Embed Size (px)
DESCRIPTION
The use of polymer based composite materials is increasing because of their light weight,good mechanical and tribological responses. In the present work the two body sliding wearof Silica (SiO2) filled glass fibre reinforced epoxy resin composite has been discussed. Twobody sliding wear test has been carried out to calculate the wear rate of the composite. Theeffect of SiO2 filler on the wear properties has been studied and found that wear loss of silicafilled composite is very less than the unfilled composites even at higher loads. The E-glassfibre epoxy composite has been fabricated by hand lay-up method by with and without addingSiO2 filler (5-15% in a gap of 5%). Along with sliding wear mechanical properties such astensile, flexural, impact and hardness tests were performed and it is found that the hardnessand flexural strength has increased and tensile strength and impact energy has reducedsignificantly due to the addition of the silica filler.
Citation preview

21An Investigation of Mechanical and Sliding
Wear Behavior of Glass Fiber ReinforcedPolymer Composite With or Without Addition
of Silica (SiO2)RAMESH CHANDRA YADAW1A, SACHIN CHATURVEDI2B, ASHUTOSH KUMAR3C,
KAMAL KUMAR KANNAUJIA4 AND ARPAN KUMAR MONDAL5
1NITRA Technical Campus, Ghaziabad, India2Department of Mechanical Engineering, Al-Flash School of Engineering and Technology,
Faridabad, India3Asst. District Panchayat Raj Officer (Tech.), Govt. of Uttar Pradesh, India
4Sunderdeep Group of Institutions, Ghaziabad, India5Department of Mechanical Engineering, Indian Institute of Technology, Guwahati, India
[email protected], [email protected], [email protected]
The use of polymer based composite materials is increasing because of their light weight,good mechanical and tribological responses. In the present work the two body sliding wearof Silica (SiO
2) filled glass fibre reinforced epoxy resin composite has been discussed. Two
body sliding wear test has been carried out to calculate the wear rate of the composite. Theeffect of SiO
2 filler on the wear properties has been studied and found that wear loss of silica
filled composite is very less than the unfilled composites even at higher loads. The E-glassfibre epoxy composite has been fabricated by hand lay-up method by with and without addingSiO
2 filler (5-15% in a gap of 5%). Along with sliding wear mechanical properties such as
tensile, flexural, impact and hardness tests were performed and it is found that the hardnessand flexural strength has increased and tensile strength and impact energy has reducedsignificantly due to the addition of the silica filler.
Keywords: Mechanical wear, sliding wear, glass fibre reinforced polymer composite.
ABSTRACT
CM_96

144 Processing and Fabrication of Advanced Materials - XXI
1. INTRODUCTIONComposites are made by combining two or more materials with different properties to get theiruseful properties and reduce their weaknesses. In general, the properties of composite materialsare superior in many respects, to those of the individual constituents [1]. This has provided themain motivation for the research and development of composite materials. The composite materialshave advantage over other conventional materials due to their higher specific properties such astensile, impact and flexural strengths, stiffness and fatigue characteristics, which enable structuraldesign to be more versatile. Due to their many advantages they are widely used in the aerospaceindustry, in a large number of commercial mechanical engineering applications, such as machinecomponents; internal combustion engines; automobiles; thermal control and electronic packaging;railway coaches and aircraft structures; mechanical components such as drive shafts, tanks,brakes, pressure vessels and flywheels; process industries equipment requiring resistance to high-temperature corrosion, oxidation, and wear; dimensionally stable components; sports and leisureequipment; marine structures; and biomedical devices [2].
Glass-fibers reinforced plastic (GRP) is one of the oldest and best-known composites,combines glass fibers (which are strong but brittle) with plastic (which is flexible) to makea composite material which is tough but not brittle. Epoxies are known for their excellentadhesion, chemical and heat resistance, good to excellent mechanical properties and very goodelectrical insulating properties. Along with fiber-reinforced composites, the compositesmade with particulate fillers have been found to perform well in many real operationalconditions. When silica particles are added into a polymer matrix to form a composite,they play an important role in improving electrical, mechanical and thermal properties of thecomposites [3,4]. Currently, particle size is being reduced rapidly and many studieshave focused on how single-particle size affects mechanical properties [5-9]. The shape,size, volume fraction, and specific surface area of such added particles have beenfound to affect mechanical properties of the composites greatly. In this regard, Yamamotoet al. [10] reported that the structure and shape of silica particle have significant effectson the mechanical properties such as fatigue resistance, tensile and fracture properties.Nakamura et al. [11-13] discussed the effects of size and shape of silica particle on the strengthand fracture toughness based on particle-matrix adhesion and also found an increase of theflexural and tensile strength as specific surface area of particles increased.
