Embed Size (px)
Citation preview

An Experimental Study of Plasticating in a
Reci p r oca ti ng-Scr e w Injection Molding Machine R. C. DONOVAN, D. E. THOMAS
and L. D. LEVERSEN
Engineering Research Center Western Electric Company
Princeton, New Jersey
Experimental studies were performed with low density
polyvinyl chloride to elucidate the nature o P.lFers the plasticating and On polyethylene, acrylonitrile-butadiene-styrene
process in a reciprocating-screw injection molding machine. Melting data, obtained by use of the “cooling experiment,” and plastic temperature data reveal that the screw recharge proc- ess is a transient plasticating extrusion process which gradually approaches the equilibrium extrusion behavior as the screw ro- tates, If the screw rotation time is a high percentage of the total cycle time, the plasticating behavior is very similar to steady-state extrusion behavior, but if the screw rotation time is a small percentage of the total cycle time, the plasticating behavior is significantly different. Furthermore, better plas- ticating is obtained by use of a low RPM and high percentage rotation time than by a high RPM and low percentage rotation time.
INTRODUCTION n recent years, the reciprocating-screw injection I molding machine has become one of the most im-
portant molding systems in the plastics industry. Although a standard method for comparing the plas- ticating performance of different screw injection machines has been adopted ( I ) and applied ( 2 ) , the true plasticating capacity of these machines has not been accurate1 measured previously and cur- rent knowledge o r the plasticating process is in- adequate. In the current investigation, experimental studies were performed to elucidate the nature of the plasticating process. An experimental technique, called the “cooling experiment,” which has been used in studying the extrusion process, (3-6), can provide an accurate measure of the plasticating performance of these molding machines and this technique has been extensively used in this study.
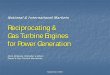
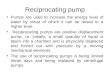
Figure 1 shows a section view of a qpical re- ciprocating screw plasticator. At an appropriate point in a typical cycle, the screw would be station- ary in the forward position as shown in Fig. 1 and as indicated by point 3 in Fig. 2. The screw be- gins to rotate (screw recharge) conveying plastic matterial forward and developing a . pressure, P, , ahead of the screw. This pressure forces the screw to translate back a predetermined distance which
Fig . 1. A reciprocating-screw injection molding muchine.
is dependent upon the desired volume of the molded part. The screw is then idle in the back position while the previously molded plastic continues cool- ing in the mold, and while the mold.is opened and the part ejected. After the mold closes, the screw is forced forward by hydraulic pressure, causing the newly recharged shot at the head of the screw to flow into the empty mold. A valve, such as a check ring, prevents back flow during injection, The screw then maintains pressure on the molded plastic for a speci- fied time (dwell or hold time). This completes the cycle.
The plasticating cycle can be divided into two portions: The first is the screw rotation or screw
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1971. Vol. 1 1 , No. 5 353

R . C. Donooan, D. E . Thomas and L. D. Leoerson
recharge portion and the second is, of course, the rest of the cycle, which is the sum of the screw stationary, injection, and dwell times. The first por- tion is a transient plasticating extrusion process and the second portion is basically a conduction heating or plastifying process.
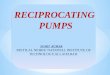
A screw is divided into various geometrical sec- tions such as feed, compression, and metering, which do not necessarily correspond to the functional zones of the screw, which are the solids zone, the melting zone, and the melt zone ( F i g . 3) .
EXPERIMENTAL APPARATUS
Machine Description The molding machine (Lombard Model 300L-
24s) used in this investigation has a 300-ton clamp- ing force and a 2.5-in. diam 19.5:l L/D inline re- ciprocating screw extruder. A conventional sliding check ring ( F i g . 1) was used to prevent back flow of material during injection.
The barrel heaters are contained within finned cast aluminum housings with integrally cast 0.5-in. diam stainless steel cooling coils. Water is circulated through the coils in order to rapidly cool the barrel when making a cooling experiment.
