-
8/10/2019 Anaerobic Digestion of Agro-Industrial
1/31
ANAEROBIC DIGESTION OF AGRO-INDUSTRIAL
WASTES: INFORMATION NETWORKS
Technical Summary on Gas Treatment
AD-NETT
Project FAIR-CT96-2083 (DG12-SSMI)
FINAL VERSION
August 2000
Barbarossastraat 35P.O. Box 1516500 AD NIJMEGEN00 31 24 328 42
8400 31 24 323 93 46
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
2/31
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
3/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - i - 25 January 2000
DISCLAIMER
Contract number: 355299/4010
This project is cofunded by the Dutch energy from waste biomass
program(EWAB).
Control and co-ordination of the EWAB program are
at:NovemCatharijnesingel 59PO Box 84243503 RE UtrechtThe
Netherlandstelephone : +31-30-239.36.31telefax :
+31-30-231.64.91
The project has been executed by:HASKONING Consulting Engineers
and ArchitectsPO Box 1516500 AD Nijmegen
Date of report: August 1999
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
4/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - ii - 25 January 2000
CONTENTS
Page
ABSTRACT 1
1. INTRODUCTION 31.1 AD-NETT 31.2 Anaerobic digestion 31.3 Gas
treatment 5
2. BIOGAS COMPOSITION 72.1 Biogas components 72.2 Biogas
composition 8
3. STANDARDS ON GAS QUALITY AND EMISSIONS 93.1 Standards
applicable gas quality for biogas utilisation. 93.2 Standards
applicable on flaring of biogas 103.3 Standard emission for biogas
fuelled internal
combustion engines 11
4. TREATMENT OF RAW BIOGAS 134.1 Introduction 134.2 Removal of
water 144.3 Removal of H2S 154.4 Special gas engine lubricants
184.5 Removal of dust 18
4.6 Removal of CO2 18
5. TREATMENT OF FLUE GAS 195.1 Lean burn engines 195.2
DeNOxsystems 19
6. UPGRADING OF BIOGAS 216.1 Pressure Swing Adsorption (PSA)
216.2 Membrane separation 226.3 Physical (water, methanol) or
chemical CO2 -absorption
techniques 226.4 Evaluation of CO2removal techniques 23
7. CONCLUSIONS 24
REFERENCES 25
SUPPLIERS OF GAS TREATMENT EQUIPMENT 27
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
5/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 1 - 25 January 2000
ABSTRACT
This technical summary on gas treatment in relation to anaerobic
digestion (AD)
deals with the treatment processes for biogas in all stages of
AD. Three majortopics are discussed: the treatment of raw biogas in
order to produce a biogas quality which is ac-
cording to the required standards for driving gas engines or gas
fired boilers; the treatment of flue gasses produced by gas engines
or gas fired boilers in
order to meet the emissions standards in a certain country; the
upgrading of biogas to natural gas quality or a required synthesis
gas
quality by the removing of macro components like CO2.The context
for the discussion of these three topics is presented in the
firstthree chapters of this technical summary.Chapter 1 presents a
short introduction of the AD-NETT context; the basic technology of
anaerobic digestion; the topic of gas treatment with the
identification of the three main concepts
i.e. treatment of raw biogas, treatment of flue gas and the
upgrading of bio-gas;
the principles of gas treatment i.e. removal or conversion,
application of ad-ditives, catalysts, bacteria or based on a
physical principle;
identification of specific elements in AD and gas treatment i.e.
scale (small,big) and budget (low, high), ease of operation, ease
of monitoring, ease ofmaintenance, fail safety, production of
hazardous or toxic pollutants.
Chapter 2 gives a review on the composition of biogas. The
description of thecomposition concerns: available components in the
biogas; treatment objectives for specific components i.e. reduction
of toxicity, acidifi-
cation, harmfulness for equipment or compliance with emission
standards; effect of the digester feed and the AD-process itself on
the composition of
the biogas; variation of the biogas composition under normal
operating conditions.In chapter 3 the emission standards dealing
with AD in the countries participat-
ing in the AD-NETT are discussed. First of all the policy and
intentions of theEuropean Community and the available standards are
presented. Furthermoreattention is paid to: emission of components
which have high priority in reduction; standards in relation to
biogas flaring; standards in relation to biogas utilisation in gas
engines, gas boilers or in re-
lation to the delivery of upgraded biogas to the natural gas
grid.Chapter 4 focuses on the treatment of the raw biogas in the
form as the digesterproduces it. Attention will be given to: the
removal of water;
the reduction of H2S by aerobic bacteria;
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
6/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 2 - 25 January 2000
wet gas treatment systems; gas treatment by utilising special
gas engine lubricants; removal of dust particles.
In chapter 5 the possibilities for treatment of the flue gasses
that are formed bythe gas engine or gas boilerare reviewed. In this
respect flue gasses are thosespecifically generated from: lean burn
gas engines; catalytic and non-catalytic DeNOxsystems.Chapter 6
deals with the possibilities to upgrade biogas to a quality
required bythe natural gas grid. Upgrading techniques discussed
are: membrane separation; wet treatment;
active carbon; pressure swing adsorption.
In chapter 7 conclusions on the maturity of gas treatment for AD
are presentedbased on the present state of the art.
Chapter 8 presents a list of the main literature references with
short descriptionsof the scope of each reference and relevant
ordering information. In this chapteran overview is given of the
main suppliers of gas treatment equipment.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
7/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 3 - 25 January 2000
1. INTRODUCTION
1.1 AD-NETT
AD-NETT is a network of professionals working in anaerobic
digestion (AD)ofagro-industrial wastes in Europe and Canada.
