO2 format prin reac ia ''water shift'' i CO2 format la decocsare vor merge la sp larea caustic . Distribu ia tipic a compu ilor de sulf în produsele de piroliz , (%), fa de sulful din materia prim (benzin ) este: Gaze de piroliz 60-80 % Benzin de piroliz 5- 10 % Ulei combustibil 5-10 %
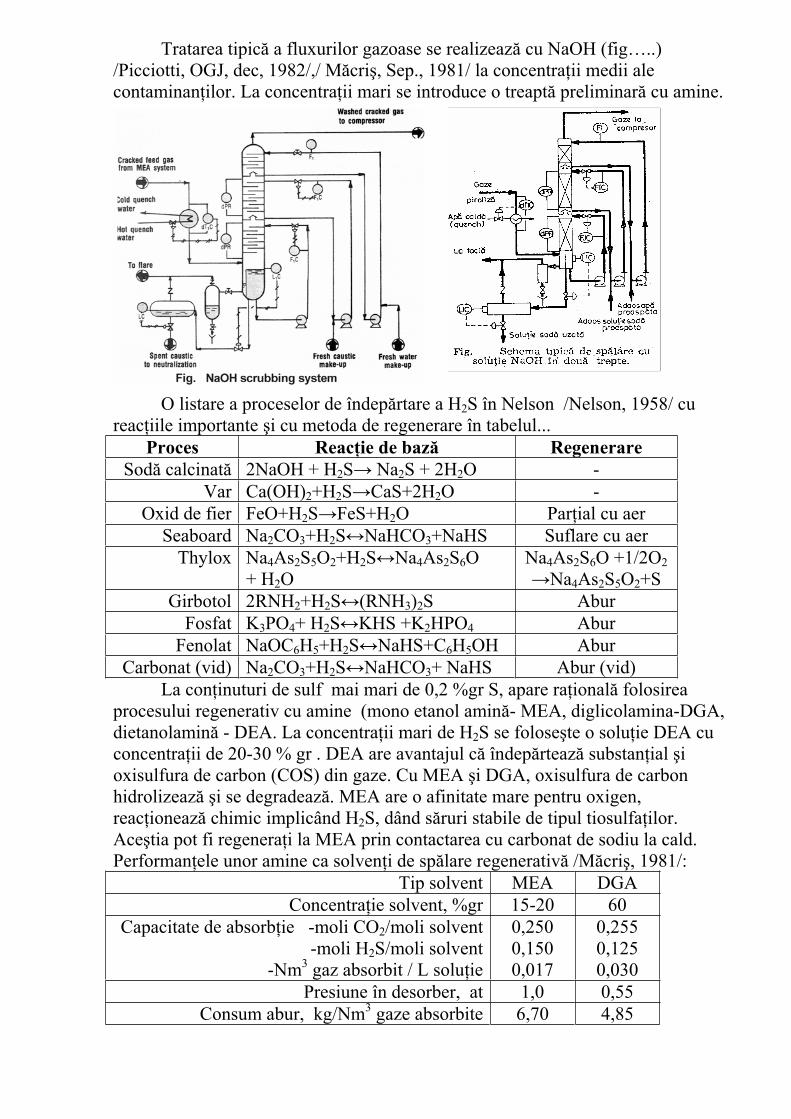
Tratarea tipic a fluxurilor gazoase se realizeaz cu NaOH (fig…..) /Picciotti, OGJ, dec, 1982/,/ M cri , Sep., 1981/ la concentra ii medii ale contaminan ilor. La concentra ii mari se introduce o treapt preliminar cu amine.
O listare a proceselor de îndep rtare a H2S în Nelson /Nelson, 1958/ cu reac iile importante i cu metoda de regenerare în tabelul...
Proces Reac ie de baz Regenerare
Sod calcinat 2NaOH + H2S Na2S + 2H2O -Var Ca(OH)2+H2S CaS+2H2O -
Oxid de fier FeO+H2S FeS+H2O Par ial cu aer Seaboard Na2CO3+H2S NaHCO3+NaHS Suflare cu aer
Thylox Na4As2S5O2+H2S Na4As2S6O+ H2O
Na4As2S6O +1/2O2
Na4As2S5O2+SGirbotol 2RNH2+H2S (RNH3)2S Abur
Fosfat K3PO4+ H2S KHS +K2HPO4 AburFenolat NaOC6H5+H2S NaHS+C6H5OH Abur
Carbonat (vid) Na2CO3+H2S NaHCO3+ NaHS Abur (vid) La con inuturi de sulf mai mari de 0,2 %gr S, apare ra ional folosirea procesului regenerativ cu amine (mono etanol amin - MEA, diglicolamina-DGA,dietanolamin - DEA. La concentra ii mari de H2S se folose te o solu ie DEA cu concentra ii de 20-30 % gr . DEA are avantajul c îndep rteaz substan ial ioxisulfura de carbon (COS) din gaze. Cu MEA i DGA, oxisulfura de carbon hidrolizeaz i se degradeaz . MEA are o afinitate mare pentru oxigen, reac ioneaz chimic implicând H2S, dând s ruri stabile de tipul tiosulfa ilor.Ace tia pot fi regenera i la MEA prin contactarea cu carbonat de sodiu la cald. Performan ele unor amine ca solven i de sp lare regenerativ /M cri , 1981/:
Tip solvent MEA DGAConcentra ie solvent, %gr 15-20 60
Capacitate de absorb ie -moli CO2/moli solvent-moli H2S/moli solvent
-Nm3 gaz absorbit / L solu ie
0,2500,1500,017
0,2550,1250,030
Presiune în desorber, at 1,0 0,55Consum abur, kg/Nm3 gaze absorbite 6,70 4,85
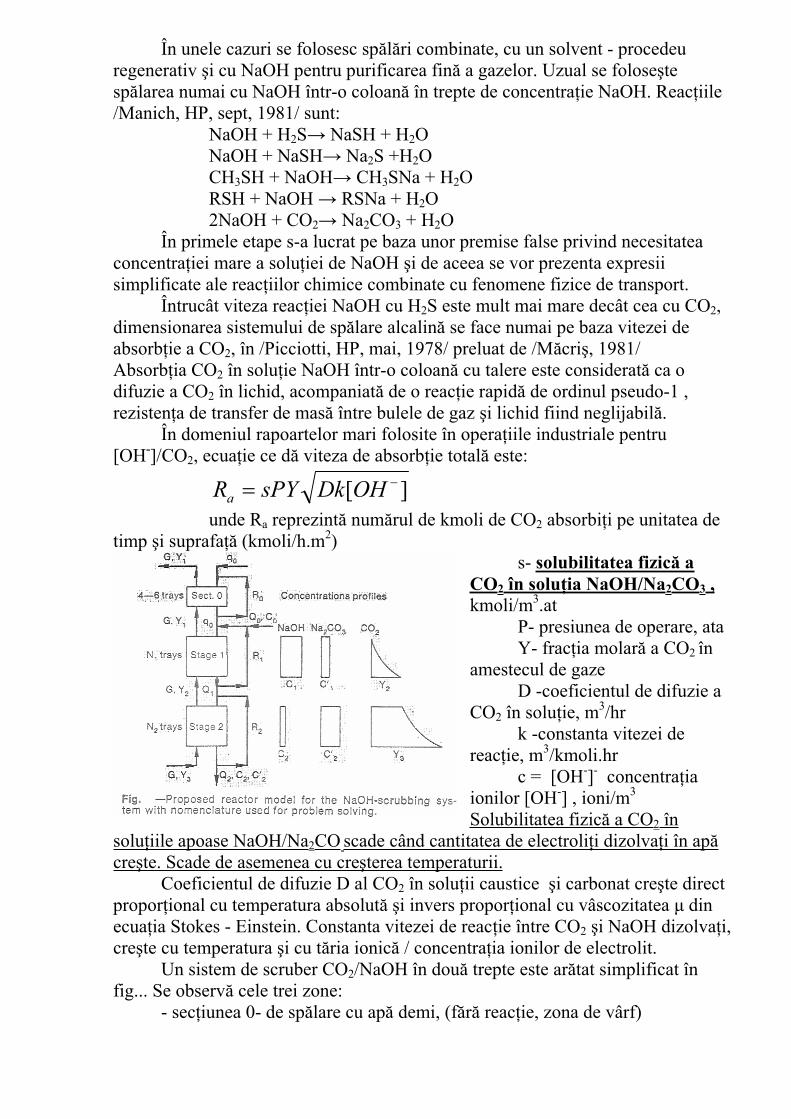
În unele cazuri se folosesc sp l ri combinate, cu un solvent - procedeu regenerativ i cu NaOH pentru purificarea fin a gazelor. Uzual se folose tesp larea numai cu NaOH într-o coloan în trepte de concentra ie NaOH. Reac iile/Manich, HP, sept, 1981/ sunt: NaOH + H2S NaSH + H2O NaOH + NaSH Na2S +H2O CH3SH + NaOH CH3SNa + H2O RSH + NaOH RSNa + H2O 2NaOH + CO2 Na2CO3 + H2O
În primele etape s-a lucrat pe baza unor premise false privind necesitatea concentra iei mare a solu iei de NaOH i de aceea se vor prezenta expresii simplificate ale reac iilor chimice combinate cu fenomene fizice de transport.
Întrucât viteza reac iei NaOH cu H2S este mult mai mare decât cea cu CO2,dimensionarea sistemului de sp lare alcalin se face numai pe baza vitezei de absorb ie a CO2, în /Picciotti, HP, mai, 1978/ preluat de /M cri , 1981/ Absorb ia CO2 în solu ie NaOH într-o coloan cu talere este considerat ca o difuzie a CO2 în lichid, acompaniat de o reac ie rapid de ordinul pseudo-1 , rezisten a de transfer de mas între bulele de gaz i lichid fiind neglijabil .
În domeniul rapoartelor mari folosite în opera iile industriale pentru[OH-]/CO2, ecua ie ce d viteza de absorb ie total este:
][OHDksPYRa
unde Ra reprezint num rul de kmoli de CO2 absorbi i pe unitatea de timp i suprafa (kmoli/h.m2)
s- solubilitatea fizic a
CO2 în solu ia NaOH/Na2CO3 ,kmoli/m3.at
P- presiunea de operare, ata Y- frac ia molar a CO2 înamestecul de gaze
D -coeficientul de difuzie a CO2 în solu ie, m3/hr
k -constanta vitezei de reac ie, m3/kmoli.hr
c = [OH-]- concentra iaionilor [OH-] , ioni/m3
Solubilitatea fizic a CO2 în solu iile apoase NaOH/Na2CO scade când cantitatea de electroli i dizolva i în apcre te. Scade de asemenea cu cre terea temperaturii.
Coeficientul de difuzie D al CO2 în solu ii caustice i carbonat cre te direct propor ional cu temperatura absolut i invers propor ional cu vâscozitatea µ din ecua ia Stokes - Einstein. Constanta vitezei de reac ie între CO2 i NaOH dizolva i,cre te cu temperatura i cu t ria ionic / concentra ia ionilor de electrolit.
Un sistem de scruber CO2/NaOH în dou trepte este ar tat simplificat în fig... Se observ cele trei zone: - sec iunea 0- de sp lare cu ap demi, (f r reac ie, zona de vârf)

- treapta 1 cu concentra ie mare de NaOH, mic de Na2CO3 i sc zând la 0 pentru CO2, (zona de mijloc)
- treapta 2 (inferioar ) cu concentra ia mic de NaOH, mare de Na2CO3 imare de CO2. Amintim c una din ipoteze a fost înlocuirea H2S cu CO2 total. Din figur observ m c în faza lichid fiecare treapt cu N talere opereaz ca un vas cu amestecare ideal , pe când în faza gazoas ( se presupune o curgere piston) sistemul lucreaz ca un reactor tubular idealizat. ( Modelul pe ansamblu îi apar inelui M. Picciotti). Gradul de îndep rtare a CO2 este func ie de în l imea stratului de solu ie h
pe taler. Sc derea concentra iei de CO2 (-dY) în debitul fazei gazoase G, rezultdin ecua ia de bilan a CO2: - GdY = Ra. Av.S.n.dh
G - debit molar gaz cracat, kmoli/hr Ra - viteza de absorb ie , kmoli/m2.h Av - suprafa a interfacial a unit ii de volum de solu ie NaOH, m2/m3
S - sec iunea transversal a coloanei n - num r de talere Substituind, avem:
SndhADkcsPYGdY v
Debitul molar G este practic constant, chiar la varia ii mari a con inutului de componen i acizi, ace tia fiind de ordinul a sute de ppm.Valorile s, D i c r mân practic constante în fiecare treapt , debitul de recirculare fiind mult mai mare decât adaosul de sod proasp t . Integrând pe fiecare zon , se ob ine num rul de talere:
1111
1
2
1
ln
ckDPs
Y
Y
ShA
GN
v
2222
2
3ln
2ckDPs
Y
Y
ShA
GN
v
Pentru o sp lare în dou trepte, reac iile conduc la numere de talere de 15-16 în fiecare treapt , la con inut de compu i acizi în gaze de 300- 400 ppm.Debitul specific r (în m3) de solu ie de sod proasp t , de concentra ie Co necesar pentru a reduce con inutul de compu i acizi dintr-un kmol de gaz cracat de la Y3 laY1 este dat de
0
1300
)(2
c
YY
G
Qr
00
2200
cQ
cQcQ
Y3, Y1- frac iile molare ale compu ilor acizi în gazul cracat înainte i dupsp lare Qo - cantitatea de solu ie NaOH proasp t de concentra ie co, m
3/hG-debitul de gaze , kmol/h
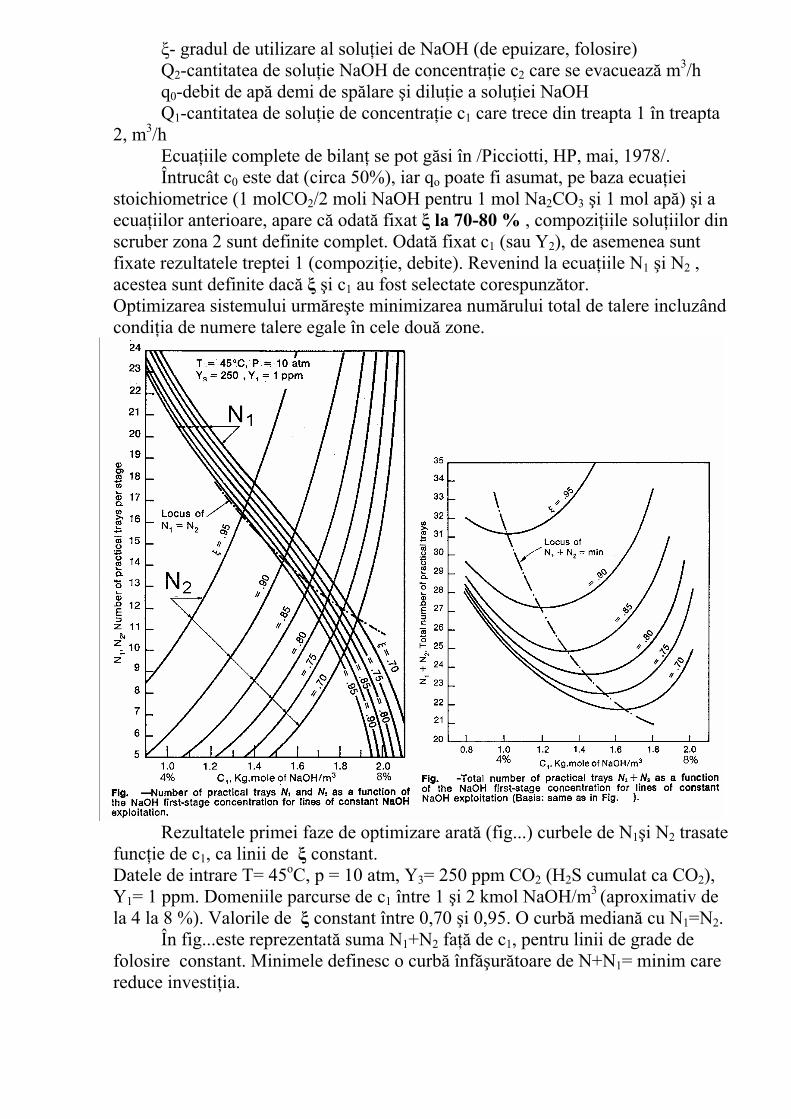
- gradul de utilizare al solu iei de NaOH (de epuizare, folosire) Q2-cantitatea de solu ie NaOH de concentra ie c2 care se evacueaz m3/h q0-debit de ap demi de sp lare i dilu ie a solu iei NaOH Q1-cantitatea de solu ie de concentra ie c1 care trece din treapta 1 în treapta 2, m3/h Ecua iile complete de bilan se pot g si în /Picciotti, HP, mai, 1978/. Întrucât c0 este dat (circa 50%), iar qo poate fi asumat, pe baza ecua ieistoichiometrice (1 molCO2/2 moli NaOH pentru 1 mol Na2CO3 i 1 mol ap ) i a ecua iilor anterioare, apare c odat fixat la 70-80 % , compozi iile solu iilor din scruber zona 2 sunt definite complet. Odat fixat c1 (sau Y2), de asemenea sunt fixate rezultatele treptei 1 (compozi ie, debite). Revenind la ecua iile N1 i N2 , acestea sunt definite dac i c1 au fost selectate corespunz tor.Optimizarea sistemului urm re te minimizarea num rului total de talere incluzând condi ia de numere talere egale în cele dou zone.
Rezultatele primei faze de optimizare arat (fig...) curbele de N1 i N2 trasate func ie de c1, ca linii de constant. Datele de intrare T= 45oC, p = 10 atm, Y3= 250 ppm CO2 (H2S cumulat ca CO2),Y1= 1 ppm. Domeniile parcurse de c1 între 1 i 2 kmol NaOH/m3 (aproximativ de la 4 la 8 %). Valorile de constant între 0,70 i 0,95. O curb median cu N1=N2.
În fig...este reprezentat suma N1+N2 fa de c1, pentru linii de grade de folosire constant. Minimele definesc o curb înf ur toare de N+N1= minim carereduce investi ia.
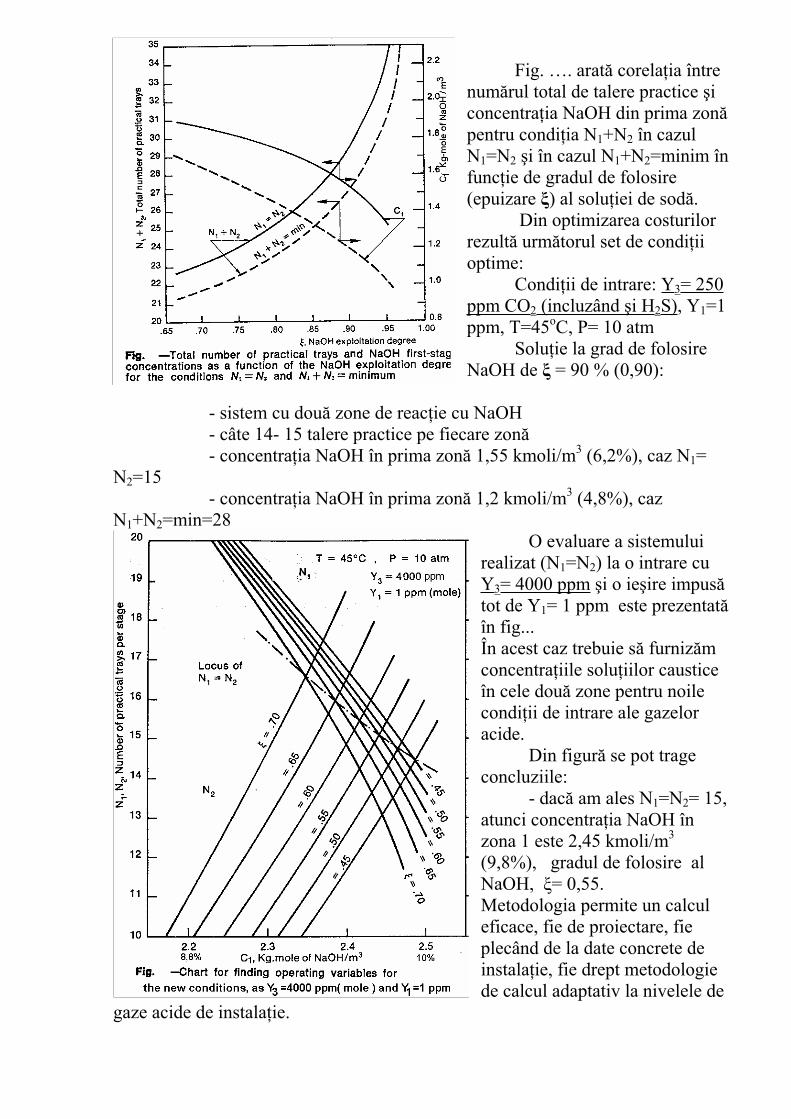
Fig. …. arat corela ia între num rul total de talere practice iconcentra ia NaOH din prima zonpentru condi ia N1+N2 în cazul N1=N2 i în cazul N1+N2=minim în func ie de gradul de folosire (epuizare ) al solu iei de sod .
Din optimizarea costurilor rezult urm torul set de condi iioptime: Condi ii de intrare: Y3= 250 ppm CO2 (incluzând i H2S), Y1=1ppm, T=45oC, P= 10 atm Solu ie la grad de folosire NaOH de = 90 % (0,90):
- sistem cu dou zone de reac ie cu NaOH - câte 14- 15 talere practice pe fiecare zon
- concentra ia NaOH în prima zon 1,55 kmoli/m3 (6,2%), caz N1=N2=15 - concentra ia NaOH în prima zon 1,2 kmoli/m3 (4,8%), caz N1+N2=min=28
O evaluare a sistemuluirealizat (N1=N2) la o intrare cu Y3= 4000 ppm i o ie ire impustot de Y1= 1 ppm este prezentatîn fig... În acest caz trebuie s furniz mconcentra iile solu iilor caustice în cele dou zone pentru noile condi ii de intrare ale gazelor acide. Din figur se pot trage concluziile: - dac am ales N1=N2= 15, atunci concentra ia NaOH în zona 1 este 2,45 kmoli/m3
(9,8%), gradul de folosire alNaOH, = 0,55. Metodologia permite un calcul eficace, fie de proiectare, fie plecând de la date concrete de instala ie, fie drept metodologie de calcul adaptativ la nivelele de
gaze acide de instala ie.
Valorile industriale curente /M cri , 1980/ sunt: - presiune 17 at
- temperatur 30- 40oC - concentra ie NaOH în zona 1 sub 10% cu solu ie NaOH proasp t de 50%
- grad de folosire NaOH între 60-80% - grad de recirculare a solu iei 3-4
- N1= N2= 15-16 la Y3= 300- 400 ppm compu i acizi Valorile industriale curente /M Picciotti , 1978/ sunt> C1= 8%, C2= 2%, Co=50%, presiune 28 atmg, temperatur 33 oC. Efectele principalilor parametri de operare ( i proiectare) pot fi discuta iacum într-un context mai larg bazat pe date, formule i rezultate. În ciuda faptului c cre terea temperaturii de operare duce la sc derea solubilit ii fizice a gazeloracide CO2 în solu ie, constanta de vitez a reac iei k i coeficientul de difuzie D cresc a a de mult încât efectul total este de cre tere a vitezei de reac ie. Astfel, o cre tere a temperaturii cu 100C conduce la o economie de 5 talere practice, reducând corespunz tor în l imea coloanei. Pe de alt parte, cre terea temperaturiicre te absorb ia hidrocarburilor înalte nesaturate, ca butene, butadiene, pentadiene, izopren, etc. Datorit timpului de sta ionare lung al solu iei caustice în sistem, hidrocarburile nesaturate dizolvate polimerizeaz i apoi cocseaz cu efecte de depuneri i înfund ri. Solu iile NaOH fierbin i sunt corozive la temperaturi peste 50oC. Poate fi recomandat un nivel de 45oC, care este cu aproape 5oC mai înaltdecât temperatura la care gazul cracat este r cit dup compresie. Aceastreînc lzire, f cut cu ap quench cald , este necesar pentru a evita condens rilenedorite ale hidrocarburilor grele din gazul cracat, care altfel ar intra în coloana scruber la temperatura de rou (prim condensa ie ). Condensarea hidrocarburilorgrele se produce cu formare de emulsii. Viteza de absorb ie este direct propor ional cu presiunea. Operarea la presiune mare m re te eficien a absorb ieii reduce con inutul de compu i acizi la ie irea gazelor de piroliz , pentru aceea i
ra ie de recirculare a solu iei i acela i num r de talere; de asemenea reducecosturile de utilit i i chimicale. Dar, cre terea presiunii cre te viteza de absorb iea hidrocarburilor grele. Presiunea este un parametru de proiect fix care nu se regleaz .
Pozi ia coloanei de sp lare alcalin , la piroliza benzinei este dup treapta a 3-a sau a 4-a de compresie(uzual).Num rul de trepte de sp lare este determinat de gradul de îndep rtare a CO2.
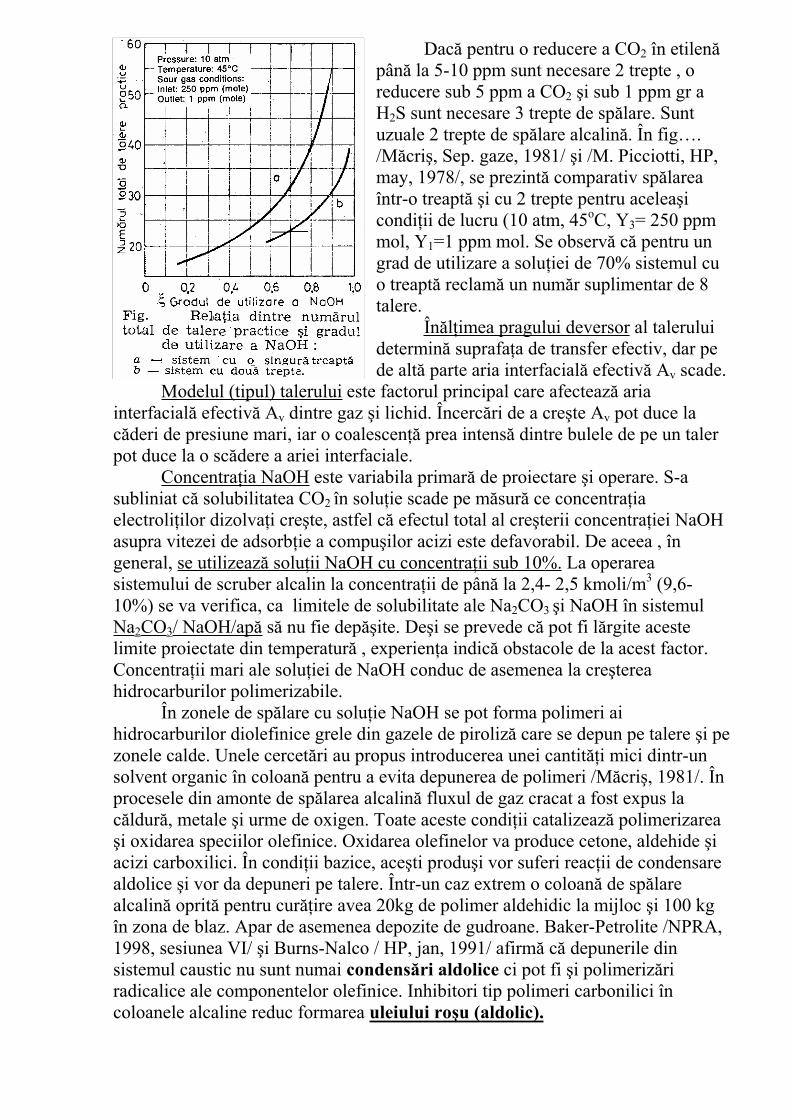
Dac pentru o reducere a CO2 în etilenpân la 5-10 ppm sunt necesare 2 trepte , o reducere sub 5 ppm a CO2 i sub 1 ppm gr a H2S sunt necesare 3 trepte de sp lare. Sunt uzuale 2 trepte de sp lare alcalin . În fig…. /M cri , Sep. gaze, 1981/ i /M. Picciotti, HP, may, 1978/, se prezint comparativ sp lareaîntr-o treapt i cu 2 trepte pentru acelea icondi ii de lucru (10 atm, 45oC, Y3= 250 ppmmol, Y1=1 ppm mol. Se observ c pentru un grad de utilizare a solu iei de 70% sistemul cu o treapt reclam un num r suplimentar de 8 talere. În l imea pragului deversor al talerului determin suprafa a de transfer efectiv, dar pe de alt parte aria interfacial efectiv Av scade.
Modelul (tipul) talerului este factorul principal care afecteaz aria interfacial efectiv Av dintre gaz i lichid. Încerc ri de a cre te Av pot duce la c deri de presiune mari, iar o coalescen prea intens dintre bulele de pe un taler pot duce la o sc dere a ariei interfaciale. Concentra ia NaOH este variabila primar de proiectare i operare. S-a subliniat c solubilitatea CO2 în solu ie scade pe m sur ce concentra iaelectroli ilor dizolva i cre te, astfel c efectul total al cre terii concentra iei NaOH asupra vitezei de adsorb ie a compu ilor acizi este defavorabil. De aceea , în general, se utilizeaz solu ii NaOH cu concentra ii sub 10%. La operarea sistemului de scruber alcalin la concentra ii de pân la 2,4- 2,5 kmoli/m3 (9,6-10%) se va verifica, ca limitele de solubilitate ale Na2CO3 i NaOH în sistemulNa2CO3/ NaOH/ap s nu fie dep ite. De i se prevede c pot fi l rgite aceste limite proiectate din temperatur , experien a indic obstacole de la acest factor. Concentra ii mari ale solu iei de NaOH conduc de asemenea la cre tereahidrocarburilor polimerizabile.
În zonele de sp lare cu solu ie NaOH se pot forma polimeri ai hidrocarburilor diolefinice grele din gazele de piroliz care se depun pe talere i pe zonele calde. Unele cercet ri au propus introducerea unei cantit i mici dintr-un solvent organic în coloan pentru a evita depunerea de polimeri /M cri , 1981/. În procesele din amonte de sp larea alcalin fluxul de gaz cracat a fost expus la c ldur , metale i urme de oxigen. Toate aceste condi ii catalizeaz polimerizarea i oxidarea speciilor olefinice. Oxidarea olefinelor va produce cetone, aldehide i
acizi carboxilici. În condi ii bazice, ace ti produ i vor suferi reac ii de condensarealdolice i vor da depuneri pe talere. Într-un caz extrem o coloan de sp larealcalin oprit pentru cur ire avea 20kg de polimer aldehidic la mijloc i 100 kg în zona de blaz. Apar de asemenea depozite de gudroane. Baker-Petrolite /NPRA, 1998, sesiunea VI/ i Burns-Nalco / HP, jan, 1991/ afirm c depunerile din sistemul caustic nu sunt numai condens ri aldolice ci pot fi i polimeriz riradicalice ale componentelor olefinice. Inhibitori tip polimeri carbonilici în coloanele alcaline reduc formarea uleiului ro u (aldolic).
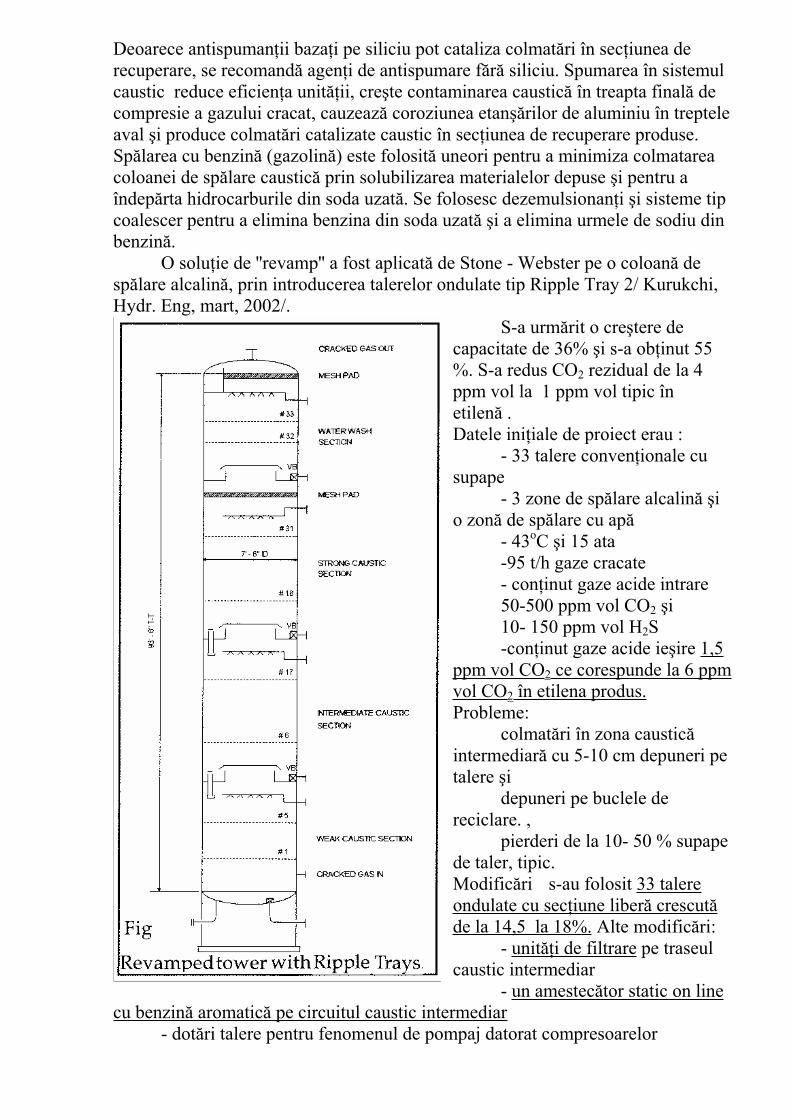
Deoarece antispuman ii baza i pe siliciu pot cataliza colmat ri în sec iunea de recuperare, se recomand agen i de antispumare f r siliciu. Spumarea în sistemulcaustic reduce eficien a unit ii, cre te contaminarea caustic în treapta final de compresie a gazului cracat, cauzeaz coroziunea etan rilor de aluminiu în treptele aval i produce colmat ri catalizate caustic în sec iunea de recuperare produse. Sp larea cu benzin (gazolin ) este folosit uneori pentru a minimiza colmatarea coloanei de sp lare caustic prin solubilizarea materialelor depuse i pentru a îndep rta hidrocarburile din soda uzat . Se folosesc dezemulsionan i i sisteme tip coalescer pentru a elimina benzina din soda uzat i a elimina urmele de sodiu din benzin . O solu ie de ''revamp'' a fost aplicat de Stone - Webster pe o coloan desp lare alcalin , prin introducerea talerelor ondulate tip Ripple Tray 2/ Kurukchi, Hydr. Eng, mart, 2002/.
S-a urm rit o cre tere de capacitate de 36% i s-a ob inut 55 %. S-a redus CO2 rezidual de la 4 ppm vol la 1 ppm vol tipic înetilen . Datele ini iale de proiect erau :
- 33 talere conven ionale cu supape
- 3 zone de sp lare alcalin io zon de sp lare cu ap - 43oC i 15 ata
-95 t/h gaze cracate - con inut gaze acide intrare
50-500 ppm vol CO2 i10- 150 ppm vol H2S
-con inut gaze acide ie ire 1,5ppm vol CO2 ce corespunde la 6 ppmvol CO2 în etilena produs.Probleme: colmat ri în zona causticintermediar cu 5-10 cm depuneri pe talere i
depuneri pe buclele de reciclare. ,
pierderi de la 10- 50 % supape de taler, tipic. Modific ri s-au folosit 33 talere ondulate cu sec iune liber crescutde la 14,5 la 18%. Alte modific ri: - unit i de filtrare pe traseul caustic intermediar
- un amestec tor static on line cu benzin aromatic pe circuitul caustic intermediar - dot ri talere pentru fenomenul de pompaj datorat compresoarelor
- dou demistere pentru zona caustic concentrat i pentru zona de sp larecu ap - sod caustic f r oxidan i stocat sub pern de azot - ap demi în loc de ap de râu tratat cu hidrazin pentru sp lare i diluare sod . Coloana opereaz la 15 ata, 41-43oC, cu capacitatea crescut cu 36% i cu o rezerv testat de alte 14% peste (148 t/h). Debite de recirculare pe cele trei bucle caustice sunt : 13,5 t/h sus, 26 t/h mijloc i 24 t/h jos. Sod proasp t de 15-20% NaOH i grad de utilizare sod 70-90%. La 123 t/h gaz cracat condi iile de gaze acide au fost: Intrare 20 i 130 ppm vol CO2
2-90 ppm vol H2S Ie ire concentra ie CO2 în etilen produs, tipic 1ppm vol CO2
Nu se mai folosesc aditivi în coloana alcalin S-a operat în ultimii 5 ani f rîntrerupere i f r depuneri
Apele alcaline uzate
O analiz tipic /Tomonobu, PTQ, mart, 1999/ de flux de sod uzat cu sulfuri de piroliz con ine: NaOH 1-4% gr Na2CO3 3-8% gr Na2S 1,5-4,1 % gr Benzen 70-150 ppm gr Toluen 0-30 ppm gr Etilbenzen 0-3 ppm gr Cloruri 13,4 ppm gr Restul -ap 85 % O analiz tipic de flux de sod uzat cu sulfuri de rafin rie con ine /Suarez, HP, oct, 1996/ i /Malcolm Sharpe - PTQ, mart, 2001/: NaOH liber 2-10 % gr Mercaptide NSR ca S 0,1-4 % gr Na2S i NaHS, ca S 0,5- 4 % gr Carbona i, ca CO3 0-4 % gr pH 13-14 Total Na+ 4-10 % gr NH3 urme De remarcat c fluxurile sunt comparabile, intervalele fiind mai largi în rafin rii, unde apar i mercaptide i urme de amoniac. Sunt diferen e fa de fluxurile crezilice i naftenice. Compozi iile tipice petrochimice i din rafin rii ale fluxurilor de ape alcaline sulfuroase au fost prezentate mai sus. Contaminan ii tipici, considera i ca poluan icheie sunt sulfura de sodiu i mercaptida de sodiu (Na2S i RSNa). Ace tiacontribuie la cererea de oxigen chimic i biologic COD i BOD în instala iile de tratare a apelor uzate i produc mirosuri i gaze periculoase la neutralizare. Solu iile caustice de sulfuri pot fi vândute ca agen i de tratare în instala iile de celuloz i hârtie sau în industria minier pentru purificarea anumitor minereuri metalice. Întrucât ace ti utilizatori finali necesit o calitate cert , le iile de sulfuri
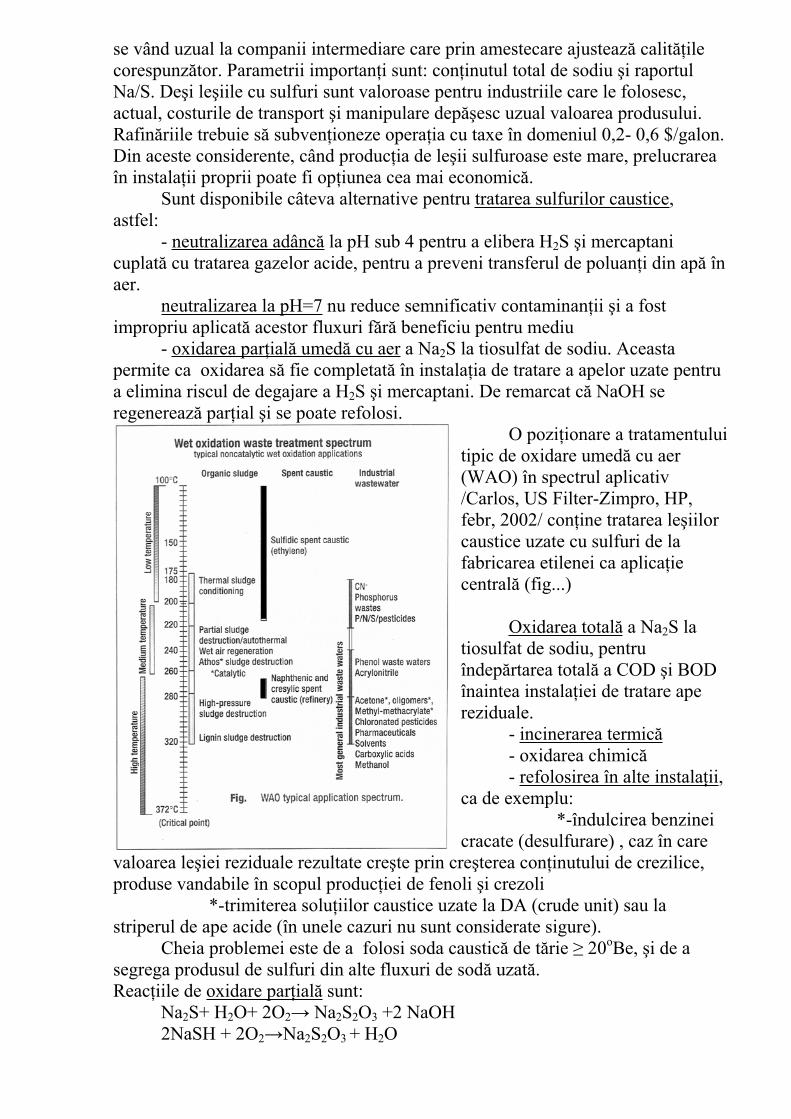
se vând uzual la companii intermediare care prin amestecare ajusteaz calit ilecorespunz tor. Parametrii importan i sunt: con inutul total de sodiu i raportulNa/S. De i le iile cu sulfuri sunt valoroase pentru industriile care le folosesc, actual, costurile de transport i manipulare dep esc uzual valoarea produsului. Rafin riile trebuie s subven ioneze opera ia cu taxe în domeniul 0,2- 0,6 $/galon. Din aceste considerente, când produc ia de le ii sulfuroase este mare, prelucrarea în instala ii proprii poate fi op iunea cea mai economic .
Sunt disponibile câteva alternative pentru tratarea sulfurilor caustice,astfel:
- neutralizarea adânc la pH sub 4 pentru a elibera H2S i mercaptanicuplat cu tratarea gazelor acide, pentru a preveni transferul de poluan i din ap în aer.
neutralizarea la pH=7 nu reduce semnificativ contaminan ii i a fost impropriu aplicat acestor fluxuri f r beneficiu pentru mediu - oxidarea par ial umed cu aer a Na2S la tiosulfat de sodiu. Aceasta permite ca oxidarea s fie completat în instala ia de tratare a apelor uzate pentru a elimina riscul de degajare a H2S i mercaptani. De remarcat c NaOH se regenereaz par ial i se poate refolosi.
O pozi ionare a tratamentuluitipic de oxidare umed cu aer (WAO) în spectrul aplicativ /Carlos, US Filter-Zimpro, HP, febr, 2002/ con ine tratarea le iilorcaustice uzate cu sulfuri de la fabricarea etilenei ca aplica iecentral (fig...)
Oxidarea total a Na2S la tiosulfat de sodiu, pentru îndep rtarea total a COD i BOD înaintea instala iei de tratare apereziduale.
- incinerarea termic - oxidarea chimic
- refolosirea în alte instala ii,ca de exemplu: *-îndulcirea benzineicracate (desulfurare) , caz în care
valoarea le iei reziduale rezultate cre te prin cre terea con inutului de crezilice, produse vandabile în scopul produc iei de fenoli i crezoli *-trimiterea solu iilor caustice uzate la DA (crude unit) sau la striperul de ape acide (în unele cazuri nu sunt considerate sigure).
Cheia problemei este de a folosi soda caustic de t rie 20oBe, i de a segrega produsul de sulfuri din alte fluxuri de sod uzat .Reac iile de oxidare par ial sunt: Na2S+ H2O+ 2O2 Na2S2O3 +2 NaOH
2NaSH + 2O2 Na2S2O3 + H2O
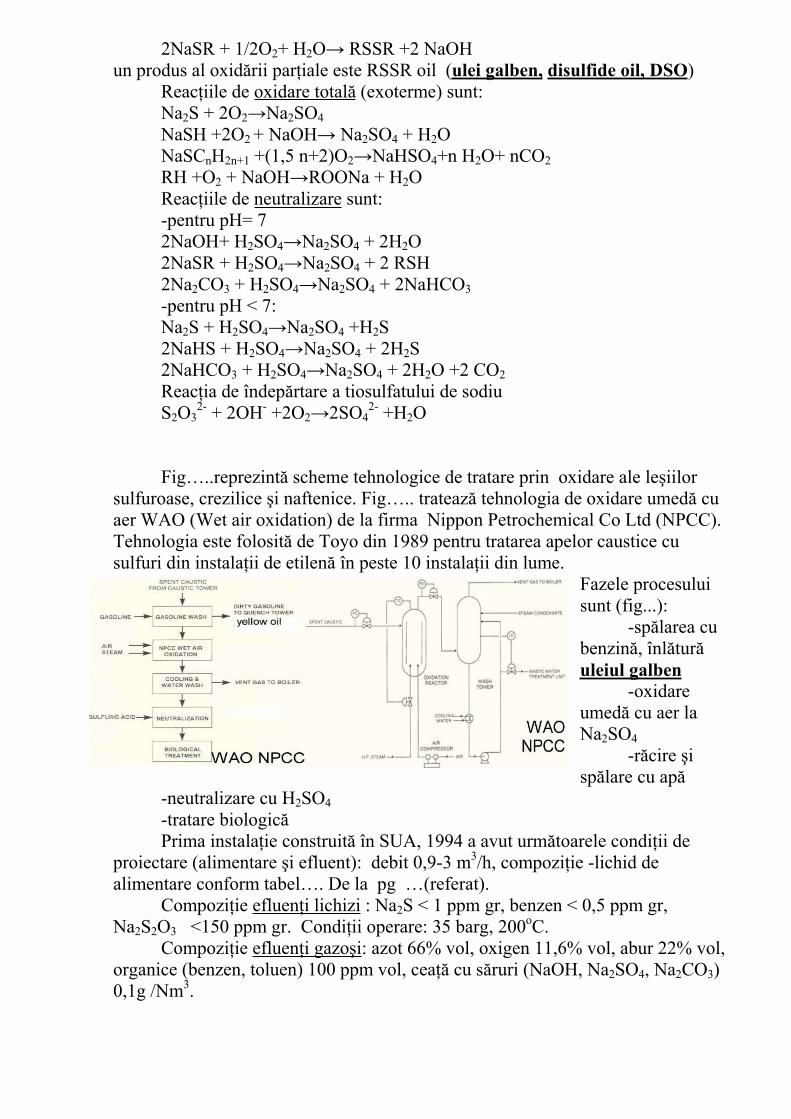
2NaSR + 1/2O2+ H2O RSSR +2 NaOH un produs al oxid rii par iale este RSSR oil (ulei galben, disulfide oil, DSO) Reac iile de oxidare total (exoterme) sunt: Na2S + 2O2 Na2SO4
NaSH +2O2 + NaOH Na2SO4 + H2O NaSCnH2n+1 +(1,5 n+2)O2 NaHSO4+n H2O+ nCO2
RH +O2 + NaOH ROONa + H2O Reac iile de neutralizare sunt:
-pentru pH= 7 2NaOH+ H2SO4 Na2SO4 + 2H2O
2NaSR + H2SO4 Na2SO4 + 2 RSH 2Na2CO3 + H2SO4 Na2SO4 + 2NaHCO3
-pentru pH < 7: Na2S + H2SO4 Na2SO4 +H2S
2NaHS + H2SO4 Na2SO4 + 2H2S 2NaHCO3 + H2SO4 Na2SO4 + 2H2O +2 CO2
Reac ia de îndep rtare a tiosulfatului de sodiu S2O3
2- + 2OH- +2O2 2SO42- +H2O
Fig…..reprezint scheme tehnologice de tratare prin oxidare ale le iilorsulfuroase, crezilice i naftenice. Fig….. trateaz tehnologia de oxidare umed cu aer WAO (Wet air oxidation) de la firma Nippon Petrochemical Co Ltd (NPCC). Tehnologia este folosit de Toyo din 1989 pentru tratarea apelor caustice cu sulfuri din instala ii de etilen în peste 10 instala ii din lume.
Fazele procesului sunt (fig...): -sp larea cu benzin , înl turuleiul galben -oxidare umed cu aer laNa2SO4
-r cire isp lare cu ap
-neutralizare cu H2SO4
-tratare biologic Prima instala ie construit în SUA, 1994 a avut urm toarele condi ii de proiectare (alimentare i efluent): debit 0,9-3 m3/h, compozi ie -lichid de alimentare conform tabel…. De la pg …(referat). Compozi ie efluen i lichizi : Na2S < 1 ppm gr, benzen < 0,5 ppm gr, Na2S2O3 <150 ppm gr. Condi ii operare: 35 barg, 200oC. Compozi ie efluen i gazo i: azot 66% vol, oxigen 11,6% vol, abur 22% vol, organice (benzen, toluen) 100 ppm vol, cea cu s ruri (NaOH, Na2SO4, Na2CO3)0,1g /Nm3.
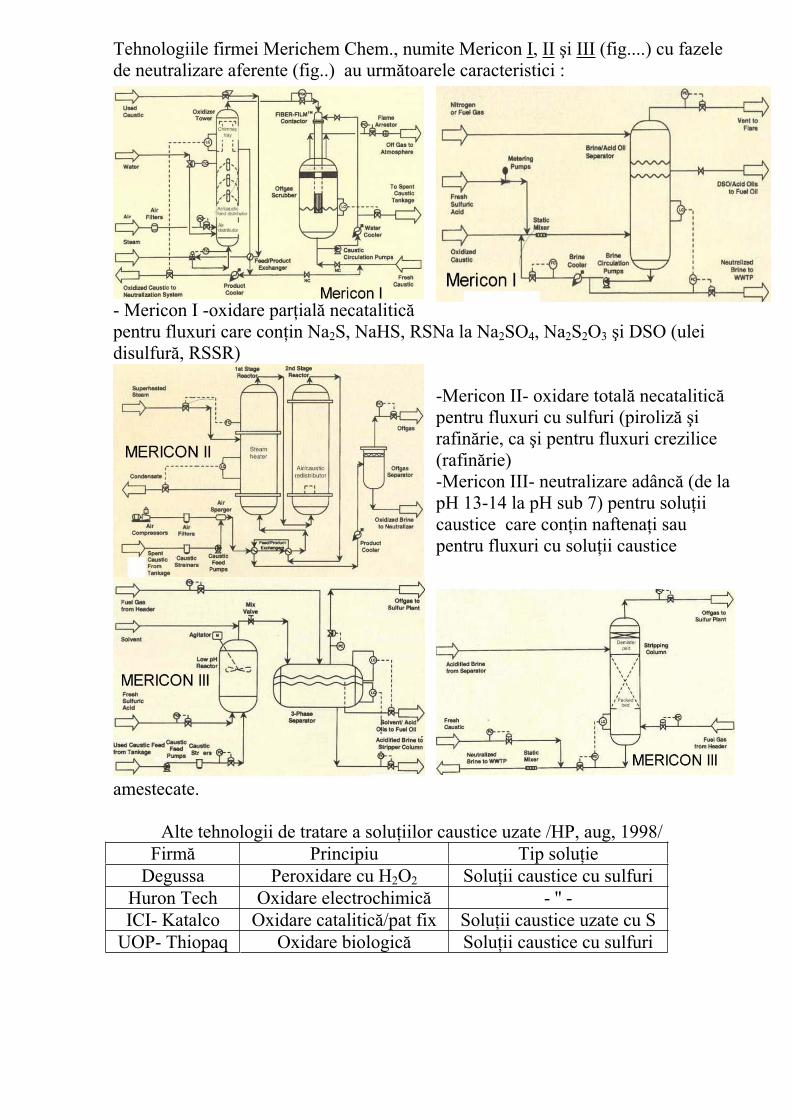
Tehnologiile firmei Merichem Chem., numite Mericon I, II i III (fig....) cu fazele de neutralizare aferente (fig..) au urm toarele caracteristici :
- Mericon I -oxidare par ial necataliticpentru fluxuri care con in Na2S, NaHS, RSNa la Na2SO4, Na2S2O3 i DSO (ulei disulfur , RSSR)
-Mericon II- oxidare total necataliticpentru fluxuri cu sulfuri (piroliz irafin rie, ca i pentru fluxuri crezilice (rafin rie)-Mericon III- neutralizare adânc (de la pH 13-14 la pH sub 7) pentru solu iicaustice care con in naftena i sau pentru fluxuri cu solu ii caustice
amestecate.
Alte tehnologii de tratare a solu iilor caustice uzate /HP, aug, 1998/ Firm Principiu Tip solu ie
Degussa Peroxidare cu H2O2 Solu ii caustice cu sulfuriHuron Tech Oxidare electrochimic - '' - ICI- Katalco Oxidare catalitic /pat fix Solu ii caustice uzate cu S
UOP- Thiopaq Oxidare biologic Solu ii caustice cu sulfuri
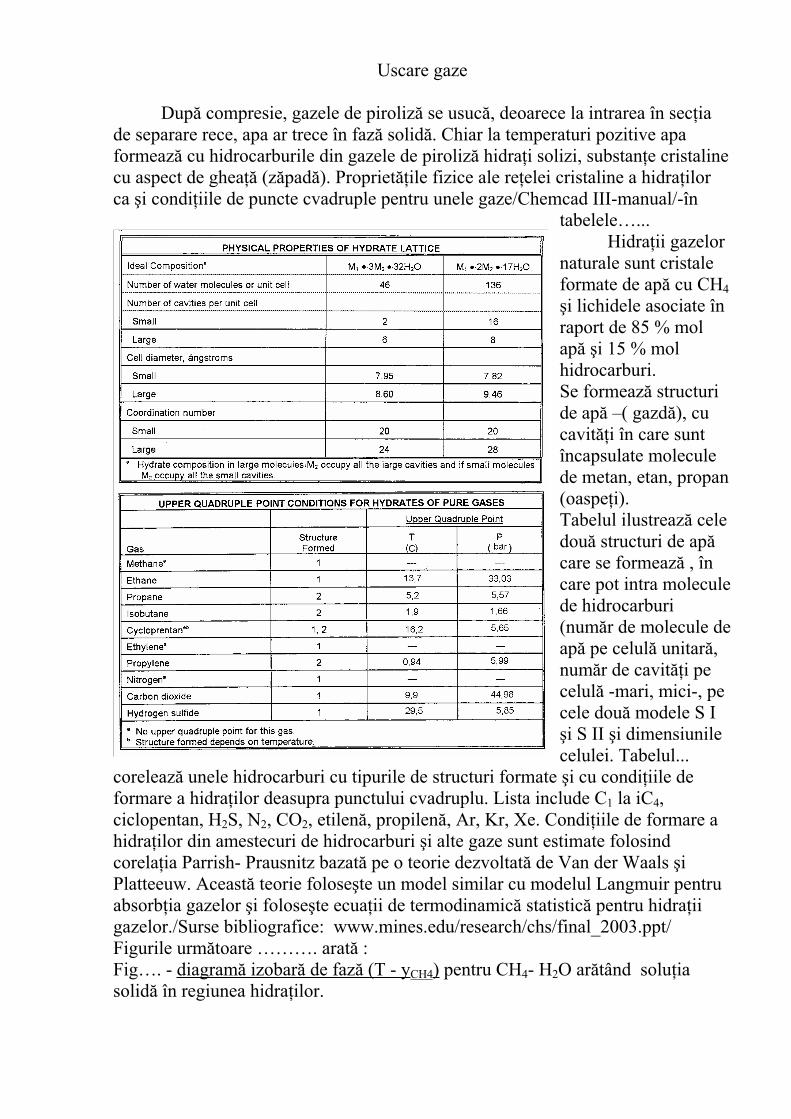
Uscare gaze
Dup compresie, gazele de piroliz se usuc , deoarece la intrarea în sec iade separare rece, apa ar trece în faz solid . Chiar la temperaturi pozitive apa formeaz cu hidrocarburile din gazele de piroliz hidra i solizi, substan e cristaline cu aspect de ghea (z pad ). Propriet ile fizice ale re elei cristaline a hidra ilorca i condi iile de puncte cvadruple pentru unele gaze/Chemcad III-manual/-în
tabelele…... Hidra ii gazelor naturale sunt cristale formate de ap cu CH4
i lichidele asociate înraport de 85 % molap i 15 % molhidrocarburi.Se formeaz structuri de ap –( gazd ), cu cavit i în care sunt încapsulate moleculede metan, etan, propan (oaspe i).Tabelul ilustreaz cele dou structuri de apcare se formeaz , în care pot intra molecule de hidrocarburi (num r de molecule de ap pe celul unitar ,num r de cavit i pe celul -mari, mici-, pecele dou modele S I i S II i dimensiunile
celulei. Tabelul... coreleaz unele hidrocarburi cu tipurile de structuri formate i cu condi iile de formare a hidra ilor deasupra punctului cvadruplu. Lista include C1 la iC4,ciclopentan, H2S, N2, CO2, etilen , propilen , Ar, Kr, Xe. Condi iile de formare a hidra ilor din amestecuri de hidrocarburi i alte gaze sunt estimate folosind corela ia Parrish- Prausnitz bazat pe o teorie dezvoltat de Van der Waals iPlatteeuw. Aceast teorie folose te un model similar cu modelul Langmuir pentru absorb ia gazelor i folose te ecua ii de termodinamic statistic pentru hidra iigazelor./Surse bibliografice: www.mines.edu/research/chs/final_2003.ppt/Figurile urm toare ………. arat : Fig…. - diagram izobar de faz (T - yCH4) pentru CH4- H2O ar tând solu iasolid în regiunea hidra ilor.
