Embed Size (px)
Citation preview
IPASJ International Journal of Mechanical Engineering (IIJME) Web Site: http://www.ipasj.org/IIJME/IIJME.htm
A Publisher for Research Motivation........ Email: [email protected] Volume 3, Issue 5, May 2015 ISSN 2321-6441
Volume 3, Issue 5, May 2015 Page 88
ABSTRACT Austempered Ductile Iron (ADI) is replacing steel and it is finding applications in agriculture, mining, construction and automotive sector due to its superior mechanical properties and cost-effectiveness in manufacturing. In this study IS500/7 grade ductile iron castings were made subjected to austempering heat treatment to get ADI i.e., to bring about changes in microstructure and hence therefore mechanical properties. Austempering heat treatment involves austenisation at 9000C temperature for 2 hours duration, austempering temperatures selected was 3600C and 4300C and austempering duration selected were 50,100,150,200 and 250 minutes.Fatigue behaviour and impact strength of the ADI specimens were analysed and compared with as cast condition specimen. The results of the investigation indicate that the ADI castings possess better impact strength compared to as cast specimens and fatigue strength decreases with increase in austempering temperature. Keywords: Austempered ductile iron (ADI), Ductile Iron, Fatigue behaviour, Impact strength.
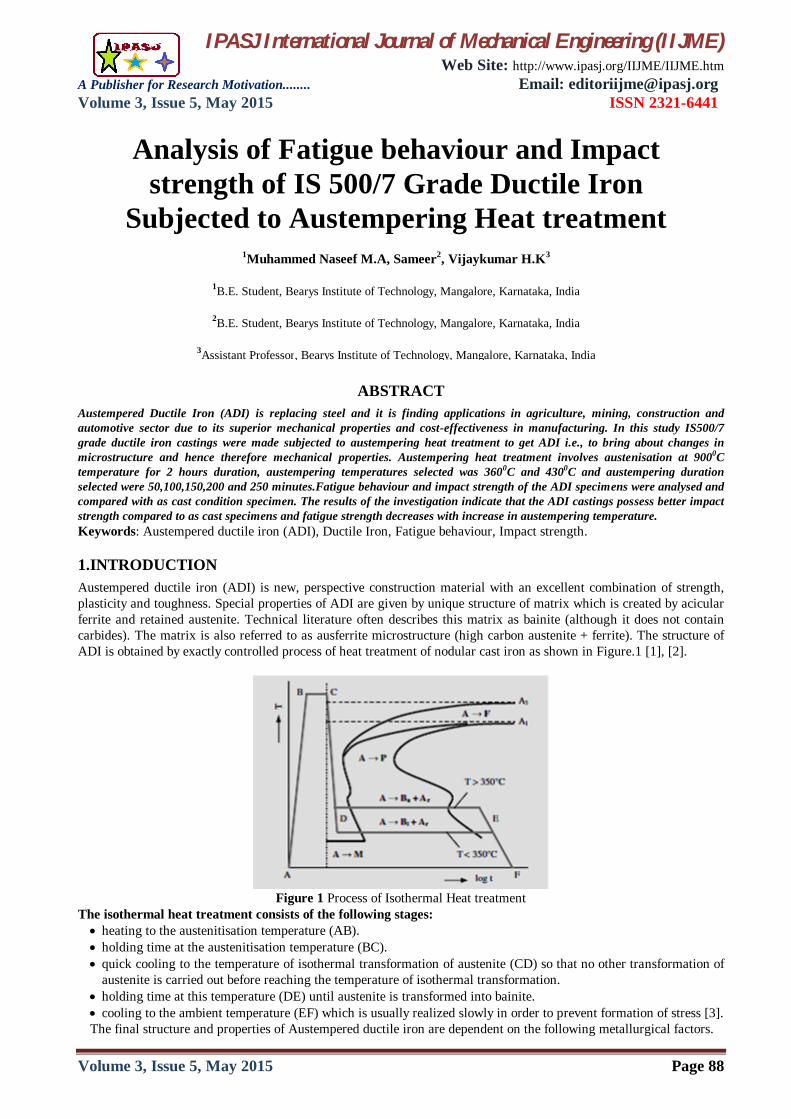
1.INTRODUCTION Austempered ductile iron (ADI) is new, perspective construction material with an excellent combination of strength, plasticity and toughness. Special properties of ADI are given by unique structure of matrix which is created by acicular ferrite and retained austenite. Technical literature often describes this matrix as bainite (although it does not contain carbides). The matrix is also referred to as ausferrite microstructure (high carbon austenite + ferrite). The structure of ADI is obtained by exactly controlled process of heat treatment of nodular cast iron as shown in Figure.1 [1], [2].