AD-NETT is sponsored by the ECFAIR programme in the EU and by
national programmes in Switzerland andCanada. The network began in
January 1997 and will continue to December1999.
The prime motive of AD-NETT is to enable exchange of information
and experi-ence and to disseminate this information to relevant
organisations, such as po-tential users and developers. In this
respect AD-NETT publishes amongst oth-ers on its Internet site
http://www.ad-nett.org - news on developments in thenetwork,
information about technical developments on AD and reports from
da-tabases of plant and contacts.
AD-NETT aims to examine and compare successes and failures of
the worldwide application of AD technology in order to gain from
past experience and topass this information on to potential users
of the technology.
The information presented in this report is restricted to the
application of AD fortreatment of agro-industrial wastes, although
many of the gas treatment tech-niques described are also suited for
anaerobic wastewater treatment, treatmentof landfill gas, and
digestion of VGF and other organic waste streams.
The technical summary on gastreatment is the Dutch contribution
to the AD-Nett, and was prepared by HASKONING, a Dutch engineering
and consultancyfirm, in close co-operation with Novem, the Dutch
Agency for Energy and theEnvironment.
1.2 Anaerobic digestion
AD is applied in particular in the agricultural sector all over
the world in the formof small on-farm digesters producing biogas to
heat farmhouses, dairies andother farm buildings. Larger scale
centralised anaerobic digesters (CentralisedAD) have also been
developed, using feedstock imported from a number ofsources,
specifically residues from livestock farming (such as dairy, beef
and pigslurry, or poultry litter) and the food processing
industries (including vegetablepreparation and dairy food
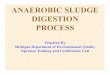
processing). Figure 1 presents a basic layout of anAD-plant.
Anaerobic digesters produce conditions that encourage the
natural breakdownof organic matter by bacteria in the absence of
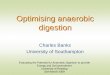
air-oxygen. Figure 2 shows thedegradation routes in the AD-process,
during which organic material is con-verted by various types of
micro-organisms into methane (CH4) and carbon di-oxide (CO2), the
main components of the biogas |ref 1|.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
8/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 4 - 25 January 2000
Feedstock
Storage and
pre-treatment(mixing, screening)
DigesterBiogas
storage
DigestateBiogas cleaning
Upgrading
(natural gas)
Engine
turbine
Gas burner
boiler
Flue gas cleaning Fluegas cleaning
Gas treatment techniques reviewed
Flue gas Natural gasFlue gas
Figure 1: Basic Layout of an AD-plant
PROCESS MATERIAL BACTERIA
PARTICULATE ORGANIC MATERIAL
Hydrolysis
Fermentation
(acidogenesis)
Fermentation(acetogenesis)
Methanogenesis
AMINO ACIDS / SUGARS
FATTY ACIDS
ACETATE / HYDROGEN
METHANE / CARBONDIOXIDE
Lipolytic, proteolytic
and cellulytic bacteria
Fermentative bateria
Hydrogen producing
bacteria
Methanogenic bacteria
PROTEINS CARBOHYDRATES LIPIDS
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
9/31
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
10/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 6 - 25 January 2000
Table 1: Overview of techniques used for biogas treatment
COMPOUND REMOVED TECHNIQUE PRINCIPLE
Water Demister Cyclone separatorMoisture trapWater tap
Adsorption to silicaGlycol drying unit
physicalphysicalphysicalphysicalphysicalphysical
H2S Air oxygen dosingFeCl3dosing to digester slurry
Adsorption to Fe2O3pelletsAbsorption with caustic
solutionAbsorption with iron solutionAbsorption closed loop
systemsMembrane separationBiological filters
Activated carbonMolecular sieves
biologicalchemicalphysical-chemicalphysical-chemicalphysical-chemicalphysical-chemicalphysicalbiological
physical-chemicalphysical
CO2 Pressure swing adsorptionMembrane separation
Absorption techniques
physical-chemicalphysicalphysical-chemical
Table 2: Importance of gas treatment aspects in relation to the
sizeof the AD-plant (+ = important, - = less important)
PARAMETER SMALL SCALE AD-PLANT1) LARGE SCALE AD-PLANT2)
Low budget + +/-
Ease of operation + +/-Unattended operation + -
Ease of monitoring + -
Ease of maintenance + +/-
Safety standards + +
Health standards + +
1) AD-plant with capacity lower than 5.000 tons feedstock per
year (arbitrarily set)2) AD-plant with capacity higher than 5.000
tons feedstock per year (arbitrarily set)
Table 3: Possible application of biogas in relation to the size
of the AD-plant (+ = yes, - = no)
END-USE SMALL SCALE PLANTS1) LARGE SCALE PLANTS2)
Direct gas use (e.g. heating) + +
Production electricity +/- +
Combined heat power generation - +
Upgrading to natural gas - +
1) AD-plant with capacity lower than 5.000 tons feedstock per
year (arbitrarily set)2) AD-plant with capacity higher than 5.000
tons feedstock per year (arbitrarily set)
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
11/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 7 - 25 January 2000
2. BIOGAS COMPOSITION
2.1 Biogas components
Biogas produced in AD plants is primarily composed of methane
(CH 4) and car-bon dioxide (CO2), with smaller amounts of hydrogen
sulphide (H2S) and am-monia (NH3). Slight concentrations of
hydrogen (H2), nitrogen (N2), carbon mon-oxide (CO) and oxygen (O2)
are occasionally present in the biogas. Finally thebiogas is
usually saturated with water and might contain dust particles.The
properties of the main gas components mentioned above are outlined
be-low: CH4gas is considered as a valuable fuel. The gas is
non-toxic, non-smelling,
and is lighter than air. When burned CH4is converted into a
molar equivalentamount of CO2and water.