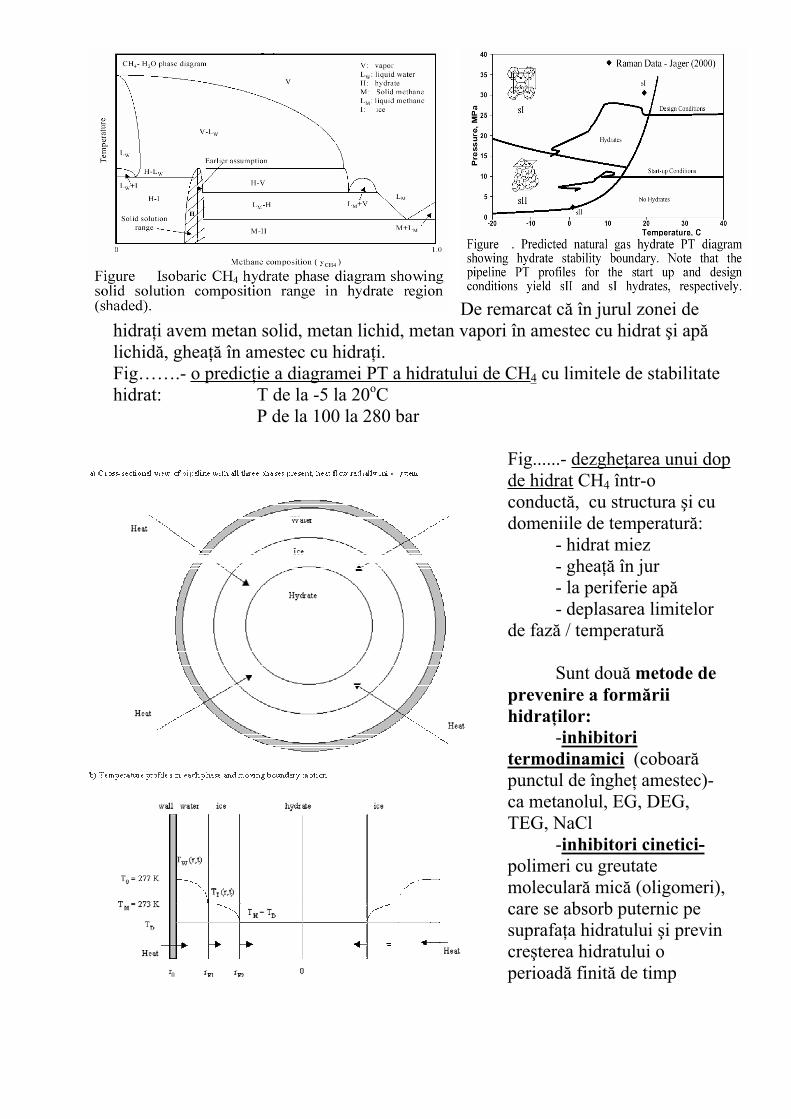
De remarcat c în jurul zonei de hidra i avem metan solid, metan lichid, metan vapori în amestec cu hidrat i aplichid , ghea în amestec cu hidra i.Fig…….- o predic ie a diagramei PT a hidratului de CH4 cu limitele de stabilitate hidrat: T de la -5 la 20oC
P de la 100 la 280 bar
Fig......- dezghe area unui dop de hidrat CH4 într-o conduct , cu structura i cu domeniile de temperatur :
- hidrat miez - ghea în jur
- la periferie ap- deplasarea limitelor
de faz / temperatur
Sunt dou metode de
prevenire a form rii
hidra ilor: -inhibitori
termodinamici (coboarpunctul de înghe amestec)- ca metanolul, EG, DEG, TEG, NaCl -inhibitori cinetici-
polimeri cu greutate molecular mic (oligomeri),care se absorb puternic pe suprafa a hidratului i previn cre terea hidratului o perioad finit de timp
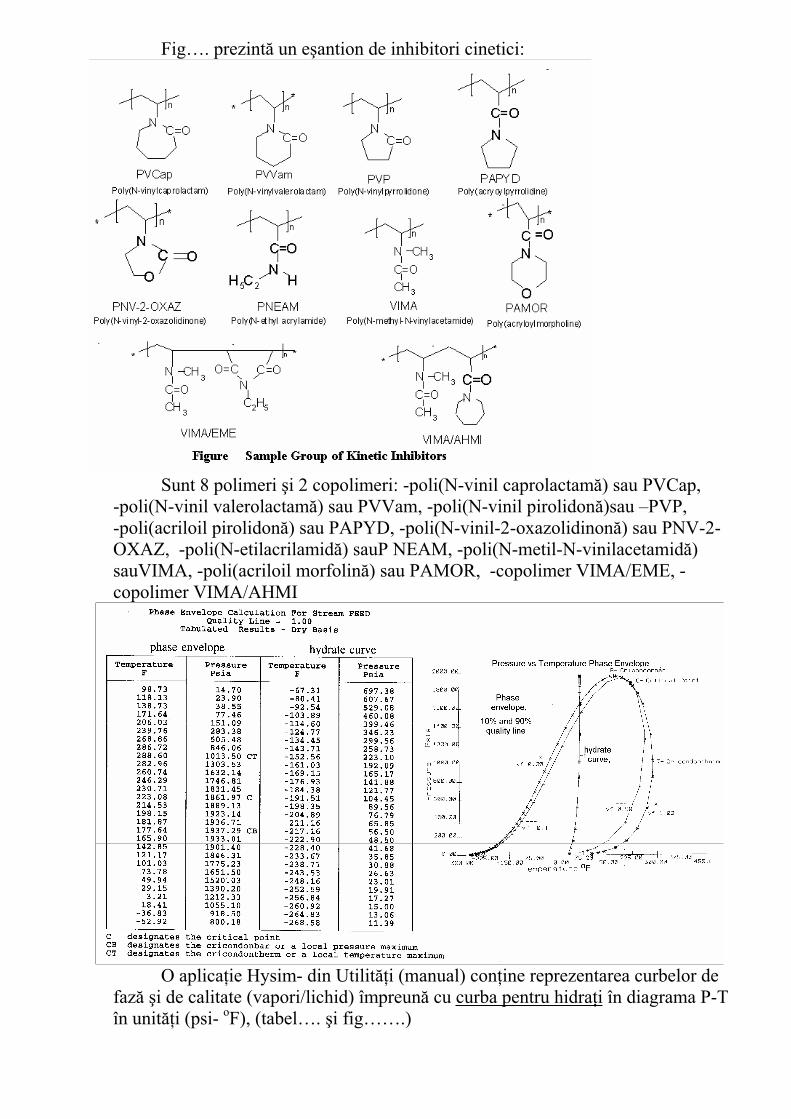
Fig…. prezint un e antion de inhibitori cinetici:
Sunt 8 polimeri i 2 copolimeri: -poli(N-vinil caprolactam ) sau PVCap,-poli(N-vinil valerolactam ) sau PVVam, -poli(N-vinil pirolidon )sau –PVP,-poli(acriloil pirolidon ) sau PAPYD, -poli(N-vinil-2-oxazolidinon ) sau PNV-2-OXAZ, -poli(N-etilacrilamid ) sauP NEAM, -poli(N-metil-N-vinilacetamid )sauVIMA, -poli(acriloil morfolin ) sau PAMOR, -copolimer VIMA/EME, -copolimer VIMA/AHMI
O aplica ie Hysim- din Utilit i (manual) con ine reprezentarea curbelor de faz i de calitate (vapori/lichid) împreun cu curba pentru hidra i în diagrama P-Tîn unit i (psi- oF), (tabel…. i fig…….)
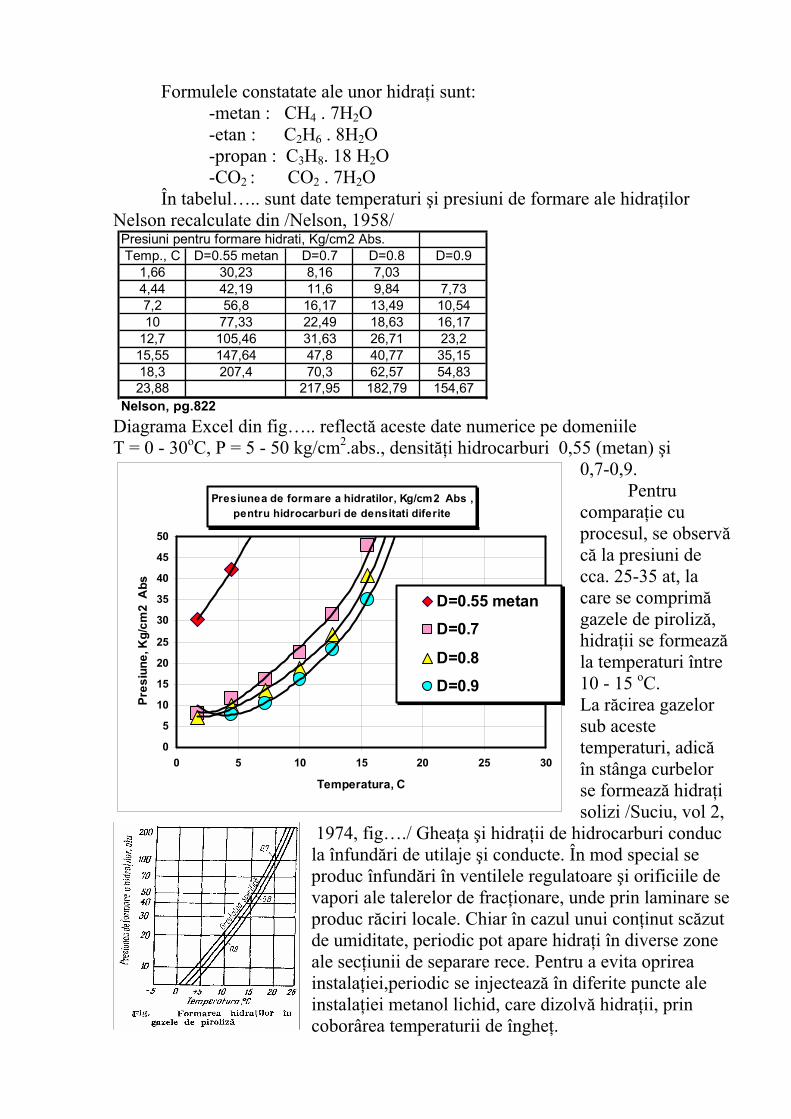
Formulele constatate ale unor hidra i sunt: -metan : CH4 . 7H2O
-etan : C2H6 . 8H2O-propan : C3H8. 18 H2O
-CO2 : CO2 . 7H2OÎn tabelul….. sunt date temperaturi i presiuni de formare ale hidra ilor
Nelson recalculate din /Nelson, 1958/ Presiuni pentru formare hidrati, Kg/cm2 Abs.
Temp., C D=0.55 metan D=0.7 D=0.8 D=0.9
1,66 30,23 8,16 7,03
4,44 42,19 11,6 9,84 7,73
7,2 56,8 16,17 13,49 10,54
10 77,33 22,49 18,63 16,17
12,7 105,46 31,63 26,71 23,2
15,55 147,64 47,8 40,77 35,15
18,3 207,4 70,3 62,57 54,83
23,88 217,95 182,79 154,67
Nelson, pg.822
Diagrama Excel din fig….. reflect aceste date numerice pe domeniileT = 0 - 30oC, P = 5 - 50 kg/cm2.abs., densit i hidrocarburi 0,55 (metan) i
0,7-0,9.
Presiunea de formare a hidratilor, Kg/cm2 Abs ,
pentru hidrocarburi de densitati diferite
0
5
10
15
20
25
30
35
40
45
50
0 5 10 15 20 25 30
Temperatura, C
Pre
siu
ne
, K
g/c
m2
Ab
s
D=0.55 metan
D=0.7
D=0.8
D=0.9
Pentru compara ie cuprocesul, se observc la presiuni de cca. 25-35 at, la care se comprimgazele de piroliz ,hidra ii se formeazla temperaturi între 10 - 15 oC.La r cirea gazelor sub aceste temperaturi, adicîn stânga curbelor se formeaz hidra isolizi /Suciu, vol 2,
1974, fig…./ Ghea a i hidra ii de hidrocarburi conduc la înfund ri de utilaje i conducte. În mod special se produc înfund ri în ventilele regulatoare i orificiile de vapori ale talerelor de frac ionare, unde prin laminare se produc r ciri locale. Chiar în cazul unui con inut sc zutde umiditate, periodic pot apare hidra i în diverse zone ale sec iunii de separare rece. Pentru a evita oprirea instala iei,periodic se injecteaz în diferite puncte ale instala iei metanol lichid, care dizolv hidra ii, prin coborârea temperaturii de înghe .
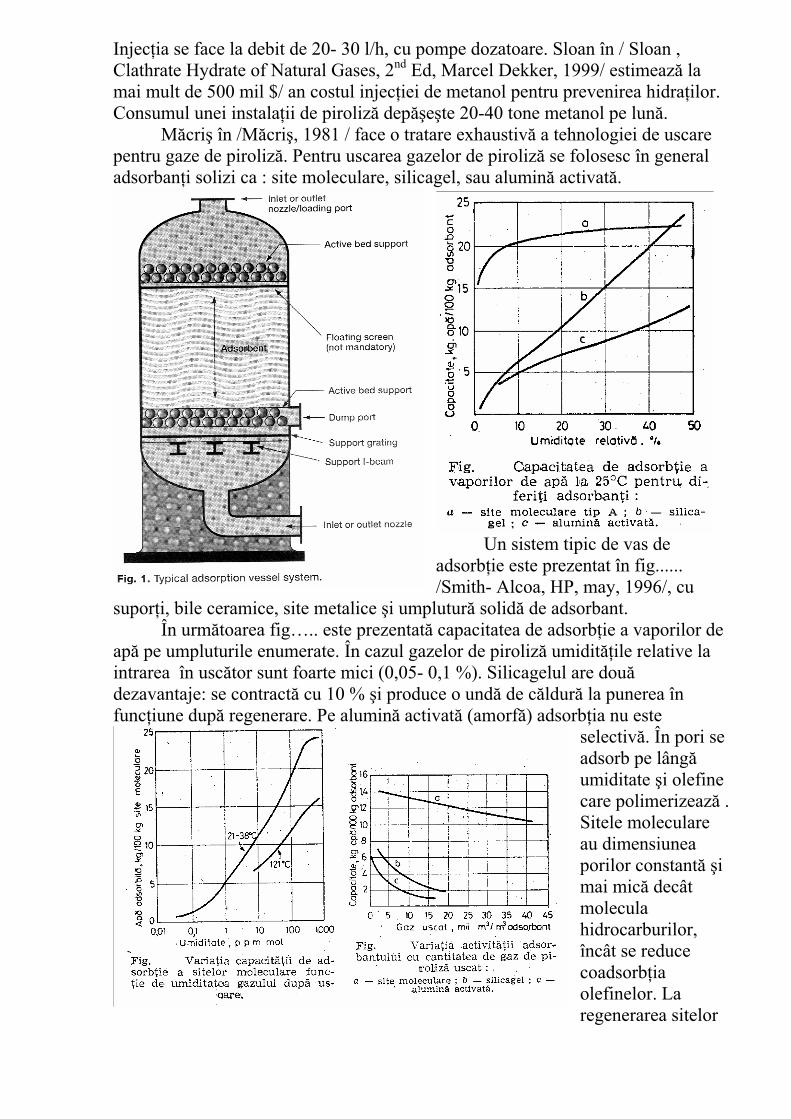
Injec ia se face la debit de 20- 30 l/h, cu pompe dozatoare. Sloan în / Sloan , Clathrate Hydrate of Natural Gases, 2nd Ed, Marcel Dekker, 1999/ estimeaz la mai mult de 500 mil $/ an costul injec iei de metanol pentru prevenirea hidra ilor.Consumul unei instala ii de piroliz dep e te 20-40 tone metanol pe lun . M cri în /M cri , 1981 / face o tratare exhaustiv a tehnologiei de uscare pentru gaze de piroliz . Pentru uscarea gazelor de piroliz se folosesc în general adsorban i solizi ca : site moleculare, silicagel, sau alumin activat .
Un sistem tipic de vas de adsorb ie este prezentat în fig...... /Smith- Alcoa, HP, may, 1996/, cu
supor i, bile ceramice, site metalice i umplutur solid de adsorbant. În urm toarea fig….. este prezentat capacitatea de adsorb ie a vaporilor de ap pe umpluturile enumerate. În cazul gazelor de piroliz umidit ile relative la intrarea în usc tor sunt foarte mici (0,05- 0,1 %). Silicagelul are doudezavantaje: se contract cu 10 % i produce o und de c ldur la punerea în func iune dup regenerare. Pe alumin activat (amorf ) adsorb ia nu este
selectiv . În pori se adsorb pe lângumiditate i olefine care polimerizeaz . Sitele moleculareau dimensiuneaporilor constant imai mic decât moleculahidrocarburilor,încât se reducecoadsorb iaolefinelor. La regenerarea sitelor
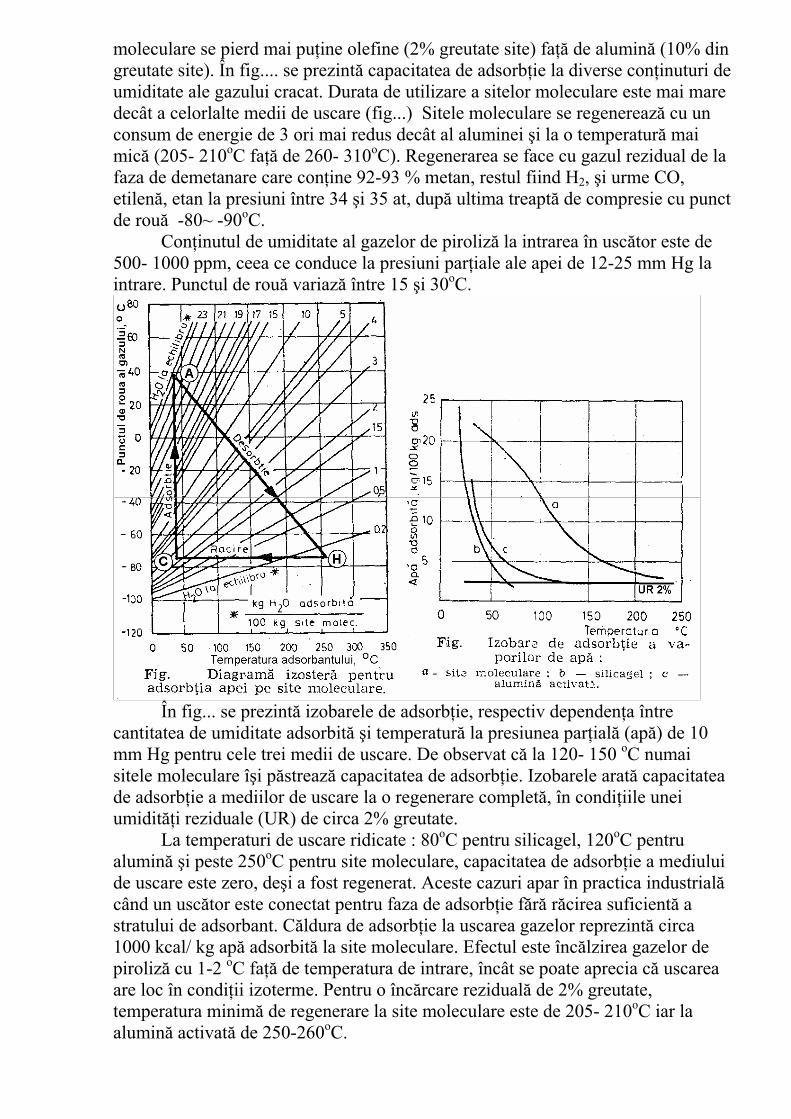
moleculare se pierd mai pu ine olefine (2% greutate site) fa de alumin (10% din greutate site). În fig.... se prezint capacitatea de adsorb ie la diverse con inuturi de umiditate ale gazului cracat. Durata de utilizare a sitelor moleculare este mai mare decât a celorlalte medii de uscare (fig...) Sitele moleculare se regenereaz cu un consum de energie de 3 ori mai redus decât al aluminei i la o temperatur mai mic (205- 210oC fa de 260- 310oC). Regenerarea se face cu gazul rezidual de la faza de demetanare care con ine 92-93 % metan, restul fiind H2, i urme CO,etilen , etan la presiuni între 34 i 35 at, dup ultima treapt de compresie cu punct de rou -80~ -90oC. Con inutul de umiditate al gazelor de piroliz la intrarea în usc tor este de 500- 1000 ppm, ceea ce conduce la presiuni par iale ale apei de 12-25 mm Hg laintrare. Punctul de rou variaz între 15 i 30oC.
În fig... se prezint izobarele de adsorb ie, respectiv dependen a între cantitatea de umiditate adsorbit i temperatur la presiunea par ial (ap ) de 10 mm Hg pentru cele trei medii de uscare. De observat c la 120- 150 oC numaisitele moleculare î i p streaz capacitatea de adsorb ie. Izobarele arat capacitatea de adsorb ie a mediilor de uscare la o regenerare complet , în condi iile unei umidit i reziduale (UR) de circa 2% greutate.
La temperaturi de uscare ridicate : 80oC pentru silicagel, 120oC pentru alumin i peste 250oC pentru site moleculare, capacitatea de adsorb ie a mediului de uscare este zero, de i a fost regenerat. Aceste cazuri apar în practica industrialcând un usc tor este conectat pentru faza de adsorb ie f r r cirea suficient a stratului de adsorbant. C ldura de adsorb ie la uscarea gazelor reprezint circa 1000 kcal/ kg ap adsorbit la site moleculare. Efectul este înc lzirea gazelor de piroliz cu 1-2 oC fa de temperatura de intrare, încât se poate aprecia c uscarea are loc în condi ii izoterme. Pentru o înc rcare rezidual de 2% greutate, temperatura minim de regenerare la site moleculare este de 205- 210oC iar la alumin activat de 250-260oC.
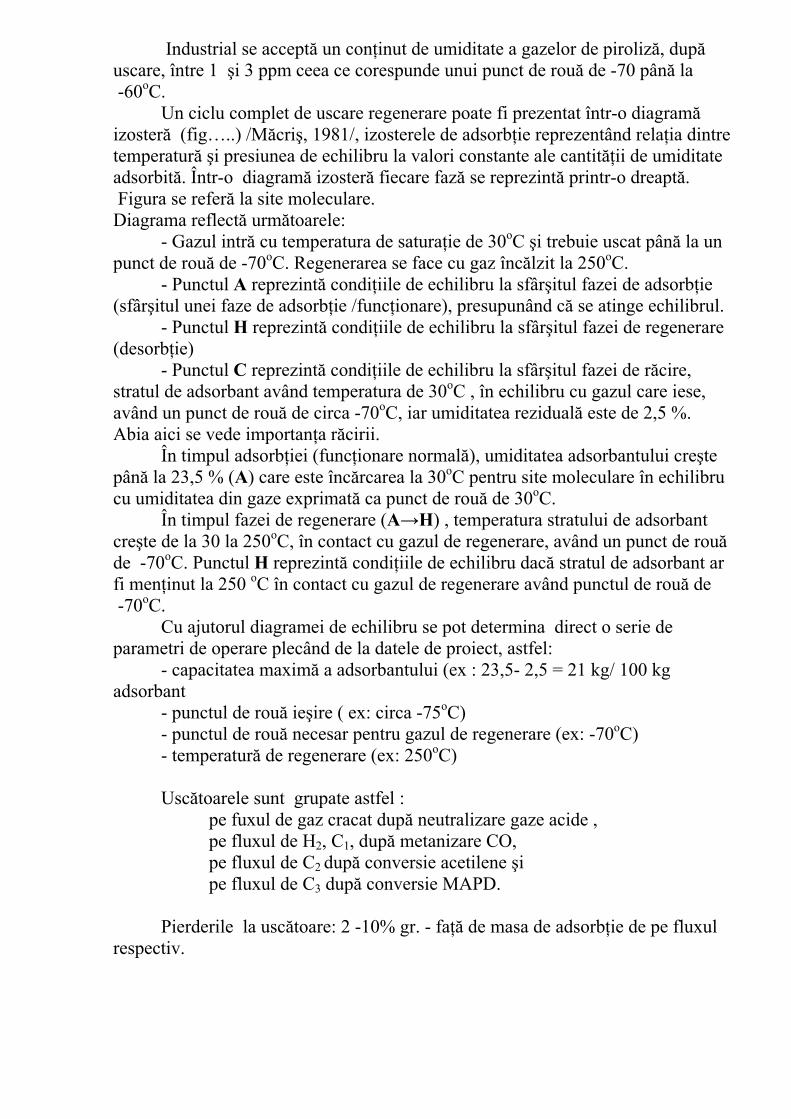
Industrial se accept un con inut de umiditate a gazelor de piroliz , dupuscare, între 1 i 3 ppm ceea ce corespunde unui punct de rou de -70 pân la -60oC. Un ciclu complet de uscare regenerare poate fi prezentat într-o diagramizoster (fig…..) /M cri , 1981/, izosterele de adsorb ie reprezentând rela ia dintre temperatur i presiunea de echilibru la valori constante ale cantit ii de umiditate adsorbit . Într-o diagram izoster fiecare faz se reprezint printr-o dreapt . Figura se refer la site moleculare. Diagrama reflect urm toarele: - Gazul intr cu temperatura de satura ie de 30oC i trebuie uscat pân la un punct de rou de -70oC. Regenerarea se face cu gaz înc lzit la 250oC. - Punctul A reprezint condi iile de echilibru la sfâr itul fazei de adsorb ie(sfâr itul unei faze de adsorb ie /func ionare), presupunând c se atinge echilibrul. - Punctul H reprezint condi iile de echilibru la sfâr itul fazei de regenerare (desorb ie) - Punctul C reprezint condi iile de echilibru la sfâr itul fazei de r cire,stratul de adsorbant având temperatura de 30oC , în echilibru cu gazul care iese, având un punct de rou de circa -70oC, iar umiditatea rezidual este de 2,5 %. Abia aici se vede importan a r cirii. În timpul adsorb iei (func ionare normal ), umiditatea adsorbantului cre tepân la 23,5 % (A) care este înc rcarea la 30oC pentru site moleculare în echilibru cu umiditatea din gaze exprimat ca punct de rou de 30oC. În timpul fazei de regenerare (A H) , temperatura stratului de adsorbant cre te de la 30 la 250oC, în contact cu gazul de regenerare, având un punct de roude -70oC. Punctul H reprezint condi iile de echilibru dac stratul de adsorbant ar fi men inut la 250 oC în contact cu gazul de regenerare având punctul de rou de -70oC. Cu ajutorul diagramei de echilibru se pot determina direct o serie de parametri de operare plecând de la datele de proiect, astfel: - capacitatea maxim a adsorbantului (ex : 23,5- 2,5 = 21 kg/ 100 kg adsorbant - punctul de rou ie ire ( ex: circa -75oC) - punctul de rou necesar pentru gazul de regenerare (ex: -70oC) - temperatur de regenerare (ex: 250oC)
Usc toarele sunt grupate astfel : pe fuxul de gaz cracat dup neutralizare gaze acide , pe fluxul de H2, C1, dup metanizare CO, pe fluxul de C2 dup conversie acetilene i pe fluxul de C3 dup conversie MAPD.
Pierderile la usc toare: 2 -10% gr. - fa de masa de adsorb ie de pe fluxul respectiv.
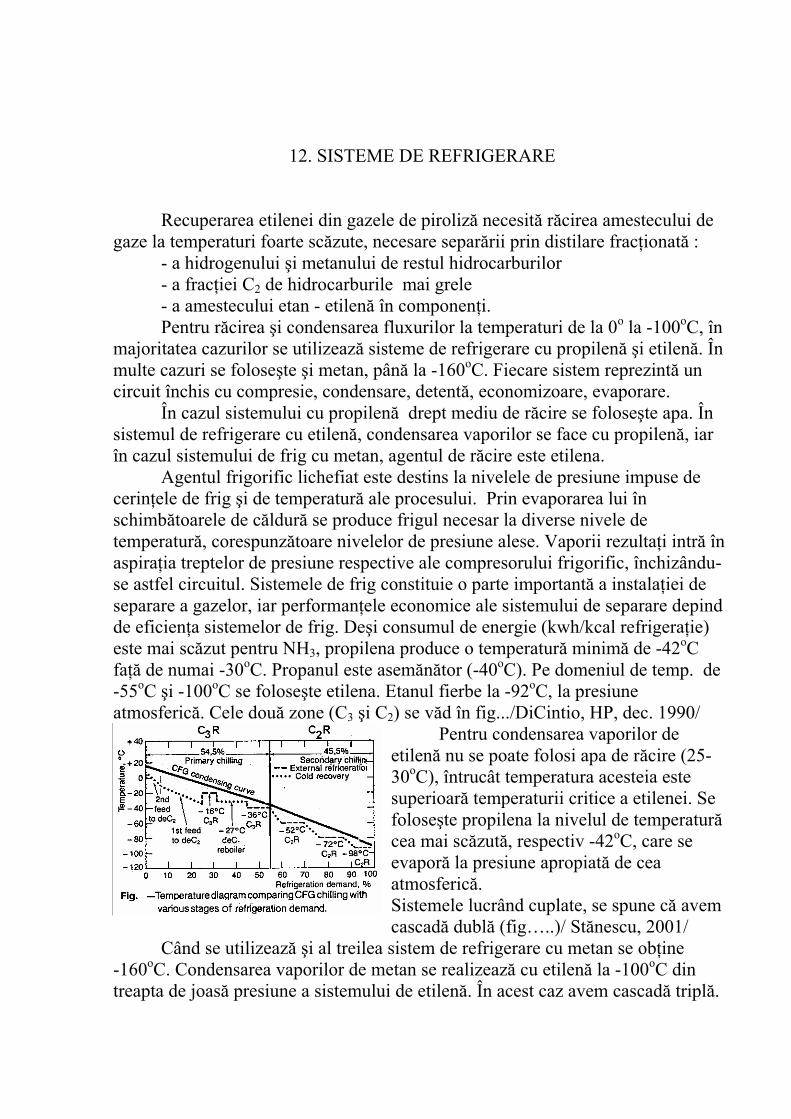
12. SISTEME DE REFRIGERARE
Recuperarea etilenei din gazele de piroliz necesit r cirea amestecului de gaze la temperaturi foarte sc zute, necesare separ rii prin distilare frac ionat :
- a hidrogenului i metanului de restul hidrocarburilor- a frac iei C2 de hidrocarburile mai grele - a amestecului etan - etilen în componen i.
Pentru r cirea i condensarea fluxurilor la temperaturi de la 0o la -100oC, înmajoritatea cazurilor se utilizeaz sisteme de refrigerare cu propilen i etilen . În multe cazuri se folose te i metan, pân la -160oC. Fiecare sistem reprezint un circuit închis cu compresie, condensare, detent , economizoare, evaporare.
În cazul sistemului cu propilen drept mediu de r cire se folose te apa. În sistemul de refrigerare cu etilen , condensarea vaporilor se face cu propilen , iarîn cazul sistemului de frig cu metan, agentul de r cire este etilena.
Agentul frigorific lichefiat este destins la nivelele de presiune impuse de cerin ele de frig i de temperatur ale procesului. Prin evaporarea lui în schimb toarele de c ldur se produce frigul necesar la diverse nivele de temperatur , corespunz toare nivelelor de presiune alese. Vaporii rezulta i intr în aspira ia treptelor de presiune respective ale compresorului frigorific, închizându-se astfel circuitul. Sistemele de frig constituie o parte important a instala iei de separare a gazelor, iar performan ele economice ale sistemului de separare depind de eficien a sistemelor de frig. De i consumul de energie (kwh/kcal refrigera ie)este mai sc zut pentru NH3, propilena produce o temperatur minim de -42oCfa de numai -30oC. Propanul este asem n tor (-40oC). Pe domeniul de temp. de -55oC i -100oC se folose te etilena. Etanul fierbe la -92oC, la presiuneatmosferic . Cele dou zone (C3 i C2) se v d în fig.../DiCintio, HP, dec. 1990/
Pentru condensarea vaporilor de etilen nu se poate folosi apa de r cire (25- 30oC), întrucât temperatura acesteia este superioar temperaturii critice a etilenei. Se folose te propilena la nivelul de temperaturcea mai sc zut , respectiv -42oC, care se evapor la presiune apropiat de cea atmosferic .Sistemele lucrând cuplate, se spune c avemcascad dubl (fig…..)/ St nescu, 2001/
Când se utilizeaz i al treilea sistem de refrigerare cu metan se ob ine-160oC. Condensarea vaporilor de metan se realizeaz cu etilen la -100oC din treapta de joas presiune a sistemului de etilen . În acest caz avem cascad tripl .
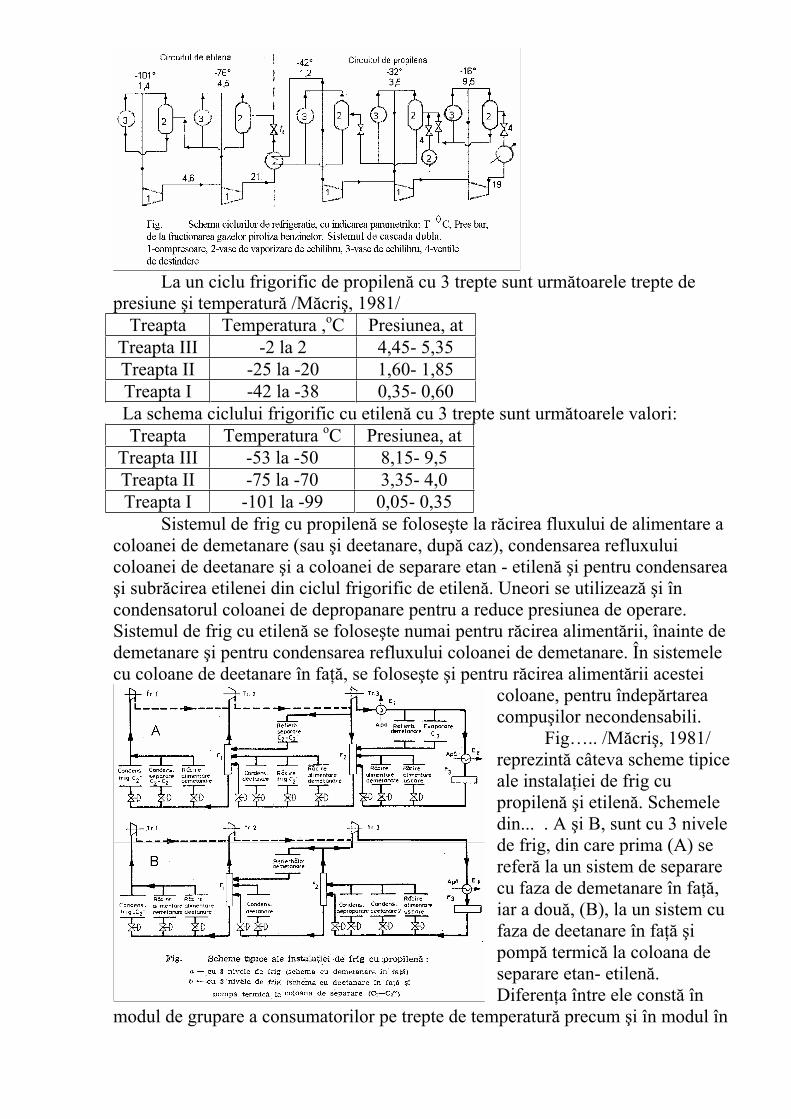
La un ciclu frigorific de propilen cu 3 trepte sunt urm toarele trepte de presiune i temperatur /M cri , 1981/
Treapta Temperatura ,oC Presiunea, atTreapta III -2 la 2 4,45- 5,35 Treapta II -25 la -20 1,60- 1,85 Treapta I -42 la -38 0,35- 0,60
La schema ciclului frigorific cu etilen cu 3 trepte sunt urm toarele valori:Treapta Temperatura oC Presiunea, at
Treapta III -53 la -50 8,15- 9,5 Treapta II -75 la -70 3,35- 4,0 Treapta I -101 la -99 0,05- 0,35
Sistemul de frig cu propilen se folose te la r cirea fluxului de alimentare a coloanei de demetanare (sau i deetanare, dup caz), condensarea refluxuluicoloanei de deetanare i a coloanei de separare etan - etilen i pentru condensarea i subr cirea etilenei din ciclul frigorific de etilen . Uneori se utilizeaz i în
condensatorul coloanei de depropanare pentru a reduce presiunea de operare.Sistemul de frig cu etilen se folose te numai pentru r cirea aliment rii, înainte de demetanare i pentru condensarea refluxului coloanei de demetanare. În sistemele cu coloane de deetanare în fa , se folose te i pentru r cirea aliment rii acestei
coloane, pentru îndep rtareacompu ilor necondensabili. Fig….. /M cri , 1981/ reprezint câteva scheme tipice ale instala iei de frig cu propilen i etilen . Schemele din... . A i B, sunt cu 3 nivele de frig, din care prima (A) se refer la un sistem de separare cu faza de demetanare în fa ,iar a dou , (B), la un sistem cu faza de deetanare în fa ipomp termic la coloana de separare etan- etilen .Diferen a între ele const în
modul de grupare a consumatorilor pe trepte de temperatur precum i în modul în
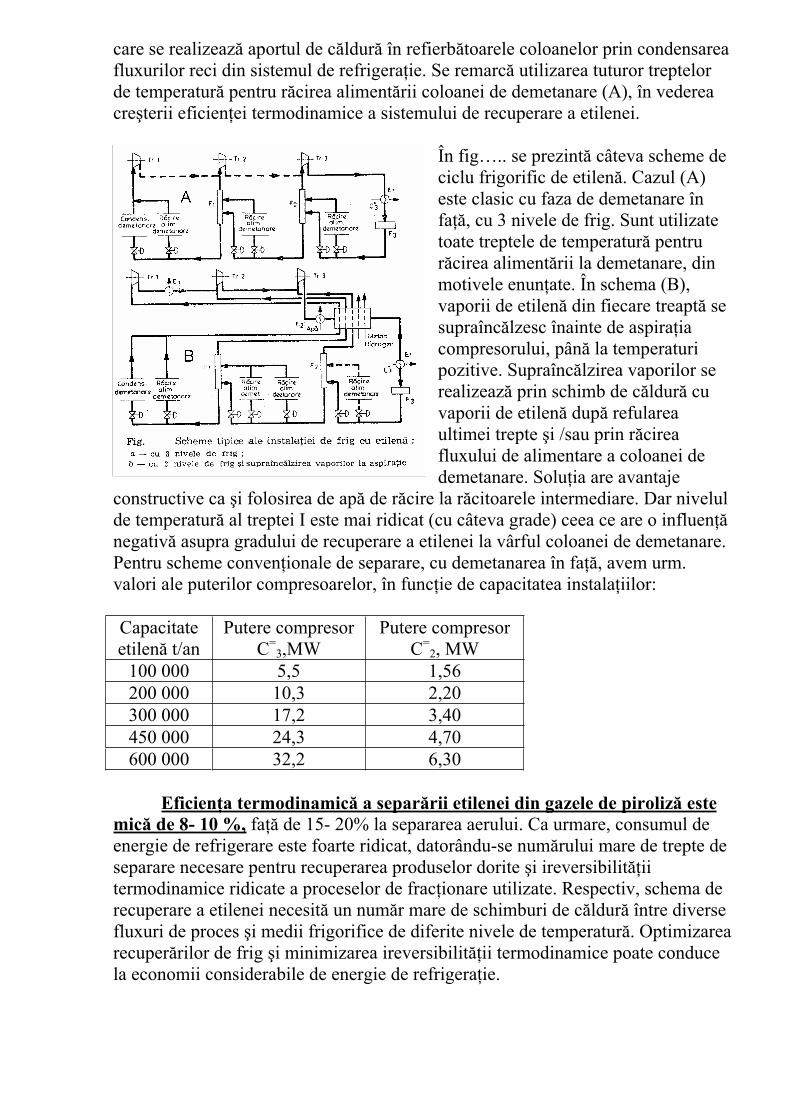
care se realizeaz aportul de c ldur în refierb toarele coloanelor prin condensarea fluxurilor reci din sistemul de refrigera ie. Se remarc utilizarea tuturor treptelor de temperatur pentru r cirea aliment rii coloanei de demetanare (A), în vederea cre terii eficien ei termodinamice a sistemului de recuperare a etilenei.
În fig….. se prezint câteva scheme de ciclu frigorific de etilen . Cazul (A) este clasic cu faza de demetanare în fa , cu 3 nivele de frig. Sunt utilizate toate treptele de temperatur pentru r cirea aliment rii la demetanare, din motivele enun ate. În schema (B),vaporii de etilen din fiecare treapt se supraînc lzesc înainte de aspira iacompresorului, pân la temperaturipozitive. Supraînc lzirea vaporilor se realizeaz prin schimb de c ldur cu vaporii de etilen dup refularea ultimei trepte i /sau prin r cireafluxului de alimentare a coloanei de demetanare. Solu ia are avantaje
constructive ca i folosirea de ap de r cire la r citoarele intermediare. Dar nivelul de temperatur al treptei I este mai ridicat (cu câteva grade) ceea ce are o influennegativ asupra gradului de recuperare a etilenei la vârful coloanei de demetanare.Pentru scheme conven ionale de separare, cu demetanarea în fa , avem urm. valori ale puterilor compresoarelor, în func ie de capacitatea instala iilor:
Capacitateetilen t/an
Putere compresorC=
3,MWPutere compresor
C=2, MW
100 000 5,5 1,56200 000 10,3 2,20300 000 17,2 3,40450 000 24,3 4,70600 000 32,2 6,30
Eficien a termodinamic a separ rii etilenei din gazele de piroliz este mic de 8- 10 %, fa de 15- 20% la separarea aerului. Ca urmare, consumul de energie de refrigerare este foarte ridicat, datorându-se num rului mare de trepte de separare necesare pentru recuperarea produselor dorite i ireversibilit iitermodinamice ridicate a proceselor de frac ionare utilizate. Respectiv, schema derecuperare a etilenei necesit un num r mare de schimburi de c ldur între diverse fluxuri de proces i medii frigorifice de diferite nivele de temperatur . Optimizarearecuper rilor de frig i minimizarea ireversibilit ii termodinamice poate conduce la economii considerabile de energie de refrigera ie.
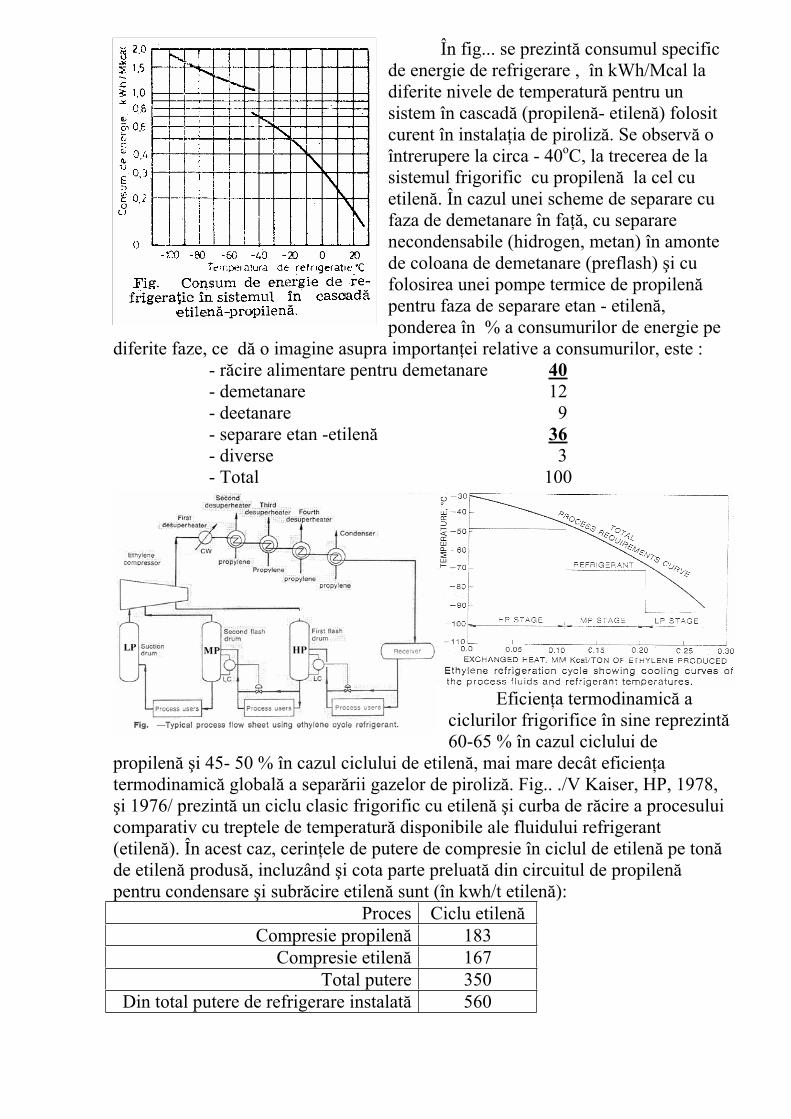
În fig... se prezint consumul specific de energie de refrigerare , în kWh/Mcal ladiferite nivele de temperatur pentru un sistem în cascad (propilen - etilen ) folosit curent în instala ia de piroliz . Se observ o întrerupere la circa - 40oC, la trecerea de lasistemul frigorific cu propilen la cel cu etilen . În cazul unei scheme de separare cu faza de demetanare în fa , cu separare necondensabile (hidrogen, metan) în amontede coloana de demetanare (preflash) i cu folosirea unei pompe termice de propilenpentru faza de separare etan - etilen ,ponderea în % a consumurilor de energie pe
diferite faze, ce d o imagine asupra importan ei relative a consumurilor, este : - r cire alimentare pentru demetanare 40
- demetanare 12 - deetanare 9 - separare etan -etilen 36
- diverse 3 - Total 100
Eficien a termodinamic a ciclurilor frigorifice în sine reprezint60-65 % în cazul ciclului de
propilen i 45- 50 % în cazul ciclului de etilen , mai mare decât eficien atermodinamic global a separ rii gazelor de piroliz . Fig.. ./V Kaiser, HP, 1978, i 1976/ prezint un ciclu clasic frigorific cu etilen i curba de r cire a procesului
comparativ cu treptele de temperatur disponibile ale fluidului refrigerant (etilen ). În acest caz, cerin ele de putere de compresie în ciclul de etilen pe tonde etilen produs , incluzând i cota parte preluat din circuitul de propilenpentru condensare i subr cire etilen sunt (în kwh/t etilen ):
Proces Ciclu etilenCompresie propilen 183
Compresie etilen 167Total putere 350
Din total putere de refrigerare instalat 560
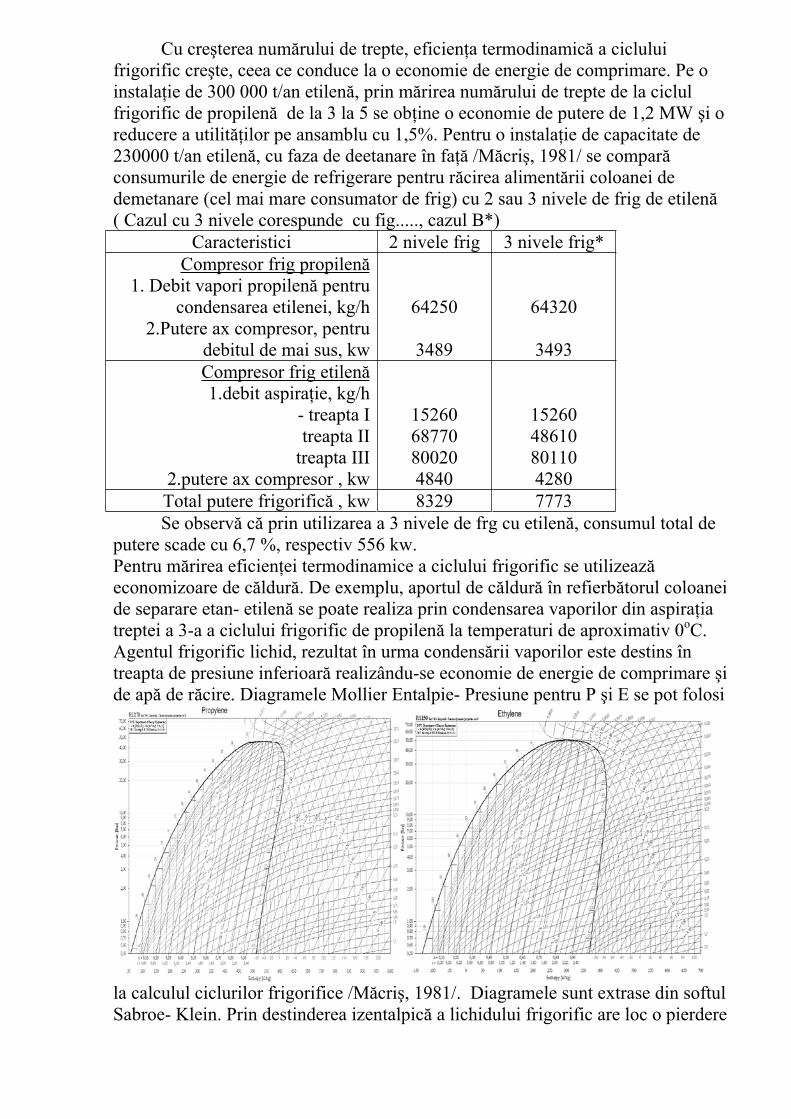
Cu cre terea num rului de trepte, eficien a termodinamic a cicluluifrigorific cre te, ceea ce conduce la o economie de energie de comprimare. Pe o instala ie de 300 000 t/an etilen , prin m rirea num rului de trepte de la ciclul frigorific de propilen de la 3 la 5 se ob ine o economie de putere de 1,2 MW i o reducere a utilit ilor pe ansamblu cu 1,5%. Pentru o instala ie de capacitate de 230000 t/an etilen , cu faza de deetanare în fa /M cri , 1981/ se comparconsumurile de energie de refrigerare pentru r cirea aliment rii coloanei de demetanare (cel mai mare consumator de frig) cu 2 sau 3 nivele de frig de etilen( Cazul cu 3 nivele corespunde cu fig....., cazul B*)
Caracteristici 2 nivele frig 3 nivele frig* Compresor frig propilen
1. Debit vapori propilen pentru condensarea etilenei, kg/h
2.Putere ax compresor, pentru debitul de mai sus, kw
64250
3489
64320
3493Compresor frig etilen1.debit aspira ie, kg/h
- treapta Itreapta II
treapta III2.putere ax compresor , kw
1526068770800204840
1526048610801104280
Total putere frigorific , kw 8329 7773 Se observ c prin utilizarea a 3 nivele de frg cu etilen , consumul total de putere scade cu 6,7 %, respectiv 556 kw. Pentru m rirea eficien ei termodinamice a ciclului frigorific se utilizeazeconomizoare de c ldur . De exemplu, aportul de c ldur în refierb torul coloanei de separare etan- etilen se poate realiza prin condensarea vaporilor din aspira iatreptei a 3-a a ciclului frigorific de propilen la temperaturi de aproximativ 0oC.Agentul frigorific lichid, rezultat în urma condens rii vaporilor este destins în treapta de presiune inferioar realizându-se economie de energie de comprimare ide ap de r cire. Diagramele Mollier Entalpie- Presiune pentru P i E se pot folosi
la calculul ciclurilor frigorifice /M cri , 1981/. Diagramele sunt extrase din softul Sabroe- Klein. Prin destinderea izentalpic a lichidului frigorific are loc o pierdere
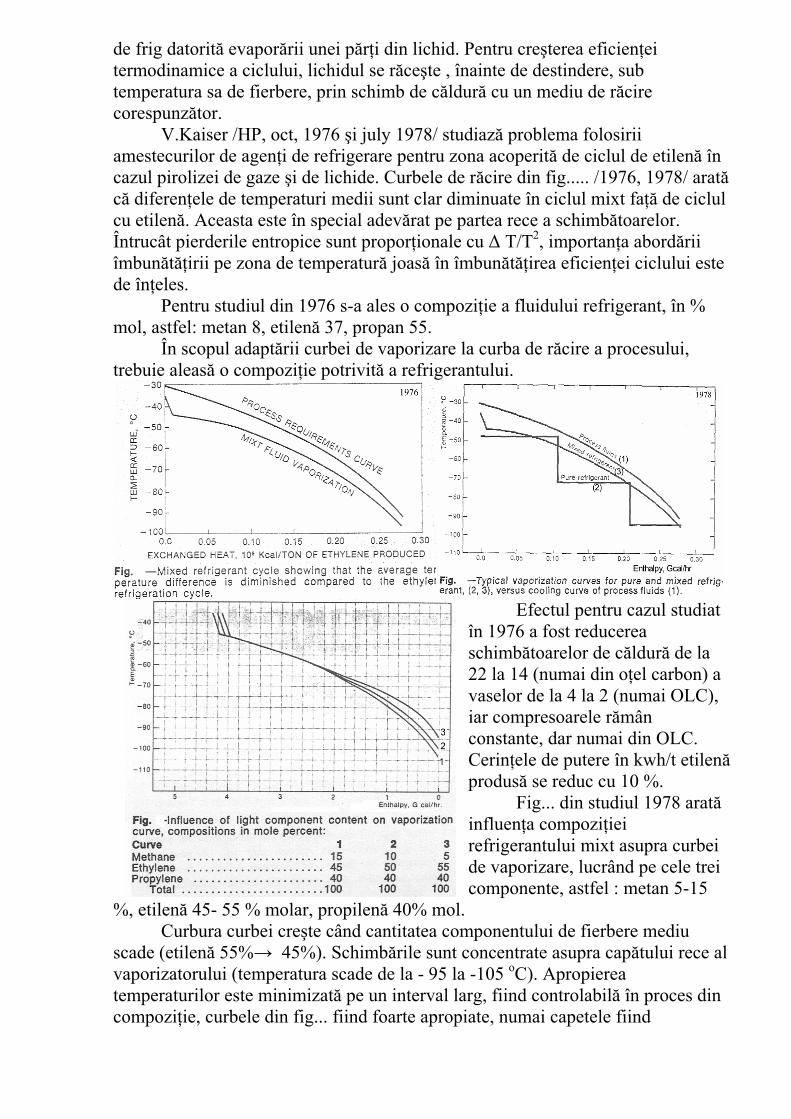
de frig datorit evapor rii unei p r i din lichid. Pentru cre terea eficien eitermodinamice a ciclului, lichidul se r ce te , înainte de destindere, sub temperatura sa de fierbere, prin schimb de c ldur cu un mediu de r cirecorespunz tor.
V.Kaiser /HP, oct, 1976 i july 1978/ studiaz problema folosirii amestecurilor de agen i de refrigerare pentru zona acoperit de ciclul de etilen în cazul pirolizei de gaze i de lichide. Curbele de r cire din fig..... /1976, 1978/ aratc diferen ele de temperaturi medii sunt clar diminuate în ciclul mixt fa de ciclul cu etilen . Aceasta este în special adev rat pe partea rece a schimb toarelor.Întrucât pierderile entropice sunt propor ionale cu T/T2, importan a abord riiîmbun t irii pe zona de temperatur joas în îmbun t irea eficien ei ciclului este de în eles.
Pentru studiul din 1976 s-a ales o compozi ie a fluidului refrigerant, în % mol, astfel: metan 8, etilen 37, propan 55. În scopul adapt rii curbei de vaporizare la curba de r cire a procesului, trebuie aleas o compozi ie potrivit a refrigerantului.
Efectul pentru cazul studiat în 1976 a fost reducerea schimb toarelor de c ldur de la 22 la 14 (numai din o el carbon) a vaselor de la 4 la 2 (numai OLC), iar compresoarele r mânconstante, dar numai din OLC. Cerin ele de putere în kwh/t etilenprodus se reduc cu 10 %.
Fig... din studiul 1978 aratinfluen a compozi ieirefrigerantului mixt asupra curbei de vaporizare, lucrând pe cele trei componente, astfel : metan 5-15
%, etilen 45- 55 % molar, propilen 40% mol.Curbura curbei cre te când cantitatea componentului de fierbere mediu
scade (etilen 55% 45%). Schimb rile sunt concentrate asupra cap tului rece al vaporizatorului (temperatura scade de la - 95 la -105 oC). Apropierea temperaturilor este minimizat pe un interval larg, fiind controlabil în proces din compozi ie, curbele din fig... fiind foarte apropiate, numai capetele fiind
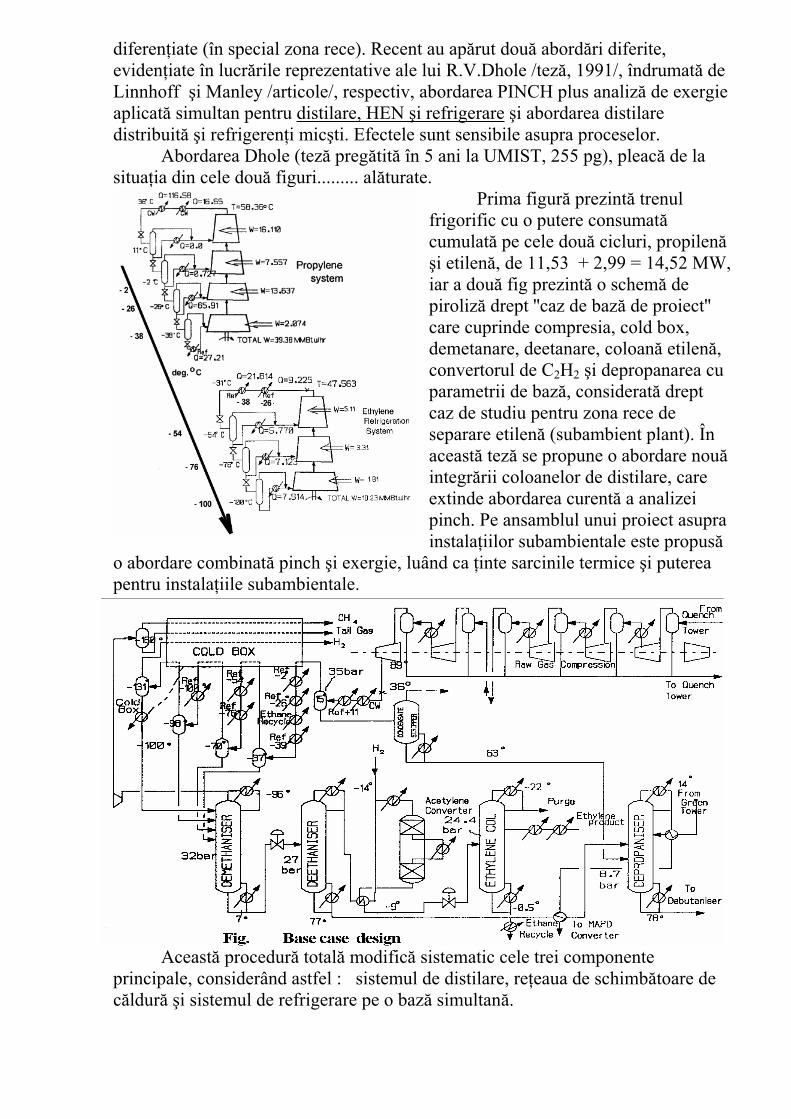
diferen iate (în special zona rece). Recent au ap rut dou abord ri diferite, eviden iate în lucr rile reprezentative ale lui R.V.Dhole /tez , 1991/, îndrumat de Linnhoff i Manley /articole/, respectiv, abordarea PINCH plus analiz de exergie aplicat simultan pentru distilare, HEN i refrigerare i abordarea distilare distribuit i refrigeren i mic ti. Efectele sunt sensibile asupra proceselor.
Abordarea Dhole (tez preg tit în 5 ani la UMIST, 255 pg), pleac de la situa ia din cele dou figuri......... al turate.
Prima figur prezint trenul frigorific cu o putere consumatcumulat pe cele dou cicluri, propileni etilen , de 11,53 + 2,99 = 14,52 MW,
iar a dou fig prezint o schem de piroliz drept ''caz de baz de proiect'' care cuprinde compresia, cold box, demetanare, deetanare, coloan etilen ,convertorul de C2H2 i depropanarea cu parametrii de baz , considerat drept caz de studiu pentru zona rece de separare etilen (subambient plant). În aceast tez se propune o abordare nouintegr rii coloanelor de distilare, care extinde abordarea curent a analizei pinch. Pe ansamblul unui proiect asupra instala iilor subambientale este propus
o abordare combinat pinch i exergie, luând ca inte sarcinile termice i puterea pentru instala iile subambientale.
Aceast procedur total modific sistematic cele trei componenteprincipale, considerând astfel : sistemul de distilare, re eaua de schimb toare de c ldur i sistemul de refrigerare pe o baz simultan .
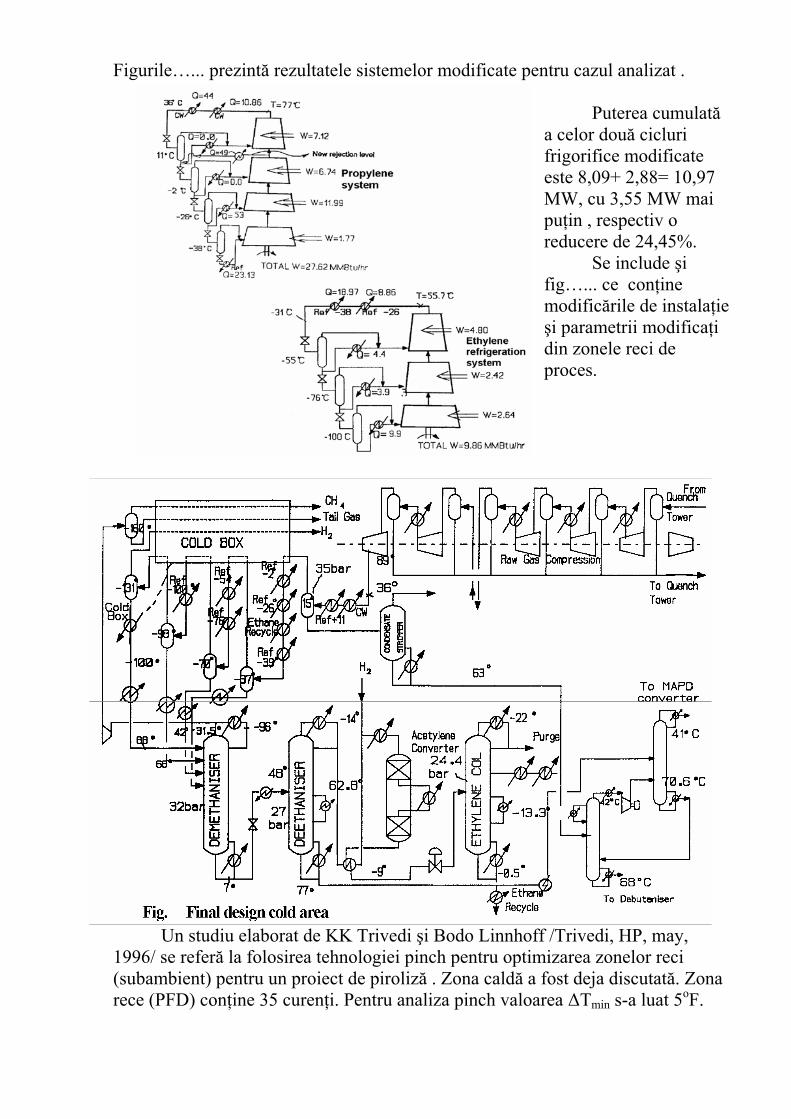
Figurile…... prezint rezultatele sistemelor modificate pentru cazul analizat .
