Embed Size (px)
Citation preview

FIRE AND MATERIALS
Fire Mater. 2002; 26: 201–206 (DOI: 10.1002/fam.810)
An Investigation into the Mechanism of FlameRetardancy and Smoke Suppression by Melamine inFlexible Polyurethane Foam
Dennis Price1,*, Yan Liu1,y, G. John Milnes1, Richard Hull1, Baljinder K. Kandola2 and A. Richard Horrocks2
1 Institute for Materials Research, Cockcroft Building, University of Salford, Salford M5 4WT, UK2Centre for Materials Research and Innovation, Bolton Institute, Deane Road, Bolton BL3 5AB, UK
The mechanism of flame retardancy and smoke suppression by melamine in flexible polyurethane foam has been
investigated using cone calorimetry, TG, DSC and pyrolysis/GC/MS. The cone calorimetric results indicate that the
addition of melamine into polyurethane foam was very effective at reducing heat release rates and suppressing smoke
and CO production during the initial combustion stage. GC/MS analysis showed that the volatiles evolved from
polyurethane foam, pyrolysed at 3508C in air, consisted mainly of the 2,6- and 2,4- isomers of toluene diisocyanate.
Such species together with other aromatic compounds are accepted as being the main contributors to smoke released
from polyurethane foam in a fire. Cone calorimetry, DSC and pyrolysis/GC/MS experiments indicated that
interaction occurs between melamine and the evolved toluene isocyanate fraction arising from the decomposition of
polyurethane foam. The resulting polymeric structures so formed will reduce the amount of aromatic smoke
precursors evolved thus suppressing smoke in the event of a fire. This polymeric structure will also degrade to a char,
reducing the amount of combustibles volatilized and hence the rate of heat release. The char would form a protective
layer on the surface of the polyurethane foam. A mechanism for this important melamine–isocyanate interaction is
proposed. Copyright # 2002 John Wiley & Sons, Ltd.
INTRODUCTION
Conventional flexible polyurethane foams used asfillings in furnishings are readily ignited by a smallflame source and burn rapidly with a high rate of heatrelease and evolution of smoke and toxic gases. Theunacceptable fire behaviour of modern upholsteredfurniture filled with flexible polyurethane foam, washighlighted by UK fire brigade reports of domestic firesin the early 1970s. Subsequent legislation in 19881 hasled to the banning of non-flame-retarded or ‘combustionmodified’ polyurethane foam in UK domestic furnish-ings. As a consequence, most polyurethane foamscontain flame retardants based on phosphorus andhalogen. A disadvantage of the use of such materials,however, is that smoke production is increased in theevent of a fire.
Melamine is also used in low density flexible foams inorder to increase the time to ignition and suppresssmoke production.2,3 However, the mechanism ofsmoke suppression by melamine has not been wellreported in the literature. In this paper, an investigationinto the mechanism of flame retardancy and smokesuppression of polyurethane foam by melamine will bedescribed.
EXPERIMENTAL
Material
British Vita plc, UK provided the flexible polyurethanefoam samples studied, their compositions being based oncommercial products. General details of these polyur-ethane foam samples, including details of their perfor-mance to the ignition standard BS5852 defined in the UKregulations,1 are provided in Table 1. The non-flame-retarded polyurethane foam (PU) was based on onemanufactured for the motor trade from a polyether polyoland toluene diisocyanate (TDI). The melamine-containingfoam (PUM) was a combustion-modified high resilientfoam based on a higher molecular weight polyol and TDI.
Both the melamine powder and poly(propyleneglycol) used were produced by the Aldrich ChemicalCompany Inc., the average molecular weight of thepoly(propylene glycol) being 2700 and its functionalityabout 1.8.
