Embed Size (px)
Citation preview

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 1/15
This article was downloaded by: [Indian Institute of Technology - Delhi]On: 26 November 2011, At: 00:19Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: MortimerHouse, 37-41 Mortimer Street, London W1T 3JH, UK
Materials and Manufacturing ProcessesPublication details, including instructions for authors and subscription information:
http://www.tandfonline.com/loi/lmmp20
Damage Investigation in Drilling of Glass Fiber
Reinforced Plastic Composite LaminatesDr. N. Bhatnagar
a, I. Singh
a& D. Nayak
a
aDepartment of Mechanical Engineering, Indian Institute of Technology, Delhi, India
Available online: 07 Feb 2007
To cite this article: Dr. N. Bhatnagar, I. Singh & D. Nayak (2004): Damage Investigation in Drilling of Glass Fiber ReinforcPlastic Composite Laminates, Materials and Manufacturing Processes, 19:6, 995-1007
To link to this article: http://dx.doi.org/10.1081/AMP-200034486
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form to
anyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug dosesshould be independently verified with primary sources. The publisher shall not be liable for any loss, actionclaims, proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly orindirectly in connection with or arising out of the use of this material.

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 2/15
MATERIALS AND MANUFACTURING PROCESSES
Vol. 19, No. 6, pp. 995–1007, 2004
Damage Investigation in Drilling of Glass Fiber
Reinforced Plastic Composite Laminates
N. Bhatnagar,* I. Singh, and D. Nayak
Department of Mechanical Engineering, Indian Institute of Technology,
Delhi, India
ABSTRACT
Machining of fiber reinforced plastic is a process that is substantially different
from metals. The inherent anisotropy in the material system makes the materialremoval mechanism quite complex. Drilling composite materials is necessary to
ascertain the structural integrity of intricate composite products. Drilling of
laminated structures results in extensive damage around the drilled hole. This
study is an attempt to quantify and propose mathematical models for drilling-
induced damage in terms of the cutting speed and the feed speed. Mathematical
models have also been proposed for the resulting thrust force and the torque.
Four different drill point geometries, namely 4-faceted, 8-faceted, parabolic, and
Jodrill, are investigated in this study.
Key Words: Drilling; GFRP; Damage; Drill geometry; NDT.
*Correspondence: Dr. Naresh Bhatnagar, Department of Mechanical Engineering,
Indian Institute of Technology, Delhi 110016, India; Fax: 91-11-26582053; E-mail:
995
DOI: 10.1081/LMMP-200034486 1042-6914 (Print); 1532-2475 (Online)
Copyright & 2004 by Marcel Dekker, Inc. www.dekker.com

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 3/15
ORDER REPRINTS
INTRODUCTION
Unlike most engineering materials, polymeric composites are characterized by
marked anisotropy, structural inhomogenity and lack of plastic deformation
behavior. Near-net shape manufacturing capabilities of fiber reinforced plastic
(FRP) along with their high specific strength and stiffness make them attractive in
almost all fields of engineering, ranging from aerospace to consumer goods.
Additional benefits in the form of corrosion resistance, lower maintenance costs,
ease of transportation, and installation make them very useful material. Although
most of the composite products are made to a near-net shape, subsequent machining
is required for assembly purposes. Drilling is one of the most important, frequently
practiced, and unavoidable machining operation for components used in FRP
composite structures. Intricacy in structures necessitates hole generation to facilitate
assembly. The mechanism of drilling composite materials has been recognized as a
process fundamentally different from that of homogenous metal removal. Thediverse properties of the fiber and the matrix combined with fiber orientation have a
significant effect on the drilling process. During drilling, the fibers take a high
proportion of the load, which prevents uniform plastic deformation as normally
observed during chip formation in metal cutting.
Composite materials pose additional difficulties while solving the problem of
controlling the drilling process. These difficulties arise from the anisotropic nature
of the material, as determined by the stacking sequence of the laminate. This prevents
the use of empirical models for control due to the difficulty in dealing with the large
number of parameters that determine the material characteristics and quantifying
them with any certainty. Drilling-induced damage is one of the important factors that
influence the long-term performance deterioration of the composite product. The
estimation and characterization of drilling-induced damage therefore becomes
imperative for ascertaining the reliability and durability of composite structureswith drilled holes. A number of attempts correlating the damage zone to the drilling
parameters—that is, cutting speed and the feed rate—have been made. Tagliaferri
et al.[1] correlated the damage zone width to the ratio of cutting speed and feed rate.
It was found that the higher the ratio, the better the cut quality. Chen [2] proposed
a statistical model correlating the delamination factor with the average thrust force.
Theoretical models by Lachaud et al.[3] and Zhang et al.[4] have been developed that
predict the critical thrust force beyond which delamination (damage at the exit side of
the hole) takes place. Linear elastic fracture mechanics and the classical plate bending
theory principles have been used to develop such models. These models focus on thrust
force as the principal factor that causes material damage during drilling. Application
of these models to the practical drilling operation requires an in-depth study. Drill
point geometry is another important parameter that considerably influences drilling-
induced damage. Mathew et al.[5] found that thrust force is considerably lower fortrepanning tools in comparison to the standard twist drill. Chen[2] studied the effect
of various geometry parameters (point angle, helix angle, web thickness) and
correlated them to the cutting forces. Miller[6] carried out a study on various drill point
geometries, but the damage estimation was purely qualitative in nature. This research
initiative is an attempt to quantify drilling-induced damage (delamination), and
to correlate it with the drilling parameters and the cutting forces.
996 Bhatnagar, Singh, and Nayak

