Embed Size (px)
Citation preview

1
CONNECT COLLABORATE
ACCELERATE TM
AN ECONOMIC EVALUATION OF BUFFER PREPARATION
PHILOSOPHIES FOR THE BIOPHARMACEUTICAL
INDUSTRY
TM

Buffer preparation philosophies 2©BioPhorum Operations Group Ltd | December 2019
ContentsContents ............................................................................................................................................................................................................ 2
Lead Author ...................................................................................................................................................................................................... 4
1.0 Executive summary .......................................................................................................................................................................... 7
2.0 Introduction ....................................................................................................................................................................................... 9
3.0 Methodology ...................................................................................................................................................................................10
3.1 Scenarios ........................................................................................................................................................................................ 12
3.2 Model assumptions and input parameters ........................................................................................................................... 13
4.0 Buffer demand .................................................................................................................................................................................15
4.1 Impact of buffer philosophy on volumes to be handled .................................................................................................... 17
4.2 Raw material demand ................................................................................................................................................................. 18
4.2.1 Stock solutions ..........................................................................................................................................................................18
4.2.2 Powders .......................................................................................................................................................................................20
5.0 Buffer preparation .........................................................................................................................................................................21
5.1 Capital cost .................................................................................................................................................................................... 21
5.2 Operating cost .............................................................................................................................................................................. 23
5.2.1 Labor .............................................................................................................................................................................................25
5.2.2 Consumables .............................................................................................................................................................................27
5.2.3 Raw materials ............................................................................................................................................................................29
5.3 Footprint ......................................................................................................................................................................................... 30
5.4 Cost of buffer (technology comparison) ................................................................................................................................ 32
5.4.1 Cost of buffer .............................................................................................................................................................................32
5.4.2 Sensitivity analysis ...................................................................................................................................................................34
5.4.3 Return on investment .............................................................................................................................................................36
5.4.4 Net present cost ........................................................................................................................................................................37
6.0 Conclusion .........................................................................................................................................................................................38
References ......................................................................................................................................................................................................41
Acronyms ........................................................................................................................................................................................................42

Buffer preparation philosophies 3©BioPhorum Operations Group Ltd | December 2019
List of tables
Table 1: Buffer preparation philosophies ................................................................................................................................................................................................................................................................... 9
Table 2: Buffer list ............................................................................................................................................................................................................................................................................................................. 11
Table 3: Stock solutions for buffer stock blending............................................................................................................................................................................................................................................... 11
Table 4: Process model scenarios ............................................................................................................................................................................................................................................................................... 12
Table 5: Stock solution and buffer preparation times ........................................................................................................................................................................................................................................ 13
Table 6: Concentration factors for buffers ............................................................................................................................................................................................................................................................. 14
Table 7: Recipe times for system clean-in-place ................................................................................................................................................................................................................................................... 14
Table 8: Sensitivity analysis parameters .................................................................................................................................................................................................................................................................. 34
Table 9: Net present cost assessment for buffer preparation philosophies ............................................................................................................................................................................................. 37
List of figures
Figure 1: Relative comparison of buffer preparation philosophies ................................................................................................................................................................................................................. 8
Figure 2: Process flow for recovery and purification (taken from the BioPhorum Technology Roadmap for the Biopharmaceutical Manufacturing Industry1) .................................. 10
Figure 3: Buffer requirements per kg of product ................................................................................................................................................................................................................................................. 15
Figure 4: Solution requirements per batch ............................................................................................................................................................................................................................................................. 16
Figure 5: Storage volumes at 2,000L bioreactor scale ....................................................................................................................................................................................................................................... 17
Figure 6: Storage volumes at 12,500L bioreactor scale ................................................................................................................................................................................................................................... 17
Figure 7: Stock solution demand per batch ............................................................................................................................................................................................................................................................ 18
Figure 8: Stock solution demand at 2,000L bioreactor scale .......................................................................................................................................................................................................................... 19
Figure 9: Stock solution demand at 12,500L bioreactor scale ........................................................................................................................................................................................................................ 19
Figure 10: Powder demand per batch ....................................................................................................................................................................................................................................................................... 20
Figure 11: Total installed cost for buffer preparation at 2,000L bioreactor scale ................................................................................................................................................................................. 21
Figure 12: Total installed cost for buffer preparation at 12,500L bioreactor scale............................................................................................................................................................................... 22
Figure 13: Operating cost (per batch) for buffer preparation at 2,000L bioreactor scale .................................................................................................................................................................. 23
Figure 14: Operating cost (per batch) for buffer preparation at 12,500L bioreactor scale ............................................................................................................................................................... 23
Figure 15: Cumulative operating costs at 2,000L bioreactor scale .............................................................................................................................................................................................................. 24
Figure 16: Cumulative operating costs at 12,500L bioreactor scale .......................................................................................................................................................................................................... 24
Figure 17: Labor requirements per batch for buffer preparation at 2,000L bioreactor scale........................................................................................................................................................... 25
Figure 18: Labor requirements per batch for buffer preparation at 12,500L bioreactor scale ........................................................................................................................................................ 25
Figure 19: Consumables cost per batch for buffer preparation at 2,000L bioreactor scale .............................................................................................................................................................. 27
Figure 20: Consumables cost per batch for buffer preparation at 12,500L bioreactor scale ........................................................................................................................................................... 27
Figure 21: Raw materials cost per batch for buffer preparation at 2,000L bioreactor scale ............................................................................................................................................................. 29
Figure 22: Raw materials cost per batch for buffer preparation at 12,500L bioreactor scale .......................................................................................................................................................... 29
Figure 23: Preparation and hold equipment footprint at 2,000L bioreactor scale ................................................................................................................................................................................ 30
Figure 24: Preparation and hold equipment footprint at 12,500L bioreactor scale ............................................................................................................................................................................. 30
Figure 25: Cost of buffer per liter at 2,000L bioreactor scale ......................................................................................................................................................................................................................... 32
Figure 26: Cost of buffer per liter at 12,500L bioreactor scale ...................................................................................................................................................................................................................... 32
Figure 27: Sensitivity results for buffer concentrates at 2,000L bioreactor scale with 5g/L titer .................................................................................................................................................. 34
Figure 28: Sensitivity results for buffer stock blending at 2,000L bioreactor scale with 5g/L titer................................................................................................................................................ 35
Figure 29: Return on investment for buffer stock blending at 2,000L bioreactor scale ..................................................................................................................................................................... 36
Figure 30: Return on investment for buffer stock blending at 12,500L bioreactor scale .................................................................................................................................................................. 36

Buffer preparation philosophies 4©BioPhorum Operations Group Ltd | December 2019
Lead Author
AuthorsThe following member company participants are acknowledged for their efforts and contributions in the production of this document:
PM Group Kevin Gibson
Avantor Pranav Vengsarkar
Biogen Phil de Vilmorin
Biopharm Services Christian Jones Andrew Sinclair
CRB Steve Attig
Exyte Carl Carlson
GSK Hiren Ardeshna
Lonza Carrie Mason
Merck Russell Jones
Merck & Co Inc. Kenilworth, NJ Jeff Johnson
Sanofi Nathalie Frau
University College Cork Denis Ring
BioPhorum Danièle Wiseman
With thanks to Natraj Ramasubramanyan

Buffer preparation philosophies 5©BioPhorum Operations Group Ltd | December 2019
About BioPhorumThe BioPhorum Operations Group’s (BioPhorum’s) mission is to create environments where the global biopharmaceutical industry can collaborate and accelerate its rate of progress, for the benefit of all. Since its inception in 2004, BioPhorum has become the open and trusted environment where senior leaders of the biopharmaceutical industry come together to openly share and discuss the emerging trends and challenges facing their industry.
Growing from an end-user group in 2008, BioPhorum now comprises 53 manufacturers
and suppliers deploying their top 2,800 leaders and subject matter experts to work in seven
focused Phorums, articulating the industry’s technology roadmap, defining the supply partner
practices of the future, and developing and adopting best practices in drug substance, fill finish,
process development, manufacturing IT, and Cell and Gene Therapy. In each of these Phorums,
BioPhorum facilitators bring leaders together to create future visions, mobilize teams of experts
on the opportunities, create partnerships that enable change and provide the quickest route to
implementation, so that the industry shares, learns and builds the best solutions together.
BioPhorum Technology RoadmappingBioPhorum Technology Roadmapping establishes a dynamic and evolving collaborative technology management process to accelerate innovation by engaging and aligning industry stakeholders to define future needs, difficult challenges and potential solutions. The Phorum involves biomanufacturers, supply partners, academia, regional innovation hubs and agencies, serving to communicate the roadmap broadly while monitoring industry progress.
For more information on the Technology Roadmapping mission and membership,
go to https://biophorum.com/phorum/technology-roadmapping/

Buffer preparation philosophies 6©BioPhorum Operations Group Ltd | December 2019
Abstract
As the demand for multiproduct, flexible facilities grows, there is an increasing emphasis on support services such as buffer preparation, where overheads are increasing and bottlenecks are developing. The supply of buffer solutions accounts for a large proportion of a facility’s footprint, labor, equipment and operating costs in the biomanufacturing industry. To alleviate the potential bottlenecks and reduce the impact on capital and operational expenditure, alternative philosophies for buffer management must be considered. The BioSolve Process software application from Biopharm Services Ltd has been used to construct a process model to assess the economic impact of a buffer preparation philosophy on a facility’s cost, design and operation. This comparison of traditional buffer preparation, buffer concentrates (in-line dilution) and buffer stock blending has demonstrated the significant benefits of both buffer concentrates and buffer stock blending over traditional buffer preparation. Buffer stock blending has proved to be the most economically viable due to significant operational benefits, particularly regarding labor demand.

