Embed Size (px)
Citation preview

Analys av förvridning vid hålning av rör
Analysis of metal torsion in rotary piercing
CHRISTER MALMESJÖ
EXAMENSARBETE Bearbetningsteknik 2005 Nr: E 3301 MT
EXAMENSARBETE, D-nivå Bearbetningsteknik
Program Reg nr Omfattning Materialteknik, 180 p E 3301 MT 20 p
Namn Datum Christer Malmesjö 2005-11-23
Handledare Examinator Mohammed Tahir, Hamzah Ssemakula Lars-Erik Lindgren Företag Kontaktperson vid företaget OVAKO, Hofors Nicklas Gustavsson Titel Analys av förvridning vid hålning av rör Nyckelord Varmvalsning, rörvalsning, sömlösa rör, hålning, förvridning
Sammanfattning Hålningsprocessen är det inledande bearbetningssteget vid varmvalsning av sömlösa rör. Det är en tvärvalsningsprocess i vilken ett cylindriskt ämne valsas mellan två dubbelkoniska val-sar över en plugg. Valsarna är snedställda med en viss matningsvinkel, vilken ger upphov till en axiell drivkraft genom verket. Hela denna process är roterande. Detta i kombination med bl.a. de koniska valsarna leder till en förvridning av röret, dvs. en tänkt rak linje på det ingå-ende ämnet övergår till en spiral efter genomförd valsning. Med föreliggande uppgift är målet att studera förvridningen genom teoretisk och experimen-tell analys. Syftet med detta är dels att få fördjupad kunskap inom området och dels att ut-veckla en modell för prediktering av förvridningen. Det experimentella arbetet är utfört på ett stål av typ Ovako 280 (SS2142). Denna mjuka stål-sort valdes i syfte att undvika värmebehandling innan provberedning. För att visualisera för-vridningen frästes ett rakt spår längs det ingående ämnet och hål borrades mot symmetrilinjen. De praktiska undersökningarna utfördes direkt i den löpande produktionen. Genomförda beräkningar uppvisar en längsgående förvridningsvinkel som stämmer väl över-ens med uppmätt värde. Detta är dock under antagandet att den tangentiella hastighetskoeffi-cienten varierar linjärt utmed deformationszonen. För en mer utvecklad modell krävs en nog-grannare analys av kontakten mellan vals/ämne eller en grundligt genomförd uppmätning av ämnets vinkelhastighet.

DEGREE PROJECT Metals working Engineering
Programme Reg number Extent MATERIALS ENGINEERING E 3301 MT 30 ECTS
Name of student Year-Month-Day Christer Malmesjö 2005-11-23
Supervisors Examiner Mohammed Tahir, Hamzah Ssemakula
Lars-Erik Lindgren
Company Supervisor at the Company OVAKO, Hofors Nicklas Gustavsson
Title Analysis of metal torsion in rotary piercing Keywords Hot rolling, tube rolling, seamless tube, rotary piercing, torsion
Summary Rotary piercing is the first forming operation in the process of making seamless tubes. The process is rotating and that, in combination with the settings of the mill, leads to metal torsion in the tube. The goal with this project is to analyse the torsion, both theoretical and experimental. The purpose is to get a deeper knowledge of this area and to develop a model that can predict the torsion. The experimental work was performed on steel type Ovako 280 (SS2142). This steel type was chosen to avoid the heat treatment process before billet preparation. In order to make the tor-sion outside the hollow tube visible, a straight line was milled along the billet. For separate settings of the piercing mill the torsion was determined through practical experiments. The model shows an angle that corresponds well to the measured angle. This is however un-der the assumption that the skid varies linearly along the deformation zone. To make a more developed model, the conditions between the roll and the material needs further analysis.

Förord Detta examensarbete är utfört på Ovako (Hofors) under sommaren/hösten 2005 och ingår som ett delmoment i Högskolan Dalarnas civilingenjörsutbildning inom material/bearbetningstek-nik. Utbildningen har getts i samarbete med KTH. Jag vill rikta ett stort tack till inblandade operatörer i RV6 (Ovako), Nicklas Gustavsson (Handledare, Ovako), Ingvar "Hinken" Lindén (Ovako), Mattias Karlsson (Ovako), Kenneth Svanström (Ovako), tekn. dr. Mohammed Tahir (Handledare, HDa), tekn. dr. Hamzah Sse-makula (Handledare, HDa), samt professor Lars-Erik Lindgren (Examinator, HDa) för syn-punkter och hjälp under arbetets gång. Jag vill även rikta ett stort tack till Rolf "Särna" Persson för att jag har fått utnyttja halva hans kontor under denna tid. Dessutom vill jag tacka för hans trevliga sällskap. "HEJA LEKSAND"