Puterea cumulata celor dou cicluri frigorifice modificateeste 8,09+ 2,88= 10,97 MW, cu 3,55 MW mai pu in , respectiv o reducere de 24,45%. Se include ifig…... ce con inemodific rile de instala iei parametrii modifica i
din zonele reci de proces.
Un studiu elaborat de KK Trivedi i Bodo Linnhoff /Trivedi, HP, may, 1996/ se refer la folosirea tehnologiei pinch pentru optimizarea zonelor reci (subambient) pentru un proiect de piroliz . Zona cald a fost deja discutat . Zona rece (PFD) con ine 35 curen i. Pentru analiza pinch valoarea Tmin s-a luat 5oF.
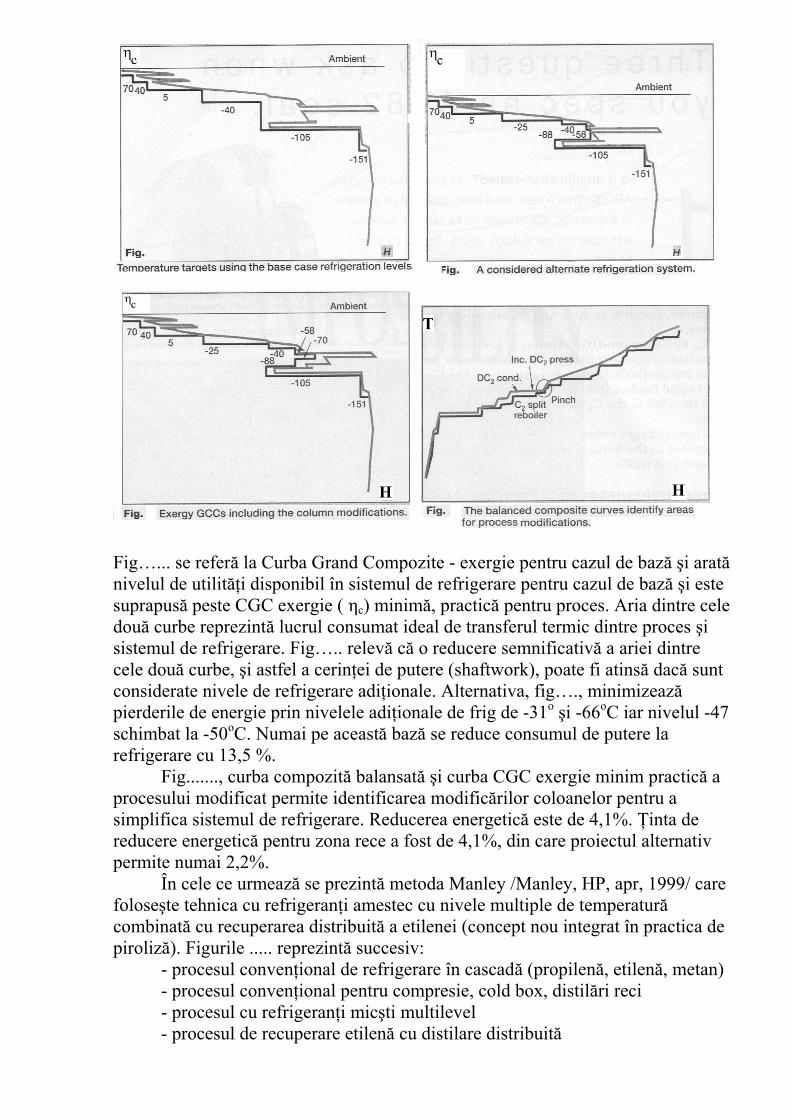
Fig…... se refer la Curba Grand Compozite - exergie pentru cazul de baz i aratnivelul de utilit i disponibil în sistemul de refrigerare pentru cazul de baz i este suprapus peste CGC exergie ( c) minim , practic pentru proces. Aria dintre cele dou curbe reprezint lucrul consumat ideal de transferul termic dintre proces isistemul de refrigerare. Fig….. relev c o reducere semnificativ a ariei dintre cele dou curbe, i astfel a cerin ei de putere (shaftwork), poate fi atins dac sunt considerate nivele de refrigerare adi ionale. Alternativa, fig…., minimizeazpierderile de energie prin nivelele adi ionale de frig de -31o i -66oC iar nivelul -47 schimbat la -50oC. Numai pe aceast baz se reduce consumul de putere la refrigerare cu 13,5 %. Fig......., curba compozit balansat i curba CGC exergie minim practic a procesului modificat permite identificarea modific rilor coloanelor pentru a simplifica sistemul de refrigerare. Reducerea energetic este de 4,1%. inta dereducere energetic pentru zona rece a fost de 4,1%, din care proiectul alternativ permite numai 2,2%.
În cele ce urmeaz se prezint metoda Manley /Manley, HP, apr, 1999/ care folose te tehnica cu refrigeran i amestec cu nivele multiple de temperaturcombinat cu recuperarea distribuit a etilenei (concept nou integrat în practica de piroliz ). Figurile ..... reprezint succesiv:
- procesul conven ional de refrigerare în cascad (propilen , etilen , metan)- procesul conven ional pentru compresie, cold box, distil ri reci- procesul cu refrigeran i mic ti multilevel- procesul de recuperare etilen cu distilare distribuit
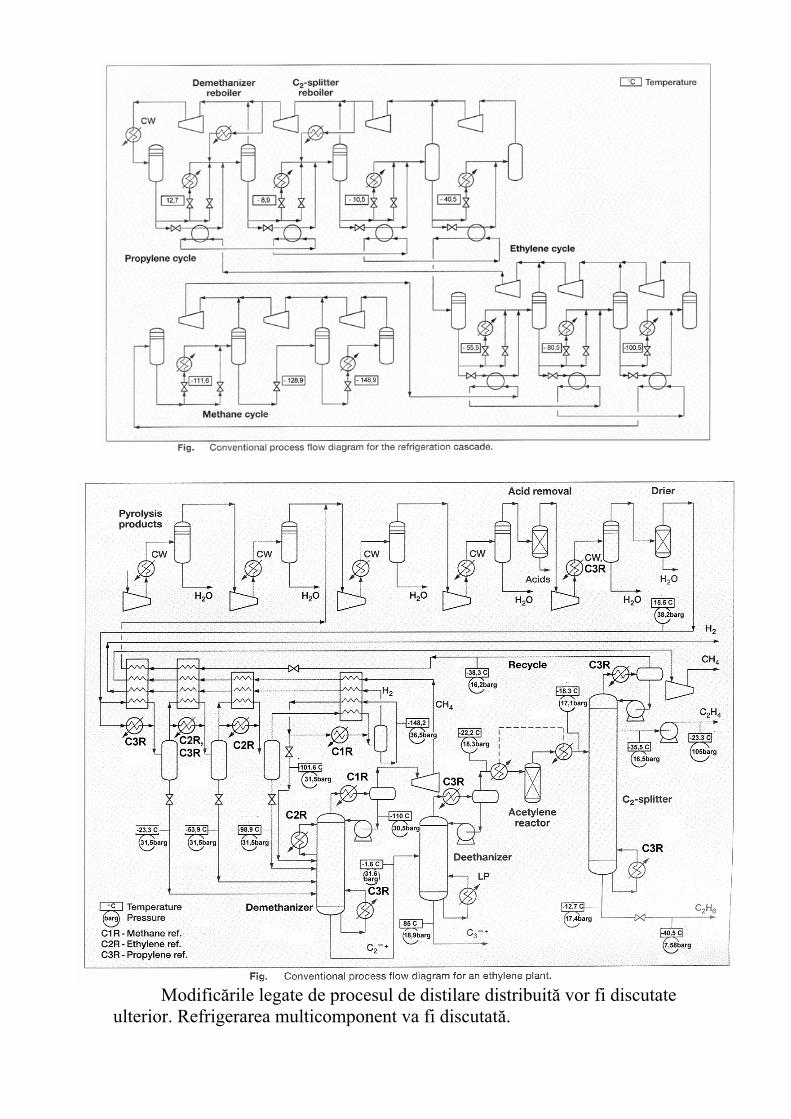
Modific rile legate de procesul de distilare distribuit vor fi discutate ulterior. Refrigerarea multicomponent va fi discutat .
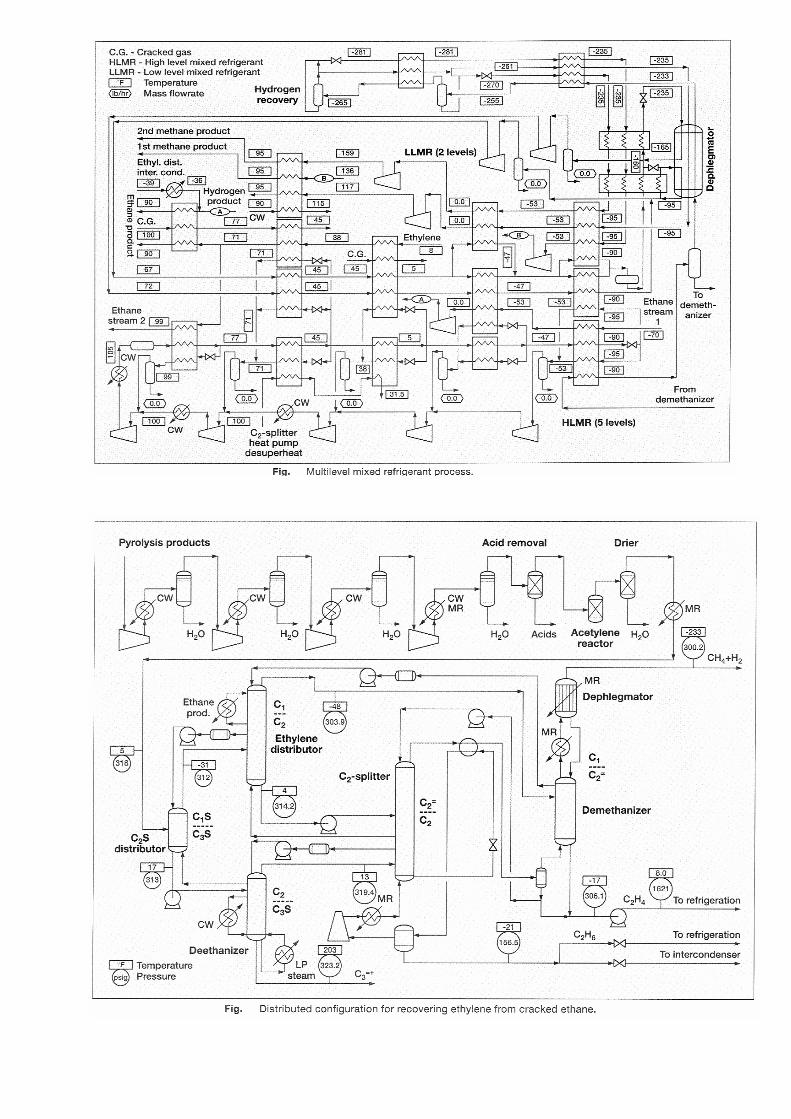
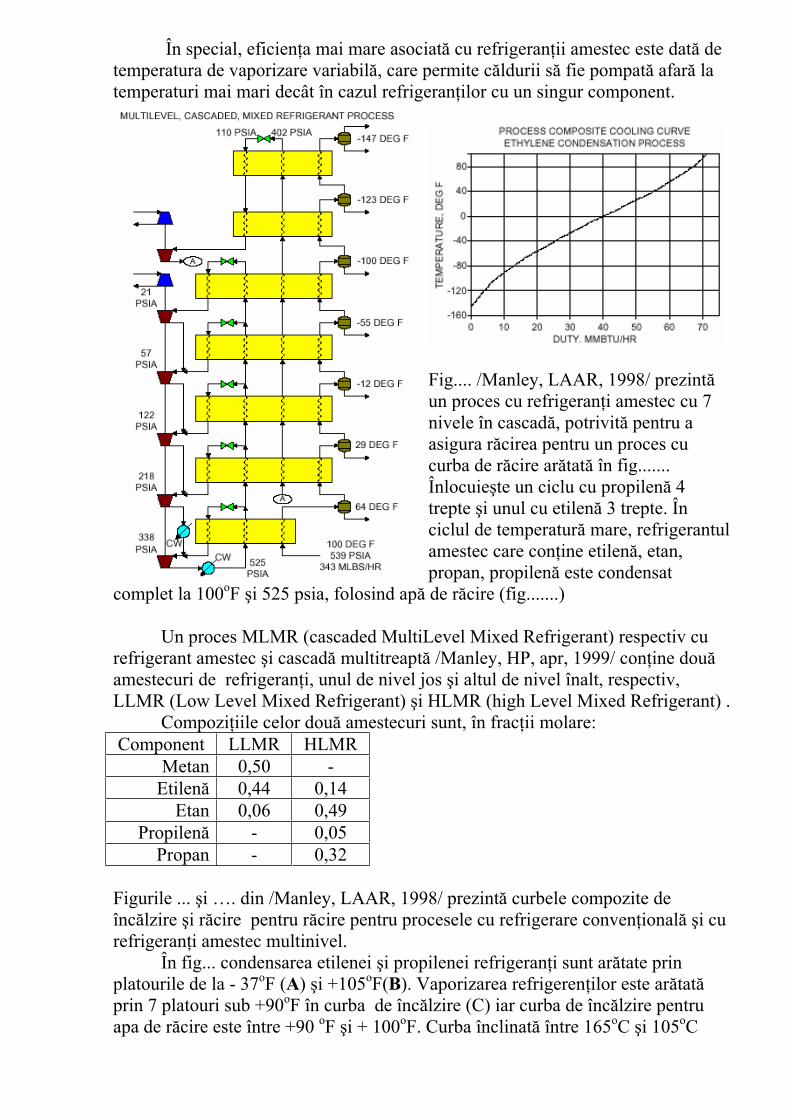
În special, eficien a mai mare asociat cu refrigeran ii amestec este dat de temperatura de vaporizare variabil , care permite c ldurii s fie pompat afar la temperaturi mai mari decât în cazul refrigeran ilor cu un singur component.
Fig.... /Manley, LAAR, 1998/ prezintun proces cu refrigeran i amestec cu 7 nivele în cascad , potrivit pentru a asigura r cirea pentru un proces cu curba de r cire ar tat în fig....... Înlocuie te un ciclu cu propilen 4 trepte i unul cu etilen 3 trepte. În ciclul de temperatur mare, refrigerantul amestec care con ine etilen , etan, propan, propilen este condensat
complet la 100oF i 525 psia, folosind ap de r cire (fig.......)
Un proces MLMR (cascaded MultiLevel Mixed Refrigerant) respectiv cu refrigerant amestec i cascad multitreapt /Manley, HP, apr, 1999/ con ine douamestecuri de refrigeran i, unul de nivel jos i altul de nivel înalt, respectiv, LLMR (Low Level Mixed Refrigerant) i HLMR (high Level Mixed Refrigerant) . Compozi iile celor dou amestecuri sunt, în frac ii molare:Component LLMR HLMR
Metan 0,50 -Etilen 0,44 0,14
Etan 0,06 0,49Propilen - 0,05
Propan - 0,32
Figurile ... i …. din /Manley, LAAR, 1998/ prezint curbele compozite de înc lzire i r cire pentru r cire pentru procesele cu refrigerare conven ional i cu refrigeran i amestec multinivel.
În fig... condensarea etilenei i propilenei refrigeran i sunt ar tate prin platourile de la - 37oF (A) i +105oF(B). Vaporizarea refrigeren ilor este ar tatprin 7 platouri sub +90oF în curba de înc lzire (C) iar curba de înc lzire pentru apa de r cire este între +90 oF i + 100oF. Curba înclinat între 165oC i 105oC
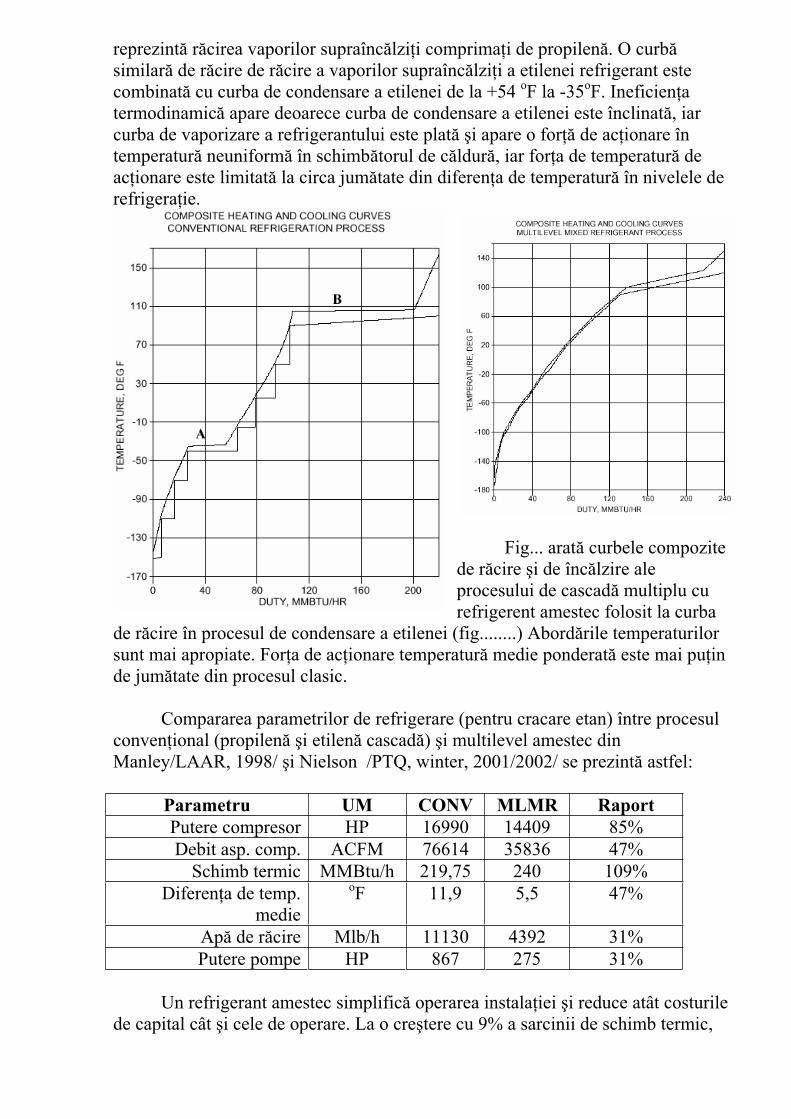
reprezint r cirea vaporilor supraînc lzi i comprima i de propilen . O curbsimilar de r cire de r cire a vaporilor supraînc lzi i a etilenei refrigerant este combinat cu curba de condensare a etilenei de la +54 oF la -35oF. Ineficien atermodinamic apare deoarece curba de condensare a etilenei este înclinat , iarcurba de vaporizare a refrigerantului este plat i apare o for de ac ionare în temperatur neuniform în schimb torul de c ldur , iar for a de temperatur de ac ionare este limitat la circa jum tate din diferen a de temperatur în nivelele derefrigera ie.
Fig... arat curbele compozitede r cire i de înc lzire aleprocesului de cascad multiplu cu refrigerent amestec folosit la curba
de r cire în procesul de condensare a etilenei (fig........) Abord rile temperaturilorsunt mai apropiate. For a de ac ionare temperatur medie ponderat este mai pu inde jum tate din procesul clasic.
Compararea parametrilor de refrigerare (pentru cracare etan) între procesul conven ional (propilen i etilen cascad ) i multilevel amestec din Manley/LAAR, 1998/ i Nielson /PTQ, winter, 2001/2002/ se prezint astfel:
Parametru UM CONV MLMR Raport
Putere compresor HP 16990 14409 85%Debit asp. comp. ACFM 76614 35836 47%
Schimb termic MMBtu/h 219,75 240 109%Diferen a de temp.
medie
oF 11,9 5,5 47%
Ap de r cire Mlb/h 11130 4392 31%Putere pompe HP 867 275 31%
Un refrigerant amestec simplific operarea instala iei i reduce atât costurile de capital cât i cele de operare. La o cre tere cu 9% a sarcinii de schimb termic,
puterea compresoarelor scade cu 15%, consumul de ap de r cire se reduce cu 70% iar puterea pompelor scade cu 70%. Brevete Manley cu refrigeran i /amestec: US 5 626 034, 1997 - Mixed refrigerants in ethylene recovery US 5 746 066, 1998 - Pre-fraction of cracked gas or olefins frac ionation by one or two mixed refrigerant loops and cooling water.
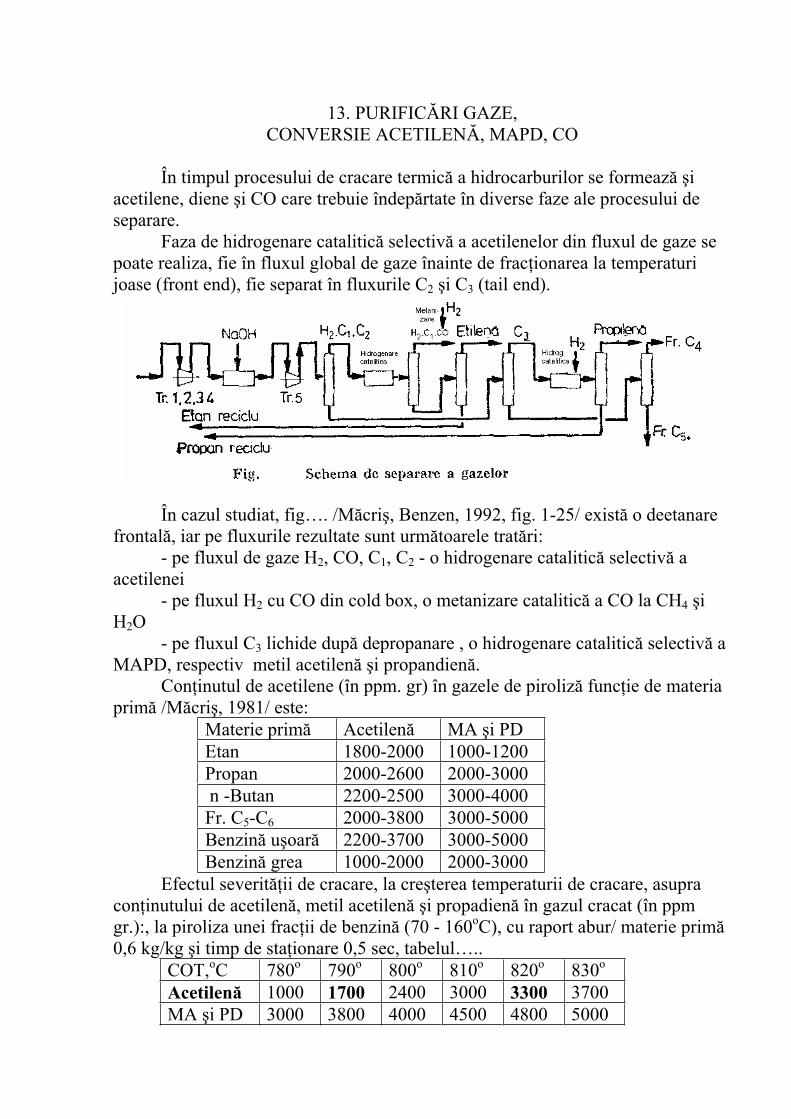
13. PURIFIC RI GAZE,CONVERSIE ACETILEN , MAPD, CO
În timpul procesului de cracare termic a hidrocarburilor se formeaz iacetilene, diene i CO care trebuie îndep rtate în diverse faze ale procesului de separare.
Faza de hidrogenare catalitic selectiv a acetilenelor din fluxul de gaze se poate realiza, fie în fluxul global de gaze înainte de frac ionarea la temperaturijoase (front end), fie separat în fluxurile C2 i C3 (tail end).
În cazul studiat, fig…. /M cri , Benzen, 1992, fig. 1-25/ exist o deetanarefrontal , iar pe fluxurile rezultate sunt urm toarele trat ri:
- pe fluxul de gaze H2, CO, C1, C2 - o hidrogenare catalitic selectiv a acetilenei
- pe fluxul H2 cu CO din cold box, o metanizare catalitic a CO la CH4 iH2O
- pe fluxul C3 lichide dup depropanare , o hidrogenare catalitic selectiv a MAPD, respectiv metil acetilen i propandien . Con inutul de acetilene (în ppm. gr) în gazele de piroliz func ie de materia prim /M cri , 1981/ este:
Materie prim Acetilen MA i PD Etan 1800-2000 1000-1200Propan 2000-2600 2000-3000 n -Butan 2200-2500 3000-4000Fr. C5-C6 2000-3800 3000-5000Benzin u oar 2200-3700 3000-5000Benzin grea 1000-2000 2000-3000
Efectul severit ii de cracare, la cre terea temperaturii de cracare, asupra con inutului de acetilen , metil acetilen i propadien în gazul cracat (în ppm gr.):, la piroliza unei frac ii de benzin (70 - 160oC), cu raport abur/ materie prim0,6 kg/kg i timp de sta ionare 0,5 sec, tabelul…..
COT,oC 780o 790o 800o 810o 820o 830o
Acetilen 1000 1700 2400 3000 3300 3700MA i PD 3000 3800 4000 4500 4800 5000
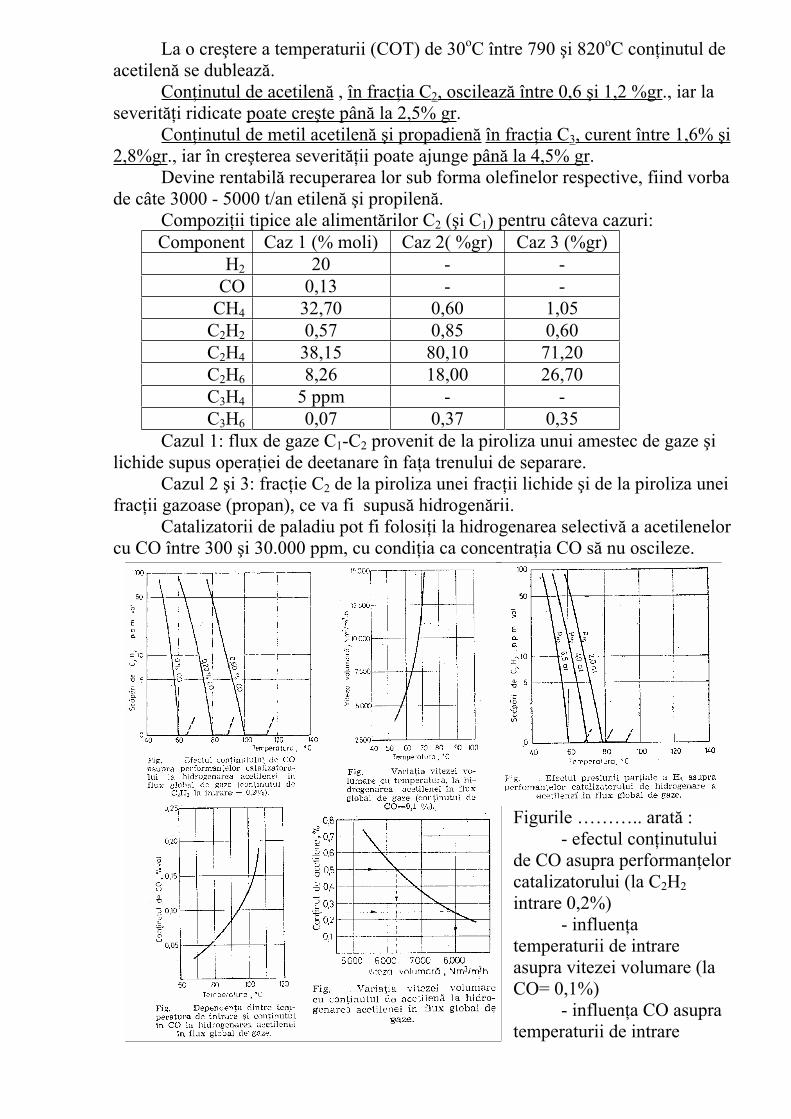
La o cre tere a temperaturii (COT) de 30oC între 790 i 820oC con inutul de acetilen se dubleaz .
Con inutul de acetilen , în frac ia C2, oscileaz între 0,6 i 1,2 %gr., iar laseverit i ridicate poate cre te pân la 2,5% gr.
Con inutul de metil acetilen i propadien în frac ia C3, curent între 1,6% i2,8%gr., iar în cre terea severit ii poate ajunge pân la 4,5% gr. Devine rentabil recuperarea lor sub forma olefinelor respective, fiind vorba de câte 3000 - 5000 t/an etilen i propilen . Compozi ii tipice ale aliment rilor C2 ( i C1) pentru câteva cazuri:
Component Caz 1 (% moli) Caz 2( %gr) Caz 3 (%gr) H2 20 - -
CO 0,13 - -CH4 32,70 0,60 1,05
C2H2 0,57 0,85 0,60C2H4 38,15 80,10 71,20C2H6 8,26 18,00 26,70C3H4 5 ppm - -C3H6 0,07 0,37 0,35
Cazul 1: flux de gaze C1-C2 provenit de la piroliza unui amestec de gaze ilichide supus opera iei de deetanare în fa a trenului de separare. Cazul 2 i 3: frac ie C2 de la piroliza unei frac ii lichide i de la piroliza unei frac ii gazoase (propan), ce va fi supus hidrogen rii.
Catalizatorii de paladiu pot fi folosi i la hidrogenarea selectiv a acetilenelorcu CO între 300 i 30.000 ppm, cu condi ia ca concentra ia CO s nu oscileze.
Figurile ……….. arat : - efectul con inutuluide CO asupra performan elorcatalizatorului (la C2H2
intrare 0,2%) - influen atemperaturii de intrare asupra vitezei volumare (la CO= 0,1%) - influen a CO asupra temperaturii de intrare
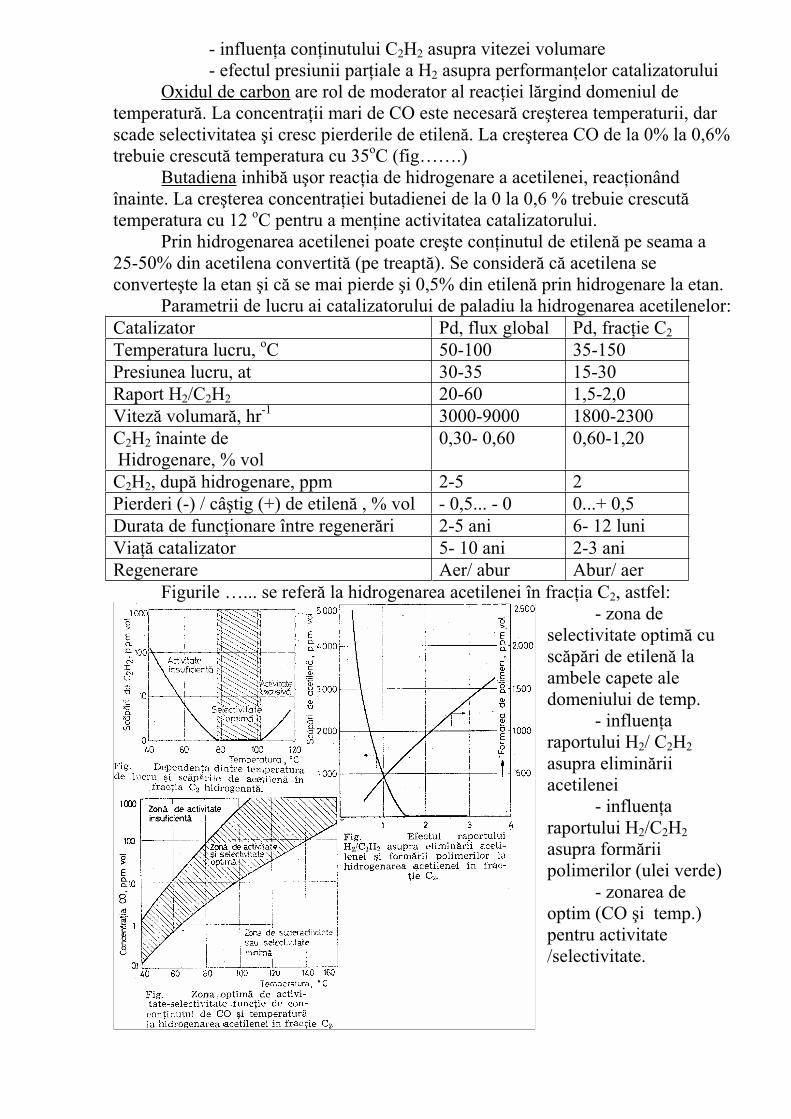
- influen a con inutului C2H2 asupra vitezei volumare - efectul presiunii par iale a H2 asupra performan elor catalizatorului
Oxidul de carbon are rol de moderator al reac iei l rgind domeniul de temperatur . La concentra ii mari de CO este necesar cre terea temperaturii, dar scade selectivitatea i cresc pierderile de etilen . La cre terea CO de la 0% la 0,6% trebuie crescut temperatura cu 35oC (fig…….)
Butadiena inhib u or reac ia de hidrogenare a acetilenei, reac ionândînainte. La cre terea concentra iei butadienei de la 0 la 0,6 % trebuie crescuttemperatura cu 12 oC pentru a men ine activitatea catalizatorului.
Prin hidrogenarea acetilenei poate cre te con inutul de etilen pe seama a 25-50% din acetilena convertit (pe treapt ). Se consider c acetilena se converte te la etan i c se mai pierde i 0,5% din etilen prin hidrogenare la etan.
Parametrii de lucru ai catalizatorului de paladiu la hidrogenarea acetilenelor: Catalizator Pd, flux global Pd, frac ie C2
Temperatura lucru, oC 50-100 35-150Presiunea lucru, at 30-35 15-30Raport H2/C2H2 20-60 1,5-2,0Vitez volumar , hr-1 3000-9000 1800-2300C2H2 înainte de Hidrogenare, % vol
0,30- 0,60 0,60-1,20
C2H2, dup hidrogenare, ppm 2-5 2Pierderi (-) / câ tig (+) de etilen , % vol - 0,5... - 0 0...+ 0,5 Durata de func ionare între regener ri 2-5 ani 6- 12 luniVia catalizator 5- 10 ani 2-3 ani Regenerare Aer/ abur Abur/ aer
Figurile …... se refer la hidrogenarea acetilenei în frac ia C2, astfel: - zona de
selectivitate optim cu sc p ri de etilen laambele capete aledomeniului de temp. - influen araportului H2/ C2H2
asupra elimin riiacetilenei - influen araportului H2/C2H2
asupra form riipolimerilor (ulei verde) - zonarea deoptim (CO i temp.)pentru activitate /selectivitate.
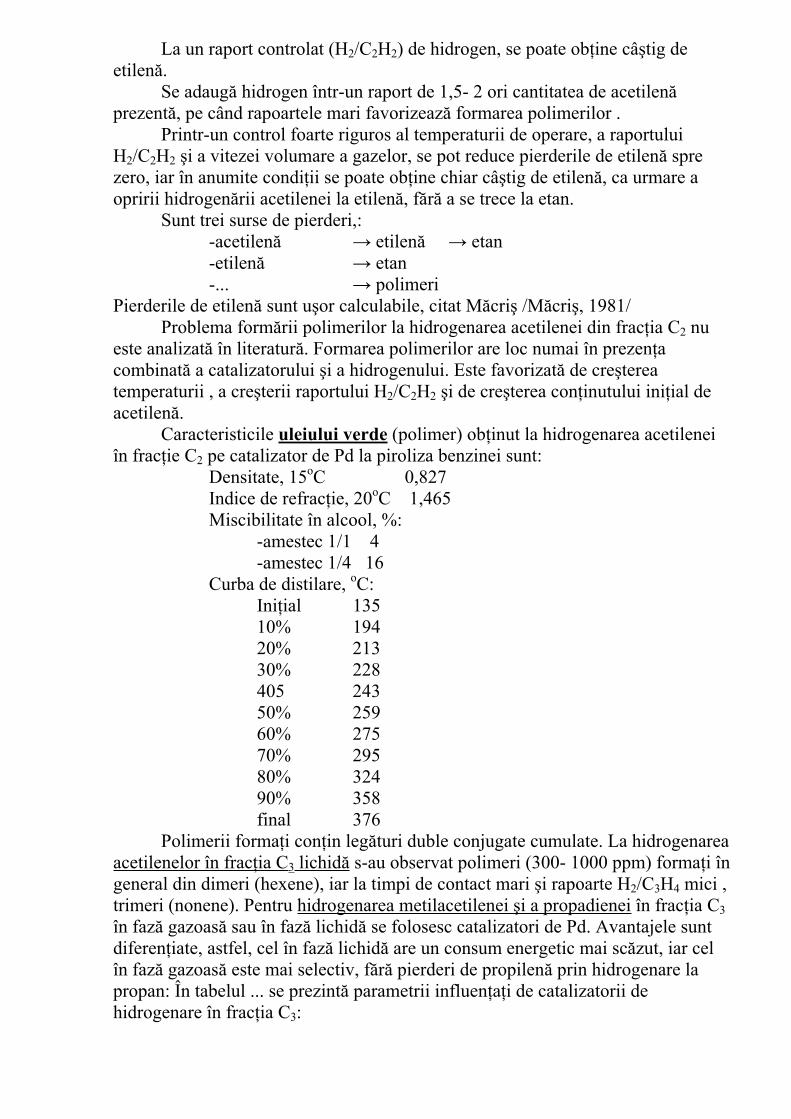
La un raport controlat (H2/C2H2) de hidrogen, se poate ob ine câ tig de etilen . Se adaug hidrogen într-un raport de 1,5- 2 ori cantitatea de acetilenprezent , pe când rapoartele mari favorizeaz formarea polimerilor . Printr-un control foarte riguros al temperaturii de operare, a raportului H2/C2H2 i a vitezei volumare a gazelor, se pot reduce pierderile de etilen spre zero, iar în anumite condi ii se poate ob ine chiar câ tig de etilen , ca urmare a opririi hidrogen rii acetilenei la etilen , f r a se trece la etan. Sunt trei surse de pierderi,: -acetilen etilen etan -etilen etan -... polimeri Pierderile de etilen sunt u or calculabile, citat M cri /M cri , 1981/ Problema form rii polimerilor la hidrogenarea acetilenei din frac ia C2 nu este analizat în literatur . Formarea polimerilor are loc numai în prezen acombinat a catalizatorului i a hidrogenului. Este favorizat de cre tereatemperaturii , a cre terii raportului H2/C2H2 i de cre terea con inutului ini ial de acetilen . Caracteristicile uleiului verde (polimer) ob inut la hidrogenarea acetilenei în frac ie C2 pe catalizator de Pd la piroliza benzinei sunt: Densitate, 15oC 0,827 Indice de refrac ie, 20oC 1,465 Miscibilitate în alcool, %: -amestec 1/1 4 -amestec 1/4 16 Curba de distilare, oC: Ini ial 135 10% 194 20% 213 30% 228 405 243 50% 259 60% 275 70% 295 80% 324 90% 358 final 376 Polimerii forma i con in leg turi duble conjugate cumulate. La hidrogenarea acetilenelor în frac ia C3 lichid s-au observat polimeri (300- 1000 ppm) forma i în general din dimeri (hexene), iar la timpi de contact mari i rapoarte H2/C3H4 mici , trimeri (nonene). Pentru hidrogenarea metilacetilenei i a propadienei în frac ia C3
în faz gazoas sau în faz lichid se folosesc catalizatori de Pd. Avantajele sunt diferen iate, astfel, cel în faz lichid are un consum energetic mai sc zut, iar cel în faz gazoas este mai selectiv, f r pierderi de propilen prin hidrogenare la propan: În tabelul ... se prezint parametrii influen a i de catalizatorii de hidrogenare în frac ia C3:
Parametri Faz gazoas Faz lichidTemperatura de lucru, oC 70- 150 10- 20
Presiunea de lucru, at 5- 35 10- 15 Raport H2/C3H4 1,6-2,0 2,5-3,0
Înc rcare cataliz, kg/h. lcat 5 15- 25 Vitez volumar , h-1 1800-2300 50- 60
Pierderi(-) sau câ tig (+) în Propilen , % gr.
+1,5...+ 2,5 -1,5...+1,5
Durata între regener ri Peste 1 an 10-12 luni Via catalizatori, ani Peste 5 ani 1-3
Regenerare Abur/aer Abur/aer La hidrogerarea în faz lichid se lucreaz cu reactoare tubulare izoterme, la care temperatura se men ine prin evaporarea unui agent de r cire (propilen de 0--+2oC) în mantaua reactorului. Reactan ii (C3 lichid, H2 gaz) se introduc prin duze în fiecare eav a reactorului. Impurit i sensibile: sulf, CO, nesaturate grele, limite nesaturate C4 sub 0,4% mol. Compozi ii tipice de frac ie C3 supus hidrogen rii (%gr)
Component Caz 1(%gr) Caz 2 (%gr) Caz 3(%gr) CH4 45ppm 30 ppm 50 ppm
C2H2 0,01 0,01 0,01C2H4 0,52 0,30 0,25C2H6 0,86 0,58 0,46
C3H4 (MA) 0,83 0,52 1,12C3H4 (PD) 0,65 0,43 0,83
C3H6 90,37 43,50 72,89C3H8 5,42 53,49 24,35C4H6 0,45 0,45 0,03C4H8 0,87 0,70 0,06
C4H10 0,02 0,02 - Cazul 1 este de la piroliza unei benzine, -cazul 2 propan (de unde i un procent mare de propan neconvertit), iar -cazul 3 amestec frac ii lichid/gaze în condi ii de severitate ridicat (% mari de MA i PD). De i, dup literatur , hidrogenarea propilenei are o vitez de 1000 ori mai mic decât a metil acetilenei, totu i, în paralel se produce i hidrogenarea propilenei la propan (pierdere). În cazul hidrogen rii în faz lichid se admite ctot MA i PD se hidrogeneaz la propilen , iar circa 3% propilen se hidrogeneazla propan.
Metanizarea hidrogenului are ca scop îndep rtarea CO din frac ia de hidrogen: CO + 3 H2 CH4 + H2OCatalizatori Ni sau Ni-Cr- Al Reac ie exoterm , temperatura cre te cu 7o la fiecare 0,1% vol CO. Viteza volumar 5000- 7000 vol/vol.h, iar la viteze de 14000- 16000 h-1 se produce hidrogenarea etilenei. Dac frac ia de hidrogen con ine pân la 1% vol etilen , aceasta se poate descompune termic pân la carbon. Temperatura de
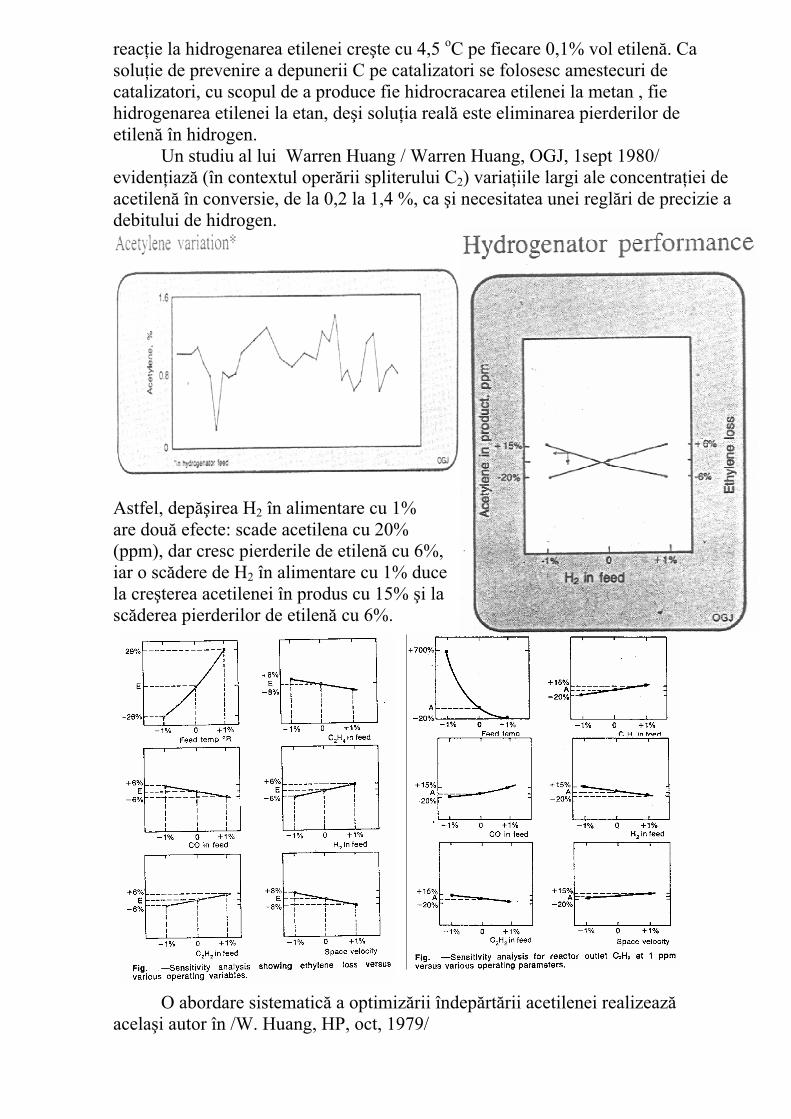
reac ie la hidrogenarea etilenei cre te cu 4,5 oC pe fiecare 0,1% vol etilen . Ca solu ie de prevenire a depunerii C pe catalizatori se folosesc amestecuri de catalizatori, cu scopul de a produce fie hidrocracarea etilenei la metan , fiehidrogenarea etilenei la etan, de i solu ia real este eliminarea pierderilor de etilen în hidrogen.
Un studiu al lui Warren Huang / Warren Huang, OGJ, 1sept 1980/ eviden iaz (în contextul oper rii spliterului C2) varia iile largi ale concentra iei de acetilen în conversie, de la 0,2 la 1,4 %, ca i necesitatea unei regl ri de precizie a debitului de hidrogen.
Astfel, dep irea H2 în alimentare cu 1%are dou efecte: scade acetilena cu 20% (ppm), dar cresc pierderile de etilen cu 6%,iar o sc dere de H2 în alimentare cu 1% duce la cre terea acetilenei în produs cu 15% i lasc derea pierderilor de etilen cu 6%.
O abordare sistematic a optimiz rii îndep rt rii acetilenei realizeazacela i autor în /W. Huang, HP, oct, 1979/
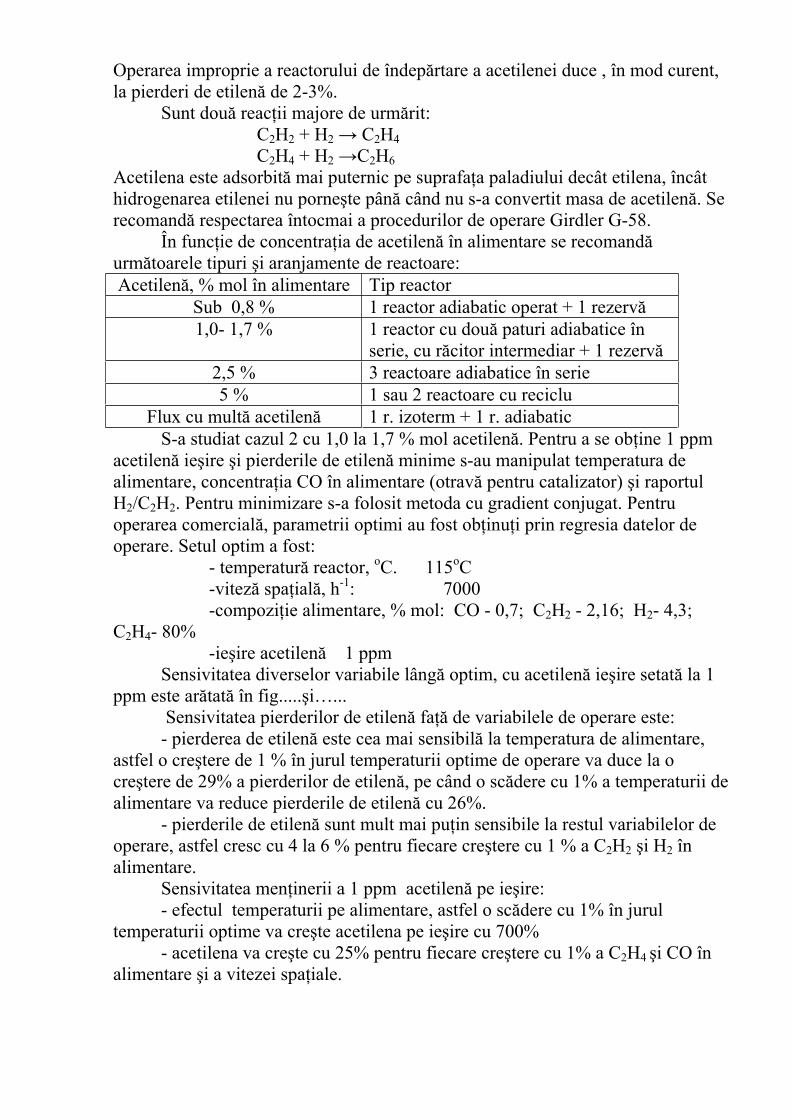
Operarea improprie a reactorului de îndep rtare a acetilenei duce , în mod curent, la pierderi de etilen de 2-3%. Sunt dou reac ii majore de urm rit: C2H2 + H2 C2H4
C2H4 + H2 C2H6
Acetilena este adsorbit mai puternic pe suprafa a paladiului decât etilena, încât hidrogenarea etilenei nu porne te pân când nu s-a convertit masa de acetilen . Se recomand respectarea întocmai a procedurilor de operare Girdler G-58. În func ie de concentra ia de acetilen în alimentare se recomandurm toarele tipuri i aranjamente de reactoare: Acetilen , % mol în alimentare Tip reactor
Sub 0,8 % 1 reactor adiabatic operat + 1 rezerv1,0- 1,7 % 1 reactor cu dou paturi adiabatice în
serie, cu r citor intermediar + 1 rezerv2,5 % 3 reactoare adiabatice în serie 5 % 1 sau 2 reactoare cu reciclu
Flux cu mult acetilen 1 r. izoterm + 1 r. adiabatic S-a studiat cazul 2 cu 1,0 la 1,7 % mol acetilen . Pentru a se ob ine 1 ppm acetilen ie ire i pierderile de etilen minime s-au manipulat temperatura de alimentare, concentra ia CO în alimentare (otrav pentru catalizator) i raportul H2/C2H2. Pentru minimizare s-a folosit metoda cu gradient conjugat. Pentru operarea comercial , parametrii optimi au fost ob inu i prin regresia datelor de operare. Setul optim a fost: - temperatur reactor, oC. 115oC -vitez spa ial , h-1: 7000 -compozi ie alimentare, % mol: CO - 0,7; C2H2 - 2,16; H2- 4,3; C2H4- 80% -ie ire acetilen 1 ppm Sensivitatea diverselor variabile lâng optim, cu acetilen ie ire setat la 1 ppm este ar tat în fig..... i…... Sensivitatea pierderilor de etilen fa de variabilele de operare este: - pierderea de etilen este cea mai sensibil la temperatura de alimentare, astfel o cre tere de 1 % în jurul temperaturii optime de operare va duce la o cre tere de 29% a pierderilor de etilen , pe când o sc dere cu 1% a temperaturii de alimentare va reduce pierderile de etilen cu 26%. - pierderile de etilen sunt mult mai pu in sensibile la restul variabilelor de operare, astfel cresc cu 4 la 6 % pentru fiecare cre tere cu 1 % a C2H2 i H2 în alimentare. Sensivitatea men inerii a 1 ppm acetilen pe ie ire: - efectul temperaturii pe alimentare, astfel o sc dere cu 1% în jurul temperaturii optime va cre te acetilena pe ie ire cu 700% - acetilena va cre te cu 25% pentru fiecare cre tere cu 1% a C2H4 i CO în alimentare i a vitezei spa iale.
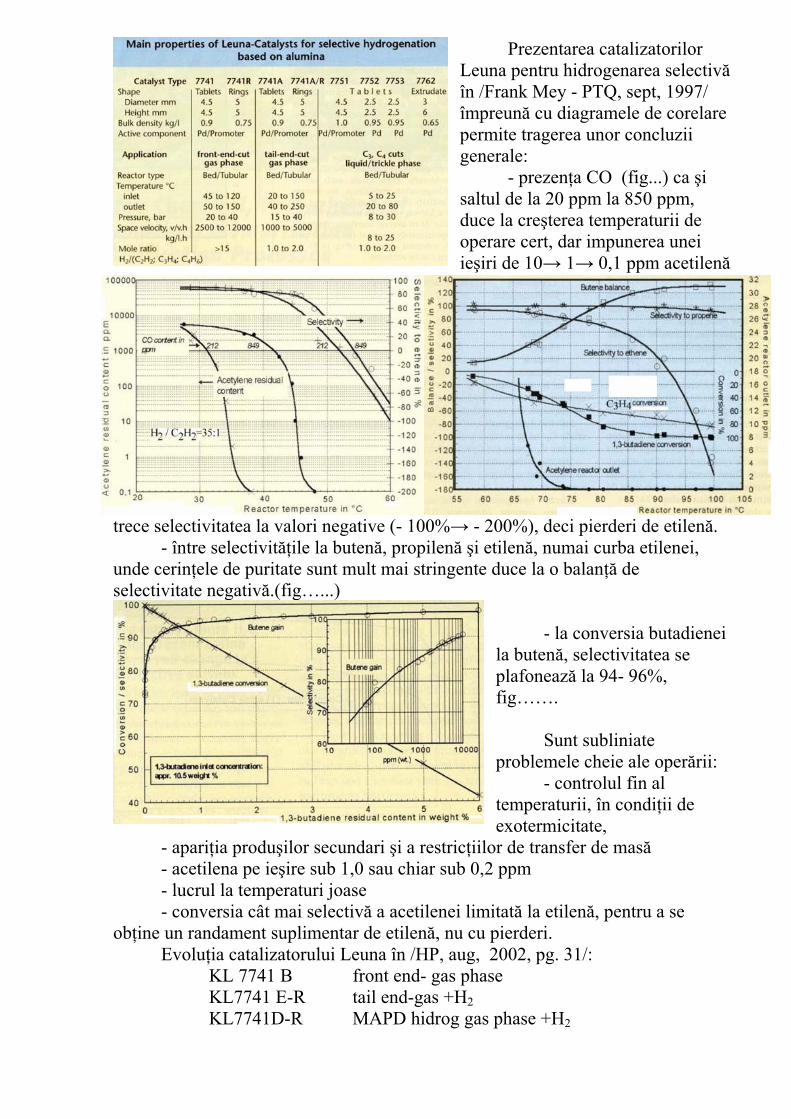
Prezentarea catalizatorilorLeuna pentru hidrogenarea selectivîn /Frank Mey - PTQ, sept, 1997/ împreun cu diagramele de corelarepermite tragerea unor concluzii generale: - prezen a CO (fig...) ca isaltul de la 20 ppm la 850 ppm,duce la cre terea temperaturii de operare cert, dar impunerea unei ie iri de 10 1 0,1 ppm acetilen
trece selectivitatea la valori negative (- 100% - 200%), deci pierderi de etilen .- între selectivit ile la buten , propilen i etilen , numai curba etilenei,
unde cerin ele de puritate sunt mult mai stringente duce la o balan de selectivitate negativ .(fig…...)
- la conversia butadienei la buten , selectivitatea se plafoneaz la 94- 96%, fig…….
Sunt subliniateproblemele cheie ale oper rii:
- controlul fin al temperaturii, în condi ii de exotermicitate,
- apari ia produ ilor secundari i a restric iilor de transfer de mas- acetilena pe ie ire sub 1,0 sau chiar sub 0,2 ppm- lucrul la temperaturi joase - conversia cât mai selectiv a acetilenei limitat la etilen , pentru a se
ob ine un randament suplimentar de etilen , nu cu pierderi. Evolu ia catalizatorului Leuna în /HP, aug, 2002, pg. 31/:
KL 7741 B front end- gas phase KL7741 E-R tail end-gas +H2
KL7741D-R MAPD hidrog gas phase +H2
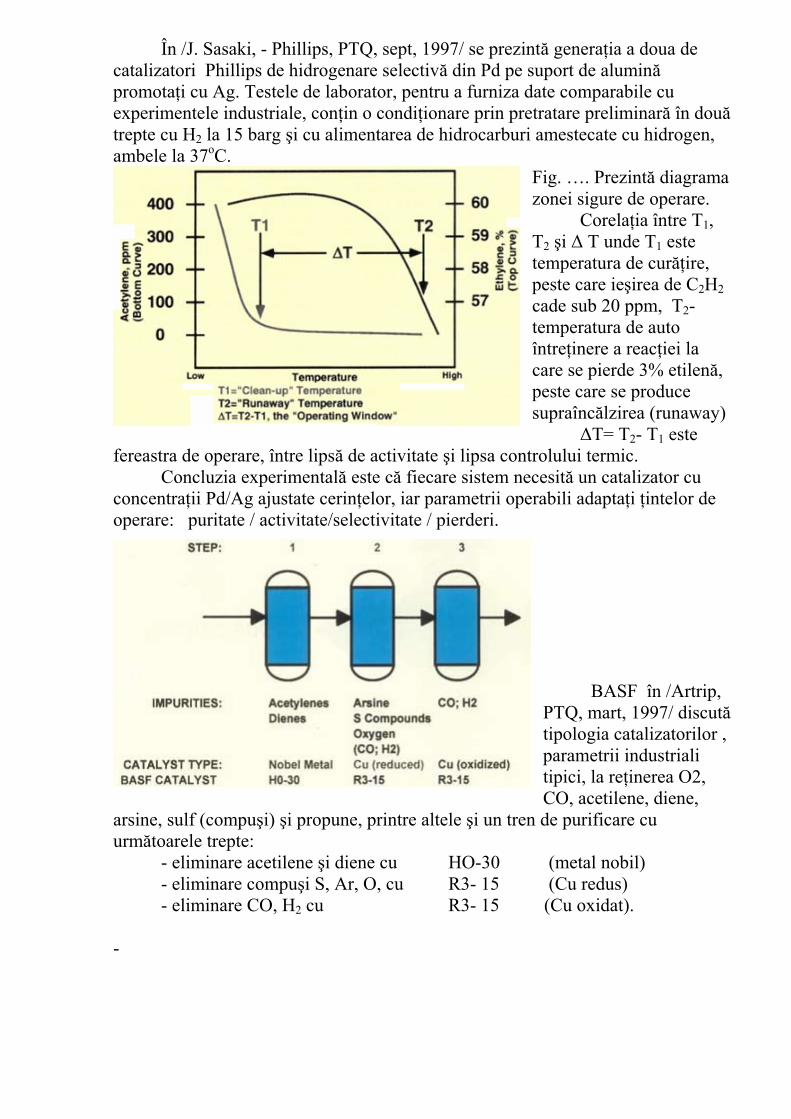
În /J. Sasaki, - Phillips, PTQ, sept, 1997/ se prezint genera ia a doua de catalizatori Phillips de hidrogenare selectiv din Pd pe suport de aluminpromota i cu Ag. Testele de laborator, pentru a furniza date comparabile cu experimentele industriale, con in o condi ionare prin pretratare preliminar în doutrepte cu H2 la 15 barg i cu alimentarea de hidrocarburi amestecate cu hidrogen, ambele la 37oC.
Fig. …. Prezint diagramazonei sigure de operare. Corela ia între T1,T2 i T unde T1 este temperatura de cur ire,peste care ie irea de C2H2
cade sub 20 ppm, T2-temperatura de auto între inere a reac iei la care se pierde 3% etilen ,peste care se produce supraînc lzirea (runaway)
T= T2- T1 este fereastra de operare, între lips de activitate i lipsa controlului termic. Concluzia experimental este c fiecare sistem necesit un catalizator cu concentra ii Pd/Ag ajustate cerin elor, iar parametrii operabili adapta i intelor de operare: puritate / activitate/selectivitate / pierderi.