Buffer preparation philosophies 7©BioPhorum Operations Group Ltd | December 2019
1.0
Executive summaryBuffer management presents a number of significant challenges for the biomanufacturing industry and accounts for a large proportion of a facility’s footprint, labor, equipment and operating costs. This paper will evaluate the economic aspects of the various approaches available for the supply of buffers and assess their impact on facility design and operation.
Three strategies for buffer preparation are considered:
• Traditional buffer preparation: preparation of multi-component buffer solutions in
fixed vessels or single-use (SU) mixers at the final required concentration ready for
delivery to the process
• Buffer concentrates (in-line dilution): preparation of multi-component buffer
solutions in fixed vessels or SU mixers at a higher concentration than that required by
the process, which must be subsequently diluted before use
• Buffer stock blending: preparation of buffers in-line from concentrated, single-
component stock solutions at the final required concentration ready for delivery
to the process. While buffer stock blending is considered in this paper, the general
philosophy and associated operational benefits are comparable to similar approaches
such as in-line conditioning.
The volume of buffer required by a facility is directly related to the bioreactor volume
and product titer. Process developments, such as improved upstream productivity and an
ever-increasing demand for more agile multiproduct facilities, place growing demands on
support areas such as buffer preparation. Traditionally, labor-intensive and logistically
inflexible buffer supply is now frequently identified as a cause for bottlenecks. This is
evidenced by the identification of buffer preparation as one of the technology needs in the
BioPhorum Technology Roadmap for the Biopharmaceutical Manufacturing Industry1.

Buffer preparation philosophies 8©BioPhorum Operations Group Ltd | December 2019
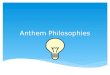
The comparison of the buffer philosophies is illustrated in Figure 1. Buffer concentrates and buffer stock blending on
demand offer considerable advantages over the traditional approach. Aside from the high initial investment, buffer stock
blending outperforms even buffer concentrates, particularly regarding the labor demand for buffer supply.
While the absolute values for the various assessment categories shown in Figure 1 are facility and process-specific, the
relative comparisons and general trends are likely to remain valid. The optimum buffer management approach is likely to
consist of a combination of the various philosophies and will vary by facility. Given the demonstrated benefits of buffer
stock blending as a cost-effective and flexible approach, it should certainly be included as part of the implemented strategy,
particularly for high-volume buffers.
Figure 1: Relative comparison of buffer preparation philosophies
Description 2,000 L scale 12,500 L scale
Trad
itio
nal
In-l
ine
dilu
tion
Buf
fer
stoc
k bl
endi
ng
on d
eman
d
Trad
itio
nal
In-l
ine
dilu
tion
Buf
fer
stoc
k bl
endi
ng
on d
eman
d
Capital cost
Operating cost
Labor demand
Consumables cost
Footprint
Flexibility
Total cost of buffer
Net present cost
Key:
= High positive impact = Medium positive impact = Baseline = High negative impact

Buffer preparation philosophies 9©BioPhorum Operations Group Ltd | December 2019
2.0
Introduction Buffer preparation is a key challenge for the biopharmaceutical industry and is one of the technology needs identified in the BioPhorum Technology Roadmap for the Biopharmaceutical Manufacturing Industry1. This paper will evaluate the economic aspects of the various approaches for the supply of buffers for use in biopharmaceutical manufacturing and assess their impact on facility design and operation.
There is significant pressure on the biopharmaceutical
industry to reduce the overall cost of supply while
ensuring that safety and quality are not compromised. This
has resulted in initiatives to improve productivity as well
as an overall increase in demand for highly flexible and
adaptable facilities.
In the drive to improve productivity, there have been
considerable technology developments that have resulted
in the creation of higher titer processes, increasing the
productivity per liter of bioreactor capacity2. This has
resulted in significant challenges being placed on support
services, such as the design and operation of buffer
preparation. As downstream purification operations
are product-mass-based, some of the most significant
advances that have impacted on downstream and
consequentially buffer demand have occurred upstream3.
The large volumes of buffer required present logistical
challenges and buffer production remains a significant
proportion of a facility’s footprint, labor requirements
and equipment costs. It has been reported that media and
buffer powder storage and preparation represent ≥20% of
the space and costs for larger facilities4.
The buffer preparation philosophies compared in this
paper are outlined in Table 1.
Philosophy Description
Traditional buffer preparation Preparation of multi-component buffer solutions at the final required concentration ready for delivery to the
process:
• Preparation in fixed vessels or SU equipment
• Requires a dedicated preparation for each final process buffer
• Requires dedicated hold equipment for each final process buffer.
Buffer concentrates (in-line dilution) Preparation of multi-component buffer solutions at a higher concentration than that required by the process, which
must be subsequently diluted before use:
• Preparation in fixed vessels or SU equipment
• Typically requires a dedicated preparation for each multi-component buffer solution (although in some cases, a
single buffer concentrate may be used to prepare multiple final process buffer solutions)
• Volumes to be prepared and stored are reduced due to the concentration factor. Dispensing and material handling
requirements for a preparation are not impacted as only the initial charge of water for injection (WFI) is reduced
• As buffer formulations are multi-component, the least soluble ion and the common ion effect will limit the
maximum concentration factor that can be attained.
Buffer stock blending Preparation of buffers in-line from concentrated, single-component stock solutions at the final required
concentration ready for delivery to the process:
• Concentrated, single-component liquid stock solutions blended in-line with WFI to produce final
process buffer solutions
• Final process buffer solutions may be prepared and supplied directly to the process without the need for
intermediate buffer storage (buffer stock blending on-demand)
• Final process buffer solutions may also be prepared ahead of time and held in intermediate storage before
delivery to the process (buffer stock blending ahead of time)
• A wide range of buffers may be prepared from a relatively small number of concentrated, single-component
stock solutions.
Table 1: Buffer preparation philosophies

Buffer preparation philosophies 10©BioPhorum Operations Group Ltd | December 2019
3.0
Methodology The BioSolve Process software application from Biopharm
Services Ltd has been used to construct a process model
to assess the impact of a buffer preparation philosophy
on a facility’s design and operation. Biosolve Process is a
user-configurable, process-modeling software product
with cost of goods being one of the key outputs. It is widely
used in the biopharmaceutical industry (50+ companies),
more than 50% of which are manufacturing companies and
34% are suppliers using it to model the value and impact of
innovative technologies.
Biosolve version 7.5.0.28 was used to generate the process
models for this assessment. However, in the standard
software version, the evaluation of buffer stock blending
is not currently available. To facilitate this assessment, a
custom calculation sheet was developed that allowed for
the assessment of in-line buffer preparation. The methods
developed to model buffer stock blending will be included
in the standard BioSolve Process build in the next release.
For the assessment of buffer preparation, the
process flow (as per Figure 2) and assumptions
used in the BioPhorum Technology Roadmap for the
Biopharmaceutical Manufacturing Industry1 were used as
a basis. The associated Biosolve model is available on
the Biopharm Services Limited website.
Figure 2: Process flow for recovery and purification (taken from the BioPhorum Technology Roadmap for the Biopharmaceutical Manufacturing Industry1)
Centrifugation/ 1° depth filtration
2° depth filtration
Protein A Virus inactivation
Cation exchange
Anion exchange
Viral filtration Ultrafiltration / diafiltration
Final filtration
Yie
ld
87% 96% 97% 98% 97% 97% 98% 98% 98%
Flo
wC
om
men
ts Removed when using perfusion USP
200 LMH 400L/m2
Batch 35g/L PCC - 55 g/L
Batch 45g/L PCC - 100 g/L
200 g/L 250 LMH 600L/m2
40 LMH 300 LMH 250L/m2