One of the areas which involve the investigation related to wear of the composite has beenfound to advantageous. Due to the low coefficient of friction and also the ability to maintainloads, some specific grades of polymer are used in place of the traditional metal based materialsin recent times [14, 15]. Suresha et al. [16] investigated the friction and wear behavior of glass-epoxy composite with and without graphite. They fabricated neat glass-epoxy composite andgraphite filled glass-epoxy composite with three different percentages of filler. They concludedthe graphite filled glass-epoxy composite shows higher resistance to slide wear as compared toplain glass-epoxy composites. Gewen et al. [17] investigated the mechanical and tribologicalproperties of phenolic resin based friction composite filled with several inorganic fillers. Zhanget al [18] investigated the mechanical properties and wear properties of silicon carbide (SiC)and alumina (Al2O3) whisker-reinforced epoxy composites. Silicon carbide and alumina whiskerscan significantly improves the flexural modulus and wear resistance of the epoxy composites.Various researchers [16-25] have reported that the wear resistance of polymers is improved by

Processing and Fabrication of Advanced Materials - XXI 145
the addition of fillers such as mica, talc, calcium carbonate, kaolin, wollastonite, feldspar, graphite,MoS2, CuO, CuS, Al2O3, etc.
The present research work is undertaken to develop a new class of glass fiber reinforcedpolymer composite filled with Silica (SiO2) filler and to study their mechanical behavior. Attemptshave been made to explore the potential use of the Silica filler to improve the wear behavior ofthe glass fiber reinforced epoxy polymer composites.
2. MATERIALS AND METHODSThe materials used in the study are (i) E-glass fibre, (ii) Epoxy resin, (iii) Silica (SiO2) (iv)Hardener in the present investigation, composites were fabricated using E-glass fabrics (densityof 200 g/m2) as reinforcement. The type of epoxy resin used in the present investigation isAraldite LY556 which chemically belongs to epoxide family. Epoxy resin LY556, hardener HT951supplied by supplied by Ciba Geigy India Ltd. used as matrix material. 30µ size silicon oxide(SiO2) particles obtained by M/s. Jyothi Chemicals, India, were used as filler.
3. FABRICATION OF THE COMPOSITESA wooden mold of dimension (300 × 300 × 3 mm3) was used for the preparation of the compositesheet using the hand lay-up technique. For different volume fraction of fibers, a calculatedamount of epoxy resin and hardener (ratio of 10:1 by weight) was carefully mixed by the simplemechanical stirring. The composition of fabricated composites is given in Table 1.
Table 1: Composition of composites
Composite Epoxy Resin Content Content of Glass Content of SiO2
Code (Wt. %) Fibre (Wt. %) Filler (Wt. %)
GE1 60 40 0GE2 55 45 0GE3 50 50 0
GES1 45 50 5GES2 40 50 10GES3 35 50 15
Special care has been taken to remove the bubbles by stirring at certain interval. Siliconoxide fillers are dried in controlled temperature of 130°C for about 5 hrs. before incorporationinto epoxy. A thin layer of polyester film was provided over the glass plate to ensure easy andfast removal of the composite sheet. After keeping the mold on a glass sheet a thin layer of themixture was poured. Then the required amount of fibers was spread on the mixture and theremainder of the mixture was then poured into the mold. The mold was then applied pressurefrom the top and allowed to cure at room temperature for 72 hrs. After 72 hrs the samples weretaken out of the mold. Specimens of suitable dimension are cut using a contour cutter formechanical testing.
After fabrication the test specimens were subjected to various mechanical tests as per ASTMstandards. A uniaxial load is applied through both the ends. Tensile and flexural testing iscarried out in Instron 3382 Universal Testing Machine at a temperature of 23±2°C, and withrelative humidity of 50 ± 5RH. Testing procedures were carried out using ASTM D638 standardfor tensile testing and ASTM D790 for flexural test. The impact strength was determined using
146 Processing and Fabrication of Advanced Materials - XXI
izod impact tester pendulum type (make Tinius Olsen Model IT406) as per ASTM-D256specification. For each composition tested, the average of four readings was presented for alltype of the testing. Two body sliding wear test has been carried out on a pin-on disc type weartesting machine (make Magnum Engineers, Bangalore) as per ASTM G-99 standard.
The difference between the weights before and after testing has been measured inMETTER TOLEDO XS204 digital weight balance (Figure 5.2 (b)) with an accuracy of10-4. Hardness of the composite was investigated as per ASTM D 785 standard using Rockwellhardness testing machine for 10 kg minor load and 140 kg major load.