CO2 is an inert colourless, odourless gas and is heavier than
air. CO2 ismildly toxic, is an asphyxiant and has an occupational
exposure standard(OES) of 5.000 ppm. A higher CO2concentration in
the biogas results in alower calorific value of the biogas.
H2S is a colourless gas. Since H2S is heavier than air, it might
cause extradanger at low levels. At low concentrations this gas has
the typical smell ofrotten eggs. At higher, more dangerous
concentrations is has no smell. Dueto its toxic properties hydrogen
sulphide has an OES of 10 ppm. In additionto its toxicity H2S is
corrosive which can cause problems during combustionof the biogas.
When burned the H2S in the gas is converted into SO2, also atoxic
product, which can cause acidification.
NH3is a pungent and lachrymatory gas that is lighter than air.
The OES is 10
ppm. When burned in a flare or a gas engine, NOx-products are
formed.Normally, NH3concentrations in the biogas are rather
low.
Water vapour, although a harmless product, becomes corrosive in
combina-tion with the NH3, CO2and especially the H2S of the biogas.
The maximumwater content of the biogas is governed by the gas
temperature. When wa-ter saturated biogas leaves the digester,
cooling of the gas will result in con-densation of water.
In view of the properties of the main biogas components listed
above, treatmentof biogas will often be required. The treatment is
commonly focussed on: Removal of water, which is needed because of
potential accumulation of
moisture in equipment in the gasline, the formation of a
corrosive acidic so-lution when water is combined with H2S and in
order to create optimal condi-tions for the end-use of the
biogas.
Removal of H2S, which is required because it is toxic, corrosive
and since itcan damage gas-equipment. The H2S concentration in the
gas should bekept below the recommendations of the manufacturer of
the equipmentused. Furthermore, burning of biogas results in the
oxidation of H 2S to SO2.In order to comply with environmental
regulations for SO2emissions the H2Slevel in the biogas should be
kept sufficiently low.
Removal of CO2will be required if the biogas needs to be
upgraded to thequality of natural gas (in terms of Wobbe-index,
corrosion, etc).
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
12/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 8 - 25 January 2000
2.2 Biogas composition
The biogas production and composition in AD-plants is dependent
on the type
of feedstock and the operational parameters used in the
digestion process.The feedstocks used for anaerobic digestion vary
considerably in composition,homogeneity and biodegradability. Table
4 shows some characteristics and op-erational parameters for
different agricultural feedstocks.
Table 4: Characteristics and operational parameters for
different agricul-tural feedstocks |ref. 2|.
FEEDSTOCK TOTALSOLIDS (TS),
%
VOLATILESOLIDS (VS),
% of TS
BIOGAS YIELD,
m3/Kg VS added
METHANECONTENT,
VOL. %
RETENTIONTIME,days
Pig slurry 3-8 70-80 0.25-0.50 70-80 20-40
Cow slurry 5-12 75-85 0.20-0.30 55-75 20-30Chicken slurry 10-30
70-80 0.35-0.60 60-80 > 30
Garden waste 60-70 90 0.20-0.50 n.a. 8-30
Fruit waste 15-20 75 0.25-0.50 n.a. 8-20
Food remains 10 80 0.50-0.60 70-80 10-20
Tables 5 show a comparison between biogas from an average AD
plant andnatural gas.
Table 5: Composition of biogas from an AD-plant and natural gas
in theNetherlands |ref. 3, 4|.
COMPONENT DIMENSION NATURAL GAS BIOGASCH4 vol-% 85 55-70
CO2 vol-% 0,89 30-45
C2H6 vol-% 2,85 ---
C3H8 vol-% 0,37 ---
C4H10 vol-% 0,14 ---
N2 vol-% 14,35 ---
O2 vol-% < 0,5 ---
H2S mg/m3 < 5 0-15.000
NH3 mg/m3 --- 0-450
Humidity -- dew point at 10C saturated
Caloric value, lower-upper MJ/m3 32-35 20-28
Wobbe index, lower-upper MJ/m
3
40-44 20-30
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
13/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 9 - 25 January 2000
3. STANDARDS ON GAS QUALITY AND EMISSIONS
3.1 Standards applicable gas quality for biogas utilisation.
The biogas as produced in AD plants can be used for several
purposes: direct-gas use; fuel for an engine connected to a
generator to produce electricity; combined heat and power
generation; upgrade of biogas to natural gas quality to run motor
vehicle engines or to
supply to the local gas net (pipeline or substitute natural gas
quality).
In the case of direct-gas use water and H2S removal will be the
appropriatetreatment steps. If the gas is to be used by gas
engines, or if it is upgraded to anatural gas quality, the biogas
composition should comply with the appropriate
requirements. Table 6 list typical requirements for gas
engines.Table 6: Typical requirements for gas engines |ref. 3|.
COMPONENT DIMENSION RANGE
Energy content MJ/m3 13-21
Variation in energy content MJ/m3 0-2
Maximum temperature feed C 40-60
Minimum delivery pressure mbar 25-80
Humidity biogas % < 70-80
H2S mg/m3 < 1000-2000
Chloride and Fluor (total) mg/m3 < 60-80
For upgrading biogas to natural gas quality removal of CO2, H2S,
NH3, waterand dust is essential in order to achieve the required
quality. Table 7 lists therequired gas quality in order to be used
as natural gas substitute in the Nether-lands. At the moment no
European standard has been defined, but it can beassumed that
differences in the European countries will be small.