Buffer preparation philosophies 11©BioPhorum Operations Group Ltd | December 2019
Table 2 lists all of the buffers considered in the model along with their respective uses. This is a relatively simplified buffer
list with only 14 different buffers throughout the entire process.
Buffer Depth
filtration
Protein A
chromatography
Virus
inactivation
Cation exchange
chromatography
Anion exchange
chromatography
Viral
filtration
Ultrafiltration
/diafiltration
Final
filtration
50mM phosphate pH 7.4 Equilibration
Post-flush
Equilibration
Wash 2
50mM sodium acetate,
2% benzyl alcohol
Storage
1M NaOH Clean
0.5M NaOH Clean Clean
50mM acetic acid, pH 3.1 Elution
50mM phosphate,
500mM NaCl pH 7.4
Wash 1
0.1M NaOH Storage Storage Storage Storage
1.5M acetic acid pH adjust
1.5M tris base pH adjust
50mM sodium acetate,
250mM NaCl pH 5.0
Elution
50mM sodium acetate,
50mM NaCl pH 5.0
Equilibration
50mM sodium acetate,
100mM NaCl pH 5.0
Wash
50Mm tris-acetate,
50mM NaCl pH 8.0
Equilibration
Wash
20mM histidine,
20mM acetic acid, 50g/L
sucrose pH 6
Post-
flush
Diafiltration Post-
flush
Table 2: Buffer list
Using buffer stock blending, a wide range of buffers can be prepared from a relatively small number of stock solutions.
The concentrated stock solutions used in the model are listed in Table 3
Stock solution Concentration
Sodium phosphate monobasic 2M
Acetic acid 3M
Sodium hydroxide 3M
Tris 2M
Benzyl Alcohol 2%
Sodium chloride 3M
Histidine 0.5M
Sucrose 500g/L
Table 3: Stock solutions for buffer stock blending

Buffer preparation philosophies 12©BioPhorum Operations Group Ltd | December 2019
3.1 ScenariosTable 4 lists the scenarios that have been considered
to identify the optimum buffer preparation philosophy
across a wide range of process scales and titers. The
impact of a buffer preparation philosophy has been
considered for both large-scale stainless steel (12,500L
bioreactor) and intermediate scale (2,000L bioreactor)
facilities. Due to their complexity and the wide
variation in costs, all multi-component buffer solutions
are assumed to be made in-house (i.e. the purchase of
ready-to-use buffer solutions is not considered).
In the case of buffer stock blending, both preparation
on demand and ahead of time have been considered,
as well as the method of supplying single-component
stock solutions (prepared in-house or by purchasing
ready-made, single-component stock solutions).
Scenario # Mode of buffer preparation Preparation: on
demand/ahead of time
Bioreactor
volume (L)
Buffer hold Titer (g/L) Purchased or prepared
stock solutions
1 Buffer stock blending Ahead of time 2,000 All preparations
into hold
2–10 Purchased
2 Buffer stock blending Ahead of time 2,000 All preparations
into hold
2–10 Prepared
3 Buffer stock blending On demand 2,000 Buffer hold is
minimized
2–10 Purchased
4 Buffer stock blending On demand 2,000 Buffer hold is
minimized
2–10 Prepared
5 Final-use concentration (traditional) Ahead of time 2,000 All preparations
into hold
2–10 N/A
6 Buffer concentrates (in-line dilution) Ahead of time 2,000 All preparations
into hold
2–10 N/A
7 Buffer stock blending Ahead of time 12,500 All preparations
into hold
2–10 Purchased
8 Buffer stock blending Ahead of time 12,500 All preparations
into hold
2–10 Prepared
9 Buffer stock blending On demand 12,500 Buffer hold is
minimized
2–10 Purchased
10 Buffer stock blending On demand 12,500 Buffer hold is
minimized
2–10 Prepared
11 Final-use concentration (traditional) Ahead of time 12,500 All preparations
into hold
2–10 N/A
12 Buffer concentrates (in-line dilution) Ahead of time 12,500 All preparations
into hold
2–10 N/A
Table 4: Process model scenarios

Buffer preparation philosophies 13©BioPhorum Operations Group Ltd | December 2019
3.2 Model assumptions and input parametersThe model has the following in-built assumptions and
input parameters:
1. The process model and assumptions used in the first
edition of the BioPhorum Technology Roadmap for
the Biopharmaceutical Manufacturing Industry1 have
been used as a basis. The model (containing detailed
information for each unit operation) is available on
the Biopharm Services Limited website
2. The model is based on a new-build commercial
facility (greenfield) to produce monoclonal
antibodies
3. For each scenario listed in Table 4, there are five
installed production bioreactors. The product
from each bioreactor is purified individually (i.e. no
pooling). There is a single downstream train
4. Target capacity utilization is set to 80% (total of
78 batches per year in all cases)
5 For the economic assessment, the facility’s capital
cost is distributed over eight years
6. The downstream process is operated in batch mode
7. All stock solutions and buffer preparations are
‘right first time’
8. Equipment availability is 100%. Equipment failure is
not considered
9. For fixed vessels, the material of construction is
assumed to be stainless steel in all cases. There is
no allowance for higher-grade alloys that would
be required for high-chloride buffers (as BioSolve
Process does not facilitate varying material of
construction selection on a per buffer basis)
10. For SU systems, it is assumed that the films used
are compatible with the stated concentrated,
single-component stock solutions and
concentrated multi-component buffers (meeting
the requisite extractable-leachable guidelines to
prevent quality issues)
11. The threshold for SU equipment for preparation and
hold is set at 2,000L. Above this value, stainless steel
equipment is used
12. Buffer and stock solution preparation is on a per-
batch basis (or per-use in the case of on demand).
Preparations do not cover multiple batches
13. The model only considers the direct stock solution
and buffer preparation. The results do not take
into account raw material storage and handling,
dispensing, quality control (QC) testing, etc.
14. Where on demand buffer stock blending is used,
buffers are only delivered directly to the process
for chromatography operations. In other cases (e.g.
diafiltration buffer), buffers are prepared ahead
of time (at final concentration) and held in storage
systems before delivery to the process
15. For the preparation of single-component stock
solutions (for use with buffer stock blending) and
multi-component buffers, the recipe times for
preparation are listed in Table 5
Single-use bag preparation (up to a
threshold of 2,000L)
Vessel preparation
Set-up time (hr) 1 1
Fill-time (hr) Variable
(Fill-rate of 1,000L/hr)
1
Fill-time for large volumes >10,000L (hr) N/A 2
Mixing time (hr) 2 2
Personnel 2 2
Table 5: Stock solution and buffer preparation times

Buffer preparation philosophies 14©BioPhorum Operations Group Ltd | December 2019
16. In the case of buffer stock blending on demand,
a set-up time of 30 minutes (with two people) is
allowed for each stock solution and buffer outlet
connection. Where buffer stock blending is used to
prepare buffer solutions ahead of time, a set-up time
of 60 minutes (with two people) is allowed for each
stock solution and buffer outlet connection
17. Where buffer concentrates are used, the
maximum overall concentration factor for the
multi-component buffers is listed in Table 6.
The concentration factors for single-component
stock solutions are listed in Table 3.
Buffer Concentration Factor
50mM phosphate pH 7.4 10
0.5M NaOH (import) 6
50mM acetic acid, pH 3.1 10
50mM phosphate, 500mM NaCl pH 7.4 6
0.1M NaOH (import) 5
1.5M acetic acid 1
1.5M tris base 1
0.1M NaOH , 0.1 NaCl 10
50mM sodium acetate, 250mM NaCl pH 5.0 10
50mM sodium acetate, 50mM NaCl pH 5.0 10
50mM aodium acetate, 100mM NaCl pH 5.0 10
50Mm tris-acetate, 50mM NaCl pH 8.0 10
20mM histidine, 20mM acetic acid, 50g/L sucrose pH 6 1
50mM Sodium Acetate, 2% Benzyl Alcohol 1
Table 6: Concentration factors for buffers
18. For clean-in-place (CIP) of buffer preparation and hold equipment, the recipe times are listed in Table 7.
The CIP of major equipment only is included in the BioSolve model.
Table 7: Recipe times for system clean-in-place
Preparation and hold vessels Buffer stock blending system
CIP frequency After each use WFI rinse after each buffer (1 min)
Full CIP once per production batch
Flow rate 50 L/min/m of vessel circumference 60L/min
Length to diameter ratio for vessels 2 N/A
Total rinse time 30 min 30 min
CIP personnel 2 2