The surfaces of the composite specimens are examined directly by scanning electronmicroscope (JEOL JSM-6480LV) to identify the fracture morphology of the composite samples.The samples are washed, cleaned thoroughly, air-dried and are coated with 100 Å thickplatinum in JEOL sputter ion coater and observed SEM at 20 kV. Similarly thecomposite samples are mounted on stubs with silver paste. To enhance the conductivityof the samples, a thin film of platinum is vacuum-evaporated onto them before thephotomicrographs are taken.
4. RESULTS & DISCUSSIONSTest results of various characterizations performed are reported here which includes the mechanical& tribological properties and surface morphology of the unfilled and SiO2 filled glass fiberreinforced epoxy composites prepared for this present investigation. Details of processing ofthese composites and the tests conducted on them have been described in the previous chapter.The interpretation of the results and the comparison among various composite samples are alsopresented.
4.1 Mechanical Characteristics of CompositesThe characterization of the composites reveals that the filler content is having very muchsignificant effect on the mechanical properties of composites. The mechanical propertiesof the composites with different filler content under this investigation are presented in Table 2.
Table 2: Mechanical properties of the composites
Composite Tensile Tensile Hardness Fluxural ImpactCode Strength Modulus (HB) Strength Energy
(MPa) (MPa) (MPa) (J/m2)
GE1 127.7 4173 38 98.4 1.71GE2 144.6 5236 41 116.4 1.96GE3/GE 311.2 6659 47 284.4 0.1593GES1 273.6 7783 52 372 0.1288GES2 219.7 8640 57 401.9 0.0953GES2 143.4 9680 61 370.2 0.078
4.1.1 DensityThe density of the both the filled and unfilled composites are measured by observing the weightwhile dipping a sample into the water. The density of SiO2 filled GE composites lies in therange of 2.1257 to 2.2603 g/cc which is slightly higher than unfilled Glass Fibre Epoxy compositedensity (2.1164 g/cc). This is due to increase in high dense SiO2 filler content in the composites.