Nomenklatur A - tvärsnittsarea [mm2] K - kontaktlängd (deformationszon) [mm] L - ämneslängd [mm] R - valsradie [mm] f - yttre förvridning i tvärsnittet [mm] g - väggtjocklek [mm] r - ämnesradie [mm] rp - pluggradie [mm] t - tid i "steady state" [s] va - axiell ämneshastighetskomponent [mm/s] vt - tangentiell ämneshastighetskomponent [mm/s] vss - axiell medelhastighet på ämnet i "steady state" β - matningsvinkel [rad] ξ - ovaliseringskoefficient λ - förlängningsfaktor
aη - axiell hastighetskoefficient
tη - tangentiell hastighetskoefficient
θ - förvridningsvinkel i tvärsnittet [rad] vω - vinkelhastighet vals [rad/s]
rω - vinkelhastighet ämne [rad/s]
pω - vinkelhastighet plugg [rad/s] ψ - längsgående förvridningsvinkel [rad]

Innehållsförteckning 1 Introduktion...................................................................................................................... 1 2 Hålning .............................................................................................................................. 2 3 Teoretisk analys................................................................................................................ 3
3.1 Förvridningsvinkel ..................................................................................................... 4 4 Ämnesberedning............................................................................................................... 5 5 Kalibrering........................................................................................................................ 6
5.1 Experimentella resultat............................................................................................... 6 5.1.1 Prov 1 (117*14).................................................................................................. 6 5.1.2 Prov 2, Prov 3 (122*12) ..................................................................................... 7
6 Slutsatser ........................................................................................................................... 8 7 Förslag till fortsatt arbete................................................................................................ 9 8 Referenser ....................................................................................................................... 10 9 Appendix ......................................................................................................................... 11
9.1 Geometriska grundekvationer .................................................................................. 11 9.1.1 Effektiv valsradie ............................................................................................. 14 9.1.2 Approximativ neutralpunkt .............................................................................. 15
9.2 Förvridningsekvationer ............................................................................................ 15 9.3 Diagram.................................................................................................................... 17

1
1 Introduktion Oy Ovako Ab är en ledande europeisk producent av högkvalitativa stålprodukter. Bolaget bil-dades genom en sammanslagning av Ovako Steel AB, Imatra Steel Oy Ab, Fundia Wire Oy Ab, Fundia Special Bar AB och Fundia Bar & Wire Processing AB [1]. Huvudägare i bolaget är Rautaruukki Abp, med en andel av 47 %. Resterande delar ägs av AB SKF och Wärtsilä Oyj Abp [2]. Med 5200 anställda och en omsättning på 1284 MEUR uppgick produktionen år 2004 till ca 1700 kton. Produktionen är uppdelad på stång, valstråd och vidareförädling. Spännlinor, smi-desdetaljer, kallbearbetade stänger, ringar och rör ingår som produkter i sektionen vidareför-ädling [3]. Rörtillverkningen i Hofors har en årlig kapacitet på 130 kton och sker i tre produktionslinjer. Dimensionerna för ytterdiameter och väggtjocklek varierar i angiven ordning mellan 30-205 mm och 3-40 mm [4]. Hålningsprocessen är det inledande bearbetningssteget vid rörvalsning. Det ingående ämnet är en solid, cylindrisk stång som i hålverket valsas till ett rör. Hela denna process är roterande. Detta i kombination med valsarnas konicitet leder till att det uppstår en förvridning av röret, dvs. ett tänkt rakt streck längs utsidan av ingångsämnet övergår till att bli en spiral efter vals-ning. Graden av förvridning beror på inställningarna i verket. I efterföljande process, assel-valsningen, ges röret en ytterligare förvridning, vilken inte tas upp i denna rapport. Målet är att, genom teoretisk och experimentell analys, utveckla en modell som för givna in-ställningar i hålverket kan prediktera förvridningen. Avgränsningar har gjorts genom att betrakta valsning i "steady state", dvs. valsning med kon-stant deformationszon. Beräkningarna är baserade på geometriska överväganden och tar där-för inte direkt hänsyn till materialegenskaper eller temperatur. I stället tas en indirekt hänsyn till dessa parametrar genom den axiella medelhastigheten på ämnet. Vidare försummas tjock-leksvariationen i rörväggens tvärsnitt. I beräkningarna antas även att ämnet har formen av en ellips längs hela kontaktlängden. För enstaka inställningar av hålverket i RV6 bestäms förvridningen genom praktiska försök direkt i den löpande produktionen.