Cone calorimetry
The burning behaviour of both the polyurethane foamsand the poly(propylene glycol) was investigated using a
Received 12 September 2002Copyright # 2002 John Wiley & Sons, Ltd. Accepted 20 October 2002
*Correspondence to: D. Price, Institute For Materials Research, Cockcroft Building, University of Salford, Salford M5 4WT,UK
yCurrent address: State Key Laboratory of Polymer Materials Engineering, Polymer Research Institute of Sichuan University, Chengdu, 610065,P. R. China
Contract/grant sponsor: EPSRCContract/grant sponsor: Albright & Wilson
Fire Testing Technology cone calorimeter under fullyventilated condition using the standard protocol4 at aheat flux level of 35 kW/m2 as recommended by theBritish Standards Institute.5 This is the level required bythe FAA and CAA regulations for testing aircraftseating materials. A dedicated computer controlled theinstrument and also stored the data output throughoutthe course of an experiment. Values of the requiredparameters, e.g. HRR, RSR, were calculated at the endof the experiment via dedicated software supplied byFTT. The foam samples used in the cone had previouslybeen prepared and cut into 100� 2mm � 100� 2mm� 50� 2mm blocks by British Vita plc. The base andsides of the foam samples were wrapped in a single layerof aluminium foil, shiny side toward the sample. Apolyol sample was also tested in a container createdfrom aluminium foil cut and shaped with a bottom areaof 100mm � 100mm and a height of 10mm. About10 g polyol was used for testing. Triplicate experimentswere carried out to confirm the reproducibility of theexperimental data.
Thermogravimetry (TG) and differential scanningcalorimetry (DSC)
TG and DSC experiments were carried out using aMettler 50TG and DSC30 apparatus, respectively. Theheating rate used was 108C/min. The gas flow rates usedwere 200 cm3/min for TG experiments and 100 cm3/minfor the DSC experiments.
Pyrolysis/GC/MS
A modified model 40 Pyro-chem Kit (manufactured byFoxboro Analytical, USA) was employed to flashpyrolyse the polyurethane foam sample (10mg) in staticair at atmospheric pressure. This technique has beenused extensively in this laboratory to study the pyrolysisof cotton and flame retarded cotton fabrics and isreported elsewhere6.
A Thermo-Unicam Automass II benchtop GC/MS,which comprises a model 615 GC and Automass System2 MS, was used to separate and identify the volatilepyrolysis products. GC separation was carried out on a25m length non-polar BPX5 column with an internaldiameter 0.32mm and film thickness 1.0 mm. Theinjection port temperature was set at 2508C, which isnear the boiling point of one of the expected pyrolysisproducts } toluene diisocyanate (TDI). The injectionswere carried out in the splitless mode and then after 30 sthe split valve was opened. Helium was used as thecarrier gas at 0.75 bar head pressure. The initial columntemperature was held at 808C for 1min followed by a
temperature ramp at 108C/min, to a final columntemperature of 2008C, which was held for 7min.
The Automass II MS was operated in the electronimpact (EI) mode (70 eV). The ionized sample thenpassed though a quadruple mass analyser, operating inthe step scan mode with a scan time of 1500 ms over amass range of 35 – 500 amu. An online computer usingLUCY software controlled the GC/MS system. Theeluted components were identified by library searchmatching with chemical intuition being used to solve anyambiguities.