Processing and Fabrication of Advanced Materials - XXI 147
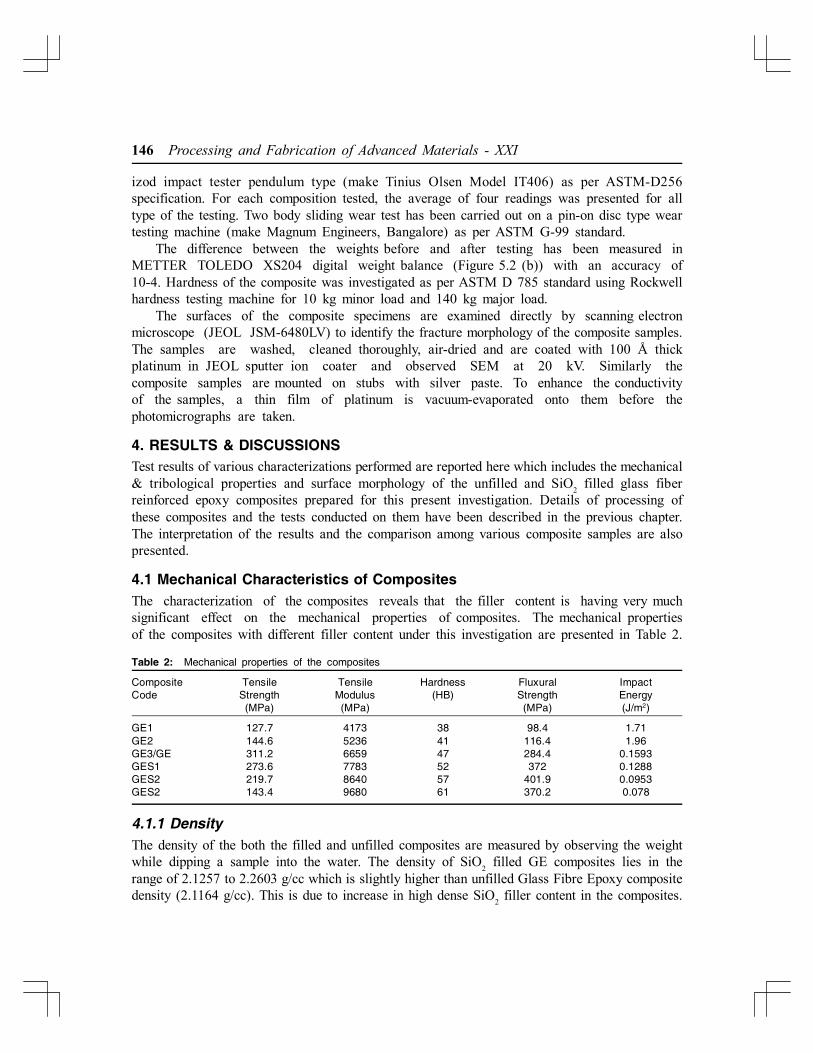
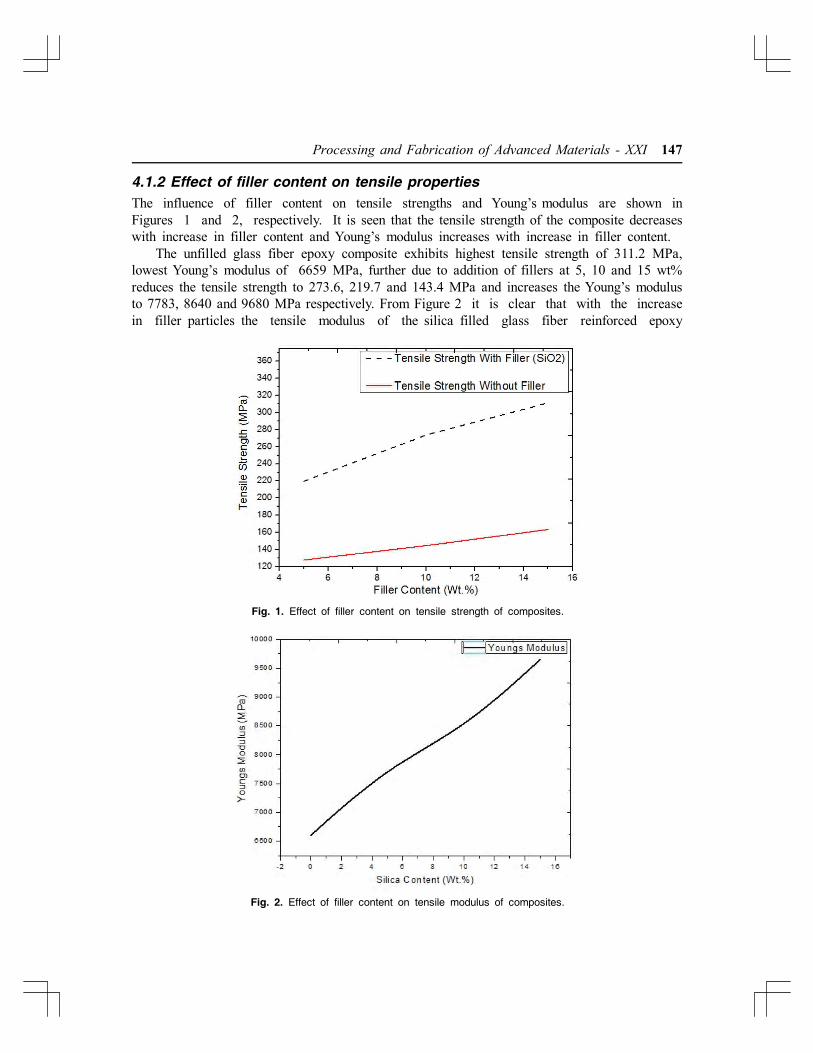
4.1.2 Effect of filler content on tensile propertiesThe influence of filler content on tensile strengths and Young’s modulus are shown inFigures 1 and 2, respectively. It is seen that the tensile strength of the composite decreaseswith increase in filler content and Young’s modulus increases with increase in filler content.
The unfilled glass fiber epoxy composite exhibits highest tensile strength of 311.2 MPa,lowest Young’s modulus of 6659 MPa, further due to addition of fillers at 5, 10 and 15 wt%reduces the tensile strength to 273.6, 219.7 and 143.4 MPa and increases the Young’s modulusto 7783, 8640 and 9680 MPa respectively. From Figure 2 it is clear that with the increasein filler particles the tensile modulus of the silica filled glass fiber reinforced epoxy
Fig. 1. Effect of filler content on tensile strength of composites.
Fig. 2. Effect of filler content on tensile modulus of composites.

148 Processing and Fabrication of Advanced Materials - XXI
composites increases significantly. This indicates that the composites property changes fromductile to tough and rigid, due to the addition of Silica particles in glass fiber epoxy composite.
4.1.3 Effect of filler content on hardnessIn this investigation, slight increase in surface hardness due to the addition of SiO2 fillers in thecomposites is observed. Figure 3 shows the influence of filler content on micro-hardness ofwood dust filled glass fiber reinforced epoxy composites. From the figure it is clear that fillercontent has significant influence over hardness. With the filler content the micro-hardnessvalue increases and reaches maximum up to 61 HB for filler up to 15 wt%.
Fig. 3. Effect of filler content on hardness of the composites.