Seven mercury-filled pressure transducers ( Dy- nisco Model PT-440) are mounted at approximately 6-in. intervals along the barrel to measure plastic pressure along the screw. These transducers have negligible thermal zero shift over a wide tempera- ture range, sufficient response, and adequate linear- ity and hysteresis characteristics (7) . Because of the fragility of the transducer diaphragm, a silicone grease-filled adapter was incorporated between the transducer and the plastic melt to provide protec-
INCREASING T I M E
/
Fig. 2. Injection molding cycle.
354
MLLT Po% L SOLID BLD
MELTING ZONf LONE
SOLIDS ZONE
Fig. 3. Schematic drawing of a plasticating extruder.
tion. Although this slowed the response of the trans- ducer, it did not significantly affect the pressure recordings to be discussed here.
Screw Geometry and Instrumentation A general purpose screw with the following dimen-
sions was used in all of the experiments.
feed depth - - .385 in. metering depth - - .190in. feed length = 23.1 in. compression length = 13.0 in. metering length = 12.5 in. flight clearance - - .005in. flight width - - .312in.
For some of the experiments the screw was instru- mented with twenty thermocouples (8) for mea- suring the plastic temperature and five for the screw temperatures. For the plastic temperature, a 1/16-in. diam by %-in. long stainless steel sheath with a grounded iron-constantan junction is mounted be- tween two insulating plugs. The measuring junction is positioned at one half of the channel depth by silver soldering a stainless steel collar to the sheath. When the immersion depth exceeds 3/16 in., a sup- porting sleeve is used. The glass braid insulated leads are routed through a hole in the center of the screw and terminated at a slip ring assembly. The location of these thermocouples is shown in Fig. 4. The screw metal thermocouples are silver soldered in a stainless steel insert which is held in the screw by a threaded plug.
Plastic Material The polymers used in this study were extrusion
grade low density polyethylene" ( LDPE ), acryloni- trile butadiene styreneb ( ABS ), and impact-modified polyvinyl chloridec ( PVC ) . Thermocouple-instru- mented screws can be safely used with LDPE, while
n Union Carbide DFDC-0506. h Marbon Cycolac T2098. c Ethyl 7039.
POLYMER ENGINEERlNG A N D SCIENCE, SEPTEMBER, 1971, Vol. 1 1 , No. 5

An Experimental S tudy of Plasticating in a Reciprocating-Screw Injection Molding Machine
FEED COMPRESSION
METERING THERMOCOUPLES
PLASTIC 8 SCREW
Fig. 4 . Locations of thermocouples in screw channel.
Fig. 5. Melting cross-sections along the screw channel.
Fig. 6. A typical melting cross-section.
the more rigid and more viscous ABS and PVC poly- mers cause considerable damage to the thermocou- ples. Since this polyethylene was not molding grade it was not suitable for making molded parts.
The “Cooling Experiment” Cooling experiments were made at steady-state
rxtrusion conditions and during the molding cycle. The cooling experiment is accomplished by feeding a color mix (e.g., 3% black pellets mixed with natural pellets) into the operating extruder. After the desired operating conditions have been estab- lished, the revolving screw is stopped and the barrel is rapidly cooled by circulating water through cool- ing coils in the barrel. After the plastic along the screw has solidified, the screw is extracted and the helical coil of solidified plastic is unwrapped from the screw and sectioned perpendicular to the flights cvery half turn along ,the screw. The resulting cross- sections are illustrated in Fig. 5. In a given cross- scction, three distinct regions are usually observed- a bed of solid plastic, a pool of melted plastic, and a melt film near the barrel surface (Fig. 6). The experimental melting data is obtained from these colored cross-sections by measuring the area of the unmelted lastic (solid bed) A,, and dividing it by
Another view of the cooling experiment is shown in Fig. 7. By unwrapping the helical coil of solidi- fied plastic from the screw and laying it %at, the boundar of the solid bed and melt pool can be
7. The solid bed fractures at turn 11-% and the re- sulting gap fills with melt. The solid fragments be- come surrounded by melted plastic and gradually decrease in size as they flow toward the end of the screw.
the channe 7 cross-sectional area, A,.
sketche B as a continuous line. This is shown in Fig.