RESULTS AND DISCUSSION
Cone calorimetry
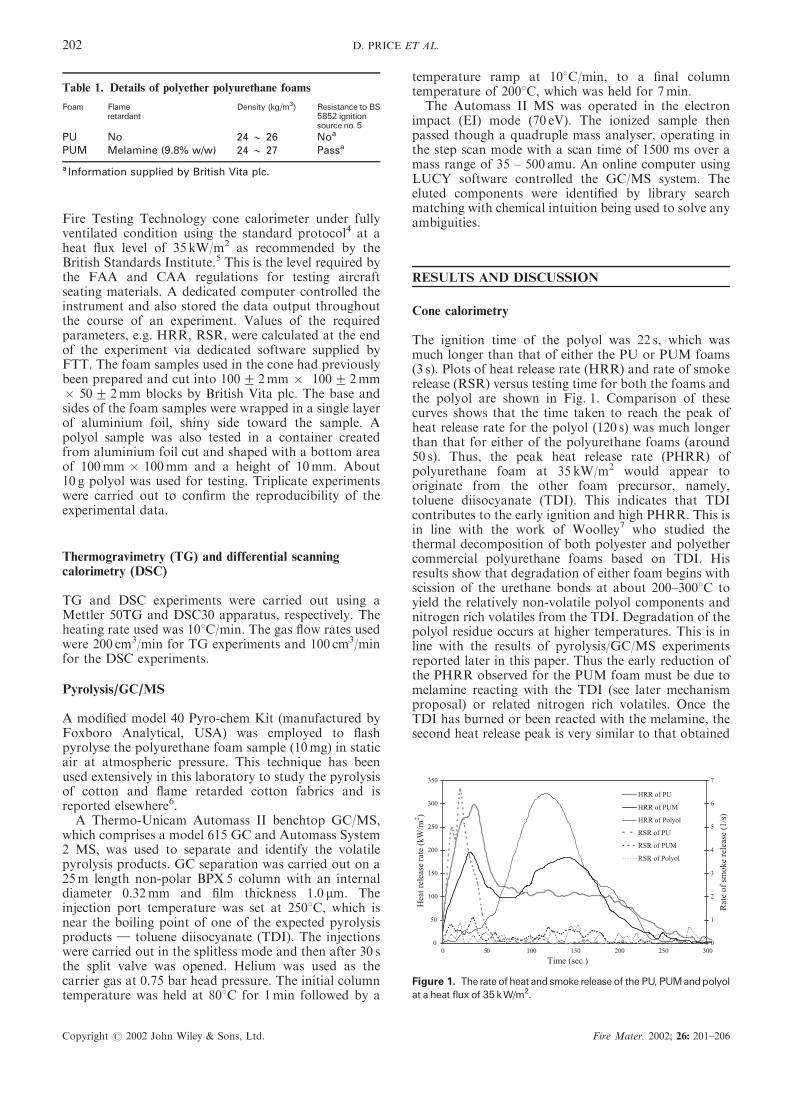
The ignition time of the polyol was 22 s, which wasmuch longer than that of either the PU or PUM foams(3 s). Plots of heat release rate (HRR) and rate of smokerelease (RSR) versus testing time for both the foams andthe polyol are shown in Fig. 1. Comparison of thesecurves shows that the time taken to reach the peak ofheat release rate for the polyol (120 s) was much longerthan that for either of the polyurethane foams (around50 s). Thus, the peak heat release rate (PHRR) ofpolyurethane foam at 35 kW/m2 would appear tooriginate from the other foam precursor, namely,toluene diisocyanate (TDI). This indicates that TDIcontributes to the early ignition and high PHRR. This isin line with the work of Woolley7 who studied thethermal decomposition of both polyester and polyethercommercial polyurethane foams based on TDI. Hisresults show that degradation of either foam begins withscission of the urethane bonds at about 200–3008C toyield the relatively non-volatile polyol components andnitrogen rich volatiles from the TDI. Degradation of thepolyol residue occurs at higher temperatures. This is inline with the results of pyrolysis/GC/MS experimentsreported later in this paper. Thus the early reduction ofthe PHRR observed for the PUM foam must be due tomelamine reacting with the TDI (see later mechanismproposal) or related nitrogen rich volatiles. Once theTDI has burned or been reacted with the melamine, thesecond heat release peak is very similar to that obtained
Table 1. Details of polyether polyurethane foams
Foam Flameretardant
Density (kg/m3) Resistance to BS5852 ignitionsource no. 5
PU No 24 � 26 Noa
PUM Melamine (9.8% w/w) 24 � 27 Passa
a Information supplied by British Vita plc.
0
50
100
150
200
250
300
350
0 50 100 150 200 250 300
Time (sec.)
Hea
t re
leas
e ra
te (
kW
/m2)
0
1
2
3
4
5
6
7
Rat
e of
smoke
rele
ase
(1/s
)
HRR of PU
HRR of PUM
HRR of Polyol
RSR of PU
RSR of PUM
RSR of Polyol
Figure 1. The rate ofheat and smoke releaseof thePU,PUMandpolyolat a heat flux of 35kW/m2.
D. PRICE ET AL.202
Copyright # 2002 John Wiley & Sons, Ltd. Fire Mater. 2002; 26: 201–206

in the experiment involving only polyol. Thus the secondHRR peak is due to polyol combustion. At times greaterthan that of the peak heat release rate for thepolyurethane foams, the polyol component in thepolyurethane foam is the main contributor to the heatrelease. It can be seen that the heat release rate between90 s and 150 s for the PU foam was lower than that forthe pure polyol. One reason is that the residue, left afterbreakdown of the foam structure and the reactionbetween TDI and melamine, was nearly 50mm furtheraway from the heating source than the pure polyolsample. This would have had an influence but wouldhave not been the only cause.
The rates of smoke release from both the polyol andPUM foam were much lower than that of the non-flame-retarded PU foam. In fact, only the PU foam gave adistinctive peak rate of smoke release, which occurredwithin the first 1min of the test time. That the peak RSRoccurred so soon after ignition can be taken as anindication that the smoke produced from the polyur-ethane foam was mainly generated from the majorpolymer precursor toluene diisocyanate and otheraromatic compounds released during its decomposi-tion/combustion.