Buffer preparation philosophies 15©BioPhorum Operations Group Ltd | December 2019
4.0
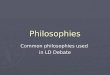
Buffer demandBuffer requirements associated with downstream operations are product-mass based (i.e. buffer demand depends on bioreactor scale and product titer). Buffer demand increases significantly with bioreactor volume and titer. This relationship is demonstrated in Figure 3 with approximately 1,100–1,600L of buffer required for every kilogram of product produced (varying with scale).
While an increase in scale and/or titer shall result in an increase in product output and a corresponding increase in buffer
demand, the ratio between them varies due to the process equipment and parameters selected (automatically) within
BioSolve Process (e.g. chromatography column diameter and number of cycles). This results in some apparent outliers in
Figure 3 (e.g. 2g/L at 10,000L scale) but the general ratio remains within the expected range.
Figure 3: Buffer requirements per kg of product

Buffer preparation philosophies 16©BioPhorum Operations Group Ltd | December 2019
Figure 4: Solution requirements per batch
Figure 4: Solution requirements per batch
1000
2000
5000
10000
12500
0
20,000
40,000
60,000
80,000
100,000
120,000
1 2 3 4 5 6 7 8 9
Bio
reac
tor
volu
me
(L)
Bu
ffer
vo
lum
e (L
)
Titre (g/L)
100,000-120,000
80,000-100,000
60,000-80,000
40,000-60,000
20,000-40,000
0-20,000
Figure 4: Solution requirements per batch
1000
2000
5000
10000
12500
0
20,000
40,000
60,000
80,000
100,000
120,000
1 2 3 4 5 6 7 8 9
Bio
reac
tor
volu
me
(L)
Bu
ffer
vo
lum
e (L
)
Titre (g/L)
100,000-120,000
80,000-100,000
60,000-80,000
40,000-60,000
20,000-40,000
0-20,000
Figure 4: Solution requirements per batch
1000
2000
5000
10000
12500
0
20,000
40,000
60,000
80,000
100,000
120,000
1 2 3 4 5 6 7 8 9B
iore
acto
r vo
lum
e (L
)
Bu
ffer
vo
lum
e (L
)
Titre (g/L)
100,000-120,000
80,000-100,000
60,000-80,000
40,000-60,000
20,000-40,000
0-20,000
The demand for buffer (per batch) across various scales of production is demonstrated in Figure 4.
Typically, a large proportion of the total volume required
is accounted for by a relatively small number of buffers. In
this case, the top five buffers account for 65% of the total
buffer volume. While this percentage is particularly high
due to the simplified nature of the buffer list, it still reflects
an overall industry trend. Of the solution requirements
for a batch, approximately 17% are hydroxide solutions
(of various concentrations) with the remaining 83% being
buffer solutions.
The considerable demand for buffer in every batch places a
number of challenges on manufacturing facilities including:
• Considerable capital investment costs
• Large footprint requirements for buffer
preparation and hold equipment
• High levels of labor required to manage
• Utility system capacity (e.g. WFI demand)
Improvements to upstream titers (e.g. through cell
line or media optimization) have resulted in significant
improvements to product output. Critically, higher titer
upstream processes can still take place in the same
bioreactor set-ups as those used for lower titer processes5.
This has a particular impact on support services such as
buffer preparation. For example, take a 2g/L process at a
12,500L bioreactor scale, the total buffer demand by the
process (per batch) would be ~22,000L. Increasing the
product titer to 5g/L would result in the required buffer
volumes (per batch) increasing to ~52,000L.
The associated increase in buffer demand has a
consequential impact on a facility’s footprint, capital costs
and operating costs, as well as the labor requirements to
support the buffer preparation. For a greenfield facility
design, this increase poses many challenges, however,
for a legacy facility that has a higher level of upstream
productivity, buffer production can become a significant
bottleneck and prove difficult to change.
Figure 4: Solution requirements per batch
1000
2000
5000
10000
12500
0
20,000
40,000
60,000
80,000
100,000
120,000
1 2 3 4 5 6 7 8 9
Bio
reac
tor
volu
me
(L)
Bu
ffer
vo
lum
e (L
)
Titre (g/L)
100,000-120,000
80,000-100,000
60,000-80,000
40,000-60,000
20,000-40,000
0-20,000

Buffer preparation philosophies 17©BioPhorum Operations Group Ltd | December 2019
4.1 Impact of buffer philosophy on volumes to be handledFigure 5 and Figure 6 demonstrate the volume of liquid
that must be held for a given batch for the various buffer
preparation philosophies. This includes both stock solution
and buffer that must be stored before delivery to the
process. In the case of buffer concentrates, only buffers
that are to be delivered to chromatography operations are
concentrated. For other buffers (e.g. diafiltration buffers),
these are prepared and stored at final-use concentrations.
Similarly, for buffer stock blending, only chromatography
buffers are prepared on demand (all others are stored at
final-use concentrations).
Both buffer concentrates and buffer stock blending offer
significant advantages over preparation at final-use
concentrations. Buffer stock blending, in particular, has the
lowest storage volumes with a reduction of ~15% when
compared with 10x buffer concentrates. This reduction
increases to ~40% when 5x buffer concentrates are used.
In the case of buffer concentrates, each buffer must be
stored independently. For buffer stock blending, the
number of storage systems required is reduced due to
the preparation of final process buffers from a much
smaller number of common, concentrated, single-
component stock solutions. Due to the multi-component
nature of buffers, the maximum concentration that may
be attained is limited by the common ion effect. The
common ion effect applies to the case where several
components of a buffer have a common ion. For example,
a solution containing both acetic acid and sodium
acetate would have a reduced overall solubility due
to the common acetate ion (which causes a shift in the
solution equilibrium as per the Le Chateliers principle).
Additionally, the maximum concentration will be limited
by the least soluble ion out of all of the components6.
Through the use of single-component stock solutions, it
is possible to maximize the concentration factor for each
stock solution.
Figure 5: Storage volumes at 2,000L bioreactor scale Figure 6: Storage volumes at 12,500L bioreactor scale

Buffer preparation philosophies 18©BioPhorum Operations Group Ltd | December 2019
Figure 7: Stock solution demand per batch
4.2 Raw material demand
4.2.1 Stock solutions
The demand for stock solutions on a per-batch basis across various scales of production is demonstrated in Figure 7. For stock
solutions that have a relatively low demand per batch, there are opportunities for multi-batch preparation in order to optimize
the operation of the preparation area.
Figure 7: Stock solution demand per batch
1000
2000
5000
1000012500
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
1 2 3 4 5 6 78 9
Bio
reac
tor
volu
me
(L)
Sto
ck s
olu
tio
n v
olu
me
(L)
Titre (g/L)
12,000-14,000
10,000-12,000
8,000-10,000
6,000-8,000
4,000-6,000
2,000-4,000
0-2,000
Figure 7: Stock solution demand per batch
1000
2000
5000
1000012500
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
1 2 3 4 5 6 78 9
Bio
reac
tor
volu
me
(L)
Sto
ck s
olu
tio
n v
olu
me
(L)
Titre (g/L)
12,000-14,000
10,000-12,000
8,000-10,000
6,000-8,000
4,000-6,000
2,000-4,000
0-2,000

Buffer preparation philosophies 19©BioPhorum Operations Group Ltd | December 2019
Figure 8: Stock solution demand at 2,000L bioreactor scale
Figure 9: Stock solution demand at 12,500L bioreactor scale
Figure 8: Stock solution demand at 2,000L bioreactor scale
Figure 9: Stock solution demand at 12,500L bioreactor scale
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
Figure 8: Stock solution demand at 2,000L bioreactor scale
Figure 9: Stock solution demand at 12,500L bioreactor scale
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
Figure 8: Stock solution demand at 2,000L bioreactor scale
Figure 9: Stock solution demand at 12,500L bioreactor scale
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
Figure 8: Stock solution demand at 2,000L bioreactor scale
Figure 9: Stock solution demand at 12,500L bioreactor scale
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1 2 3 4 5 6 7 8 9
Vo
lum
e p
er b
atch
(L)
Titre (g/L)
Sodium phosphatemonobasic(2M)
Acetic acid (3M)
Sodium hydroxide(3M)
Tris (2M)
Sodium chloride (3M)
Histidine (0.5M)
Sucrose (500g/L)
Benzyl Alcohol (2%)
Figure 8 and Figure 9 illustrate the breakdown of concentrated, single-component stock solution usage (per batch) for 2,000
and 12,500L scales.