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 4/15
ORDER REPRINTS
EXPERIMENTAL SETUP
Drilling of FRP composite laminates depends on the cutting speed and the feed
rate, along with tool geometry and other material parameters. In this study, these are
recognized as the prime factors that influence drilling-induced damage. Four-layered
[(0/90)/0]s glass fiber reinforced plastic (GFRP) laminates were made by a hand
layup technique. Curing was done at room temperature for about 24 h. The matrix
was epoxy with a standard grade of LY556 with hardener HY951. The fiber volume
fraction was calculated using the ignition loss method (ASTM D2584-68) and was
found to be 0.60 on an average of five samples. The specimens were cut to size of
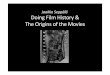
100Â 50 mm and 4 mm thickness. As shown in Fig. 1, a CNC machine was used to
drill holes in laminates. The specimens were mounted on top of a drill dynamometer
(Kistler, Type 9272); the thrust force and torque signals from the dynamometer were
routed to the charge meters and were recorded in the IBM PC via A/D card. Solid
carbide drills (K-10) of diameter 4 mm and 8 mm were used in the experiments. Thetype of drill point geometry was one of the important factors of investigation in the
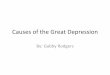
experiments. Four types of solid carbide drills namely 4-faceted, 8-faceted, parabolic
point, and Jodrill were used. All the drills selected were of substantial different
geometries and were expected to behave differently under similar drilling conditions.
Different drill point geometries are shown in Fig. 2.
Figure 1. Experimental setup.
Damage Investigation in Drilling of GFRP Composite Laminates 997

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 5/15
ORDER REPRINTS
EXPERIMENTATION
The experiments were carried out at different levels of cutting speed and feed
rates. As has been reported,[7]
carbide drills give better surface finish and more holesto failure; therefore, HSS drills were eliminated from this study. After an initial trial
run, a suitable range of cutting speed and feed was chosen for which the visual
damage around the drilled hole was minimum. The cutting speed/feed speed (V s/V f )
was defined as a nondimensional parameter, and the damage quantification was
done at different values of V s/V f . The nondimensional parameter V s/V f was varied
from 450 to 2800. The cutting forces, namely torque (T ) and thrust (F ), were
recorded using the drill dynamometer.
Quantification of Drilling-Induced Damage
Delamination, matrix burning, fiber pullout, and circularity defects are some of
the drilling-induced damage forms. Delamination is one of the most commondamage form usually associated with drilling of laminated structures. The last plies
tend to open up as the drill pierces through the laminate to generate a hole. A general
perception recognizes the thrust force as the main culprit causing delamination. A
nondestructive dye penetrant test in conjunction with digital image processing was
used to quantify the drilling-induced damage at the exit side of the hole. A
fluorescent dye, Zyglo 27-A, with a specified combination of developer was sprayed
(a) Jodrill (b) 8-faceted
(c) 4-faceted (d) Parabolic
Figure 2. Different drill point geometries under investigation.
998 Bhatnagar, Singh, and Nayak

