Embed Size (px)
Citation preview
ANALYSIS AND IMPROVEMENT OF KNIFE BLADE
MIXER ON THE STEPHAN TC 400 MACHINE
A final project report
Presented to
The Faculty of Engineering
By
Eko Yanuar Setiawan
003201505026
in partial fulfillment
of the requirements of the degree
Bachelor of Science in Mechanical Engineering
President University
Januari 2020

ii
DECRALATION OF ORIGINALITY
I declare that this final project report entitle“Analysis and Improvement of
Knife Blade Mixer on The Stephan TC 400 Machine” is my own originality piece
of work and to the best of my knowledge and belief, has not been submitted, either
in whole or in part, to another university to obtain a degree. All resource that are
quoted or referred to are truly declared.
Cikarang, Indonesia, 30 Januari 2020
Eko Yanuar Setiawan

iii
ANALYSIS AND IMPROVEMENT OF KNIFE BLADE
MIXER ON THE STEPHAN TC 400 MACHINE
By
Eko Yanuar Setiawan
003201505026
Approved by
Dr.Eng. Lydia Anggraini, S.T., M.Eng.
Head of Study Program
Mechanical Engineering

iv
ACKNOWLEDGEMENT
Praise and thanksgiving the writer goes to god who has bestowed His
blessings and gifts, so that the writer can complete the thesis report with the title "
Analysis and Improvement of Knife Blade Mixer on The Stephan TC 400 Machine
" in time. This report was made as a condition for obtaining a bachelor's degree in
mechanical engineering at President University's engineering faculty. In
completing this report can not be separated from the support of many parties, for
that the author would like to express his gratitude to:
1. Dr.Eng. Lydia Anggraini, S.T., M.Eng., as the Head of the Mechanical
Engineering Study Program as well as the supervisor who has provided
guidance, advice and input to the author in completing this report.
2. Lecturers and staffs at President University who have assisted in the process
and completion of this report.
3. Beloved parents and my wife who always give prayer, enthusiasm, and
support to the author in many ways, so that the author can complete the
writing of this report.
4. Families that are always a place to share in every joy and sorrow.
5. Friends of one of the President University's Mechanical Engineering majors,
who have provided enthusiasm, motivation and assistance in completing
each assignment in lectures, especially in completing this thesis report.
6. All parties who have assisted the author in conducting research activities to
complete this report.
May God Almighty always give mercy and blessings for all the support and
assistance from all parties. The author is aware in compiling this report that he
encounters several difficulties and obstacles. In addition, he also realized that the
writing of this report was far from perfect and there were still many other
shortcomings, for which the author expected constructive suggestions and criticism
from all parties. The author hopes this report can be useful for personal writers and
for readers in general.
v
APPROVAL FOR SCIENTIFIC PUBLICATION
I hereby, for the purpose of development of science and technology, certify
and approve to give President University a non-exclusive royalty-free right upon
my final project report with the title:
ANALYSIS AND IMPROVEMENT OF KNIFE BLADE
MIXER ON THE STEPHAN TC 400 MACHINE
Along with the related analysis (if needed). With this non-exclusive royalty-
free right, President University is entitled to conserve, to convert, to manage in a
database, to maintain, and to publish my final project report. These are to be done
with the obligation from President University to mention my name as the copyright
owner of my final project report.
Cikarang, Indonesia, 30 Januari 2020
Eko Yanuar Setiawan
003201505026

vi
ABSTRACT
Components on the Stephan TC 400 machine which often experience failures in the
blade often occur, this certainly can reduce production results, this failure often
occurs in similar parts, which in this case is the blade mixer. The analysis was
carried out in three ways, namely macro observation, micro observation, and
fracture analysis. From the results obtained in this study, improvement was carried
out to be able to optimize production results, what was done was to replace knife
blade material with material that has better characteristics, in this study the authors
used SUS 316 material to be able to replace the previous material, AISI 420. Where
the SUS 316 material has more ductile characteristics compared to AISI 420 and is
more corrosion resistant. In the research conducted, the authors found that the KIC
SUS 316 value was better than AISI 420, ie the propagation of crack SUS 316 was
slower than that of AISI 420. This was evidenced by the value of the material
composition contained in each material specification
Keywords: Analysis, Improvement, Knife blade

vii
DAFTAR ISI
DECRALATION OF ORIGINALITY ................................................................... ii
ACKNOWLEDGEMENT ..................................................................................... iv
APPROVAL FOR SCIENTIFIC PUBLICATION ................................................. v
ABSTRACT ........................................................................................................... vi
DAFTAR ISI ......................................................................................................... vii
DAFTAR GAMBAR ............................................................................................. ix
DAFTAR TABEL ................................................................................................... x
NOMENCLATURE ............................................................................................... xi
BAB I PENDAHULUAN ....................................................................................... 2
1.1 Latar Belakang .............................................................................................. 2
1.2 Perumusan Masalah ...................................................................................... 3
1.3 Pembatasan Masalah ..................................................................................... 3
1.4 Tujuan dan Manfaat ...................................................................................... 3
1.5 Sistematika Penulisan ................................................................................... 4
BAB II DASAR TEORI ......................................................................................... 6
2.1 Analisis Kegagalan........................................................................................ 6
2.2 Faktor Analisis Kegagalan ............................................................................ 6
2.3 Metode Dasar Analisis Kerusakan ................................................................ 7
2.4 Ciri – Ciri Kegagalan Pada Makroskopis ..................................................... 8
2.4.1 Fraktur Ulet (Ductile Fracture) ............................................................. 8
2.4.2 Fraktur Getas (Brittle Fracture) ............................................................. 9
2.4.3 Fraktur Lelah (Fatigue Fracture)......................................................... 10
2.4.4 Retak Korosi Tegangan (Stress Corrosion Cracking) ......................... 10
2.4.5 Penggetasan (Embrittlement) ............................................................... 11
2.4.6 Mulur (Creep) dan Stress Rupture ....................................................... 11
2.5 Tahapan Penelitian Dalam Pengamatan Mikro ........................................... 12
2.5.1 Penentuan Ukuran Sampel ................................................................... 12
2.5.2 Mounting ......................................................................................... 12
2.5.3 Pengamplasan/Grinding ....................................................................... 14
2.5.4 Pemolesan/Polishing ............................................................................ 15
5.5.5 Etsa/Etching .................................................................................... 17
2.6 Sifat Mekanis Material AISI 420 ................................................................. 19

viii
2.7 Sifat Mekanis Material SUS 316 ................................................................ 20
2.8 Stephan Machine TC 400 ............................................................................ 20
2.9 Mekanika Fraktur ........................................................................................ 21
BAB III METODOLOGI ...................................................................................... 24
3.1 Alur Penelitian ............................................................................................ 24
3.2 Proses Langkah Penelitian .......................................................................... 25
BAB IV HASIL DAN PEMBAHASAN .............................................................. 29
4.1 Struktur makro pada cutting tools ............................................................... 29
4.2 Struktur Mikro Pada Cutting Tools ............................................................. 30
4.3 Perhitungan Mekanika Fraktur/Patahan ...................................................... 31
4.4 Analisis Kegagalan Material ....................................................................... 32
4.5 Dampak Kegagalan Material....................................................................... 34
4.6 Improvement Material pada Mixer Blade .................................................... 35
4.6.1 Sifat Mekanis dan Komposisi AISI 420 dan SUS 316 ........................ 37
4.6.2 Perbandingan nilai ketangguhan pada mixer blade .............................. 40
BAB V KESIMPULAN ........................................................................................ 42
5.1 Kesimpulan ................................................................................................. 42
5.2 Saran ............................................................................................................ 43
DAFTAR PUSTAKA ........................................................................................... 44

ix
DAFTAR GAMBAR
Gambar 2. 1 Fraktur ulet (ductile fracture) [10] ..................................................... 9
Gambar 2. 2 Fraktur getas (brittle fracture) [10] .................................................... 9
Gambar 2. 3 Fraktur lelah (fatigue fracture) [10] ................................................. 10
Gambar 2. 4 Retak korosi tegangan (stress corrosion cracking) [10] .................. 11
Gambar 2. 5 Teknik mounting .............................................................................. 13
Gambar 2. 6 Bentuk hasil mounting (1: tampak samping) (2: tampak atas) ......... 13
Gambar 2. 7 Permukaan halus [2] ......................................................................... 15
Gambar 2. 8 Permukaan kasar [2] ......................................................................... 16
Gambar 2. 9 Grafik hubungan rapat arus dan tegangan [2] .................................. 19
Gambar 2. 10 Stephan machine tc 400 ................................................................. 21
Gambar 2. 11 Keretakan pada pelat [7] ................................................................ 22
Gambar 3. 1 Blade................................................................................................. 26
Gambar 3. 2 Alat mounting ................................................................................... 26
Gambar 3. 3 Cairan diamond ................................................................................ 27
Gambar 3. 4 Mikroskop dan equipment support ................................................... 28
Gambar 4. 1 Kegagalan pada material .................................................................. 29
Gambar 4. 2 Rambatan kegagalan pada material .................................................. 30
Gambar 4. 3 Butiran pada material ....................................................................... 31
Gambar 4. 4 pengamatan keretakan intergranular (a)retakan secara umum (b)
retakan dalam pengamatan (c) lokasi pengamatan detail dalam jarak 2 mm ........ 33
Gambar 4. 5 Grafik tingkat korosi material (Corrosion Resistance) .................... 36
Gambar 4. 6 Knife blade material AISI 420 ......................................................... 36
Gambar 4. 7 Knife blade Material SUS 316 ......................................................... 37
Gambar 4. 8 Grafik perbandingan analisis ............................................................ 40

x
DAFTAR TABEL
Tabel 2. 1 Bahan ampelas ..................................................................................... 14
Tabel 2. 2 Sifat mekanis AISI 420 [6] ................................................................... 20
Tabel 2. 3 Sifat mekanis SUS 316 [13] ................................................................. 20
Tabel 4. 1 Data pergantian knife blade Stephan machine TC 400 ........................ 35
Tabel 4. 2 Mechanical properties AISI 420 & AISI 440C .................................... 35
Tabel 4. 3 Mechanical properties AISI 420 ......................................................... 37
Tabel 4. 4 Komposisi material AISI 420 .............................................................. 37
Tabel 4. 5 Mechanical properties SUS 316 .......................................................... 38
Tabel 4. 6 Komposisi material SUS 316 ............................................................... 38
Tabel 4. 7 Perbandingan analisis ........................................................................... 40

xi
NOMENCLATURE
Symbol Description Unit
a panjang retak m
b lebar penampang m
tegangan MPa
β sudut keretakan Degree (o)
Tebal plat m