2
2 Hålning Hålning enligt Mannesmann är en tvärvalsningsprocess i vilken ett cylindriskt ämne valsas mellan två dubbelkoniska valsar över en plugg. Valsarna är snedställda med en viss mat-ningsvinkel, β, vilken ger upphov till en axiell drivkraft igenom verket, Figur 1 [5]. Eftersom det ingående ämnet har en större dimension än avståndet mellan valsarna sker en ovalisering av ämnet i deformationszonen. På grund av denna ovalisering uppkommer ett drag- och tryckspänningstillstånd framför pluggspetsen. Detta spänningstillstånd kan ge upp-hov till ogynnsam sprickbildning, men underlättar framförallt den fortsatta bearbetningspro-cessen. [6]
Valsarna i samverkan med plugg och ledare, ger rätt dimensioner för kommande processer. Väggtjockleken som fås från hålverket bestäms av pluggens storlek, pluggens läge, valsarnas press och valsvinkel. Genom att ändra pluggens läge kan storleksvariationer fås på utgående rörvägg. Även en ändring av matningsvinkeln har inverkan på väggtjockleken. En lägre mat-ningsvinkel ger en tunnare vägg. Däremot används inte matningsvinkeln i syfte att ändra väggtjockleken vid omställ. [7]
Figur 1. Valsarrangemang enligt Mannesmann. [8]
Pluggen är en koniskt formad spets bestående av ett antal legeringsmetaller. Dessa legerings-metaller gör pluggen mer värme- och nötningsbeständig. Byte av plugg sker endast vid för-slitning eller vid dimensionsomställ. På grund av den höga temperaturen vid varmvalsning, vattenkyls pluggen varje gång den återgår till ursprungsläget. En utsliten plugg innebär för-sämrade innerytor hos röret med stor risk för innersprickor, vågighet och ojämnheter som följd. [7] Ledarnas uppgift är att styra ingångsämnet och hindra förskjutningar. Detta för att valsningen ska bli så stabil och vibrationsfri som möjligt. Ledarna motverkar även ovaliseringen. [7]

3
3 Teoretisk analys Deformationstillståndet under valsningsprocessen varierar utmed hela deformationszonen. Tvärsnittet hos en solid stång reduceras i regionen mellan ingång i valsarna och pluggspetsen, region 1 ( [ ]wlx in ;∈ ). Reducering av väggtjockleken sker i region 2 ( [ ]qwx ;∈ ). I region 3 ( [ ]utlqx ;∈ ) fås, för hålverket, slutlig väggdimension och slutlig diameter, Figur 2.
Figur 2. Deformationszon (region 1, region 2, region 3).
Deformationsförloppet sker i tre steg enligt följande:
• Icke "steady state", variabel deformationszon (startskede av valsning) • "Steady state", konstant deformationszon (huvuddel av valsning) • Icke "steady state", variabel deformationszon (slutskede av valsning)
Förvridningen i rörväggen är en effekt av den plastiska deformationen i region 1, region 2 och region 3. Detta beror bland annat på en konstant tangentiell hastighetsskillnad utmed de ko-niska valsarna. Nedanstående avsnitt behandlar valsning i "steady state", dvs. valsning med konstant defor-mationszon. Beräkningarna är helt matematiska och har sin grund i geometrin. I dessa beräk-ningar ingår inte parametrar för exempelvis materialegenskaper eller temperatur. Ingen hänsyn tas till rörväggens tjockleksvariation i tvärsnittet. Förändringarna av ämnesra-dien i tvärsnittet tas däremot hänsyn till i form av ovaliseringskoefficienter. För symbolförklaringar, se Nomenklatur.

4
3.1 Förvridningsvinkel Förvridningen, beskriven av en längsgående vinkel (Figur 1), är integralen av förhållandet mellan den tangentiella hastighetsförändringen och den axiella hastigheten på ämnet.
Figur 3. Illustration av förvridningsvinkeln ( ).
Total förvridningsvinkel:
∫′
=K a
t dxxvxv
)()(
tanψ (1)
där vt är tangentiell ämneshastighetskomponent, va är axiell ämneshastighetskomponent och K är kontaktlängd. För utförligare beräkningar, se Appendix.

5
4 Ämnesberedning För att visualisera förvridningen i det yttre lagret på röret fräses ett rakt spår längs det ingå-ende ämnet. I detta spår borras radiella hål in mot symmetrilinjen, Figur 4. Detta görs för att ge en bild av förvridningen i väggen på hålat ämne. Borrhålen och det frästa spåret kan ses som sprickor i ämnet efter genomförd valsning. Det experimentella arbetet är utfört på ett stål av typ Ovako 280 (SS2142). Denna mjuka stål-sort har valts för att undvika värmebehandling innan provberedning. De ingående dimensio-nerna är 2500/110 mm (längd/diameter).
Figur 4. Provämnesberedning.
De preparerade provämnena värms och valsas i RV6, delvis som valsning genom hela hålver-ket och delvis som stickers. Med stickers menas att verket slås av innan valsningen är slut-förd. Detta visualiserar effekten av den plastiska deformationen längs kontaktlängden. För in-ställningar i verket, se Tabell 1.
Tabell 1. Verksinställningar.
Vals- diameter
[mm]
Matnings- vinkel
[grader]
Press [mm]
Plugg- läge [mm]
Ämnes- hastighet
[m/s]
Varvtal (vals)
[varv/s]
Varvtal (plugg) [varv/s]
Vals- vinkel
[grader]
Infalls- vinkel
[grader]
Släpp- vinkel
[grader] Prov
1 715 10 99 49
15,0 2,0 2,8
Prov 2 685 10 99 50
0,645
1,86
12,33 15,0 2,0 2,8
Prov 3 685 10 99 50
0,645
1,86
12,33 15,0 2,0 2,8
Förvridningsvinkeln och den totala förlängningen mäts på de provämnen som valsats genom hela hålverket. På prov 3 (stickers) granskas även deformationszonen i syfte att mäta ovalise-ringen. Deformationszonen skivas upp med hjälp av en fast ämnessåg. Detta görs för att anpassa äm-net efter mätutrustningens begränsningar. Skivorna analyseras i en koordinatmätare av typ MXF 203. Värdena från de mätta skivorna används för att beräkna bland annat ovaliserings-koefficienterna.