TG and DSC
Degradation under nitrogen. Superimposed TG andDTG thermograms, obtained under flowing nitrogen,for the non-FR foam (PU) and the melamine treatedfoam (PUM) as well as those for melamine on its own,are presented in Fig. 2a. The PUM foam, containingmelamine as flame-retardant, has the same onset of
decomposition temperature as non-flame-retarded PUfoam. However, the temperature of the peak mass lossof the PUM foam for its first stage of decompositionwas shifted to a lower temperature by comparison withthat of the PU foam. This is probably due to thedecomposition of melamine with the resultant formationof NH3 which can accelerate the dissociation of urea andurethane8,9.
A small ‘peak’ in the mass loss rate between thetemperatures 2908–3008C appeared only in the case ofthe PUM foam. Comparing the DTG responses of bothpolyurethane foams with that of the melamine powder,it would appear that the early mass loss up to about3508C is attributable to both the sublimation ofmelamine and volatiles from TDI as per Woolley.7 Athigher temperatures, the mass loss is due to loss of thepolyol component of the polyurethane.
DSC traces for the PU and PUM foams as well asthat for melamine are shown in Fig. 2b, all areendothermic. Both the PU and PUM traces show twoendothermic peaks, the first endothermic peak for thePUM foam being very much less than that of the PUfoam. This indicates that the presence of the melaminehas caused an interaction which resulted in a muchreduced endothermicity. The most obvious conclusion isthat the melamine interacts with the TDI relatedvolatiles released in this temperature region. This isfurther evidence for an interaction occurring betweenmelamine and TDI related species as indicated by ourcone calorimetry results. The second DSC peaks, due toloss of the polyol, indicate that the presence of melaminein the PUM foam results in a slight increase in the peaktemperature of the polyol loss. Melamine gives only asingle endothermic peak due to its sublimation.
Pyrolysis/GC/MS
Samples of the PU foam (10 � 0.1mg) were pyrolysedin static air at 3508C for 1min. This was approximatelythe surface temperature of the PU foam, around theignition time at radiant heat flux level of 35 kW/m2, asmeasured during our cone experiments using a type Kthermocouple. Then 400 ml of the volatile pyrolysisproducts was removed from the pyrolysis chamber usinga heated (about 608C) 500 ml Hamilton gas tight syringe.The sample was slowly withdrawn over a period of3–30 s during the pyrolysis time. The sampled gaseouspyrolysis products were rapidly transferred into theGC/MS system for analysis.
Figure 3 presents the reconstructed ion chromato-gram (RIC) of the PU foam pyrolysed at 3508C. Twopartially resolved peaks labelled as A and B at retentiontimes of 9.68 and 9.75min, were identified as the 2,6-and 2,4- isomers of TDI by their mass spectra, see Fig. 4and 5. No secondary pyrolysis products, identifiable asbeing from the polyol part of the polyurethane foam,were detected at 3508C. These pyrolysis/GC/MS resultsindicate that volatiles evolved from the polyurethanefoam during the initial stage of burning were rich inaromatic compounds. Aromatic compounds are gener-ally accepted as being the main contributors to thesmoke released during a fire.
Pyrolysis studies were also carried out at 6008C. Thiswas considered to be approximately the temperature of
-5
-4
-3
-2
-1
0
1
2
100 150 200 250 300 350 400 450 500 550 600
Hea
t flo
w (
mW
)E
ndot
herm
al
PUPUMMelamine
-100
-80
-60
-40
-20
0
20
40
60
80
100
50 150 250 350 450 550 650
Temperature (°C)
Temperature (°C)
Res
idua
l Mas
s (%
)
-0.0055
-0.004
-0.0025
-0.001
0.0005
0.002
0.0035
0.005
Mas
s L
oss
Rat
e (m
g/s)
PU
PUM
Melamine
(a)
(b)
Figure 2. (a) TG, DTG and (b) DSC traces for the PU, PUM foams andmelamine; obtainedunder flowing nitrogen.
FLAME RETARDANT IN POLYURETHANE FOAM 203
Copyright # 2002 John Wiley & Sons, Ltd. Fire Mater. 2002; 26: 201–206

a polyurethane flame. Figure 6 presents the recon-structed ion chromatograms (RIC) of the sampledgaseous products from the pyrolysis of PU and PUMfoams in air at 6008C. Almost all the more abundantoxidative pyrolysis species found in the retention timerange between 1 and 10min from the non-flame-retarded PU foam were also present as products fromthe melamine flame-retarded PUM foam. The species,identified by their mass spectra, responsible for peaks f(2-methyl-2, 4-pentandiol), h (3-ethoxy-3-methyl-2-bu-tanone) and i (3-[3-(1-methylethoxy) propoxy]-1-propa-nol) were present due to secondary pyrolysis of the
polyol component of the polyurethane foam. In the caseof the PU foam, there were a number of peaks withretention times greater than 10min, some of which werenot well separated. Very few such peaks appear in theRIC from the PUM foam. According to their massspectra, those peaks were thought to be relatively highmolecule weight secondary pyrolysis products from thepolyol. No species attributable to melamine weredetected from the PUM sample.