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 6/15
ORDER REPRINTS
around the drilled hole. The laminates were left to dry for 30 min. The specimens
were observed under ultraviolet light. The fluorescent dye penetrated into the
damaged zone and gave a clear picture of the drilling-induced damage around the
hole. Digital images of the drilled holes after the nondestructive inspection were
recorded under ultraviolet light using a digital camera (Sony). Digital image
processing was then used to quantify the drilling-induced damage. Image
segmentation and thresholding principles that are based on the difference in the
gray-scale values of image pixels were used to distinguish the damaged area around
the drilled hole.
RESULTS AND DISCUSSION
Thrust and Torque Response
Figure 3 shows the thrust force signals for different drill point geometries. It is
quite evident that the variation in the drill point geometry results in a characteristic
variation in the drilling behavior of different drill points. The stepped-drill (Jodrill)
gives a characteristic plot showing the variation very clearly. The variation in the
signals for a single drill point may be attributed to the heterogeneous nature of the
Figure 3. Thrust force response of different solid carbide drill point geometries with respect
to time at cutting speed (V s)/feed speed (V f )¼ 2800.
Damage Investigation in Drilling of GFRP Composite Laminates 999

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 7/15
ORDER REPRINTS
composite laminate. The fibers take a higher proportion of the load and thus impair
the uniform plastic deformation of the material. The drill point encounters fibers and
matrix at regular intervals, and therefore, there is a variation in the signals for a
single drill point. Generally, for all the drill points, it can be observed that the thrust
force signal increases with time and attains a maximum value at the time of complete
engagement of the drill point with the laminate and then decreases as the drilling
process is completed. The thrust force signal for the 8-faceted drill point shows a
continuous nature, whereas some aberrations are observed with the 4-faceted and the
parabolic point.
Figure 4 shows the torque response of different drill point geometries. A typical
behavior observed with the Jodrill can be attributed to the stepped shoulder that
characterizes the drill geometry for Jodrill. The signals for the 4-faceted and
8-faceted drill points show a wider spread with respect to time, whereas the parabolic
point gives a typical peak in the torque signal. Thus, it is evident that the drilling
characteristics of different drill point geometries are substantially different and can
affect the damage induced around the drilled hole as a result of the drilling process.A general perception relates the drilling-induced damage to a critical thrust force
beyond which damage takes place. Theoretical models for critical thrust force based
on the linear elastic fracture mechanics and classical plate bending theory have been
developed. These models serve as a basis for minimization of the drilling-induced
damage. In this study, the cutting forces were investigated as a function of a
nondimensional parameter cutting speed (V s)/feed speed (V f ) ratio. Figures 5 and 6
Figure 4. Torque response of different drill point geometries with respect to time at cutting
speed (V s)/feed speed (V f )¼ 1800.
1000 Bhatnagar, Singh, and Nayak

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 8/15
ORDER REPRINTS
highlight the variation of the thrust force with V s/V f for four different drill point
geometries.It is observed from these figures that the thrust force value shows a continuous
decrease (for all the drill point geometries) with an increase in V s/V f for both drill
diameters investigated. It can also be seen that the 4-faceted drill point records the
maximum thrust force. The effect is quite predominant for the 8-mm diameter drill.
The parabolic point gives a better thrust force response as compared with other drill
point geometries.
[(0/90)/0] GFRP, 4 mm diameter
0
5
10
15
20
25
30
3540
0 1000 2000 3000
Cutting speed/Feed speed
T h r u s t f o r c e ( N )
4-faceted
parabolic
8-faceted
Jodrill
Figure 5. Thrust force vs. V s/V f (drill diameter 4 mm).
[(0/90)/0]s GFRP, 8 mm diameter
0
10
2030
40
50
60
70
0 2000 4000 6000
Cutting speed/Feed speed
T h r u s
t f o r c e ( N )
4-faceted
parabolic
8-faceted
Jodrill
Figure 6. Thrust force vs. V s/V f (drill diameter 8 mm).
Damage Investigation in Drilling of GFRP Composite Laminates 1001

