Embed Size (px)
Citation preview

483
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
ANALYSIS OF MICROSTRUCTURE AND PHASEDEDUCTION IN SAW
Uma Gautam1* and Vipin2
*Corresponding Author: Uma Gautam,[email protected]
To determine the stress carrying capacity of a weld, the study of microstructure of weld beadgeometry is important. For the same reason, a detailed study on the microstructure and phaseanalysis of weld metal, heat affected zone and base metal of 16 mm thick mild steel plate werecarried out by using Olympus GX 41 microscope in conjunction with META-Lite software. Therelative content of pearlite and ferrite in the weld metal zone, heat effected zone and base metalalso studied.
Keywords: Microstructure, Weld bead
INTRODUCTIONA reviewed paper published by Bipin kr, onferrous metals/alloys, which describe theeffects of arc welding parameter onmechanical properties. Their study alsoconcluded that the selection of the processparameter are very important for obtainingacceptable heat affected zone properties,optimized bead geometry and minimumresidual stresses. Some researchers observedthat there is great influence of weld beadgeometry and shape relationship on themechanical properties of weld and mechanicalproperties less influenced by composition ofthe base metal. Some of the researcherobserved the effect of electrode stick out, by
ISSN 2278 – 0149 www.ijmerr.comVol. 3, No. 3, July 2014
© 2014 IJMERR. All Rights Reserved
Int. J. Mech. Eng. & Rob. Res. 2014
1 Department of Mechanical & Automation Engineering, GGSIP University, Delhi, India.2 Department of Mechanical Engineering, Delhi College of Engineering, Bawana Road, Delhi, India.
increasing the electrode stick out, hardnessof weldment increases and the value of yieldstrength and impact decreases, ultimatetensile strength of the joint first decreases thenincreases by keeping welding current andvoltage at constant level. From the abovementioned discussion, it is observed that inSAW process, the main factors affecting thebead geometry are arc voltage, current, travelspeed and nozzle to plate distance (Srivastavet al., 2010). Eroglu et al. carried outinvestigations based on the mechanicalproperties and microstructure of weld and HAZof low carbon steel. They studied the effectsof initial coarse grain size with varying heatinputs. A submerged arc welding machine with
Research Paper

484
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
heat input of 0.5, 1 and 2 KJ/mm is used forwelding original and grain-coarsenedspecimen. From the above test, variousfeatures were investigation from heat effectedzone and weld metal. A relationship betweeninitial grain size, microstructure, hardness, andtoughness of weld metal and HAZ wereestablished from the result. From the result thiscan be concluded that there is major effect ofinitial grain size on microstructure, hardnessand toughness of weld metal and HAZ of lowcarbon steel, considering the heat input only(Aksoy and Orhan, 1999). Welding metallurgymay be defined as the changes that occur inmetals due to welding process. These changesare noticed by observing the changes inmechanical properties of the weld metal.Whenever the discussion about metallurgybegin, we observe the changes in themicrostructure of the base metal and hencedue to this change mechanical properties ofthe base metal also changes, as a result ofthe welding (McGrath et al., 1988).
In welding metallurgy, we are concernedabout the two thing, first is, is the rate at whichthe heat energy is applied to the base, andsecond with the time the material is at anelevated temperature during welding. The rateat which the heat energy is removed duringcooling after welding also an important factorof concerned. Mild steel is an alloy of Iron andCarbon having carbon content from 0.5% to0.3%, 0.4%-0.7% manganese, 0.1%-0.5%Silicon and some constituents of otherelements such as phosphorous.
MICROSTRUCTURE OF MILDSTEELThe micro structural changes that taking place
in mild steel can be easily understand throughthe Fe-C equilibrium diagram.
The different allotropic forms of iron asshown in the figure. The different allotropes ofiron are:
Alpha Ferrite: This is the solid solution ofcarbon in iron at 0% C, this is pure iron havingcrystal structure BCC. At 723 °C,the maximumsolubility of carbon in iron is 0.02%. Thesolubility falls to 0.008% at 0 °C temperature.The atoms of carbon are located in the crystalinterstices.
Austenite: The solid solution of carbon in c.)Cementite: Cementite contains 6.67% C and93.3% Fe and this is an inter metalliccompound. Crystal structure of cementite isorthorhombic each unit cell has 12 Fe atomsand 4 C atoms and is a hard brittle compound.When thes olubility limit of carbon in ferrite isexceeded below 727 °C (for compositionswithin the alpha + Fe3C phase region) thenCementite (Fe3C) formed. As indicated inabove Figure, between 727 and 1147 °C thegamma phase of Fe3C also coexist. Thestrength of some steels is greatly enhancedby its presence because cementite is very hardand brittle.
Delta Ferrite: This is having a a BCC crystalstructure and has a solid solution of carbon iniron. The maximum percentage of solubility ofC in Fe is 0.09% at 1493 °C. This has no realpractical significance in engineering. Point Ein Figure 1 where austenite converts into ferriteand cementite, is called eutectoid point, or,upon cooling, the solid austenite phase istransformed into iron and cementite. The steelis classified on the basis of the carbon contentin it. Steel in the region:

485
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
OA - Hypo Eutectoid steel
AB - Hyper Eutectoid steel
BC - Hypo Eutectic steel
CD - Hyper Eutectic steel
Solubility for carbon compared with a steelcontaining the mild steel with maximum Carboncontent of 0.3%. In the when mild steel coolsfrom a higher temperature to room
temperature, the phase changes which isshown in Figure 2. Crystal and having FCCstructure. The carbon atoms are dissolvedinterstitially. The solubility reaches a maximumof 2.08% at 1148 °C steels. At 723 °C, thesolubility decrease to 0.8%.
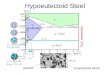
From Figure 2, at point c, the microstructurewill consist of grains of the gamma phase atabout, 875 °C, as shown in the figure. At about775 °C, in cooling to point d, alpha + gammaphase region both coexist as in the schematicmicrostructure. The small alpha particles willform along with the original gamma grainboundaries. Just above the eutectoid point, butstill in the alpha + gamma region, Cooling frompoint d to e will produce an increased fractionof the alpha phase and a microstructure similarto that also shown. Larger alpha particles havegrown. As the temperature is lowered justbelow the point f, to point eutectoid, all thegamma phase will transform to pearlite thatwas present at temperature Te (and having theeutectoid composition),according to theeutectoid reaction. No change in the alphaphase have been observed in crossingtemperature, that existed at point e—it willnormally be present as a continuous matrixphase surrounding the isolated pearlitecolonies. The microstructure at point f can beobserved in Figure 2. Thus the pearlite andalso as the phase that formed while coolingthrough the alpha + gamma phase regioncontain the pearlite phase. The ferrite that ispresent in the pearlite is called eutectoid ferrite,whereas the other, that formed beforeeutectoid is termed proeutectoid ferrite.
Figure 3 is a photomicrograph containslarge white regions which correspond to theproeutectoid ferrite 0.38 wt% C steel. For
Figure 1: Iron-Iron Carbide PhaseDiagram
Figure 2: Microstructure Showing Pearliteand Ferrite

486
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
pearlite, the spacing between cementite andFe3C layers varies from grain to grain; someof the pearlite appears dark because there aremany close spaced layers are difficult tounresolved at the magnification of thephotomicrograph in Figure 3. In a single grain,Pearlite is mixture of alternate layers of ferriteand cementite. The distance between theplates and thickness of the plate is dependenton the cooling rate of the material. Slowcooling rate give coarser structure which leadsto less toughness and fast cooling creates thinplates that are close together. At 0.76%Carbon, a fully pearlitic structure occurs.Further increases in carbon at the grainboundaries will create cementite, whichimproves the hardness of the steel but reducestoughness. When steel is cooled rapidly fromaustenite, Martensite is produced, there istransition of F.C.C structure to Body CentredTetragonal (BCT) leaving insufficient time forthe carbon to form pearlite. This results information of fine needles which is a distortedstructure.There is no transformation ofmartensite, it either forms or it doesn’t.
However, the part which cools firstly, formedmartensite.In a thick section it will only form to acertain depth, and if complex shape concerned,it may formed in small pockets. The hardnessof martensite is dependent on carbon content;it is normally considered very high, unless thecarbon content is exceptionally low.
SOLIDIFICATION OF WELDPOOLMost of the knowledge about weld poolsolidification is obtained from the extrapolationof the knowledge of freezing of castings,ingots, and single crystals at lower thermalgradients and slower rate of growth. Therefore,the parameters which are important indetermining microstructures in casting aregrowth rate (R), temperature gradient (G),under cooling (T), and alloy composition; theyall together determine the development ofmicrostructures in welds. However, becauseof physical processes that occur due to theinteraction of the heat source with the metalduring welding, microstructure development inthe weld zone is becomes more complicated,including re-melting, heat and fluid flow,vaporization, dissolution of gasses,solidif ication, subsequent solid-statetransformation, stresses, and distortion. Weldpool solidification and microstructure affectedby these processes and their interactions.During welding process, where the molten poolis moved through the material, the growth rateand temperature gradient vary across the weldpool area. The growth rate is low while thetemperature gradient is steepest along thefusion line.
As the weld approaches centreline, thegrowth rate increases while the temperature
Figure 3: Photomicrograph of HypoEutectoid Steel Cooled from a HighTemperature to Room Temperature