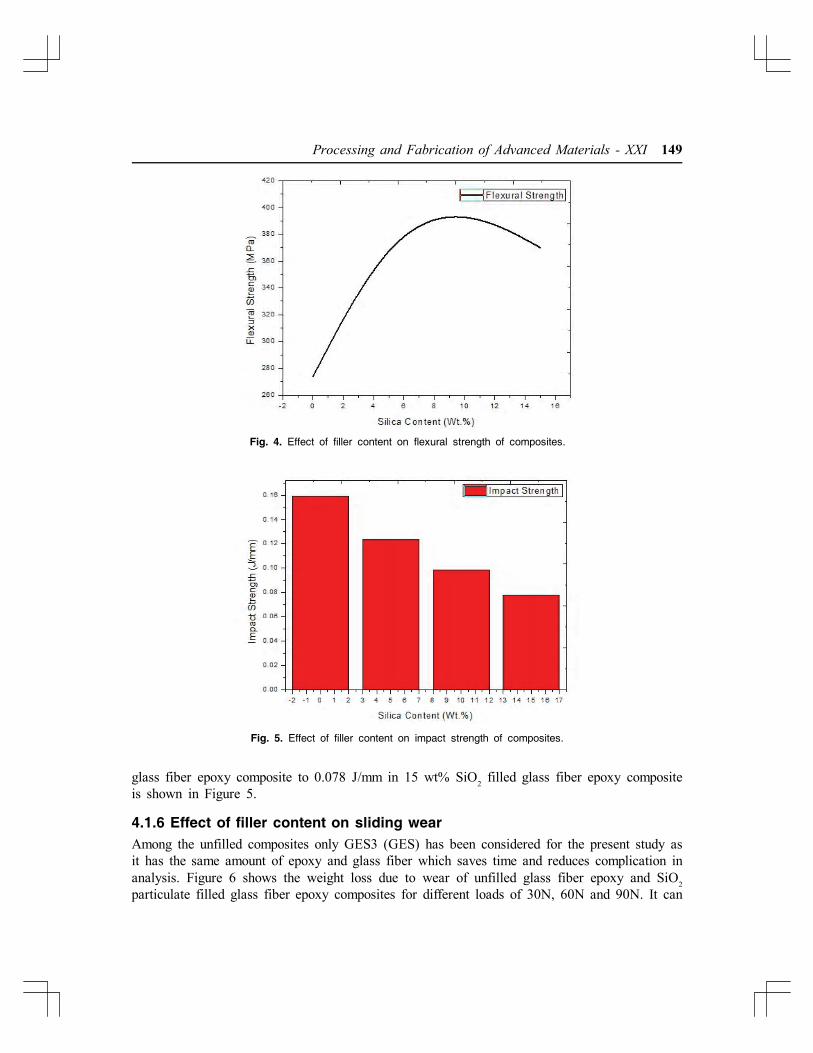
4.1.4 Effect of filler content on flexural strengthFigure 4 shows the comparison of flexural strengths of the composites obtainedexperimentally from the bend tests. It is interesting to note that flexural strength increaseswith increase in filler content. This may be due to the good compatibility of filler and epoxyresin. Unfilled glass fiber epoxy composites exhibits lowest flexural strength of 284 MPa. SiO2particles filled glass fiber epoxy composites exhibits highest flexural strength 372 and 401 MPa.Further increase in addition of filler reduces the flexural strength to 370 MPa (15 wt% of SiO2filler content composite).
4.1.5 Effect of filler content on impact strengthThe resistance to impact loading of SiO2 filled glass fiber reinforced epoxy composites improveswith increase in filler content as shown in Figure 5. High strain rates or impact loads may beexpected in many engineering applications of composite materials. The suitability of acomposite for such applications should therefore be determined not only by usual designparameters, but by its impact or energy absorbing properties. It has been observed from the izodimpact test that the energy absorbed by the composite decreases from 0.1593 J/mm in unfilled
Processing and Fabrication of Advanced Materials - XXI 149
glass fiber epoxy composite to 0.078 J/mm in 15 wt% SiO2 filled glass fiber epoxy compositeis shown in Figure 5.
4.1.6 Effect of filler content on sliding wearAmong the unfilled composites only GES3 (GES) has been considered for the present study asit has the same amount of epoxy and glass fiber which saves time and reduces complication inanalysis. Figure 6 shows the weight loss due to wear of unfilled glass fiber epoxy and SiO2particulate filled glass fiber epoxy composites for different loads of 30N, 60N and 90N. It can
Fig. 4. Effect of filler content on flexural strength of composites.
Fig. 5. Effect of filler content on impact strength of composites.