The difference in relative amounts of the TDIobtained from the pyrolysis of the PU foam and thatfrom the PUM foam, could well indicate the effect thatmelamine has on the decomposition of polyurethanefoam and possible chemical reactions occurring duringpyrolysis. However, the traditional method used toestimate the amount of TDI released from the pyrolysisof polyurethane foam could not be employed in thisstudy for the following reasons:
* Even if the same mass of PU or PUM foam was usedfor pyrolysis/GC/MS experiments, the PUM foamcontained less polyurethane material because of thepresence of melamine.
* Pyrolysis was carried out in a model 40 Wilks Pyro-chem pyrolyser, which employed a small Ni/Cr/Fealloy filament. It was not always the case that all thefoam sample (10mg) was completely pyrolysed on thesmall boat shaped filament.
For these reasons, the following approach was used tocompare the amounts of TDI released from the PU andPUM foams:
* The pyrolysis products were identified.* The areas (Sf, Sh and Si) under the RIC peaks f, h and
i shown in Fig. 6, which were identified as being fromthe pyrolysis products of the polyol component forboth the PU and the PUM foams, were integrated.
* The areas (SA and SB) of the TDI peaks (A and B)were also integrated
* The ratios, such as (SA + SB)/Sf, were calculated.
Assuming that the formulation of the polyurethanecomponent of the PUM foam is the same as that ofthe corresponding PU foam and that the ratio of theamount of polyol to that of TDI in both foams isthe same, then calculated ratios such as (SA + SB)/Sf for
C
A
B
0
10
20
30
40
50
60
70
80
90
100
2 3 4 5 6 7 8 9 10 11 12Retention time (min)
Rel
ativ
e ab
unda
nce
%
Figure 3. The reconstructed ion chromatogram of sampled gaseousproducts from PU foampyrolysed at 3508C.
Figure 4. Mass spectrum of peak Awith retention time of 9.68min inFig. 3.
Figure 5. Mass spectrum of peak B with retention time of 9.75min inFig. 3.
C
BA
ihg
fed
c
b
ihf A C
a
0
10
20
30
40
50
60
70
80
90
100
0.5 2.5 4.5 6.5 8.5 10.5
Retention time (min)
Rel
ativ
e ab
unda
nce
%
PUPUM
Figure 6. The reconstructed ion chromatogram of sampled gaseousproducts from the PU and PUM foams pyrolysed at 6008C.
D. PRICE ET AL.204
Copyright # 2002 John Wiley & Sons, Ltd. Fire Mater. 2002; 26: 201–206

the PU and PUM foams should be the same if melaminehas no effect on the pyrolysis of polyurethane foam.
However, as can be seen from Table 2. the values ofratios (SA + SB)/Sf, (SA + SB)/Sh and (SA + SB)/Siobtained for the PUM foam are at least one fifth of theirrespective values for the PU foam. This shows that thepresence of melamine in the PUM foam had a chemicaleffect on the decomposition of the polyurethanecomponent of the PUM foam. Thus, the amount ofTDI released during the decomposition of PUM issignificantly reduced compared with that from the non-flame-retarded PU foam. As TDI is recognized as amajor precursor of smoke in a polyurethane fire, thisgreat reduction in TDI released from the PUM foamcould be the main reason for the significant reduction ofsmoke generated from PUM compared with PU in thecone calorimeter experiments.
CONCLUSIONS
Based on the information presented herein, the flameretardant and smoke-suppressant mechanisms of mela-mine may be considered to be the combined effect of thefollowing.
1. Melamine is believed to act as a heat sink, increasingthe heat capacity of the combustion system, andlowering the surface temperature of PUM foam.Thus the rates of combustible gas evolution andburning are reduced.
2. The nitrogen content of the melamine may partly endup as nitrogen gas when melamine burns, providingboth a heat sink and an inert diluent in the flame. Thepresence of melamine in the foam results in less heatbeing generated by the flame, consequently less heatbeing fed back to the polymer, and so the rate ofpolymer pyrolysis, i.e. generation of volatile fuel, isreduced.