RESULTS Repeatability
Five identical cooling experiments were made with LDPE at the end of the screw rotation portion of a molding cycIe (point 4, Fig. 2) to evaluate the repeatability of the experimental results. The five experiments were performed over a period of four days, and before each experiment, all control set- tings were reset. From the resulting melting data, the start of melting and the melting profile indicate a high degree of repeatability.
5 6 7 8 9 10 1 1 12 TURNS
15 16 17 18 19 13 14
TURNS
Fig. 7. Melting profile for LDPE.
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1971, Vol. 1 1 , No. 5 355

R. C. Donovan, D. E . Thomas and L. D. Leverson
Molding Cycle (LDPE) A typical molding cycle based on the conditions
for the manufacture of the telephone desk set hous- ing was chosen for detailed study with LDPE. A 12.8-oz shot was generated by an injection stroke of 6 in. which is 60% of the machine's capacity. The screw rotational speed of 56 rpm provided a - ticating mass flow rate (recovery rate) of 129 1 %as /hr during the 22.2 sec of rotation time ( t , ) . Since the total cycle time was 45.1 sec, the fraction of rota- tion time to total cycle time was about one-half. Barrel temperatures Ta of 450°F and a melt back pressure, P,, of 1000 PSI were held for all runs.
As shown in Fig. 8, cooling experiments were conducted at five different points in the molding cycle. If the screw had not been rotating at the chosen point in the cycle (i.e., points 1, 2, and 3) the screw was rotated two turns before cooling the barrel in order to swee the plastified material from
this rotation, the amount of conduction melting be- tween points 4 and 1, for example, could not be visualized. The two turns did not significantly plas- ticate the material but it was sufficient to sweep the plastified material into the melt pool.
To provide a basis for comparison, a steady-state extrusion cooling experiment was performed at the same operating conditions and with the screw held at the 6-in. stroke osition. This melting profile
would reach if the screw rotated long enough. If one starts with the end-of-rotation experiment
(Point 4) in Fig. 8 and proceeds through points 1, 2, and 3 in the cycle, the conduction melting is clearly illustrated by comparing melting profiles. For example, at turn 9, the amount of melted plastic increases while proceeding from point 4 to point 1 through the cycle due to the conduction melting during the 7.6 sec while the screw is idle prior to injection.
The plasticating or rotational portion of the cycle occurs from point 3 to point 4. The melting profile at the start of rotation contains more melted plastic than it would under steady-state extrusion condi- tions because of the conduction melting. (Descrip- tions of the steady-state plasticating extrusion process can be found elsewhere, e.g. Refs. ( 3 - 6 ) ). Thus the meking profile at the start of rotation is different from the equilibrium ( steady-state extru- sion) profile and the transient melting profile during rotation gradually approaches the equilibrium pro- file. This i s illustrated in Fig. 9. If the rotation time of a cycle is long enough, the melting profile will reach the equiliibrium profile as the screw translates back. In this molding cycle, the rotation time of 22.2 sec is not sufficient for reaching the equilibrium profile.
For this typical molding cycle, the screw was also instrumented with thermocouples as previously de- scribed. The location of these thermocouples is illus- trated in Fig. 4 and results for the molding cycle and for steady-state extrusion are summarized in Table 1. From oscillographic recordings of the thermocouple
the top of the solid be x into the melt pool. Without
represents the equili 1 rium profile that the plastic
Fig. 8. Melting profiles at uarious points in the molding cycle.