6
5 Kalibrering På grund av slirförhållandet mellan vals/ämne antas den tangentiella hastighetskoefficienten variera linjärt i deformationszonen. Med anledning av begränsningarna i befintlig mätutrust-ning provas denna faktor fram enligt den visuella förvridningen och ger en bild av hastighets-variationen längs kontaktlängden. Utseendet på förvridningsvinkeln beror till stor del på detta förhållande. Modellen är känslig för ändringar av hastighetskoefficienten och det bör, för en mer korrekt modell, göras en noggrann uppmätning av vinkelhastigheten för ämnet. För att kalibrera modellen sker beräkningar på uppmätta värden från prov 3 i Microsoft Excel. Kalibreringen ger samma uppmätta och beräknade förvridningsvinkel, dvs. -2.1 grader. För diagram, se Appendix.
5.1 Experimentella resultat Till följd av tidsbrist har ovaliseringsmätningar endast gjort på prov 3, . På prov 2 och prov 3 mäts endast förvridningsvinkel och total förlängning.
0,95
1,00
1,05
1,10
1,15
1,20
1,25
-132 -82 -32 18 68 118 168
x [mm]
Ova
liser
ings
koef
ficie
nt, ξ
Figur 5. Uppmätt ovaliseringskoefficient.
5.1.1 Prov 1 (117*14) Provämne 1 valsas genom hela hålverket och ger en oväntad förvridning mot rotationsrikt-ningen. Till följd av en ökande tangentiell valshastighet längs hela deformationszonen borde de koniska valsarna ge en förvridning med rotationsriktningen. En trolig förklaring till detta fenomen kan vara att radien på ämnet växer procentuellt fortare än radien på valsen från skuldran och framåt. Om man antar att kontakten mellan vals/ämne är god leder detta till att vinkelhastigheten på ämnet minskar utmed denna längd och ämnet vrids

7
mot rotationsriktningen. Även en minskande ovalisering kan enligt modellen ge en förvrid-ning mot rotationsriktningen. På grund av att derivatan till den tangentiella hastighetskompo-nenten då blir negativ fås en vinkelförskjutning åt motsatt håll. Förvridningsvinkel: -5,1 grader Total förlängningsfaktor: 2,1
5.1.2 Prov 2, Prov 3 (122*12) Prov 2 och 3 visar upp ett liknande beteende som prov 1 med förvridning mot rotationsrikt-ningen. I dessa fall är förvridningen däremot avsevärt mindre. En anledning kan vara den an-norlunda pluggeometrin, där pluggen har en betydligt flackare utformning. Detta ger ett annorlunda kontaktförhållande mellan vals/ämne och därmed en annorlunda hastighetskoefficient. Även ytterdiametern på det hålade ämnet är större och ger en längre kontaktlängd med valsen, vilket möjligen kan vara av betydelse. Förvridningsvinkel: -2,1 grader Total förlängningsfaktor: 2,2

8
6 Slutsatser
• Utseendet på förvridningen beror på flera faktorer som pluggläge, pluggdiameter, valsdiameter och matningsvinkel. Det är dock förhållandet mellan vals och ämne som i högsta grad är avgörande, dvs. hur den tangentiella hastighetskoefficienten varierar utmed deformationszonen.
• Modellen är känslig för ändringar på tiotusendelar i k-värdet på hastighetskoefficien-
ten och är därmed i detta utförande ej pålitlig.
• För en mer stabil och korrekt modell krävs en noggrann uppmätning av vinkelhastig-hetsvariationen längs ämnet. Detta ger direkta värden på den nu antagna hastighetsko-efficienten (Ekvation 6).
• Modellen är generell, vilket innebär att den gäller för samtliga tvåvalsars hålverk med
tunnformiga eller koniska valsar. En nackdel är dock att den kräver indata i form av uppmätta ovaliseringskoefficienter.

9
7 Förslag till fortsatt arbete
• Uppmätning eller modellering av den tangentiella ämneshastighetsvariationen längs deformationszonen.
• Uppmätning eller modellering av ovaliseringen för samtliga dimensioner i verket.