Table 7: Typical requirements for biogas to be injected in
natural gasline applicable the Netherlands |ref. 3|.
PARAMETER DIMENSION VALUE
Caloric value MJ/m3 34,7-34,9
Wobbe-index MJ/m3
43,5-44,4H2S mg/m
3 < 5
H2O (dew point at 1 bar) C - 35
For utilisation of biogas as vehicle fuels the same upgrade
technique is used asfor natural gas. In practice the upgrading of
biogas up to vehicle fuel quality in-volves removal of CO2, H2S,
NH3, particles and water. The methane contentsshould be at least 95
% |ref. 5|. Quality requirements for vehicle fuel of biogasare
different in different countries.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
14/31
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
15/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 11 - 25 January 2000
3.3 Standard emission for biogas fuelled internal combustion
engines
Guidelines in the Netherlands
In the Netherlands, the emission of NOx in exhaust gasses of
biogas fuelled in-ternal combustion engines is restricted |ref. 7|:
new engines < 50 kW: 800 g NOx/GJ * 1/30 of the engine
efficiency; new engines > 50 kW and < 50 MW: 140 g NOx/GJ *
1/30 of the engine effi-
ciency.
This means that if the engine efficiency increases, higher
emissions are ac-cepted. The engine efficiency is the percentage of
power (energy) output thatcan be obtained from the energy
input.
Guidelines in other countries
There can be considerable differences in the regulations between
the differentEuropean countries. In addition to the restrictions
for emission during biogas-combustion used in the Netherlands, the
standards as applied in Spain, Den-mark, Italy and Austria are
given as examples for the various regulations andstandards which
are applied within Europe.
AustriaTable 9 gives the data regarding emission restriction
during the combustion ofbiogas as applied in Austria. The emission
restriction are based on:- Lufteinhaltverordnug fr Kesselanlagen
BGBI Nr. 19/1989 idgf (LVR-K);
- Deutsche Technische Anleitung zur Reinhaltung der Luft
(TA-Luft 1986)
|ref 8 |;- Richtlinienvorschlages Entgasung von Deponiekrpern
der WAV
(WAV, 1997) |ref 9 |.
Table 9: Maximal emission values as applied in Austria based on
the LVR-K, TA-Luft 1986, and WAV 1997.
WAV 1997PARAMETER LVR-K1) TA-LUFT19862) < 2.000 m3/h >
2.000 m3/h
DIMENSION
DustNOx
SO2CO
50-
-100
5200
500100
5-
100100
5200
100100
mg/m3
mg/m3
mg/m3
mg/m3
HClHFPb, Zn, Cr
As, Co, NiCdHgTotal organic carbonPCDD/PCDFCO:CO2H2SO2
content
300,751
0,10,1200,1
0,002-
11
20551
0,20,2---53
20551
0,10,1200,1
0,00253
20551
0,10,1200,1
0,00253
mg/m3
mg/m3
mg/m3
mg/m3
mg/m3
mg/m3
mg/m3
ng/m3
-mg/m3
%1)small plants, 2)landfill gas
Denmark
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
16/31
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
17/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 13 - 25 January 2000
4. TREATMENT OF RAW BIOGAS
4.1 Introduction
The raw biogas produced in a digester is normally treated in
order to removewater, H2S, dust and/or CO2. The choice of the
cleaning method employed andthe compound to be removed depends on
the type of end use of the gas.
Table 10 shows the compound(s) of the biogas that needs to be
removed in re-lation to the end-use of the gas.
Table 11: Removal of specific compounds present in biogas, in
relation to thegas utilisation (+ = yes, - = no).
BIOGAS UTILISATION WATER H2S DUST CO2Direct heating (gas
boilers/burners) + +1) + -
Electricity (gas engine) + +1) + +/-2)
Upgrade for natural gas + + + +1)removal required if input
limits are exceeded2)dependent of CO2content biogas and
manufacturers specification.
The treatment methods for the removal of water, H2S and dust are
reviewedbelow. The more sophisticated removal methods for CO2are
discussed in detailin chapter 6 that deals with biogas upgrading
techniques to natural gas quality.Figure 3 show the different
removal techniques which will be discussed in moredetail in the
chapter.
DIGESTERRemoval of water, foam
and dust
Removalof H2S
Specificremoval of dust
Removalof CO2
Figure 3 Treatment techniques for biogas.
Removal of water and foam is always needed for the prevention of
corrosion inthe biogas line. At present very simple and cheap
methods exist that will removewater in sufficient quantities. Water
removal is normally accomplished with theremoval of foam and dust.
If the biogas is to be used removal of H2S is neededin most cases.
CO2removal and specific methods for the removal of dust is onlyneed
when a high quality gas is required. This can be the case when the
biogasis to be used as a substitute for natural gas or when
sensitive equipment isused.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
18/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 14 - 25 January 2000
4.2 Removal of water
In AD plant technology the removal methods for water are
commonly based on
separation of condensed water or gas drying. In addition to
water also otherimpurities in the biogas such as foam and dust are
removed.
Condensation methods
Methods employed using separation of condensed water are based
on the prin-cipal that water droplets are caught or entrapped and
subsequently removed.The removal can be either manually or
automatic. Techniques using separationof condensed water include
the application of: demisters, in which liquid particles are
separated with a wired mesh (micro
pores); cyclone separators, in which water drop(let)s are
separated using centrifugal
forces equal to several hundred gravities; moisture traps, in
which condensation of water by expansion of the biogas
takes place; water tapsin the gaspipe, from which condensed
water from the biogas can
be removed from the gas.