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 9/15
ORDER REPRINTS
Figure 7 shows the variation of torque with the cutting speed/feed speed ratio.
Unlike the thrust force that shows a continous decrease with increasing V s/V f ; the
torque gives local minima in the variation. The decrease in the torque values toward
the end can be attributed to the softening of the matrix due to heat build up at higher
cutting speed and lower feed speeds. Moreover, low feed speed increases the
engagement time of the drill with the laminate resulting in damage due to heat. The
thrust and torque response for different drill point geometries was mathematically
modeled using multiple linear regression. The thrust force and torque are expressed
as a function of the cutting speed (V s) and the feed speed (V f ). Different statisticalmodels are proposed.
4-Faceted drill point
F ¼ 75:488þ 2EÀ 06 ðV s=V f Þ2 À 0:0192 ðV s=V f Þ R2 ¼ 0:9995
T ¼ 19:572À 7EÀ 09 ðV s=V f Þ3 þ 3EÀ 05ðV s=V f Þ
2 À 0:04 ðV s=V f Þ R2 ¼ 0:9467
8-Faceted drill point
F ¼ 69:66þ2EÀ06 ðV s=V f Þ2 À0:0192 ðV s=V f Þ R2 ¼ 0:9919
T ¼ 21:322À 8EÀ09 ðV s=V f Þ3 þ 4EÀ05 ðV s=V f Þ
2 À 0:0481 ðV s=V f Þ R2 ¼ 0:8474
Parabolic drill point
F ¼ 48:135þ9EÀ07 ðV s=V f Þ2 À0:01 ðV s=V f Þ R2 ¼ 0:9995
T ¼ 19:223À 6EÀ09 ðV s=V f Þ3 þ 3EÀ05 ðV s=V f Þ
2 À 0:0394 ðV s=V f Þ R2 ¼ 0:7432
Jodrill
F ¼ 44:612þ 4EÀ 07 ðV s=V f Þ2 À 0:0061 ðV s=V f Þ R2 ¼ 0:8957
T ¼ 7:963À 4EÀ 10 ðV s=V f Þ3 þ 4EÀ 06ðV s=V f Þ
2 À 0:0061 ðV s=V f Þ R2 ¼ 0:9463
[(0/90)/0]s GFRP
0
2
4
6
8
10
12
14
0 500 1000 1500 2000 2500 3000
Cutting speed/Feed speed
T o r q u e ( N - c m )
4-faceted
parabolic
8-faceted
Jodrill
Figure 7. Torque vs. V s/V f .
1002 Bhatnagar, Singh, and Nayak

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 10/15
ORDER REPRINTS
The values of the regression coefficients clearly indicate that the mathematical
models fit the experimental data closely.
Drilling-Induced Damage: A Qualitative Analysis
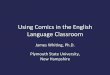
Figure 8 shows a drilling-induced damage zone around the drilled hole for
two different stacking sequences. It is quite clear from the qualitative analysis that
the damage zone in unidirectional (UD)-GFRP laminates is elliptical in shape with
the major axis of the ellipse approximately being in the direction of the fibers. The
damage zone in the case of [(0/90)/0]s laminates is clearly much smaller than that for
UD-GFRP laminates, and is spread around the periphery of the drilled hole. Theelement of directionality in the damage zone thus found in the UD-GFRP laminates
is avoided by placing woven fabric layers at the top and at the bottom of the
unidirectional laminates.
Drilling-Induced Damage: A Quantitative Analysis
The methodology to quantify drilling-induced damage has already been
discussed. Figure 9 gives the variation of damage area/hole area (Da/H a) with
V s/V f . It is observed that Da/H a show local minima for values of V s/V f , ranging from
750 to 1500. The trends or the variations for different drill point geometries are
qualitatively the same, but differ on the quantitative scale. The values for Da/H a
show a constant increase with increasing V s/V f after showing local minima for alldrill point geometries. The thrust force (Figs. 5 and 6) decreases with increasing
V s/V f , whereas the torque (Fig. 7) shows an increase with increasing values of V s/V f after exhibiting local minima such as the Da/H a ratio.
Theoretical models developed earlier predicted critical thrust force responsible
for the damage and ignored the effect of torque completely. The results of this work
thus establish and necessitate the study of torque as an important parameter that
Figure 8. Drilling-induced damage: (a) [(0/90)/0]s laminate, (b) UD-GFRP laminate (8 mm
diameter 8-faceted solid carbide drill point at V s/V f ¼2800).
Damage Investigation in Drilling of GFRP Composite Laminates 1003