10
8 Referenser [1] Branschnytt, Maskinkontakt, No. 7 (2005)
[2] Rautaruukki corporation´s pro forma information on Ovako arrangement, Kauppalehti Online (2005)
[3] Ovako, Intern företagspresentation
[4] Ovako, Välkommen till Ovako Steel i Hofors och Hällefors, Tidskrift
[5] Hayashi C, Yamakawa T, Influences of feed and cross angle in rotary forging effects and redundant shear deformations in rotary piercing process, ISIJ Int., Vol. 37 (1997), No. 2
[6] Erman E, The influence of the processing parameters on the performance of the two roll piercing operation, Journal of mechanical working technology (1977)
[7] Ovako, Hålverk Rörverk 4-5, Internt dokument
[8] Ovako, Hålverk Asselverk, Intern presentation
[9] Kajtoch J, Kazanecki J, Urbanski S, Experimental verification of the analytical model of metal torsion parameters in a rotary piercing mill, Metallurgy and Foundry Engineering (Poland), Vol. 21 (1995), No. 2
[10] Sundström B, Handbok och formelsamling i hållfasthetslära, KTH (1999)
[11] Jagaeus Bengt, Valsning av väggtjocklekar mellan 7-8 mm i rörverk 6, CNC-Lego Sand-viken (2004)

11
9 Appendix
9.1 Geometriska grundekvationer Med tanke på matningsvinkeln i verket beräknas valshastighetskomponenterna enligt nedan. Axiell valshastighetskomponent:
βω sin)()(, vvalsa xRxv = (2) Tvärgående valshastighetskomponent:
βω cos)()(, vvalst xRxv = (3) där R är valsradie, ωv är vinkelhastighet för vals och β är matningsvinkel. Axiell hastighetskoefficient [9]:
βωλλ
ηsin)(
)2)(()(
txRKLx
xvtot
röra
−= (4)
där λ är förlängningsfaktor i deformationszonen, totλ är total förlängningsfaktor, t är tid för valsning i "steady state", Lrör är längd på hålat ämne och K är kontaktlängd i deformationszon. Tangentiell hastighetskoefficient [9]:
βωωρ
ηcos)(
)()()()(v
rt xR
xxxrx = (5)
där ρ är ovaliseringskoefficient 2, r är ämnesradie och ωr är vinkelhastighet för ämne. För att analysera förvridningen krävs hastighetsvariationen utmed ämnet. Nedan skrivs vals-hastigheten om till ämneshastighet med hjälp av föregående hastighetskoefficienter. Axiell ämneshastighetskomponent uttryckt i valshastighet:
)()()( , xvxxv valsaaa η= (6) där aη är axiell hastighetskoefficient enligt ekvation 5. Tangentiell ämneshastighetskomponent uttryckt i valshastighet:
)()()( , xvxxv valsttt η= (7) där tη är tangentiell hastighetskoefficient enligt ekvation 6.
12
Neutralpunkten infaller då 1=η , dvs. då hastigheten på valsen är lika med hastigheten på äm-net. Axiell ämneshastighetskomponent:
sstot
rör
tota vx
tKLxxv
λλ
λλ )()2()()( =
−= (8)
där vss är axiell medelhastighet för valsning i "steady state" och Lrör är längd på hålat ämne. Tangentiell ämneshastighetskomponent:
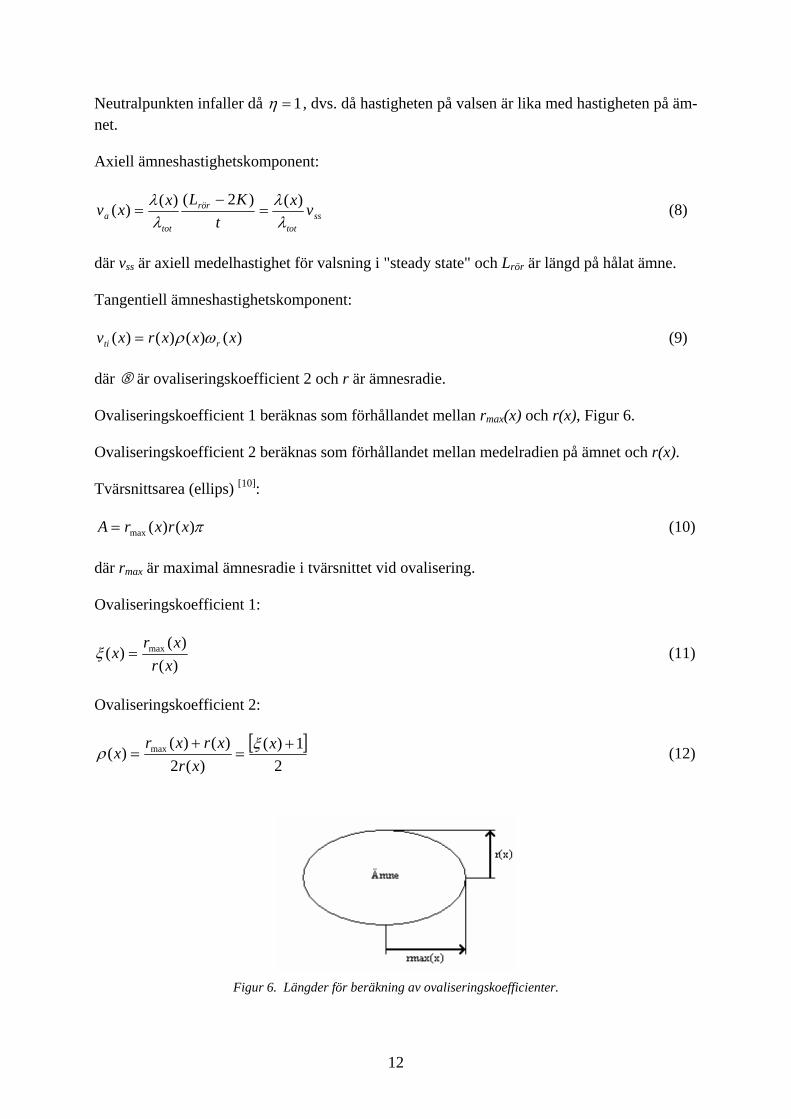
)()()()( xxxrxv rti ωρ= (9) där 8 är ovaliseringskoefficient 2 och r är ämnesradie. Ovaliseringskoefficient 1 beräknas som förhållandet mellan rmax(x) och r(x), Figur 6. Ovaliseringskoefficient 2 beräknas som förhållandet mellan medelradien på ämnet och r(x). Tvärsnittsarea (ellips) [10]:
π)()(max xrxrA = (10) där rmax är maximal ämnesradie i tvärsnittet vid ovalisering. Ovaliseringskoefficient 1:
)()(
)( max
xrxr
x =ξ (11)
Ovaliseringskoefficient 2:
[ ]2
1)()(2
)()()( max +
=+
=x
xrxrxr
x ξρ (12)
Figur 6. Längder för beräkning av ovaliseringskoefficienter.