POLYMER: OPERATING CONDITIONS LOW DENSITY POLYETHYLENE Tb= 4 5 0 ' F
N = 5 6 R P M G = 129 LB/HR tT = 45.1 SEC
b I t, = 22.2 SEC
f 2 5 " DIAM. ,190"
.385"
f 1.0 r
0 4 6 8 10 12 14 16 18
AXIAL DISTANCE, TURNS
F i g . 9. Experimental melting profiles.
Table 1. Temperature Recordings of Thermocouples Positioned Along the Screw for a Typical Molding
Cycle and Associated Steadystate Extrusion Condition as Described in the Text
Steady
First half of half of ex- screw rotation, screw rotation, trusion,
Thermo- temper- temper- temper- couple ature, O F ature, O F ature, O F
Second state
15 10 8 6 4 2
11 7
5M 4M 3M 2M 1M
227-244 265-360 300-398 360-412 412-432 427-438
402-412 412-422
297 402 410 423 440
212-227 246-334 261-351 286-400 393-426 422-438
402-412 412-422
297 402 410 423 440
193 220
230-325 244-325 266-376 296-390
406 400
237 353 372 391 427
356 POLYMER ENGINEERING AND SCIPNCE, SEPTEMBER, 1971, Vol. TI, No. 5

An Experimental Study of Plasticating in a Reciprocating-Screw Injection Molding Machine
readings, five consecutive cycles were examined to obtain an average maximum and average minimum for the first half and second half of the screw rotation time. These readings were not corrected for conduc- tion, response, or shear heating errors (8,9).
In Fig. lOu, it is seen that the recorded tempera- ture of a thermocouple at turn 7-% decreases about 30°F as the screw rotates durin screw recharge,
the steady-state extrusion temperature of 193°F ( Table 1 ). This thermocouple remains in the solid bed during screw rotation and thus measures the decrease in the solid bed temperature as the cooler plastic near the hopper is conveyed down the screw channel, Some uncertainty exists in trying to ascer- tain the true temperature and the true temperature drop of the plastic. As mentioned previously, the. thermocouple readings are uncorrected, and, there- fore, contain an unknown error. Furthermore, the heat transfer coefficient between the plastic and the thermocouple is higher during screw rotation than during the nonrotating portion of the cycle and this tends to exaggerate the temperature drop during screw rotation. During screw idle time, the heat transfer coefficient is low and the thermocouple tem- perature tends to approach the screw temperature (300"F, T a b l e l ) .
The data shown in Fig. 10b is very similar to that observed previously for steady-state extrusion ( 8) except that the average temperature is decreasing during screw rotation and approaching the equilib- rium value of 220°F (Table 1). The large fluctua- tions in temperature are due to the fracture of the solid bed at turn 11-Y2, causing the thermocouple to be alternately exposed to hot melted plastic and cold solid fragments.
Thermocouples #S and #6 are located further down the screw channel and are exposed to greater amounts of melted plastic and smaller solid fragments. Their average temperatures are cor- respondingly higher than thermocouples # 15 and #lo and the large temperature fluctuations indicate a considerable amount of unmelted plastic is flowing past them as was also indicated by the regression curve passed through the melting data in Fig. 9. As indicated in Table 1, these transient temperatures are also gradually approaching the equilibrium ex- trusion temperatures.
These results from thermocouple recordings, there- fore, corroborate the prior melting profile observa- tions that during screw rotation the colder solid plastic progresses further down channel as the melt- ing profile approaches the steady-state extrusion pro- file.