2
BAB I
PENDAHULUAN
1.1 Latar Belakang
Sebelum teknologi berkembang pesat seperti sekarang, rata-rata kegiatan
dilakukan dengan cara manual, seperti saat membuat rempah – rempah masakan,
untuk dapat menghaluskan dan mencampur rempah rempah tersebut dilakukan
dengan cara ditumbuk, hal ini tentu sangat membutuhkan waktu dan tenaga lebih
jika bahan yang dihaluskannya keras dan jumlah atau berat dari rempah-rempahnya
banyak. Namun saat ini rata-rata pekerjaan bisa dilakukan dengan cara yang lebih
efektif dan efisien dengan cara menggunakan teknologi yang telah tersedia seperti
sekarang, seperti mixer yang fungsinya untuk mencapur atau menghaluskan bahan,
dalam hal ini umumnya untuk bahan makanan.
Manfaat dari mixer saat ini sangat dirasakan oleh banyak orang, mulai dari
perorangan maupun pihak perusahaan, dikarenakan waktu efektif dan efisiensi yang
diberikan oleh mixer sangat menguntungkan kepada pengguna. Untuk
mendapatkan hasil yang prima tentunya ditentukan dari kualitas pada komponen
atau material mixer, seperti blade knife mixer, wadah mixer, motor dan komponen
penting lainya.
Seperti contoh pada blade knife mixer, komponen ini memiliki peranan
penting dalam mixer, dikarenakan komponen ini berfungsi untuk menghaluskan
atau mencacah bahan, dengan kata lain kontak langsung terhadap material,
dikarenakan knife blade mixer terjadi kontak langsung pada material, knife blade
mixer sering terjadi kegagalan atau patah.
Ditempat penulis bekerja, penulis sering menemukan knife blade mixer
yang patah, dimana knife blade mixer tersebut digunakan untuk menghaluskan
produk makanan. Jumlah kegagalan pada mixer blade cukup menarik perhatian dan
jenis patahan disini memiliki jenis yang menyerupai dengan jenis patahan dari knife

3
blade mixer lainya dimana parameter dan penggunaan dari knife blade mixer
serupa. Oleh karena itu penulis ingin mengetahui jenis kegagalan yang terjadi pada
knife blade mixer, disamping itu, penulis ingin membuat suatu improvement terkait
mixer blade, dimana hal ini diperuntukan untuk dapat mengoptimalisasi waktu
produksi. Maka dari itu penulis memberikan judul penelitian ini sebagai berikut:
“Analysis and Improvement of Knife Blade Mixer on The Stephan TC 400
Machine”.
1.2 Perumusan Masalah
Berdasarkan latar belakang seperti yang sudah disebutkan sebelumnya,
perumusan masalah pada penelitian ini yaitu: “Bagaimana cara meningkatkan
kekuatan atau durability pada knife blade mixer?”
1.3 Pembatasan Masalah
Pembatasan masalah memfokuskan peneliti terhadap patah atau kegagalan
yang terjadi pada knife blade mixer. Adapun pembahasan yang akan penulis
paparkan ialah:
1. Pengamatan makroskopik pada knife blade mixer
2. Pengamatan mikroskopik pada knife blade mixer
3. Perhitungan fraktur pada knife blade mixer
4. Improvement pada knife blade mixer
5. Pengamatan dan analisis dilakukan dari bulan mei 2019 sampai dengan
November 2019
1.4 Tujuan dan Manfaat
Berikut tujuan dan manfaat dari penulisan ini adalah sebagai berikut:
Tujuan:

4
1. Mengetahui jenis kegagalan atau failure yang terjadi pada mixer blade
2. Memberikan data serta penyebab terjadinya failure yang terdapat pada
mixer blade
3. Memahami dan meneliti agar dapat membantu memberikan masukan
kepada pengguna terkait material dan kondisi yang terbaik saat penggunaan
mixer blade
4. Melakukan improvement pada penelitian
Manfaat:
1. Untuk dijadikan sebagai bahan referensi penelitian atau penggunaan knife
blade mixer.
2. Untuk memenuhi tugas dalam pencapaian Stara 1
3. Memahami dan mengerti terkait material yang sering digunakan dalam
industri makanan (food)
4. Meningkatkan produktifitas dalam pengoperasian mesin Stephan TC 400
5. Memberikan solusi pergantian suku cadang knife blade mixer
1.5 Sistematika Penulisan
Penulisan penelitian ini disusun dalam beberapa bagian yaitu:
1. BAB I: Pendahuluan
Bab ini berisi tentang latar belakang masalah, perumusan masalah,
pembatasan masalah, tujuan dan manfaat penelitian, serta sistematika
penulisan.
2. BAB II: Dasar Teori
Bab ini mengandung penjabaran teori-teori dan istilah yang berkaitan dan
sebagainya untuk mendukung skripsi ini.
3. BAB III: Metodologi Penelitian
Dalam bab ini berisi penjelasan mengenai langkah-langkah proses analisis
atau pengamatan material pada komponen.
4. BAB IV: Hasil dan Analisis

5
Bab ini mengandung hasil dan pembahasan dari Analysis and Improvement
of Knife Blade Mixer on The Stephan TC 400 Machine.
5. BAB V: Kesimpulan dan Saran
Bab ini mengandung kesimpulan dari keseluruhan melakukan penelitian
dan juga saran atau usulan yang berupa masukan yang dapat diberikan
kepada perusahaan atau pihak-pihak yang terkait secara langsung dengan
hasil berdasarkan penelitian yang telah dilakukan.

6
BAB II
DASAR TEORI
2.1 Analisis Kegagalan
Analisis kegagalan atau Failure Analysis adalah kegiatan yang dilakukan
untuk menentukan secara spesifik penyebab kegagalan/kerusakan material. Analisa
kegagalan biasanya dilakukan pada peralatan pendukung dan peralatan instalasi
pabrik. Beberapa bentuk kegagalan material adalah patah, retak dan korosi.
Kegagalan disebabkan oleh beberapa faktor yang pada umumnya adalah
dampak dari tahap manufaktur, proses perakitan, dan ketidaksesuaian operasi
produk berdasarkan aturan yang sudah ditentukan (operasi desain). Untuk
mencegah kegagalan tersebut, diperlukan analisis kegagalan yang komprehensif
yang berguna untuk meningkatkan beberapa aspek alat/material seperti desain,
komposisi bahan, perlakuan panas atau heat treatment, dan lainnya.
2.2 Faktor Analisis Kegagalan
Analisis kegagalan bertujuan untuk mengetahui penyebab kerusakan secara
spesifik pada alat atau material yang dimana informasi kegagalan digunakan untuk
mencegah kerusakan berulang. Manfaat analisis kegagalan dapat dibagi menjadi
manfaat jangka pendek dan manfaat jangka panjang. Untuk jangka pendek, analisis
kegagalan berguna untuk meningkatkan desain dan peningkatan proses dan metode
fabrikasi. Untuk jangka panjang, analisis kegagalan berguna untuk pengembangan
alat atau material untuk evaluasi dan prediksi kinerja dan pengembangan sistem
pemeliharaan.
Berikut adalah faktor-faktor yang berhubungan dengan analisis material seperti:
1. Pemilihan bahan/material. Pemilihan material yang tidak tepat, tergesa-gesa
dapat menyebabkan kegagalan.