Buffer preparation philosophies 20©BioPhorum Operations Group Ltd | December 2019
4.2.2 Powders
In the case of preparation from solid raw materials, Figure 10 presents the powder quantities that are required on a per batch
basis for the preparation of the buffers considered in the process model.
Figure 10: Powder demand per batch
Figure 10: Powder demand per batch
1000
2000
5000
1000012500
0
200
400
600
800
1,000
1,200
1,400
1,600
1,800
1 2 3 4 5 6 7 8 9B
iore
acto
r vo
lum
e (L
)
Po
wd
er d
eman
d p
er b
atch
(kg)
Titre (g/L)
1,600-1,800
1,400-1,600
1,200-1,400
1,000-1,200
800-1,000
600-800
400-600
200-400
0-200
Figure 10: Powder demand per batch
1000
2000
5000
1000012500
0
200
400
600
800
1,000
1,200
1,400
1,600
1,800
1 2 3 4 5 6 7 8 9
Bio
reac
tor
volu
me
(L)
Po
wd
er d
eman
d p
er b
atch
(kg)
Titre (g/L)
1,600-1,800
1,400-1,600
1,200-1,400
1,000-1,200
800-1,000
600-800
400-600
200-400
0-200
Figure 10: Powder demand per batch
1000
2000
5000
1000012500
0
200
400
600
800
1,000
1,200
1,400
1,600
1,800
1 2 3 4 5 6 7 8 9
Bio
reac
tor
volu
me
(L)
Po
wd
er d
eman
d p
er b
atch
(kg)
Titre (g/L)
1,600-1,800
1,400-1,600
1,200-1,400
1,000-1,200
800-1,000
600-800
400-600
200-400
0-200
Figure 10: Powder demand per batch
1000
2000
5000
1000012500
0
200
400
600
800
1,000
1,200
1,400
1,600
1,800
1 2 3 4 5 6 7 8 9B
iore
acto
r vo
lum
e (L
)
Po
wd
er d
eman
d p
er b
atch
(kg)
Titre (g/L)
1,600-1,800
1,400-1,600
1,200-1,400
1,000-1,200
800-1,000
600-800
400-600
200-400
0-200

Buffer preparation philosophies 21©BioPhorum Operations Group Ltd | December 2019
5.0
Buffer preparation
5.1 Capital costFigure 11 and Figure 12 illustrate the total installed cost associated with buffer preparation and storage. This includes the
base equipment cost as well as built-in allowances for building, installation, control, pipework, utilities, electrical, and heating,
ventilation and air conditioning.
Figure 11: Total installed cost for buffer preparation at 2,000L bioreactor scale

Buffer preparation philosophies 22©BioPhorum Operations Group Ltd | December 2019
Buffer concentrates (in-line dilution) typically result in
the lowest total installed cost. Taking an average of all
titers, there is a reduction of ~56% at the 2,000L scale
when compared with traditional buffer preparation. This
reduction increases to ~65% for the larger, stainless
steel facility scale. The relative cost reduction associated
with buffer concentrates increases with scale due to the
replacement of large fixed vessels with smaller SU systems.
When considering the total installed cost of buffer stock
blending, there are a number of considerations relating to
both the mode of operation (ahead of time or on demand)
and the stock solution philosophy (purchase ready-made
or prepare in-house). For a 2,000L SU facility, even though
a significant proportion of buffer hold is removed, the
capital cost of buffer stock blending on demand is higher
(~16%) than the scenario where buffers are prepared
ahead of time. This is due to the cost of the multiple buffer
stock blending skids required to support the process in an
on demand mode. When buffer stock blending is used to
prepare buffers ahead of time, it is possible to supply all
buffers for the specified process from a single skid. For a
larger stainless steel facility, the high cost associated with
buffer hold (due to the large volumes) results in buffer stock
blending on demand having a significantly lower capital cost
(~46%) when compared to preparation ahead of time.
The selected philosophy for stock solution supply has a
noticeable impact on the initial investment required for
a facility. For both on demand and ahead of time, capital
investment for stock solution preparation and storage
represents ~20% of the total investment required.
The most significant factor in the buffer stock blending
capital cost is the cost of the skid(s) itself (as the cost
associated with buffer hold is vastly reduced). As an
equivalent number of buffer stock blending skids are
required for both scales, the cost-benefit associated
with buffer hold reduction is much more evident at a
larger scale. At the 2,000L process scale, buffer stock
blending on demand (including stock solution preparation)
is more than three times more expensive than buffer
concentrates (in-line dilution). For the equivalent scenario
at the 12,500L scale, the costs are ~63% higher. The cost
difference between the philosophies decreases further
if stock solutions are purchased ready-made to the point
where buffer stock blending on demand has a lower capital
investment than buffer concentrates once the titer is
increased to 8g/L.
While the absolute investment cost will vary from facility
to facility, the trend that buffer stock blending is the most
expensive option generally remains true. This is in line with
previous publications that have discussed GE Healthcare
In-line Conditioning Systems6, 7.
Figure 12: Total installed cost for buffer preparation at 12,500L bioreactor scale

Buffer preparation philosophies 23©BioPhorum Operations Group Ltd | December 2019
5.2 Operating costThe operating cost per batch at 2,000L and 12,500L scales are presented in Figure 13 and Figure 14. The operating costs
considered are only those associated with direct production (raw materials, consumables (e.g. SU bags), labor and WFI
costs). Costs associated with raw material storage and handling, dispensing and QC testing are not included for this study.
Figure 13: Operating cost (per batch) for buffer preparation at 2,000L bioreactor scale
Figure 14: Operating cost (per batch) for buffer preparation at 12,500L bioreactor scale

Buffer preparation philosophies 24©BioPhorum Operations Group Ltd | December 2019
At both 2,000L and 12,500L scales, the operating costs
are lowest with buffer stock blending on demand. When
compared with traditional buffer preparation and buffer
concentrates, the margin of improvement associated with
buffer stock blending on demand is much greater at the
intermediate scale. At both scales, there is a considerable
reduction in labor requirements; however, at the larger
scale these are offset somewhat by the increase in
consumables costs (associated with replacing fixed vessels
with SU systems).
Buffer concentrates offer improvements over traditional
buffer preparation at the 2,000L scale. At the large scale,
the operating costs associated with buffer concentrates
are higher due to the increased use of SU technology due
to the smaller volumes being handled. There is a trade-off
between capital and operating expenditure (which can be
balanced through the adjustment of concentration factors
and optimum volumes). For a specific facility, the optimum
buffer management strategy could be a combination of the
various philosophies to achieve a balance between capital
and operating costs.
Figure 15 and Figure 16 demonstrate the cumulate
operating costs at both the 2,000L and 12,500L scales (for
a 5g/L process). At the 2,000L scale, buffer concentrates
offer significant cost savings when compared to traditional
buffer preparation (~23%). This reduction is primarily
related to lower consumables costs due to the reduction
in volumes being handled. The operating costs for buffer
stock blending when used to prepare buffers ahead of
time are comparable to this. When used to prepare buffers
on demand, the consumables cost is reduced by a further
~35% when compared with buffer concentrates (due to
labor and further consumables savings).
At the 12,500L scale, buffer concentrates have a higher
operating cost (~24%) when compared to traditional
buffer preparation. This is related to the increased use
of SU technology. As with the 2,000L scale, buffer stock
blending on demand results in the lowest operating
cost, although the margin of difference is significantly
lower (~7%). At the large scale, the consumables cost for
buffer stock blending are higher than preparation at final
concentration, but there is a significant reduction in labor.
The following sections give further insight into the labor
and consumables costs for the various philosophies.
Figure 15: Cumulative operating costs at 2,000L bioreactor scale Figure 16: Cumulative operating costs at 12,500L bioreactor scale

Buffer preparation philosophies 25©BioPhorum Operations Group Ltd | December 2019
Figure 17: Labor requirements per batch for buffer preparation at 2,000L bioreactor scale
5.2.1 Labor
Figure 17 and Figure 18 illustrate the labor demand per batch associated with buffer preparation.
Figure 18: Labor requirements per batch for buffer preparation at 12,500L bioreactor scale