BASF în /Artrip, PTQ, mart, 1997/ discuttipologia catalizatorilor , parametrii industriali tipici, la re inerea O2, CO, acetilene, diene,
arsine, sulf (compu i) i propune, printre altele i un tren de purificare cu urm toarele trepte:
- eliminare acetilene i diene cu HO-30 (metal nobil) - eliminare compu i S, Ar, O, cu R3- 15 (Cu redus) - eliminare CO, H2 cu R3- 15 (Cu oxidat).
-
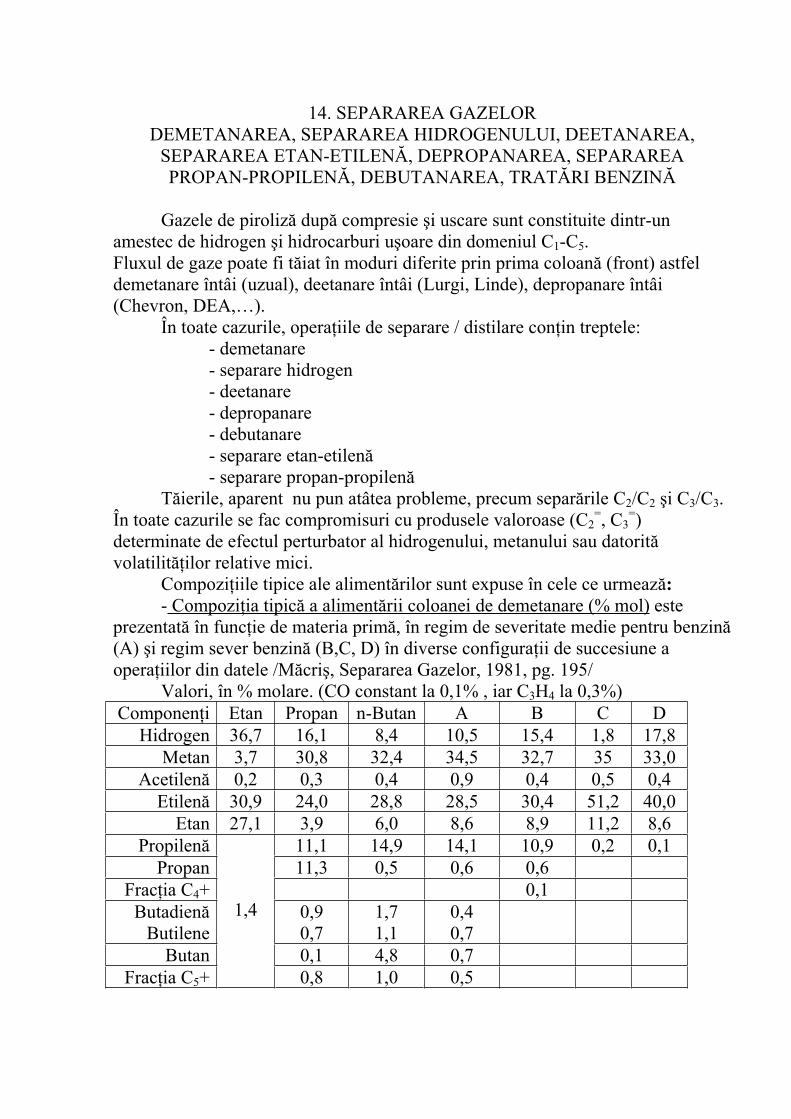
14. SEPARAREA GAZELOR DEMETANAREA, SEPARAREA HIDROGENULUI, DEETANAREA,
SEPARAREA ETAN-ETILEN , DEPROPANAREA, SEPARAREAPROPAN-PROPILEN , DEBUTANAREA, TRAT RI BENZIN
Gazele de piroliz dup compresie i uscare sunt constituite dintr-un amestec de hidrogen i hidrocarburi u oare din domeniul C1-C5.Fluxul de gaze poate fi t iat în moduri diferite prin prima coloan (front) astfel demetanare întâi (uzual), deetanare întâi (Lurgi, Linde), depropanare întâi (Chevron, DEA,…). În toate cazurile, opera iile de separare / distilare con in treptele: - demetanare - separare hidrogen - deetanare - depropanare - debutanare - separare etan-etilen - separare propan-propilen T ierile, aparent nu pun atâtea probleme, precum separ rile C2/C2 i C3/C3.În toate cazurile se fac compromisuri cu produsele valoroase (C2
=, C3=)
determinate de efectul perturbator al hidrogenului, metanului sau datoritvolatilit ilor relative mici. Compozi iile tipice ale aliment rilor sunt expuse în cele ce urmeaz :
- Compozi ia tipic a aliment rii coloanei de demetanare (% mol) este prezentat în func ie de materia prim , în regim de severitate medie pentru benzin(A) i regim sever benzin (B,C, D) în diverse configura ii de succesiune a opera iilor din datele /M cri , Separarea Gazelor, 1981, pg. 195/ Valori, în % molare. (CO constant la 0,1% , iar C3H4 la 0,3%) Componen i Etan Propan n-Butan A B C D
Hidrogen 36,7 16,1 8,4 10,5 15,4 1,8 17,8Metan 3,7 30,8 32,4 34,5 32,7 35 33,0
Acetilen 0,2 0,3 0,4 0,9 0,4 0,5 0,4Etilen 30,9 24,0 28,8 28,5 30,4 51,2 40,0
Etan 27,1 3,9 6,0 8,6 8,9 11,2 8,6Propilen 11,1 14,9 14,1 10,9 0,2 0,1
Propan 11,3 0,5 0,6 0,6Frac ia C4+ 0,1
ButadienButilene
0,90,7
1,71,1
0,40,7
Butan 0,1 4,8 0,7Frac ia C5+
1,4
0,8 1,0 0,5
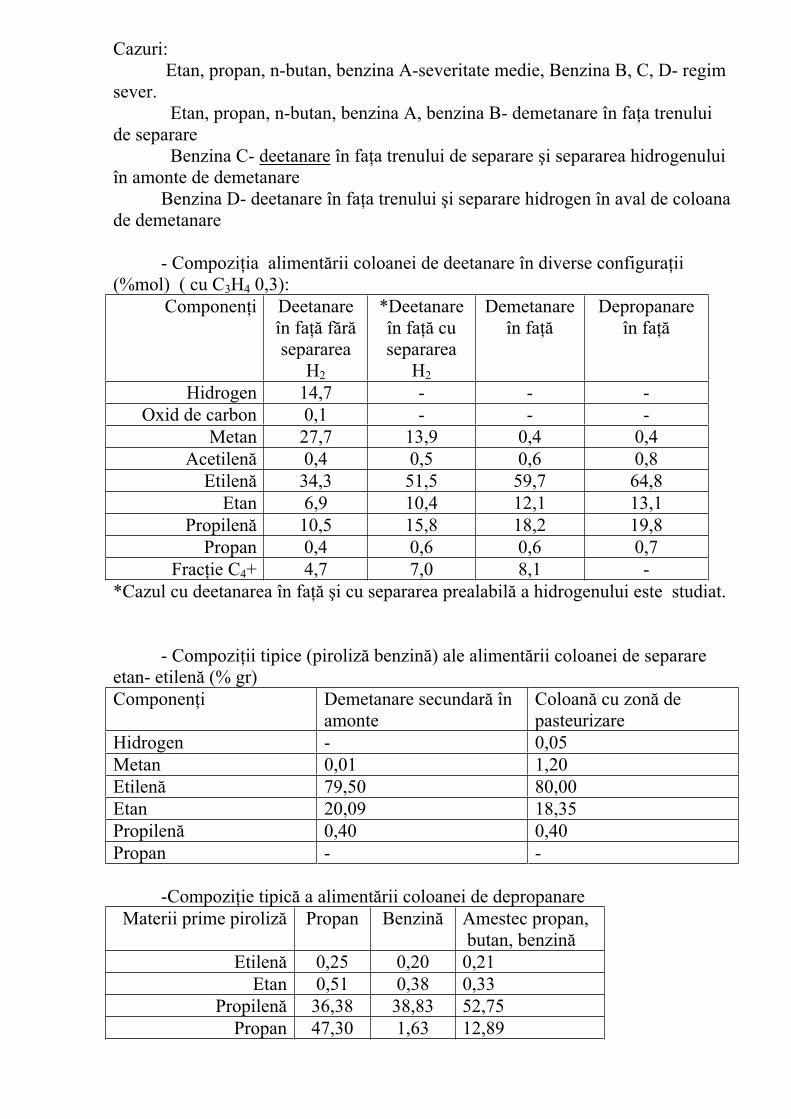
Cazuri: Etan, propan, n-butan, benzina A-severitate medie, Benzina B, C, D- regim sever. Etan, propan, n-butan, benzina A, benzina B- demetanare în fa a trenului de separare Benzina C- deetanare în fa a trenului de separare i separarea hidrogenului în amonte de demetanare Benzina D- deetanare în fa a trenului i separare hidrogen în aval de coloana de demetanare
- Compozi ia aliment rii coloanei de deetanare în diverse configura ii(%mol) ( cu C3H4 0,3):
Componen i Deetanareîn fa f rsepararea
H2
*Deetanare în fa cu separarea
H2
Demetanare în fa
Depropanareîn fa
Hidrogen 14,7 - - -Oxid de carbon 0,1 - - -
Metan 27,7 13,9 0,4 0,4Acetilen 0,4 0,5 0,6 0,8
Etilen 34,3 51,5 59,7 64,8Etan 6,9 10,4 12,1 13,1
Propilen 10,5 15,8 18,2 19,8Propan 0,4 0,6 0,6 0,7
Frac ie C4+ 4,7 7,0 8,1 -*Cazul cu deetanarea în fa i cu separarea prealabil a hidrogenului este studiat.
- Compozi ii tipice (piroliz benzin ) ale aliment rii coloanei de separare etan- etilen (% gr) Componen i Demetanare secundar în
amonte Coloan cu zon de pasteurizare
Hidrogen - 0,05Metan 0,01 1,20Etilen 79,50 80,00Etan 20,09 18,35Propilen 0,40 0,40Propan - -
-Compozi ie tipic a aliment rii coloanei de depropanare Materii prime piroliz Propan Benzin Amestec propan,
butan, benzinEtilen 0,25 0,20 0,21
Etan 0,51 0,38 0,33Propilen 36,38 38,83 52,75
Propan 47,30 1,63 12,89
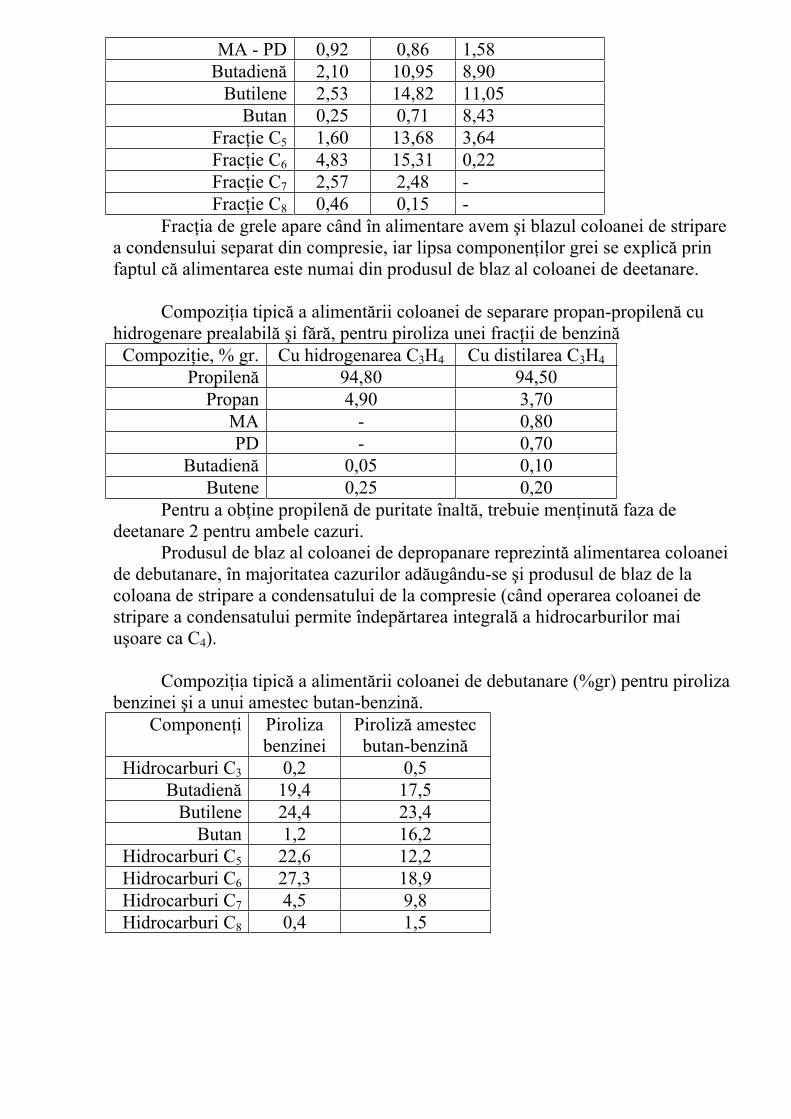
MA - PD 0,92 0,86 1,58Butadien 2,10 10,95 8,90
Butilene 2,53 14,82 11,05Butan 0,25 0,71 8,43
Frac ie C5 1,60 13,68 3,64Frac ie C6 4,83 15,31 0,22Frac ie C7 2,57 2,48 -Frac ie C8 0,46 0,15 -
Frac ia de grele apare când în alimentare avem i blazul coloanei de stripare a condensului separat din compresie, iar lipsa componen ilor grei se explic prin faptul c alimentarea este numai din produsul de blaz al coloanei de deetanare.
Compozi ia tipic a aliment rii coloanei de separare propan-propilen cu hidrogenare prealabil i f r , pentru piroliza unei frac ii de benzin
Compozi ie, % gr. Cu hidrogenarea C3H4 Cu distilarea C3H4
Propilen 94,80 94,50Propan 4,90 3,70
MA - 0,80PD - 0,70
Butadien 0,05 0,10Butene 0,25 0,20
Pentru a ob ine propilen de puritate înalt , trebuie men inut faza de deetanare 2 pentru ambele cazuri. Produsul de blaz al coloanei de depropanare reprezint alimentarea coloanei de debutanare, în majoritatea cazurilor ad ugându-se i produsul de blaz de la coloana de stripare a condensatului de la compresie (când operarea coloanei de stripare a condensatului permite îndep rtarea integral a hidrocarburilor mai u oare ca C4).
Compozi ia tipic a aliment rii coloanei de debutanare (%gr) pentru piroliza benzinei i a unui amestec butan-benzin .
Componen i Piroliza benzinei
Piroliz amestec butan-benzin
Hidrocarburi C3 0,2 0,5Butadien 19,4 17,5
Butilene 24,4 23,4Butan 1,2 16,2
Hidrocarburi C5 22,6 12,2Hidrocarburi C6 27,3 18,9Hidrocarburi C7 4,5 9,8Hidrocarburi C8 0,4 1,5
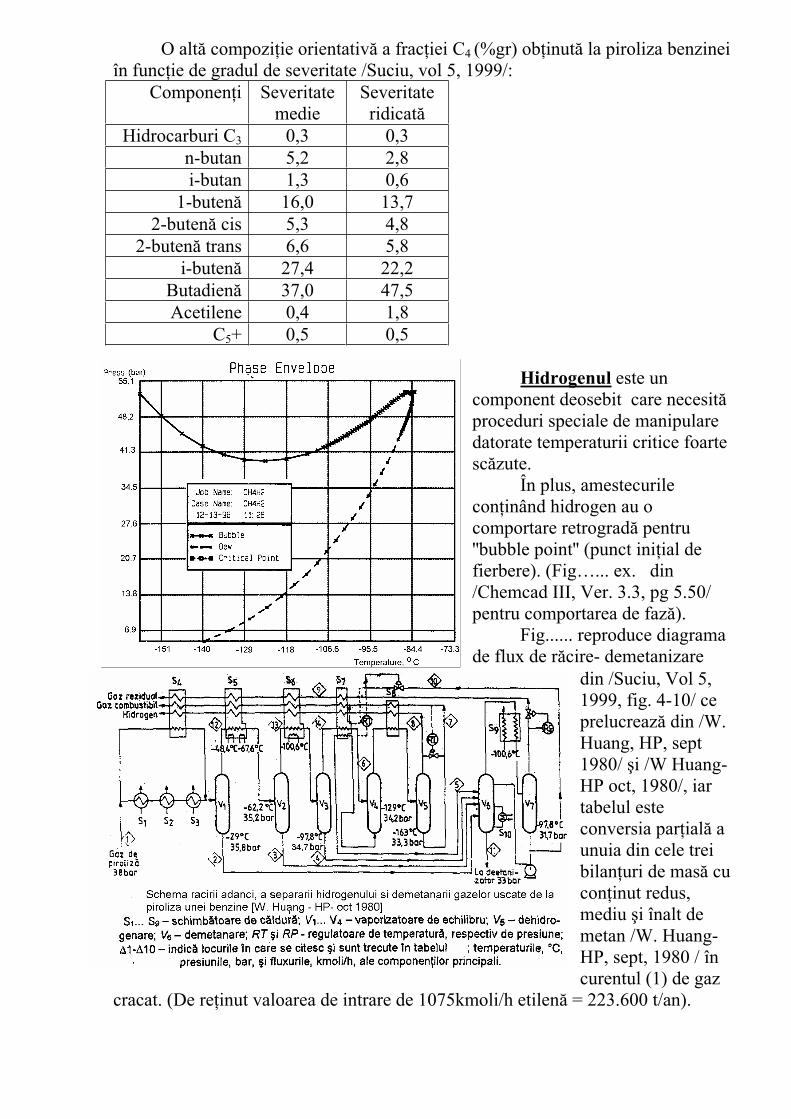
O alt compozi ie orientativ a frac iei C4 (%gr) ob inut la piroliza benzinei în func ie de gradul de severitate /Suciu, vol 5, 1999/:
Componen i Severitatemedie
Severitateridicat
Hidrocarburi C3 0,3 0,3n-butan 5,2 2,8i-butan 1,3 0,6
1-buten 16,0 13,72-buten cis 5,3 4,8
2-buten trans 6,6 5,8i-buten 27,4 22,2
Butadien 37,0 47,5Acetilene 0,4 1,8
C5+ 0,5 0,5
Hidrogenul este un component deosebit care necesitproceduri speciale de manipularedatorate temperaturii critice foarte sc zute.
În plus, amestecurile con inând hidrogen au o comportare retrograd pentru ''bubble point'' (punct ini ial de fierbere). (Fig…... ex. din /Chemcad III, Ver. 3.3, pg 5.50/ pentru comportarea de faz ).
Fig...... reproduce diagrama de flux de r cire- demetanizare
din /Suciu, Vol 5, 1999, fig. 4-10/ ce prelucreaz din /W. Huang, HP, sept 1980/ i /W Huang- HP oct, 1980/, iar tabelul este conversia par ial a unuia din cele trei bilan uri de mas cu con inut redus,mediu i înalt de metan /W. Huang-HP, sept, 1980 / în curentul (1) de gaz
cracat. (De re inut valoarea de intrare de 1075kmoli/h etilen = 223.600 t/an).
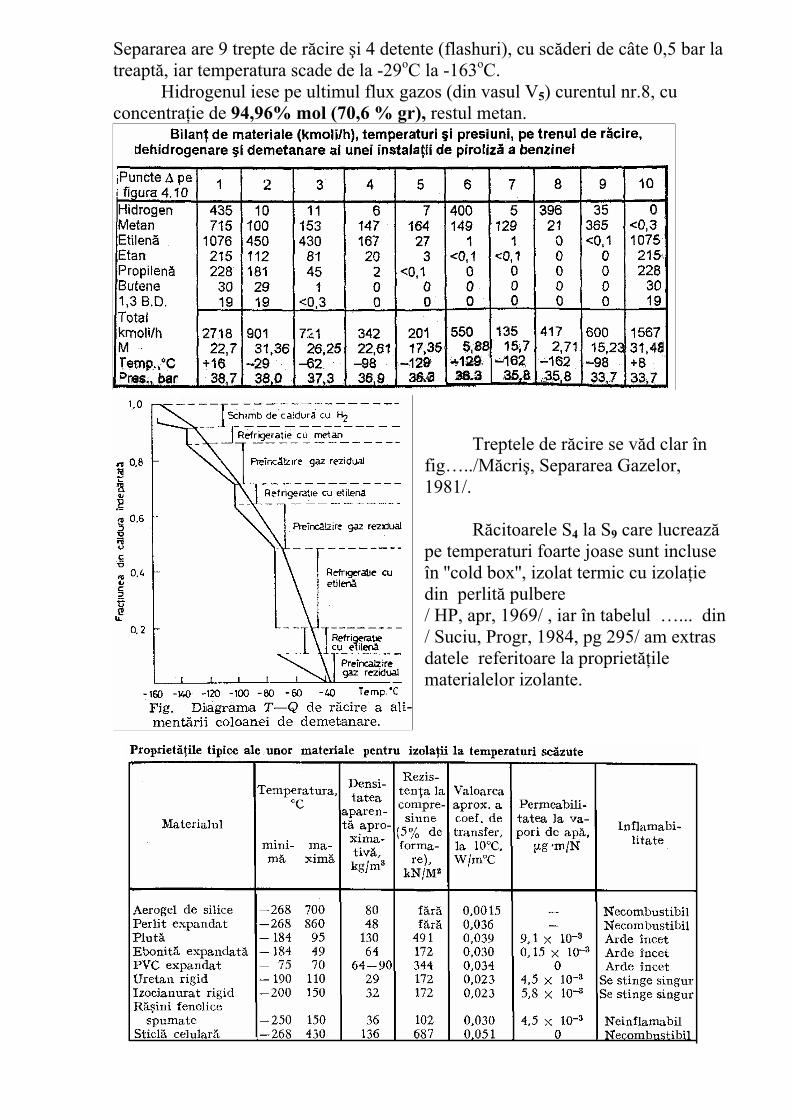
Separarea are 9 trepte de r cire i 4 detente (flashuri), cu sc deri de câte 0,5 bar latreapt , iar temperatura scade de la -29oC la -163oC.
Hidrogenul iese pe ultimul flux gazos (din vasul V5) curentul nr.8, cu concentra ie de 94,96% mol (70,6 % gr), restul metan.
Treptele de r cire se v d clar înfig…../M cri , Separarea Gazelor, 1981/.
R citoarele S4 la S9 care lucreazpe temperaturi foarte joase sunt incluse în ''cold box'', izolat termic cu izola iedin perlit pulbere/ HP, apr, 1969/ , iar în tabelul …... din / Suciu, Progr, 1984, pg 295/ am extras datele referitoare la propriet ilematerialelor izolante.
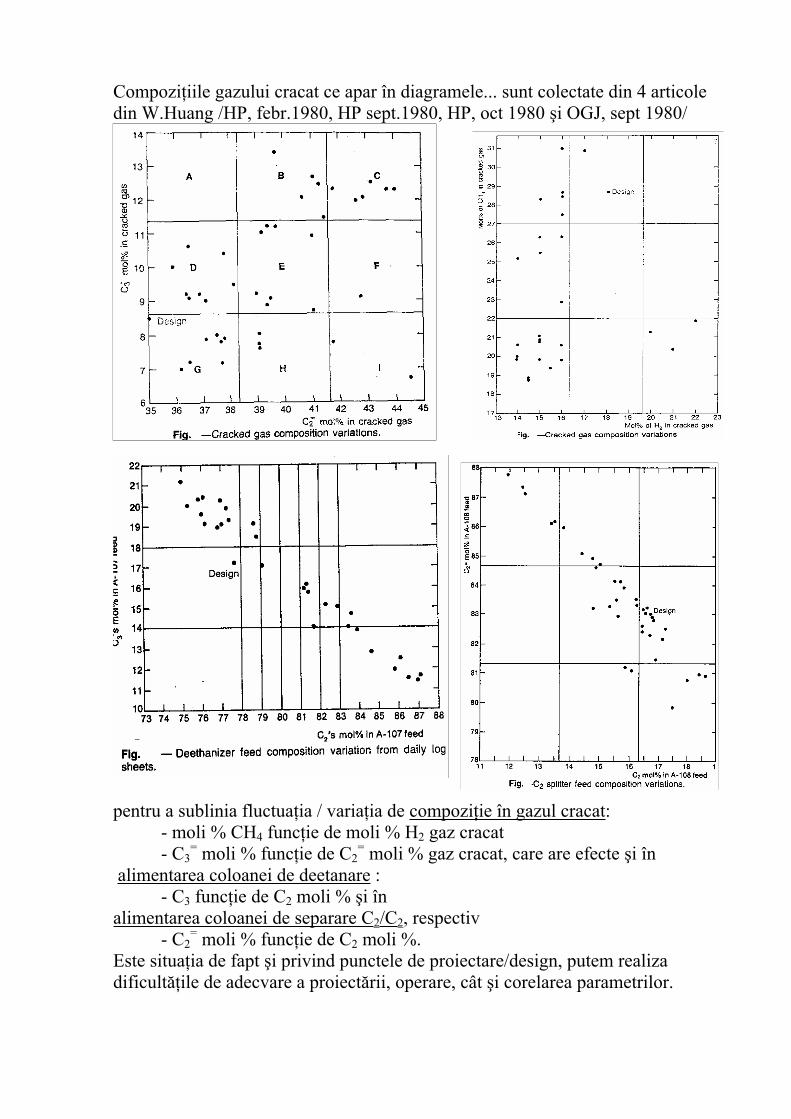
Compozi iile gazului cracat ce apar în diagramele... sunt colectate din 4 articole din W.Huang /HP, febr.1980, HP sept.1980, HP, oct 1980 i OGJ, sept 1980/
pentru a sublinia fluctua ia / varia ia de compozi ie în gazul cracat:- moli % CH4 func ie de moli % H2 gaz cracat
- C3= moli % func ie de C2
= moli % gaz cracat, care are efecte i în alimentarea coloanei de deetanare : - C3 func ie de C2 moli % i înalimentarea coloanei de separare C2/C2, respectiv - C2
= moli % func ie de C2 moli %. Este situa ia de fapt i privind punctele de proiectare/design, putem realiza dificult ile de adecvare a proiect rii, operare, cât i corelarea parametrilor.
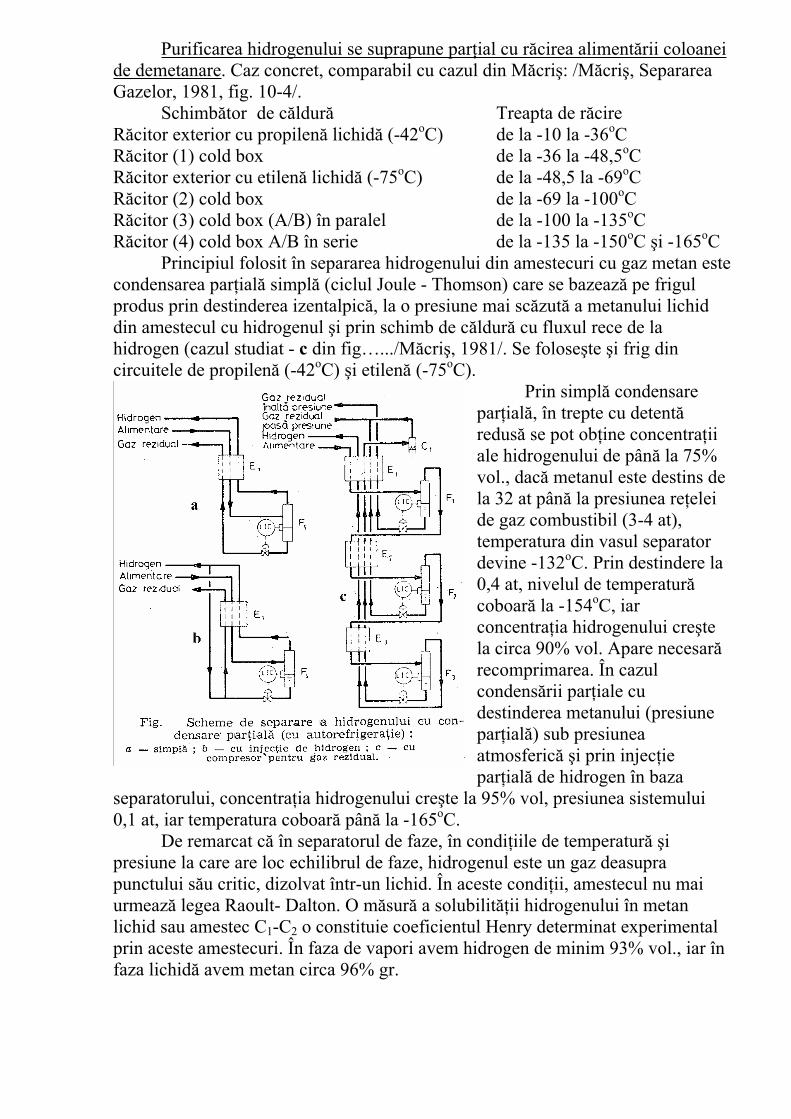
Purificarea hidrogenului se suprapune par ial cu r cirea aliment rii coloanei de demetanare. Caz concret, comparabil cu cazul din M cri : /M cri , Separarea Gazelor, 1981, fig. 10-4/. Schimb tor de c ldur Treapta de r cireR citor exterior cu propilen lichid (-42oC) de la -10 la -36oCR citor (1) cold box de la -36 la -48,5oCR citor exterior cu etilen lichid (-75oC) de la -48,5 la -69oCR citor (2) cold box de la -69 la -100oCR citor (3) cold box (A/B) în paralel de la -100 la -135oCR citor (4) cold box A/B în serie de la -135 la -150oC i -165oC
Principiul folosit în separarea hidrogenului din amestecuri cu gaz metan este condensarea par ial simpl (ciclul Joule - Thomson) care se bazeaz pe frigul produs prin destinderea izentalpic , la o presiune mai sc zut a metanului lichid din amestecul cu hidrogenul i prin schimb de c ldur cu fluxul rece de la hidrogen (cazul studiat - c din fig….../M cri , 1981/. Se folose te i frig din circuitele de propilen (-42oC) i etilen (-75oC).
Prin simpl condensare par ial , în trepte cu detentredus se pot ob ine concentra iiale hidrogenului de pân la 75%vol., dac metanul este destins de la 32 at pân la presiunea re eleide gaz combustibil (3-4 at), temperatura din vasul separator devine -132oC. Prin destindere la 0,4 at, nivelul de temperaturcoboar la -154oC, iarconcentra ia hidrogenului cre tela circa 90% vol. Apare necesarrecomprimarea. În cazul condens rii par iale cudestinderea metanului (presiune par ial ) sub presiunea atmosferic i prin injec iepar ial de hidrogen în baza
separatorului, concentra ia hidrogenului cre te la 95% vol, presiunea sistemului0,1 at, iar temperatura coboar pân la -165oC.
De remarcat c în separatorul de faze, în condi iile de temperatur ipresiune la care are loc echilibrul de faze, hidrogenul este un gaz deasupra punctului s u critic, dizolvat într-un lichid. În aceste condi ii, amestecul nu mai urmeaz legea Raoult- Dalton. O m sur a solubilit ii hidrogenului în metan lichid sau amestec C1-C2 o constituie coeficientul Henry determinat experimentalprin aceste amestecuri. În faza de vapori avem hidrogen de minim 93% vol., iar în faza lichid avem metan circa 96% gr.
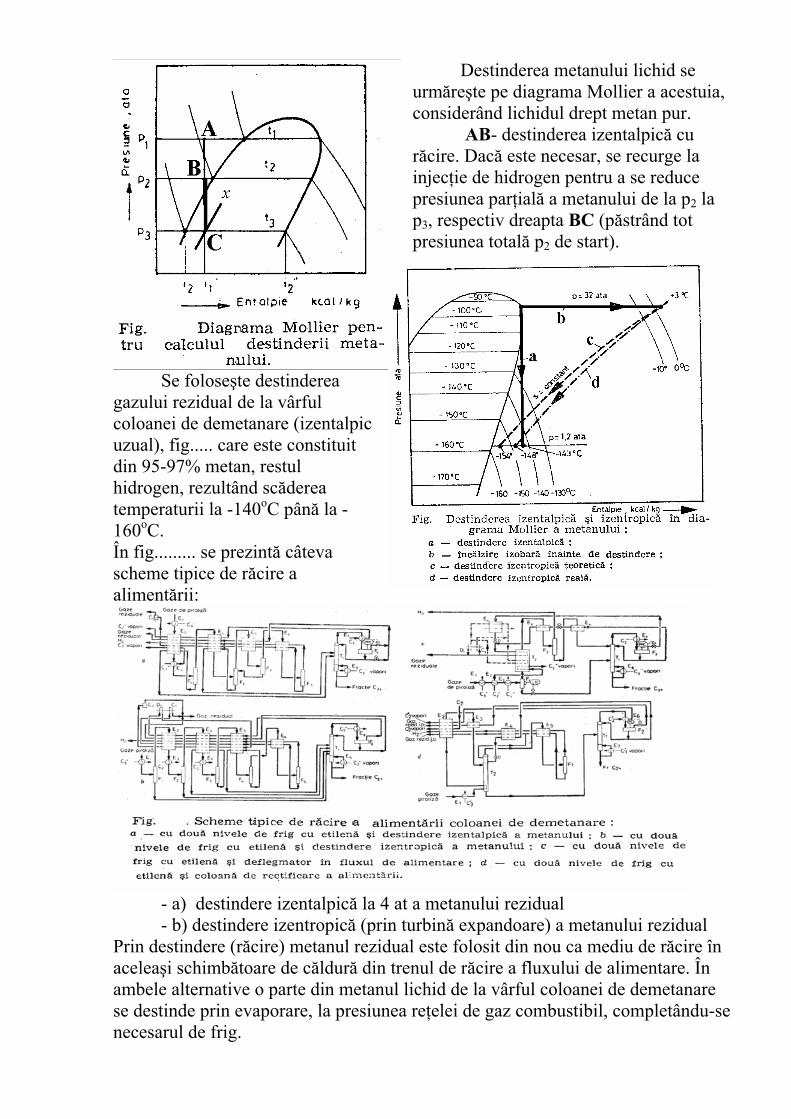
Destinderea metanului lichid se urm re te pe diagrama Mollier a acestuia,considerând lichidul drept metan pur.
AB- destinderea izentalpic cur cire. Dac este necesar, se recurge la injec ie de hidrogen pentru a se reduce presiunea par ial a metanului de la p2 lap3, respectiv dreapta BC (p strând tot presiunea total p2 de start).
Se folose te destinderea gazului rezidual de la vârful coloanei de demetanare (izentalpic uzual), fig..... care este constituit din 95-97% metan, restul hidrogen, rezultând sc dereatemperaturii la -140oC pân la -160oC.În fig......... se prezint câteva scheme tipice de r cire a aliment rii:
- a) destindere izentalpic la 4 at a metanului rezidual - b) destindere izentropic (prin turbin expandoare) a metanului rezidual
Prin destindere (r cire) metanul rezidual este folosit din nou ca mediu de r cire în acelea i schimb toare de c ldur din trenul de r cire a fluxului de alimentare. În ambele alternative o parte din metanul lichid de la vârful coloanei de demetanarese destinde prin evaporare, la presiunea re elei de gaz combustibil, completându-se necesarul de frig.
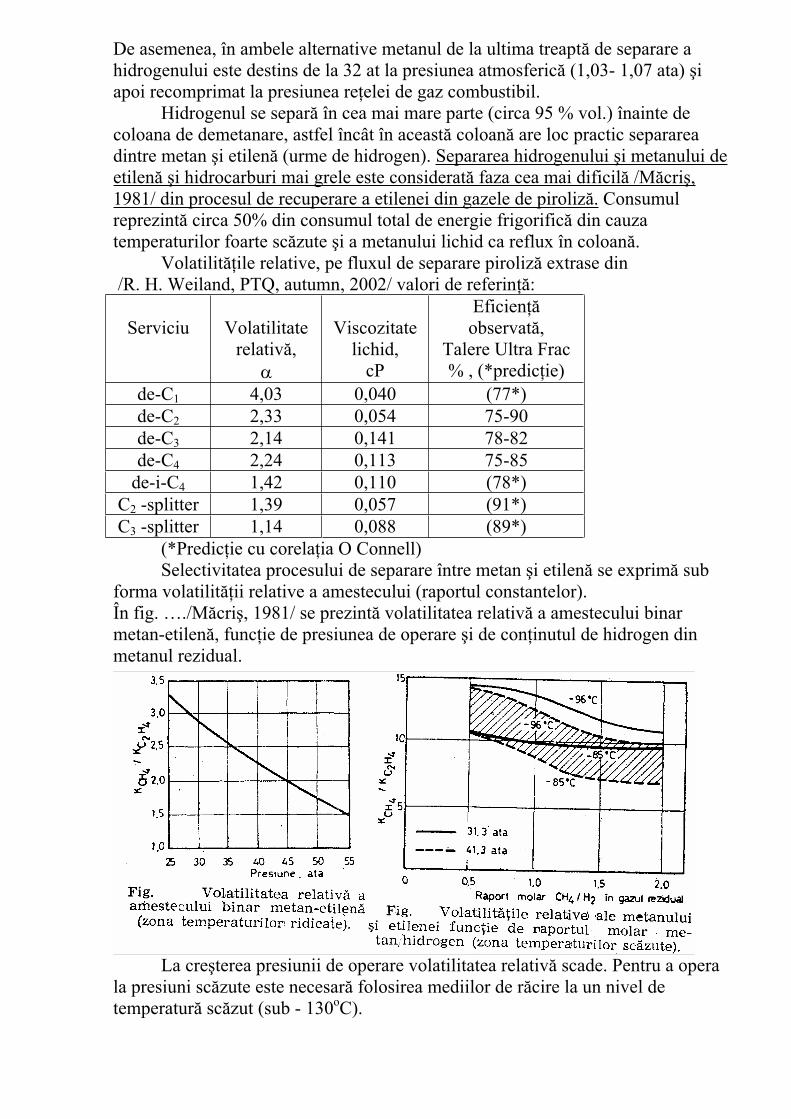
De asemenea, în ambele alternative metanul de la ultima treapt de separare a hidrogenului este destins de la 32 at la presiunea atmosferic (1,03- 1,07 ata) iapoi recomprimat la presiunea re elei de gaz combustibil.
Hidrogenul se separ în cea mai mare parte (circa 95 % vol.) înainte de coloana de demetanare, astfel încât în aceast coloan are loc practic separareadintre metan i etilen (urme de hidrogen). Separarea hidrogenului i metanului de etilen i hidrocarburi mai grele este considerat faza cea mai dificil /M cri ,1981/ din procesul de recuperare a etilenei din gazele de piroliz . Consumulreprezint circa 50% din consumul total de energie frigorific din cauza temperaturilor foarte sc zute i a metanului lichid ca reflux în coloan . Volatilit ile relative, pe fluxul de separare piroliz extrase din /R. H. Weiland, PTQ, autumn, 2002/ valori de referin :
Serviciu Volatilitaterelativ ,
Viscozitatelichid,
cP
Eficienobservat ,
Talere Ultra Frac % , (*predic ie)
de-C1 4,03 0,040 (77*)de-C2 2,33 0,054 75-90de-C3 2,14 0,141 78-82de-C4 2,24 0,113 75-85
de-i-C4 1,42 0,110 (78*)C2 -splitter 1,39 0,057 (91*)C3 -splitter 1,14 0,088 (89*) (*Predic ie cu corela ia O Connell) Selectivitatea procesului de separare între metan i etilen se exprim sub forma volatilit ii relative a amestecului (raportul constantelor). În fig. …./M cri , 1981/ se prezint volatilitatea relativ a amestecului binar metan-etilen , func ie de presiunea de operare i de con inutul de hidrogen din metanul rezidual.
La cre terea presiunii de operare volatilitatea relativ scade. Pentru a opera la presiuni sc zute este necesar folosirea mediilor de r cire la un nivel de temperatur sc zut (sub - 130oC).
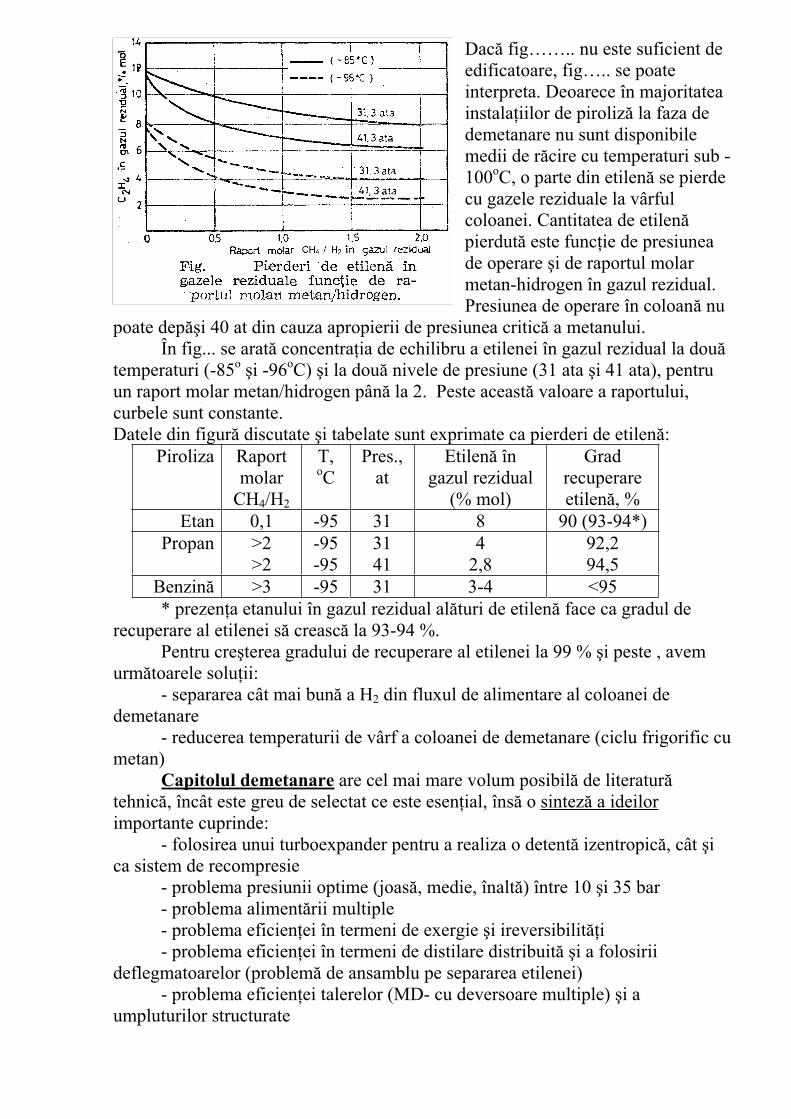
Dac fig…….. nu este suficient de edificatoare, fig….. se poate interpreta. Deoarece în majoritatea instala iilor de piroliz la faza de demetanare nu sunt disponibile medii de r cire cu temperaturi sub -100oC, o parte din etilen se pierde cu gazele reziduale la vârful coloanei. Cantitatea de etilenpierdut este func ie de presiunea de operare i de raportul molarmetan-hidrogen în gazul rezidual. Presiunea de operare în coloan nu
poate dep i 40 at din cauza apropierii de presiunea critic a metanului. În fig... se arat concentra ia de echilibru a etilenei în gazul rezidual la dou
temperaturi (-85o i -96oC) i la dou nivele de presiune (31 ata i 41 ata), pentru un raport molar metan/hidrogen pân la 2. Peste aceast valoare a raportului, curbele sunt constante. Datele din figur discutate i tabelate sunt exprimate ca pierderi de etilen :
Piroliza Raportmolar
CH4/H2
T,oC
Pres.,at
Etilen în gazul rezidual
(% mol)
Gradrecuperareetilen , %
Etan 0,1 -95 31 8 90 (93-94*)Propan >2
>2-95-95
3141
42,8
92,294,5
Benzin >3 -95 31 3-4 <95 * prezen a etanului în gazul rezidual al turi de etilen face ca gradul de recuperare al etilenei s creasc la 93-94 %. Pentru cre terea gradului de recuperare al etilenei la 99 % i peste , avem urm toarele solu ii:
- separarea cât mai bun a H2 din fluxul de alimentare al coloanei de demetanare
- reducerea temperaturii de vârf a coloanei de demetanare (ciclu frigorific cu metan)
Capitolul demetanare are cel mai mare volum posibil de literaturtehnic , încât este greu de selectat ce este esen ial, îns o sintez a ideilorimportante cuprinde:
- folosirea unui turboexpander pentru a realiza o detent izentropic , cât ica sistem de recompresie
- problema presiunii optime (joas , medie, înalt ) între 10 i 35 bar - problema aliment rii multiple- problema eficien ei în termeni de exergie i ireversibilit i- problema eficien ei în termeni de distilare distribuit i a folosirii
deflegmatoarelor (problem de ansamblu pe separarea etilenei) - problema eficien ei talerelor (MD- cu deversoare multiple) i a
umpluturilor structurate
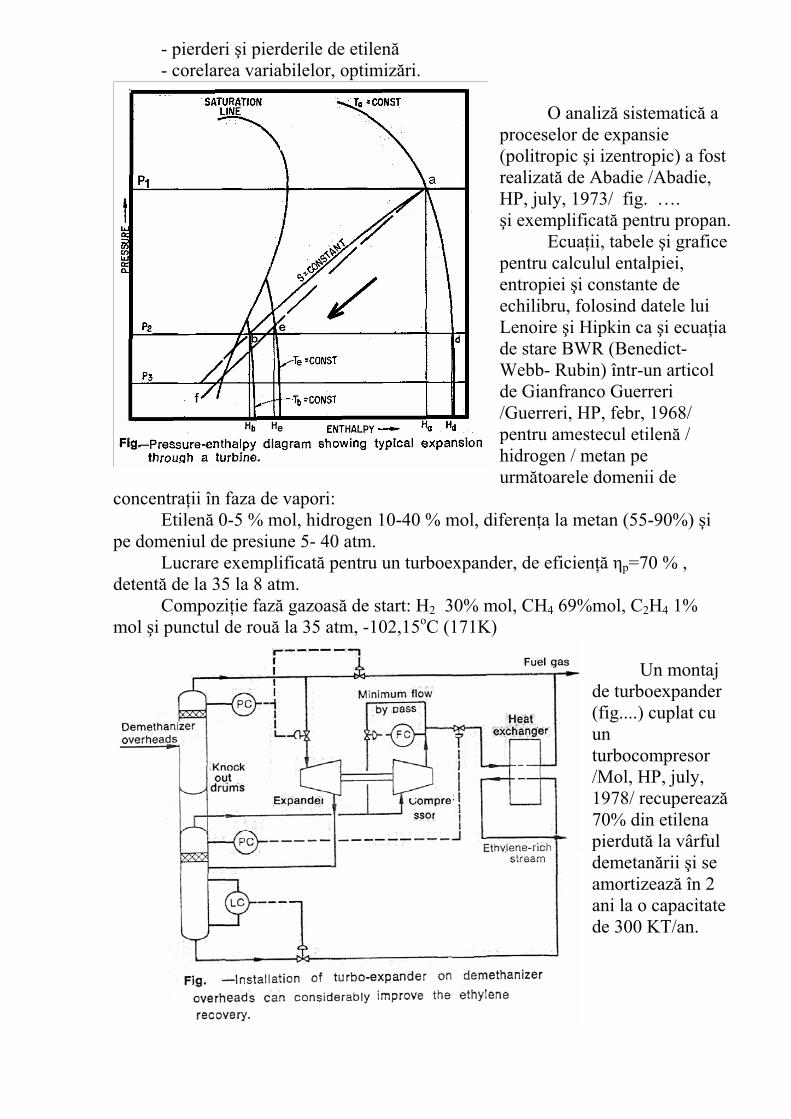
- pierderi i pierderile de etilen- corelarea variabilelor, optimiz ri.
O analiz sistematic a proceselor de expansie (politropic i izentropic) a fost realizat de Abadie /Abadie,HP, july, 1973/ fig. ….i exemplificat pentru propan.
Ecua ii, tabele i grafice pentru calculul entalpiei, entropiei i constante de echilibru, folosind datele lui Lenoire i Hipkin ca i ecua iade stare BWR (Benedict-Webb- Rubin) într-un articol de Gianfranco Guerreri /Guerreri, HP, febr, 1968/ pentru amestecul etilen / hidrogen / metan pe urm toarele domenii de
concentra ii în faza de vapori: Etilen 0-5 % mol, hidrogen 10-40 % mol, diferen a la metan (55-90%) ipe domeniul de presiune 5- 40 atm. Lucrare exemplificat pentru un turboexpander, de eficien p=70 % , detent de la 35 la 8 atm. Compozi ie faz gazoas de start: H2 30% mol, CH4 69%mol, C2H4 1% mol i punctul de rou la 35 atm, -102,15oC (171K)
Un montajde turboexpander (fig....) cuplat cu unturbocompresor/Mol, HP, july, 1978/ recupereaz70% din etilena pierdut la vârful demetan rii i se amortizeaz în 2 ani la o capacitate de 300 KT/an.
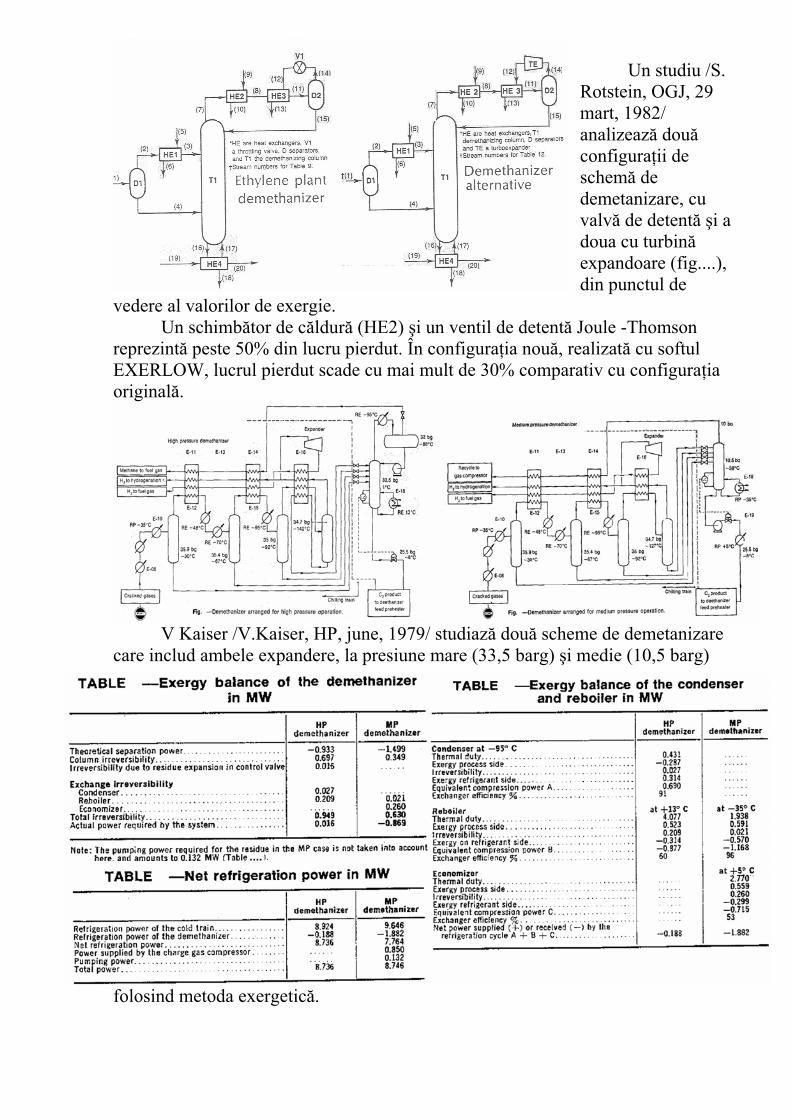
Un studiu /S.Rotstein, OGJ, 29 mart, 1982/ analizeaz douconfigura ii de schem de demetanizare, cu valv de detent i a doua cu turbinexpandoare (fig....), din punctul de
vedere al valorilor de exergie. Un schimb tor de c ldur (HE2) i un ventil de detent Joule -Thomsonreprezint peste 50% din lucru pierdut. În configura ia nou , realizat cu softul EXERLOW, lucrul pierdut scade cu mai mult de 30% comparativ cu configura iaoriginal .
V Kaiser /V.Kaiser, HP, june, 1979/ studiaz dou scheme de demetanizare care includ ambele expandere, la presiune mare (33,5 barg) i medie (10,5 barg)
folosind metoda exergetic .
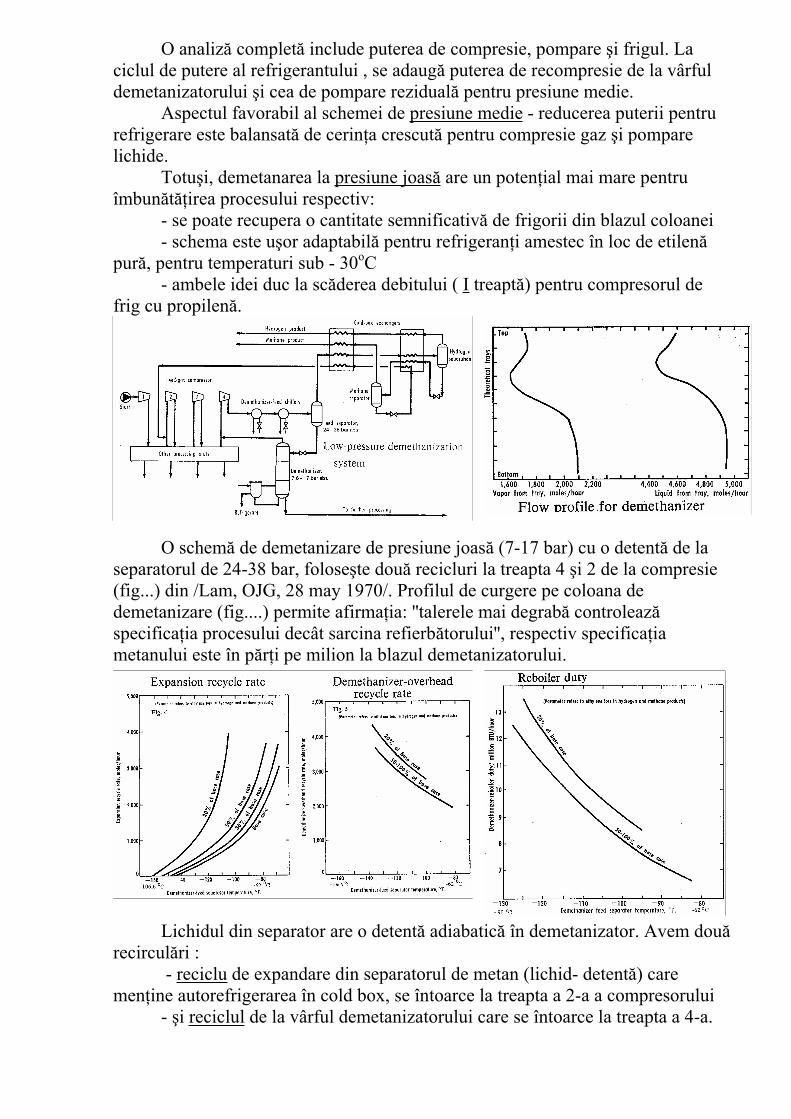
O analiz complet include puterea de compresie, pompare i frigul. La ciclul de putere al refrigerantului , se adaug puterea de recompresie de la vârful demetanizatorului i cea de pompare rezidual pentru presiune medie.
Aspectul favorabil al schemei de presiune medie - reducerea puterii pentru refrigerare este balansat de cerin a crescut pentru compresie gaz i pomparelichide. Totu i, demetanarea la presiune joas are un poten ial mai mare pentru îmbun t irea procesului respectiv:
- se poate recupera o cantitate semnificativ de frigorii din blazul coloanei - schema este u or adaptabil pentru refrigeran i amestec în loc de etilen
pur , pentru temperaturi sub - 30oC- ambele idei duc la sc derea debitului ( I treapt ) pentru compresorul de
frig cu propilen .
O schem de demetanizare de presiune joas (7-17 bar) cu o detent de la separatorul de 24-38 bar, folose te dou recicluri la treapta 4 i 2 de la compresie(fig...) din /Lam, OJG, 28 may 1970/. Profilul de curgere pe coloana de demetanizare (fig....) permite afirma ia: ''talerele mai degrab controleazspecifica ia procesului decât sarcina refierb torului'', respectiv specifica iametanului este în p r i pe milion la blazul demetanizatorului.
Lichidul din separator are o detent adiabatic în demetanizator. Avem dourecircul ri :
- reciclu de expandare din separatorul de metan (lichid- detent ) care men ine autorefrigerarea în cold box, se întoarce la treapta a 2-a a compresorului - i reciclul de la vârful demetanizatorului care se întoarce la treapta a 4-a.
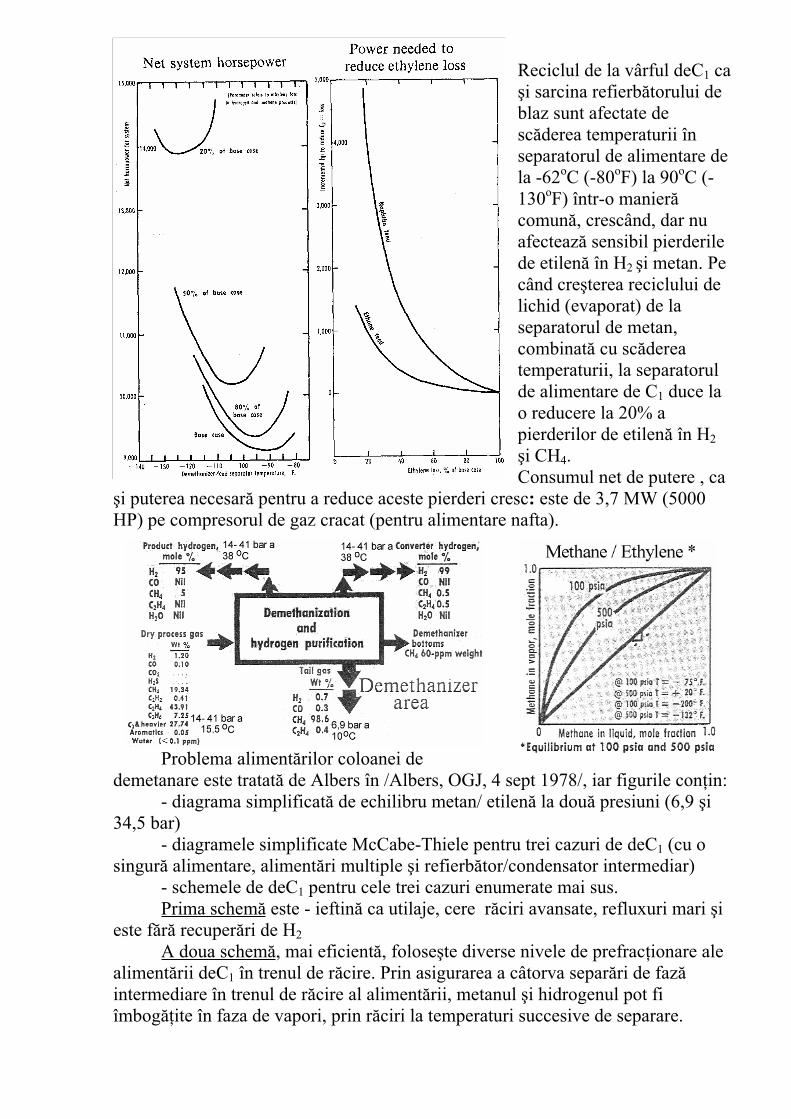
Reciclul de la vârful deC1 ca i sarcina refierb torului de
blaz sunt afectate de sc derea temperaturii în separatorul de alimentare de la -62oC (-80oF) la 90oC (-130oF) într-o maniercomun , crescând, dar nu afecteaz sensibil pierderile de etilen în H2 i metan. Pe când cre terea reciclului de lichid (evaporat) de la separatorul de metan,combinat cu sc dereatemperaturii, la separatorulde alimentare de C1 duce la o reducere la 20% a pierderilor de etilen în H2
i CH4.Consumul net de putere , ca
i puterea necesar pentru a reduce aceste pierderi cresc: este de 3,7 MW (5000 HP) pe compresorul de gaz cracat (pentru alimentare nafta).