Figure 1 Process of Isothermal Heat treatment
The isothermal heat treatment consists of the following stages: heating to the austenitisation temperature (AB). holding time at the austenitisation temperature (BC). quick cooling to the temperature of isothermal transformation of austenite (CD) so that no other transformation of
austenite is carried out before reaching the temperature of isothermal transformation. holding time at this temperature (DE) until austenite is transformed into bainite. cooling to the ambient temperature (EF) which is usually realized slowly in order to prevent formation of stress [3]. The final structure and properties of Austempered ductile iron are dependent on the following metallurgical factors.
Analysis of Fatigue behaviour and Impact strength of IS 500/7 Grade Ductile Iron
Subjected to Austempering Heat treatment
1Muhammed Naseef M.A, Sameer2, Vijaykumar H.K3
1B.E. Student, Bearys Institute of Technology, Mangalore, Karnataka, India
2B.E. Student, Bearys Institute of Technology, Mangalore, Karnataka, India
3Assistant Professor, Bearys Institute of Technology, Mangalore, Karnataka, India
IPASJ International Journal of Mechanical Engineering (IIJME) Web Site: http://www.ipasj.org/IIJME/IIJME.htm
A Publisher for Research Motivation........ Email: [email protected] Volume 3, Issue 5, May 2015 ISSN 2321-6441
Volume 3, Issue 5, May 2015 Page 89
Microstructure of initial nodular cast iron. Basic chemical composition. Austenitisation temperature and holding time at this temperature. Cooling rate to the temperature of isothermal transformation of austenite. Temperature of isothermal transformation of austenite and holding time at this temperature. alloying elements [4], [5].
The objective of this research carried out was to analyze mechanical properties such as fatigue strength and impact strength of ADI and as cast condition of IS500/7 grade ductile iron specimen and to compare.
2.EXPERIMENTAL METHOD 2.1Moulding Moulding sand used for production of casting possessed American Foundry man’s Society (AFS No.) 60 in the present analysis. Sand moulding was used for obtaining castings with permeability and compression strength of the sand being 120 and 1250 N/mm2 respectively. Figure 2 shows the sand moulds. Mould sizes were prepared such that castings obtained were as per specifications of ASTM A897 standard.
Figure 2 Sand Moulds as per ASTM A897
2.2Melting and Pouring Melting of the charge was carried out using 200Kg capacity, 200Hz frequency induction furnace. Figure 3 shows the preparation of IS500/7 grade ductile iron melt.
Figure 3 Preparation of IS500/7 ductile iron by melt
The charge consisting of ductile Iron, Grey Iron returns, pig iron, and mild steel punching were melted and superheated to a temperature range 1450oC-1560oC. After removing off the impurities and slag the molten metal was poured into the prepared sand moulds. The carbon equivalent of the iron was aimed to meet specification of IS 500/7 grade ductile iron. The chemical composition of IS 500/7 grade ductile iron is as shown in the table 1.The molten metal was poured in the mould cavity as shown in the Figure 4.Then molten metal was allowed to cool in the moulds and solidified castings taken out were used for preparation of test specimen.