Buffer preparation philosophies 26©BioPhorum Operations Group Ltd | December 2019
The use of buffer concentrates (in-line dilution) offers
some advantages over traditional buffer preparation.
Buffer concentrates do not reduce the dispensing and
material handling requirements for a preparation (as only
the initial charge of WFI is reduced) and do not reduce
the number of preparations (as a preparation is still
required for each dedicated buffer). However, savings
are still observed due to the replacement of some fixed
vessels with SU equipment. Single-use technology is
more amenable to buffer concentrates due to the smaller
volumes being handled.
Buffer stock blending on demand results in a labor
reduction of ~39% when compared to the preparation
of buffer concentrates (assuming stock solutions are
prepared in-house). This is due to the reduced number
of preparations (eight single-component stock solutions
instead of individual preparations for each of the 14
buffers). The percentage savings are similar for both
scales, but the absolute value is greater at the larger scale
due to the increased volumes being handled. If stock
solution preparation is outsourced, these savings increase
greatly (~90%). The majority (~80%) of the direct labor
hours associated with buffer stock blending relate to the
preparation of the stock solutions.
In this study, there are 14 different buffers used by
the process, all of which can be produced from eight
stock solutions in the case of buffer stock blending. If
the number of different buffers is increased (as would
be expected for a typical manufacturing facility), the
savings will be increased (due to the additional number
of preparations that would be required for both buffer
concentrates and traditional buffer preparation). The
benefits associated with labor increase in proportion to
the number of different buffers (this remains true even
as additional stock solutions become necessary). As labor
hours are directly related to the number of preparations,
the impact of stock simplification is also significant. For
a process that has a small number of stock solutions,
the number of preparations and associated labor and
equipment demand is significantly lower when compared
with a more complex process.
While the absolute values will vary depending on
specific facility and process requirements, it is clear that
buffer stock blending is far less demanding in terms of
labor requirements when compared with traditional
buffer preparation. A study by Kedrion BioPharma has
demonstrated similar labor benefits when using a GE
Healthcare In-line Conditioning System. In this case study,
four in-line conditioning systems are used by the facility
to produce 26 different buffers from 11 stock solutions.
In this case, the reported reduction in preparation time
is 69%8. Another case study of a large-scale biologics
manufacturer demonstrated that reduced labor demand
for in-line conditioning resulted in a reduction of 4.5 full-
time equivalent staff6.

Buffer preparation philosophies 27©BioPhorum Operations Group Ltd | December 2019
5.2.2 Consumables
Figure 19 and Figure 20 illustrate the consumables cost per batch for buffer preparation. The consumables costs in these
cases are primarily associated with SU bags (for preparation and hold).
Figure 19: Consumables cost per batch for buffer preparation at 2,000L bioreactor scale
Figure 20: Consumables cost per batch for buffer preparation at 12,500L bioreactor scale

Buffer preparation philosophies 28©BioPhorum Operations Group Ltd | December 2019
At the 2,000L bioreactor scale, the use of buffer
concentrates offers a reduction (~29%) in consumables cost
when compared to preparation at final-use concentrations.
This is expected due to the smaller volumes being prepared
and stored. The consumables costs for buffer concentrates
are in line with buffer stock blending when used ahead of
time (where preparation of stock solutions is included).
The use of buffer stock blending on demand has the most
impact on consumables costs. When used on demand,
the consumables cost is reduced by a further ~41% when
compared with the use of buffer concentrates. If stock
solutions are purchased ready-made, this reduction
increases to more than 90%.
Buffer stock blending offers a number of advantages over
the use of buffer concentrates in terms of the volumes to be
prepared and stored. When used on demand, the buffer hold
associated with chromatography buffers can be completely
eliminated. Instead, stock solutions will be connected to the
buffer stock blending system.
At the 12,500L bioreactor scale, the use of buffer
concentrates results in an increase in consumables
cost per batch. Due to the smaller volumes being
processed, fixed vessels are replaced with SU
preparation and hold equipment.
Again, buffer stock blending is favorable when
compared with the use of buffer concentrates. Where
stock solutions are prepared in-house, the consumables
costs are increased by ~57% when compared to
traditional buffer preparation; but when compared
to buffer concentrates, there is a ~33% reduction.
In this study, only SU equipment and fixed vessels
are considered. Alternative strategies using non-SU
delivery forms could be further considered to address
the higher consumables cost when compared against
traditional buffer preparation. Where stock solutions
are bought in, buffer stock blending on demand results
in the lowest overall consumables cost.

Buffer preparation philosophies 29©BioPhorum Operations Group Ltd | December 2019
5.2.3 Raw materials
The raw material costs associated with buffer preparation are presented in Figure 21 and Figure 22. At all scales, it can be seen
that the cost of buying in ready-made stock solutions is more expensive than preparing them in-house by ~60%.
Figure 21: Raw materials cost per batch for buffer preparation at 2,000L bioreactor scale
Figure 22: Raw materials cost per batch for buffer preparation at 12,500L bioreactor scale

Buffer preparation philosophies 30©BioPhorum Operations Group Ltd | December 2019
5.3 FootprintFigure 23 and Figure 24 illustrate the equipment footprint associated with buffer preparation and hold equipment.
Figure 23: Preparation and hold equipment footprint at 2,000L bioreactor scale
Figure 24: Preparation and hold equipment footprint at 12,500L bioreactor scale

Buffer preparation philosophies 31©BioPhorum Operations Group Ltd | December 2019
The use of buffer concentrates (with in-line dilution)
offers significant footprint savings when compared to
traditional buffer preparation (due to smaller volumes
being handled). There is a reduction of approximately
~50% in equipment space at the 2,000L scale and
approximately ~41% at the 12,500L scale.
Buffer stock blending (on demand) offers a further reduction
in footprint (~20%). As with previous comparisons,
purchasing ready-made stock solutions again offers a further
reduction in footprint (due to the removal of preparation
equipment). It should be noted that this footprint is within
the production area only and excludes warehouse space.
In the Kedrion BioPharma study, a footprint reduction
of 61% was reported8. The results of this facility-specific
study are very much in line with the Biosolve results
observed. In the case of buffer stock blending being
compared to preparation of buffers at final concentration,
buffer stock blending demonstrates a footprint reduction
of 62% at the 2,000L and 53% at the 12,500L scales (based
on an average of all titers).

Buffer preparation philosophies 32©BioPhorum Operations Group Ltd | December 2019
5.4 Cost of buffer (technology comparison)
5.4.1 Cost of buffer
Figure 25 and Figure 26 illustrate the cost per liter of buffer at the 2,000L and 12,500L scales. This cost per liter takes into
account the amortized capital cost as well as ongoing operational costs (such as labor, consumables, raw materials, utilities, etc.).
Figure 25: Cost of buffer per liter at 2,000L bioreactor scale
Figure 26: Cost of buffer per liter at 12,500L bioreactor scale

Buffer preparation philosophies 33©BioPhorum Operations Group Ltd | December 2019
As expected, at the 2,000L scale, the use of buffer
concentrates has a large impact on the buffer costs when
compared with preparation at final concentration with a
reduction in the price per liter of ~27%. At the larger scale,
the cost per liter for buffer concentrates is equivalent to
the cost of traditional buffer preparation. This is due to the
higher consumables cost associated with the increased use
of SU technology.
At the 2,000L scale, buffer stock blending (with in-house
preparation of stock solutions) results in a ~19% reduction
in the cost of buffer per liter when compared with buffer
concentrates. At the 12,500L scale, the cost reduction is
~16%. The difference in percentage is as a result of the
quantities of buffer being produced at both scales. The
increased volume of buffer at the 12,500L scale results in a
significantly lower cost per liter of buffer in general.
While there are considerable operational savings
associated with buffer stock blending, the positive impact
on buffer cost per liter is limited by the scale of the initial
investment. Even though the capital cost is amortized over
time, there is still a significant impact on the cost of buffer
per liter. As the technology develops, initiatives to reduce
the equipment supply cost would have a considerable
impact on this initial investment cost and consequently
reduce the buffer cost per liter.
The costs included in this study are only the direct
costs for preparation and do not include dispensing,
materials storage/handling and QC testing. In
demonstrating the comparative benefits of one
technology over another, it is the relative difference
between the numbers that is more important to
overall trends as opposed to the absolute value.
5.4.1.1 Variability in cost of buffer
There are a number of factors that vary between facilities
and specific processes that have a significant impact on
the final cost of a buffer. These factors include quantity
of buffers, complexity of buffers (and associated raw
material costs), utility costs, labor costs, equipment costs,
etc.). In this case, a relatively simple process with a limited
number of buffers is used which results in a low cost per
liter. Even for the same raw materials, there is a significant
variation in the cost of goods between end-users4.
The variability in buffer costs due to the factors above
is reflected in the wide range of published buffer
costs. A simple sodium hydroxide buffer could have a
cost of $3.50–5.75 per liter for a given scale9. This is
contrasted by the much higher costs of $11.13–19.72
per liter that were identified through interviewing
bioprocessing professionals10. While the absolute
values differ, the general trends in cost remain, such as
a reduced cost when operating at larger scales and the
impact of buffer preparation philosophy on the relative
cost of buffer preparation.
5.4.1.2 Stock solution supply
In the case of buffer stock blending, a key decision is
the supply of stock solutions. These can be purchased
ready-made or prepared in-house. While the initial
capital outlay will be smaller for ready-made solutions,
the added cost of raw materials will typically result in a
higher cost of goods, although some suppliers claim that
outsourced costs can be lower11.
In terms of raw materials, the cost of purchasing ready-
made liquids is about twice as much as purchasing
powders. At a smaller scale, costs are ~$5/L for powders
and ~$13/L for ready-made liquids4. These values reduce
as scale increases but the relative difference is similar.
The higher raw material costs (including shipping) are
counteracted somewhat by the reduced capital and
labor costs. Given the simplified buffer list in this study,
the cost of buying in ready-made stock solutions is
more cost-effective. This indicates the potential impact
of standardizing on a relatively small number of stock
solutions across the industry.
Most publications have considered the case of purchasing
ready-made buffers. In the case of stock solutions, the
volumes required are reduced and the single-component
nature reduces the complexity and associated cost. This
also provides significant opportunities when developing
standardized stock solutions throughout the industry.
Aside from the cost of goods, there are a number of
other considerations when it comes to outsourcing stock
solution or buffer preparation. There are clear advantages
when it comes to simplifying work practices, reducing
labor, and reducing equipment and space requirements
within the production area9. There are also potential
benefits in the reduction of process and employee risks
associated with in-house preparation (such as repetitive
weighing, employee exposure to chemicals and facility
exposure to dust). While space requirements within the
production area will reduce, the warehousing space will
likely be increased as liquid storage requires more space11.
The loss of control over preparation can be seen as a
negative, but it brings with it some advantages such as
the removal of responsibility to deal with ongoing stock
solution production issues.