13
Tvärsnittsarea (region 1):
πξ )()(21 xxrA = (13)
Väggtjockleken, g, beräknas som skillnaden mellan ämnesradie/pluggradie och antas vara konstant runt tvärsnittet.
)()()( xrxrxg p−= (14) där rp är pluggradie. För att beräkna tvärsnittsarean på hålat ämne i region 2 och region 3 subtraheras den area som hålet utgör från den totala tvärsnittsarean. Tvärsnittsarea (region 2, region 3):
[ ] πξπ )()(1)()( 2 xgxxrxgAi −+= (15) Ekvation 15 och ekvation 16 ger: Tvärsnittsarea (region 2):
[ ][ ]πξ )()()()()(2 xrxxrxrxrA pp +−= (16) Tvärsnittsarea (region 3):
[ ] πξπ )()(1)()( 23 utut lgxxrlgA −+= (17)
där g är väggtjocklek. Förlängningsfaktorerna beräknas med hjälp av volymkonstans. Förlängningsfaktor (region 1, region 2):
[ ][ ])()()()()()(
)()(
)()()(
2
xrxxrxrxrlr
xAlA
lLxLx
pp
inin
in +−===
ξλ (18)
där L är ämneslängd. Förlängningsfaktor (region 3):
[ ] )()(1)()()(
)()(
)()(
)( 2
2
3
33
utut
inin
in lgxxrlglr
xAlA
lLxL
x−+
===ξ
λ (19)

14
Total förlängningsfaktor:
)()()(2)(
)()(
)()(
2
2
ututut
in
ut
in
in
uttot lglrlg
lrlAlA
lLlL
−===λ (20)
9.1.1 Effektiv valsradie På grund av valsarnas snedställning fås en ny "effektiv" valsradie, vilket medför att ämnesra-dien på samma längsgående position ökar med ökad matningsvinkel, Figur 4. Samband ur Figur 4:
βsinxu = (21) där är matningsvinkel. Pythagoras sats ger:
222 zuR += (22) där R är valsradie och z är effektiv valsradie. Effektiv valsradie:
22 )sin( βxRz −= (23) Differens mellan valsradie och effektiv valsradie:
zRdiff −=. (24)
Figur 7. Effektiv valsradie, z (x är ämneslinje).

15
Utökad ämnesradie:
.diffrr +′= (25) Ekvation 24, ekvation 25 och ekvation 26 ger:
22 )sin( βxRRrr −−+′= (26)
9.1.2 Approximativ neutralpunkt För att beräkna en neutral punkt mellan vals/ämne antas vinkelhastigheten på ämnet vara lika med vinkelhastigheten på pluggen, dvs. kontakten mellan plugg/ämne antas vara väldigt god. Approximativ neutralpunkt ges av:
pv xrxR ωβω )(cos)( = (27) där ωp är vinkelhastighet för plugg.
9.2 Förvridningsekvationer Under hålningsprocessen fås, under ett varv, en axiell förskjutning av ämnet. Denna förskjut-ning har en längd, l(x). [9] Förskjutningens längd [9]:
)()(
)()(2)(xvxv
xrxxlt
aπρ= (28)
Tid för förskjutning:
)()()(xv
xlxa
=τ (29)
Tangentiell hastighetsskillnad längs ämnet:
)()( xvxxvv ttt −∆+=∆ (30) Under tiden )( xiτ förflyttas en punkt i periferin på tvärsnittet en viss sträcka. Längden på denna sträcka beräknas enligt:
))()(()(
)()()( xvxxvxv
xlvxxf tta
t −∆+=∆=τ (31)