Problema aliment rilor coloanei de demetanare este tratat de Albers în /Albers, OGJ, 4 sept 1978/, iar figurile con in:
- diagrama simplificat de echilibru metan/ etilen la dou presiuni (6,9 i34,5 bar)
- diagramele simplificate McCabe-Thiele pentru trei cazuri de deC1 (cu o singur alimentare, aliment ri multiple i refierb tor/condensator intermediar)
- schemele de deC1 pentru cele trei cazuri enumerate mai sus. Prima schem este - ieftin ca utilaje, cere r ciri avansate, refluxuri mari i
este f r recuper ri de H2
A doua schem , mai eficient , folose te diverse nivele de prefrac ionare ale aliment rii deC1 în trenul de r cire. Prin asigurarea a câtorva separ ri de fazintermediare în trenul de r cire al aliment rii, metanul i hidrogenul pot fi îmbog ite în faza de vapori, prin r ciri la temperaturi succesive de separare.
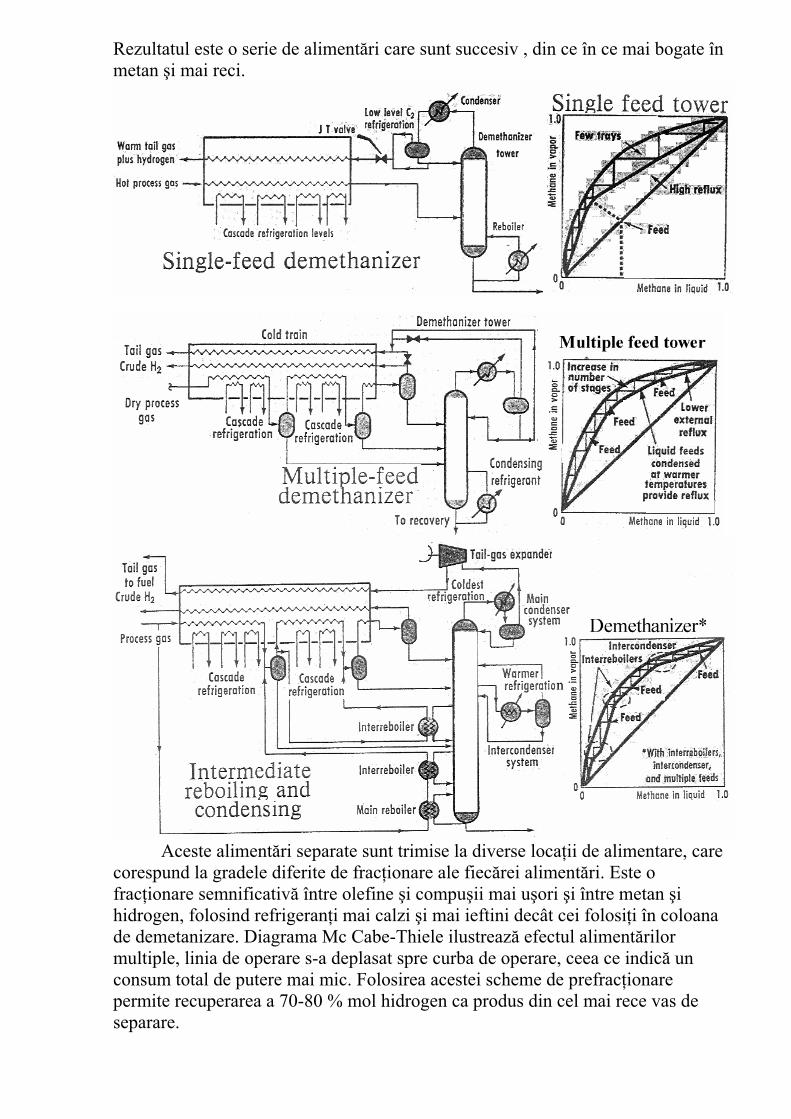
Rezultatul este o serie de aliment ri care sunt succesiv , din ce în ce mai bogate în metan i mai reci.
Aceste aliment ri separate sunt trimise la diverse loca ii de alimentare, care corespund la gradele diferite de frac ionare ale fiec rei aliment ri. Este o frac ionare semnificativ între olefine i compu ii mai u ori i între metan ihidrogen, folosind refrigeran i mai calzi i mai ieftini decât cei folosi i în coloana de demetanizare. Diagrama Mc Cabe-Thiele ilustreaz efectul aliment rilormultiple, linia de operare s-a deplasat spre curba de operare, ceea ce indic un consum total de putere mai mic. Folosirea acestei scheme de prefrac ionarepermite recuperarea a 70-80 % mol hidrogen ca produs din cel mai rece vas de separare.
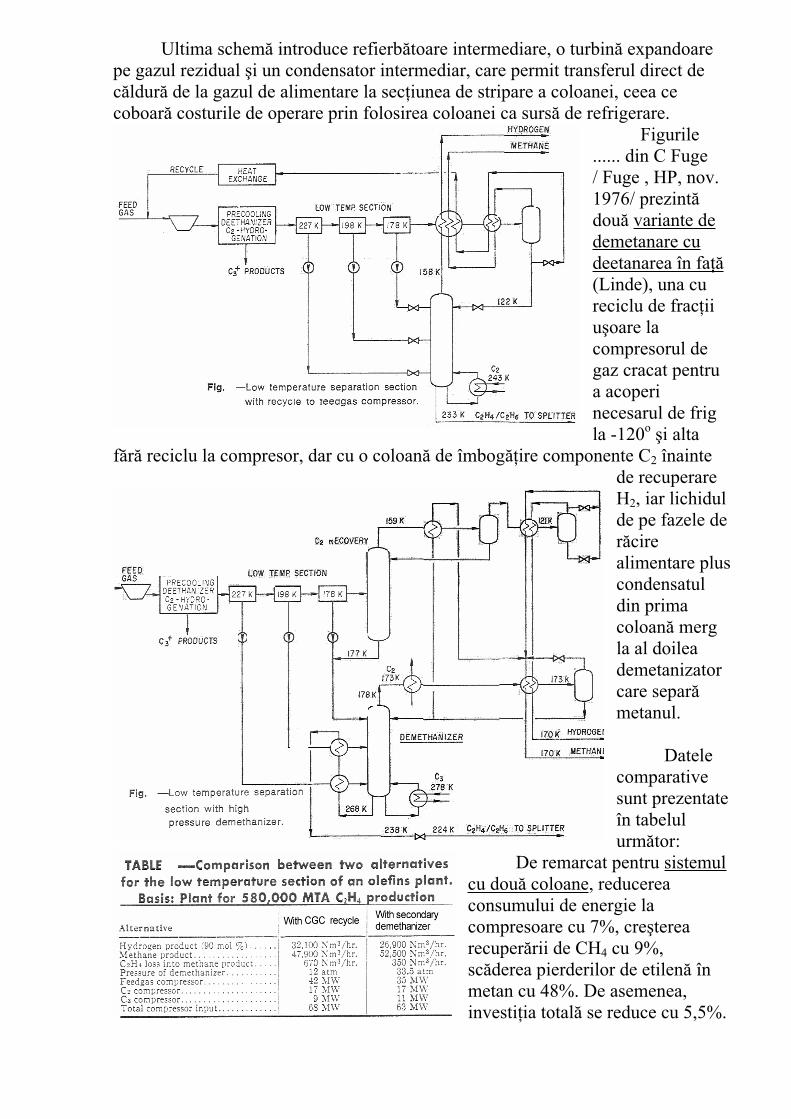
Ultima schem introduce refierb toare intermediare, o turbin expandoare pe gazul rezidual i un condensator intermediar, care permit transferul direct de c ldur de la gazul de alimentare la sec iunea de stripare a coloanei, ceea ce coboar costurile de operare prin folosirea coloanei ca surs de refrigerare.
Figurile ...... din C Fuge/ Fuge , HP, nov. 1976/ prezintdou variante de demetanare cu deetanarea în fa(Linde), una cu reciclu de frac iiu oare la compresorul de gaz cracat pentru a acoperi necesarul de frig la -120o i alta
f r reciclu la compresor, dar cu o coloan de îmbog ire componente C2 înainte de recuperare H2, iar lichidul de pe fazele de r cirealimentare pluscondensatuldin primacoloan merg la al doilea demetanizatorcare separmetanul.
Datelecomparativesunt prezentate în tabelul urm tor:
De remarcat pentru sistemulcu dou coloane, reducereaconsumului de energie la compresoare cu 7%, cre terearecuper rii de CH4 cu 9%, sc derea pierderilor de etilen în metan cu 48%. De asemenea,investi ia total se reduce cu 5,5%.
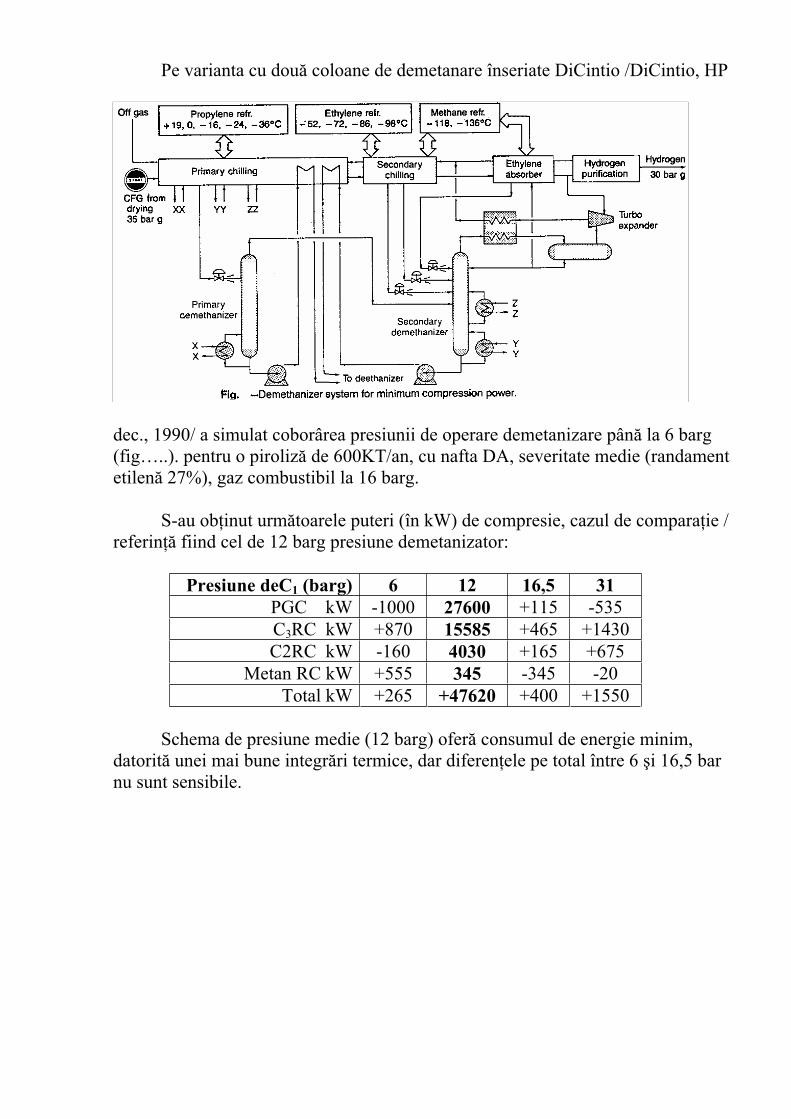
Pe varianta cu dou coloane de demetanare înseriate DiCintio /DiCintio, HP
dec., 1990/ a simulat coborârea presiunii de operare demetanizare pân la 6 barg (fig…..). pentru o piroliz de 600KT/an, cu nafta DA, severitate medie (randamentetilen 27%), gaz combustibil la 16 barg.
S-au ob inut urm toarele puteri (în kW) de compresie, cazul de compara ie / referin fiind cel de 12 barg presiune demetanizator:
Presiune deC1 (barg) 6 12 16,5 31
PGC kW -1000 27600 +115 -535C3RC kW +870 15585 +465 +1430C2RC kW -160 4030 +165 +675
Metan RC kW +555 345 -345 -20Total kW +265 +47620 +400 +1550
Schema de presiune medie (12 barg) ofer consumul de energie minim,datorit unei mai bune integr ri termice, dar diferen ele pe total între 6 i 16,5 bar nu sunt sensibile.
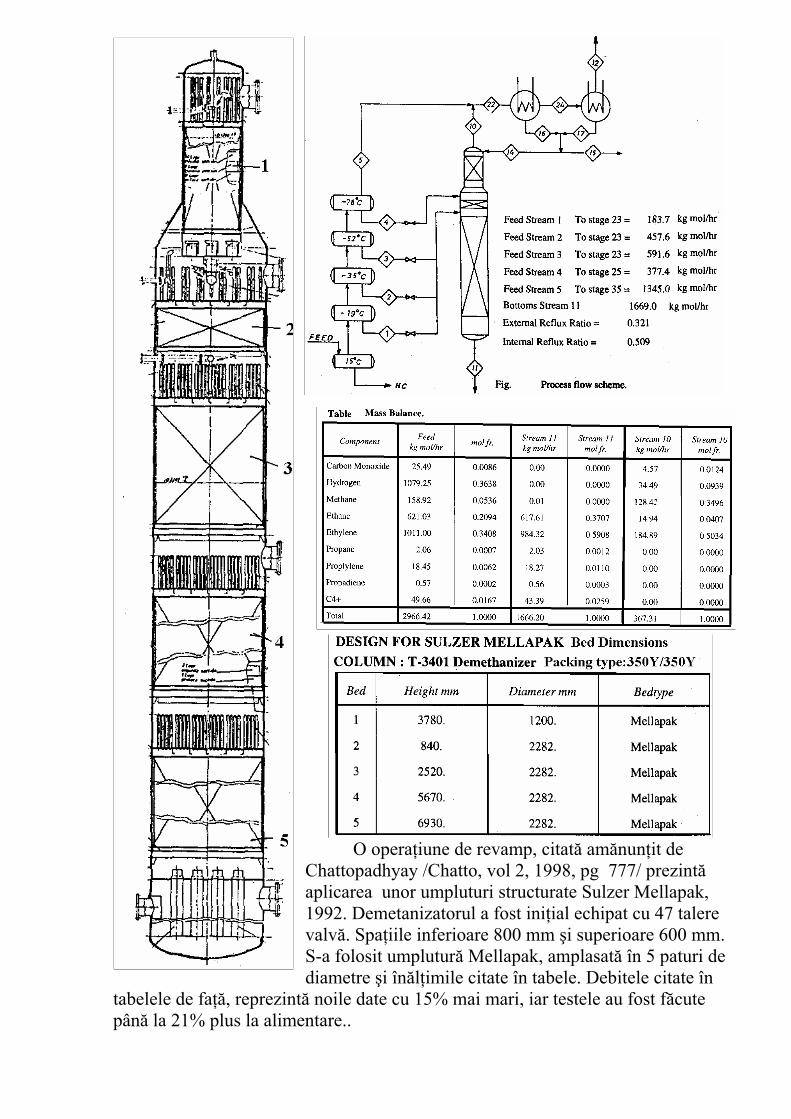
O opera iune de revamp, citat am nun it de Chattopadhyay /Chatto, vol 2, 1998, pg 777/ prezintaplicarea unor umpluturi structurate Sulzer Mellapak, 1992. Demetanizatorul a fost ini ial echipat cu 47 talere valv . Spa iile inferioare 800 mm i superioare 600 mm. S-a folosit umplutur Mellapak, amplasat în 5 paturi de diametre i în l imile citate în tabele. Debitele citate în
tabelele de fa , reprezint noile date cu 15% mai mari, iar testele au fost f cutepân la 21% plus la alimentare..
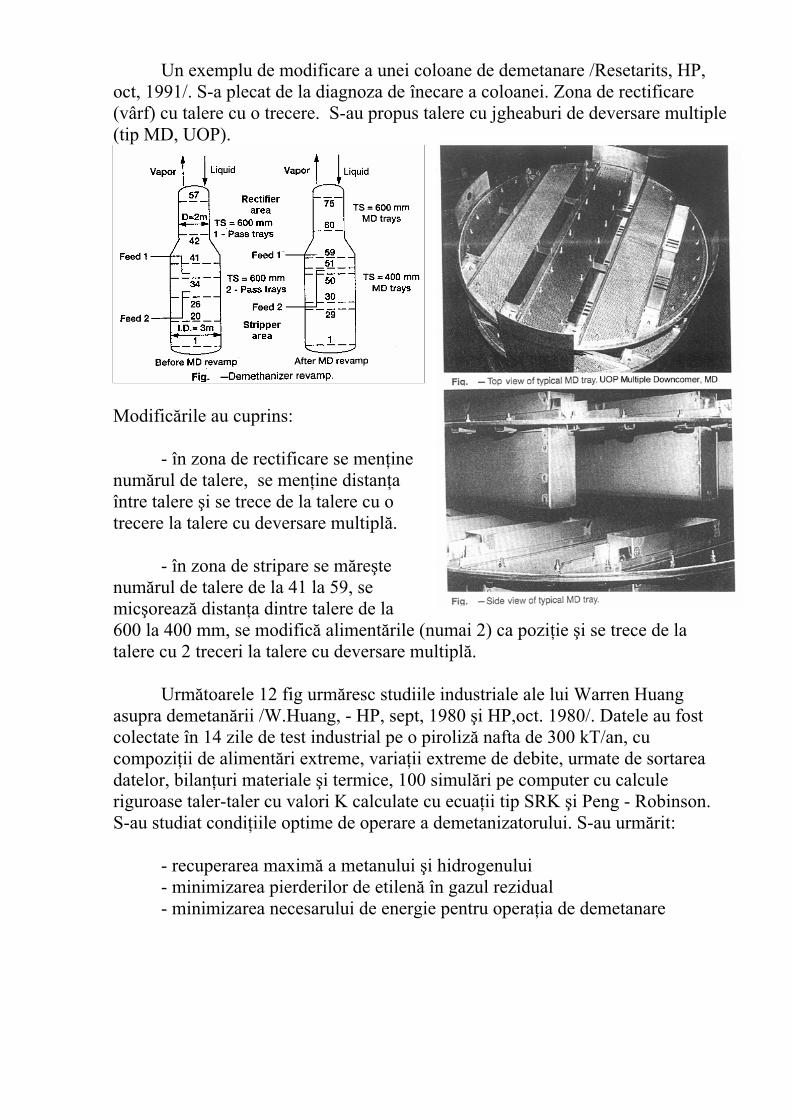
Un exemplu de modificare a unei coloane de demetanare /Resetarits, HP, oct, 1991/. S-a plecat de la diagnoza de înecare a coloanei. Zona de rectificare (vârf) cu talere cu o trecere. S-au propus talere cu jgheaburi de deversare multiple(tip MD, UOP).
Modific rile au cuprins:
- în zona de rectificare se men inenum rul de talere, se men ine distan aîntre talere i se trece de la talere cu o trecere la talere cu deversare multipl .
- în zona de stripare se m re tenum rul de talere de la 41 la 59, se mic oreaz distan a dintre talere de la 600 la 400 mm, se modific aliment rile (numai 2) ca pozi ie i se trece de la talere cu 2 treceri la talere cu deversare multipl .
Urm toarele 12 fig urm resc studiile industriale ale lui Warren Huang asupra demetan rii /W.Huang, - HP, sept, 1980 i HP,oct. 1980/. Datele au fost colectate în 14 zile de test industrial pe o piroliz nafta de 300 kT/an, cu compozi ii de aliment ri extreme, varia ii extreme de debite, urmate de sortarea datelor, bilan uri materiale i termice, 100 simul ri pe computer cu calculeriguroase taler-taler cu valori K calculate cu ecua ii tip SRK i Peng - Robinson. S-au studiat condi iile optime de operare a demetanizatorului. S-au urm rit:
- recuperarea maxim a metanului i hidrogenului - minimizarea pierderilor de etilen în gazul rezidual
- minimizarea necesarului de energie pentru opera ia de demetanare
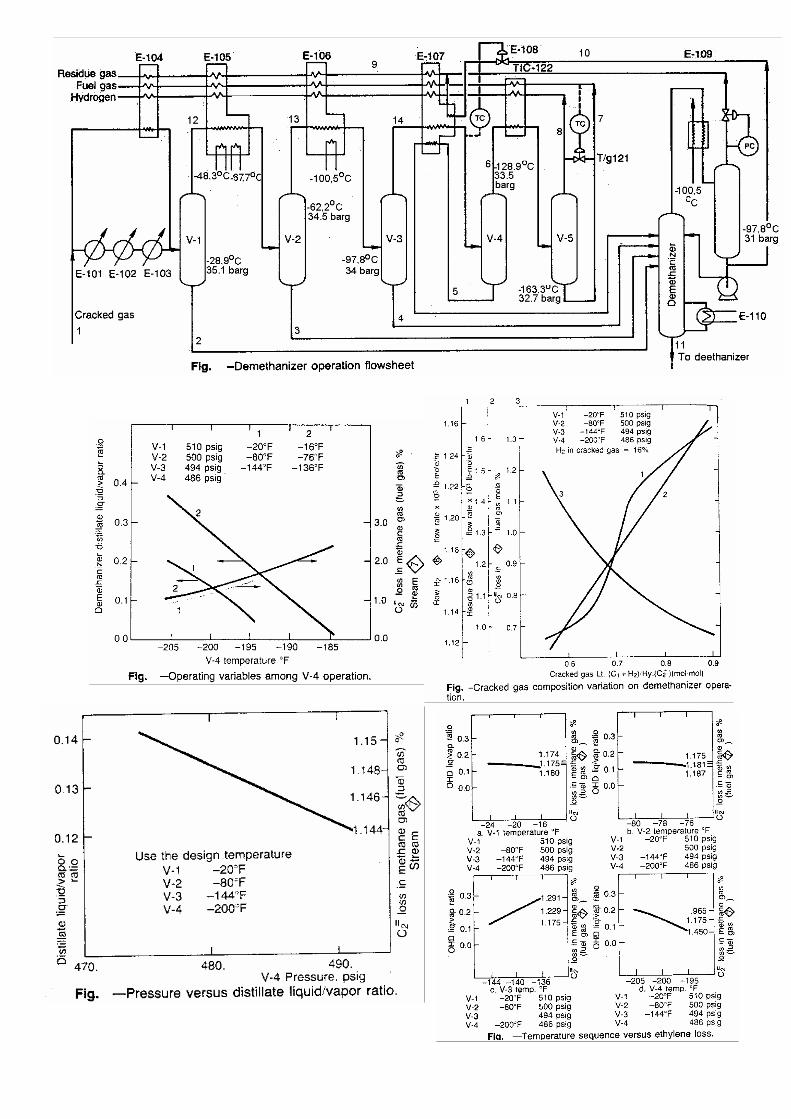
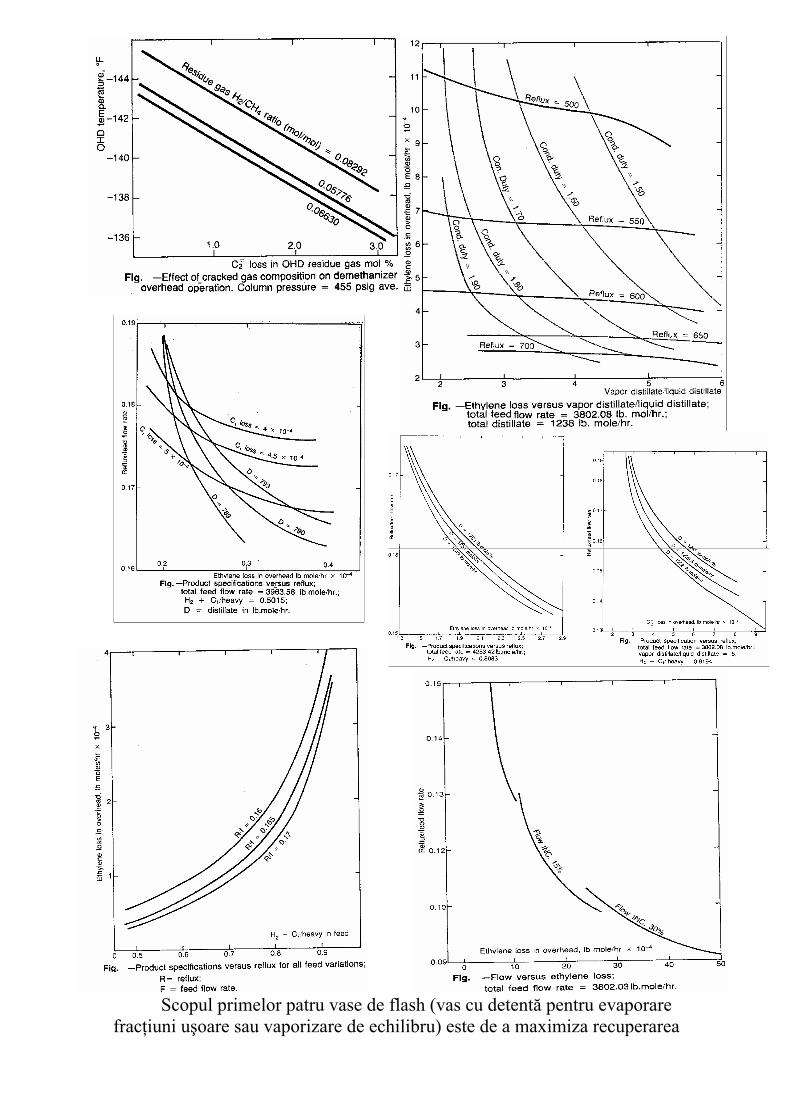
Scopul primelor patru vase de flash (vas cu detent pentru evaporare frac iuni u oare sau vaporizare de echilibru) este de a maximiza recuperarea
hidrogenului i metanului i de a minimiza pierderile în curentul gazos 6 (vârf V4).Aceasta poate fi realizat pentru condi ii de proiect fixe, adic alimentare fix a cuptoarelor, condi ii de severitate fixe exprimate prin compozi ie fix a gazului cracat. Totu i, este aproape imposibil men inerea constant a compozi iei gazului cracat (curentul 1). Varia ia compozi iei: Sunt tabelate, în articol, trei bilan uri tipice de materiale de operare, de gaz cracat cu con inutul de metan sc zut, înalt i mediu în curentul (1), din care s-au extras pentru ilustrare numai metanul i hidrogenul. Bilan ul (extras) în moli/h i % mol. în curent, este prezentat în tabel:
Bilan(curentul 1)
Sc zut Înalt Mediu
Hidrogen 1179,7 20,0 % 981,2 16% 958,4 1,06% Metan 1256,4 21,3 % 1901 31 % 1575,4 26,3%
Total 5898,5 100 % 6132 100 % 5990 100 % Deci, s-a definit metanul ca sc zut la 21% mol, înalt la 31%mol, i mediu la 26,3 % mol. (S-a mai folosit bilan ul *mediu*, anterior). Pentru o alimentare de gaz cracat dat , trebuie men inut o secven de temperaturi corespunz toare. O temperatur prea înalt va cauza pierderi excesive de etilen în curentul gazos (6), va înc rca condensatorul demetanizatorului icreeaz alte pierderi de etilen în curentul gazos (9) de vârf a demetanizatorului (aceasta este o problem obi nuit în operarea curent ). Pe când o secven de temperatur prea joas va l sa o cantitate prea mare de componen i u ori în aliment ri (H2, CH4). Acestea încarc refierb torul demetanizatorului icondensatorul, cre te presiunea de vârf a coloanei i for eaz evacuarea excesivde hidrogen, metan i etilen la sistemul de facl . Men inerea unei secven e de temperatur corespunz toare se face din seria de schimb toare de c ldur E 101 la E 109 i fluxurile de vârf de la demetanizator (lichid i vapori). Astfel, performan ele opera iei de demetanare sunt foarte dependente de operarea primelor patru vase de detent /echilibru, care depind la rândul lor de performan ele sistemelor de refrigerare i de compozi iile gazului cracat. R cirea primar este asigurat de E 101, E102, E103, E104 R cirea secundar - de E 105 i E 106 R cirea ter iar -de c tre E 107, unde lichidul de vârf de la demetanizator (condensul) este destins (TV 122) pentru a contribui la refrigerarea major ,men inând ultimul vas de detent (V4) la o temperatur rezonabil de -131,6oC( - 205oF). Aceasta previne pierderea excesiv de etilen în curentul de gaz combustibil (7) , prezentat în fig ….. Datele de proiect pentru vasele V1 la V4 (temperaturi, presiunii), raportul condens/vapori din gazele de vârf demetanizator (10)/(9) i pierderea de etilendin V5 (curentul 7) sunt urm toarele:
Proiect V1 V2 V3 V4
Temperaturi, oC -28,8 -62,2 -97,8 -128,8Presiuni, barg 35,16 34,47 34,06 33,50
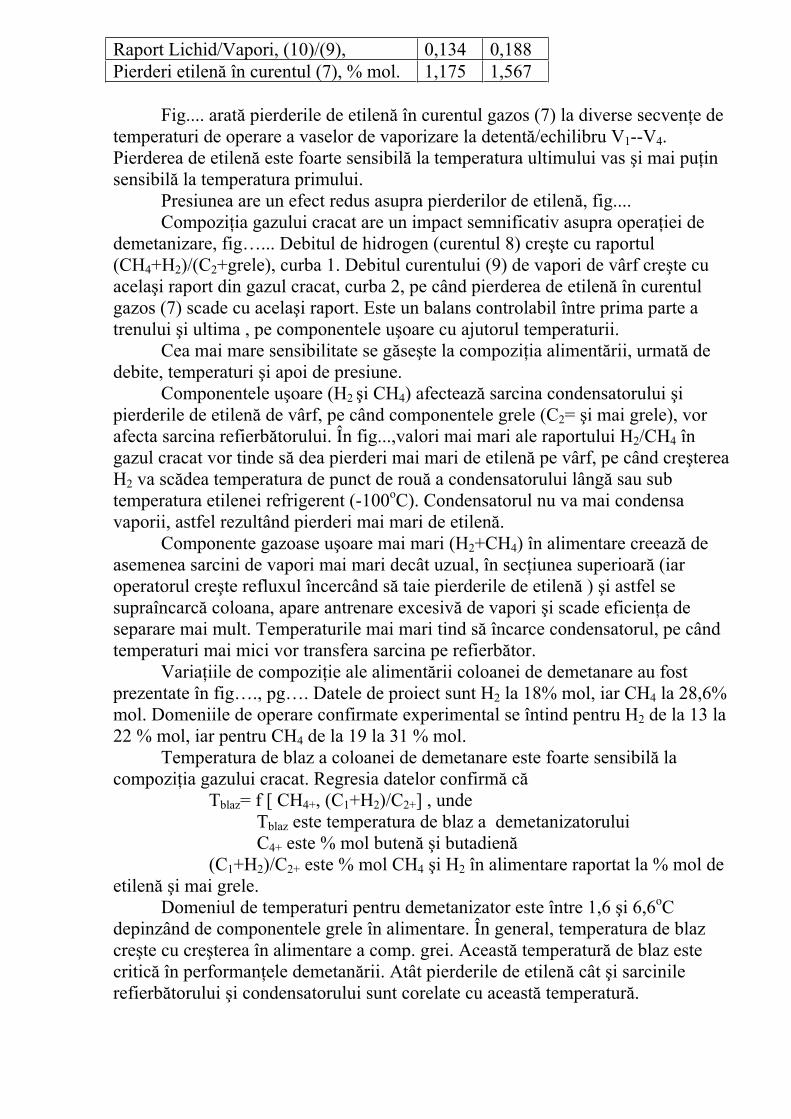
Raport Lichid/Vapori, (10)/(9), 0,134 0,188Pierderi etilen în curentul (7), % mol. 1,175 1,567
Fig.... arat pierderile de etilen în curentul gazos (7) la diverse secven e de temperaturi de operare a vaselor de vaporizare la detent /echilibru V1--V4.Pierderea de etilen este foarte sensibil la temperatura ultimului vas i mai pu insensibil la temperatura primului. Presiunea are un efect redus asupra pierderilor de etilen , fig.... Compozi ia gazului cracat are un impact semnificativ asupra opera iei de demetanizare, fig…... Debitul de hidrogen (curentul 8) cre te cu raportul (CH4+H2)/(C2+grele), curba 1. Debitul curentului (9) de vapori de vârf cre te cu acela i raport din gazul cracat, curba 2, pe când pierderea de etilen în curentul gazos (7) scade cu acela i raport. Este un balans controlabil între prima parte a trenului i ultima , pe componentele u oare cu ajutorul temperaturii. Cea mai mare sensibilitate se g se te la compozi ia aliment rii, urmat de debite, temperaturi i apoi de presiune. Componentele u oare (H2 i CH4) afecteaz sarcina condensatorului ipierderile de etilen de vârf, pe când componentele grele (C2= i mai grele), vor afecta sarcina refierb torului. În fig...,valori mai mari ale raportului H2/CH4 în gazul cracat vor tinde s dea pierderi mai mari de etilen pe vârf, pe când cre tereaH2 va sc dea temperatura de punct de rou a condensatorului lâng sau sub temperatura etilenei refrigerent (-100oC). Condensatorul nu va mai condensa vaporii, astfel rezultând pierderi mai mari de etilen . Componente gazoase u oare mai mari (H2+CH4) în alimentare creeaz de asemenea sarcini de vapori mai mari decât uzual, în sec iunea superioar (iar operatorul cre te refluxul încercând s taie pierderile de etilen ) i astfel se supraîncarc coloana, apare antrenare excesiv de vapori i scade eficien a de separare mai mult. Temperaturile mai mari tind s încarce condensatorul, pe când temperaturi mai mici vor transfera sarcina pe refierb tor. Varia iile de compozi ie ale aliment rii coloanei de demetanare au fost prezentate în fig…., pg…. Datele de proiect sunt H2 la 18% mol, iar CH4 la 28,6% mol. Domeniile de operare confirmate experimental se întind pentru H2 de la 13 la 22 % mol, iar pentru CH4 de la 19 la 31 % mol. Temperatura de blaz a coloanei de demetanare este foarte sensibil la compozi ia gazului cracat. Regresia datelor confirm c Tblaz= f [ CH4+, (C1+H2)/C2+] , unde Tblaz este temperatura de blaz a demetanizatorului C4+ este % mol buten i butadien (C1+H2)/C2+ este % mol CH4 i H2 în alimentare raportat la % mol de etilen i mai grele. Domeniul de temperaturi pentru demetanizator este între 1,6 i 6,6oCdepinzând de componentele grele în alimentare. În general, temperatura de blaz cre te cu cre terea în alimentare a comp. grei. Aceast temperatur de blaz este critic în performan ele demetan rii. Atât pierderile de etilen cât i sarcinile refierb torului i condensatorului sunt corelate cu aceast temperatur .
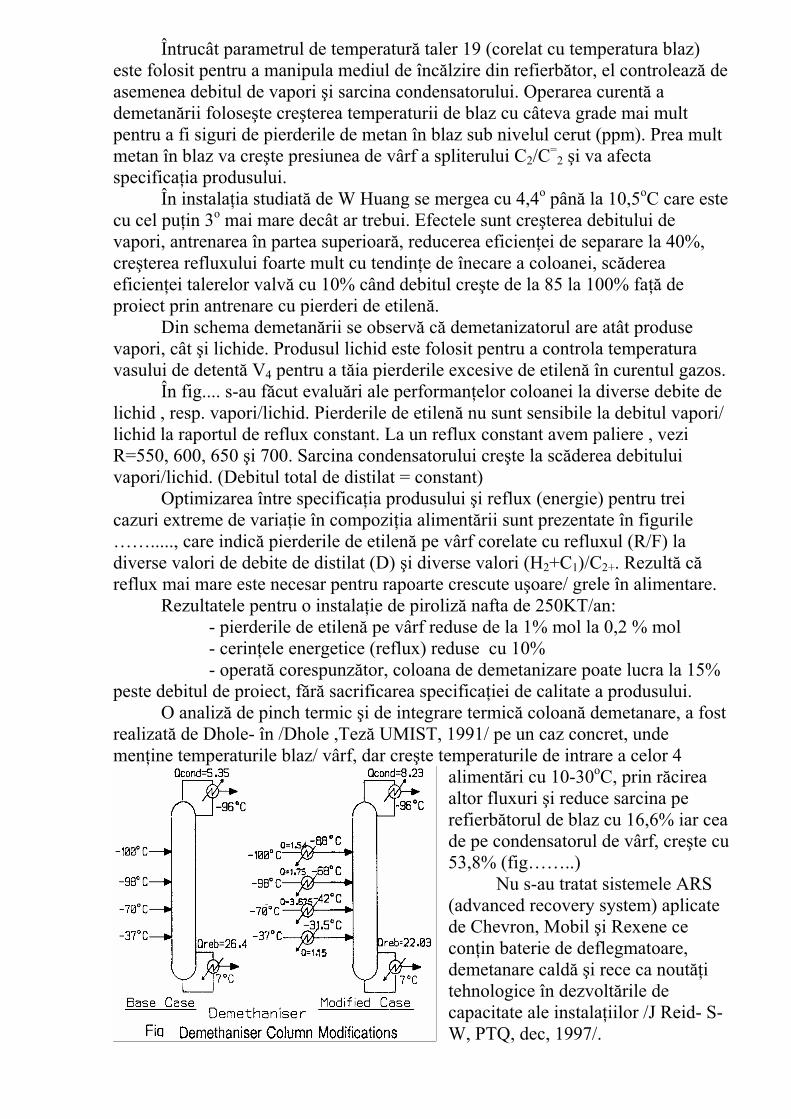
Întrucât parametrul de temperatur taler 19 (corelat cu temperatura blaz)este folosit pentru a manipula mediul de înc lzire din refierb tor, el controleaz de asemenea debitul de vapori i sarcina condensatorului. Operarea curent a demetan rii folose te cre terea temperaturii de blaz cu câteva grade mai multpentru a fi siguri de pierderile de metan în blaz sub nivelul cerut (ppm). Prea mult metan în blaz va cre te presiunea de vârf a spliterului C2/C
=2 i va afecta
specifica ia produsului. În instala ia studiat de W Huang se mergea cu 4,4o pân la 10,5oC care este cu cel pu in 3o mai mare decât ar trebui. Efectele sunt cre terea debitului de vapori, antrenarea în partea superioar , reducerea eficien ei de separare la 40%, cre terea refluxului foarte mult cu tendin e de înecare a coloanei, sc dereaeficien ei talerelor valv cu 10% când debitul cre te de la 85 la 100% fa de proiect prin antrenare cu pierderi de etilen .
Din schema demetan rii se observ c demetanizatorul are atât produsevapori, cât i lichide. Produsul lichid este folosit pentru a controla temperaturavasului de detent V4 pentru a t ia pierderile excesive de etilen în curentul gazos.
În fig.... s-au f cut evalu ri ale performan elor coloanei la diverse debite de lichid , resp. vapori/lichid. Pierderile de etilen nu sunt sensibile la debitul vapori/ lichid la raportul de reflux constant. La un reflux constant avem paliere , veziR=550, 600, 650 i 700. Sarcina condensatorului cre te la sc derea debituluivapori/lichid. (Debitul total de distilat = constant)
Optimizarea între specifica ia produsului i reflux (energie) pentru trei cazuri extreme de varia ie în compozi ia aliment rii sunt prezentate în figurile ……....., care indic pierderile de etilen pe vârf corelate cu refluxul (R/F) la diverse valori de debite de distilat (D) i diverse valori (H2+C1)/C2+. Rezult creflux mai mare este necesar pentru rapoarte crescute u oare/ grele în alimentare.
Rezultatele pentru o instala ie de piroliz nafta de 250KT/an: - pierderile de etilen pe vârf reduse de la 1% mol la 0,2 % mol - cerin ele energetice (reflux) reduse cu 10% - operat corespunz tor, coloana de demetanizare poate lucra la 15% peste debitul de proiect, f r sacrificarea specifica iei de calitate a produsului. O analiz de pinch termic i de integrare termic coloan demetanare, a fost realizat de Dhole- în /Dhole ,Tez UMIST, 1991/ pe un caz concret, undemen ine temperaturile blaz/ vârf, dar cre te temperaturile de intrare a celor 4
aliment ri cu 10-30oC, prin r cireaaltor fluxuri i reduce sarcina perefierb torul de blaz cu 16,6% iar cea de pe condensatorul de vârf, cre te cu 53,8% (fig……..)
Nu s-au tratat sistemele ARS (advanced recovery system) aplicate de Chevron, Mobil i Rexene ce con in baterie de deflegmatoare,demetanare cald i rece ca nout itehnologice în dezvolt rile de capacitate ale instala iilor /J Reid- S-W, PTQ, dec, 1997/.
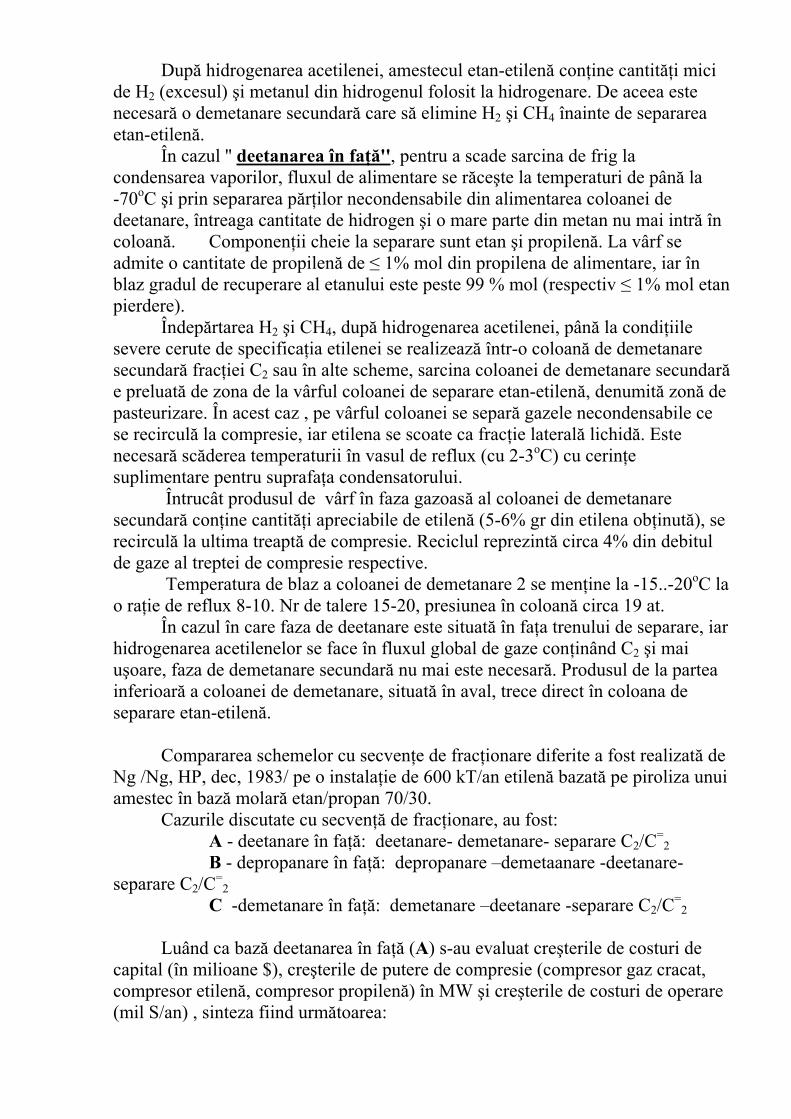
Dup hidrogenarea acetilenei, amestecul etan-etilen con ine cantit i mici de H2 (excesul) i metanul din hidrogenul folosit la hidrogenare. De aceea este necesar o demetanare secundar care s elimine H2 i CH4 înainte de separarea etan-etilen . În cazul '' deetanarea în fa '', pentru a scade sarcina de frig la condensarea vaporilor, fluxul de alimentare se r ce te la temperaturi de pân la-70oC i prin separarea p r ilor necondensabile din alimentarea coloanei de deetanare, întreaga cantitate de hidrogen i o mare parte din metan nu mai intr în coloan . Componen ii cheie la separare sunt etan i propilen . La vârf se admite o cantitate de propilen de 1% mol din propilena de alimentare, iar în blaz gradul de recuperare al etanului este peste 99 % mol (respectiv 1% mol etan pierdere). Îndep rtarea H2 i CH4, dup hidrogenarea acetilenei, pân la condi iilesevere cerute de specifica ia etilenei se realizeaz într-o coloan de demetanare secundar frac iei C2 sau în alte scheme, sarcina coloanei de demetanare secundare preluat de zona de la vârful coloanei de separare etan-etilen , denumit zon de pasteurizare. În acest caz , pe vârful coloanei se separ gazele necondensabile ce se recircul la compresie, iar etilena se scoate ca frac ie lateral lichid . Este necesar sc derea temperaturii în vasul de reflux (cu 2-3oC) cu cerin esuplimentare pentru suprafa a condensatorului. Întrucât produsul de vârf în faza gazoas al coloanei de demetanare secundar con ine cantit i apreciabile de etilen (5-6% gr din etilena ob inut ), se recircul la ultima treapt de compresie. Reciclul reprezint circa 4% din debitul de gaze al treptei de compresie respective. Temperatura de blaz a coloanei de demetanare 2 se men ine la -15..-20oC la o ra ie de reflux 8-10. Nr de talere 15-20, presiunea în coloan circa 19 at. În cazul în care faza de deetanare este situat în fa a trenului de separare, iar hidrogenarea acetilenelor se face în fluxul global de gaze con inând C2 i mai u oare, faza de demetanare secundar nu mai este necesar . Produsul de la partea inferioar a coloanei de demetanare, situat în aval, trece direct în coloana de separare etan-etilen .
Compararea schemelor cu secven e de frac ionare diferite a fost realizat de Ng /Ng, HP, dec, 1983/ pe o instala ie de 600 kT/an etilen bazat pe piroliza unui amestec în baz molar etan/propan 70/30. Cazurile discutate cu secven de frac ionare, au fost:
A - deetanare în fa : deetanare- demetanare- separare C2/C=
2
B - depropanare în fa : depropanare –demetaanare -deetanare- separare C2/C
=2
C -demetanare în fa : demetanare –deetanare -separare C2/C=
2
Luând ca baz deetanarea în fa (A) s-au evaluat cre terile de costuri de capital (în milioane $), cre terile de putere de compresie (compresor gaz cracat, compresor etilen , compresor propilen ) în MW i cre terile de costuri de operare (mil S/an) , sinteza fiind urm toarea:
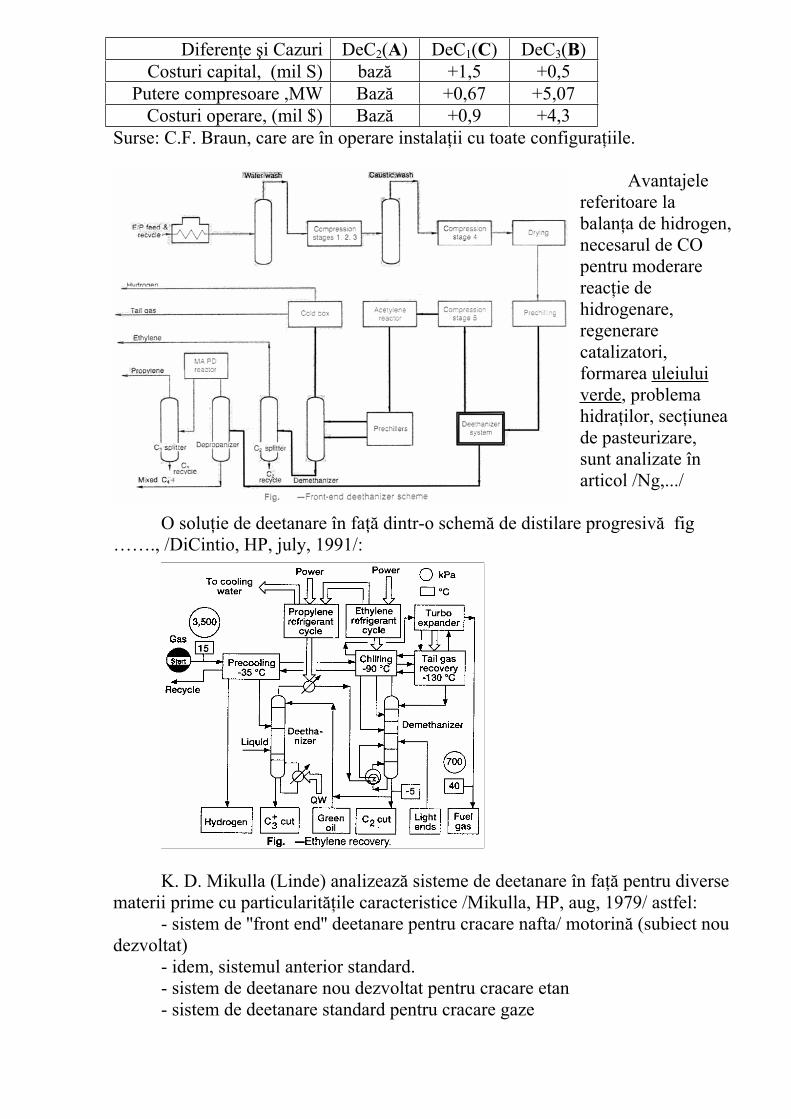
Diferen e i Cazuri DeC2(A) DeC1(C) DeC3(B)Costuri capital, (mil S) baz +1,5 +0,5
Putere compresoare ,MW Baz +0,67 +5,07Costuri operare, (mil $) Baz +0,9 +4,3
Surse: C.F. Braun, care are în operare instala ii cu toate configura iile.
Avantajele referitoare la balan a de hidrogen, necesarul de CO pentru moderarereac ie dehidrogenare,regenerarecatalizatori,formarea uleiuluiverde, problemahidra ilor, sec iuneade pasteurizare, sunt analizate în articol /Ng,.../
O solu ie de deetanare în fa dintr-o schem de distilare progresiv fig ……., /DiCintio, HP, july, 1991/:
K. D. Mikulla (Linde) analizeaz sisteme de deetanare în fa pentru diverse materii prime cu particularit ile caracteristice /Mikulla, HP, aug, 1979/ astfel:
- sistem de ''front end'' deetanare pentru cracare nafta/ motorin (subiect nou dezvoltat)
- idem, sistemul anterior standard.- sistem de deetanare nou dezvoltat pentru cracare etan - sistem de deetanare standard pentru cracare gaze
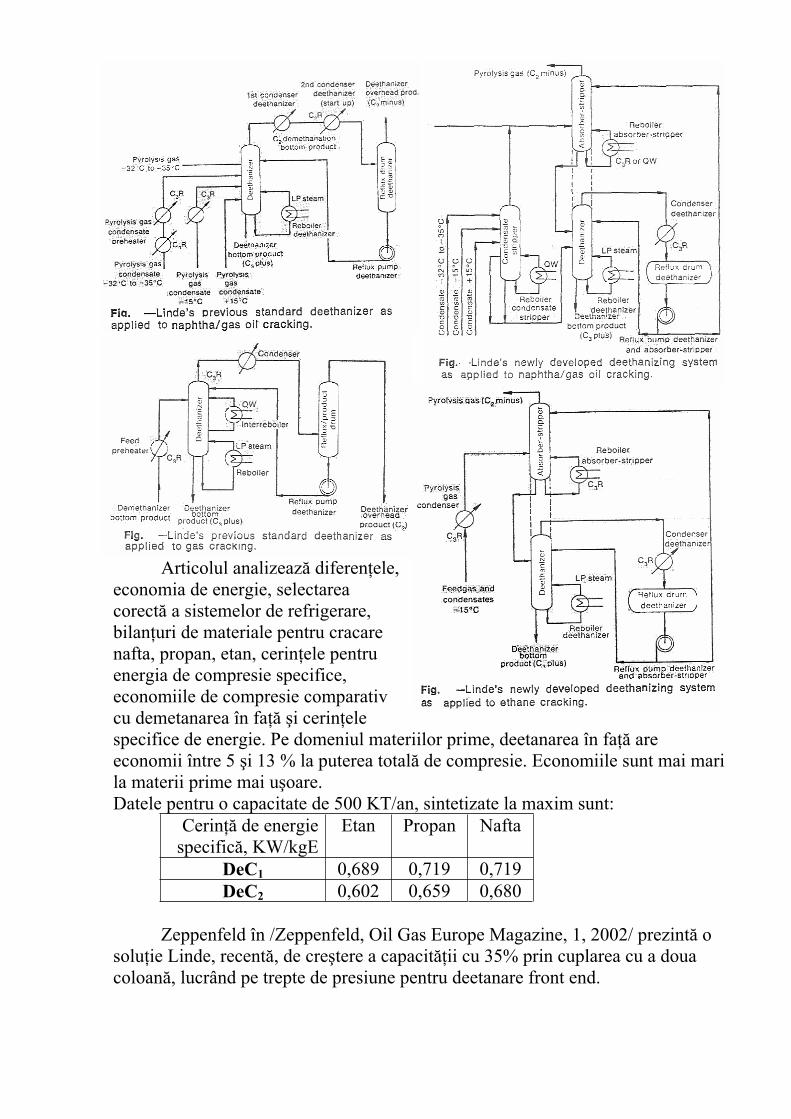
Articolul analizeaz diferen ele,economia de energie, selectarea corect a sistemelor de refrigerare, bilan uri de materiale pentru cracarenafta, propan, etan, cerin ele pentru energia de compresie specifice, economiile de compresie comparativcu demetanarea în fa i cerin elespecifice de energie. Pe domeniul materiilor prime, deetanarea în fa are economii între 5 i 13 % la puterea total de compresie. Economiile sunt mai mari la materii prime mai u oare.Datele pentru o capacitate de 500 KT/an, sintetizate la maxim sunt:
Cerin de energiespecific , KW/kgE
Etan Propan Nafta
DeC1 0,689 0,719 0,719DeC2 0,602 0,659 0,680
Zeppenfeld în /Zeppenfeld, Oil Gas Europe Magazine, 1, 2002/ prezint o solu ie Linde, recent , de cre tere a capacit ii cu 35% prin cuplarea cu a doua coloan , lucrând pe trepte de presiune pentru deetanare front end.
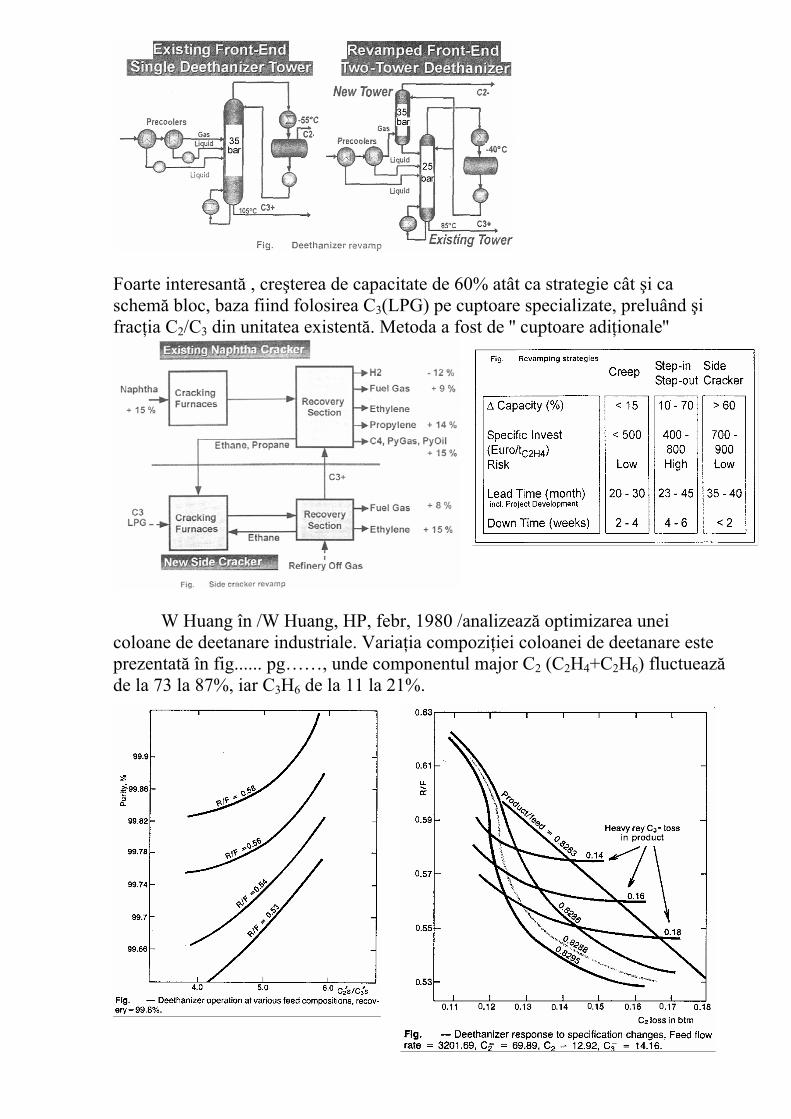
Foarte interesant , cre terea de capacitate de 60% atât ca strategie cât i ca schem bloc, baza fiind folosirea C3(LPG) pe cuptoare specializate, preluând ifrac ia C2/C3 din unitatea existent . Metoda a fost de '' cuptoare adi ionale''
W Huang în /W Huang, HP, febr, 1980 /analizeaz optimizarea unei coloane de deetanare industriale. Varia ia compozi iei coloanei de deetanare este prezentat în fig...... pg……, unde componentul major C2 (C2H4+C2H6) fluctueazde la 73 la 87%, iar C3H6 de la 11 la 21%.
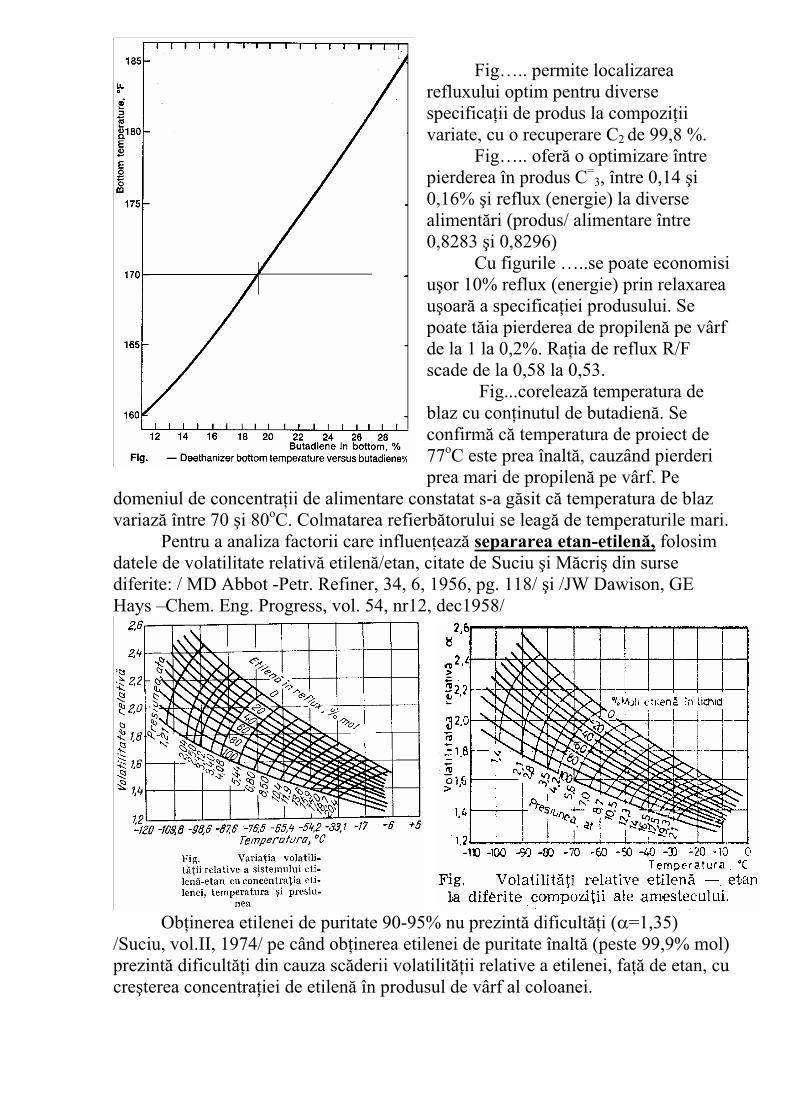
Fig….. permite localizarea refluxului optim pentru diverse specifica ii de produs la compozi iivariate, cu o recuperare C2 de 99,8 %. Fig….. ofer o optimizare între pierderea în produs C=
3, între 0,14 i0,16% i reflux (energie) la diverse aliment ri (produs/ alimentare între 0,8283 i 0,8296)
Cu figurile …..se poate economisi u or 10% reflux (energie) prin relaxarea u oar a specifica iei produsului. Se poate t ia pierderea de propilen pe vârf de la 1 la 0,2%. Ra ia de reflux R/F scade de la 0,58 la 0,53.