7
2. Desain. Desain material atau alat yang tidak tepat dapat menyebabkan
ketidaksesuaian dalam penggunaannya seperti bentuk, ukuran, geometri dan
lainnya.
3. Proses produksi. Proses produksi dapat berupa pemotongan, pemberian
beban untuk tekukan, pembuatan lubang dan lainnya. Karena proses
pengerjaan ini, proses produksi dapat menyebabkan tegangan sisa, retakan
dalam skala mikro dan lainnya. Contoh lain adalah perlakuan panas pada
material yang dapat menyebabkan distorsi sifat mekanis material seperti
menjadi lunak atau retak.
4. Kondisi perlakuan atau service condition. Dikarenakan ketidaksediaan data
atau kesengajaan, kegagalan material/alat dapat terjadi karena tidak sesuai
dengan aturan pemakaian yang sudah ditentukan. Contoh perlakuan yang
tidak sesuai dengan aturan pemakaian adalah cara penggunaan yang tidak
tepat, pemakaian material/alat dalam kurun waktu yang sangat lama,
maintenance atau pemeliharaan yang tidak rutin, overload atau kelebihan
beban pengoperasian dan lainnya.
2.3 Metode Dasar Analisis Kerusakan
Dalam pengamatan diperlukan metode yang benar agar dapat menghasilakn
yang optimal, oleh karena itu terdapat beberapa metode dasar untuk analisis
kerusakan antara lain sebagai berikut:
1. Pengamatan visual
2. Analisa Identifikasi
3. Analisa stress
4. Microtoming
5. Uji Mekanik
6. Analisa Termal
7. Teknik Nondestructive Testing (NDT)
Sebuah material/alat dinyatakan gagal apabila memiliki kriteria sebagai berikut:

8
1. Material/alat tidak dapat digunakan.
2. Penggunaan yang terbatas dan tidak sesuai fungsi yang sudah ditentukan.
3. Material/alat mengalami perubahan yang tidak terduga dan menjadi
berbahaya untuk digunakan.
2.4 Ciri – Ciri Kegagalan Pada Makroskopis
Saat kegagalan produk terjadi, pada awalnya dimulai dari retak dan
merambat menjadi cacat. Berikut adalah kategori keretakan berdasarkan
karakteristik makroskopik antara lain:
1. Fraktur ulet (Ductile fracture)
2. Fraktur getas (Brittle fracture)
3. Fraktur lelah (Fatigue fracture)
4. Keretakan korosi tegangan (Stress corrosion cracking)
5. Penggetasan (Embrittlement)
6. Mulur (Creep) dan stress rupture
2.4.1 Fraktur Ulet (Ductile Fracture)
Fraktur ulet adalah fraktur yang disebabkan oleh beban statis yang mana
ketika beban diberhentikan/dihilangkan retak akan berhenti saat itu juga. Prosesnya
adalah penyerapan energi yang menyebabkan deformasi permanen/plastis dan

9
relatif besar di sekitar patahan. Karakteristik fraktur terlihat kasar, berserat dengan
warna abu-abu.
Gambar 2. 1 Fraktur ulet (ductile fracture) [10]
2.4.2 Fraktur Getas (Brittle Fracture)
Proses terjadinya fraktur getas adalah penyerapan energi yang lebih sedikit
dengan deformasi plastis yang hampir tidak terjadi. Karakteristik fraktur adalah
permukaan terlihat mengkilap, terdapat butiran, dan relatif rata/datar. Fraktur getas
berupa 2 bentuk yaitu fraktur mengikuti batas butir atau disebut fraktur rapuh
intergranular dan fraktur memotong butir atau disebut fraktur transgranular.
Gambar 2. 2 Fraktur getas (brittle fracture) [10]

10
2.4.3 Fraktur Lelah (Fatigue Fracture)
Fraktur lelah pada suatu alat/material terjadi karena kondisi beban yang
dinamis atau kondisi beban yang berulang dalam jangka waktu tertentu. Fraktur
lelah berproses mulai dari bagian alat/material yang memiliki lokasi yang
mengalami konsentrasi tegangan atau stress concentration. Pada lokasi tersebut,
terjadi tegangan lokal yang tinggi yang berakibat pada deformasi permanen/plastis
dalam ukuran makro. Selanjutnya lokasi ini menjadi area dimulainya keretakan
(crack initiation) yang kemudian merambat (crack propagation) mengikuti
pembebanan pada alat/material. Apabila perambatan retak semakin meluas
sehingga area yang tidak retak yang tersisa tidak mampu menahan beban,
alat/material pecah. Ini disebut dengan fraktur akhir.
Fraktur lelah merupakan fraktur statis, dimana tegangan yang terjadi pada
area yang tidak retak melebihi kekuatan tarik material.
Gambar 2. 3 Fraktur lelah (fatigue fracture) [10]
2.4.4 Retak Korosi Tegangan (Stress Corrosion Cracking)
Keretakan korosi tegangan disebabkan oleh kombinasi dari tegangan tarik
dan pengaruh dari paparan ion atau larutan kimia dari lingkungan dimana
alat/material berada. Biasanya keretakan korosi tegangan terjadi mengikuti batas

11
butir. Pada skala makro, perambatan keretakan terjadi dan terlihat seperti cabang
atau akar. Pada skala mikro, keretakan terjadi secara transgranular atau
intergranular.
Gambar 2. 4 Retak korosi tegangan (stress corrosion cracking) [10]
2.4.5 Penggetasan (Embrittlement)
Penggetasan dapat terjadi sebagai penggetasan akibat paparan hydrogen
pada alat/material yang sensitif. Atom-atom hidrogen yang melarutkan interstisial
dapat menyatu membentuk molekul gas hidrogen. Keberadaan gas hidrogen
tersebut menyebabkan material patah dikarenakan ketidakcukupan ruang untuk
memuat gas dan kenaikan tekanan pada gas mendesak material dan akhirnya patah.
Keadaan umum terjadinya pembentukan molekul hidrogen dapat terjadi
dalam proses kerja seperti pengelasan atau pelapisan yang mana di lingkungan kerja
terdapat gas hidrogen.
2.4.6 Mulur (Creep) dan Stress Rupture
Perubahan panjang terjadi akibat deformasi plastis yang relatif besar.
Perubahan panjang atau peregangan alat/material dapat terjadi akibat pemaparan
temperatur yang tinggi yang melebihi titik lelehnya. Stress rupture ditandai dengan
terjadinya deformasi plastis dan retakan intergranular yang umumnya berada di
sekitar patahan.