Pressure-time traces for the various pressure trans- ducers are shown in Fig. 11. These transducers are at fixed barrel positions which means they translate axially relative to the screw during screw rotation. When these pressures are plotted relative to their screw position ( F i g . 1 2 ) it is seen that the resulting pressure profile is relatively constant with time. Fur- thermore, the steady-state extrusion pressure profile is very similar to the molding cycle pressure profile.
and the plastic temperature is gra c f ually approaching
269
THERMOCOUPLE # 15
5 u 236-\ 203- 1
I
. I ,
I t~ , - r-~. I, 236-, 0 10 I 5 20
TIME DURING SCREW ROTATION. SEC
I7O-t A - -- ;&-. - - ;; io TlME DURING SCREW ROTI\TION, SEC
236 I - - 270-1 I I , I 0 5 10 15 20 0 5 10 15 20
TlME DURlNG SCREW ROTATION SEC TlME DURING SCREW R O T l T l O N sa
Fig. 10. Pkrstic temperatures at various positions along the screw channel.
1500 - Y)
M E T E R I N G '4 FEED #9 u' 1000
P 0 - 4
2500
m P
Y c 2 Y)
w
0
2500
2 w LT 2 Y) (I)
u i
0 ,
aa I
0 10 20
TIME DURING SCREW ROTATiON SEC
I 2500 -
METERING+ 2
; Y) j-------j CHEW RING
0
I 1500-
SHOT *L I - a I
10
i 20
T I M E D U R I N G SCREW ROTATION. SE'
Fig. 11. Plastic pressures at various positions along the screw channel.
- 1500 - a , Y)
w ; 1000 c rn
N i 56 RPM G i I 2 9 i B / H R
0 START O F ROTATION P MIDPOINT OF ROTATION
END OF ROTATION
0 STEADY STATE EXTRUSION
w IL a
500 - , I I ,
0 2 4 6 8 10 12 14 16 18 1 A X I A L DISTANCE TURNS
I Ion''
385"
Fig. 12. Pressure profiles during screw rotation.
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1971, Vol. 11, No. 5 357

R. C. Donown, D. E .
1.0 c
d
e 2 .6 - W
4 a .4- m e
2 . 8 -
G
d . 2 - In
0-
Thomas and L. D. Leverson
-
Effect of 'j% Screw Rotation Time
To further elucidate the nature of the plasticating process, a group of molding cycles for each polymer was chosen for study b use of the cooling experi-
varied from cycle to cycle by varying the screw rota- tion speed while holding all other machine variables constant.
The analysis of the typical cycle discussed pre- viously revealed that cooling experiments are neces- sary only at two points in the cycle to identify the transient plasticating region. Thus for each molding cycle, melting experiments were performed at points 3 and 4 in the cycle, and one steady-state extrusion experiment was done with the screw in the full stroke position. Regression curves were fitted to the data in the LDPE cases because of the scatter in the data due to solid bed fracture (6 ) .
The experimental data for the LDPE group of cycles is shown in Figs. 13-15. For the 85% rotation case in Fig. 13, the transient plasticating region is narrow and very near the equilibrium extrusion melt- ing profile. For the SO% rotation case in Fig. 14, the transient region is broader and is located further from the equilibrium melting profile. Finally for the 16.6% rotation case in Fig. 15, the transient region is very broad and located quite far from the equilib- rium profile. I t appears clear then that molding cy- cles with a long % rotation time closely resemble a steady-state extrusion process and results from extru- sion research can be used to predict optimum operat- ing conditions and screw designs. For molding cycles with short "/o rotation times, however, the plasticating process is considerably different from a steady-state extrusion process and new techniques must be de- veloped to describe and predict this behavior.
ment. In each group, t l e screw rotation time was
Another very important observation can be made about the melting profiles for this first group of cycles. By comparing Fig . 13 and Fig . 15, it is evi- dent that a low screw rotation speed and a long rotation time plasticate the polymer considerably bet- ter than the high screw rotation speed and short rotation time. Thus, improved melting is obtained by rotating the screw during the entire available time even though a low RPM is used. In the above cases, complete melt is obtained at the end of the screw for the long rotation time case but unmelted material is entering the shot for the short rotation time case. The effect on the molded part could not be investi- gated because the plastic was not molding grade.