150 Processing and Fabrication of Advanced Materials - XXI
be concluded from the Figure 6 that there is an increase in weight loss with increase of normalapplied load and which does not depends on the types of the samples used. The unfilled glassfiber epoxy composite showed higher weight loss of 0.0092 g than SiO2 particle filled glassepoxy composites. By increasing the load from 30N to 90N, the wear loss of unfilled glass fiberepoxy composite has increased from 0.0014 g to 0.0092 g, which is higher as compared toGES1 which has wear loss increased from 0.0012 g to 0.0065 g at same range of applied load.GES3 composite has showed the highest wear loss of 0.0075 g and 0.0090 g at loads of 30Nand 60N. But in case of the unfilled glass epoxy composite it has showed lowest wear loss atlower loads and highest at higher loads compared to the silica filled composites (GES1, GES2and GES3) which indicates that the wear loss of unfilled glass epoxy composite is more sensitivewith respect to applied normal load. Whereas, in case of SiO2 particle filled glass epoxycomposites particularly GES2 and GES3 composites, the wear loss is less load dependentcompared to GES1 composite and unfilled glass epoxy composite which leads to a conclusionthat the higher percentage fillers in the composite helps in increasing the wear resistance athigher loads.
Table 3: Wear loss of the composite at different loads
Applied Wear Loss Wear Loss Wear Loss Wear LossLoad GES3 GES2 GES1 GES(N) (g) (g) (g) (g)
30 0.002 0.0003 0.0014 0.002360 0.007 0.0012 0.0082 0.015290 0.009 0.0065 0.0094 0.019
However, as per the results plotted in the Figure 6, the GES1 composite shows better wearresistance at 30N and 60N loads compared to all other types of composites and GES2 composite
Fig. 6. Wear loss of unfilled and SiO2 particulate filled glass fiber epoxy composites at different loads.
Processing and Fabrication of Advanced Materials - XXI 151
exhibits better wear performance at higher load. But it is also is observed from theexperimentation, that severe wear takes place due to catastrophic fracture and dislodging ofSiO2 particles from the upper surface of the composite specimen as soon as composite specimenpin come in contact with the wear disc at lower loads. The wear loss effect due to thisphenomenon increases with increase in content of fillers. But high filler content compositeexhibits steady wear loss after reaching a steady wear situation as shown in Figure 6. Higherwear loss is observed in GES3 composite due to weak in matrix reinforcement and fillerinteraction. This result is supported by decreased flexural strength, tensile strength and impactstrength.
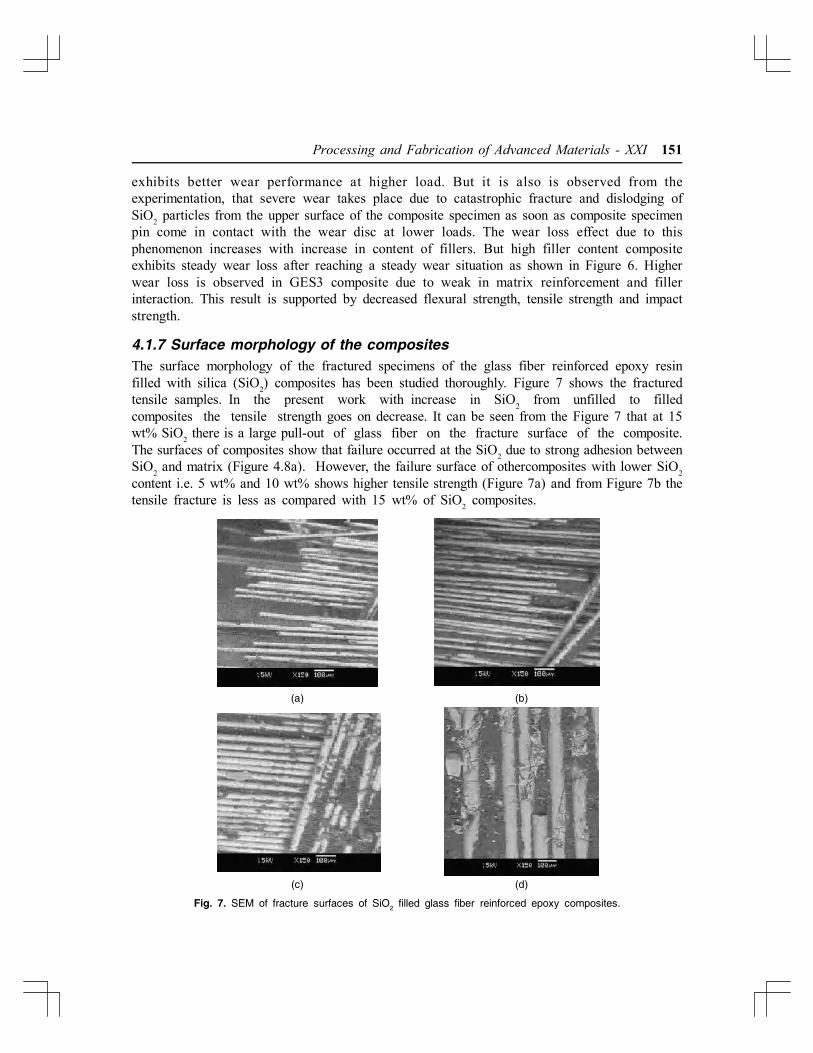
4.1.7 Surface morphology of the compositesThe surface morphology of the fractured specimens of the glass fiber reinforced epoxy resinfilled with silica (SiO2) composites has been studied thoroughly. Figure 7 shows the fracturedtensile samples. In the present work with increase in SiO2 from unfilled to filledcomposites the tensile strength goes on decrease. It can be seen from the Figure 7 that at 15wt% SiO2 there is a large pull-out of glass fiber on the fracture surface of the composite.The surfaces of composites show that failure occurred at the SiO2 due to strong adhesion betweenSiO2 and matrix (Figure 4.8a). However, the failure surface of othercomposites with lower SiO2content i.e. 5 wt% and 10 wt% shows higher tensile strength (Figure 7a) and from Figure 7b thetensile fracture is less as compared with 15 wt% of SiO2 composites.