12
2.5 Tahapan Penelitian Dalam Pengamatan Mikro
Metalografi adalah kegiatan observasi terhadap bentuk dan struktur suatu
bahan yang dimaksudkan untuk pengendalian kualitas bahan. Metalografi adalah
ilmu yang mempelajari karakteristik mikrostruktur logam, paduan/campuran
logam, dan bahan lainnya. Karakteristik ini dipelajari dengan bantuan alat seperti
mikroskop optic, mikroskop elektron, SEM atau TEM dan difraksi sinar-X.
Metalografi menggunakan mikroskop dapat dilakukan dalam 2 tipe yaitu
pengamatan secara makro dan mikro.
1. Pengamatan makroskopi : pengamatan dengan perbesaran berkisar 10-30x.
2. Perbesaran mikroskopi: pengamatan dengan perbesaran lebih dari 10-30x.
Perbesaran yang dilakukan tergantung sifat struktur yang akan diamati,
dapat dilakukan dengan mikroskop optik (1000x), SEM (hingga 50.000x),
atau TEM (hingga 500.000x).
Adapun prosedur persiapan sampel metalografi:
2.5.1 Penentuan Ukuran Sampel
Pemilihan ukuran sampel bergantung kepada jenis material dan sifatnya dan
data perolehan sebagai hasil penelitian. Pada umumnya, ukuran sampel mulai dari
5 mm hingga 30 mm dengan ketebalan yang lebih kecil.
2.5.2 Mounting
Mounting adalah proses penempatan sampel yang berhati-hati dengan
tujuan tidak merusak sampel. Umumnya, semakin kecil ukuran spesimen dan
memiliki bentuk yang tidak beraturan, akan lebih sulit ditangani, terutama apabila
pengamplasan atau finishing dilakukan. Sebagai contoh yaitu spesimen kawat,
potongan tipis bahan, spesimen lembaran logam yang tipis, dan lainnya. Agar
memudahkan penanganan, mounting spesimen pada media (media pemasangan).
13
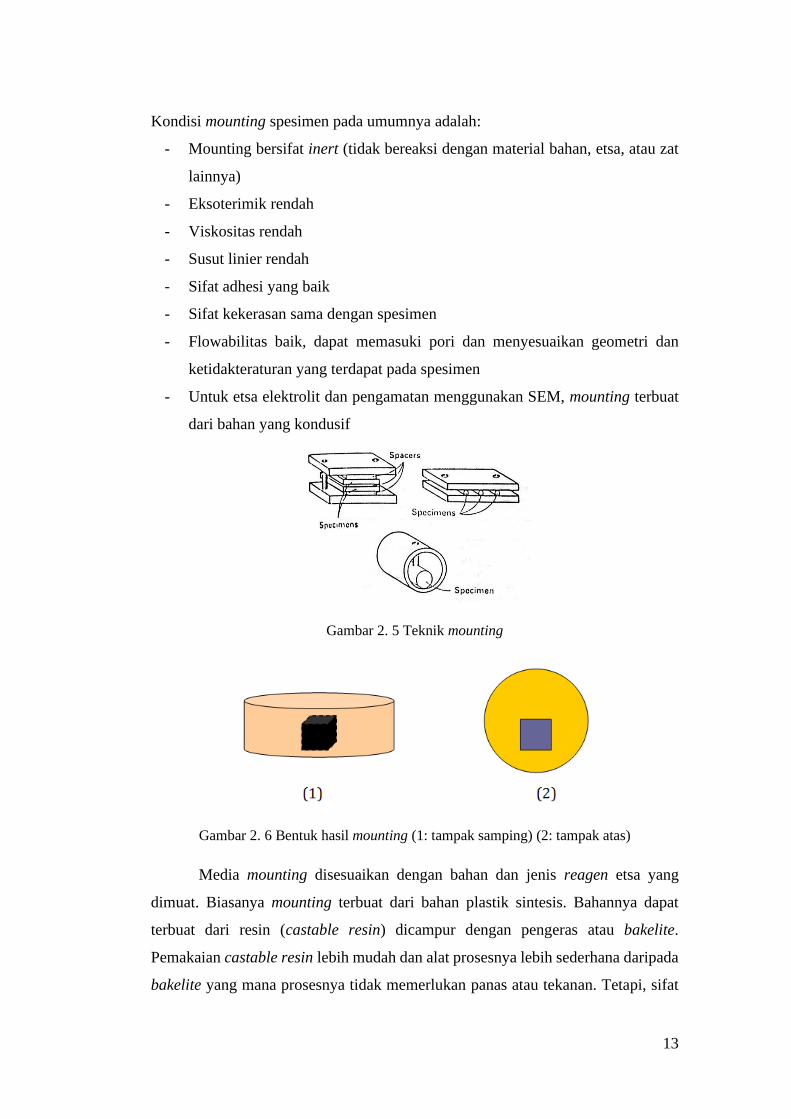
Kondisi mounting spesimen pada umumnya adalah:
- Mounting bersifat inert (tidak bereaksi dengan material bahan, etsa, atau zat
lainnya)
- Eksoterimik rendah
- Viskositas rendah
- Susut linier rendah
- Sifat adhesi yang baik
- Sifat kekerasan sama dengan spesimen
- Flowabilitas baik, dapat memasuki pori dan menyesuaikan geometri dan
ketidakteraturan yang terdapat pada spesimen
- Untuk etsa elektrolit dan pengamatan menggunakan SEM, mounting terbuat
dari bahan yang kondusif
Gambar 2. 5 Teknik mounting
Gambar 2. 6 Bentuk hasil mounting (1: tampak samping) (2: tampak atas)
Media mounting disesuaikan dengan bahan dan jenis reagen etsa yang
dimuat. Biasanya mounting terbuat dari bahan plastik sintesis. Bahannya dapat
terbuat dari resin (castable resin) dicampur dengan pengeras atau bakelite.
Pemakaian castable resin lebih mudah dan alat prosesnya lebih sederhana daripada
bakelite yang mana prosesnya tidak memerlukan panas atau tekanan. Tetapi, sifat
14
mekanis castable resin yang tidak lunak dan kurang cocok bahan yang keras.
Teknik mounting yang terbaik yaitu penggunaan resin thermosetting dengan
penggunaan bakelite. Bahan ini tersedia dalam bentuk bubuk dan berbagai warna.
Pemasangan resin thermosetting membutuhkan alat khusus dikarenakan penerapan
tekanan sebesar 4200 lb/in2 dan panas sebesar 149°C untuk proses pencetakan
mounting.
2.5.3 Pengamplasan/Grinding
Pengamplasan atau grinding adalah kegiatan meratakan dan menghaluskan
permukaan spesimen dengan cara menggosok kain abrasi pada spesimen. Spesimen
yang memerlukan pengamplasan adalah spesimen yang baru saja dipotong atau
permukaan spesimen yang kasar akibat korosi. Pengamplasan bertujuan untuk
membersihkan permukaan dan meratakan permukaan untuk pengamatan spesimen
yang lebih mudah dilakukan. Ukuran butir abrasif amplas disebut juga mash.
Ukuran butir abrasif amplas dimulai dari nomor mash yang rendah (hingga 150
mash) hingga nomor mash yang tinggi (180 hingga 600 mash). Ukuran grit pertama
bergantung pada kekerasan dan kedalaman yang disebabkan oleh pemotongan.
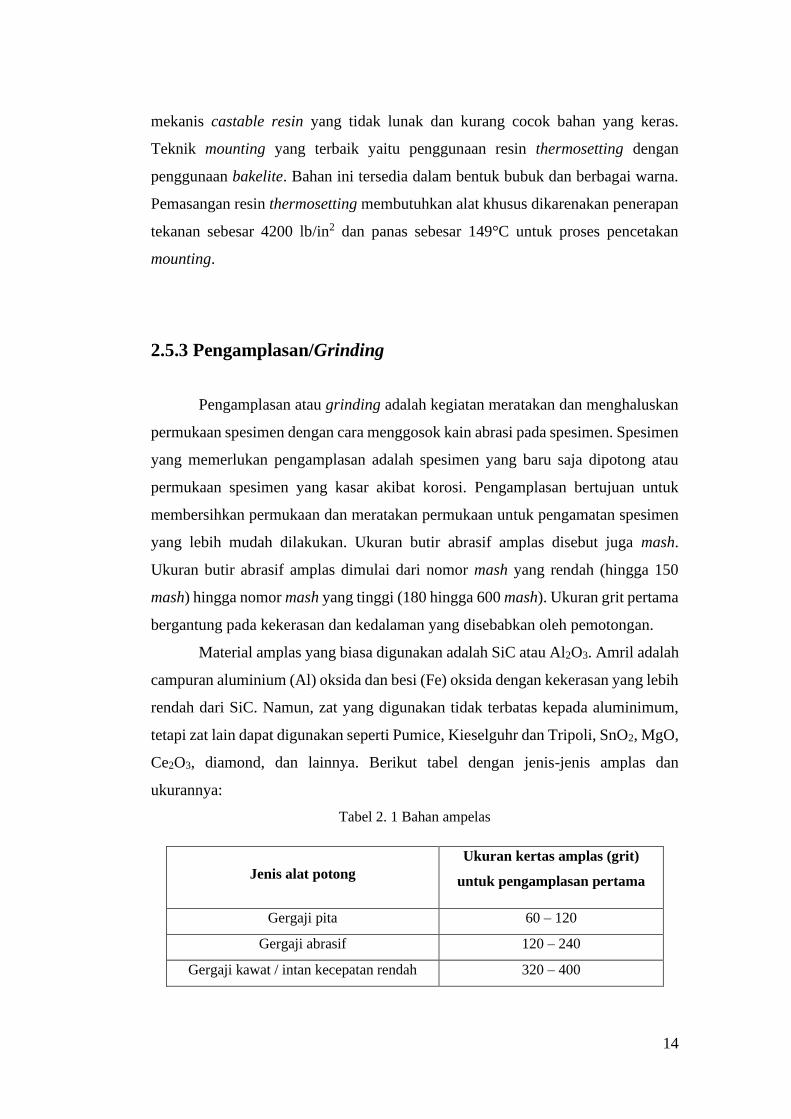
Material amplas yang biasa digunakan adalah SiC atau Al2O3. Amril adalah
campuran aluminium (Al) oksida dan besi (Fe) oksida dengan kekerasan yang lebih
rendah dari SiC. Namun, zat yang digunakan tidak terbatas kepada aluminimum,
tetapi zat lain dapat digunakan seperti Pumice, Kieselguhr dan Tripoli, SnO2, MgO,
Ce2O3, diamond, dan lainnya. Berikut tabel dengan jenis-jenis amplas dan
ukurannya:
Tabel 2. 1 Bahan ampelas
Jenis alat potong
Ukuran kertas amplas (grit)
untuk pengamplasan pertama
Gergaji pita 60 – 120
Gergaji abrasif 120 – 240
Gergaji kawat / intan kecepatan rendah 320 – 400

15
Penggunaan air dalam proses pengamplasan cukup praktikal dengan
manfaat pembersih geram dan mengurangi panas akibat gesekan amplas yang mana
panas tersebut dapat mengakibatkan kerusakan dan mengubah struktur mikro
spesimen. Salah satu hal yang penting dalam pengamplasan adalah perubahan arah
pengamplasan dilakukan dengan mengarahkan sudut arah amplas yang baru sebesar
45° atau 90° dari arah amplas yang sebelumnya.
2.5.4 Pemolesan/Polishing
Pemolesan adalah kegiatan dengan maksud mendapatkan permukaan
spesimen yang halus dan berkilau dan menghindari penyimpangan spesimen hingga
ukuran 0.01 μm. Setelah pengamplasan dilakukan hingga halus, sebelum
pengamatan mikroskop dilakukan, pemolesan spesimen harus dilakukan.
Permukaan spesimen untuk pengamatan mikroskop harus rata. Jika
permukaan spesimen tidak rata ataupun bergelombang, observasi mikroskopis
menjadi lebih sukar dikarenakan adanya pantulan cahaya dari mikroskop yang tidak
beraturan akibat permukaan tidak rata spesimen tersebut. Berikut gambar yang
menjelaskan pengaruh kerataan spesimen.
Gambar 2. 7 Permukaan halus [2]

16
Gambar 2. 8 Permukaan kasar [2]
Pemolesan dapat dilakukan secara bertahap yaitu pemolesan kasar
kemudian diikuti oleh tahap pemolesan halus. Berikut metode pemolesan antara
lain:
1. Pemolesan Elektrolit Kimia
Kerapatan arus dan tegangan berbeda-beda untuk tiap larutan elektrolit dan
material dimana untuk tegangan, apabila lapisan tipis pada permukaan dan
hampir tidak ada arus yang dapat lewat, proses etsa terjadi. Namun proses
pemolesan tegangan tinggi terjadi. Kelebihan menggunakan metode
pemolesan ini adalah permukaan yang halus tanpa goresan yang mana ini sulit
didapatkan menggunakan pemolesan secara mekanis, dan praktikal untuk
logam yang secara teknik sulit dipoles, hasil permukaan yang lembut, keras,
dan waktu pemolesan yang jauh lebih efisien dibandingkan dengan
pemolesan mekanis. Kekurangan pemolesan metode ini adalah larutan
elektrolit dapat bersifat korosif, mudah meledak, untuk logam dua fase
memiliki potensi tepi spesiemen diserang lebih cepat dibandingkan dengan
area tengah dan spesimen harus dilubangi untuk dapat mengalirkan arus
(menjadi konduktif).
Akan tetapi kelemahan dari pemolesan ini adalah larutan elektrolit bersifat
korosif, dan bersifat eksplosif, untuk logam dua fase, sulit karena ada dua
macam fase dengan potensial yang bagian pinggir sampel mounting lebih
cepat terserang daripada bagian tengah, dan sampel yang dimounting harus
dilubang agar konduktif.