Of the methods mentioned above the simplest method is based on
using watertaps in the gas-pipe. Normally this will give a
sufficient removal of water for thegas to be used in
gasengines.
Drying methods
Methods based on gas drying include:
Cooling of the gas and leading it through a demister with micro
pores(cooldryer)
When the gas is cooled the gas becomes over-saturated with
water. Dewpoints of 20 tot 2 C can be reached. As a result,
condensation of the waterin the gas occurs. The condensed water is
entrapped in a demister. In orderto have a high efficiency the
demister is equipped with micro pores.
Adsorption of the gas to silica(adsorption dryer)
Using adsorption dryers a high removal of water can be achieved.
The gas isled through a column filled with silica in which dew
points of -10 tot -20 Ccan be reached. Usually two columns are used
simultaneously: one columnfor adsorption of water, while the other
is regenerated in that stage. Regen-eration can be done by
evaporation of the water by heating. As alternativesfor silica also
activated carbon or molecular sieves can be used for this dry-ing
process.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
19/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 15 - 25 January 2000
Glycol drying unit(glycol dryer)
Drying takes place using tri-ethylene-glycol (a water binding
component).
Dew points of -5 tot -15 C can be reached. Used glycol is pumped
into a re-generation unit, where regeneration takes place with a
temperature of 200C.
Removal of water is essential in preventing potential
accumulation of moisture inequipment installed and the formation of
a corrosive acidic solution. However,as indicated in paragraph 1.3
and tables 2 and 3 the appropriate technique isstrongly dependent
on the size of the AD-plant and the end-use of the gas. Forsmall
scale AD-plants water removal techniques are limited to the
application ofmoisture traps or water taps in the gas line. These
methods are commonly usedand are sufficient for using of gas in
gas-engines. The other techniques men-tioned are not justified
economically or do not fulfil the criteria mentioned in ta-bles 2
and 3. Only if the objective of the biogas treatment is upgrading
to anatural gas or vehicle fuel quality, water removal based on
drying methods canbe considered.
4.3 Removal of H2S
A number of techniques have been developed over the years for
the removal ofH2S from the biogas. These techniques are outlined in
this section.
Air/oxygen dosing to the biogas system
This technique is based on the biological aerobic oxidation of
H2S to elementalsulphur by a group a specialised micro-organisms.
In order to have the bacteriadeveloped in the biogas system,
liquid-manure-wetted surface is required. Thefollowing reaction
occurs in the biogas:
2 H2S + O22 S + 2 H2O
The small amount of oxygen (approximately 5 %) required in this
method is in-troduced in the biogas system e.g. by using an air
pump. As a result the sul-phide in the biogas is oxidised into
sulphur and the H2S concentration of thebiogas is lowered. The
results obtained with this method to date are very prom-
ising. A reduction of H2Slevels down to 20-100 ppm H2S which
equals 30- 150mg/m3 H2S, and removal efficiencies of H2S between
80-99 % have beenachieved |ref. 13|. The H2S removal obtained with
this method is sufficient for adirect use of biogas in gas-engines.
On the other hand, the H2S concentrationremains too high for the
use of biogas as a substitute of natural gas. The majoradvantages
of this removal method are: Investment and exploitation costs are
very low compared with other H2S re-
moval methods. Operation, monitoring, maintenance and unattended
operation are very easy
to realise. No special chemicals or equipment are required.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
20/31
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
21/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 17 - 25 January 2000
Chemical absorption with iron salts solution. In this process an
iron chloridesolution is used. The process is based on the
formation of insoluble precipi-tates that needs to be removed.
Chemical absorption using closed systems. In closed systems the
absorp-tion phase is followed by regeneration. An example is the
Gluud-process. Inthis process, H2S is removed using
iron(III)hydroxide resulting in the forma-tion of Fe2S3.
Regeneration is done with oxygen-air. Another example is thedirect
formation of elemental sulphur using an iron(III)chloride solution.
Byadding complexing chemicals the formation of FeS or Fe(OH)3is
prevented.Regeneration again is done with oxygen-air.
The physical and chemical absorption processes mentioned above
in generalhave the disadvantage of a relative high consumption of
water and/or chemi-cals, which makes the method less attractive for
small-scale AD-plants. Forlarge-scale AD-plants the method may
become economically more feasible.
Other methods
Other methods that can be used include: Membrane separation. H2S
can be separated from the gas using a semi-
permeable membrane. In this process the biogas is led through a
mem-brane. H2S can pass the membrane whereas CH4and CO2cannot pass
themembrane.
Biological treatment. Biological treatment methods are based on
using spe-cific bacteria that are able to oxidise the H2S. In this
method the biogas is ledthrough a special biological filter. In
this filter H2S is in a first step absorbed
to a liquid phase and subsequently oxidised by the bacteria
present in thefilter.
Activated carbon processes. Application of molecular sieves.