(a) (b)
(c) (d)
Fig. 7. SEM of fracture surfaces of SiO2 filled glass fiber reinforced epoxy composites.

152 Processing and Fabrication of Advanced Materials - XXI
SEM micrographs of the wear samples of 5 wt% SiO2 filled glass fiber epoxy composite at30N, 60N and 90N (at a constant sliding velocity 5 m/s and constant sliding distance of 1000m is as shown in Figure 8 (a), (b) and (c) respectively. From these micrographs it is observedthat at 30N load matrix wear is more predominant than fiber in the composite. Also it wasobserved the matrix and fiber wear in the composite at load 60N as shown in Figure 8 (b).Further increased in load to 90N, severe damages to the fibers and matrix observed (Figure 8(c)).
(a) (b) (c)
Fig. 8. SEM micrographs of the wear samples.
Figure 9 shows the SEM micrographs of wear samples of 10 wt% SiO2 filled glass fiberepoxy composite. At 30N load only the part of matrix removed and no fiber damage is observed.At 60N load a portion of fibers observed and not in full, due to wear, the interface bondedmatrix removed from the fibers. But at 90N load observed more number of fibers and alsointerface matrix detached from the fiber surface observed incase of applied load 90N. Figure 10shows Worn surface SEM photographs of GES2 composite at load 30N, 60N and at 90N are asshown in Figures 10 (a), (b) and (c) respectively.
(a) (b) (c)
Fig. 9. SEM micrographs of the wear samples.

Processing and Fabrication of Advanced Materials - XXI 153
At 30N load only the portion of matrix removed and no fiber damage is observed, at higherloads (> 60N) fiber damage observed but the surface damage severity in Figure 10(b) and (c) isnot much difference. Also the wear is steady in this case according to the test data. SEM studiessupport the wear behavior of these composites.
Figure 11 shows the worn surface SEM photographs of GES3 composite at load 30N, 60Nand 90N. From the figure it was noticed that matrix and reinforcement fracture almost steadytype of wear. Due to higher content of filler, the poor interface between matrix, reinforcementand fillers results higher wear loss. But higher content of filler also responsible for steady wearrate.
5. CONCLUSIONThe present investigations of mechanical behavior of SiO2 filled glass fiber reinforced epoxycomposites leads to the following conclusions:
The glass fiber reinforced epoxy composites filled with SiO2 filler has been successfulfabricated by simple hand lay-up technique. It has been noticed that the mechanical propertiesof the composites such as hardness, tensile strength, flexural strength, impact strength, etc. ofthe composites are also greatly influenced by the filler content.
• The morphology of fractured surfaces is examined by using SEM after varioustesting. From this study it has been concluded that the good interfacial bondingis responsible for higher mechanical properties.
• The 6 and 9 wt% of SiO2 particulate filled composite exhibits steady wear rate.
REFERENCES1. Herakovich, C.T. (1998). Mechanics of fibrous composites. New York: Wiley; p. 1-27.2. Kutz, M., Mechanical Engineers Handbook, third edition, John Wiley & Sons, Inc., 2000, Hoboken, New
Jersey.3. L.E. Nielsen, and R.F. Landel, Mechanical properties of polymers and composites. second ed., Marcel Deckker,
New York, 1994, pp. 377-459.4. S.T. Peters, Handbook of composites, second ed., Chapman and Hall, London, 1998, pp. 242-243.5. R.J. Young and P.W.R. Beaumont, Failure of brittle polymers by slow crack growth Part 3 Effect of composition
upon the fracture of silica particle-filled epoxy resin composites, J. Mater. Sci., 12(4): (1977) 684-692.
(a) (b) (c)
Fig. 10. SEM micrographs of the wear samples.