Similar melting behavior is exhibited for ABS in Figs. 16 and 17 and for PVC in Figs. 18 and 19. These polymers have more stable melting profiles than LDPE as evidenced by the reduced scatter in the melting data. For ABS, the low RPM and long rotation time case ( F i g . 16) provides a completely melted shot while the high RPM and short rotation time case ( F i g . 17) has unmelted plastic entering the shot at the end of screw rotation. Housings were molded for each cycle using the same color mix as in the cooling experiment. The housings from the low rpm cycle had a more even distribution of color than
358 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1971. Val. 1 1 , No. 5
POLYMER. OPERATING CONDITIONS LOW DENSITY POLYETHYLENE
T b ' 450° F N G = = 22 545 5 LB/HR RPM
1 , = 50 SEC i R = 42.5 SEC
I 385"
1 190"
t I
MOLDING CYCLE. 1 .o I- 0 - STbRT OF SCREW ROTbTION
4
4" 8 EXTRUSlON
- E N D OF SCREW ROTbTION
A - REGRESSION CURVE -SCREW bT FULL STROKE ( 5 " ) G
.6 4
U : .4 m
2 2 In
0
AXIAL DISTANCE, TURNS
Fig. 13. Experimental melting profiles,
POLYMER: OPERATI NG CONDl TI ONS: Tb = 450'F N = 37 RPM
LOW DENSITY POLYETHYLENE
G = 93.3 iT = 50 SEC 1 , = 25.ISEC
2.5"DIA- - .385" 4 : b MOLDING CYCLE
W rn n i 0 v)
0 0 4
START OF S C R E W ROTATION
END OF SCREW ROTATION EXTRUSION A SCREW BACK 5 INCHES ,y\ - REGRESSION CURVE
& - 9
A A A A
A X I A L D I S T A N C E , T U R N S
Fig. 14. Experimental melting profiles.
OPERATING CONDITIONS
T b = 4 5 0 ' F ti = I07 RPM G = 290 LB/HR iT= 50 SEC.
LOW DENSITY POLYETHYLENE
t i = 8.4 SEC 4 190"
385 I' 2 5"DIAM. 1 1
MOLOING CVCLE
0 - STbRT OFSCeEW
- EN0 WSCREW IOTbTION
EXTRUSION
A - SCREW bT FULL STROKE (5")
- REGRESSION CURVE
AXIAL DISTANCE, TURNS
Fig. 15. Experimental melting profiles.

An Experimental Study of Plasticating in a Reciprocating-Screw lnjection Molding Machine
4
.6 LL 4
,4 e 0 Y) .2
0
OPERATING CONDITIONS POLYMER ABS Tb. 450.F
N . 24RPM G - 77.5 L B I H R . tr - 66 SEC +* * 42.5 SEC
t .385"
I
1 ,190"
t
A A A MOLDING CYCLE O n
.END OF SCREW ROTATION EXTRUSION
- o START OF SCREW ROTATION:
- A S C R E W AT FULL STROKE (6.1 . . .
0 A .. . 0 0 . .
0 0 -
0 0 . , . I o o m o o ~ o o o o o
MOLDING CYCLE 0 START OF SCREW ROTATION
END OF SCREW ROTATION EXTRUSION
g .8 A SCREW AT FULL S T R O K E (6') . A
a
* = 0 . a -
a .6
2 0 W .4
0 - 2 .2 Y)
0
J
2 . 2 -
'3 5 7 9 II 13 I5 17 19
O n - : b A
A b b
0 . . : A
' ' 0 ' A
-MOLDING CYCLE . OSTART OFSCREW ROTATION ' 0 ".. .EN0 OF SCREW ROTATION
. A A
. A EXTRUSION A S C R E W AT FULL STROKE ( 6 " ) ' .. A d
0 .. - .
o p 0 0
AXIAL DISTANCE, TURNS
Fig. 16. Experimental melting profiles.