Evaluation of H2S removal techniques
Table 12 shows a comparison between the different techniques for
H2S removal.Table 12 illustrates clearly that air dosing or
FeCl3dosing are the best solutionsto remove H2S, especially for
small-scale low budget AD plants.However, when a natural gas
quality is needed, techniques like chemical ab-
sorption have to be applied, In this case H2S removal is
normally combined withCO2removal.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
22/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 18 - 25 January 2000
Table 12: Comparison of different available H2S removal
techniques
REMOVAL TECHNIQUE 1 2 3 4 5 6 7
Air dosing + + + + + + ++FeCl3dosing + + + + + + +
Fe2O3pellets + + + +-/ + +/- +/-
Chemical absorption using caustic +/- + +/- +/- + +/- +/-
Chemical absorption using iron solution +/- + +/- +/- + +/-
+/-
Chemical absorption based on closed loop system +/- + +/- +/- +
+/- +/-
Membrane separation - - - - + + -
Biological treatment - +/- +/- +/- + + +/-
Activated carbon - +/- +/- +/- + +/- +/-
Molecular sieve - +/- +-/ +/- + +/- +/-
1. Application on small scale (+ = yes) 5. H2S treated gas <
250 ppm (+ = yes)
2. Application on large scale (+ = yes) 6. environmental impact
(+ = low)
3. Simplicity (+ = simple) 7. costs (+ = low)
4. operation and maintenance (+ = little)
4.4 Special gas engine lubricants
Special gas engine lubricants are available that can deal with a
relatively largeamount of contaminants, and research is on going.
Engine suppliers are wellknown with the different types of
lubricants. The choice of the type of lubricantdepends mainly on
the biogas quality and combustion conditions, which areboth
specific for feedstock and location. If this information is known,
a choice
can be made. Other factors to be considered include the
frequency of lubricantanalyses and maintenance.
4.5 Removal of dust
As mentioned in paragraph 4.1 removal of water is accomplished
with dust re-moval. Normally the dust removed in this way is
sufficient. Only if the gas isused in sensitive equipment
additional specific dust removal is required.If specific dust
removal is needed, dust filters have to be used. For this
purposeair filter type filters are needed and are often placed
before regulator valves orgas utilisation equipment. To prevent
dust filters from clogging, the gas must befree of any oil or water
droplets. Dust filters must therefore be placed behind
thecondensation traps and oil separators. The use of dust filters
has consequencesfor the choice of extraction machines, due to
pressure losses. As mentioned inparagraph 1.3 and tables 2 and 3
the appropriate technique is strongly depend-ent on the size of the
AD-plant and the end-use of the gas. This means thatdust removal
will only be considered for large-scale AD plants.
4.6 Removal of CO2
As indicated in the introduction of this chapter ( 4.1)
treatment techniques forthe removal of CO2are reviewed in chapter
6.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
23/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 19 - 25 January 2000
5. TREATMENT OF FLUE GAS
5.1 Lean burn engines
The emission of flue gas from internal combustion (IC) engines
can be con-trolled using lean burn engines. Lean burn engines use a
lambda sonde, whichmeasures the oxygen contents of the exhaust gas.
With this information theoxygen inlet, and in this way the
oxygen-fuel mixture, is regulated. The lambdacontrol regulation
results in optimal combustion conditions and low NOx emis-sion.
The lambda sonde occasionally causes problems. Due to
contaminants in thebiogas, the lambda sonde gets contaminated after
a while, and gives inaccurateresults. Minimising the lambda (richer
fuel mixture) causes a low NOxemission,but results in an undesired
increase of CO and hydrocarbons emission, and re-sults in lower
engine efficiency. A high lambda (lean mixture) leads generally toa
low NOxemission too.
Frequent maintenance is therefore necessary to keep the lambda
sonde andengine in optimal condition and to fulfil the required
emission standards. Re-placement of the oxygen measurement device
is required at least every year.
5.2 DeNOxsystems
DeNOx can take place by the use of non-catalytic and catalytic
systems. Thesystems described in this paragraph are usually applied
at waste incineration
plants |ref. 14| and might be used at large scale utilisation of
biogas from AD-plants.
Non-catalytic systems
Non-catalytic DeNOx-systems are referred to as SNCR-systems.
SNCR standsfor Selective Non Catalytic Reduction. SNCR-systems use
ammonia or urea asa reactant to reduce NOx.
The reactant is injected with steam into the fluegas just above
the fire zone attemperatures of 800 to 1000 C.
Catalytic systems
Two types of catalytic DeNOxare being discussed |ref. 15|:
non-selective catalyst, which reduces the emission of NOx, but also
reduces
the emission of CO and hydrocarbons; selective catalyst, which
reduces NOx by using ammonia or urea, also re-
ferred to as the SCR, Selective Catalytic Reduction-system.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
24/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 20 - 25 January 2000
Non-selective catalyst
With the non-selective catalyst system NOxis reduced using CO as
reactant:
NO + CO N2+ CO2
The amount of CO is essential for optimisation of the DeNOx. The
lambda of theengine therefore has to be regulated. With this method
also hydrocarbons (ex-cluded CH4) are oxidised to water and carbon
dioxide.
Selective catalyst (SCR)
NOx is changed into N2 by using ammonia or urea as a reactant.
Large scaleplants use ammonia (gaseous or in solution):
4 NO + 4 NH3+ O2 4 N2+ 6 H2O8 NO2+ 8 NH3 7 N2and 12 H2O
Small scale DeNOxplants use urea for safety reasons.
The catalyst material in SCR-systems generally consists of a
carrier of titaniumoxide (TiO2) with added active substances like
vanadium oxide (V2O5) and tung-sten oxide (WO3).
For the catalytic reaction, the lambda has to be higher than
with the non-catalytic system, and an exhaust gas temperature of at
least 300 C is needed.
In the case of biogas fuelled engines, this type of catalysts is
being used if avery high DeNOxremoval efficiency (> 90%) is
required. For example if the ex-haust gas is used as CO2 source for
greenhouses. The costs of a selectivecatalyst DeNOxsystem are
relatively high compared to the non-selective DeNOxsystem.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
25/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 21 - 25 January 2000
6. UPGRADING OF BIOGAS
Upgrading of biogas to substitute natural gas (SNG) involves a
number of steps
|ref. 16, 17,18, 19, 20, 21|.At first, water (vapour) and H2S
have to be removed. Subsequently CH4/CO2separation must be carried
out, using one of the following techniques for theremoval of CO2:
Pressure swing adsorption (PSA); Membrane separation; Physical or
chemical CO2-absorption.