17
2. Pemolesan Kimia Mekanis
Pemolesan kimia mekanik merupakan gabungan pemolesan mekanik dan etsa
kimia yang dilakukan secara bersamaan pada disk yang halus. Partikel
pemoles abrasif dicampurkan dengan larutan etsa. Faktor-faktor yang
diperhatikan dalam teknik pemolesan ini adalah pergerakan spesimen,
tekanan pemoles, dan proses mulai dari pencucian, pengeringan dan
penyimpanan.
3. Metode Reinacher (Electro Mechanical Polishing)
Pemolesan ini merupakan gabungan pemolesan mekanik dan elektrolit untuk
plat pemoles. Pemolesan metode Reinacher biasa digunakan pada pemolesan
logam mulia, perunggu, kuningan dan tembaga.
5.5.5 Etsa/Etching
Tujuan etsa adalah sebagai berikut:
1. Amati dan identifikasi detail struktur logam menggunakan mikroskop optik
sebelum mengetsa spesimen.
2. Ketahui perbedaan antara etsa elektro dan etsa kimia dan penerapannya
masing-masing.
3. Dapat melakukan persiapan sampel metalografi dengan benar.
Etching adalah proses pengikisan batas butir dengan kondisi yang sudah
ditentukan dan terkontrol dengan cara merendam spesimen ke dalam larutan etsa.
Etching dapat digunakan dengan menggunakan aliran listrik atau tanpa listrik ke
permukaan spesimen dan pengamatan detail struktural dapat dilihat lebih tajam dan
jelas. Pada beberapa bahan, mikro hanya muncul apabila zat etsa diberikan.
Pemilihan zat etsa harus berhati-hati dan tidak boleh dilakukan dengan
sembarangan.
Ada dua jenis etsa, yaitu etsa kimia dan etsa elekrolitik.
1. Etsa kimia
Etsa kimia adalah etsa yang menggunakan larutan kimia yang mana zat etsa
sendiri memiliki kharakteristik yang khusus dan pemilihannya menyesuaikan
18
spesimen yang diamati. Sebagai contoh:
a) Asam nitridat/natal: asam nitrat + alkohol 95% (khusus untuk baja
karbon) dengan tujuan memperoleh fase perlit dan ferit martensit.
b) Picral: asam pikrat + alcohol (khusus baja) untuk memperoleh fase
perlit dan ferit dari martensit.
c) Ferric chloride: ferric chloride + HCl + air untuk pengamatan struktur
SS, austenitic nikel dan kombinasi tembaga.
d) Hydrofluoric acid: HF + air untuk pengamatan struktur pada aluminium
dan kombinasinya.
Faktor-faktor yang diperhatikan dalam proses etsa kimia adalah:
a) Waktu proses singkat dan tidak lama umumnya dilakukan dari 4 sampai
30 detik.
b) Setelah proses etsa, spesimen segera dibilas menggunakan air mengalir
dan kemudian dicuci alkohol dan kemudian dikeringkan dengan
pengering.
2. Etsa Elektrolik
Etsa elektronik adalah proses etsa memakai reaksi etsa elektro.
Metode ini dilakukan dengan cara mengatur tegangan dan kekuatan arus
listrik dan waktu proses etsa. Prinsip dasar etsa elektrolit adalah:
a) Prinsip reaksi reduksi dan oksidasi. Reduksi di katoda dan oksidasi di
anoda. Mengingat tegangan dari luar, sampel sebagai anoda dan katoda
dari logam yang lebih lembam, seperti platinum atau logam lain yang
lebih elektronegatif daripada spesimen.
b) Potensi kimia yang lebih rendah diperlukan daripada pemolesan
elektrolitik
c) Kecenderungan tergantung pada afinitas deret volta dengan volta
hidrogen dianggap nol.
d) Prinsip korosi dengna setiap elemen struktur mikro dengan laju korosi
yang berbeda.
Etsa elektronik biasanya dilakukan pada stainless steel dikarenakan etsa
kimia sulit untuk memperoleh detail structural. Kuat antara arus dan tegangan

19
pada proses etsa diilustrasikan seperti gambar 2.9 berikut, dengan pembagian
fasa/daerah karakteristik dijelaskan sebagai berikut.
Gambar 2. 9 Grafik hubungan rapat arus dan tegangan [2]
• Wilayah A-B: fasa proses etsa, fasa saat ion logam dilarutkan dalam
larutan elektrolit sebagai anoda.
• Wilayah B-C: area yang tidak stabil, dikarenakan permukaan logam
merupakan kombinasi area pasif dan aktif akibat perbedaan energi bebas
antara butir dan batas butir.
• Wilayah C-D: daerah polesan, stabilitas aruts terjadi meski tegangan
ditambahkan. Ini diakibatkan dari stabilnya larutan. Pada wilayah ini,
logam teroksidasi, namun larutan elektrolit melarutkan logam kembali.
• Wilayah D-E: terjadinya evolusi oksigen pada anoda, dimana
gelembung gas melekap dan menetap pada permukaan anoda pada
waktu yang lama dan mengakibatkan pitting. Penambahan tegangan
mengakibatkan rapat arus melonjak tak terkendali.
2.6 Sifat Mekanis Material AISI 420
Stainless steel 420 ialah jenis material yang termasuk dalam kategori
Martensitik, dimana material ini memiliki karbon lebih ringgi dari baja stainlees
steel lainya antara 0.1% dan 1.2%, kromium 18% dan bahan tambah lainya seperti
nolek dan molybdenum. Material ini dapat diolah (distempered) agar menjadi lebih
kuat daripada baja stainlees Austenitik. Dan jenis baja ini umumnya digunakan

20
untuk pisau, blade, dan peralatan bedah. Adapun tabel merincikan sifat mekanis
AISI 420 sebagai berikut:
Tabel 2. 2 Sifat mekanis AISI 420 [6]
2.7 Sifat Mekanis Material SUS 316
Stainless steel 316 ialah jenis material yang termasuk dalam kategori
Austenitik, dimana material ini memiliki kandungan kromium 18% dan nikel 8%,
dan biasanya ditambahkan Mangan dan Nitrogen. Stainlees jenis ini sangat tahan
terhadap korosi, dan mudah dibentuk lembaran tipis. Austenitik sangat tahan
terhadap asam, dan mampu bertahan di temperature rendah dan tinggi. Dan material
ini, umumnya digunakan sebagai peralatan makanan, wastafle dapur, dan peralatan
kimia. Adapun tabel merincikan sifat mekanis SUS 316 sebagai berikut:
Tabel 2. 3 Sifat mekanis SUS 316 [13]
2.8 Stephan Machine TC 400
Stephan machine TC 400 ialah mesin pencacah rempah-rempah makanan,
umumnya digunakan dalam industri makanan(food). Mesin Stephan TC 400
memiliki fungsi yang multi function dimana mesin ini dapat memproses

21
penggabungan dalam satu mesin. Mulai dari pemotongan, percampuran,
pemanasan, pendinginan, deaerasi dan pengemulsi.
Mesin ini berbahan dasar stainless dengan keamanan yang baik sehingga
dapat digunakan untuk produk makanan. Mesin ini memiliki kapasitas 2500kg/jam
untuk mencacah rempah-rempah seperti bawang, tepung, dan rempah lainya.
Adapun gambar dari mesin Stephan TC 400 sebagai berikut:
Gambar 2. 10 Stephan machine TC 400
2.9 Mekanika Fraktur
Mekanika fraktur atau fracture mechanism (FM) adalah metode yang
dipakai untuk memperkirakan struktur yang mengalami keretakan. Mekanika
fraktur mengaplikasikan metode analitik pada benda padat untuk menghitung
kekuatan pendorong pada keretakan dan adalah percobaan mekanika benda padat
untuk menyelesaikan gaya balas dendam material yang akan pecah. Informasi
berikut dibutuhkan untuk memprediksi mekanika fraktur, antara lain:
1. Aplikasi pembebanan.
2. Tekanan residual nyata.
3. Geometri dan dimensi masing-masing part.
4. Spesifikasi keretakan, yaitu bentuk, area, ukuran dan orientasi.