487
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
gradient decreases. Consequently, there isvariation in the development of microstructurefrom the edge to the centreline of the weld. Inwelds, weld pool solidification occurs byepitaxial growth of the partially melted grains.Since solidification of the weld metal continueby epitaxial growth of the partially meltedgrains in the base metal so the weld zone grainstructure is determined by the base metal grainstructure and the welding conditions. Graingrowth influenced by crystallographic byfavoring growth in a particular crystallographicdirections.
One of the easy growth directions coincidesFigure 5. Zones of weld area with the heat-flow direction. Thus, among the randomlyspaced grains in a specimen, the grains thathave one of their easy growth with heat flowdirection will grow at the expense of theirneighboring less favourably oriented grains,This is called competitive growth. A columnargrain structure formed when there is no
additional nucleation. Low values of G/(R)1/2indicate as increased tendency for supercooling thus favouring the mode of dendriticgrowth of solidification. On the other hand,steep temperature gradients in the liquid andslow growth rates favour cellular growth.
WELD METAL ZONESZone consist a mixture of parent metal,electrode, filler metal; the ratio depending uponthe welding process used, the type of joint platethickness. Weld metal zone that has cooled isa cast composition of mixture of metal. Itsmicrostructure reflected by the the cooling ratein the weld. A very high cooling rate indicatedby the presence martensitic structure and thisformation of structure depends upon thechemical composition. Fine pearlite and coarsepearlite indicate slower cooling rates. The firstmetal solidifies epitaxially upon the solid grainsof the un-melted base metal as we see themolten weld pool. Weld solidifies in a cellularor dendritic growth mode and this solidificationprocess depends upon the composition andsolidification rates. The weld metal is lesshomogeneous on the micro level than the basemetal due to the segregation of alloyingelements and that is why its properties areexpected to have different from wrought parent
Figure 4: Influence of Grain Growth Rate Rand Temperature Gradient G, on the
Pattern of Solidification
Figure 5: Weld Metal Zones

488
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
metal. But if the filler metal having the sameproperty as that of parent metal then sameproperty formed as that of wrought parent metal.
It consists of parent metal that but was heatedto high temperature for a sufficient period of timeand in that time grain growth occurred andmechanical as well as micro structural propertieshave been affected by the heat of welding. TheHAZ is subjected to high thermal cycle in whichall temperatures are involved from the meltingrange of the steel to much lower temperatures. Avariety of microstructures can be observed inHAZ. The range of these structures may verynarrow regions of hard martensite to coarsepearlite. This causes HAZ the weakest area inweld and the second weakest area consist ofweld defects, where most welding failuresoriginate in the HAZ. In SAW the HAZ consistsof 4 sub zones:
Grain Growth Region: It is just next to theweld metal zone. The parent metal has beenheated well above the upper criticaltemperature, in this zone. As the cooling ratedecreases, this zone results in grain growth orcoarsening of the structure.
Grain Refined Region: In this region theparent metal has been heated to just aboveupper critical temperature. Completerecrystallization has taken place in this zoneand finest grain structure formed due tocomplete refinement of grains.
Transition Zone: The Temperature exists inbetween the upper and lower recrystallizationtemperature where partial allotropicrecrystallization takes place.
Unaffected Parent Metal: The base metalwhich exist outside the HAZ was not affectedby the thermal cycles during welding.
EXPERIMENTATIONMechanical properties of the weld influencedby microstructure of weld metal and adjacentmetal, welding process and weldingprocedure. This is because welding results indevelopment of a temperature gradient whichvaries from the highest temperatureencountered in the centre of the weld pool tothe ambient temperature along the transversedirection to the weld axis (Parmar, 2010). Inorder to understand and predict the mechanicalproperties of a weldment, it is essential to studymicrostructure in various zones of weldment.The heat input rate is one of the most importantvariables in fusion welding, since it governsheating rates, cooling rates and weld poolsize. If V represents arc voltage, I arc current,S welding speed and is the proportion ofarc energy that is transferred as heat to thework piece, and then the heat input rate perunit length of weld is VI/S. Here in this studyit is assumed that = 1 for calculating heatinput per unit length. Then Heat input (kj/cm) =[V (volts) XI (amps) X 60]/[S (cm/min) X 1000].This chapter presents the experimental resultsof microstructure photomicrographs andanalysis of phases of the specimens whichprepared for study of weld bead geometry andshape relationships.
Experimental ProcedureTo carry out the experiment, A 3.2 mm diametercopper coated mild steel wire was used. Testspecimens were prepared from 16 mmthickness AISI 1012 Mild steel plate.Dimension of each plate were 200 x 75 x 16mm and an agglomerated flux was used, thenwelding is done on the plate as per the Valuegiven to avoid systematic error. Value formaximum heat input and minimum heat inputare given below:

489
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
After Welding, the specimens prepared forstudy of weld bead geometry and shaperelationships were cut in the transversedirection from the welded plates then polishedwith various grades of emery papers, startingwith 100, 220, 320, 400, 600, 800 and 1200.After that dry and wet polishing done on thespecimens by rotating disc with paste ofalumina abrasive powder, water were used ascoolants. Finally the specimens were etchedby 2% natal (98% alcohol and 2% nitric acid)and then washed off with water. Then thespecimens were dried by means of blower. Tostudy the microstructure Olympus GX 41microscope was used in conjunction withMETA-Lite software.
Microstructure Analysis for theMaximum Heat InputMicrostructure Analysis were carried out for theMaximum Heat Input. From the data given inthe above table it is clear that, the value ofCurrent and Arc Voltage is maximum and thetravel speed is minimum for maximum heatinput. The microstructure at Base metal, HAZ,and Weld metal for maximum heat input wereshown in Figures 6, 7, and 8 respectively.
The structure of base metal consists ofgrains of 34.13% ferrite and 61.87% pearliteand this is the zone which is not sufficientlyheated to cause a change in itsmicrostructure.
Table 1: Value of Maximum and MinimumHeat Input
Maximum Heat Input
S. No. V A S N
1. 36 525 8.75 27.5
Minimum Heat Input
2. 28.5 375 16.25 32.5
Figure 6: Base Metal Zone
Figure 7: Heat Affected Zone
Figure 8: Weld Metal Zone

490
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
The structure of HAZ consists of coarsegrains of 74.30% pearlite surrounded with25.69% of ferrite. The Pearlite content is higherthan base metal, thus the microstruture is finerthan the base metal.
The structure of weld metal consists of65.91% of Pearlite and 34.09% of Ferrite. Thephase composition is almost same as that ofbase metal.
In SAW the welding is carried out under thecover of a granulated flux. So the rate of coolingof the weld is slower as compared to shieldedmetal arc welding. So the microstructureresulting from higher rates of cooling viz.Martensite, upper Bainite, Lower Bainite, etc.are not observed. In the present study thethickness of the plates was 16 mm, so the heatcarried away by conduction was also very less.In welding of plates with higher thicknessmicrostructure characteristic of faster rate ofcooling may be observed.
Microstructural Analysis forMinimum Heat InputFrom the Table 1, we see that the value ofCurrent and Arc Voltage is minimum and thetravel speed is maximum for minimum heatinput. In the microstructural analysis thedifferent phases present in the microstructurealong with their respective percentages werefound.
The structure of base metal consists ofgrains of 67.98% ferrite and 32.02% of pearlitegrain.
The structure of HAZ consists of coarsegrains of 68.81% pearlite surrounded with31.19% ferrite grain.
The phase composition is almost same asthat of base metal. The structure of weld metal
Figure 9: Base Metal Zone
Figure 10: Heat Effected Zone
Figure 11: Weld Metal Zone

491
Int. J. Mech. Eng. & Rob. Res. 2014 Uma Gautam and Vipin, 2014
consists of elongated grains of 33.53% ferriteand 66.47% of pearlite grains.
From above figure, we can observe that thevariation in the pearlitic content in theconsidered regions for the minimum heat inputis not as pronounced as that for maximum heatinput. In fact it is almost identical for the basemetal and the weld zone. Also we can observethat the pearlitic content in the weld zone ishigher in minimum heat input as comparedwith the maximum heat input, this could beattributed to the fact that; for the minimum heatinput the cooling rate is higher which inhibitsthe formation of pro-eutectoid ferrite and largerportion of Austenite gets converted to Pearliteupon crossing the eutectoid line (Parmar,2010).
CONCLUSION• The microstructure mainly consists of Ferrite
and Pearlite. The formation ofmicrostructure resulting from higher rates ofcooling viz. Martensite, upper Bainite,Lower Bainite etc. are not observed, thiscould be due to the covering of weld regionby a granulated flux which reduces the heatcarried away from the weld zone.
• No formation of cementite or flake graphiteis found in the microstructure, this could bedue to the reason that the Carbon contentin the base metal was very low.
REFERENCES1. Aksoy M and Orhan N (1999), “Effect of
Coarse Initial Grain Size on Microstructureand Mechanical Properties of Weld MandHAZ of a Low Carbon Steel”, MaterialScience and Engineering, Vol. A269,pp. 59-66.
2. McGrath J T et al. (1988), “MicrostructuralMechanical Property Relationships in ThickSection Narrow Groove Welds”, WeldingJournal, Vol. 67, pp. 196-s-201-s.
3. Parmar R S (2010), Welding Process andTechnology, 2nd Edition, KhannaPublication.
4. Srivastav B K, Tewari S P and Prakash J(2010), “A Review on Effect of ArcWelding Parameters on MechanicalBehaviour of Ferrous Metals/Alloys”,International Journal of EngineeringScience and Technology, Vol. 2, No. 5,pp. 1425-1432.