If the gas is meant for input in a natural gas piping system,
the gas has to becooled and has to be compressed. Dust and
(halogenated) hydrocarbons haveto be removed, and the gas needs to
be odorised for safety reasons.
The three techniques focussed on the removal of CO2are reviewed
below. Thetechniques for the removal of water, H2S, dust and
hydrocarbons are discussedin chapter 4.
6.1 Pressure Swing Adsorption (PSA)
The PSA unit is schematically shown in figure 4. The unit exists
of at least threeactive carbon beds. The process in each bed
(successively) is as follows:The bed is fed with biogas under
pressure. In this step the bed will be loadedwith carbon dioxide
upon saturation, while methane is released. If the breakthrough
point is reached, the process will be switched to the next bed.
After
saturation the bed is depressurised to ambient pressure. In this
step a CH4/CO2mixture is released with a high content of CH4and
will be recycled into the feed.The next step is to regenerate the
active carbon bed by putting it under vacuum,in which the carbon
dioxide is released.The PSA technique gives high efficiency rates
(to 98%), but it is a relatively ex-pensive process due to capital
costs (control system).
Methane rich recycle
Biogas
Molecular sieves Mixing vessel
Submitted
natural gas
CO2
H2S CFC
1 2 3
Figure 4: Pressure Swing Adsorption process
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
26/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 22 - 25 January 2000
6.2 Membrane separation
Membrane separation is based on selective permeability of
membranes for dif-
ferent components. Figure 5 shows the process scheme of this
separation pro-cess. The membrane efficiency varies between 73 %
and 83%. Advantages arethe simple techniques and operation.
Disadvantages are the efficiency and theenergy input for high
pressures that are needed (20-35 bar) and high tempera-ture.
Biogas
H2S CFC
CO2
Substitute
Natural gas
Membranes
Figure 5: Upgrading biogas using gas separation membranes
A pilot study has been carried out |ref. 16| with a low-pressure
(8 bar) mem-brane separation system. An active carbon filter is
needed in the feed line toremove trace components. Relatively to
high-pressure membrane separationtechniques, a reduction of costs
could be achieved of 10 % per m 3natural gasequivalents. The major
lack of knowledge during the pilot study was the long-term
behaviour of the membranes. Research on this has been
initiated.
6.3 Physical (water, methanol) or chemical CO2-absorption
techniques
These absorption techniques are based on the principle of
separation of CO2and CH
4by using an absorbent. Figure 6 shows the technique
schematically.
One of the methods is the use of water as absorbent liquid.
Biogas is fed into avessel. In this vessel the water is sprayed.
During the flushing the concentrationof carbon dioxide decreases
with distance and the gas becomes more concen-trated with methane.
The washing liquid is generated in two depressurisationsteps. At a
pressure drop from 10 bar down to 4 bar, methane and part of
thecarbon dioxide is released and is recycled. After the next
pressure drop CO2 isreleased. The efficiency is about 95 %.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
27/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 23 - 25 January 2000
6.4 Evaluation of CO2removal techniques
In Table 13 the three reviewed CO2removal processes are
compared.
Biogas
H2S
Substitute
Natural gas
CFC
CO2
DryingAbsorber
Washing liquid
regeneration
Figure 6: Upgrading biogas using physical absorption
techniques
Table 13: Comparison of different available CO2removal
techniques
UPGRADING BY PSA
Application Large scale plants (CDA)
Stage in the development Proven technique
Experience (in years) 12 years
Emission to the air Chlorinated and fluor hydrocarbons (can be
flared)CO2reduction and CH4reduction
Energy efficiency Energy input : energy output rate: 1:15
Gas pretreatment Gas drying, H2S removal
UPGRADING BY MEMBRANE SEPARATION
Application Large scale plants (CDA)
Stage in the development Proven technique (high pressure
separation)Pilot stage (low pressure separation)
Experience (in years) Appr. 10 years (high pressure
separation)Emission to the air Chlorinated and fluor hydrocarbons
(can be flared)
CO2reduction and CH4reduction
Energy efficiency Energy input : energy output rate: 1:10(high
pressure)
Gas pretreatment Gas drying, H2S removal
UPGRADING BY PYSICAL/CHEMICAL ABSORPTION
Application Large scale plants (CDA)
Stage in the development Proven technique
Experience (in years) Appr. 10 years
Emission to the air Chlorinated and fluor hydrocarbons (can be
flared)CO2reduction and CH4reduction
Energy efficiency Information not available
Gas pretreatment Gas drying, H2S removal
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
28/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 24 - 25 January 2000
7. CONCLUSIONS
This technical summary has dealt with different aspects of gas
in AD plants. The
topics have been: production and composition of biogas,
treatment of biogas, treatment of flue gas.
On an average base the biogas formed in AD plants consist of:
55-80 vol.-% CH4 20-45 vol.-% CO2 0-1,5 vol.-% H2S 0-0,05 vol.-%
NH3 saturated with water.
Prior to utilisation the biogas needs to be treated in order to:
prevent corrosion of equipment installed. fulfil demands on gas
quality either for gas equipment or in case of gas up-
grading to natural gas quality.