16
Den totala förvridningsvinkeln beräknas som summan av vinkelförändringarna längs ämnet.
∑ ∑=
−∆+==
N
v a
tt
xvxvxxv
xlxf
1var )())()((
)()(tanψ (32)
Den tangentiella ämneshastigheten antas variera kontinuerligt utmed deformationszonen, vil-ket gör att hastigheten kan skrivas som ett entydigt gränsvärde då 0→∆x .
xxvxxv
xv tt
xt ∆−∆+
=′→∆
))()((lim)(
0 (33)
Ekvation (32) skrivs om enligt definition av en integral:
dxxvxv
xvx
xxvxxv
a
t
a
tt
x ∫∑′
=∆
∆−∆+
=→∆ )(
)()(
))()((limtan
0ψ (34)
17
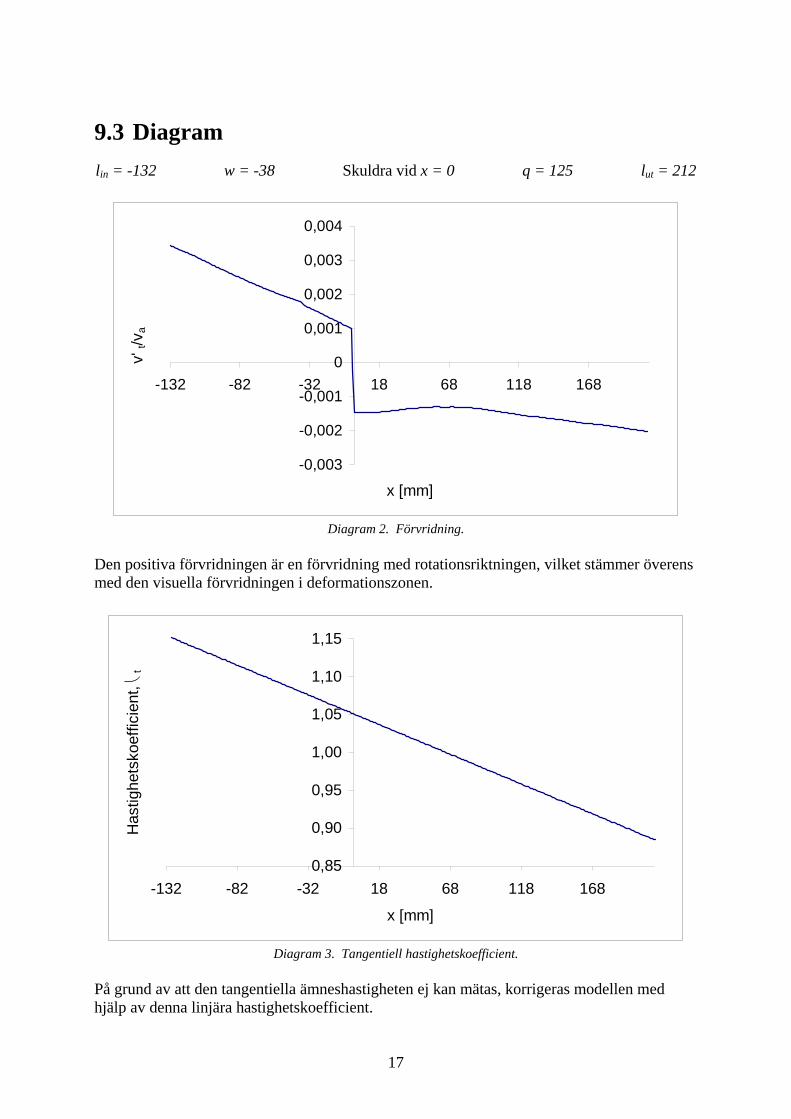
9.3 Diagram lin = -132 w = -38 Skuldra vid x = 0 q = 125 lut = 212
-0,003
-0,002
-0,001
0
0,001
0,002
0,003
0,004
-132 -82 -32 18 68 118 168
x [mm]
v' t/
v a
Diagram 2. Förvridning.
Den positiva förvridningen är en förvridning med rotationsriktningen, vilket stämmer överens med den visuella förvridningen i deformationszonen.
0,85
0,90
0,95
1,00
1,05
1,10
1,15
-132 -82 -32 18 68 118 168
x [mm]
Has
tighe
tsko
effic
ient
, ⎝t
Diagram 3. Tangentiell hastighetskoefficient.
På grund av att den tangentiella ämneshastigheten ej kan mätas, korrigeras modellen med hjälp av denna linjära hastighetskoefficient.
18
1,0
1,2
1,4
1,6
1,8
2,0
2,2
-132 -82 -32 18 68 118 168
x [mm]
Förlä
ngni
ngsf
akto
r, λ
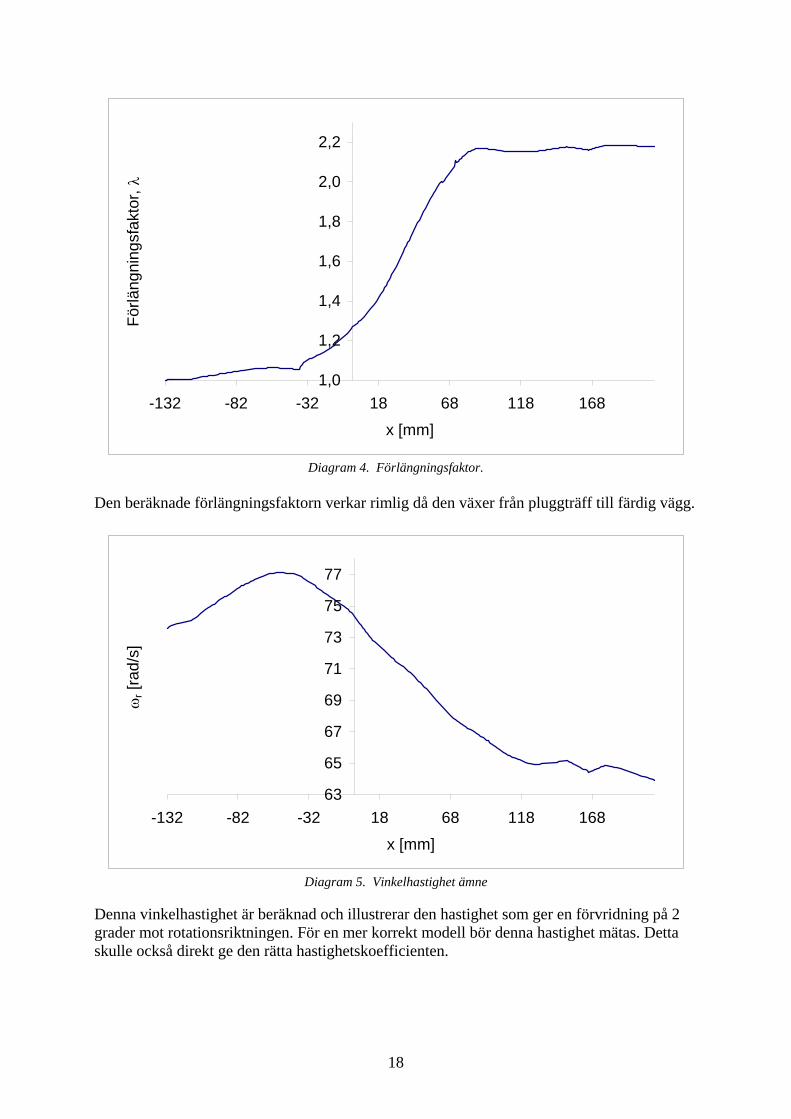
Diagram 4. Förlängningsfaktor.
Den beräknade förlängningsfaktorn verkar rimlig då den växer från pluggträff till färdig vägg.
63
65
67
69
71
73
75
77
-132 -82 -32 18 68 118 168
x [mm]
ωr [
rad/
s]
Diagram 5. Vinkelhastighet ämne
Denna vinkelhastighet är beräknad och illustrerar den hastighet som ger en förvridning på 2 grader mot rotationsriktningen. För en mer korrekt modell bör denna hastighet mätas. Detta skulle också direkt ge den rätta hastighetskoefficienten.