POLYMER: POLYVINYL CHLORIDE
OPERATING CONDITIONS: Tb = 3 8 0 N * 3 1 R P Y 0 . 144 L l l H R IT - 5 5 . 5 S E C
, lo * 3 0 . 5 S E C 1 "
,190" .ii5" 2 . 5 " D I A M . / 1
A X I A L D ISTANCE,TURNS
Fig. 18. Experimental melting profiles.
POLYMER: ABS
OPERATING CONDITIONS T b * 450.F N - I07 RPM G s 3 7 0 LB /HR tr= 6 5 aec t.. 9sec
I ,190' ,385. 2 . J 0 D 7 I
t
POLYMER: OPERATING CONDITIONS
POLYVINYL CHLORIDE Tb* 38O0F G = 360 LWHR N = 78 RPM tr* 5 6 . 5 ~ 8 ~ .
I tR= 12 I aec. I ,190"
. 3 8 5 " 2.5" DIAM, 1
. . 0 . . . 0 . END OF SCREW R O T A T I O N
0
AXIAL DISTANCE, T U R N S
Fig. 19. Experimental melting profiles.
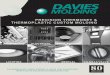
the high rpm housings; thus, further demonstrating that better plasticating and mixing results from use of the low rpm ( Fig. 20).
For each polymer, it is quite evident that the transient plasticating behavior can be considerably different from the steady state plasticating extrusion behavior and that predictions based on steady state extrusion knowledge are likely to be significantly in error unless the screw rotation time is a dominant part of the cycle.
CONCLUSIONS The plasticating process in a reciprocating-screw
injection molding machine is a transient plasticating extrusion process which gradually approaches the equilibrium extrusion behavior as the screw rotates. If the screw rotation time is a high ercentage of the total cycle time, the plasticating eehavior is very
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER, 1971, Yol. 1 1 , No. 5
Fig . 20. A comparison of mixing in molded parts. Housings from a low rpm cycle have more even distribution of color than high Tpm housings, thus demonstrating the better plasti- cating and mixing restilts obtained from use of low crpm.
359

R. C. Donovan, D. E . Thomas and L. D. Leverson
similar to steady-state extrusion behavior, but if the screw rotation time is a small percentage of the total cycle time, the plasticating behavior is significantly different. Better plasticating is achieved by a low screw rpm and a long rotation time than by a high screw rpm and a short rotation time.
The “cooling experiment” is an excellent technique for studying plasticating and provides accurate data on the amount of unmelted plastic along the screw channel. This data correlates well with plastic tem- perature data taken from a thermocouple-instru- mented screw.
The “coolin experiment” is a definitive technique on which furt fl er experimental and new theoretical studies could be based in order that screw designs, operating conditions, machine sizes, and plastic properties could be investigated for optimum proc- essibility.
ACKNOWLEDGMENT The authors appreciate the useful ideas contrib-
uted by Dr. D. I. Marshall, and the assistance of H. E. Zahn, P. S. Symonowicz, A. Karp, and G. Vlaciky .
BIBLIOGRAPHY 1. Mod. Plust., 45, 107 (1968). 2. V. R. Grundmann, Mod. Plast., 43, 117 (1966). 3. B. H. Maddock, SPE I., 15,383 (1959). 4. L. F. Street, Int. P h t . Eng., 1,289 (1961). 5. Z. Tadmor, I. Duvdevani, and I. Klein, Polym. Eng. Sci.,
6. R. C. Donovan, 28th Annual Technical Conference, So-
7. K. H. Scholl, Kunstofe, 58,339 ( 1968). 8. D. I. Marshall, I. Klein, and R. H. Uhl, SPE J., u), 329
9. D. I. Marshall, I. Klein, and R. H. Uhl, SPE J., 21, 1192
7,198 ( 1967).
ciety of Plastics Engineers, New York ( 1970).
(1964).
( 1965).
360 POLYMER ENGINEFRING AND SCIENCE, SEPTEMBER, 1971, Vol. 11, No. 5