22
Biasanya, informasi diatas tidak lengkap tersedia dan dianggap
kuno/konservatif untuk dibuat. Faktor intensitas tegangan pada mekanis fraktur
untuk menyatakan tegangan (intensitas tegangan) di ujung retak adalah beban kecil
atau tegangan sisa pada plat baja.
Gambar 2. 11 Keretakan pada pelat [7]
Di dalam mekanika fraktur terdapat tiga jenis pembebanan, antara lain [7]:
1. Jenis bukaan (opening mode I).
2. Jenis geser (shear mode II).
3. Jenis sobek (tearing mode III).
Pada ujung retak, faktor intensitas tegangan KI, KII, dan KIII pada tiap-tiap
jenis di atas dapat dikalkulasikan menggunakan peralihan ujung retak (Crack Tip
Displacement). Jika faktor intensitas tegangan melebihi nilai kritis yaitu: KIc, KIIc,
dan KIIIc, atau juga didefinisikan sebagai ketangguhan fraktur (fracture toughness),
keretakan pada produk menjalar dengan cepat.
Faktor intensitas ketegangan (SIF) dapat didefinisikan dengan persamaan:
K = 𝐶𝜎√𝜋𝑎
dimana Y merupakan suatu fungsi yang berhubungan dengan lebar dan panjangnya
retak suatu area. Y didapatkan dari:
𝐶 (𝑎
𝑊) = √sec(
𝜋𝑎
𝑊)
Dikarenakan lembar daerah tertentu yang terbatas, W memiliki keretakan
yang menembus ketebalan sebesar 2α, atau:
𝐶 (𝑎
𝑊) = 1.12 −
0,41
√𝜋(𝑎
𝑊) +
18.7
√𝜋(𝑎
𝑊)2

23
KIC biasa digunakan untuk menandai penambahan retak, hubungan yang
digunakan untuk mengurangi KIC yaitu:
KIc = √𝐵
2,5𝜎𝑦𝑠
Dimana: B = tebal plate ≥ 2,5 (𝐾𝐼𝑐
𝜎𝑦𝑠)2
𝜎𝑦𝑠 = tegangan luluh material
Retak pada material dalam kondisi pembebanan dapat terdiri atas beberapa
jenis atau disebut juga mix mode (gabungan). Umumnya keretakan disebabkan oleh
pembebanan jenis bukaan dan jenis geser dimana keretakan ini diakibatkan oleh
perbedaan arah pembebanan. Pada keretakan ini, didefinisikan sebagai berikut:
KI = 𝐶𝜎√𝜋𝑎𝑐𝑜𝑠2𝛽
KII = 𝐶𝜎√𝜋𝑎𝑐𝑜𝑠2𝛽𝑠𝑖𝑛𝛽

24
BAB III
METODOLOGI
3.1 Alur Penelitian
Berdasarkan sistematika penulisan, dalam bab ini penulis menjelaskan
tentang tahapan – tahapan dalam menganalisis knife blade. Adapun tahapannya
diilustrasikan melalui flow chart dibawah ini:
Gambar 3. 1 Alur penelitian

25
3.2 Proses Langkah Penelitian
Dari alur penelitian yang telah dipaparkan pada gambar 3.1, berikut
penjelasan rinci mengenai langkah yang dilakukan oleh penulis dalam penelitian.
1. Mulai.
Pada bagian ini penulis menyiapkan data – yang akan digunakan dalam
penelitian, seperti persiapan material dan data spesifikasinya, alat – alat
pendukung, dan tempat dilakukannya penelitian.
2. Studi literatur.
Pada bagian studi literatur, penulis mencari referensi yang memiliki korelasi
terhadap penelitian, terutama pada material yang akan diamati, hal ini
dilakukan untuk menunjang analisis serta hasil yang akan penulis peroleh
dalam penelitian ini, umumnya refensi yang penulis paparkan pada studi
literatur yaitu buku, jurnal, dan penulisan lainya, yang memiliki landasan
serta teori yang kebenaranya telah diuji.
3. Analisis.
Pada bagian ini, penulis melakukan pengamatan pada material. Pengamatan
dilakukan dengan tiga cara yaitu pengamatan makroskopik, pengamatan
mikroskopik dan analisis fraktur mekanik. Pengamatan makroskopik sebatas
melihat jenis patahan / kegagalan yang terjadi dengan mata telanjang, dan
pengamatan mikroskopik dilakukan dengan menggunakan mikroskop dengan
pembesaran 1000x, pengujian mikroskopik dilakukan dilaboratorium mineral
PT Sucofindo yang telah terakreditasi KAN, dan analisis fraktur digunakan
untuk menghitung penjalaran retak pada material. dalam pengamatan
mikroskopik, penulis juga akan menjabarkan tahapan-tahapan pengamatan
mikroskopiknya juga. Adapun penjababarannya sebagai berikut:
a. Pemotongan sample
Pemotongan dilakukan menggunakan cakram abrasif, adapun posisi
pemotongan pada sample sebagai berikut:

26
Gambar 3. 1 Blade
b. Proses mounting
Proses mounting dilakukan dengan menggunakan resin, mounting
bertujuan untuk mempermudah penanganan selama persiapan
metalografi, teknik mounting yang dilakuakan adalah dengan cara clamp
mounting. Adapun mesin mounting yang digunakan sebagai berikut:
Gambar 3. 2 Alat mounting
c. Pemolesan
Proses pemolesan adalah tahapan akhir dari proses perataan permukaan
sample, syarat permukaan pada pengamatan sample ialah bebas dari
goresan dan sample tampak seperti cermin, adapun tingkat grit pada
amplas yang digunakan sebagai berikut:
- 180 mikron
- 35 mikron

27
- 15 mikron
- 8 mikron
- 6 mikron
- 3 mikron
Cairan yang digunakan dalam proses pemolesan ialah sebagai berikut:
• Tahap 1: menggunakan air
• Tahap 2: menggunakan air
• Tahap 3: menggunakan air
• Tahap 4: menggunakan air
• Tahap 5: menggunakan diamond
• Tahap 6: menggunakan diamond
Gambar 3. 3 Cairan diamond
d. Pengetsaan
Pengetsaan dilakukan untuk menumbulkan penampakan khusus seperti
fasa, batas butir, dislokasi dan struktur mikro tertentu dibawah
mikroskop. Teknik pengetsaan yang dilakukan disini menggunakan
katodik, dimana sample diberikan tegangan 3 V selama 10 detik, dan
sample disini dibuat sebagai anoda, dengan komposisi cairan HNO3
sebanyak 60% dan air 40% dalam ukuran 100 mL.

28
e. Pengamatan Mikrostruktur
Pengamatan mikrostruktur menggunakan pembesaran 1000x, dan
pengamatan ini dilakukan di PT SUCOFINDO INDONESIA, adapun alat
yang digunakan pada pengamatan mikrostruktur sebagai berikut:
Gambar 3. 4 Mikroskop dan equipment support
4. Improvement
Dalam sub bab ini, penulis mengambil langkah dalam perbaikan pada mixer
blade, dimana langkah yang akan dilakukan adalah mengganti material yang
memiliki karakteristik lebih cocok pada proses pengerjaan/pengoperasian
mesin.
5. Kesimpulan.
Hasil analisis yang telah dilakukan, hasil tersebut berupa kesimpulan, dimana
kesimpulan itu dapat menjadi referensi untuk peneliti lain atau pengguna dari
material tersebut. Selain kesimpulan, penulis juga menambahkan usulan
untuk penyempurnaan tentang penelitian ini, adapun usulannya dapat dilihat
pada bab lima.
6. Selesai.
Dalam tahapan ini, penulis mendokumentasikan hasil yang telah penulis
peroleh, hasil ini yang penulis berikan kepada pihak universitas untuk diuji
dan dipergunakan sebagaimana mestinya, serta untuk mendapatkan gelar
sarjana penulis

29
BAB IV
HASIL DAN PEMBAHASAN
4.1 Struktur makro pada cutting tools
Berdasarkan landasan yang telah dipaparkan pada bab dua, terkait ciri - ciri
kegagalan yang terjadi, jenis kegagalan yang dialami disini seperti jenis kegagalan
fatik, dimana jenis patahan dapat dicirikan seperti terjadinya deformasi plastis skala
makro. Pada titik tersebut, patahan lelah atau disebut juga crack initiation dimulai
dan diikuti oleh perambatan retak atau crack propagation yang juga dampaknya
sesuai dengan fluktuasi beban. Dan alasan ini juga diperkuat dengan disesuaikan
kondisi operasinya, knife blade mixer berputar terus menerus, dan efek sentrifugal
itu memberikan beban fatik ditambah lagi dengan beban pada keju, adapun foto
pada kegagalan material ditunjukan pada gambar 4.1:
Gambar 4. 1 Kegagalan pada material
Dalam patahannya, terlihat keretakan yang terjadi pada material akibat
beban siklik, jenis ini terjadi ketika retak sudah tidak bisa lagi tertahan akibatnya

30
benda langsung patah begitu saja, oleh sebab itu permukaan rata, dan ini adalah ciri
- ciri dari patah getas, adapun seperti gambar berikut:
Gambar 4. 2 Rambatan kegagalan pada material
Pada gambar 4.2 menjelaskan tentang stuktur mikro yang terjadi akibat
patah getas, dimana strukturnya rata dan dan sedikit bergelombang/beachmark,
dimana ini adalah salah satu ciri patah getas, gambar ini menjelaskan tentang
visualisasi pada pengamatan makro.
4.2 Struktur Mikro Pada Cutting Tools
Dari hasil yang diperoleh pada pengamatan, didapati bentuk butiran
menjarum (acicular), dimana semakin kecil ukuran butiran, maka semakin keras,
dan bentuk ini lebih getas dibandingkan dengan bentuk lainya seperti rounded dan
equized. Adapun gambar dari pengamatan mikro dengan pembesaran 1000x terlihat
pada gambar di bawah:

31
Gambar 4. 3 Butiran pada material
4.3 Perhitungan Mekanika Fraktur/Patahan
Pertama-tama, batasan besarnya faktor intensitas tegangan dihitung. Hal
tersebut diperoleh dengan menghitung nilai KIc (Fracture Toughness) dengan
menggunakan rumus:
KIc = √𝐵
2,5𝜎𝑦𝑠 ………………………………………… (1)
KIc = √0.09
2,51235 = 6.66MPa√𝑚
Faktor intensitas tegangan pada fraktur mekanik dapat dihitung memakai
rumus sebagai berikut:
KI = 𝐶𝜎√𝜋𝑎𝑐𝑜𝑠2𝛽……………………………….…… (2)
Dimana:
C = (1 − (0.1ɳ2) + (0.96ɳ4))√1
cos(𝜋𝑎)………………………….. (3)
ɳ = 𝑎
𝑏

32
a = panjang retak
b = lebar penampang
= tegangan
β = sudut keretakan = 0
Sehingga:
ɳ = 𝑎
𝑏 =
0.12
0.09= 1.34
C = (1 − (0.1𝑥1.342) + (0.96𝑥1.344))√1
cos(𝜋𝑥0.09)= 3.915
Jadi,
KI = 𝐶𝜎√𝜋𝑎𝑐𝑜𝑠2𝛽
KI = 3.915𝑥1235√𝜋𝑥0.09𝑐𝑜𝑠20
KI = 2570 MPa√𝑚
Hasil yang telah penulis peroleh dalam perhitungan ini ialah, KI > Kic.
Dimana dengan landasan yang telah dipaparkan bahwa ketika itensitas tegangan KI
lebih besar dari batasnya Kic, maka keretakan akan menjalar secara cepat. Dan hak
ini membuktikan bahwa material pada AISI 420 memiliki kekuatan yang baik 1235
Mpa namun getas, sehingga jika terjadi keretakan, material tersebut mudah
menjalar.
4.4 Analisis Kegagalan Material
Pada umumnya, kegagalan material dapat terjadi oleh beberapa faktor yang
mempengaruhi, antara lain:
1. Kelebihan pembebanan berdasarkan ketahanan suatu material
2. Adanya konsentrasi tegangan yang tinggi
3. Adanya crack dan perambatan yang meluas dan patahnya material

33
4. Adanya kecacatan pada material
5. Ketidaksesuaian elasitisitas material terhadap beban sehingga material
patah
6. Adanya korosi pada material
Patah getas yang terjadi pada blade dikarenakan produk diberi pembebanan
secara kontinyu baik statis atau dinamis dimana beban tersebut melebihi ketahanan
produk yang mengakibatkan terjadinya retak/crack, keretakan yang terjadi berawal
dari ukuran yang kecil atau disebut juga initial crack dan kemudian mengalami
propaganda dan meluas atau disebut crack propagation.
Intergranular adalah proses korosi pada batas butir. Terjadinya korosi ini
selalu diikuti dengan adanya segregasi kimiawi atau presipitat fase tertentu di batas
butir. Presipitat ini menghasilkan zona yang resistansi korosinya menurun karena
kekosongan tersebut. Adanya proses korosi pada batas butir menyebabkan butiran
menjadi lemah, sehingga logam kehilangan kekuatan dan daktilitasnya. Contoh
yang paling sederhana adalah sensifitasi pada stainless steel. Dalam kejadian pada
penelitian ini, terjadinya intergranular akibat gaya sentrifugal pada blade yang
secara terus menerus dan ditambah lagi beban dari produk. Hal inilah yang
mendasari bahwa adanya intergranular korosi pada mixer blade ini
Gambar 4. 4 pengamatan keretakan intergranular (a)retakan secara umum (b)
retakan dalam pengamatan (c) lokasi pengamatan detail dalam jarak 2 mm
34
Pada gambar 4.6 (a) menunjukan posisi retakan dengan ukuran secara
umum. Gambar 4.6 (b) penunjukan posisi retakan dalam pengamatan 5 mm. Dan
pada Gambar 4.6 (c) lokasi detail dengan pengamatan 2 mm. dalam gambar ini
terlihat retakan dari permukaan luar.
Keretakan ini umumnya terjadi dari bagian luar dan menjalar kebagian
dalam permukaan, keretakan ini menjalar secara intergranular yang menyertai
percabangan retak. Khususnya pada celah utama yang melewati seluruh ketebalan.
4.5 Dampak Kegagalan Material
Kegagalan material yang dialami blade adalah patah getas. Patah getas
merupakan patah yang diawali crack pada material dan patah yang terjadi secara
tiba-tiba tanpa crack kasat mata yang didapatkan pada waktu yang lama. Sebagai
kelanjutan initial crack tersebut, blade ini kemudian mengalami kegagalan berupa
kepatahan yang tiba-tiba dan kecacatan yang mengakibatkan blade tidak dapat
digunakan pada saat itu juga.
Adapun beberapa dampak pada saat terjadi trouble dalam kasus ini adalah
timbulnya masalah produksi sebagai berikut:
1. Dampak dari kerusakan blade mengakibatkan penghentian mesin untuk
sementara (downtime) dan membutuhkan waktu selama kurang lebih 5 jam
untuk perbaikan dan sanitasi mesin atau 1% penyumbang downtime dalam
1 bulan
2. Material (produk) menjadi rusak atau reject sebanyak 1%. Berkurangnya
target produksi dikarenakan dampak dari perbaikan dan penggantian
sparepart kurang lebih 5%.
Adapun rangkuman data pergantian spare part dapat dilihat pada tabel berikut:

35
Tabel 4. 1 Data pergantian knife blade Stephan machine TC 400
Tanggal/Bulan/Tahun
Jumlah
penggantia
n
Running
hours mesin
Downtime
(Minute)
Produk
Riject
12 Juni 2016 1x 5720 300 250 kg
02 April 2017 1x 5720 420 500 kg
05 Maret 2018 1x 5720 330 250 kg
29 Februari 2019 1x 5720 510 400 kg
4.6 Improvement Material pada Mixer Blade
Sebagai penyelesaian masalah terhadap kegagalan material AISI 420 yang
digunakan pada mixer blade, Dalam pembahasan ini material AISI 420 equivalent
dengan Material AISI 440C dikarenakan masuk dalam kategori Stainlees steel
Martensitik. AISI 440C. Berikut adalah mechanical properties mekanis AISI 440C
equivalent dengan AISI 420 yang dituliskan dalam tabel 4.2.
Tabel 4. 2 Mechanical properties AISI 420 & AISI 440C
Mechanical Properties Annealed AISI 420 & AISI 440C
Properties
Value
AISI 420 AISI 440
Ultimate Tensile Strength 655 MPa 758 Mpa
Yield Strength 354 MPa 448 MPa
Hardness Max (Brinell) 241 269
Dari tabel mechanical properties diatas dapat membuktikan bahwa
material AISI 420 equivalent dengan AISI 440C, Pada material ini terdapat
kelemahan dalam aplikasi blade mixer dalam hal ini tingkat kegetasan material
yang cukup tinggi dan juga tingkat korosi yang lebih besar dibandingkan material
stainlees steel seri 300.
Berikut adalah tabel tingkat korosi (Corrosion Resistance) dari material
stainless seri 400 dan 300:

36
Gambar 4. 5 Grafik tingkat korosi material (Corrosion Resistance)
Berdasarkan gambar 4.2 yang telah dipaparkan, penulis mencoba merubah
parameter pada mixer blade yaitu dengan cara mengganti materialnya, material
yang ganti ialah dari seri 400 ke seri 300, dimana seri 300 memiliki corrosion
resistance lebih baik dibandingkan seri 400. Material seri 300 yang penulis gunakan
ialah SUS 316. Dalam gambar 4.5, grafik material 316 lebih unggul dari 420, hal
ini menunjukan bahwa penggunaan material SUS 316 dapat memnjadi solusi untuk
penelitian ini. Kelebihan lainya dari SUS 316 ialah, sangat umum digunakan pada
berbagai jenis kondisi pengaplikasian, seperti mild atmospheric and fresh water,
industrial and marine atmospheric, dan juga apabila material terkena zat kimia
seperti mild, oxidizing and reducing chemical, serta peralatan proses minuman,
peralatan kimia dan petrokemikal, heat exchangers, mur dan baut, pegas, implan
medikal, panel arsitektur dan lainnya. Berikut adalah perbedaan dan deskripsi lebih
rinci mengenai SUS 316.
Gambar 4. 6 Knife blade material AISI 420

37
Gambar 4. 7 Knife blade Material SUS 316
4.6.1 Sifat Mekanis dan Komposisi AISI 420 dan SUS 316
Berikut adalah sifat mekanis/mechanical properties AISI 420 pada suhu
ruangan yang dituliskan dalam tabel 4.2.
Tabel 4. 3 Mechanical properties AISI 420
Mechanical Properties Annealed AISI 420
Properties Value Unit
Ultimate Tensile Strength 655 MPa
Yield Strength 345 MPa
Hardness Max (Brinell) 241
Berikut adalah komposisi material AISI 420 yang dituliskan dalam tabel 4.4.
Tabel 4. 4 Komposisi material AISI 420
Material Element Composition
Element Element Percentage
C (Carbon) 0.30/0.40%
Mn (Manganese) 1.00%
P (Phosphorus) 0.040%
S (Sulfur) 0.030%