Buffer preparation philosophies 34©BioPhorum Operations Group Ltd | December 2019
5.4.2 Sensitivity analysis
To provide a better understanding of the impact of input variables, a one-at-a-time sensitivity analysis has been performed
whereby the sensitivity is assessed relative to the baseline values as per Table 8. The basis for comparison is the impact on
buffer cost per liter.
Parameter Low High
Buffer per batch (L) -30% +30%
Total installed capital cost ($) -20% +100%
WFI cost per liter ($) -20% +50%
Number of buffers -29% +43%
Number of stock solutions -25% +50%
Consumables cost -30% +30%
Labor hours per preparation -30% +30%
Raw materials cost -30% +30%
Table 8: Sensitivity analysis parameters
Figure 27: Sensitivity results for buffer concentrates at 2,000L bioreactor scale with 5g/L titer
WFI cost per liter (+50%)
Capital cost (+100%)
Raw material costs per batch (+30%)
Labor hours per batch (+30%)
Consumables cost per batch (+30%)
No. buffers per batch (+43%)
Buffer requirements per Kg product (-30%)
WFI cost per liter (-20%)
Capital cost (-20%)
Raw material costs per batch (-30%)
Labor hours per batch (-30%)
Consumables cost per batch (-30%)
No. buffers per batch (-29%)
Buffer requirements per Kg product (+30%)
2.26 2.76 3.26 3.76 4.26 4.76 5.26
Buffer cost per liter ($)

Buffer preparation philosophies 35©BioPhorum Operations Group Ltd | December 2019
As demonstrated in Figure 27, at the 2,000L scale, the cost of supplying buffer using buffer concentrates is highly
sensitive to the number of different buffers required by the process, as well as the volumes to be handled (including
the maximum concentration factor that can be used). This is noteworthy as it gives an insight into the ability of buffer
preparation to respond to changes to the core process. Increasing the number of buffers from 14 to 20 results in an
increase of 20% in the buffer cost per liter.
In contrast to buffer concentrates, buffer stock blending is not highly sensitive to the number of different buffers
required by the process. The same increase in the number of buffers only results in a 2% increase in the cost of buffer
per liter. This demonstrates that buffer stock blending is less susceptible to becoming a bottleneck as a result of changes
to the core process. Increasing the number of stock solutions has a more significant impact than increasing the number
of buffers, but this is less likely to have a significant facility impact (as the likelihood of a significant number of additional
stock solutions is lower).
Buffer stock blending is highly sensitive to the total installed capital cost, much more so than other preparation
philosophies. In the design of a facility, this is an important consideration as initiatives to reduce the installation cost
would have a significant impact.
Figure 28: Sensitivity results for buffer stock blending at 2,000L bioreactor scale with 5g/L titer
No. buffers per batch (+43%)
Labor hours per batch (+30%)
Consumables cost per batch (+30%)
WFI cost per liter (+50%)
Capital cost (+100%)
No. stock solutions per batch (+50%)
Buffer requirements per Kg product (-30%)
No. buffers per batch (-29%)
Labor hours per batch (-30%)
Consumables cost per batch (-30%)
WFI cost per liter ( -20%)
Capital cost ( -20%)
No. stock solutions per batch (-25%)
Buffer requirements per Kg product (+30%)
0.90 0.95 1.00 1.05 1.10 1.15 1.20 1.25 1.30 1.35 1.40
Buffer cost per liter ($)

Buffer preparation philosophies 36©BioPhorum Operations Group Ltd | December 2019
5.4.3 Return on investment
As stated previously in section 5.1, the capital cost associated with buffer stock blending is significantly higher than
other philosophies. When deciding to invest in buffer stock blending, this increase in capital investment is counteracted
by operational savings. At the 2,000L scale, the operational savings associated with buffer stock blending recover the
additional investment over traditional buffer preparation after 60 batches. When compared with buffer concentrates,
the additional capital investment is recovered in 190 batches.
In the case where an existing facility was to switch from buffer concentrates to buffer stock blending, it would take
275 batches to recover the full investment associated with buffer stock blending.
Figure 29: Return on investment for buffer stock blending at 2,000L bioreactor scale
Figure 30: Return on investment for buffer stock blending at 12,500L bioreactor scale

Buffer preparation philosophies 37©BioPhorum Operations Group Ltd | December 2019
At the 12,500L scale, the capital investment for buffer stock blending is lower than preparation at final concentration and
there are significant operational savings per batch. When compared with buffer concentrates, the initial capital outlay is
higher, but again this is counteracted by lower ongoing operating costs. The operational savings associated with buffer
stock blending recover the additional investment over buffer concentrates after 161 batches.
If an existing facility were to switch from buffer concentrates to buffer stock blending, it would take 360 batches to recover
the full investment associated with buffer stock blending.
5.4.4 Net present cost
To facilitate the comparison of the various buffer preparation philosophies, the net present cost (NPC) for the various
approaches has been calculated. NPC is the discounted cash flow of all costs for every year, discounted back by the discount
rate. In this assessment, a discount rate of 10% is used over a 15-year period with the full capital investment included in year
one. The results of the assessment are listed in Table 9.
As a result of the operational savings demonstrated in section 5.2, buffer stock blending on demand has the lowest NPC
offering advantages over traditional buffer preparation and buffer concentrates at both the intermediate and large scales.
Table 9: Net present cost assessment for buffer preparation philosophies
Net present cost ($ million)
2,000L scale 12,500L scale
Final-use concentration (traditional) 17 24
Buffer concentrates (in-line dilution) 13 26
Buffer stock blending 10 21

Buffer preparation philosophies 38©BioPhorum Operations Group Ltd | December 2019
6.0
ConclusionProcess modeling offers significant insights into the effect of a buffer preparation philosophy on capital and operational expenditure. This study has demonstrated the impact of a buffer preparation philosophy on the capital and operating expenditure for manufacturing facilities. The selection of an appropriate buffer philosophy is particularly important given the large volumes associated with the supply of buffers to the downstream process and the relative ease with which buffer preparation can become a bottleneck.
Given the correlation between production scale, titer and buffer demand, the consideration
and selection of an appropriate philosophy are important for new greenfield facilities as well
as for legacy facilities where the buffer requirements may have changed (e.g. an increase in
upstream productivity).
In terms of total volumes of stock solution and buffer to be handled, both buffer concentrates
and buffer stock blending offer considerable advantages over traditional buffer preparation. The
reduced volumes of buffer to be handled have an impact on footprint, and capital and operational
expenditure. For a 12,500L scale process at 5g/L, the total volume of solutions to be prepared and
stored using traditional buffer preparation is ~52,000L. Using buffer concentrates, this can be
reduced significantly with volumes of ~10,000–15,000L (varying with the concentration factor
used). For buffer stock blending, the volumes are reduced even further to ~8,500L.
The use of buffer concentrates generally results in the lowest required capital investment due to
the replacement of fixed vessels with SU systems. For titers above 6g/L at the large scale, buffer
stock blending on demand can compete from a capital perspective if stock solutions are purchased
ready-made. At the intermediate scale, buffer concentrates also offer a reduction in the total
operating cost per batch (~23% reduction compared to traditional buffer preparation). Due to the
increased use of SU equipment, the consumables cost per batch is significantly higher for a large-
scale production facility to the point where total operating costs are higher than traditional buffer
preparation (~24% increase).