Fig...coreleaz temperatura de blaz cu con inutul de butadien . Se confirm c temperatura de proiect de 77oC este prea înalt , cauzând pierderi prea mari de propilen pe vârf. Pe
domeniul de concentra ii de alimentare constatat s-a g sit c temperatura de blaz variaz între 70 i 80oC. Colmatarea refierb torului se leag de temperaturile mari.
Pentru a analiza factorii care influen eaz separarea etan-etilen , folosimdatele de volatilitate relativ etilen /etan, citate de Suciu i M cri din surse diferite: / MD Abbot -Petr. Refiner, 34, 6, 1956, pg. 118/ i /JW Dawison, GE Hays –Chem. Eng. Progress, vol. 54, nr12, dec1958/
Ob inerea etilenei de puritate 90-95% nu prezint dificult i ( =1,35)/Suciu, vol.II, 1974/ pe când ob inerea etilenei de puritate înalt (peste 99,9% mol) prezint dificult i din cauza sc derii volatilit ii relative a etilenei, fa de etan, cucre terea concentra iei de etilen în produsul de vârf al coloanei.
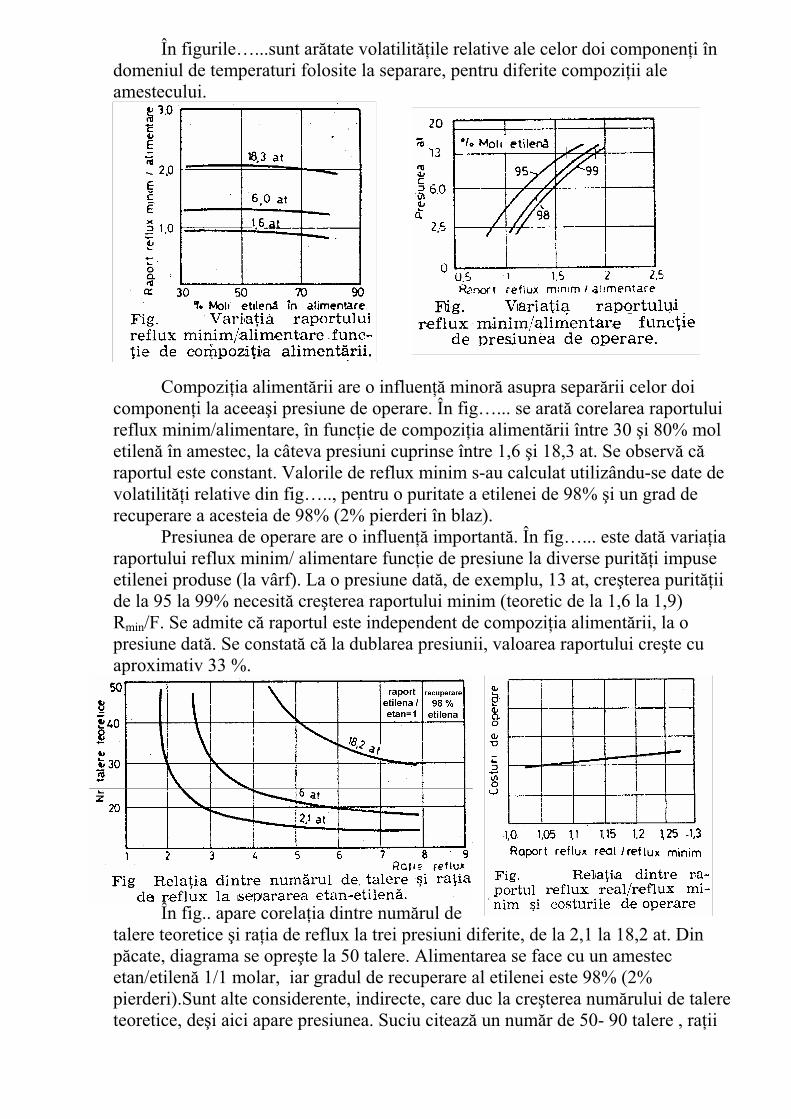
În figurile…...sunt ar tate volatilit ile relative ale celor doi componen i în domeniul de temperaturi folosite la separare, pentru diferite compozi ii ale amestecului.
Compozi ia aliment rii are o influen minor asupra separ rii celor doi componen i la aceea i presiune de operare. În fig…... se arat corelarea raportului reflux minim/alimentare, în func ie de compozi ia aliment rii între 30 i 80% moletilen în amestec, la câteva presiuni cuprinse între 1,6 i 18,3 at. Se observ craportul este constant. Valorile de reflux minim s-au calculat utilizându-se date de volatilit i relative din fig….., pentru o puritate a etilenei de 98% i un grad de recuperare a acesteia de 98% (2% pierderi în blaz).
Presiunea de operare are o influen important . În fig…... este dat varia iaraportului reflux minim/ alimentare func ie de presiune la diverse purit i impuseetilenei produse (la vârf). La o presiune dat , de exemplu, 13 at, cre terea purit iide la 95 la 99% necesit cre terea raportului minim (teoretic de la 1,6 la 1,9) Rmin/F. Se admite c raportul este independent de compozi ia aliment rii, la o presiune dat . Se constat c la dublarea presiunii, valoarea raportului cre te cu aproximativ 33 %.
În fig.. apare corela ia dintre num rul de talere teoretice i ra ia de reflux la trei presiuni diferite, de la 2,1 la 18,2 at. Din p cate, diagrama se opre te la 50 talere. Alimentarea se face cu un amestec etan/etilen 1/1 molar, iar gradul de recuperare al etilenei este 98% (2% pierderi).Sunt alte considerente, indirecte, care duc la cre terea num rului de talere teoretice, de i aici apare presiunea. Suciu citeaz un num r de 50- 90 talere , ra ii
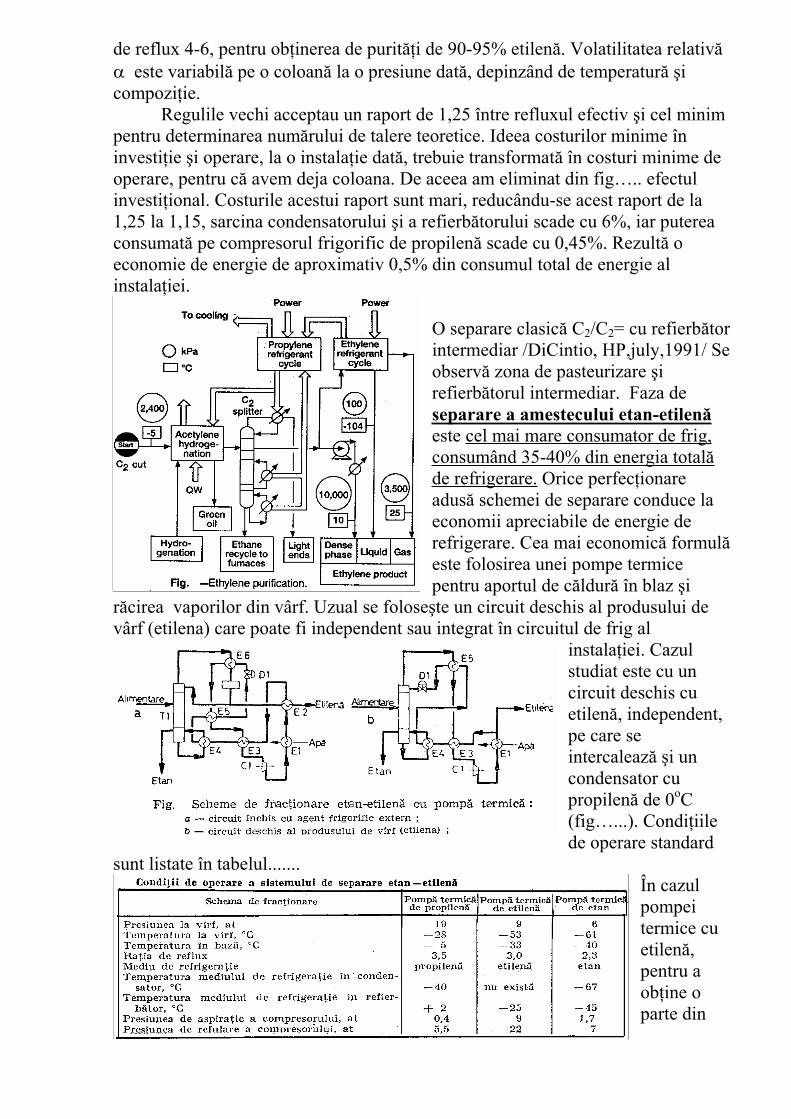
de reflux 4-6, pentru ob inerea de purit i de 90-95% etilen . Volatilitatea relativ este variabil pe o coloan la o presiune dat , depinzând de temperatur i
compozi ie.Regulile vechi acceptau un raport de 1,25 între refluxul efectiv i cel minim
pentru determinarea num rului de talere teoretice. Ideea costurilor minime în investi ie i operare, la o instala ie dat , trebuie transformat în costuri minime de operare, pentru c avem deja coloana. De aceea am eliminat din fig….. efectul investi ional. Costurile acestui raport sunt mari, reducându-se acest raport de la 1,25 la 1,15, sarcina condensatorului i a refierb torului scade cu 6%, iar puterea consumat pe compresorul frigorific de propilen scade cu 0,45%. Rezult o economie de energie de aproximativ 0,5% din consumul total de energie al instala iei.
O separare clasic C2/C2= cu refierb torintermediar /DiCintio, HP,july,1991/ Seobserv zona de pasteurizare irefierb torul intermediar. Faza de separare a amestecului etan-etilen
este cel mai mare consumator de frig, consumând 35-40% din energia totalde refrigerare. Orice perfec ionareadus schemei de separare conduce la economii apreciabile de energie de refrigerare. Cea mai economic formuleste folosirea unei pompe termice pentru aportul de c ldur în blaz i
r cirea vaporilor din vârf. Uzual se folose te un circuit deschis al produsului de vârf (etilena) care poate fi independent sau integrat în circuitul de frig al
instala iei. Cazul studiat este cu un circuit deschis cu etilen , independent, pe care se intercaleaz i un condensator cu propilen de 0oC(fig…...). Condi iilede operare standard
sunt listate în tabelul....... În cazul pompeitermice cuetilen ,pentru a ob ine o parte din
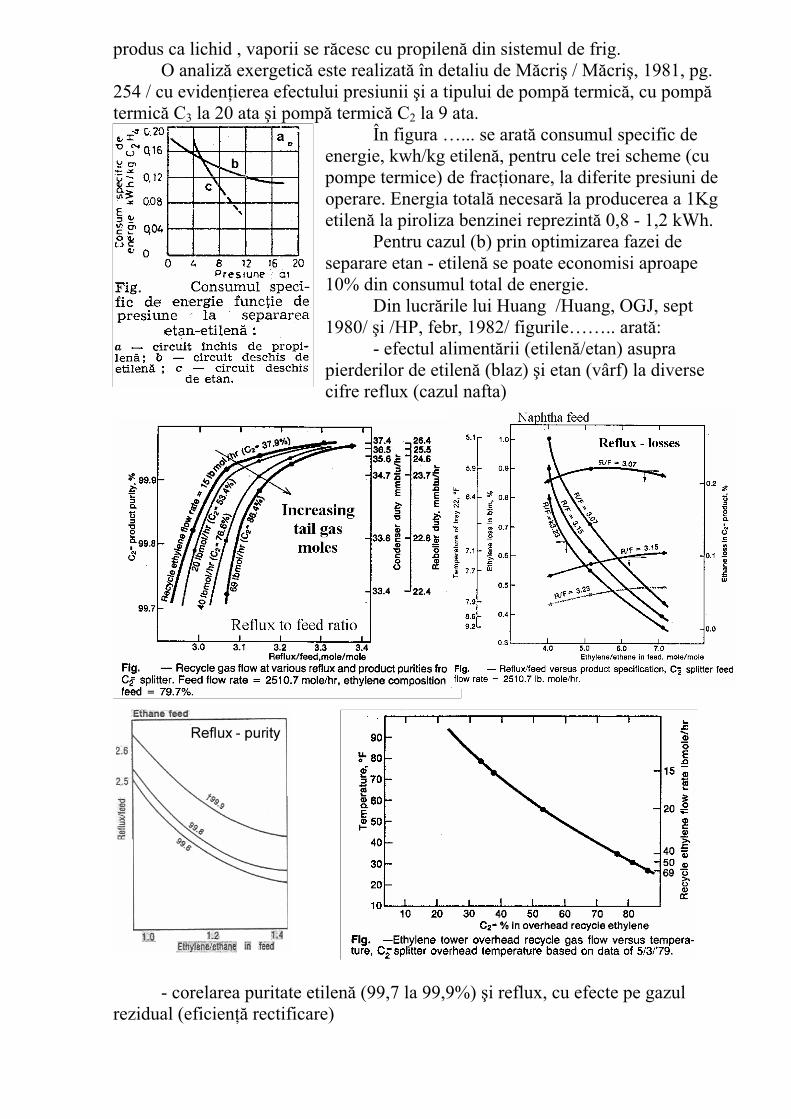
produs ca lichid , vaporii se r cesc cu propilen din sistemul de frig. O analiz exergetic este realizat în detaliu de M cri / M cri , 1981, pg. 254 / cu eviden ierea efectului presiunii i a tipului de pomp termic , cu pomptermic C3 la 20 ata i pomp termic C2 la 9 ata.
În figura …... se arat consumul specific de energie, kwh/kg etilen , pentru cele trei scheme (cu pompe termice) de frac ionare, la diferite presiuni de operare. Energia total necesar la producerea a 1Kg etilen la piroliza benzinei reprezint 0,8 - 1,2 kWh.
Pentru cazul (b) prin optimizarea fazei de separare etan - etilen se poate economisi aproape 10% din consumul total de energie. Din lucr rile lui Huang /Huang, OGJ, sept 1980/ i /HP, febr, 1982/ figurile…….. arat : - efectul aliment rii (etilen /etan) asupra pierderilor de etilen (blaz) i etan (vârf) la diverse cifre reflux (cazul nafta)
- corelarea puritate etilen (99,7 la 99,9%) i reflux, cu efecte pe gazul rezidual (eficien rectificare)
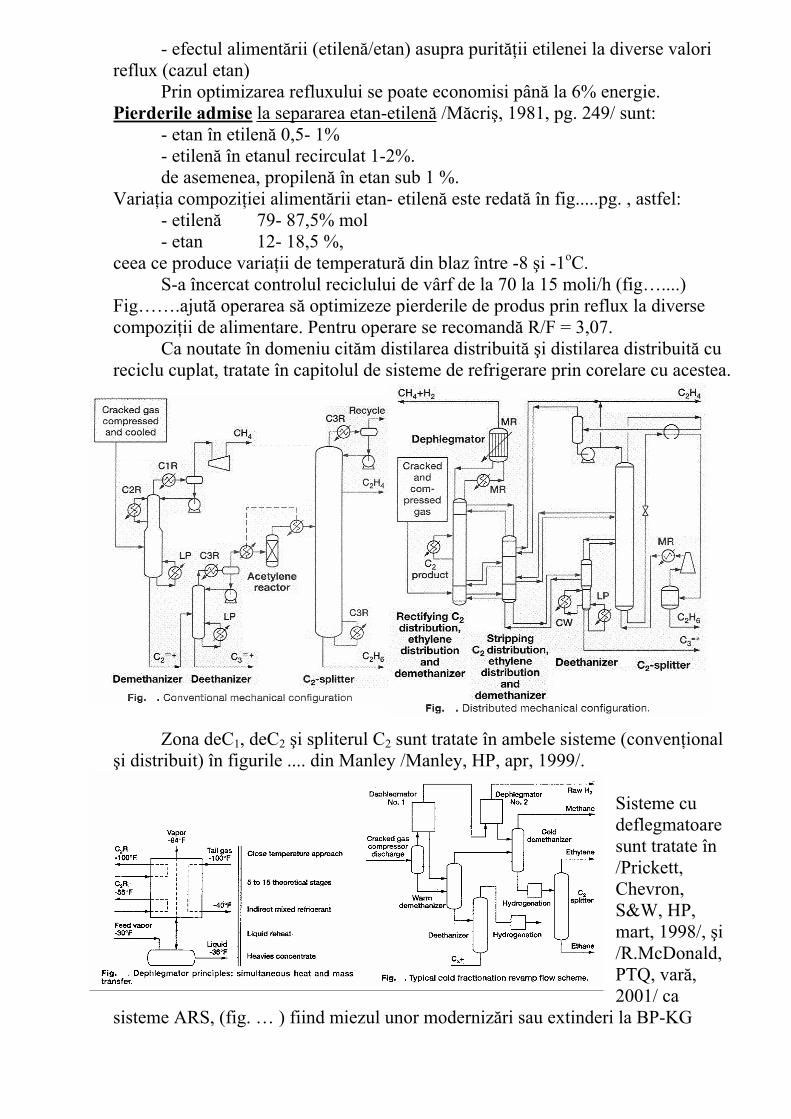
- efectul aliment rii (etilen /etan) asupra purit ii etilenei la diverse valori reflux (cazul etan)
Prin optimizarea refluxului se poate economisi pân la 6% energie. Pierderile admise la separarea etan-etilen /M cri , 1981, pg. 249/ sunt:
- etan în etilen 0,5- 1% - etilen în etanul recirculat 1-2%.
de asemenea, propilen în etan sub 1 %.Varia ia compozi iei aliment rii etan- etilen este redat în fig.....pg. , astfel: - etilen 79- 87,5% mol
- etan 12- 18,5 %,ceea ce produce varia ii de temperatur din blaz între -8 i -1oC.
S-a încercat controlul reciclului de vârf de la 70 la 15 moli/h (fig…....) Fig…….ajut operarea s optimizeze pierderile de produs prin reflux la diverse compozi ii de alimentare. Pentru operare se recomand R/F = 3,07.
Ca noutate în domeniu cit m distilarea distribuit i distilarea distribuit cu reciclu cuplat, tratate în capitolul de sisteme de refrigerare prin corelare cu acestea.
Zona deC1, deC2 i spliterul C2 sunt tratate în ambele sisteme (conven ionali distribuit) în figurile .... din Manley /Manley, HP, apr, 1999/.
Sisteme cu deflegmatoaresunt tratate în /Prickett,Chevron,S&W, HP, mart, 1998/, i/R.McDonald,PTQ, var ,2001/ ca
sisteme ARS, (fig. … ) fiind miezul unor moderniz ri sau extinderi la BP-KG
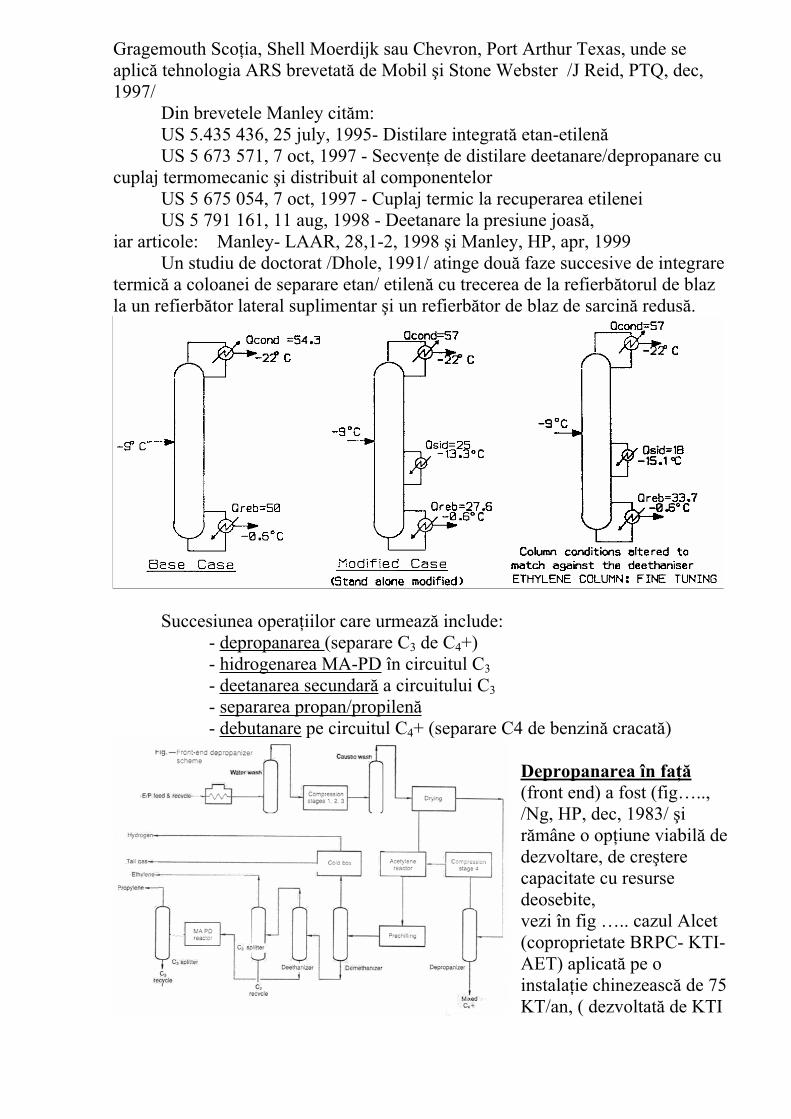
Gragemouth Sco ia, Shell Moerdijk sau Chevron, Port Arthur Texas, unde se aplic tehnologia ARS brevetat de Mobil i Stone Webster /J Reid, PTQ, dec, 1997/
Din brevetele Manley cit m:US 5.435 436, 25 july, 1995- Distilare integrat etan-etilenUS 5 673 571, 7 oct, 1997 - Secven e de distilare deetanare/depropanare cu
cuplaj termomecanic i distribuit al componentelor US 5 675 054, 7 oct, 1997 - Cuplaj termic la recuperarea etilenei US 5 791 161, 11 aug, 1998 - Deetanare la presiune joas ,
iar articole: Manley- LAAR, 28,1-2, 1998 i Manley, HP, apr, 1999 Un studiu de doctorat /Dhole, 1991/ atinge dou faze succesive de integrare
termic a coloanei de separare etan/ etilen cu trecerea de la refierb torul de blaz la un refierb tor lateral suplimentar i un refierb tor de blaz de sarcin redus .
Succesiunea opera iilor care urmeaz include: - depropanarea (separare C3 de C4+) - hidrogenarea MA-PD în circuitul C3
- deetanarea secundar a circuitului C3
- separarea propan/propilen - debutanare pe circuitul C4+ (separare C4 de benzin cracat )
Depropanarea în fa
(front end) a fost (fig….., /Ng, HP, dec, 1983/ ir mâne o op iune viabil de dezvoltare, de cre terecapacitate cu resurse deosebite,vezi în fig ….. cazul Alcet(coproprietate BRPC- KTI-AET) aplicat pe o instala ie chinezeasc de 75 KT/an, ( dezvoltat de KTI
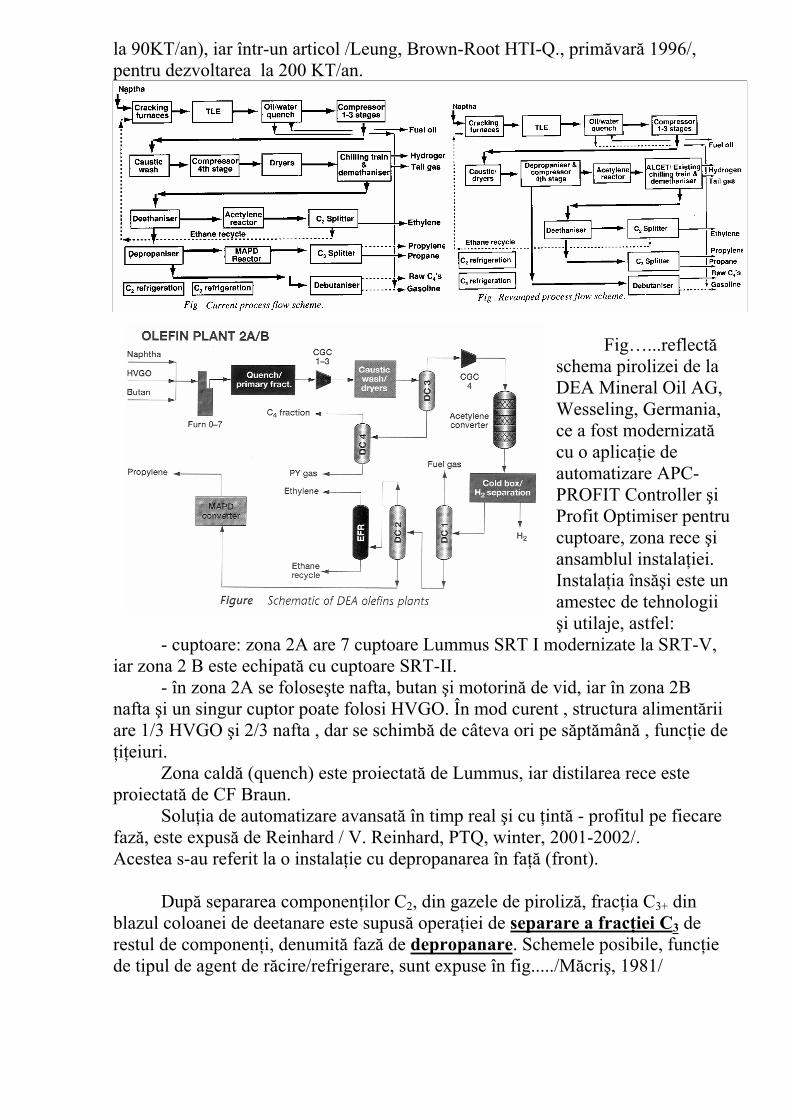
la 90KT/an), iar într-un articol /Leung, Brown-Root HTI-Q., prim var 1996/, pentru dezvoltarea la 200 KT/an.
Fig…...reflectschema pirolizei de la DEA Mineral Oil AG, Wesseling, Germania,ce a fost modernizatcu o aplica ie de automatizare APC- PROFIT Controller iProfit Optimiser pentru cuptoare, zona rece iansamblul instala iei.Instala ia îns i este un amestec de tehnologii i utilaje, astfel:
- cuptoare: zona 2A are 7 cuptoare Lummus SRT I modernizate la SRT-V,iar zona 2 B este echipat cu cuptoare SRT-II.
- în zona 2A se folose te nafta, butan i motorin de vid, iar în zona 2B nafta i un singur cuptor poate folosi HVGO. În mod curent , structura aliment riiare 1/3 HVGO i 2/3 nafta , dar se schimb de câteva ori pe s pt mân , func ie dei eiuri.
Zona cald (quench) este proiectat de Lummus, iar distilarea rece este proiectat de CF Braun. Solu ia de automatizare avansat în timp real i cu int - profitul pe fiecare faz , este expus de Reinhard / V. Reinhard, PTQ, winter, 2001-2002/.Acestea s-au referit la o instala ie cu depropanarea în fa (front).
Dup separarea componen ilor C2, din gazele de piroliz , frac ia C3+ din blazul coloanei de deetanare este supus opera iei de separare a frac iei C3 de restul de componen i, denumit faz de depropanare. Schemele posibile, func iede tipul de agent de r cire/refrigerare, sunt expuse în fig...../M cri , 1981/
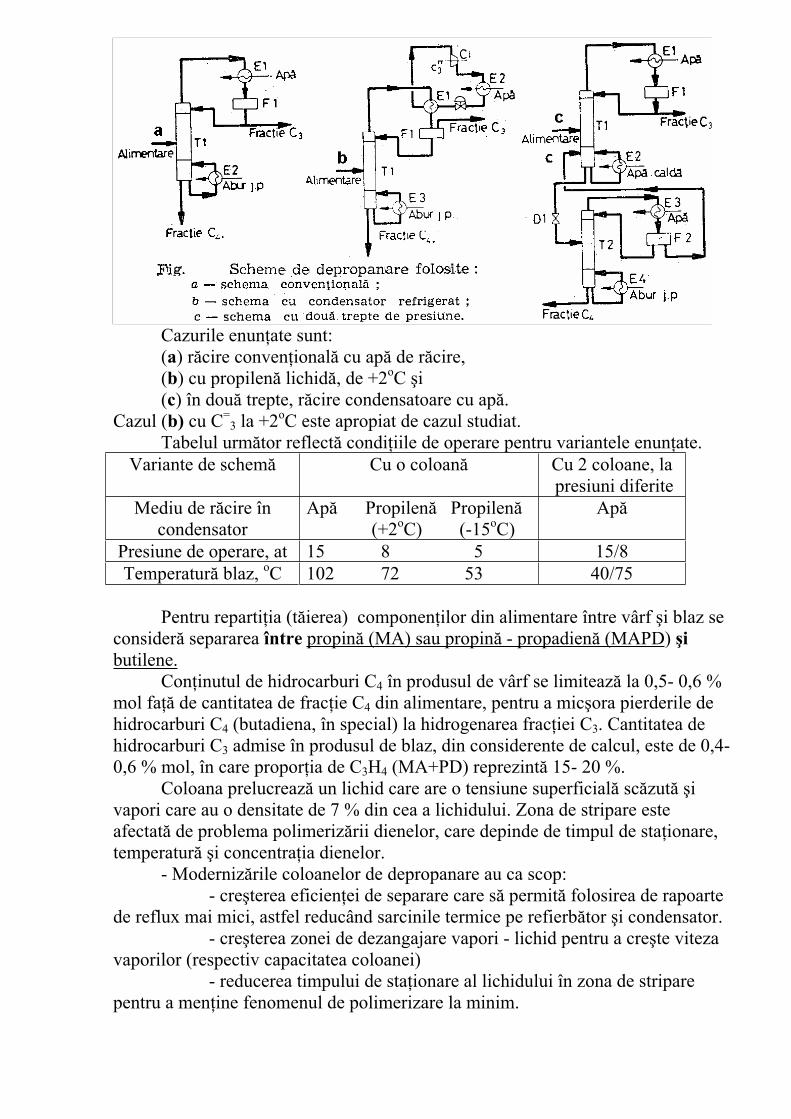
Cazurile enun ate sunt: (a) r cire conven ional cu ap de r cire, (b) cu propilen lichid , de +2oC i (c) în dou trepte, r cire condensatoare cu ap .Cazul (b) cu C=
3 la +2oC este apropiat de cazul studiat. Tabelul urm tor reflect condi iile de operare pentru variantele enun ate.
Variante de schem Cu o coloan Cu 2 coloane, la presiuni diferite
Mediu de r cire în condensator
Ap Propilen Propilen (+2oC) (-15oC)
Ap
Presiune de operare, at 15 8 5 15/8Temperatur blaz, oC 102 72 53 40/75
Pentru reparti ia (t ierea) componen ilor din alimentare între vârf i blaz se consider separarea între propin (MA) sau propin - propadien (MAPD) i
butilene. Con inutul de hidrocarburi C4 în produsul de vârf se limiteaz la 0,5- 0,6 %mol fa de cantitatea de frac ie C4 din alimentare, pentru a mic ora pierderile de hidrocarburi C4 (butadiena, în special) la hidrogenarea frac iei C3. Cantitatea de hidrocarburi C3 admise în produsul de blaz, din considerente de calcul, este de 0,4- 0,6 % mol, în care propor ia de C3H4 (MA+PD) reprezint 15- 20 %. Coloana prelucreaz un lichid care are o tensiune superficial sc zut ivapori care au o densitate de 7 % din cea a lichidului. Zona de stripare este afectat de problema polimeriz rii dienelor, care depinde de timpul de sta ionare,temperatur i concentra ia dienelor. - Moderniz rile coloanelor de depropanare au ca scop: - cre terea eficien ei de separare care s permit folosirea de rapoarte de reflux mai mici, astfel reducând sarcinile termice pe refierb tor i condensator. - cre terea zonei de dezangajare vapori - lichid pentru a cre te viteza vaporilor (respectiv capacitatea coloanei)
- reducerea timpului de sta ionare al lichidului în zona de stripare pentru a men ine fenomenul de polimerizare la minim.
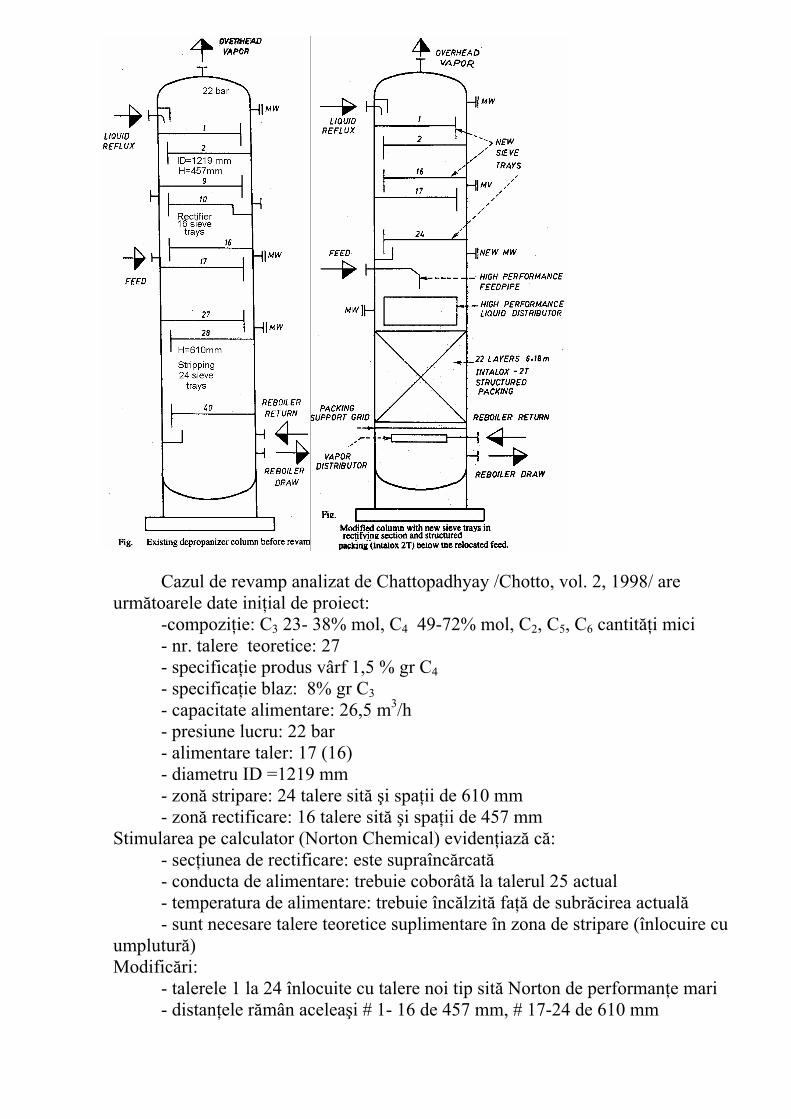
Cazul de revamp analizat de Chattopadhyay /Chotto, vol. 2, 1998/ are urm toarele date ini ial de proiect: -compozi ie: C3 23- 38% mol, C4 49-72% mol, C2, C5, C6 cantit i mici
- nr. talere teoretice: 27 - specifica ie produs vârf 1,5 % gr C4
- specifica ie blaz: 8% gr C3
- capacitate alimentare: 26,5 m3/h- presiune lucru: 22 bar - alimentare taler: 17 (16) - diametru ID =1219 mm
- zon stripare: 24 talere sit i spa ii de 610 mm - zon rectificare: 16 talere sit i spa ii de 457 mm Stimularea pe calculator (Norton Chemical) eviden iaz c : - sec iunea de rectificare: este supraînc rcat
- conducta de alimentare: trebuie coborât la talerul 25 actual - temperatura de alimentare: trebuie înc lzit fa de subr cirea actual- sunt necesare talere teoretice suplimentare în zona de stripare (înlocuire cu
umplutur )Modific ri:
- talerele 1 la 24 înlocuite cu talere noi tip sit Norton de performan e mari - distan ele r mân acelea i # 1- 16 de 457 mm, # 17-24 de 610 mm
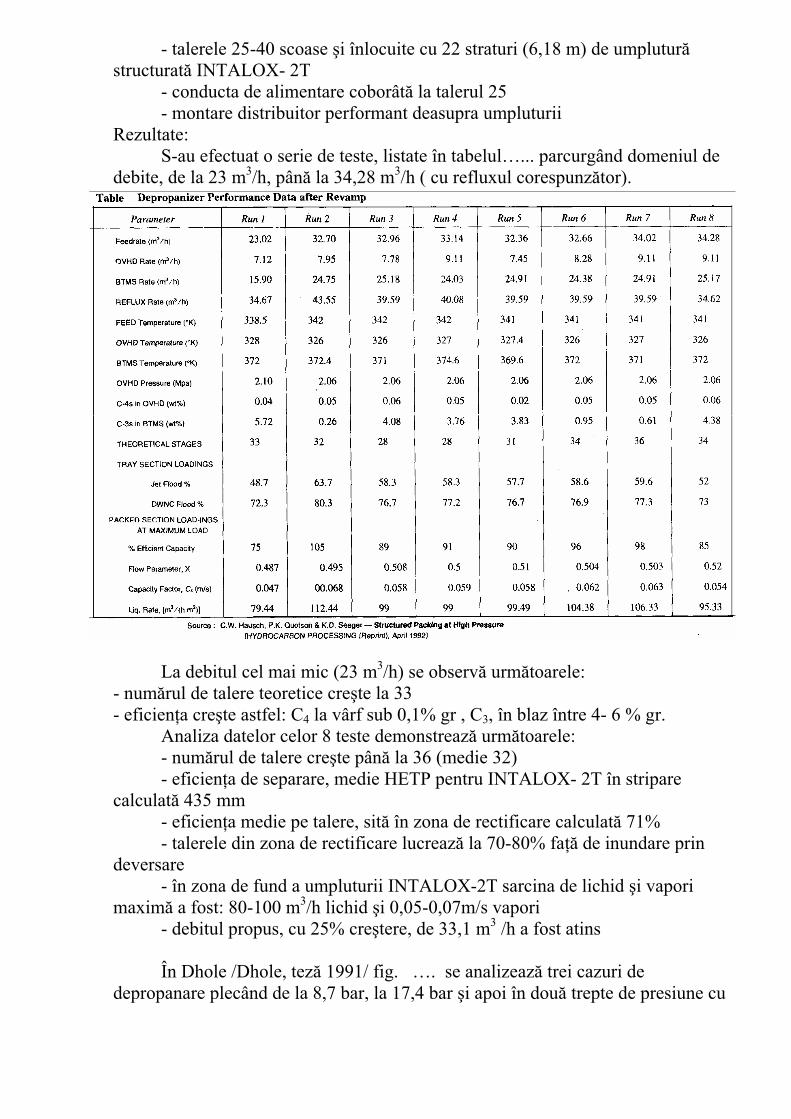
- talerele 25-40 scoase i înlocuite cu 22 straturi (6,18 m) de umpluturstructurat INTALOX- 2T
- conducta de alimentare coborât la talerul 25 - montare distribuitor performant deasupra umpluturii
Rezultate:S-au efectuat o serie de teste, listate în tabelul…... parcurgând domeniul de
debite, de la 23 m3/h, pân la 34,28 m3/h ( cu refluxul corespunz tor).
La debitul cel mai mic (23 m3/h) se observ urm toarele:- num rul de talere teoretice cre te la 33 - eficien a cre te astfel: C4 la vârf sub 0,1% gr , C3, în blaz între 4- 6 % gr.
Analiza datelor celor 8 teste demonstreaz urm toarele: - num rul de talere cre te pân la 36 (medie 32) - eficien a de separare, medie HETP pentru INTALOX- 2T în stripare calculat 435 mm - eficien a medie pe talere, sit în zona de rectificare calculat 71%
- talerele din zona de rectificare lucreaz la 70-80% fa de inundare prin deversare
- în zona de fund a umpluturii INTALOX-2T sarcina de lichid i vapori maxim a fost: 80-100 m3/h lichid i 0,05-0,07m/s vapori
- debitul propus, cu 25% cre tere, de 33,1 m3 /h a fost atins
În Dhole /Dhole, tez 1991/ fig. …. se analizeaz trei cazuri de depropanare plecând de la 8,7 bar, la 17,4 bar i apoi în dou trepte de presiune cu
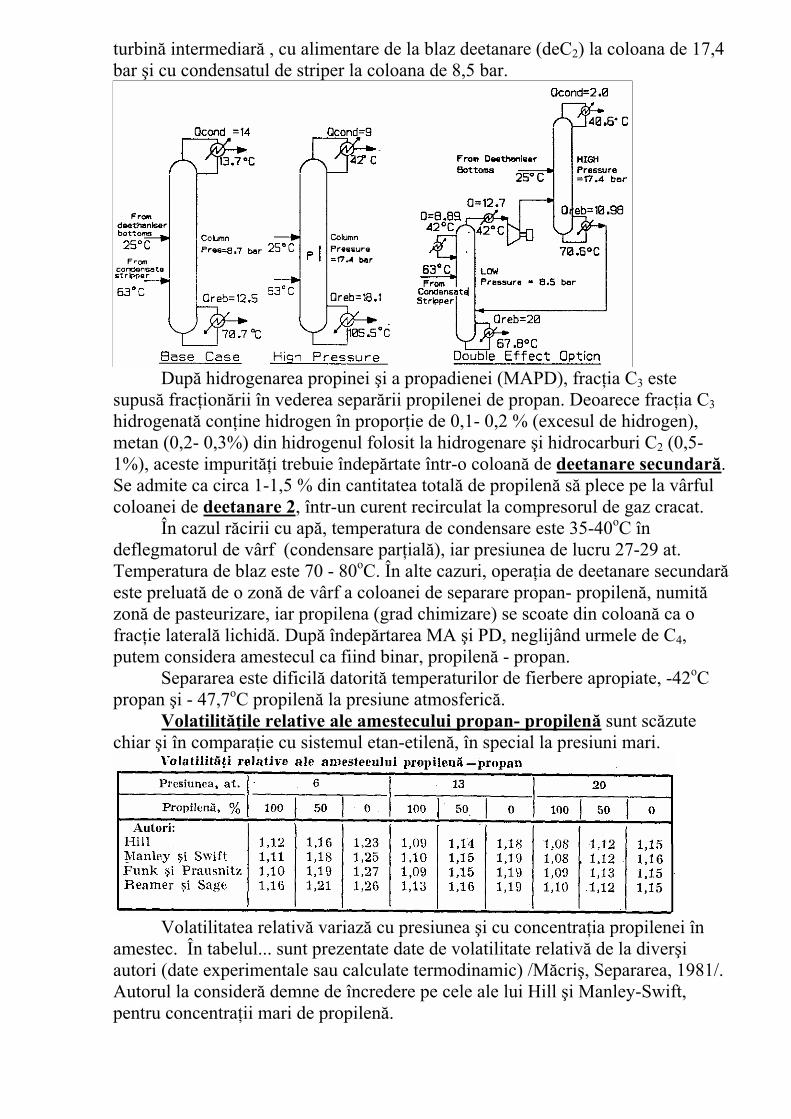
turbin intermediar , cu alimentare de la blaz deetanare (deC2) la coloana de 17,4 bar i cu condensatul de striper la coloana de 8,5 bar.
Dup hidrogenarea propinei i a propadienei (MAPD), frac ia C3 este supus frac ion rii în vederea separ rii propilenei de propan. Deoarece frac ia C3
hidrogenat con ine hidrogen în propor ie de 0,1- 0,2 % (excesul de hidrogen), metan (0,2- 0,3%) din hidrogenul folosit la hidrogenare i hidrocarburi C2 (0,5-1%), aceste impurit i trebuie îndep rtate într-o coloan de deetanare secundar .Se admite ca circa 1-1,5 % din cantitatea total de propilen s plece pe la vârful coloanei de deetanare 2, într-un curent recirculat la compresorul de gaz cracat.
În cazul r cirii cu ap , temperatura de condensare este 35-40oC în deflegmatorul de vârf (condensare par ial ), iar presiunea de lucru 27-29 at. Temperatura de blaz este 70 - 80oC. În alte cazuri, opera ia de deetanare secundareste preluat de o zon de vârf a coloanei de separare propan- propilen , numitzon de pasteurizare, iar propilena (grad chimizare) se scoate din coloan ca o frac ie lateral lichid . Dup îndep rtarea MA i PD, neglijând urmele de C4,putem considera amestecul ca fiind binar, propilen - propan. Separarea este dificil datorit temperaturilor de fierbere apropiate, -42oCpropan i - 47,7oC propilen la presiune atmosferic .
Volatilit ile relative ale amestecului propan- propilen sunt sc zutechiar i în compara ie cu sistemul etan-etilen , în special la presiuni mari.
Volatilitatea relativ variaz cu presiunea i cu concentra ia propilenei în amestec. În tabelul... sunt prezentate date de volatilitate relativ de la diver iautori (date experimentale sau calculate termodinamic) /M cri , Separarea, 1981/. Autorul la consider demne de încredere pe cele ale lui Hill i Manley-Swift, pentru concentra ii mari de propilen .
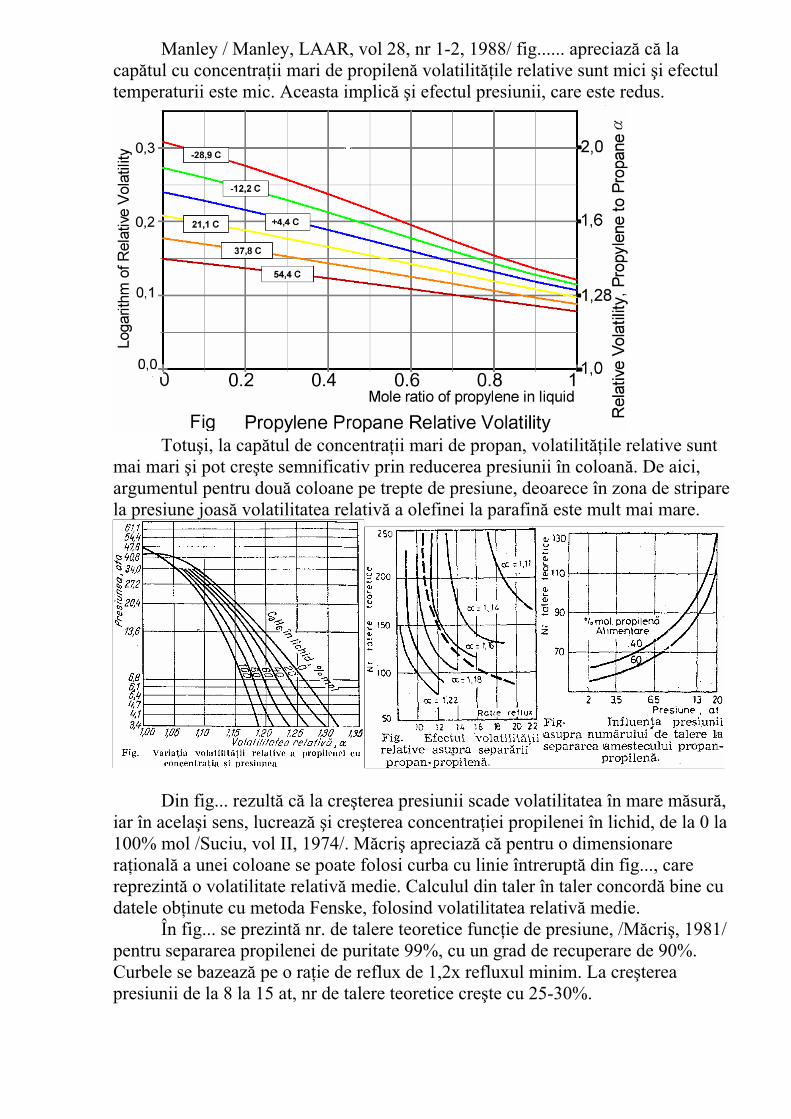
Manley / Manley, LAAR, vol 28, nr 1-2, 1988/ fig...... apreciaz c la cap tul cu concentra ii mari de propilen volatilit ile relative sunt mici i efectul temperaturii este mic. Aceasta implic i efectul presiunii, care este redus.
Totu i, la cap tul de concentra ii mari de propan, volatilit ile relative sunt mai mari i pot cre te semnificativ prin reducerea presiunii în coloan . De aici,argumentul pentru dou coloane pe trepte de presiune, deoarece în zona de stripare la presiune joas volatilitatea relativ a olefinei la parafin este mult mai mare.
Din fig... rezult c la cre terea presiunii scade volatilitatea în mare m sur ,iar în acela i sens, lucreaz i cre terea concentra iei propilenei în lichid, de la 0 la 100% mol /Suciu, vol II, 1974/. M cri apreciaz c pentru o dimensionarera ional a unei coloane se poate folosi curba cu linie întrerupt din fig..., care reprezint o volatilitate relativ medie. Calculul din taler în taler concord bine cu datele ob inute cu metoda Fenske, folosind volatilitatea relativ medie.
În fig... se prezint nr. de talere teoretice func ie de presiune, /M cri , 1981/ pentru separarea propilenei de puritate 99%, cu un grad de recuperare de 90%. Curbele se bazeaz pe o ra ie de reflux de 1,2x refluxul minim. La cre tereapresiunii de la 8 la 15 at, nr de talere teoretice cre te cu 25-30%.
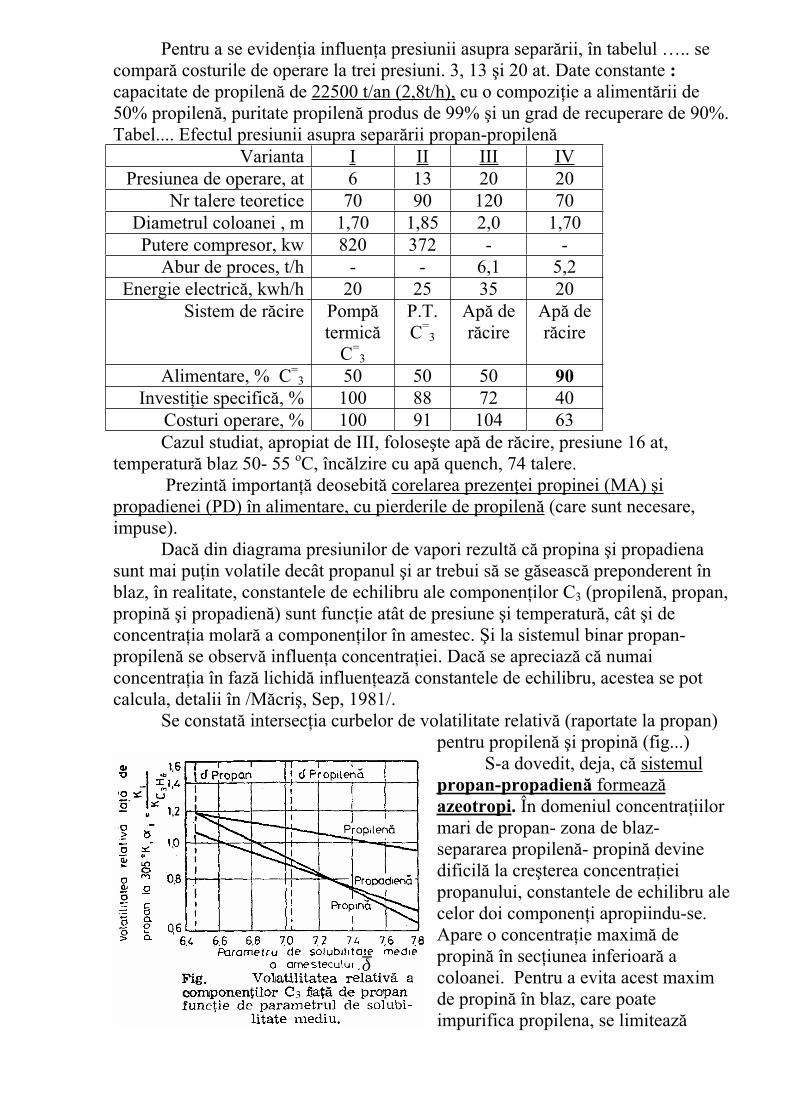
Pentru a se eviden ia influen a presiunii asupra separ rii, în tabelul ….. se compar costurile de operare la trei presiuni. 3, 13 i 20 at. Date constante :capacitate de propilen de 22500 t/an (2,8t/h), cu o compozi ie a aliment rii de 50% propilen , puritate propilen produs de 99% i un grad de recuperare de 90%. Tabel.... Efectul presiunii asupra separ rii propan-propilen
Varianta I II III IVPresiunea de operare, at 6 13 20 20
Nr talere teoretice 70 90 120 70Diametrul coloanei , m 1,70 1,85 2,0 1,70Putere compresor, kw 820 372 - -
Abur de proces, t/h - - 6,1 5,2Energie electric , kwh/h 20 25 35 20
Sistem de r cire Pomptermic
C=3
P.T.C=
3
Ap de r cire
Ap de r cire
Alimentare, % C=3 50 50 50 90
Investi ie specific , % 100 88 72 40Costuri operare, % 100 91 104 63Cazul studiat, apropiat de III, folose te ap de r cire, presiune 16 at,
temperatur blaz 50- 55 oC, înc lzire cu ap quench, 74 talere. Prezint importan deosebit corelarea prezen ei propinei (MA) i
propadienei (PD) în alimentare, cu pierderile de propilen (care sunt necesare, impuse). Dac din diagrama presiunilor de vapori rezult c propina i propadiena sunt mai pu in volatile decât propanul i ar trebui s se g seasc preponderent în blaz, în realitate, constantele de echilibru ale componen ilor C3 (propilen , propan, propin i propadien ) sunt func ie atât de presiune i temperatur , cât i de concentra ia molar a componen ilor în amestec. i la sistemul binar propan- propilen se observ influen a concentra iei. Dac se apreciaz c numai concentra ia în faz lichid influen eaz constantele de echilibru, acestea se pot calcula, detalii în /M cri , Sep, 1981/. Se constat intersec ia curbelor de volatilitate relativ (raportate la propan)
pentru propilen i propin (fig...) S-a dovedit, deja, c sistemul
propan-propadien formeazazeotropi. În domeniul concentra iilormari de propan- zona de blaz- separarea propilen - propin devine dificil la cre terea concentra ieipropanului, constantele de echilibru ale celor doi componen i apropiindu-se. Apare o concentra ie maxim de propin în sec iunea inferioar a coloanei. Pentru a evita acest maximde propin în blaz, care poate impurifica propilena, se limiteaz
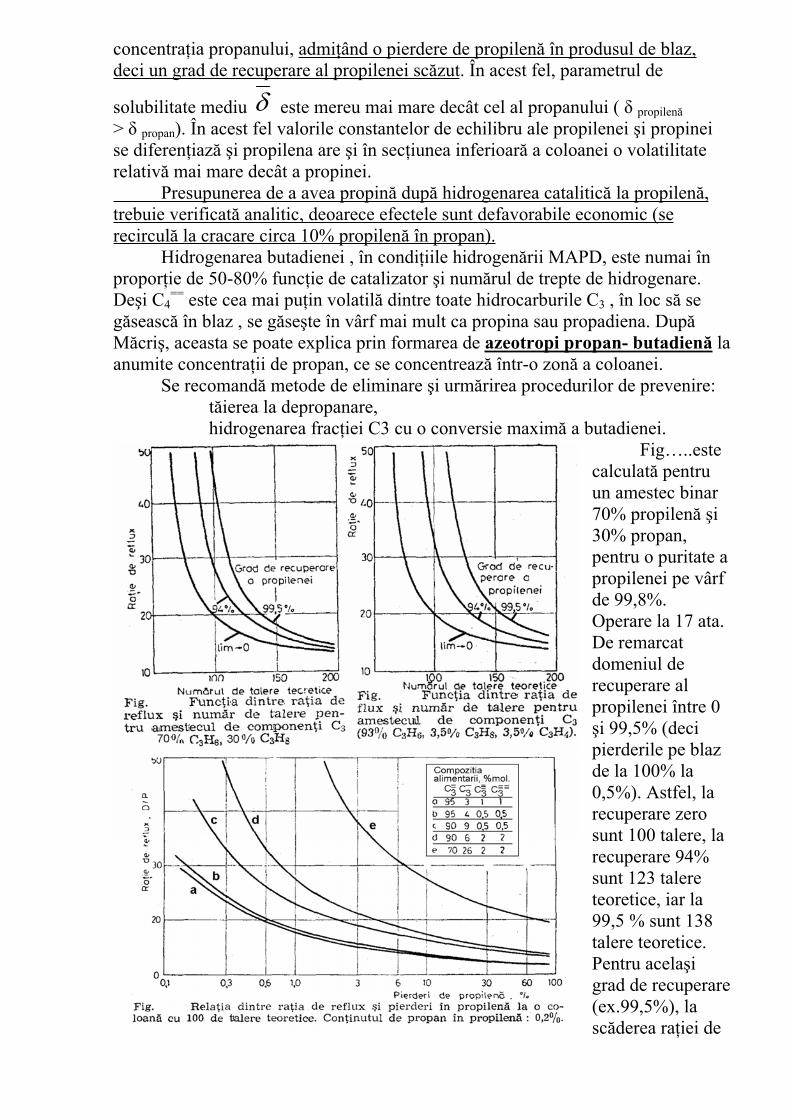
concentra ia propanului, admi ând o pierdere de propilen în produsul de blaz, deci un grad de recuperare al propilenei sc zut. În acest fel, parametrul de
solubilitate mediu este mereu mai mare decât cel al propanului ( propilen
> propan). În acest fel valorile constantelor de echilibru ale propilenei i propineise diferen iaz i propilena are i în sec iunea inferioar a coloanei o volatilitate relativ mai mare decât a propinei.
Presupunerea de a avea propin dup hidrogenarea catalitic la propilen ,trebuie verificat analitic, deoarece efectele sunt defavorabile economic (se recircul la cracare circa 10% propilen în propan).
Hidrogenarea butadienei , în condi iile hidrogen rii MAPD, este numai în propor ie de 50-80% func ie de catalizator i num rul de trepte de hidrogenare. De i C4
== este cea mai pu in volatil dintre toate hidrocarburile C3 , în loc s se g seasc în blaz , se g se te în vârf mai mult ca propina sau propadiena. DupM cri , aceasta se poate explica prin formarea de azeotropi propan- butadien la anumite concentra ii de propan, ce se concentreaz într-o zon a coloanei. Se recomand metode de eliminare i urm rirea procedurilor de prevenire: t ierea la depropanare, hidrogenarea frac iei C3 cu o conversie maxim a butadienei.