IPASJ International Journal of Mechanical Engineering (IIJME) Web Site: http://www.ipasj.org/IIJME/IIJME.htm
A Publisher for Research Motivation........ Email: [email protected] Volume 3, Issue 5, May 2015 ISSN 2321-6441
Volume 3, Issue 5, May 2015 Page 90
Table 1: Chemical composition of IS 500/7 grade ductile iron specimens
Figure 4 Pouring of IS 500/7 grade ductile iron molten metal
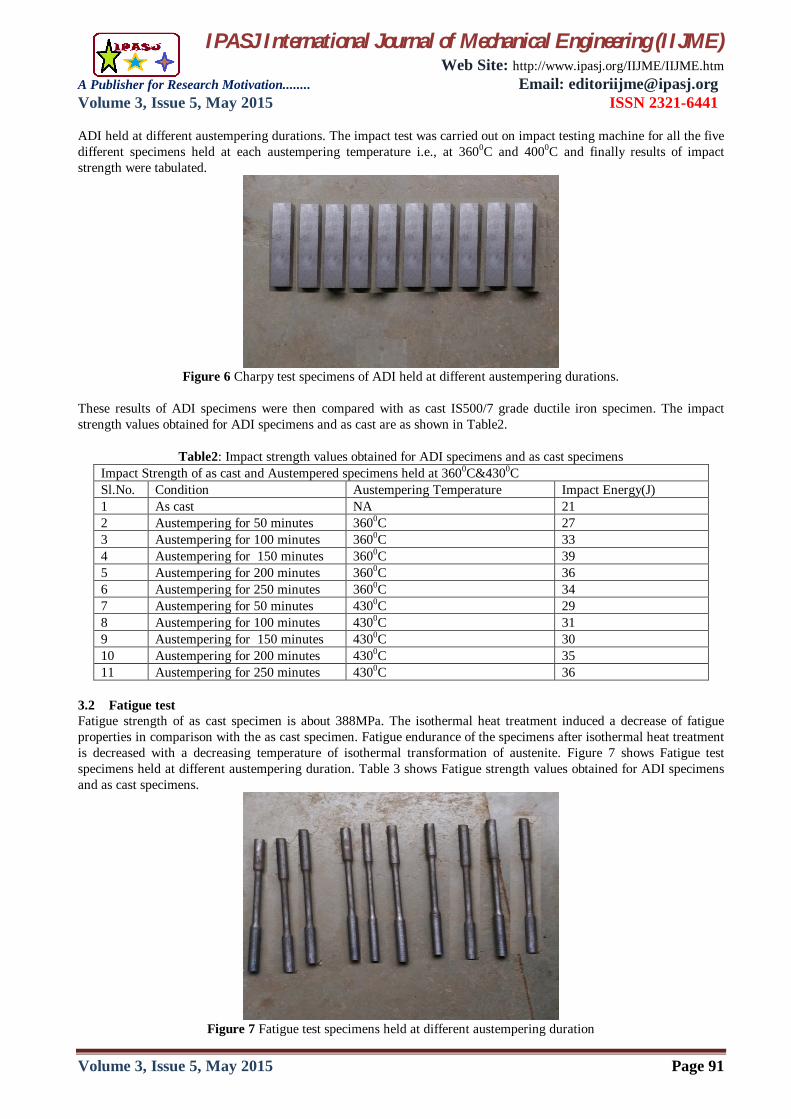
2.3Heat treatment Standard austempering heat treatment cycle as shown in the Figure.5 was employed in the present analysis. Initially IS500/7 grade ductile iron specimens were transferred to a salt bath furnace maintained at 9000C.The specimens were dipped completely in the salt bath and maintained at the same temperature for 120minutes.The samples at the end of austenitisation were then quenched into austempering salt baths held at 3600C and 4300c .The specimens were then held at this austempering temperature for 50,100,150,200 and 250 minutes duration in order to bring about isothermal transformation to bainite stabilized austenite matrix. Later the specimens were removed from the furnace and cooled in air till room temperature is reached.
Figure 5 Austempering Heat treatment cycle
3.TESTING OF SPECIMENS AND RESULTS Mechanical properties such as fatigue strength and impact strength are considered for analysis since these properties plays an important role in applications of ADI in many fields. 3.1 Impact test Impact strength is a measure of the energy absorbed during the fracture of a specimen of standard dimensions and geometry when subjected to impact loading. The Charpy impact test is a standardized high strain-rate test, which determines the amount of energy absorbed by the material during fracture. This absorbed energy is the measure of toughness of the given material. The Impact test specimens were prepared as per ASTM E23 standards. Tests are conducted on unnotched test samples of size 10mm x 10mm x 55mm. Figure 5 shows the Charpy test specimens of
IPASJ International Journal of Mechanical Engineering (IIJME) Web Site: http://www.ipasj.org/IIJME/IIJME.htm
A Publisher for Research Motivation........ Email: [email protected] Volume 3, Issue 5, May 2015 ISSN 2321-6441
Volume 3, Issue 5, May 2015 Page 91
ADI held at different austempering durations. The impact test was carried out on impact testing machine for all the five different specimens held at each austempering temperature i.e., at 3600C and 4000C and finally results of impact strength were tabulated.
Figure 6 Charpy test specimens of ADI held at different austempering durations.