Buffer preparation philosophies 39©BioPhorum Operations Group Ltd | December 2019
Buffer stock blending on demand generally requires a higher capital investment than buffer
concentrates. This is related to the requirement for multiple buffer stock blending systems to support
the facility. At the intermediate scale, the capital cost of buffer stock blending on demand would be
lower than that of traditional buffer preparation for titers above 7g/L if stock solutions were to be
purchased ready-made instead of prepared in-house. At the large scale, the capital investment for
buffer stock blending is lower than that of traditional buffer preparation.
At the 2,000L scale, the cost of buffer stock blending can be more than three times as expensive
than the use of buffer concentrates. The higher capital costs associated with buffer stock blending
are counteracted by significant operational savings, which are evident at all scales of manufacturing
considered. There is a considerable reduction in the labor requirements for buffer preparation
(~39% lower than buffer concentrates and ~66% lower than traditional buffer preparation).
The space required for buffer preparation and storage is also reduced when compared to other
preparation philosophies due to the smaller volumes being handled.
At all manufacturing scales considered, the use of buffer stock blending on demand results in the
lowest cost per liter for buffer preparation. At the intermediate scale, buffer concentrates offers
a reduction of ~27% when compared to traditional buffer preparation. Buffer stock blending on
demand results in a further reduction of ~19%. At the large scale, the cost of buffer concentrates
is equivalent to that of traditional buffer preparation (lower equipment costs are offset by higher
consumables costs) whereas buffer stock blending on demand offers a reduction in the cost
of buffer per liter by ~16%. In all considerations other than capital cost, buffer stock blending
outperforms other buffer preparation philosophies. As the technology develops, initiatives to reduce
the equipment supply cost would have a considerable impact on this initial investment cost and
consequently reduce the buffer cost per liter.
For a new build, the higher investment costs of buffer stock blending when compared to buffer
concentrates would be recouped in around two years. Even in the case of a retrofit installation, the
use of buffer stock blending would have a payback of three to four years (when compared with buffer
concentrates). The return on investment presented here is based on a simplified buffer list as a typical
manufacturing facility would have a higher number of unique buffers. As the number of buffers
required for a process increases, the payback time associated with buffer stock blending decreases.
The need for flexibility in biopharmaceutical facilities is increasing with a much greater demand
for agile multiproduct facilities10. This results in substantial challenges for support services such
as buffer preparation. As processes and titers change between batches, buffer preparation must
be easily adaptable to meet the needs of the process without significant modifications. This is
difficult to achieve with both traditional buffer preparation and buffer concentrates as each
solution requires a dedicated preparation. This is particularly evident at a large scale where fixed
vessels are used. Due to equipment and labor constraints, buffer preparation can very easily
become a bottleneck.

Buffer preparation philosophies 40©BioPhorum Operations Group Ltd | December 2019
Buffer stock blending is inherently flexible as a small number of common stock solutions
are used to prepare a wide variety of buffers. They are prepared on demand and
connected directly to the process so restrictions on minimum and maximum preparation
and hold volumes do not exist, although consideration must be given to the selection
of an appropriately sized system to allow for flexibility in buffer flow demands (e.g. to
accommodate changing chromatography column linear flow rates). The flexibility of buffer
stock blending is demonstrated by the low sensitivity of the cost of buffer to the number
of different buffers required by a process. This contrasts to the high sensitivity of buffer
concentrates and preparation at final concentration. This sensitivity demonstrates how
susceptible the buffer preparation area is to become a bottleneck. To maximize the flexibility
and potential of buffer stock blending, it is essential to minimize the number of individual
stock solutions required through a simplification of the buffer recipes. The cost of buffer
stock blending is directly dependent on the number of unique stock solutions required
(e.g. equipment costs, labor demand and consumables costs).
The preparation of buffers on demand also protects against buffer waste associated
with failed preparations or buffers that have expired (e.g. due to delays in production).
Due to their highly concentrated nature, stock solutions are less likely to expire than
concentrated buffer solutions6.
Given the sensitivity of buffer costs to a wide range of factors, the selection of a buffer
preparation philosophy should be considered on a case-by-case basis depending on the
specific facility and product demands. The optimum buffer management strategy for a
particular facility will likely be a combination of all of the above philosophies. For example,
traditional buffer preparation will likely be used for small preparations (e.g. for viral
inactivation) while buffer stock blending may generally be used for other larger preparations,
particularly for chromatography buffers. Some buffers will not be suited to buffer stock
blending (e.g. the solution may have an excessive number of individual components or fall
outside the flow-range capability of a system). In these cases, buffer concentrates could be a
viable alternative (with the option of using a buffer stock blending system to dilute).
The absolute values presented in this paper will vary from case to case, although the
relative comparisons and general trends are likely to remain valid. Buffer stock blending is
demonstrated to be a more flexible and cost-effective technology for buffer preparation
and should be considered as part of an optimum buffer management strategy.

©BioPhorum Operations Group Ltd | December 2019 Buffer preparation philosophies 41
References
1 The Technology Roadmap for the Biopharmaceutical Manufacturing Industry. BioPhorum. 2017.
2 Jacquemart R, Vandersluis M, Zhao M, Sukhija K, Sidhu N and Stout J. A Single-use Strategy to Enable Manufacturing of Affordable
Biologics. Computational and Structural Biotechnology Journal. 2016. Volume 14, Pages 309–318.
3 Challenger C. Behind the Scenes with Buffers. BioPharm International. 2015. 28 (2).
4 Langer E and Rader R. Powders and Bulk Liquids: Economics of Culture Media and Buffer Preparation Are Changing. BioProcess
International. 2014, 12 (3). pp. 10–16.
5 Gronemeyer P, Ditz R and Strube J. Trends in Upstream and Downstream Process Development for Antibody Manufacturing.
Bioengineering. 2014. 188–212.
6 Jagschies G, Lindskog E, Lacki K and Galliher P. Biopharmaceutical Processing: Development, Design, and Implementation of
Manufacturing Processes covers bioprocessing from cell line development to bulk drug substances. Elsevier. 2017.
7 O’Callaghan O. Economic, environmental and operational feasibility study: Inline conditioning of buffers in chromatography
applications. The Engineers Journal. Accessed on 05 May 2019. Retrieved: http://www.engineersjournal.ie/2019/03/26/
economic-environmental-and-operational-feasibility-study-inline-conditioning-of-buffers-in-chromatography-applications/
8 Fabbrini D, Simonini C, Lundkvist J, Carredano E and Otero D. Addressing the Challenge of Complex Buffer Management An In-Line
Conditioning Collaboration. BioProcess International. 2017. 15(11) pp 43–46.
9 Moore DB, Brau G and Clasen R. The Case for Outsourcing Buffer Preparation in Pharma. Pharma Manufacturing. Accessed 01 May
2019 Retrieved: https://www.pharmamanufacturing.com/articles/2019/the-case-outsourcing-buffer-preparation-in-pharma/
10 Langer E. Economics of In-House Buffer Preparation: Evaluating the cost effectiveness of keeping basic ops in-house.
Contract Pharma. 2016, August 09.
11 Langer E. Outsourcing of Buffer Preparation Activity Is Increasing. BioProcess International. 2016, November 14.
12 Witcher MF and Silver H. Multi-Purpose Biopharmaceutical Manufacturing Facilities. Pharmaceutical Technology Europe. 2018.
Vol. 30, Iss. 9, 44–47.

©BioPhorum Operations Group Ltd | December 2019 Buffer preparation philosophies 42
Acronyms/ Abbreviation Definition
CIP Clean-in-place
NPC Net present cost
QC Quality control
SU Single-use
WFI Water for injection
Acronyms

©BioPhorum Operations Group Ltd | December 2019 Buffer preparation philosophies 43
Permission to useThe contents of this report may be used unaltered as long as the copyright is acknowledged appropriately with correct source citation, as follows “Entity, Author(s), Editor, Title, Location: Year”
DisclaimerThis document represents a consensus view, and as such it does not represent fully the internal policies of the contributing companies.
Neither BioPhorum nor any of the contributing companies accept any liability to any person arising from their use of this document.
The views and opinions contained herein are that of the individual authors and should not be attributed to the authors’ employers.