3. The cone calorimeter study, at 35 kWm�2, showedthat melamine is very effective at suppressing smokeand CO production from polyurethane foam duringthe initial stage of combustion. The TG, DSC andPY/GC/MS studies provided evidence that this is dueto chemical interaction between melamine and theevolved isocyanate fraction arising from the decom-position of polyurethane foam. This interactionreduces the amount of toluene diisocyanate (TDI),a main contributor to the smoke and CO release.Consequently, the smoke and CO arising from a
conflagration involving melamine-flame-retardedpolyurethane would be greatly reduced.
4. Overall, the interaction between melamine and thereleased isocyanate fraction arising from the decom-position of polyurethane foam is considered to be themain reason for the smoke-suppression of melamine.Although no reaction is believed to occur betweenmelamine and TDI during the manufacture ofpolyurethane foam at processing temperaturesaround 1008C, at higher temperatures the –NH2
group of the melamine is known to be very reactivetowards the isocyanate (–NCO) group2. Thus, thereaction shown below would be expected to occurwhen the temperature is over 2508C. The polymericstructure so formed would reduce the amount ofaromatic smoke precursors volatilized, thus reducingthe smoke released. This type of structure woulddegrade to a char that will protect the remainingfoam.
NH2
N
CN
C
NC
NH2H2N
CH3
NCO
OCN
N
CN
C
NC
NH2
H2N NH2
HN- C-NH
HN-C-NH-
CH3
H2N
N
CN
C
NC
NH2
ONH2
N
CN
C
NC
NH2O
Supportive evidence for this proposal can be deducedfrom our previously reported observation that whenpolyurethane foam is flame-retarded by a combinationof chlorinated phosphate and melamine, then the extentof smoke suppression is much less10. This must bebecause the chlorinated phosphate will release acidssuch as HCl and H3PO4 at high temperatures. Themelamine will react with the acids forming salts thusreducing its smoke suppression activity. Also the acidsmay react with the TDI with formation of toluenediamine or hydrolyse the amido linkage formed from themelamine–TDI interaction.
Acknowledgements
The authors wish to thank Dr K. Hillier of British Vita plc forproviding the polyurethane foams, EPSRC for funding to purchase thecone calorimeter and Albright & Wilson (now Rhodia Specialities Ltd)for the smoke measurement equipment. We also wish to acknowledgevery helpful discussions with Dr Peter Carty (University of North-umbria at Newcastle). One of us (YL) wishes to thank University ofSalford for the award of a studentship.
Table 2. Calculated peak area ratios
PU PUM
(SA + SB)/Sf 1.63 0.25(SA + SB)/Sh 4.38 0.73(SA + SB)/SI 2.9 0.60
FLAME RETARDANT IN POLYURETHANE FOAM 205
Copyright # 2002 John Wiley & Sons, Ltd. Fire Mater. 2002; 26: 201–206

REFERENCES
1. Furniture and Furnishings (Fire Safety) Regulations, 1988.HMSO: London.
2. Woods G. ICI Polyurethanes Book. 2nd Edn Wiley: Chiche-ster, 1990.
3. Hume J, Pettett K, Jenc J. Flame Retard.’90 (Proceedings).Elsevier: London, 1990; 234–241.
4. ISO DIS 5660: Fire Test - Reaction to Fire - Reaction to FireRate of Heat Release from Building Products; 1990. http://www.iso.ch/iso/en/ISOonline.openerpage
5. BSI STD. DD 246-ENGL, 1999: Recommendations for theUse of the Cone Calorimeter. British Standards Institute:London. http://www.bsi-global.com
6. Faroq AA, Price D, Milnes GJ, Horrocks AR. Polymer Degrad.Stabil, 1991; 33: 155–170.
7. Woolley WD. Br. Polym. J. 1972; 4: 27–43.8. Mukaiyama T, Hoshino Y. J Am. Chem. Soc., 1956; 78:
1946–1948.9. Mukaiyama T, Iwanami M. J Am. Chem. Soc., 1957; 79: 73–
76.10. Price D, Yan Liu, Hull TR, Milnes GJ, Kandola BK, Horrocks
AR. Polym. Int. 2000; 49: 1153–1157.
D. PRICE ET AL.206
Copyright # 2002 John Wiley & Sons, Ltd. Fire Mater. 2002; 26: 201–206