19
370038003900400041004200430044004500
0 50 100 150 200
x [mm]
[mm
/s]
vt (vals) r*vinkelhast. plugg
Diagram 6. Approximativ neutralpunkt.
För den approximativa neutralpunkten mellan den tangentiella hastigheten för vals och ämne antas ämnets vinkelhastighet vara densamma som för pluggen.
300310320330340350360370380390
-132 -82 -32 18 68 118 168
x [mm]
Val
srad
ie [m
m]
Valsradie, R Effektiv valsradie, z
Diagram 7. Valsradie och effektiv valsradie. På grund av valsarnas snedställning fås denna skillnad i valsradie.

20
05
101520253035404550
-132 -82 -32 18 68 118 168
x [mm]
[mm
]
r-g Pluggprofil
Diagram 8. Släppning från plugg. Diagram 8 visar då den färdiga väggen släpper från pluggen, dvs. ingången i region 3.
47
49
51
53
55
57
59
61
-132 -82 -32 18 68 118 168x [mm]
[mm
]
r r(matning=0)
Diagram 9. Ämnesradie.
Denna skillnad i valsradie härrör från valsarnas snedställning. Eftersom valsarna vrids runt skuldran så ökar skillnaden med ökat avstånd därifrån.

21
10
15
20
25
30
35
40
45
50
-132 -82 -32 18 68 118 168x [mm]
g [m
m]
Diagram 10. Väggtjocklek.
Diagram 10 visar den efter pluggen beräknade väggtjockleken.
05
1015202530354045
-132 -82 -32 18 68 118 168
x [mm]
r p [m
m]
Diagram 11. Pluggprofil.
Pluggprofilen är tagen ur ett CAD-program.