Fig…..este calculat pentruun amestec binar 70% propilen i30% propan,pentru o puritate a propilenei pe vârf de 99,8%. Operare la 17 ata. De remarcatdomeniul de recuperare al propilenei între 0 i 99,5% (deci
pierderile pe blaz de la 100% la 0,5%). Astfel, la recuperare zero sunt 100 talere, la recuperare 94% sunt 123 talereteoretice, iar la 99,5 % sunt 138 talere teoretice. Pentru acela igrad de recuperare (ex.99,5%), la sc derea ra iei de
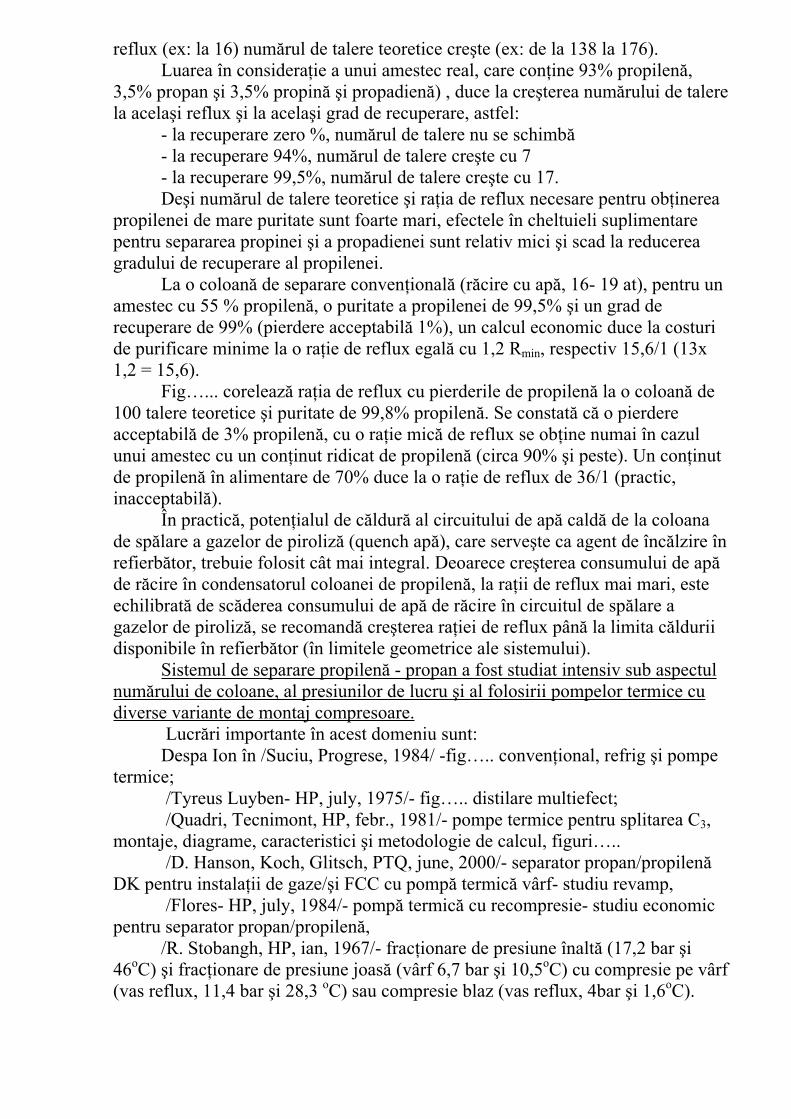
reflux (ex: la 16) num rul de talere teoretice cre te (ex: de la 138 la 176). Luarea în considera ie a unui amestec real, care con ine 93% propilen ,3,5% propan i 3,5% propin i propadien ) , duce la cre terea num rului de talere la acela i reflux i la acela i grad de recuperare, astfel: - la recuperare zero %, num rul de talere nu se schimb - la recuperare 94%, num rul de talere cre te cu 7 - la recuperare 99,5%, num rul de talere cre te cu 17. De i num rul de talere teoretice i ra ia de reflux necesare pentru ob inerea propilenei de mare puritate sunt foarte mari, efectele în cheltuieli suplimentare pentru separarea propinei i a propadienei sunt relativ mici i scad la reducerea gradului de recuperare al propilenei. La o coloan de separare conven ional (r cire cu ap , 16- 19 at), pentru un amestec cu 55 % propilen , o puritate a propilenei de 99,5% i un grad de recuperare de 99% (pierdere acceptabil 1%), un calcul economic duce la costuri de purificare minime la o ra ie de reflux egal cu 1,2 Rmin, respectiv 15,6/1 (13x 1,2 = 15,6). Fig…... coreleaz ra ia de reflux cu pierderile de propilen la o coloan de 100 talere teoretice i puritate de 99,8% propilen . Se constat c o pierdere acceptabil de 3% propilen , cu o ra ie mic de reflux se ob ine numai în cazul unui amestec cu un con inut ridicat de propilen (circa 90% i peste). Un con inutde propilen în alimentare de 70% duce la o ra ie de reflux de 36/1 (practic, inacceptabil ). În practic , poten ialul de c ldur al circuitului de ap cald de la coloana de sp lare a gazelor de piroliz (quench ap ), care serve te ca agent de înc lzire în refierb tor, trebuie folosit cât mai integral. Deoarece cre terea consumului de apde r cire în condensatorul coloanei de propilen , la ra ii de reflux mai mari, este echilibrat de sc derea consumului de ap de r cire în circuitul de sp lare a gazelor de piroliz , se recomand cre terea ra iei de reflux pân la limita c lduriidisponibile în refierb tor (în limitele geometrice ale sistemului).
Sistemul de separare propilen - propan a fost studiat intensiv sub aspectul num rului de coloane, al presiunilor de lucru i al folosirii pompelor termice cu diverse variante de montaj compresoare. Lucr ri importante în acest domeniu sunt: Despa Ion în /Suciu, Progrese, 1984/ -fig….. conven ional, refrig i pompe termice; /Tyreus Luyben- HP, july, 1975/- fig….. distilare multiefect; /Quadri, Tecnimont, HP, febr., 1981/- pompe termice pentru splitarea C3,montaje, diagrame, caracteristici i metodologie de calcul, figuri….. /D. Hanson, Koch, Glitsch, PTQ, june, 2000/- separator propan/propilenDK pentru instala ii de gaze/ i FCC cu pomp termic vârf- studiu revamp, /Flores- HP, july, 1984/- pomp termic cu recompresie- studiu economic pentru separator propan/propilen , /R. Stobangh, HP, ian, 1967/- frac ionare de presiune înalt (17,2 bar i46oC) i frac ionare de presiune joas (vârf 6,7 bar i 10,5oC) cu compresie pe vârf (vas reflux, 11,4 bar i 28,3 oC) sau compresie blaz (vas reflux, 4bar i 1,6oC).
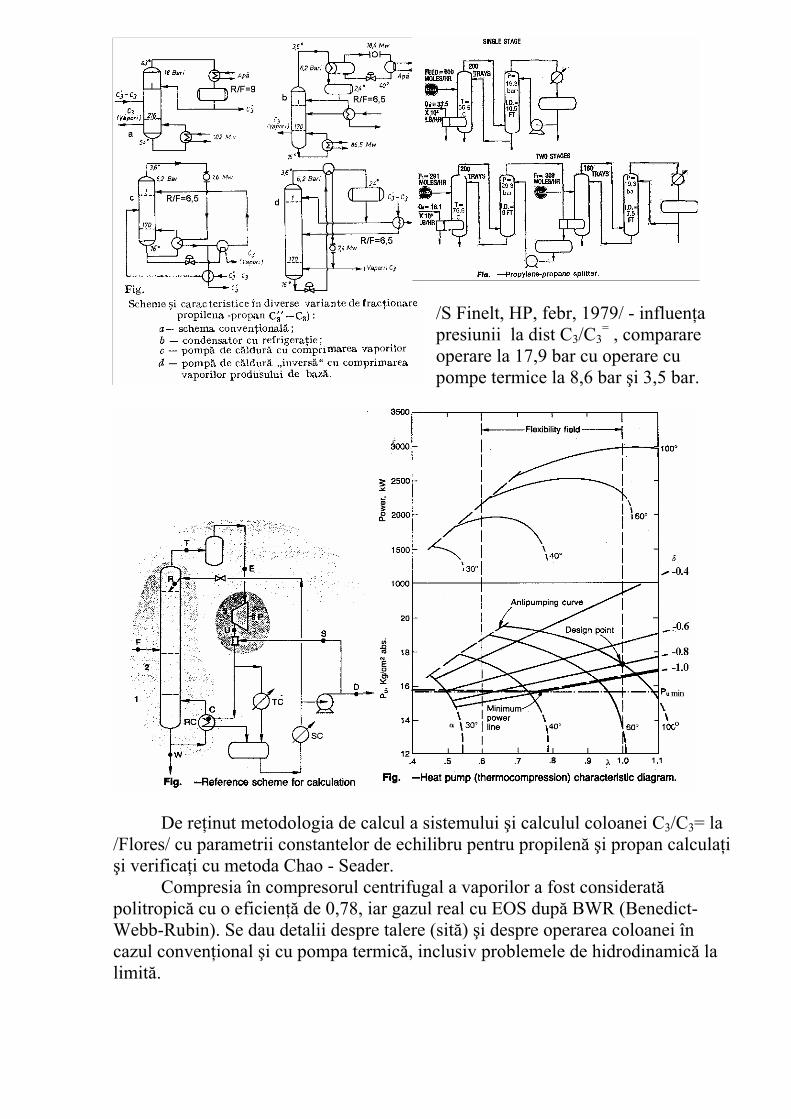
/S Finelt, HP, febr, 1979/ - influen apresiunii la dist C3/C3
= , comparareoperare la 17,9 bar cu operare cu pompe termice la 8,6 bar i 3,5 bar.
De re inut metodologia de calcul a sistemului i calculul coloanei C3/C3= la /Flores/ cu parametrii constantelor de echilibru pentru propilen i propan calcula ii verifica i cu metoda Chao - Seader.
Compresia în compresorul centrifugal a vaporilor a fost consideratpolitropic cu o eficien de 0,78, iar gazul real cu EOS dup BWR (Benedict- Webb-Rubin). Se dau detalii despre talere (sit ) i despre operarea coloanei în cazul conven ional i cu pompa termic , inclusiv problemele de hidrodinamic la limit .
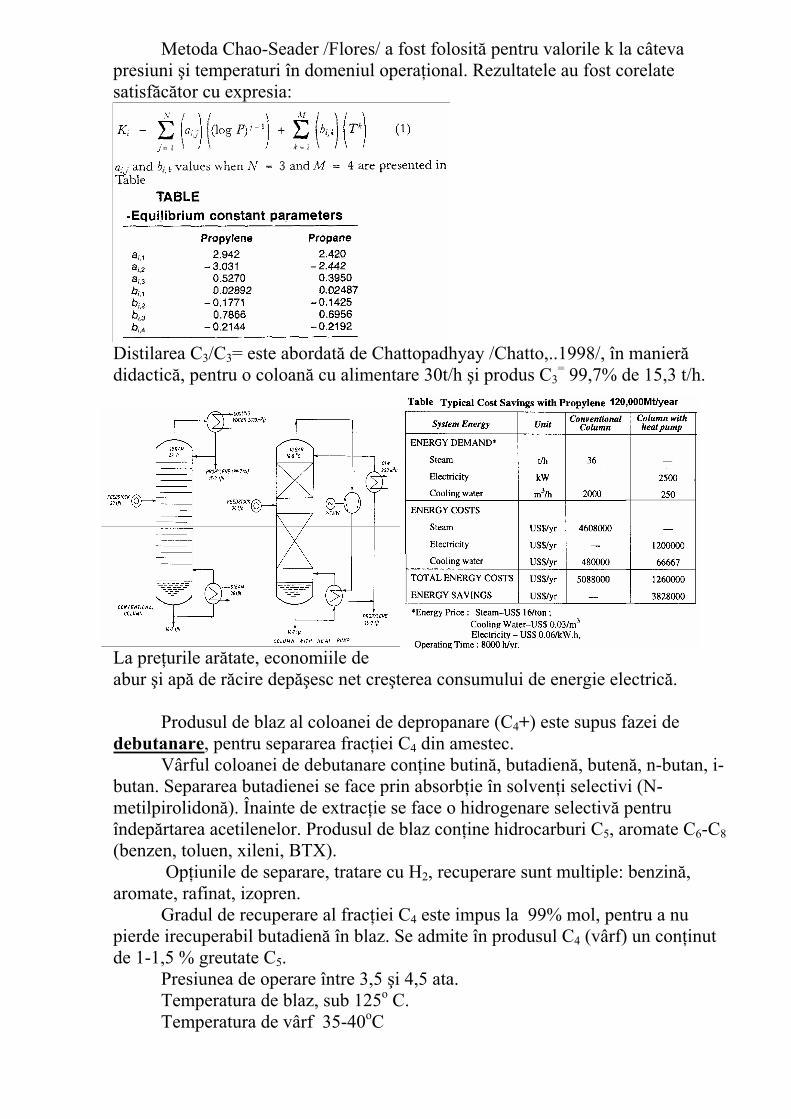
Metoda Chao-Seader /Flores/ a fost folosit pentru valorile k la câteva presiuni i temperaturi în domeniul opera ional. Rezultatele au fost corelate satisf c tor cu expresia:
Distilarea C3/C3= este abordat de Chattopadhyay /Chatto,..1998/, în manierdidactic , pentru o coloan cu alimentare 30t/h i produs C3
= 99,7% de 15,3 t/h.
La pre urile ar tate, economiile de abur i ap de r cire dep esc net cre terea consumului de energie electric .
Produsul de blaz al coloanei de depropanare (C4+) este supus fazei de debutanare, pentru separarea frac iei C4 din amestec.
Vârful coloanei de debutanare con ine butin , butadien , buten , n-butan, i-butan. Separarea butadienei se face prin absorb ie în solven i selectivi (N-metilpirolidon ). Înainte de extrac ie se face o hidrogenare selectiv pentruîndep rtarea acetilenelor. Produsul de blaz con ine hidrocarburi C5, aromate C6-C8
(benzen, toluen, xileni, BTX). Op iunile de separare, tratare cu H2, recuperare sunt multiple: benzin ,
aromate, rafinat, izopren. Gradul de recuperare al frac iei C4 este impus la 99% mol, pentru a nu
pierde irecuperabil butadien în blaz. Se admite în produsul C4 (vârf) un con inutde 1-1,5 % greutate C5.
Presiunea de operare între 3,5 i 4,5 ata. Temperatura de blaz, sub 125o C. Temperatura de vârf 35-40oC
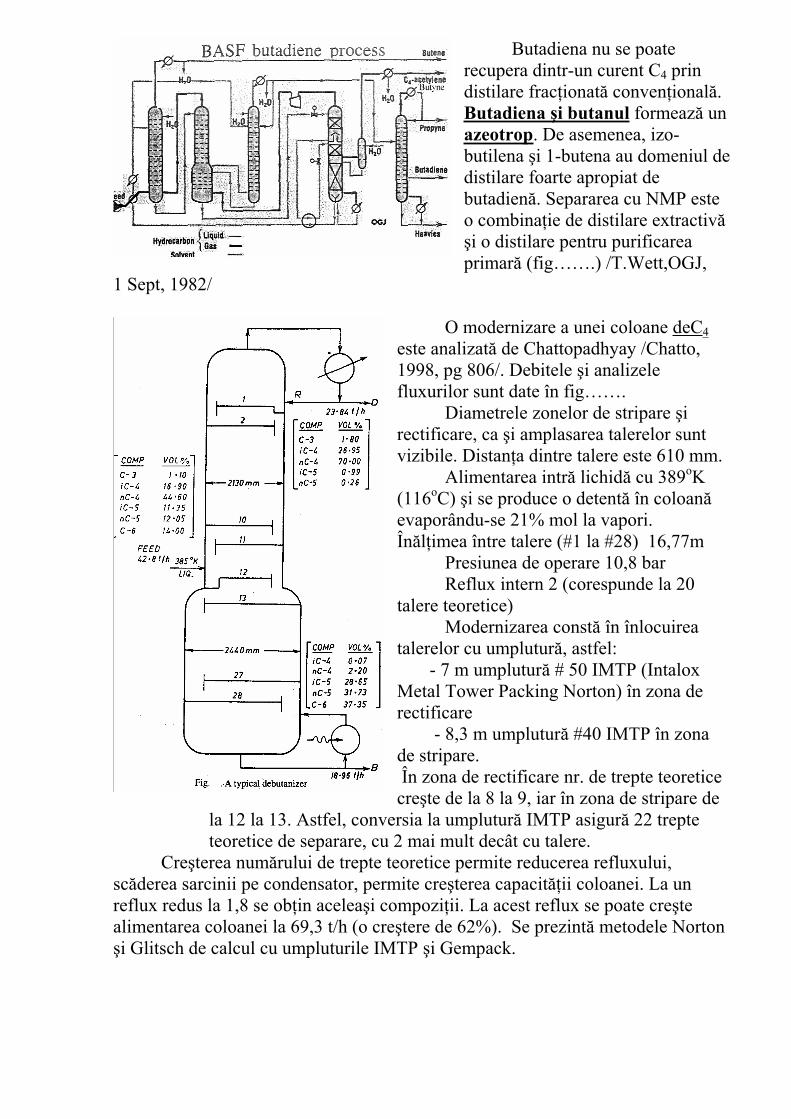
Butadiena nu se poate recupera dintr-un curent C4 prin distilare frac ionat conven ional .Butadiena i butanul formeaz un azeotrop. De asemenea, izo-butilena i 1-butena au domeniul de distilare foarte apropiat de butadien . Separarea cu NMP este o combina ie de distilare extractivi o distilare pentru purificarea
primar (fig…….) /T.Wett,OGJ,1 Sept, 1982/
O modernizare a unei coloane deC4
este analizat de Chattopadhyay /Chatto, 1998, pg 806/. Debitele i analizelefluxurilor sunt date în fig……. Diametrele zonelor de stripare irectificare, ca i amplasarea talerelor sunt vizibile. Distan a dintre talere este 610 mm. Alimentarea intr lichid cu 389oK(116oC) i se produce o detent în coloanevaporându-se 21% mol la vapori. În l imea între talere (#1 la #28) 16,77m
Presiunea de operare 10,8 bar Reflux intern 2 (corespunde la 20
talere teoretice) Modernizarea const în înlocuirea talerelor cu umplutur , astfel: - 7 m umplutur # 50 IMTP (Intalox Metal Tower Packing Norton) în zona de rectificare - 8,3 m umplutur #40 IMTP în zona de stripare. În zona de rectificare nr. de trepte teoretice cre te de la 8 la 9, iar în zona de stripare de
la 12 la 13. Astfel, conversia la umplutur IMTP asigur 22 trepte teoretice de separare, cu 2 mai mult decât cu talere.
Cre terea num rului de trepte teoretice permite reducerea refluxului, sc derea sarcinii pe condensator, permite cre terea capacit ii coloanei. La un reflux redus la 1,8 se ob in acelea i compozi ii. La acest reflux se poate cre tealimentarea coloanei la 69,3 t/h (o cre tere de 62%). Se prezint metodele Norton i Glitsch de calcul cu umpluturile IMTP i Gempack.
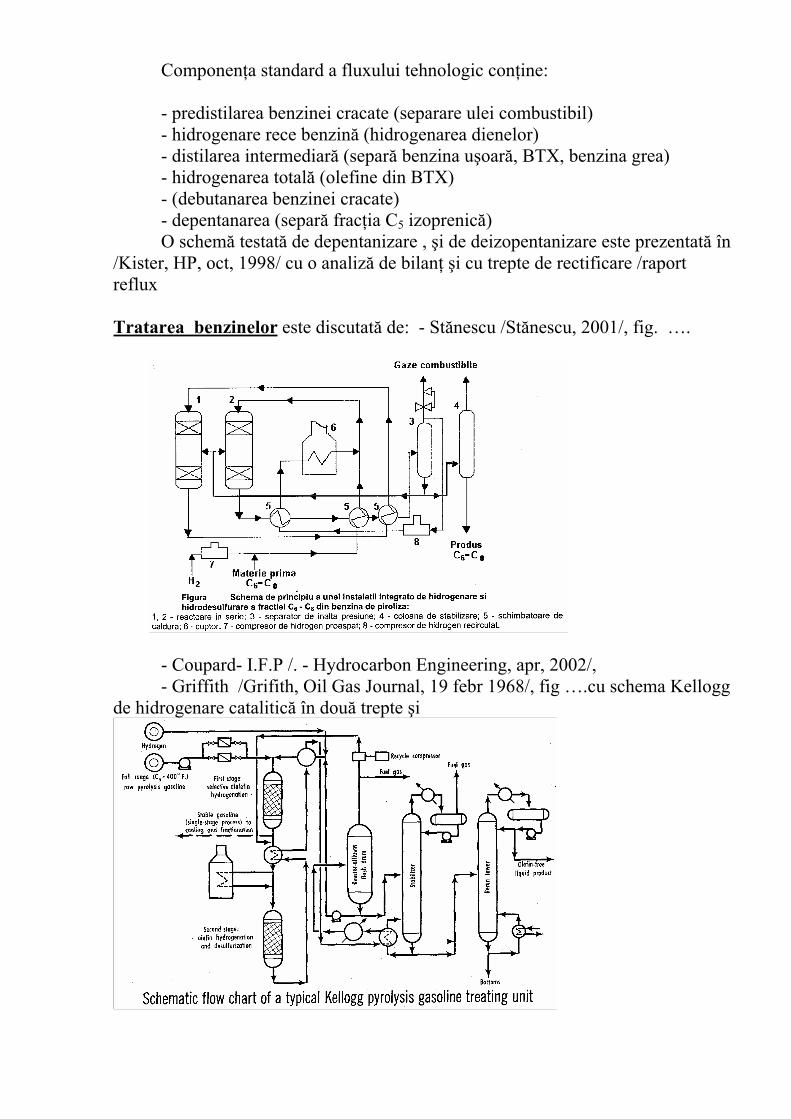
Componen a standard a fluxului tehnologic con ine:
- predistilarea benzinei cracate (separare ulei combustibil)- hidrogenare rece benzin (hidrogenarea dienelor)- distilarea intermediar (separ benzina u oar , BTX, benzina grea) - hidrogenarea total (olefine din BTX) - (debutanarea benzinei cracate)- depentanarea (separ frac ia C5 izoprenic )
O schem testat de depentanizare , i de deizopentanizare este prezentat în /Kister, HP, oct, 1998/ cu o analiz de bilan i cu trepte de rectificare /raport reflux
Tratarea benzinelor este discutat de: - St nescu /St nescu, 2001/, fig. ….
- Coupard- I.F.P /. - Hydrocarbon Engineering, apr, 2002/,- Griffith /Grifith, Oil Gas Journal, 19 febr 1968/, fig ….cu schema Kellogg
de hidrogenare catalitic în dou trepte i
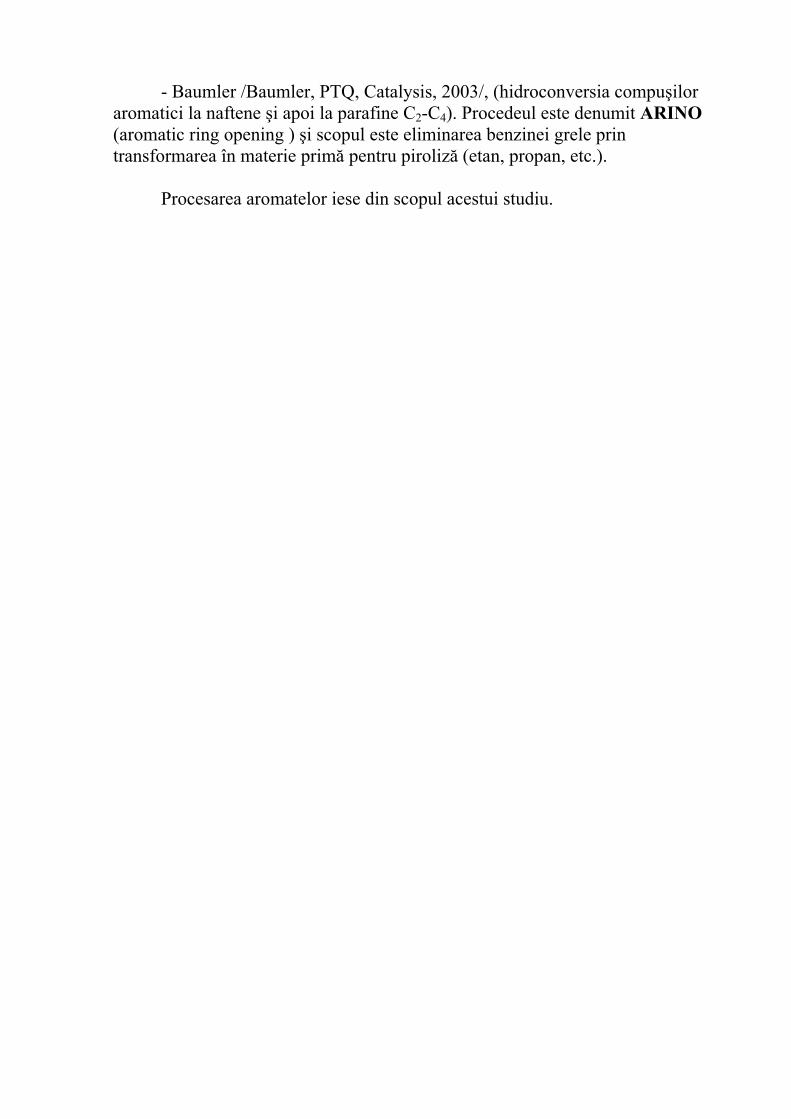
- Baumler /Baumler, PTQ, Catalysis, 2003/, (hidroconversia compu iloraromatici la naftene i apoi la parafine C2-C4). Procedeul este denumit ARINO
(aromatic ring opening ) i scopul este eliminarea benzinei grele prin transformarea în materie prim pentru piroliz (etan, propan, etc.).
Procesarea aromatelor iese din scopul acestui studiu.
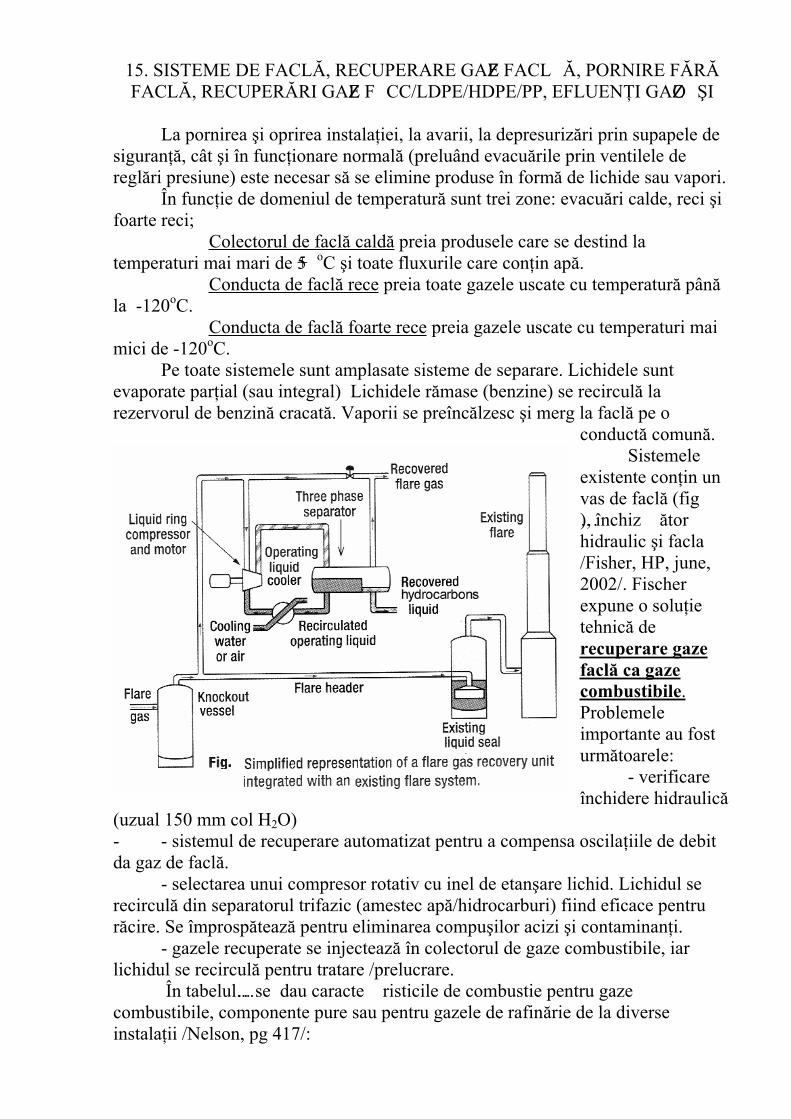
15. SISTEME DE FACL , RECUPERARE GAZE FACL , PORNIRE F RFACL , RECUPER RI GAZE F CC/LDPE/HDPE/PP, EFLUEN I GAZO I
La pornirea i oprirea instala iei, la avarii, la depresuriz ri prin supapele de siguran , cât i în func ionare normal (preluând evacu rile prin ventilele de regl ri presiune) este necesar s se elimine produse în form de lichide sau vapori. În func ie de domeniul de temperatur sunt trei zone: evacu ri calde, reci ifoarte reci;
Colectorul de facl cald preia produsele care se destind la temperaturi mai mari de +5 oC i toate fluxurile care con in ap .
Conducta de facl rece preia toate gazele uscate cu temperatur pânla -120oC.
Conducta de facl foarte rece preia gazele uscate cu temperaturi mai mici de -120oC.
Pe toate sistemele sunt amplasate sisteme de separare. Lichidele sunt evaporate par ial (sau integral) Lichidele r mase (benzine) se recircul larezervorul de benzin cracat . Vaporii se preînc lzesc i merg la facl pe o
conduct comun . Sistemele existente con in un vas de facl (fig…), închiz torhidraulic i facla /Fisher, HP, june, 2002/. Fischer expune o solu ietehnic de recuperare gaze
facl ca gazecombustibile.Problemeleimportante au fost urm toarele: - verificareînchidere hidraulic
(uzual 150 mm col H2O)- - sistemul de recuperare automatizat pentru a compensa oscila iile de debit da gaz de facl .
- selectarea unui compresor rotativ cu inel de etan are lichid. Lichidul se recircul din separatorul trifazic (amestec ap /hidrocarburi) fiind eficace pentru r cire. Se împrosp teaz pentru eliminarea compu ilor acizi i contaminan i.
- gazele recuperate se injecteaz în colectorul de gaze combustibile, iar lichidul se recircul pentru tratare /prelucrare.
În tabelul…... se dau caracte risticile de combustie pentru gaze combustibile, componente pure sau pentru gazele de rafin rie de la diverse instala ii /Nelson, pg 417/:
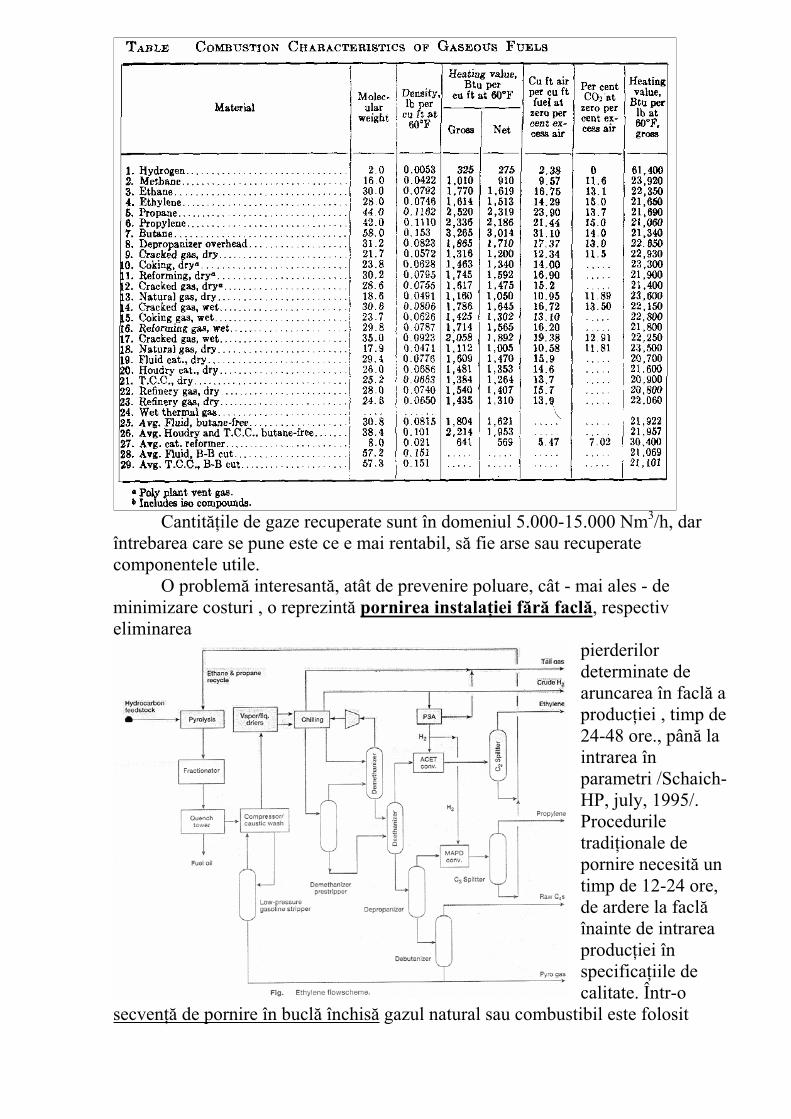
Cantit ile de gaze recuperate sunt în domeniul 5.000-15.000 Nm3/h, dar întrebarea care se pune este ce e mai rentabil, s fie arse sau recuperate componentele utile. O problem interesant , atât de prevenire poluare, cât - mai ales - de minimizare costuri , o reprezint pornirea instala iei f r facl , respectiveliminarea
pierderilordeterminate de aruncarea în facl a produc iei , timp de 24-48 ore., pân la intrarea în parametri /Schaich- HP, july, 1995/. Proceduriletradi ionale de pornire necesit un timp de 12-24 ore, de ardere la faclînainte de intrarea produc iei în specifica iile de calitate. Într-o
secven de pornire în bucl închis gazul natural sau combustibil este folosit
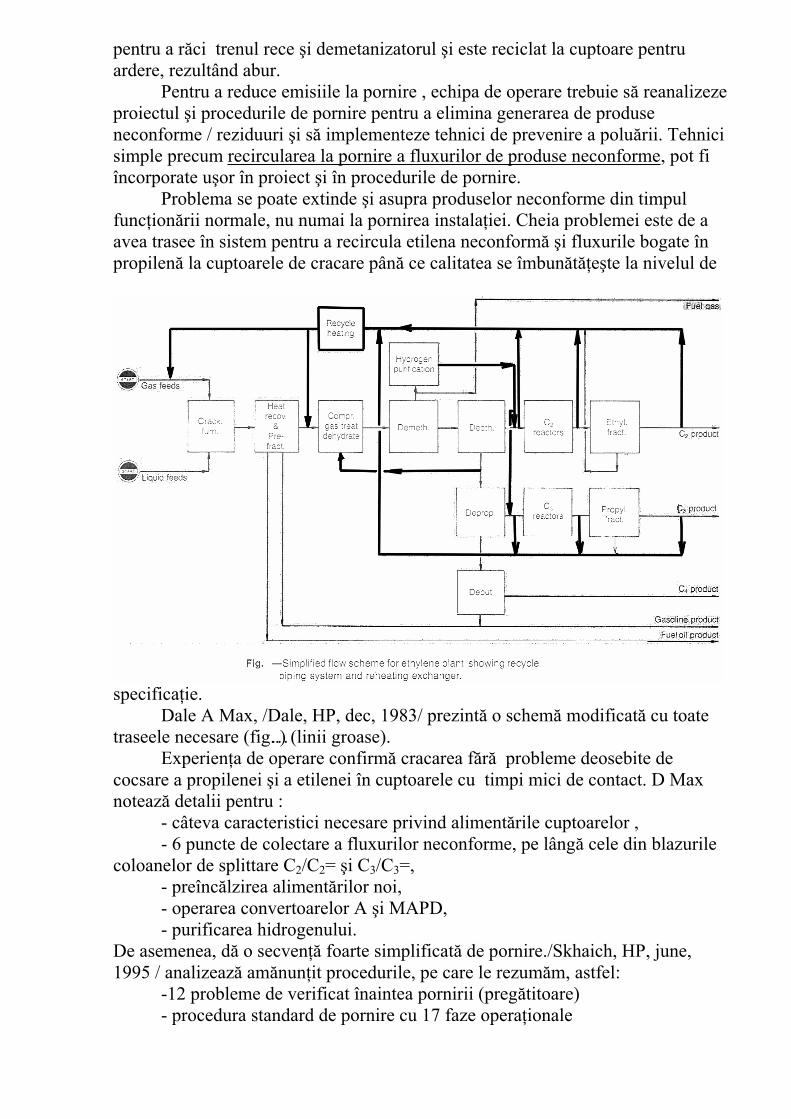
pentru a r ci trenul rece i demetanizatorul i este reciclat la cuptoare pentru ardere, rezultând abur.
Pentru a reduce emisiile la pornire , echipa de operare trebuie s reanalizeze proiectul i procedurile de pornire pentru a elimina generarea de produse neconforme / reziduuri i s implementeze tehnici de prevenire a polu rii. Tehnici simple precum recircularea la pornire a fluxurilor de produse neconforme, pot fi încorporate u or în proiect i în procedurile de pornire.
Problema se poate extinde i asupra produselor neconforme din timpulfunc ion rii normale, nu numai la pornirea instala iei. Cheia problemei este de a avea trasee în sistem pentru a recircula etilena neconform i fluxurile bogate în propilen la cuptoarele de cracare pân ce calitatea se îmbun t e te la nivelul de
specifica ie.Dale A Max, /Dale, HP, dec, 1983/ prezint o schem modificat cu toate
traseele necesare (fig…..) (linii groase). Experien a de operare confirm cracarea f r probleme deosebite de cocsare a propilenei i a etilenei în cuptoarele cu timpi mici de contact. D Max noteaz detalii pentru :
- câteva caracteristici necesare privind aliment rile cuptoarelor ,- 6 puncte de colectare a fluxurilor neconforme, pe lâng cele din blazurile
coloanelor de splittare C2/C2= i C3/C3=, - preînc lzirea aliment rilor noi,
- operarea convertoarelor A i MAPD,- purificarea hidrogenului.
De asemenea, d o secven foarte simplificat de pornire./Skhaich, HP, june, 1995 / analizeaz am nun it procedurile, pe care le rezum m, astfel:
-12 probleme de verificat înaintea pornirii (preg titoare)- procedura standard de pornire cu 17 faze opera ionale
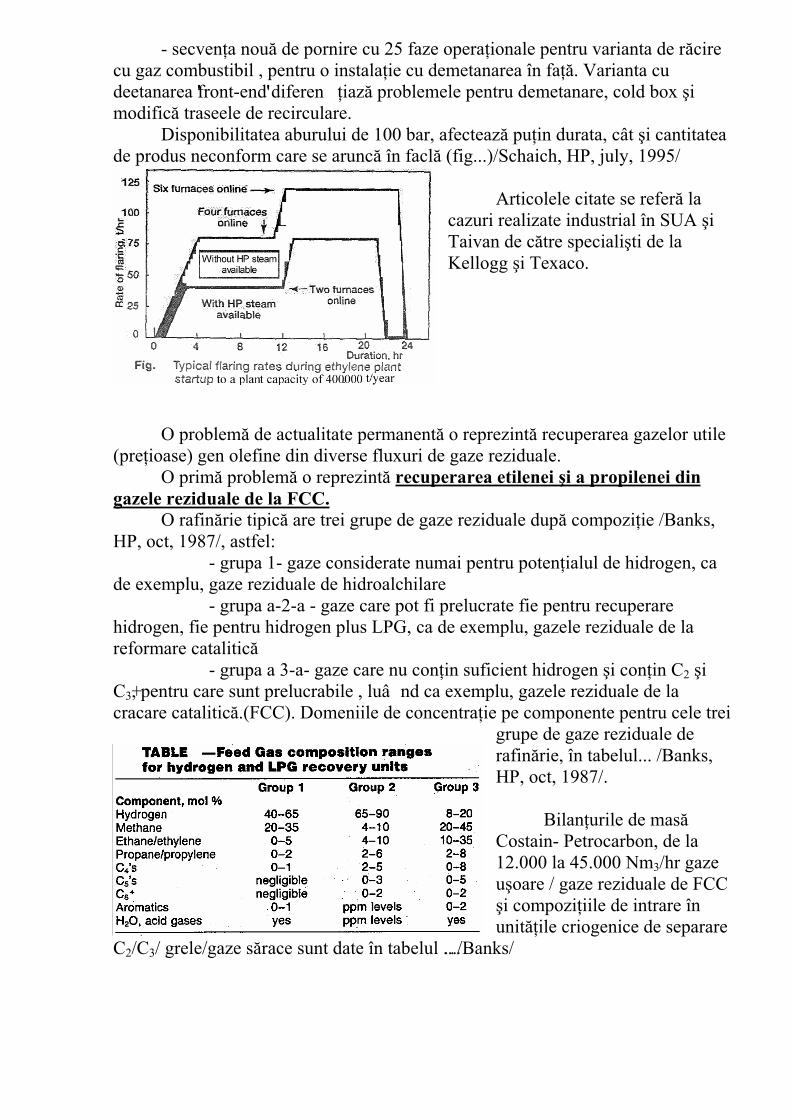
- secven a nou de pornire cu 25 faze opera ionale pentru varianta de r cirecu gaz combustibil , pentru o instala ie cu demetanarea în fa . Varianta cu deetanarea ''front-end'' diferen iaz problemele pentru demetanare, cold box imodific traseele de recirculare.
Disponibilitatea aburului de 100 bar, afecteaz pu in durata, cât i cantitatea de produs neconform care se arunc în facl (fig...)/Schaich, HP, july, 1995/
Articolele citate se refer la cazuri realizate industrial în SUA iTaivan de c tre speciali ti de la Kellogg i Texaco.
O problem de actualitate permanent o reprezint recuperarea gazelor utile (pre ioase) gen olefine din diverse fluxuri de gaze reziduale. O prim problem o reprezint recuperarea etilenei i a propilenei din
gazele reziduale de la FCC. O rafin rie tipic are trei grupe de gaze reziduale dup compozi ie /Banks, HP, oct, 1987/, astfel:
- grupa 1- gaze considerate numai pentru poten ialul de hidrogen, ca de exemplu, gaze reziduale de hidroalchilare
- grupa a-2-a - gaze care pot fi prelucrate fie pentru recuperare hidrogen, fie pentru hidrogen plus LPG, ca de exemplu, gazele reziduale de la reformare catalitic
- grupa a 3-a- gaze care nu con in suficient hidrogen i con in C2 iC3+, pentru care sunt prelucrabile , luâ nd ca exemplu, gazele reziduale de la cracare catalitic .(FCC). Domeniile de concentra ie pe componente pentru cele trei
grupe de gaze reziduale de rafin rie, în tabelul... /Banks, HP, oct, 1987/.
Bilan urile de masCostain- Petrocarbon, de la 12.000 la 45.000 Nm3/hr gaze u oare / gaze reziduale de FCC i compozi iile de intrare în
unit ile criogenice de separare C2/C3/ grele/gaze s race sunt date în tabelul ….../Banks/
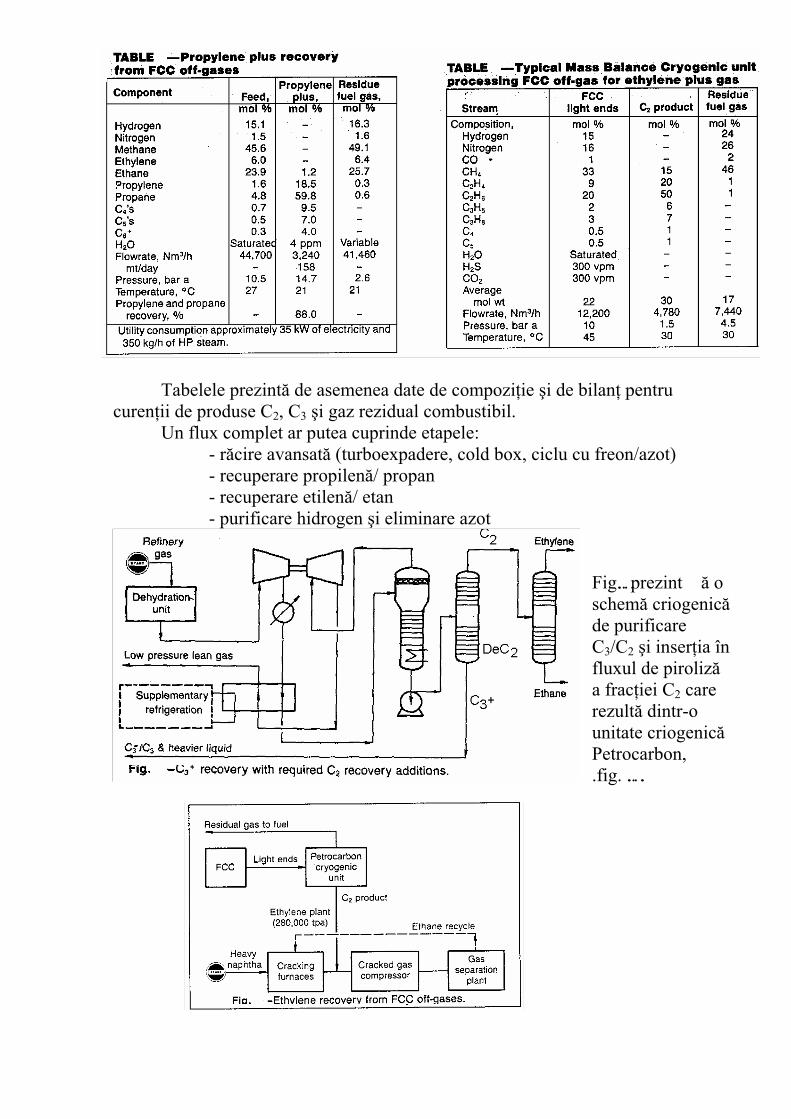
Tabelele prezint de asemenea date de compozi ie i de bilan pentru curen ii de produse C2, C3 i gaz rezidual combustibil.
Un flux complet ar putea cuprinde etapele: - r cire avansat (turboexpadere, cold box, ciclu cu freon/azot) - recuperare propilen / propan - recuperare etilen / etan - purificare hidrogen i eliminare azot
Fig….. prezint o schem criogenicde purificare C3/C2 i inser ia în fluxul de piroliza frac iei C2 care rezult dintr-o unitate criogenicPetrocarbon,.fig. ….. .
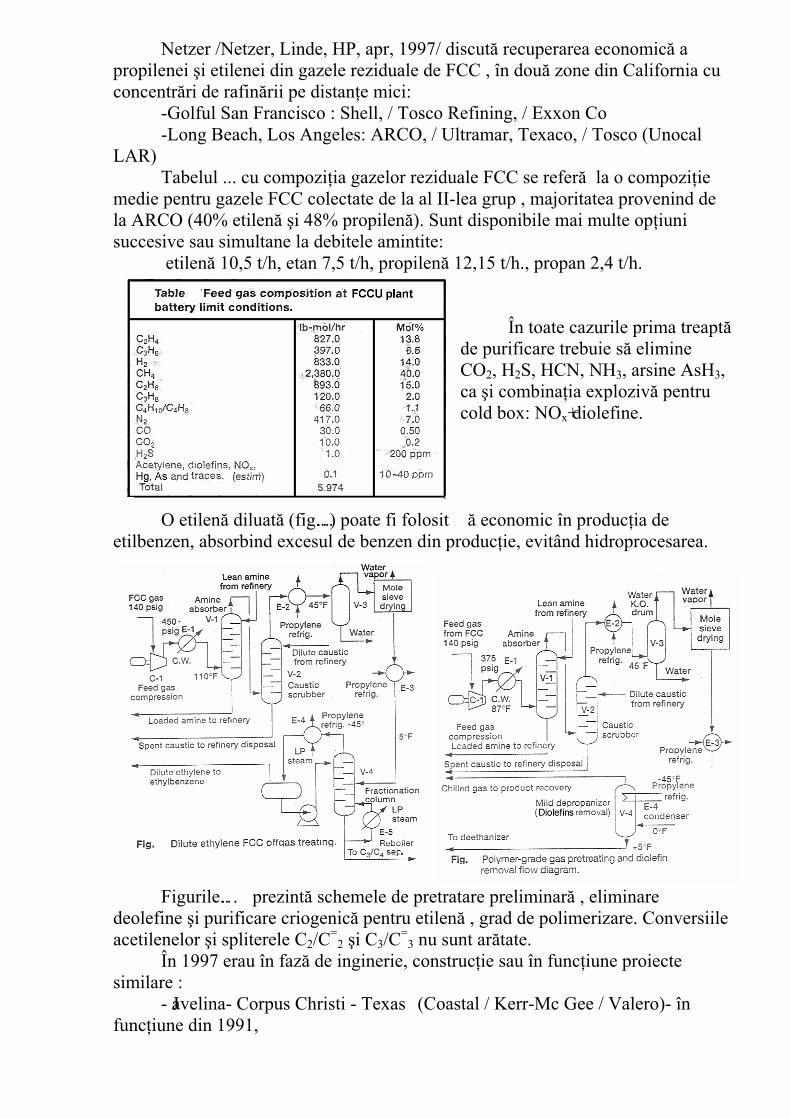
Netzer /Netzer, Linde, HP, apr, 1997/ discut recuperarea economic a propilenei i etilenei din gazele reziduale de FCC , în dou zone din California cu concentr ri de rafin rii pe distan e mici:
-Golful San Francisco : Shell, / Tosco Refining, / Exxon Co -Long Beach, Los Angeles: ARCO, / Ultramar, Texaco, / Tosco (Unocal
LAR)Tabelul ... cu compozi ia gazelor reziduale FCC se refer la o compozi ie
medie pentru gazele FCC colectate de la al II-lea grup , majoritatea provenind de la ARCO (40% etilen i 48% propilen ). Sunt disponibile mai multe op iunisuccesive sau simultane la debitele amintite:
etilen 10,5 t/h, etan 7,5 t/h, propilen 12,15 t/h., propan 2,4 t/h.
În toate cazurile prima treaptde purificare trebuie s elimineCO2, H2S, HCN, NH3, arsine AsH3,ca i combina ia exploziv pentru cold box: NOx+ diolefine.
O etilen diluat (fig…...) poate fi folosit economic în produc ia de etilbenzen, absorbind excesul de benzen din produc ie, evitând hidroprocesarea.
Figurile….. prezint schemele de pretratare preliminar , eliminaredeolefine i purificare criogenic pentru etilen , grad de polimerizare. Conversiile acetilenelor i spliterele C2/C
=2 i C3/C
=3 nu sunt ar tate.
În 1997 erau în faz de inginerie, construc ie sau în func iune proiecte similare :
- Javelina- Corpus Christi - Texas (Coastal / Kerr-Mc Gee / Valero)- în func iune din 1991,
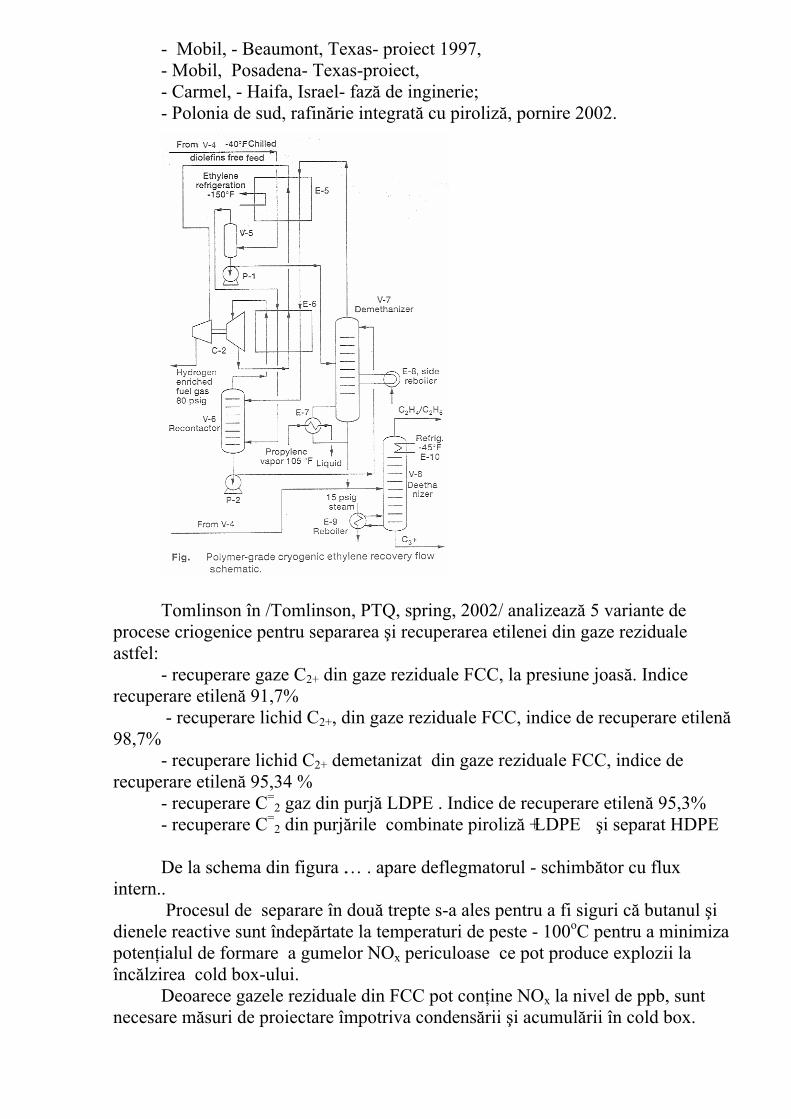
- Mobil, - Beaumont, Texas- proiect 1997,- Mobil, Posadena- Texas-proiect,- Carmel, - Haifa, Israel- faz de inginerie;- Polonia de sud, rafin rie integrat cu piroliz , pornire 2002.
Tomlinson în /Tomlinson, PTQ, spring, 2002/ analizeaz 5 variante de procese criogenice pentru separarea i recuperarea etilenei din gaze rezidualeastfel:
- recuperare gaze C2+ din gaze reziduale FCC, la presiune joas . Indice recuperare etilen 91,7%
- recuperare lichid C2+, din gaze reziduale FCC, indice de recuperare etilen98,7%
- recuperare lichid C2+ demetanizat din gaze reziduale FCC, indice de recuperare etilen 95,34 % - recuperare C=
2 gaz din purj LDPE . Indice de recuperare etilen 95,3% - recuperare C=
2 din purj rile combinate piroliz + LDPE i separat HDPE
De la schema din figura …. . apare deflegmatorul - schimb tor cu flux intern..
Procesul de separare în dou trepte s-a ales pentru a fi siguri c butanul idienele reactive sunt îndep rtate la temperaturi de peste - 100oC pentru a minimizapoten ialul de formare a gumelor NOx periculoase ce pot produce explozii la înc lzirea cold box-ului.
Deoarece gazele reziduale din FCC pot con ine NOx la nivel de ppb, suntnecesare m suri de proiectare împotriva condens rii i acumul rii în cold box.
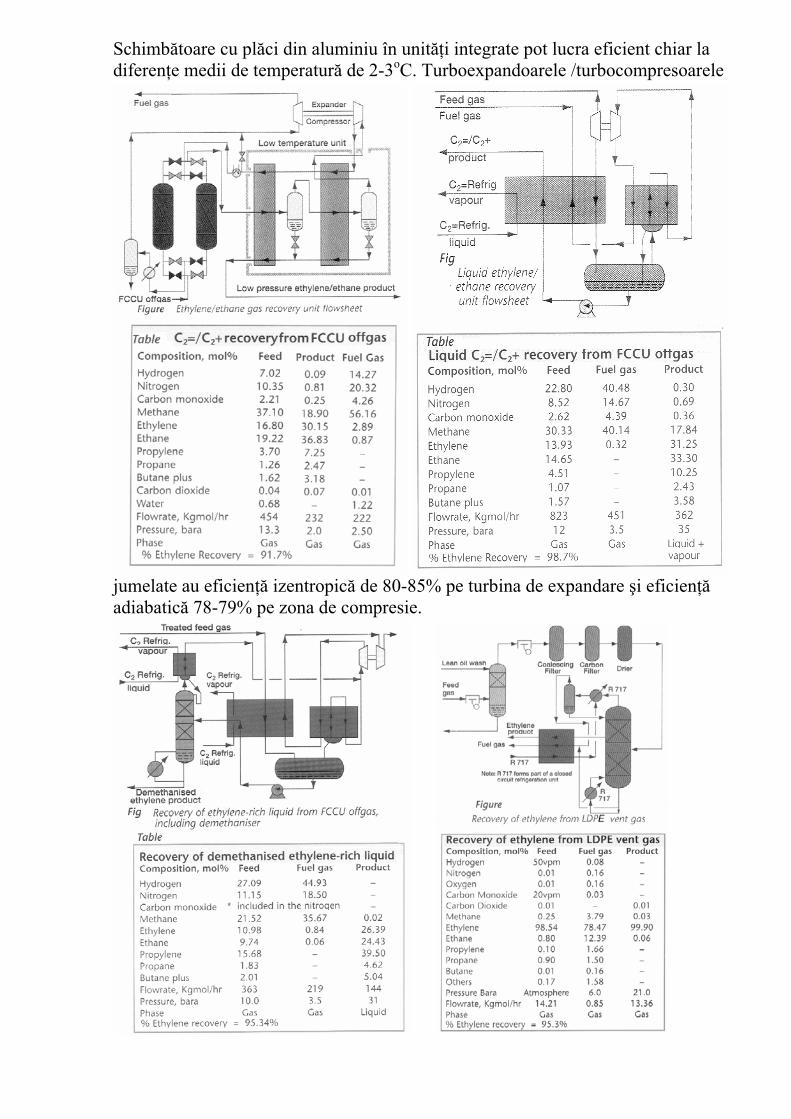
Schimb toare cu pl ci din aluminiu în unit i integrate pot lucra eficient chiar la diferen e medii de temperatur de 2-3oC. Turboexpandoarele /turbocompresoarele
jumelate au eficien izentropic de 80-85% pe turbina de expandare i eficienadiabatic 78-79% pe zona de compresie.
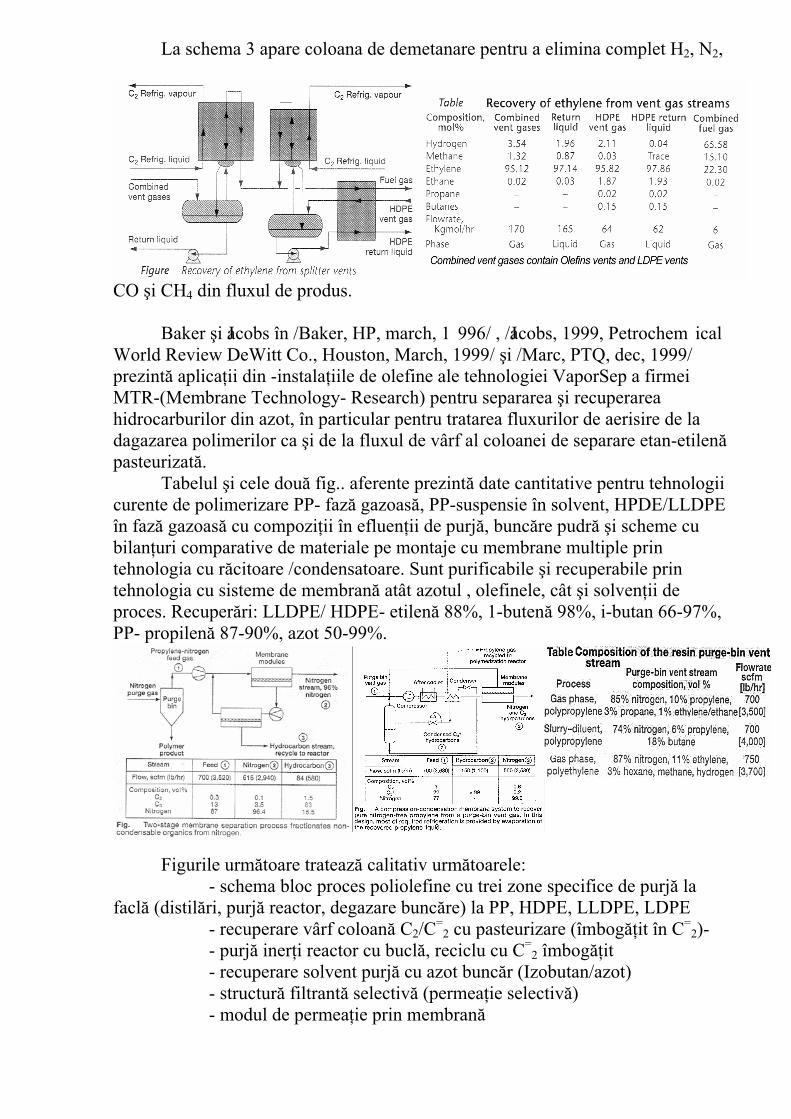
La schema 3 apare coloana de demetanare pentru a elimina complet H2, N2,
CO i CH4 din fluxul de produs.
Baker i Jacobs în /Baker, HP, march, 1 996/ , /Jacobs, 1999, Petrochem icalWorld Review DeWitt Co., Houston, March, 1999/ i /Marc, PTQ, dec, 1999/ prezint aplica ii din -instala iile de olefine ale tehnologiei VaporSep a firmei MTR-(Membrane Technology- Research) pentru separarea i recuperareahidrocarburilor din azot, în particular pentru tratarea fluxurilor de aerisire de la dagazarea polimerilor ca i de la fluxul de vârf al coloanei de separare etan-etilenpasteurizat . Tabelul i cele dou fig.. aferente prezint date cantitative pentru tehnologii curente de polimerizare PP- faz gazoas , PP-suspensie în solvent, HPDE/LLDPE în faz gazoas cu compozi ii în efluen ii de purj , bunc re pudr i scheme cu bilan uri comparative de materiale pe montaje cu membrane multiple printehnologia cu r citoare /condensatoare. Sunt purificabile i recuperabile prin tehnologia cu sisteme de membran atât azotul , olefinele, cât i solven ii deproces. Recuper ri: LLDPE/ HDPE- etilen 88%, 1-buten 98%, i-butan 66-97%, PP- propilen 87-90%, azot 50-99%.