These results of ADI specimens were then compared with as cast IS500/7 grade ductile iron specimen. The impact strength values obtained for ADI specimens and as cast are as shown in Table2.
Table2: Impact strength values obtained for ADI specimens and as cast specimens Impact Strength of as cast and Austempered specimens held at 3600C&4300C Sl.No. Condition Austempering Temperature Impact Energy(J) 1 As cast NA 21 2 Austempering for 50 minutes 3600C 27 3 Austempering for 100 minutes 3600C 33 4 Austempering for 150 minutes 3600C 39 5 Austempering for 200 minutes 3600C 36 6 Austempering for 250 minutes 3600C 34 7 Austempering for 50 minutes 4300C 29 8 Austempering for 100 minutes 4300C 31 9 Austempering for 150 minutes 4300C 30 10 Austempering for 200 minutes 4300C 35 11 Austempering for 250 minutes 4300C 36
3.2 Fatigue test Fatigue strength of as cast specimen is about 388MPa. The isothermal heat treatment induced a decrease of fatigue properties in comparison with the as cast specimen. Fatigue endurance of the specimens after isothermal heat treatment is decreased with a decreasing temperature of isothermal transformation of austenite. Figure 7 shows Fatigue test specimens held at different austempering duration. Table 3 shows Fatigue strength values obtained for ADI specimens and as cast specimens.
Figure 7 Fatigue test specimens held at different austempering duration
IPASJ International Journal of Mechanical Engineering (IIJME) Web Site: http://www.ipasj.org/IIJME/IIJME.htm