154 Processing and Fabrication of Advanced Materials - XXI
6. A.J. Kinoch, D.L. Maxwell, and R.J. Young. The fracture of hybrid particulate composites, J. Mater. Sci., 20:(1985) 4169-4184.
7. S.W. Koh, J.K. Kim, and Y.W. Mai, Fracture toughness and failure mechanisms in silica-filled epoxy resincomposites: effects of temperature and loading rate, J. Polymer, 34(16): (1993) 3446-3455.
8. M. Imanaka, Y. Takeuchi, Y. Nakamura, A. Nishimura, and T. Lida, Fracture toughness of spherical silica-filled epoxy adhesives. Int. J. AdhesinAdhes., 21: (2001) 389-396.
9. H. Wang, Y. Bai, S. Lui, J. Wu and C.P. Wong, Combined effects of silica filler and its interface in epoxyresin, J. Acta. Mater., 50: (2002) 4369-4377.
10. I. Yamamoto, T. Higashihara and T. Kobayashi, Effect of silica-particle characteristics on impact/usual fatigueproperties and evaluation of mechanical characteristics of silica-particle epoxy resins, Int. J. JSME, 46(2):(2003) 145-153.
11. Y. Nakamura, M. Yamaguchi, A. Kitayama, M. Okubo and T. Matsumoto, Effect of particle size on fracturetoughness of epoxy resin filled with angular-shaped silica, J. Polymer, 32(12): (1991) 2221-2229.
12. Y. Nakamura, M. Yamaguchi, M. Okubo and T. Matsumoto, Effect of particle size on impact properties ofepoxy resin filled with angular shaped silica particles, J. Polymer, 32(16): (1991) 2976-2979.
13. Y. Nakamura, M. Yamaguchi, M. Okubo and T. Matsumoto, Effects of particle size on mechanical andimpact properties of epoxy resin filled with spherical silica, J. Appl. Polym. Sci., 45: (1992) 1281-1289.
14. S.K. Sinha and S.K. Biswas, Effect of sliding speed on friction and wear of uni-directional aramid fibre-phenolic resin composite, J. Matls. Sci., 30: (1995) 2430.
15. A. VardaRajuu, S.V. Sanjeev Kumar, G. Babu Rao, G.M. Shashidhara, H. Jiasongand, Z. Jun, J. of Reinforcedplastics and Comp.,21: (200) 1591.
16. B. Suresha, G. Chandramohan, P. Sampathkumaran and S. Sethuramu, Investigation of the friction andwear behavior of glass-epoxy composite with and without graphite filler, J. Reinforced Plastics and Comp.,26: (2007) 81.
17. Gewen Yi and Fengyuan Yan .Mechanical and tribological properties of phenolic resin based friction compositefilled with several inorganic fillers. Wear, 262: (2007) 121-129.
18. J.M. Whitney, I.M. Daniel and R.B. Pipes, Experimental mechanics of fiber reinforced composite materials,Society for experimental mechanics, Brookfield Centerconnecticut, 1984.
19. Kishore, P. Sampathkumaran, S. Seetharamu, Vyantheya, S. Murali and R.K. Kumar, SEM observations ofthe effect of velocity and load on the slide wear characteristics glass fabric-epoxy composites with differentfillers, Wear, 237(1): (2000) 20-27.
20. Gewen Yi and Fengyuan Yan. Mechanical and tribological properties of phenolic resin based friction compositefilled with several inorganic fillers. Wear, 262: (2007) 121-129.
21. N.G. Hung, N. Chand, Structure and wear characteristics of graphite/UHMWPE composite, J. Res. Ind., 40:(1995) 297-302.
22. N. Dayandajawali, B. Siddeswarappa and Siddaramaiah, Physico-mechanical properties, machinability andmorphological behavior of short glass fibre- reinforced nylon 6 composites, J. Reinforced Plastics and Comp.,25: (2006) 1409.
23. B. Suresh, S. Kshama, A.V. Vidhya and Siddaramaiah, Investigation of tri-biological behavior of carbon-epoxy composite system, Natl. Conf. on Recent Trends in Mechanical Engineering, held at SJCE Mysore,(2006).
24. Y. Zhang, C.A. Pickles and J. Cameron, The production and mechanical properties of silicon carbide andalumina whisker- reinforced epoxy composites, J. of Reinforced Plastics and Comp., l11: (1992) 1176.
25. Kishore, P. Sampathkumaran, S. Seetharamu, P. Thomas, and M. Janardhana, A study on the effect of thetype and content of filler in epoxy-glass composite system on the friction and wear characteristics, Wear,259(1-6): (2005) 634-641.





