Figurile urm toare trateaz calitativ urm toarele:- schema bloc proces poliolefine cu trei zone specifice de purj la
facl (distil ri, purj reactor, degazare bunc re) la PP, HDPE, LLDPE, LDPE - recuperare vârf coloan C2/C
=2 cu pasteurizare (îmbog it în C=
2)- - purj iner i reactor cu bucl , reciclu cu C=
2 îmbog it- recuperare solvent purj cu azot bunc r (Izobutan/azot)
- structur filtrant selectiv (permea ie selectiv ) - modul de permea ie prin membran
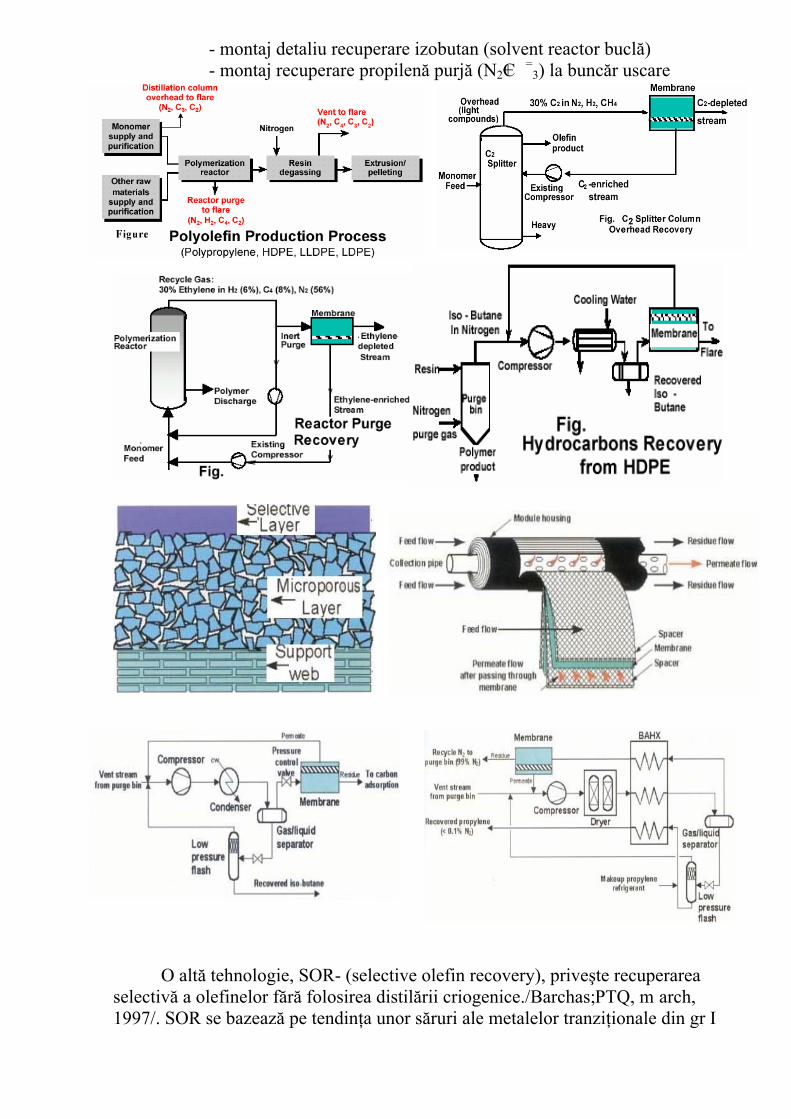
- montaj detaliu recuperare izobutan (solvent reactor bucl ) - montaj recuperare propilen purj (N2+C
=3) la bunc r uscare
O alt tehnologie, SOR- (selective olefin recovery), prive te recuperarea selectiv a olefinelor f r folosirea distil rii criogenice./Barchas; PTQ, m arch,1997/. SOR se bazeaz pe tendin a unor s ruri ale metalelor tranzi ionale din gr I
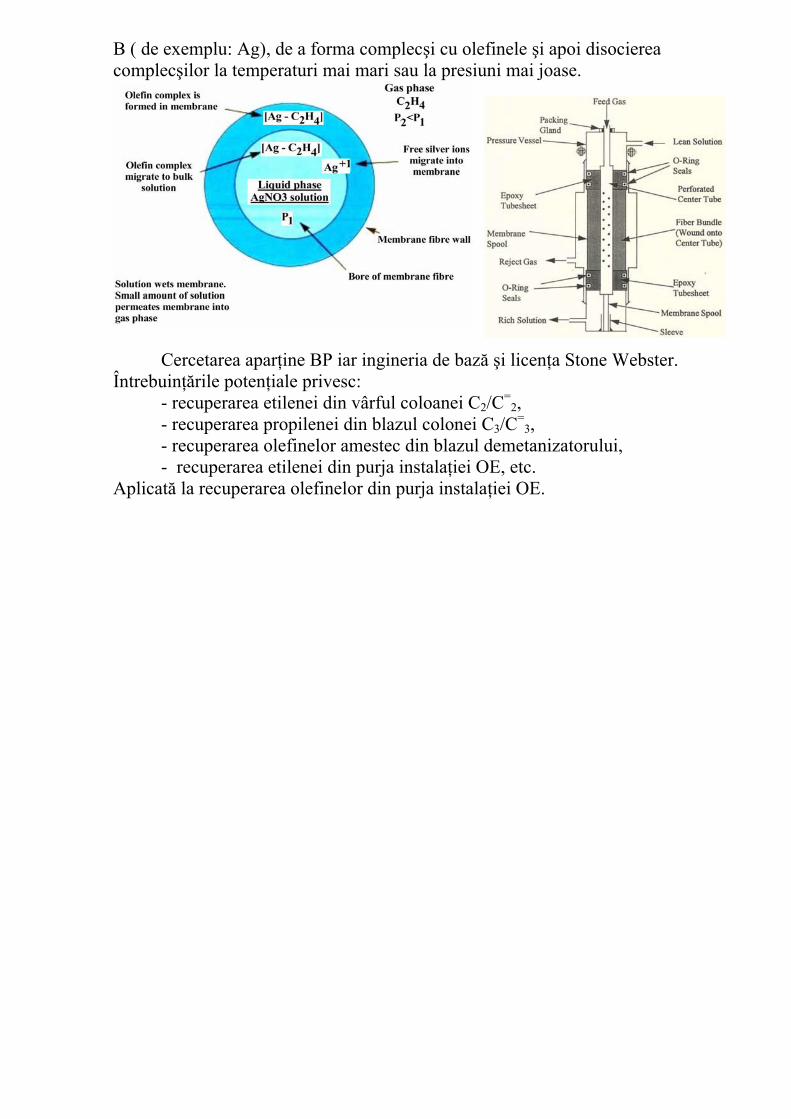
B ( de exemplu: Ag), de a forma complec i cu olefinele i apoi disocierea complec ilor la temperaturi mai mari sau la presiuni mai joase.
Cercetarea apar ine BP iar ingineria de baz i licen a Stone Webster. Întrebuin rile poten iale privesc: - recuperarea etilenei din vârful coloanei C2/C
=2,
- recuperarea propilenei din blazul colonei C3/C=
3,- recuperarea olefinelor amestec din blazul demetanizatorului, - recuperarea etilenei din purja instala iei OE, etc.
Aplicat la recuperarea olefinelor din purja instala iei OE.
16. EFLUEN I DE PROCES
Efluen ii unei instala ii de piroliz se încadreaz în tipologia comun a efluen ilor de instala ie chimic : gazo i, lichizi, i solizi. - Efluen ii gazo i, excep ie VOC, se apar datorit arderii în cuptoarele de piroliz , în cuptoarele boilerelor generatoare de abur, sau arderii în facle, cu problematica specific . - Efluen ii lichizi, sunt mai specifici, i sunt lega i de - ciclul ap / abur VHP / condens / abur de dilu ie cu recuper ri, trat ri, ex.: drenuri ape cu s ruri, etc - ape fenolice, - ape cu aromate din condensul de compresie - le ii sulfuroase alcaline - gudroane i lamuri vâscoase ( lops) - Efluen ii solizi nu au caracter de regularitate i sunt lega i de evacu rile de - paturi de site moleculare sau al i agen i de uscare - paturi catalitice de conversie a acetilenelor i MAPD, ce con in Pd - paturi cu catalizatori de metanare a CO, ce con in Ni - polimeri rezulta i din ac iuni de cur ire (polidiene, poliolefine, polialdoli), din coloane, refierb toare, r citoare, compresoare, filtre, etc. - reziduuri solide cocs din ac iuni de decocsare chimic sau hidromecanic (cuptoare, r citoare) - gudroane solide, din separatoare, filtre. Cuptorul de piroliz a fost tratat în capitolul 9, pg. 13, sub aspect energetic i ca generator de efluen i. Un caz concret citat de Sadrameli i Towfighi / Chisa, Prague, 2002, paper 1136 /, are urm toarele date pe care le prezent m pentru compara ie: Dimensiuni cuptor 10,5 x 11,5 x 2,1 m Arz toare laterale 108 Combustibil 137 kmol/hr ( metan 2.200kg/hr ) C ldur intrat 23,8 x 106 Kcal/hr Gaze arse 1498 kmol/hr 41435 kg/hr cp=0,33527 kcal/kg.oC Viscozitate=5,4898 x 10-2 cP Compozi ie gaze arse % mol % gr. CO2 7,9 12,6 H2O 18,2 11,8 O2 2,4 2,8 N2 70,5 71,4
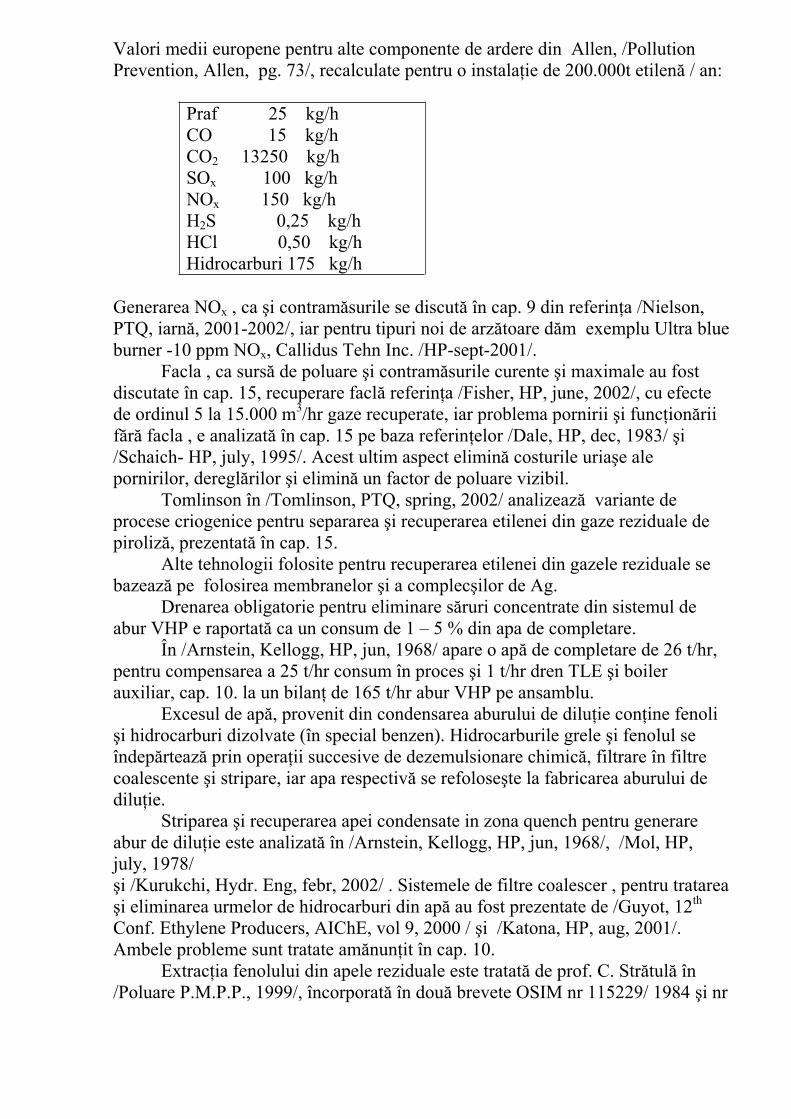
Valori medii europene pentru alte componente de ardere din Allen, /Pollution Prevention, Allen, pg. 73/, recalculate pentru o instala ie de 200.000t etilen / an:
Praf 25 kg/h CO 15 kg/h CO2 13250 kg/h SOx 100 kg/h NOx 150 kg/h H2S 0,25 kg/h HCl 0,50 kg/h Hidrocarburi 175 kg/h
Generarea NOx , ca i contram surile se discut în cap. 9 din referin a /Nielson, PTQ, iarn , 2001-2002/, iar pentru tipuri noi de arz toare d m exemplu Ultra blue burner -10 ppm NOx, Callidus Tehn Inc. /HP-sept-2001/. Facla , ca surs de poluare i contram surile curente i maximale au fost discutate în cap. 15, recuperare facl referin a /Fisher, HP, june, 2002/, cu efecte de ordinul 5 la 15.000 m3/hr gaze recuperate, iar problema pornirii i func ion riif r facla , e analizat în cap. 15 pe baza referin elor /Dale, HP, dec, 1983/ i/Schaich- HP, july, 1995/. Acest ultim aspect elimin costurile uria e ale pornirilor, deregl rilor i elimin un factor de poluare vizibil. Tomlinson în /Tomlinson, PTQ, spring, 2002/ analizeaz variante de procese criogenice pentru separarea i recuperarea etilenei din gaze reziduale de piroliz , prezentat în cap. 15. Alte tehnologii folosite pentru recuperarea etilenei din gazele reziduale se bazeaz pe folosirea membranelor i a complec ilor de Ag. Drenarea obligatorie pentru eliminare s ruri concentrate din sistemul de abur VHP e raportat ca un consum de 1 – 5 % din apa de completare. În /Arnstein, Kellogg, HP, jun, 1968/ apare o ap de completare de 26 t/hr, pentru compensarea a 25 t/hr consum în proces i 1 t/hr dren TLE i boiler auxiliar, cap. 10. la un bilan de 165 t/hr abur VHP pe ansamblu. Excesul de ap , provenit din condensarea aburului de dilu ie con ine fenoli i hidrocarburi dizolvate (în special benzen). Hidrocarburile grele i fenolul se
îndep rteaz prin opera ii succesive de dezemulsionare chimic , filtrare în filtre coalescente i stripare, iar apa respectiv se refolose te la fabricarea aburului de dilu ie. Striparea i recuperarea apei condensate in zona quench pentru generare abur de dilu ie este analizat în /Arnstein, Kellogg, HP, jun, 1968/, /Mol, HP, july, 1978/ i /Kurukchi, Hydr. Eng, febr, 2002/ . Sistemele de filtre coalescer , pentru tratarea i eliminarea urmelor de hidrocarburi din ap au fost prezentate de /Guyot, 12th
Conf. Ethylene Producers, AIChE, vol 9, 2000 / i /Katona, HP, aug, 2001/. Ambele probleme sunt tratate am nun it în cap. 10. Extrac ia fenolului din apele reziduale este tratat de prof. C. Str tul în /Poluare P.M.P.P., 1999/, încorporat în dou brevete OSIM nr 115229/ 1984 i nr
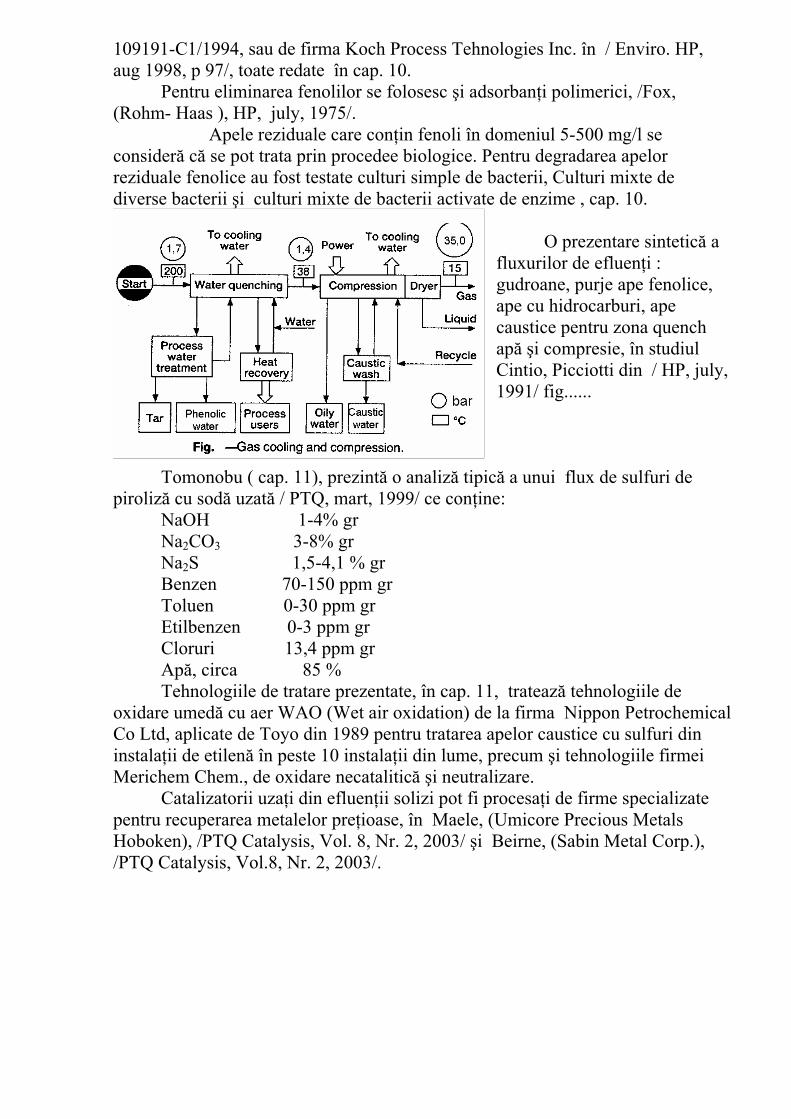
109191-C1/1994, sau de firma Koch Process Tehnologies Inc. în / Enviro. HP, aug 1998, p 97/, toate redate în cap. 10.
Pentru eliminarea fenolilor se folosesc i adsorban i polimerici, /Fox, (Rohm- Haas ), HP, july, 1975/. Apele reziduale care con in fenoli în domeniul 5-500 mg/l se consider c se pot trata prin procedee biologice. Pentru degradarea apelor reziduale fenolice au fost testate culturi simple de bacterii, Culturi mixte de diverse bacterii i culturi mixte de bacterii activate de enzime , cap. 10.
O prezentare sintetic a fluxurilor de efluen i : gudroane, purje ape fenolice, ape cu hidrocarburi, ape caustice pentru zona quench ap i compresie, în studiul Cintio, Picciotti din / HP, july, 1991/ fig......
Tomonobu ( cap. 11), prezint o analiz tipic a unui flux de sulfuri de piroliz cu sod uzat / PTQ, mart, 1999/ ce con ine:
NaOH 1-4% gr Na2CO3 3-8% gr Na2S 1,5-4,1 % gr
Benzen 70-150 ppm gr Toluen 0-30 ppm gr Etilbenzen 0-3 ppm gr Cloruri 13,4 ppm gr
Ap , circa 85 %Tehnologiile de tratare prezentate, în cap. 11, trateaz tehnologiile de
oxidare umed cu aer WAO (Wet air oxidation) de la firma Nippon PetrochemicalCo Ltd, aplicate de Toyo din 1989 pentru tratarea apelor caustice cu sulfuri din instala ii de etilen în peste 10 instala ii din lume, precum i tehnologiile firmeiMerichem Chem., de oxidare necatalitic i neutralizare. Catalizatorii uza i din efluen ii solizi pot fi procesa i de firme specializatepentru recuperarea metalelor pre ioase, în Maele, (Umicore Precious Metals Hoboken), /PTQ Catalysis, Vol. 8, Nr. 2, 2003/ i Beirne, (Sabin Metal Corp.), /PTQ Catalysis, Vol.8, Nr. 2, 2003/.
17. CRITICA PROCESULUI
Piroliza sau cracarea termic cu abur reprezint o tehnologie nou ce apare în deceniul patru, al secolul trecut, i se dezvolt vizibil, ca inginerie, în perioada 65-95. Ideea folosirii gazelor reziduale de rafin rie apare de la început /Nelson/. Tehnologiile u oare folosesc etan i propan, dificult ile apar la folosirea benzinei nafta i a motorinei. Ideea exploat rii efectelor sinergetice de cocracare înc nu este exploatatsistematic /Alfred Mol/ (exemplu: Nafta / etan). O elurile folosite actual sunt Cr Ni 35/45 cu microaliaje i o elurile placate / stratificat cu zone de îmbog ire elemente de aliere.
evile tubulare cu aripioare interioare drepte sau elicoidale au fost folosite numai de Lummus pentru prima parte a zonei de radia ie. Carburarea aliajului CrNi este strâns legat de cocsarea catalitic , care nu este studiat decât prin extindere de la alte procedee /Albright/. Se studiazcontrolul difuziei elementelor de aliere în stratul superficial al evii Incaloy 800 (10 µm) /Albright/. Cinetica i mecanismele de reac ie ale gener rii C i CO nu sunt studiate sistematic i nu sunt introduse în pachetele de reac ii i ecua ii ale simulatoarelor actuale. Simularea radicalic a pirolizei etan, propan, butan pe scara de timp 10-7 – 10-2 secunde, permite poten ial controlul i zonarea de detaliu a reactorului tubular /R. Mihail/. Conducerea optimal a procesului nesta ionar de piroliz etan, propan, butan, benzin , rezolvat deja /Bozga, Towfighi, Tsakiris/ nu se aplic . Eviden ierea efectului inhibitorilor cu Sulf asupra randamentului C2
= /Zou Renjun/, permite punerea problemei controlului selectiv asupra randamentelor componentelor utile dorite, prin controlul inhib rii reac iilor de precursori de cocsare în mas asimptotice. Inclusiv prin microdoz ri zonale de inhibitori . Statistica confirm faptul c inhibarea cocs rii se aplic sporadic, ciclurile de func ionare între dou decocs ri fiind scurte, de doar 1 - 2 luni /Wysiekierski/, iar decocsarea catalitic în flux continuu, de i e cunoscut i confirmat(carbona i i aceta i Na, K, Ca), nu se aplic / Babash, Mukhina, Pribylov/. Nu este folosit efectul complet al inhibitorilor (pretratare, tratare continu , control CO, efectul de memorie, etc.). Nu se cunosc i nu se trateaz toat gama de impurit i ce provin din i eiurii prelucr rile primare: As, P, COS, Radon, Hg, compu i cu O, N, S. Efectul O2 la
concentra ii foarte mici asupra crac rii se ignor .
Simul rile reactoarelor ca i ale cuptoarelor eviden iaz efectul zonelor de splitare, ecranate, al zonelor stagnante i necesitatea îmbun t irii hidrodinamicii atât în reactoare cât i în cuptoare /Sundaram, Kaufmann, Towfighi, Q. Xu /. Tratarea chimic în proces, în elegând atât bucla de ap – abur – condens, cât i zonele tehnologice, bucla cuptor C2, C3, trebuie gândit ca un ansamblu unitar /Burns/ pentru c metanolul se recircul , se concentreaz , influen eazcracarea (CO), amoniacul folosit contra coroziunii poate trece la NOx, unii aditivi de tratare flux evolueaz în aceea i direc ie, la NOx. Problema de risc NOx înceste neglijat . Lipsesc studiile asupra efectelor recircul rii unor chimicale în proces. Lipsesc studiile sistematice asupra inhib rii sintezei unor produ i reziduali ca i a efectelor acestora asupra procesului: uleiul verde (convertizoarele catalitice), uleiul ro u aldolic (coloana cu sod ), uleiul galben (DSO ?), uleiul de piroliz (reac ii necontrolate de cocsare în mas ). Apa, vehicul energetic i fluid tehnologic, este nedorit în unele zone ale procesului, precum trat rile catalitice i zona rece. Hidra ii sunt studia i intensiv în industria gazelor , dar de loc în piroliz . Au ap rut clase noi de inhibitori cinetici ai form rii hidra ilor, înc netesta i în procesul complex al pirolizei. Efectul favorabil energetic al folosirii amestecurilor de hidrocarburi pentru zona de refrigerare este cunoscut dar nu se aplic . Reac iile de hidrogenare catalitic nu sunt explicitate, lipsesc articolele tehnice, fabrican ii de catalizatori de Paladiu nu dau proceduri i garan ii clare, iar efectele erorilor de inginerie i de operare sunt violente /W. Huang/. Apele reziduale se dirijeaz la trat ri distructive scumpe, în timp ce un concentrat fenolic este vandabil, ca i un concentrat de Na2S în le ie alcalin(tratare minereuri). Distil rile sunt tratate, înc , drept cazuri clasic binare, de i s-au confirmat drept azeotropi urm toarele amestecuri: propan – propadien , propan – butadien/M cri /, butan – butadien /Wett/. Se accept drept pierderi admisibile da la 1 la 6% mol. i chiar 8% în unele cazuri în procesele de distilare. În unele cazuri , de exemplu, efectul propinei MA ce determin pierderi de propilen impuse în blazul coloanei de separare propan – propilen (10% propilen în propan), dar propina trebuie i se poate controla din conversia catalitic . Au ap rut nout i tehnice deosebite în distil ri, ca folosirea deflegmatoarelor, distilarea distribuit , distilarea distribuit cu reciclu cuplat /Manley/, pompele termice, expandoarele, etc. Se lucreaz pe modific ri interne coloane, pentru a cre te performan ele, prin folosirea talerelor cu deversoare multiple (MD-UOP), i a umpluturilor structurale /Chatto, Norton, Sulzer, Glitsch/. Pornirea f r facl , ca i func ionarea pe bucl închis , /Dale Max, Skhaich/ este cunoscut , dar nu se aplic pe scar larg , de i are efecte economice certe ide protec ie mediu. Corelarea parametrilor , pe o alimentare foarte fluctuant , (de exemplu C1,C2, C3 joac pe o plaj de 10 – 20% fa de datele de proiect), devine dificil cu pierderi clare de compu i utili /W. Huang/, i lipsesc studiile de operare adaptativla fluctua iile aliment rii.
18. CONCLUZII
Tehnologia pirolizei cu abur , de i aparent domeniul cel mai cercetat din practica petrochimic , r mâne în continuare deschis cercet rii, dezvolt rii de inginerie, i prin acestea perfec ion rii tehnologiei. Rezultatele sunt vizibile în sc derea consumurilor energetice, în cre terearandamentelor, în controlul polu rii. Tehnici neconven ionale, precum purificarea hidrogenului prin PSA, recuperarea etilenei cu membrane, separarea urmelor de benzin din ap cu filtre din fibre polimerice tip coalescer, au trecut în domeniul practicii curente. Frigul cu amestec de refrigeran i, utilizarea deflegmatoarelor, distilarea distribuit sunt pa ii urm tori în trendul de dezvoltare. La orizontul apropiat al cercet rii aplicative se afl controlul cocs rii (din toate punctele de vedere), utilizarea o elurilor cu structur stratificat , cre tereaseverit ii de cracare cu cre terea corespunz toare a randamentelor. Alt pas poate fi controlul selectiv al randamentelor produ ilor utili, prin injec ie zonal de aditivi de control reac ii radicalice.
19. BIBLIOGRAFIE
-Lyle F Albright, Billy Crynes, W Corcoran, Editors, - Pyrolysis, Theory and Industrial Practice, Academic Press, NY, 1983 -Lyle Albright, Improved operation of pyrolysis unit: Reduced formation and collection of coke in ethylene units, 12-th ethylene prod conference, Vol 9, AIChE, 2000, NY -FH Athearn, (Elliott Co.), Selection guide for steam turbines, Hydrocarbon Processing (HP), aug. 1979 - Elf Atochem, DMDS steamcracking, HP, mar, 1998 -WG Ashbaugh (UCC), How plant operating decisions affect ethylene furnace tube life, HP, aug, 1976 -DJ Artrip, K Flick, R Meissner, H Wanjek (BASF), Purification of olefinic streams for polymerisation units, Petroleum Technology Quarterly (PTQ), march, 1997 -VH Abadie (Brown &-Root), Turboexpanders recover energy, HP, july, 1973 - WV Adams (Durametallic), Advance in sealing ethylene and LPG pumps, HP, jan , 1982 -GE Ameringer, The gas/ ethylene plant: concept and integration, PTQ, june, 2000 -CW Albers, TA Wells (Kellogg), Olefin plant optimizer keyed to demethanization, Oil & Gas Journal (OGJ), 4 sept, 1978 -Bozga Grigore, Controlul Optimal al Reactoarelor Chimice, Tez de doctorat, 1984, I.P.B. -MP Bergeron, E Maharojh, Thomas McCall (Union Texas, Westaim, Kellogg), A low coking environment for pyrolysis furnaces- CoatAlloy, AIChE Spring Nat. Meeting March 1999, Houston, Texas -SE Babash; TN Mukhina, VG Pribylov, YS Zemtsov, George Lyons, Effective coke inhibition in pyrolysis furnaces , PTQ, sept, 1999 -RW Baker, M Jacobs, Monomer recovery from polyolefin degassing, HP, march, 1996 -T Barker, J Jones (Doncasters Paralloy), Hydrocarbon Engng, oct, 2002 -JL de Blieck, AG Goossens (Selas), Optimize olefin cracking coils, HP, mar, 1971 - Borsig , Technical Data, ''Tunnelflow'' transfer line exchangers (quench coolers) for ethylene cracking furnaces, 3rd generation, 2002, -EJ Bassler (Stone&Webster) Cracking gas oil for ethylene, OGJ, 17 march, 1975 -RS Bridges, GECoughenour, RJ Durney (Lyondell, ARCO), Recycle butenes to cracking, HP, nov, 1986 -JH Buehler (UCC) Audit energy use for saving (Ethylene Plant), HP, july, 1979 -MH Buffenoir (Lummus) Revamp of 15 year old ethylene unit cuts energy costs, shows fast payout, OGJ, 6 sept 1982
-WM Brewer, SF Lopez (BP), Successful closed-loop olefins plant optimization, HP, june, 1998 - JA Bonilla (Foster Wheeler) Better control for C3/C4 split , HP, nov, 1976 -R Banks, WH Isalski (Costain), Excess fuel gas? Recover H2 / LPG / olefins, HP, oct, 1987 -R Barchas (Stone&Webster), Selective olefin recovery, PTQ, march, 1997 RW Baker, M Jacobs, Improve monomer recovery from polyolefin resin degassing, HP, march, 1996 -C Baumler, Adding value to pyrolysis gasoline, PTQ catalysis, 2003 -K Bush (Stone&Webster) Improve startup of an olefin complex, HP, june, 2000 -KG Burns, DJ Ciarella, CT Rowe, JL Sigmon (Nalco), Chemicals increase ethylene plant efficiency, HP, jan, 1991 -J Barton (Chemo Petrol), Pinch technology improves olefin heat recovery, HP, feb., 1989 - KM Beirne, (Sabin Metal Corp.), Recovering and refining precious metal from spent catalysts, PTQ Catalysis, Vol.8, Nr. 2, 2003 -TMS Carlos, CB Maugans (US Filter Zimpro), Manage refinery spent caustic efficiently, HP, febr, 2002 - PM Chaudhuri, Oxygen contamination of ethylene stored in underground caverns, OGJ, 18 jan., 1982 -P Chattopadhyay, Unit operations of chemical engineering, Vol II, Khanna Publ., Delhi, 1998 -LE Chambers, WS Potter (Stone&Webster), Design ethylene furnaces: Part 1: Maximum ethylene, HP, jan, 1974 -WW Coe, How burner influence combustion, HP, may 1981 -Chen-hwa Chiu (Exxon)- Exergy analysis aids equipment design for cryogenic process, OGJ, 18 jan,1982 -JP Catry, L Lemee, M Viguier (IFP) Naphtha cracking for ethylene, HP, march, 1967 -Chorng - Hour Yang, B Waldman (Lummus), On line optimization boosts ethylene profits , OGJ, 6 sept 1982 - R. Chow, B McMordie, R Wiegand (Novacor, Sermatech, Elliot), New coating extend compressor service life, HP, oct, 1995 -V Coupard (Institute Francais du Petrole), Optimising pyrolysis gasoline upgrading, Hydr. Engng., apr, 2002 -Simon C Clarke (Foster Wheeler), CO2 management, a refiner's perspective, PTQ, march, 2001 - R DiCintio, C Marinelli, M Picciotti (TLP), Improve ethylene's demethanizer, HP, dec, 1980 -R DiCintio, M Picciotti, V Kaiser, CA Pocini (TPL), Separate ethylene eficienly, HP, july, 1991 -Vikas Raghunath Dhole- Distillattion column integration and overall design of subambient plants, Thesis PhD, Victoria University of Manchester, Faculty of Technology, UMIST, 1991 -ME Dry, Predict carbonation rate on iron catalyst, HP, febr, 1980
-RK Dorn, MJ Maddock (Lummus), Design pyrolysis heater for max profits, HP, nov, 1972 -P Eisele, C Fuge, H Roesle, H Schnetzler (Linde AG), Up olefin plant profits by steady state simulation, HP, aug, 1980 -Eujung Joo, Heejin Lim, Sunwon Park, Kihong Lee, Moonyong Lee,CRACKER- software for naphtha pyrolysis furnace, Web address: http://love.kaist.ac.kr - Eunjung Joo, Kihong Lee, Moonyong Lee, Sunwon Park, Computers and Chemical Eng, 24(2), p.1523, 2000 - EFPS , Ethylene Furnace programe Set (EFPS), SPYRO / FIREBOX / CONVEC. Evolution of a fundamental kinetic model for industrial applications of steam cracking processes, AIChE Meeting, nov 1990, Chicago (www.novem.org) -CN Eng, CM Barnes (Braun), Ethylene from NGL feedstocks, part 6, Evaluation data for NGL crackers, HP, mar 1984 -KH Eisenlohr, K Naumburg, HG Zengel (Lurgi), Short-time cracking for ethylene, OGJ, 3 july, 1967 - GC Engelhard, MP Heap, CW Pershing, Control of NOx emissions, HP, jan, 1980 - RJ Fruge, Case study, performance 1980- 1990, cracked gas compressor designs, 12-th ethylene producers' conference, vol 9, 2000, AIChE, NY - C Fuge, Detlev Sohns, (Linde), Cut costs in olefin plants, HP, nov, 1976 - CR Fox (Rohm-&-Haas), Remove and recover phenol, HP, july 1975 -J Flores, F Castells, JA Ferre, Recompression saves energy, HP, July, 1984 -S Finelt (Fluor), Better C3 distillation pressure, HP, febr, 1979 -PW Fisher, D Brennan (Lion Oil , John Zink), Minimize flaring with flare gas recovery, HP, june, 2002 -KK Gresh, Field analysis of multisection compressors, HP, jan, 1998 -KY Grace Chan, F Inal, S Senkan, Suppression of coke formation in the steam cracking of alkanes, Ind &-Eng Chemistry Res., 37, 1998, pg 901 -AG Goossens, RF Westerduin, Alfred Mol (KTI), High fuel cost push reevaluation in ethylene process, OGJ, 25 aug, 1975 -AG Goossens, M Dente, E Ranzi (Pyrotec), Simulation program predicts olefin furnace performances, OGJ, 4 sept, 1978 -AG Goossens, M Dente, E Ranzi (Pyrotec), Improve steam cracker operation, HP, sept, 1978 -G Guerreri (SNAM), Easier Way to figure Turboexpanders, HP, febr, 1968 -AG Groossens, (Shell) Hydrocracker feeds olefin unit, HP, nov, 1986 -M Guyot, S Balouet, TH Wines, D Bretelle (Naphtachimie, Pall Corp), Increase ethylene processing capacity and efficiency with improved liquid /liquid separation, 12-th ethylene producers' conference, vol 9, AIChE, 2000, NY -AG Godse, Understand dry gas seals, HP; febr, 2000 -DJ Griffiths, DM Luntz, JL James (Kellogg), Making the most out of pyrolysis gasoline, OGJ, 19 febr, 1968 -HL Harkins, Combined cycles: today and tomorrow, HP, jul, 1980 -P Hughes, Adrian Finn, L Scott (Costain, Gas & Process), Desulfurisation and sulfur recovery, Hydrocarbon Engineering, Sept, 2001
-A Hahn, A Chaptal, J Sialelli, Why olefin specs have changed, HP, febr, 1975
-W Huang, Optimize acetylene removal, HP, oct 1979 -W Huang, Improve naphtha cracker operation, HP, febr, 1980 -W Huang, CC Chou, Improve demethanizer operation, HP, sept, 1980 -W Huang, Simulation analysis help conserve energy in C2 splitter operation, OGJ, 1 sept, 1980 -W Huang, Cut demethanizer energy costs, HP, oct, 1980 -K Hosoya, N Shiratory, K Satoh, K Yamamoto (JGC), Better furnace performance with new alloy radiant coil, PTQ, autumn, 2001 -LA Huchler, How are you treating your condensate, part 1-2, HP, dec 2001, jan 2002 -GJ Hayward, PN Hoggett (Stone&Webster), Ethylene plant feedstock flexibility is justified, OGJ, 28 july 1975 -LF Hatch, S Matar, From hydrocarbons.., Part 9. Production of olefins, HP, March, 1978 -WD Harbert, Simplify splitter control, HP, febr, 1981 -Daryl Hanson, EL Hartman (Koch-Glitsch), Gas plant revams for higher capacity and efficiency, PTQ, jun 2000 -SG Hall, Bodo Linnhoff, (DPI-UMIST), Targeting for furnace systems using pinch analysis, I-EC Research, 1994, 33, pg. 3187 -S de Haan, B K Sullivan (Lummus), Overview of cracked gas compressor fouling: theories and practices, ABB, 2001, Spring National Meeting, April, 2001, Houston -C Ionescu, D Ciuparu, Gh Dumitra cu, Coord., Poluare i protec iamediului in petrol i petrochimie (U.P.G. Ploie ti), Ed Briliant, Bucure ti, 1999 -M Jacobs, D Gottschlich, F Buehner, Monomer Recovery in Polyolefin Plants using Membranes- an update, 1999, Petrochemical World Rewiew DeWitt-&Co Inc, Houston, march, 1999 -ML Jacobs, DE Gottschlich, RW Baker (MTR), Monomer recovery in polyolefin plants, PTQ, dec, 1999 -A Kurlekar, GT Bayer (Allon Surface Tech. Inc.), Enhance furnace tube resistence to carburization and coke formation, HP, jan., 2001 -Koch Process Tech Inc, Phenol Extraction from wastewater, HP, aug, 1998 -RS Krikke, J Hoving, K Smit (Shell), Estimate ethylene furnace tube life, HP, aug, 1976 -KataLeuna -Higher hydrogenation capacity with advanced catalysts, HP, aug, 2002 -KM Khoury (SimSci), Expander-plant energy recovery boosted, OGJ, 29 march, 1982 -S Kurukchi, J Gondolfe (Stone&Webste), Quench water preheating perfected, Hydrocarbon Engineering, febr 2002 -S. Kurukchi, J Gondolfe, D Dionne (Stone&Webster, Petromont) Innovative tray technology (Caustic Scrubbers), Hydr. Engng., march, 2002
-S Kurukchi, J Gondolfe, AJD Prestes, S Peter, P McGuire (Stone&Webster, Cepesul, UOP), C2 splitter retrofit and performance, PTQ, spring, 2003 -A Katona, T Darde, TH Wines (MOL, Pall Corp), Improve haze removal for FCC gasoline (coalescer), HP, aug, 2001 -Claudia Koncsag, Rodica Sârbu, A better treatment of wastewater proceeding from an oil refinery, RICCCE- 12th, Bucure ti, sept. 2001 -D Kaufmann, D Mihailowitsch (Linde) Cracking furnace design by computer application, PTQ, sept, 2000 -V Kaiser, C Becdelievre (Technip), Mixed refrigerant for ethylene, HP, oct, 1976 -V Kaiser, O Salhi, C Pocini (Technip), Analyze mixed refrigerant cycles, HP, july, 1978 -V Kaiser, G Heck, J Mestrallet (Technip), Optimize demethanizer pressure for maximum ethylene recovery, HP, june 1979 -Kellogg (Millisecond process)- Cracking furnace aid olefins economics, OGJ, 17 march 1975 -KTI, Ethylene furnace, HP, june 1996, pg. 77 -RG Kunz, Mitigate NOx by steam injection, HP, febr, 1998 -Sanjeev Kapur, L Schaider, H Weyermann (ABB Lummus, Kellogg, Stone Webster) Evolution of ethylene plant compression systems, 12th Ethylene Producers' Conference, vol 9, 2000, AIChE, NY -PI Lukianov, AG Basistov, Piroliza materiilor prime petroliere, Editura Tehnic , Bucure ti, 1964 -CT Lin (..), Data bank for synthetic fuels, HP, aug, 1980 -K Lin (Alcoa), Contaminant purification with selective alumina adsorbents, PTQ, jun, 1997 -S Lee, JS Logsdon, MJ Foral, Ignacio E Grossmann, Superstructure optimization of the olefin separation process, 13th European Symposium on Computer Aided Process Engineering, 1st - 4th June 2003, Lappeenranta, Finland -WK Lam, GI Fisher, GM Clancy (Braun), Low pressure demethanization techniques for ethylene plants, OGJ, 18 mai, 1970 -ABB Lummus Global, -SRT-VI Pyrolysis Furnace Module , Web Site -JA Leeuw den Bouter, AG Swenker, S Barendregt (DSM, Stamicarbon, Pyrotec), Overal olefins plant optimization combines models, OGJ, 6 sept 1982 -David Lang (Brown&Root), Expansion with ALCET: an ethylene plant case study, Hydrocarbon Technology International, Spring, 1996 -RK Lyon (Exxon), Thermal DeNOx: how it works, HP, oct, 1979 -M Lucet, J P Toulet, JL Gaultier, JF Michael (Naphtachimie), Optimize cold cycles, HP, july, 1980 -Valeriu M cri , Separarea gazelor de la piroliza hidrocarburilor, Editura Tehnic Bucure ti, 1981 -Valeriu M cri , Benzen, toluen, xileni i deriva i industriali, Ed. Tehnic ,1992 - Ovidiu Muntean, Grigore Bozga, Al. Woinarovsky, Al. tefan, Iosif Nagy, Gh. Juncu, V. Lavric, Gh. Maria, Cr. Teodorescu, E. Mihalcea, Reactoare chimice,
Studii de caz pentru proiecte de diplom , Partea I, Editura Inst. Politehnic Bucure ti, 1989 -Raul Mihail, Modelarea reactoarelor chimice, Ed. Tehnic , 1976 -EF Mohler, LT Clere (Sun Oil) Sun Oil develops water reuse programe, Oil and Gas Journal (OGJ), 10 sept, 1973 -AA Manieh, N Ghorayeb, How to design a caustic wash, HP, sept, 1981 -RE Maples, P Adler (Brown-& Root) Options for olefin feedstocks, HP, july, 1978 -Manoir Ind, Pyrolysis tubes, HP, march, 2000 -WA McGill, MJ Weinbaum, (Allon Proc.) Will aluminum reduce pipe and tube corrosion? HP, june, 1972 -AJ Mac Nab, Alloys for ethylene cracking furnace tubes, HP, dec, 1987 -F Mey, HD Neubauer, R Schubert (KataLeuna) Selective hydrogenation catalysts for olefin yields, PTQ, sept, 1997 -RG McClung, S Novalany(Engelhard), Selective hydrogenation system, PTQ, autumn, 2002 -J Magnan, K Hamada, K Otsubo, E Sohn (Kubota, Technip), Improved steam cracker furnace efficiency, PTQ, var , 2002 -Alfred Mol (Selas), Which heat recovery system, HP, july, 1973 -Alfred Mol, (KTI), How various parameters affect ethylene cracker run lengths, HP, july, 1974 -Alfred Mol, Why revamp older steam crackers, HP, july, 1978 - Alfred Mol (AM-Assoc.) Co-crack for better selectivity, HP, febr, 1981 -Alfred Mol, (AM-Assoc.) Low residence time enhances NGL cracking, OGJ, 29 mar 1982 -DB Manley, Thermodynamically efficient distillation: NGL fractionation, Latin American Applied Research (LAAR), vol 28, nr 01-02, 1999( www.umr.edu/-dbm/) -BD Manley, Thermodynamically efficient distillation: Ethylene recovery, LAAR, vol 28, nr 01-02, pg 1-6, 1999 -MF Hahesy, DB Manley, Optimize ethylene recovery, HP, apr, 1999 -Optimise ethylene recovery; Letters to the editor, JD Kumana and reply from MF Hanesy-&-DB Manley, HP, aug, 1999 -DJ Morgan, How externally refrigerated and expander processes compare for high ethane recovery, OGJ, 3 may, 1976 -PK Mathur, TWF Russell (du Pont de Nemours), Chemical recycle can save energy, HP, july, 1978 -M J Maddock (Lummus), Check furnace performance by computer, HP, june, 1967 -KD Mikulla (Linde), Front-end deethanizer saves energy, HP, aug, 1979 - RV McDonald, CP Bower (Stone&Webster), Recovery system to increase ethylene plant capacity, PTQ, summer, 2001 -DA Max, ST Jones (Texaco), Flareless ethylene plant, HP, dec 1983 - P Van Maele, (Umicore Precious Metals Hoboken), Processing complex spent metal-bearing catalysts, PTQ Catalysis, Vol. 8, Nr. 2, 2003 -T Minges, J Delrahim (J. Crane), Use dry gas seals on cracked gas applications, HP, oct, 1998
-M McCaulley- Energy optimization at Westlake's Ethylene Unit (Web) -S Menicatti, L Cappiello, Find optimum furnace efficiency, HP, sept, 1972 -JD McAdams, SD Reed, DC Itse (John Zink, Christofferson Engng.), Minimize NOx emisions cost- effectively, HP, june, 2001 -L Marzo, L Fernandez, Destroy NOx catalitically, HP, febr, 1980 -WL Nelson, Petroleum Refinery Engineering , Chem. Eng. Series, 277,4th Ed., McGraw-Hill Book Co, NY -D Netzer, Economically recover olefins from FCC off gases, HP, apr, 1997 -D Netzer, Integrate ethylbenzene production with an olefins plant, HP, may, 1999 - RS Nohas (Lummus), How feedstoks affect plant design, HP, july, 1975 -NGPA- Cold box design meets processing needs, HP, apr, 1969 -RH Nielson (SRI Cons), New technologies to enhance ethylene steam crackers , PTQ, winter, 2001-2002 -LK Ng, CN Eng, RS Zack (CF Braun), Ethylene from NGL feedstocks, HP, dec, 1983 -Stelu a Nisipeanu, R Stepa, A Banu, C Pârvu, Technical solutions for atmospheric pollution abatment, 12-th RICCCE, Bucure ti, 2000 - Gerard Ondrey, Coating reduces coking in ethylene plants, Chemical Engineering (CE), vol 106, nr 4, 1999, pg 27 - Alexandru Pavel, Coord., Siguran a in func ionare a utilajelor petrochimice, Vol I, Editura Tehnic , Bucure ti, 1987 - A. Pavel, Al. Nicoar , Cuptoare tubulare petrochimice, Editura Tehnic ,1995 - C Park, RTK Baker, Carbon deposition on iron -nickel during interaction with ethylene-hydrogen mixtures, Journal of Catalysis, Vol 179, nr 2, 1998, pg 361 - FX Pollio, R Kunin, JW Petralia, (Rohn &Haas), Treat Sour Water by Ion Exchange, HP, may, 1969 -M Picciotti (Technipetrol), Optimize caustic scrubbing systems, HP, may, 1978 -M Picciotti, CA Pocini (Technipetrol), Ethylene plant optimization needs a balance between theoretical possibilities and practice , OGJ, 27 dec 1982 - S Petrone, R Mandyam, A Wysiekierski, K Tzatzov (Westaim Corp), A ''carbon like'' coating for improved coking resistance in pyrolysis furnaces. AIChE Spring National Meeting, March, 1998, New Orleans -SB Parks, CM Schillmoller, Use alloy to improve ethylene production, HP, march, 1996 -C Pârvu, Al Banu, O Radovici, S. Nisipeanu, Electrochemical oxidation of aqueous phenol waste, RICCCE-12, Bucure ti, sept, 2001 -H Paradowski, JP Dufresue (Technip), Process analysis shows how to save energy, HP, july, 1983 -RD Prickett, KE Bush, G Cruey (Chevron, Stone-&-Webster), Retrofit your ethylene unit: the Chevron experience, HP, march, 1998 -Doug Prior, S Lopez (MDC, BP, Amoco), Closed-loop optimisation of an ethylene plant, Hydr. Engng., june, 2000
-GP Quadri (Tecnimont), Use heat pump for PP splitter, Part 1: Process Design, HP, febr, 1981 -Serge Ra eev, Conversia hidrocarburilor, vol I, 1996, Ed Zecasin, Bucure ti -JA Reid, DR McPhaul (Stone&Webster) Control contaminants in olefin feedstocks and products, I- &- II part, HP, july & sept., 1996 -Ted Redmond, A Bailey, Y Chen, G Fisher, R Miller (Westaim), Performance of CoatAlloy coating systems in ethylene pyrolysis furnaces using different feedstocks, AIChE 2000 Spring Meeting Atlanta, march 2000 -Ted Redmond, Y Chen, A Bailey, J Page (Westaim), A low cocking and carbirization rezistant coating for ethylene pyrolysis furnaces, NACE Corrosion Conference 2001 -MR Resetaris, RJ Miller (UOP), Increase demethanizer efficiency and capacity, HP, oct, 1991 -E Rotstein , Exergy program assesses energy status, OGJ, 29 mart, 1982 -Reinhard V tsch (DEA, Honeywell) Process control of twin olefins plants, PTQ, winter, 2001-2002 -J Reid, K Bush (Stone-&Webster), Ethylene revamps using Advanced Recovery System (ARS), PTQ, dec, 1997 -JA Reid (Stone&Webster), Distributed distillation with heat integration, PTQ, sept, 2000 -Allen - Rossellot, Pollution prevention by process modifications, 1997, J. Willey. -Gh. C. Suciu, Radu unescu, Coord., ''Ingineria prelucr rii hidrocarburilor'' Petrol-Petrochimie, vol I, Editura Tehnic , Bucure ti, 1973 - Gh.C. Suciu, R unescu, ''Ingineria prelucr rii hidrocarburilor'', Petrol- Petrochimie, vol II, Editura atehnic , Bucure ti, 1974 - Gh.C. Suciu, Progrese in procesele de prelucrare a hidrocarburilor, Editura Tehnic , Bucure ti, 1977 - Gh C. Suciu, Coord., Progrese in prelucrarea hidrocarburilor, Editura Tehnic , Bucure ti, 1984 - Gh.C Suciu, C Ionescu, Sarina Feyer Ionescu, Coord., ''Ingineria prelucr rii hidrocarburilor''-Petrol-Petrochimie, vol IV, Prelucrarea petrolului, Editura Tehnic , Bucure ti, 1993 -Gh.C.Suciu, Ioan Ghejan, Sarina Fayer Ionescu, Ion Opri - Coord.,''Ingineria prelucr rii hidrocarburilor'', Petrol Petrochimie, vol V, Editura Tehnic ,Bucure ti, 1999 -Gh. St nescu, Tehnologii petrochimice, Ed. EX PONTO, Constan a, 2001 -MG Sharpe, RG Vadquez, (Merichem), Economic treatment options for effluent caustic, PTQ, mart, 2001 -FJ Suarez (Merichem), Pluses and minuses of caustic treating, HP, oct, 1996 -CD Stephens (Huntington Alloy), Extruded furnace tubing prove successfull in ethylene service, HP, june, 1973 -KJ Sasaki (Phillips Petr), Effects of feed compositions on acetylene hydrogenation catalysts, PTQ, sept, 1997
-M Sadrameli (...), Simulating coke formation in gas quenchers, PTQ, sept, 1999 -H Sadramelli, Simulation of the firebox of thermal cracking furnace, PTQ, march, 2000 -M Sadrameli, M Shakeri, J Towfighi, Dinamic simulation of a demethaniser column, PTQ, spring, 2003 - JG Seebold (Standard Oil), How to conserve fuel in furnaces and flares, HP, nov 1981 -LF Scheel, Refrigeration: Centrifugal or Recip. ? , HP, march, 1969 -KM Sundaram, JV Albano (ABB Lummus), Design pyrolysis heaters using CFD models, HP, july, 1997 -R. Smith, O Delaby (DPI-UMIST), Targeting flue gas emissions, Trans I. Chem. E., vol 69, part A, nov.1991, pg 492 -K Sridhar Iya, Reduce NOx in stack gases, HP, nov, 1972 -A Shaikh, CJ Lee (Kellogg), Minimize flaring during ethylene plant startup, HP, july, 1995 -DL Smith (Alcoa), Optimize solid bed adsorption systems, HP, may, 1996 -ML Sourander, M Kolari, JC Cugini, JB Poje, DCWhite, Control and optimization of olefin- cracking heaters, HP, june, 1984 - C. Str tul , Frac ionarea, principii i metode de calcul, Editura Tehnic ,1986 -AT Taube, Decoke furnace tubes faster, HP, apr. 1974 -RA Taylor, R Beck, KS Eads (Dresser Rand/Elliott), Advancements in ethylene plant compressor and steam turbine design, Proceedings of the 12-th
ethylene producers' conference, vol 9, AIChE, 2000, NY -Towfighi Darian Jafar, Controlul optimal al reactoarelor de piroliz , Tezde doctorat, 1986, I. P. B. -J Towfighi, M Sadrameli, A Niaei, Simulation of furnace run lengh, PTQ, automn, 2001 -J Towfighi, A Niaei, ME Masoumi, M Sadrameli, M Shahrokli, Pilot plant for pyrolysis reaction and coke deposition, Chisa, 2002, Prague -J Towfighi, M Sadrameli, A Niaei, Coke formation mechanisms and coke inhibiting metods in pyrolisis furnaces, J. of Chem. Engn. of Japan, vol 35, nr 10, pg 923, 2002 -J Towfighi (..) Modeling, simulation of the pyrolysis reactor and coke deposition in industrial ethane cracker, Chisa 2002, Prague, paper 1524 - J Towfighi (..) Shahab simulator for prediction of furnace run lengh, Chisa, 2002, Prague, paper 1136 - ND Totir, E Roman, D Ivana, , Electrochemical oxidation of phenolic wastewater, RICCCE- 12, Bucure ti, sept, 2001 -M Turtoi, T Hopulele, Etilena- poluant i regulator de coacere, Rev. Ind. Alim. Române ti, nr 18, 2001 -BD Tyreus, WL Luyben, Two tower cheaper than one? , HP, july, 1975 -RT Tomlinson (Costain), Improved operating margins with ethylene recovery, PTQ, spring, 2002
-KK Trivedi, KH Pang, DLO'Young, HW Klavers, Bodo Linnhoff (Brown& Root, Mitsubishi, Linnhoff March) Optimize a licensor's design using pinch technology, HP, may, 1996 -T Uchida, Dinesh Udpa, M Sakurai (Nippon Petr.,Toyo Engng.), Spent caustic treatment by wet air oxydation, PTQ, march, 1999 -UC- (UCC)-olefins expansion , modification project, OGJ, 4 sept, 1978 -J F Vanderhoff, Ch D'Angelo III (Elliott, Shell), Process to evaluate centrifugal compressor, 12th Ethylene Prod. Conf. vol. 9, 2000 AIChE, NY -G Verdier (Manoir), Alloy solutions, Hydrocarbon Engineering, apr 2000 -R Vaidyanathan, T Wilks; S Wilson (Kellogg), Design ''clean'' chemical processes, HP, apr, 1998 -Valeriu Vântu, Gh. Iv nu , Grigore Pop, Comportarea cinetic la piroliz a amestecurilor, I. (Hidrocarburi pure, nC4, nC7, iC7, iC8, metilciclohexan, ndodecan, decalin ) , Revista de Chimie, vol 29, nr 12, 1978 II. Amestecuri binare nC7 cu metilciclohexan, iC8-metilciclohexan, decalin -ndodecan , Revista de Chimie, vol 30, nr 2, 1979 -Rodica Vâlcu, Carmen Gheorghe, The modeling of simultaneous reactions associated to ethane-propane mixtures pyrolysis, RICCCE, 12, Bucure ti, Sept., 2001 -Valeriu Vântu, R Mihail, V M cri , Gh Iv nu , Piroliza hidrocarburilor, Editura Tehnic , Bucure ti, 1980 -A Yabe, T Ohmori, K Okuma, Y Nonoichi, Energy and exergy analysis of high temperature naphtha cracking process in an ethylene center, Int. symp on advanced energy conversion system and related technologies, 1995, pg 267 -AG Wysiekierski, G Fisher, CM Schillmoller, (Westain Surface Eng, Schillmoller Assoc.), Control coking for olefins plants, HP, jan, 1999 - GJ Walker, Design sour water strippers quickly, HP, jun, 1969 - RH Weiland, MR Resetarits (Koch-Glitsch), New uses for old distillation equations, PTQ, autumn, 2002 -GA White (...) Predict carbon formation, HP, july, 1975 - Koike Wataru, Considerable matters on the heater design, JHPI, vol.10, nr 2, 1972, pg 51 -LA Wilkinson, S Gomi (UCC), Crack crude for olefins, HP, may, 1974 -HW Woerde, PF van der Oosterkamp, G Zimmerman (Technip, Elf Atochem, Univ. Leipzig), New development in fouling inhibition of cracking coils and TLE's, 12th ethylene producers conference, Vol 9, AIChE, 2000, NY -T Wett, UK ethylene plant can use LPG feedstock, OGJ, 1 sept 1980 -Zou Renjun, Fundamentals of Pyrolyis in Petrochemistry and Technology, CRC Press Inc., Boca Raton, Ann Arbor USA & CITIC Publishing House, Beijing, China, 1993 -Zetlmeisl, R. -Application of carbonyl polymer inhibitors in caustic tower, NRPA- Q-A, 1998, Session VI, Petrochemical Processing -R Zeppenfeld, R Walzl (Linde), Steamcracker Revamp Project, OIL GAS European Magazine, nr 1, 2002 -SB Zdonik, EJ Green, LP Hallae (Stone&Webster) : - How operators handle problems of by products and plant sizing(4), OGJ, 2 jan 1967
- How cracking proceeds in the ethylene pyrolysis reaction(5), OGJ, 26 jun 1967 - Free-radical chain mecanisms applied to specific paraffins(10), OGJ, 11 sept 1967 - Product distribution as a function of conversion or severity(12), OGJ, 19febr1968 - Product distribution vs temperature residence time (13), OGJ, 11mar, 1968 - Effect of hydrocarbon partial pressure (14), OGJ, 8 apr 1968 - Function of dilution steam in cracking(15), OGJ, 27 may 1968 - Cracking furnace design (16), OGJ, 12 may, 1969 - Ethylene separation (20), OGJ, 11 may,1970 - Olefin production by gas oil cracking, HP, aug, 1975, sept 1975, dec 1975, jan 1976 -SA Zisman, SA Owen, DB Tiedtke, LE Reed, (Phillips), ''Factors to consider in chosing chemical additives for coke suppression and CO control in hidrocarbon pyropysis furnaces'', 12-th ethylene prod conference, Vol 9, AIChE, 2000, NY -Q Xu, B Chen, X He, A fast simulation algorithm for industrial cracking furnaces, HP, dec, 2002 -xxx- Ethylene technology: lean and mean for the 1990s, CE, vol 100, nr 6, pg 43, 1993 -xxx- Reengineering ethylene's cold train, Chemical Engineering (CE), vol 101, nr 1, pg 37, 1994 -xxx Study on the chemical processing of the cresilic lie in the D rm ne tiRefinery, RICCCE-12, Bucure ti, sept, 2001 -xxx Burner cuts NOx emissions by 90%, HP, sept, 2001, pg 30