A Publisher for Research Motivation........ Email: [email protected] Volume 3, Issue 5, May 2015 ISSN 2321-6441
Volume 3, Issue 5, May 2015 Page 92
Table3: Fatigue strength values obtained for ADI specimens and as cast specimens Fatigue strength of as cast and Austempered specimens held at 3600C&4300C Sl.No. Condition Austempering Temperature Fatigue strength(MPa) 1 As cast NA 388 2 Austempering for 50 minutes 3600C 330 3 Austempering for 100 minutes 3600C 323 4 Austempering for 150 minutes 3600C 320 5 Austempering for 200 minutes 3600C 314 6 Austempering for 250 minutes 3600C 326 7 Austempering for 50 minutes 4300C 347 8 Austempering for 100 minutes 4300C 356 9 Austempering for 150 minutes 4300C 359 10 Austempering for 200 minutes 4300C 348 11 Austempering for 250 minutes 4300C 367
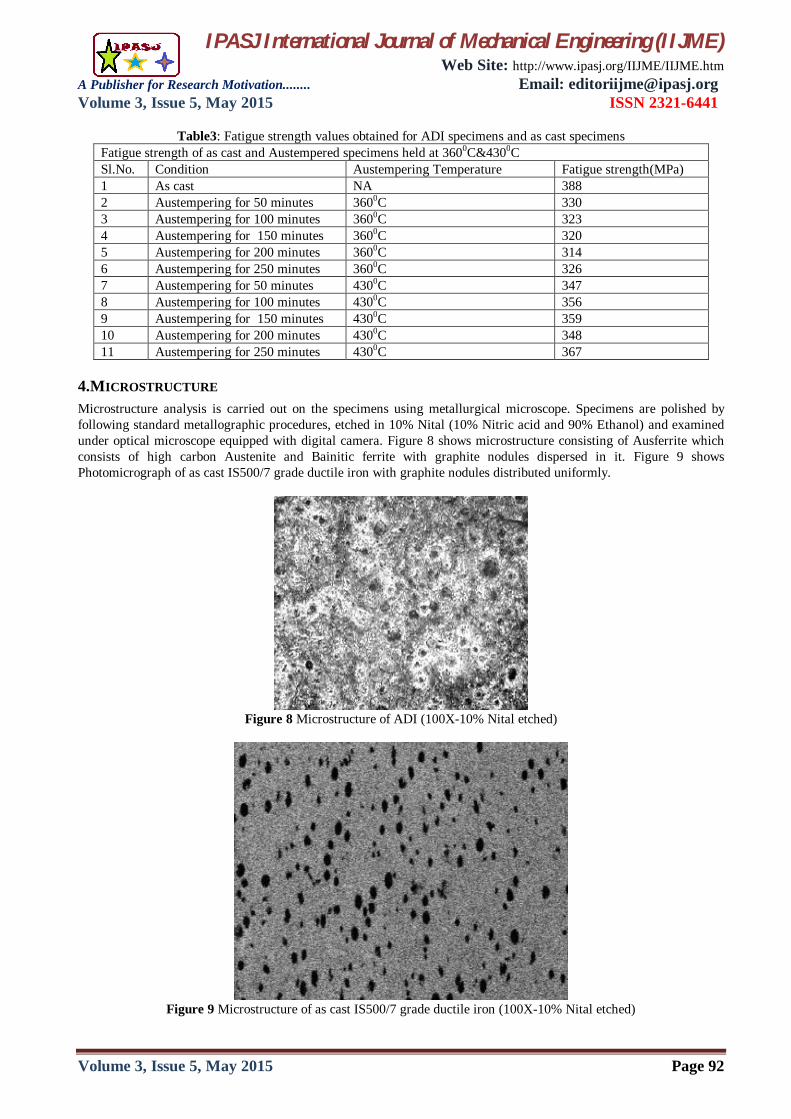
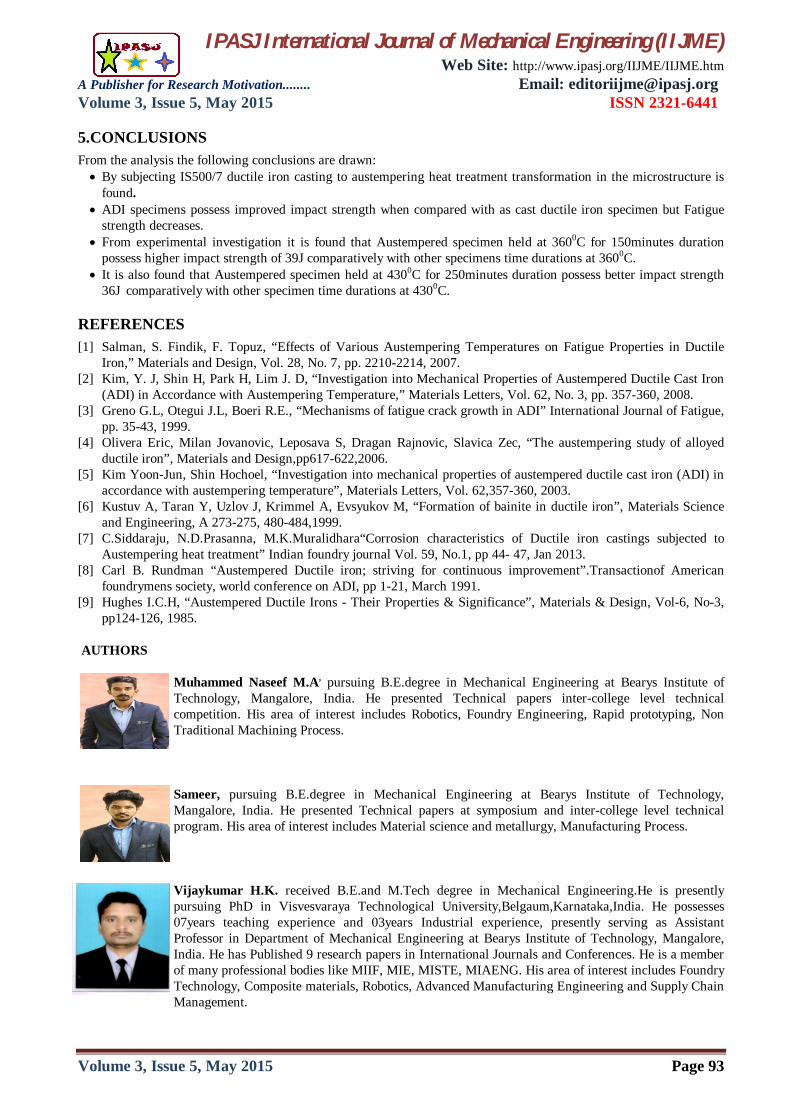
4.MICROSTRUCTURE Microstructure analysis is carried out on the specimens using metallurgical microscope. Specimens are polished by following standard metallographic procedures, etched in 10% Nital (10% Nitric acid and 90% Ethanol) and examined under optical microscope equipped with digital camera. Figure 8 shows microstructure consisting of Ausferrite which consists of high carbon Austenite and Bainitic ferrite with graphite nodules dispersed in it. Figure 9 shows Photomicrograph of as cast IS500/7 grade ductile iron with graphite nodules distributed uniformly.