38
Si (Silicon) 1.00%
Cr (Chromium) 12.00/14.00%
Ni (Nickel) 0.50%
Mo (Molybdenum) 0.50%
Cu (Copper) 0.50%
Al (Aluminium) 0.15%
Sn (Tin) 0.05%
Other Balance
Berikut adalah sifat mekanis/mechanical properties SUS 316 pada
temperatur ruangan yang dituliskan dalam tabel 4.3.
Tabel 4. 5 Mechanical properties SUS 316
Mechanical Properties Annealed SS 316
Properties Value Unit
Ultimate Tensile Strength 579 MPa
Yield Strength 290 MPa
Hardness Max (Brinell) 95
Berikut adalah komposisi material SUS 316 yang dituliskan dalam tabel 4.5.
Tabel 4. 6 Komposisi material SUS 316
SS 316: Material Element Composition
Element Element Percentage
C (Carbon) 0.08%
Mn (Manganese) 2.00%
P (Phosphorus) 0.045%
S (Sulfur) 0.030%
Si (Silicon) 1.00%
Cr (Chromium) 16.00/18.00%
Ni (Nickel) 10.00/14.00%
Mo (Molybdenum) 2.00/3.00%

39
Cu (Copper) 0.75%
Other Balance
Pada aktualnya, sifat mekanis dan komposisi material disesuaikan dengan
spesifikasi dari pihak manufaktur. Material yang dibuat manufaktur biasanya
mengacu pada standar material yang berlaku dan memenuhi sifat mekanis pada
standar.
Pada tabel sifat material yang ditunjukkan di atas, kadar konten karbon,
krom, nikel dan molibdenum pada AISI 420 dan SUS 316 terlihat cukup
signifikan.Akan tetapi, kadar kromium pada SUS 316 lebih tinggi dibandingkan
AISI 420. Kadar kromium yang dimiliki SUS 316 membantu material menjadi lebih
tahan terhadap korosi dan oksidasi yang tinggi, meski menyebabkan kekuatan yang
lebih rendah dan apabila dibandingkan AISI 420.
SUS 316 memiliki kandungan nikel yang lebih tinggi dibandingkan AISI
420, dimana bila dipadukan dengan kromium dapat membantu material tahan karat
karena dapat mengurangi oksidasi. Kandungan molibdenum sebesar 2-3% pada
SUS 316 juga berkontribusi untuk ketahanan material terhadap korosi.
Secara garis besar, dari tabel sifat mekanis di atas, AISI 420 merupakan
material dengan nilai kekuatan dan kekerasan yang tinggi namun lebih getas.
Sehingga apabila terjadi keretakan, maka material akan patah dalam waktu yang
lebih singkat. Material SUS 316 memiliki nilai kekuatan dan kekerasan yang lebih
rendah dibandingkan dengan AISI 420, namun memiliki keuletan yang lebih tinggi
sebagai kontribusi kadar nikel dan krom yang lebih tinggi dan ketahanan korosi
yang lebih baik sebagai kontribusi kadar krom dan molibdenum yang lebih tinggi.
Pemilihan material alternatif sebagai solusi mixer blade yaitu SUS 316, dengan sifat
keuletan yang lebih tinggi tersebut, mencegah patah yang tiba-tiba dan dalam waktu
yang lebih singkat seperti pada material AISI 420 dan dapat lebih tahan lama
dengan tenggang waktu pergantian suku cadang mixer blade yang lebih lama.

40
4.6.2 Perbandingan nilai ketangguhan pada mixer blade
Pada subbab ini, berikut adalah perbandigan nilai toughness factor material
mixer blade AISI 420 dengan material pengganti alternatif SUS 316, dimana
dijelaskan KI adalah fracture Toughnees dan KIC adalah sifat asli dari material atau
planestrain fracture toughnees. Hubungan antara KI dan KIC sama dengan
hubungan antara stres ujung retak dan tegangan tarik, jika nilai KI melebihi nilai
KIC, akan terjadi unstabil fracture. Adapun hasil perbandingan Nilai KI dan KIC
ditunjukan pada tabel 4.7
Tabel 4. 7 Perbandingan analisis
Material σ (MPa) KI KIC
SUS 316 290 34.27 3.23
SUS 316 290 34.27 3.23
SUS 316 290 32.48 3.23
AISI 420 290 1624.6 6.66
AISI 420 290 3138.9 6.66
AISI 420 290 2968.6 6.66
Gambar 4. 8 Grafik perbandingan analisis
Dari hasil yang diperoleh, nilai KI lebih besar dari nilai KIC, sehingga dapat
dikatakan rambatan retak lebih cepat, namun kecepatan rambatan retak SUS 316
lebih kecil dibanding material AISI 420, hal ini terlihat pada tabel yang menunjukan

41
bahwa nilai KI material SUS 316 lebih kecil dibandingkan dengan nilai KI material
AISI 420. Dalam kasus ini, material SUS 316 digunakan dalam parameter yang
sama, yaitu digunakan sebagai knife blade mixer.

42
BAB V
KESIMPULAN
5.1 Kesimpulan
Berikut adalah kesimpulan dari keseleruhan hasil pengamatan yang telah
penulis lakukan pada mesin Stephan TC 400, antara lain:
1. Hasil pengamatan makro ditemukan terjadinya beachmark, ciri-ciri dari
patahan ini dapat dikategorikan kedalam patah fatik.
2. Hasil dari pengamatan mikro, didapati hasil dari butiran yang terjadi
berbentuk menjarum (acicular), dimana bentuk butiran seperti ini lebih
getas dibandingkan bentuk butiran lainya seperti rounded/equalized.
3. Faktor penyebab terjadinya patah pada blade adalah pembebanan blade
yang sudah tidak sesuai dengan ketahanan material seiring waktu
pemakaian yang menyebabkan kelelahan. Kelelahan ini akan menimbulkan
terjadinya keretakan atau initial crack yang kemudian mengalami
propaganda dan meluas dan selanjutnya blade patah secara tiba-tiba.
4. Akibat dari kegagalan material berdampak pada aspek produksi, dimana
terjadinya pemberhentian mesin sementara, yang akan memakai waktu
pemeliharaan sementara proses diberhentikan, dan pencemaran olahan keju
yang menjadikan olahan tidak lulus kualitas NG (No Good).
5. Sebagai pemecahan masalah mixer blade, dapat dilakukan penggantian
material penyusun blade yaitu menggunakan SUS 316 yang mana material
tersebut tahan korosi dan material yang sesuai bekerja pada kondisi proses
pangan (Food Manufacturing Process).

43
5.2 Saran
Berikut adalah saran yang penulis berikan dari penelitian ini antara lain:
1. Pengamatan akan lebih baik jika ditambahkan pengamatan menggunakan
SEM (Scanning Electron Microscopic) tepat dipermukaan terjadinya
patahan/kegagalan pada material, hal ini ditujukan untuk mendapatkan hasil
yang optimal.
2. Pengamatan pada SEM (Scanning Electron Microscopic) juga perlu
dilakukan segera ketika terjadi patahan, hal ini dilakukan agar material tidak
terpengaruh faktor lainya seperti faktor lingkungan dan lainnya.
3. Masa uji ini akan lebih optimal saat terjanyinya kegagalan pada blade,
benda segera diuji, atau minimal di insulasi agar tidak tercampur dengan
unsur lainya seperti udara bebas, karena hal tersebut mempengaruhi hasil
pengamatan.
4. Estimasi waktu dalam pengamatan ini akan lebih maksimal jika dilakukan
dengan 3 kali percobaan, dan setiap percobaan memiliki waktu berkisar tiga
atau 4 minggu

44
DAFTAR PUSTAKA
[1.] William D. Callister, Jr., David G. Rethwisch. 8th ed. “Materials science and
engineering”
[2.] Universitas Indonesia. Pengujian metalografi dan HST. “Laporan Praktikum”
[3.] DR.IR. I KT. Suarsana, MT. Analisa Perpatahan. Materi kuliah, Teknik Mesin,
Universitas Udayana. Denpasar, Bali.
[4.] Bayu Candraditya. Analisa kegagalan pada Material Mixing chamber Turbin
Pembangkit Listrik Tenaga Gas di PLN Muara Tawar, Skripsi, Departemen
metalurgi dan material, Depok, Jakarta.
[5.] Hessel Juliust, Chandra Winardhi, dan Fourier Dzar Eljabbar Latief. Analisis
Pengaruh Ukuran dan Model Butiran Terhadap Parameter Struktur Model Batuan
Berpori. Jurnal, Fakultas Matematika dan Ilmu Pengetahuan Alam, Institut
Teknologi Bandung, Bandung
[6.] Jiang Tao, Hongji Liu, Sun Junjie, Yingjun Wang. Artikel, Mehanical
Properties AISI 420.
[7.] Ahmad Fauzan Zakki, Kiryanto. Analisa Perhitungan Faktor Intensitas
Tegangan (SIF) dengan Variasi Panjang Retak pada Pelat Geladak Kapal “MT.
KLAWONG” Menggunakan Metode Elemen Hingga (FEM). Jurnal, Program
Studi Teknik Perkapalan, Fakultas Teknik, Universitas Diponegoro.
[8.] C.H. Wang. Introduction to Fracture Mechanics. Buku. Australia
[9.] Husaini, Nurdin Ali, dan Agustian Bakhtiar. Analisa Permukaan Patah Pegas
Ulir Suspensi Depan Mobil Sedan. Jurnal, Program Studi Teknik Mesin, Fak.
Teknik-Universitas Syiah Kuala
[10.] Rangga Agung, Material Engineering, Artikel, Program Studi Teknik Industri,
Universitas Sultan Ageng Tirtayasa.
[11] Atlas special metal, Artikel, Mecanical properties (tempering Aisi 420)

45
[12] Lydia Anggraini, Hardenability of ASSAB 760 Steel during Tempering for
Punch Holder Applications, Journal. President University, Bekasi, Indonesia.





