Biogas treatment can involve the removal of water, H2S and/or
CO2.For the removal of water several methods based on separation of
condensedwater or on gas drying are available. For small scale AD
plants water removal islimited to moisture traps and water taps in
the gas line. If upgrading of biogas isthe treatment objective gas
drying techniques become necessary.In order to remove H2S several
methods have been developed. Based on theeconomics and simplicity
in terms of (unattended) operation and maintenance,air-oxygen
dosing in the biogas and iron chloride dosing to the digester
slurryare the most suitable, especially for small-scale farms. For
large-scale farms orwhen upgrading of biogas to natural gas is the
objective, chemical absorption ofH2S might become more
feasible.When biogas is upgraded to natural gas quality, in
addition to water and H2Sremoval, CO2 removal is one of the gas
treatment objectives. CO2 removaltechniques that can be applied are
a pressure swing adsorption unit, a high orlow-pressure membrane
separation unit, and physical or chemical absorptiontechniques.
Flue gases as produced at the site of AD plants by gas engines
or boilers needto be treated. Emission control can be done using
lean burn engines or catalyticor non-catalytic DeNOxsystems.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
29/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 25 - 25 January 2000
REFERENCES
|1|Biogas technology in The Netherlands; Anaerobic waste and
waste water
treatment with energy production, Netherlands Agency for Energy
and theEnvironment (NOVEM), Utrecht, The Netherlands, 1988.
|2|Feedstocks for anaerobic digestion.AD-Nett report.
|3| Guidebook on landfill gas extraction and utilisation.
Netherlands Agencyfor Energy and the Environment (NOVEM), Utrecht,
The Netherlands,1997.
|4| Manure digestion in the Netherlands. 10 years of knowledge
and experi-ence. Netherlands Agency for Energy and the Environment
(NOVEM),Utrecht, The Netherlands, 1990 (in Dutch).
|5|Upgrading of biogas to vehicle fuel standard. Sweco 1998.
|6| Clampdown on emissions from landfill gas flares.UK Policy,
ENDS Report290.
|7| Besluit emissie-eisen stookinstallaties (BEES), recalculated
to ISO stan-dard air conditions, Ministry of Housing, Spatial
Planning and Environ-ment, The Netherlands, 1998 (in Dutch).
|8| Ta-LUFT Technische Anleitung zur Reinhaltung der Luft vom
27.2.1986.
Erste Allgemeine Verwaltungsvorschrift zum
Bundes-Immissionsschutzgesetz (BlmSchG) vom 15.3.1974. Deutsches
BGBI IS721,1986.
|9| WAV Entgasung von Deponiekrpern. Heft 110
sterreichischerWasser- und Abfallwirtschaftsverband,
Marc-Aurelstrae 5, 1010, Wien,1997.
|10| H. Ortenblad, Hernig Kommunale Vaerker. Hernig, Denmark.
personalcommunication. 1999.
|11| N Carreras. CIEMAT, Instituto de Energias Renovalbes,
Lubia, Spain per-sonal communication. 1999.
|12| S Piccinini. Centr Ricerche Produzioni Animali, Reggio
Emilia, Italy. per-sonal communication. 1999.
|13| Desulphurization of biogas. Practical experience with the
biocatalytic De-sulphurization process.Biogas forum.
|14| NOx-removal in waste incineration, full scale demonstration
and researchin the Netherlands,Novem report DV3.5.92 97.03, The
Netherlands, July1995.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
30/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489.A0/R002/TS/GR - 26 - 25 January 2000
|15| DeNOx-installation gas engines oil production site at
Berkel, NAM/BUO,The Netherlands, July 1998 (in Dutch).
|16| Feasibility study low pressure (8 bar) landfill gas
separation system(Haal-baarheid toepassing nieuw membraan voor
opwerking stortgas naar aard-gaskwaliteit bij lage druk (8 bar)),
Novem 355220/0440, The Netherlands,1997.
|17| Landfill Gas, from environment to energy, Commission of the
Europeancommunities, 1992.
|18| Listing of Dutch landfill gas projects
(1983-1991)(Overzicht stortgasprojec-ten in Nederland (1983-1991)),
Dutch Landfill Gas Advisory Centre (Advi-escentrum Stortgas), The
Netherlands, March 1993.
|19| Evaluation of Landfill Gas Upgrading Project Carbiogas B.V.
at Nuenen,Novem /Gastec, The Netherlands, December 1992.
|20| Evaluation of Landfill Gas Upgrading Project COGAS N.V. at
Vasse, No-vem/Gastec, The Netherlands, July 1993.
|21| Guidebook on landfill gas extraction and utilisation,
NOVEM/Thermie, TheNetherlands, 1997.
-
8/10/2019 Anaerobic Digestion of Agro-Industrial
31/31
AD-NETT Project FAIR-CT96-2083 (DG12-SSMI)Technical Summary on
Gas Treatment
H0489 A0/R002/TS/GR 27 25 J 2000
SUPPLIERS OF GAS TREATMENT EQUIPMENT
Carbiogas B.V.PO Box 908500 AB JoureThe Netherlands
Carbotech Anlagenbau GmbHPO Box 130140D-45291 EssenGermany
Cirmac B.V.PO Box 9957301 BE ApeldoornThe Netherlands
Dynaf Energietechniek B.V.PO Box 54800 AB AlkmaarThe
Netherlands
EltacomPO Box 2762700 AG Zoetermeer
The Netherlands
Petrogas Gas systems B.V.PO Box 202800 AA GoudaThe
Netherlands
Spruyt Energiesystemen B.V.PO Box 83493503 UtrechtThe
Netherlands
Zanthingh Energie systemen B.V.PO Box 2551430 AG AalsmeerThe
Netherlands