Figure 8 Microstructure of ADI (100X-10% Nital etched)
Figure 9 Microstructure of as cast IS500/7 grade ductile iron (100X-10% Nital etched)
IPASJ International Journal of Mechanical Engineering (IIJME) Web Site: http://www.ipasj.org/IIJME/IIJME.htm
A Publisher for Research Motivation........ Email: [email protected] Volume 3, Issue 5, May 2015 ISSN 2321-6441
Volume 3, Issue 5, May 2015 Page 93
5.CONCLUSIONS From the analysis the following conclusions are drawn: By subjecting IS500/7 ductile iron casting to austempering heat treatment transformation in the microstructure is
found. ADI specimens possess improved impact strength when compared with as cast ductile iron specimen but Fatigue
strength decreases. From experimental investigation it is found that Austempered specimen held at 3600C for 150minutes duration
possess higher impact strength of 39J comparatively with other specimens time durations at 3600C. It is also found that Austempered specimen held at 4300C for 250minutes duration possess better impact strength
36J comparatively with other specimen time durations at 4300C.
REFERENCES [1] Salman, S. Findik, F. Topuz, “Effects of Various Austempering Temperatures on Fatigue Properties in Ductile
Iron,” Materials and Design, Vol. 28, No. 7, pp. 2210-2214, 2007. [2] Kim, Y. J, Shin H, Park H, Lim J. D, “Investigation into Mechanical Properties of Austempered Ductile Cast Iron
(ADI) in Accordance with Austempering Temperature,” Materials Letters, Vol. 62, No. 3, pp. 357-360, 2008. [3] Greno G.L, Otegui J.L, Boeri R.E., “Mechanisms of fatigue crack growth in ADI” International Journal of Fatigue,
pp. 35-43, 1999. [4] Olivera Eric, Milan Jovanovic, Leposava S, Dragan Rajnovic, Slavica Zec, “The austempering study of alloyed
ductile iron”, Materials and Design,pp617-622,2006. [5] Kim Yoon-Jun, Shin Hochoel, “Investigation into mechanical properties of austempered ductile cast iron (ADI) in
accordance with austempering temperature”, Materials Letters, Vol. 62,357-360, 2003. [6] Kustuv A, Taran Y, Uzlov J, Krimmel A, Evsyukov M, “Formation of bainite in ductile iron”, Materials Science
and Engineering, A 273-275, 480-484,1999. [7] C.Siddaraju, N.D.Prasanna, M.K.Muralidhara“Corrosion characteristics of Ductile iron castings subjected to
Austempering heat treatment” Indian foundry journal Vol. 59, No.1, pp 44- 47, Jan 2013. [8] Carl B. Rundman “Austempered Ductile iron; striving for continuous improvement”.Transactionof American
foundrymens society, world conference on ADI, pp 1-21, March 1991. [9] Hughes I.C.H, “Austempered Ductile Irons - Their Properties & Significance”, Materials & Design, Vol-6, No-3,
pp124-126, 1985.
AUTHORS
Muhammed Naseef M.A, pursuing B.E.degree in Mechanical Engineering at Bearys Institute of Technology, Mangalore, India. He presented Technical papers inter-college level technical competition. His area of interest includes Robotics, Foundry Engineering, Rapid prototyping, Non Traditional Machining Process.
Sameer, pursuing B.E.degree in Mechanical Engineering at Bearys Institute of Technology, Mangalore, India. He presented Technical papers at symposium and inter-college level technical program. His area of interest includes Material science and metallurgy, Manufacturing Process.
Vijaykumar H.K. received B.E.and M.Tech degree in Mechanical Engineering.He is presently pursuing PhD in Visvesvaraya Technological University,Belgaum,Karnataka,India. He possesses 07years teaching experience and 03years Industrial experience, presently serving as Assistant Professor in Department of Mechanical Engineering at Bearys Institute of Technology, Mangalore, India. He has Published 9 research papers in International Journals and Conferences. He is a member of many professional bodies like MIIF, MIE, MISTE, MIAENG. His area of interest includes Foundry Technology, Composite materials, Robotics, Advanced Manufacturing Engineering and Supply Chain Management.





