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 11/15
ORDER REPRINTS
influences damage around the drilled hole. It is important to conclude that higher
cutting speeds result in substantial material damage around the drilled hole.The
values for Da/H a are less for the 8-faceted drill point and the Jodrill. The 4-faceted
and the parabolic point result in higher values for Da/H a and subsequently larger
damage zones. It also becomes clear that the drill point geometry has a significant
effect on drilling-induced damage. The 8-faceted and Jodrill are thus the best-suited
drill point geometries for drilling GFRP laminates.
Figure 10 (a and b) gives a comparison of Da/H a for two different stackingsequences. It is observed that the laminate with woven fabric layers at the top and
the bottom results in a smaller damage zone around the drilled hole as compared
with the UD-GFRP laminate. It is therefore advantageous to alter the stacking
sequence by placing woven laminate or homogenous laminate as the top and bottom
plies to minimize the drilling-induced damage in GFRP laminates.
Regression modeling was done to propose mathematical models for the drilling-
induced damage zone. A number of fits were tried to model the damage zone.
Polynomial regression models gave a good fit to the experimental data. Because the
different drill point geometries were substantially different with no common feature
or attribute, drill point geometry was not considered as a modeling parameter, and
geometry-specific models were proposed. Mathematical models for different drill
point geometries are:
4-Faceted drill point
Da=H a ¼ 2:4714þ 3E À 07 ðV s=V f Þ2 À 0:0007 ðV s=V f Þ R2 ¼ 0:9141
8-Faceted drill point
Da=H a¼2:9335À5EÀ10ðV s=V f Þ3þ2EÀ06ðV s=V f Þ
2À0:0031ðV s=V f ÞR2¼0:9467
[(0/90)/0]s GFRP
1
1.2
1.4
1.6
1.8
2
2.2
2.4
2.6
2.83
0 500 1000 1500 2000 2500 3000
Cutting speed/Feed speed
D a m a g e a r e a / H o l e a r e a
4-faceted
parabolic
8-faceted
Jodrill
Figure 9. Variation of damage area (Da)/hole area (H a) with cutting speed (V s)/feed speed
(V f ) for four different drill point geometries.
1004 Bhatnagar, Singh, and Nayak

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 12/15
ORDER REPRINTS
Parabolic point
Da=H a¼2:9829À4EÀ10 ðV s=V f Þ3þ2EÀ06 ðV s=V f Þ
2À0:0027ðV s=V f ÞR2¼0:9601
Jodrill
Da=H a ¼ 2:8308À3EÀ10 ðV s=V f Þ3þ2EÀ06 ðV s=V f Þ
2À0:0024 ðV s=V f ÞR2 ¼ 0:92
The mathematical models directly relate operating variables that are the cutting
speed and the feed speed to the induced damage. The operating variables in a drilling
process can be used as control variables to minimize the damage around the drilled
hole. A model correlating the damage zone to the cutting forces will necessitate
installation of expensive instrumentation to first record the forces and then correlatethem to the damage zone. Thus, the models proposed here are useful in estimating
beforehand the amount of damage that can develop during drilling and thereby help
in specifying a quality criterion. For example, a manufacturer for acceptance of
laminates with a drilled hole might specify the Da/H a value of 2 as a quality criterion.
The models may also help to optimize the operating variables for minimizing
drilling-induced damage.
Comparison for stacking sequence (4-faceted)
1
1.5
2
2.5
3
0 1000 2000 3000
Cutting speed/Feed speed
D a m a g e a r e a /
H o l e a r e a UD-GFRP
[(0/90)/0]s
GFRP
(a)
Comparison for stacking sequence (8-faceted)
1
1.5
2
2.5
3
0 1000 2000 3000
Cutting speed/Feed speed
D a m a g e a r e a /
H o l e a r e a UD-GFRP
[(0/90)/0]s
GFRP
(b)
Figure 10. Comparison for stacking sequence: (a) 4-faceted, (b) 8-faceted drill point.
Damage Investigation in Drilling of GFRP Composite Laminates 1005

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 13/15
ORDER REPRINTS
CONCLUSION
This research endeavor was undertaken to quantify drilling-induced damage and
to correlate it with operating variables. Four different drill point geometries were
investigated, and the following conclusions are drawn:
1. Higher thrust force values are recorded for a 4-faceted drill point, which is
comparable to the standard twist drill geometry, and therefore, it is not
recommended for drilling laminated GFRP composite materials.
2. The thrust and the torque response is relatively better for a parabolic point,
but the drilling-induced damage shows a maximum value; therefore, it is
concluded that there is no direct relation between the cutting forces and the
damage for this drill.
3. Contrary to general belief, maximum damage was not found at the
conditions where maximum thrust force was recorded. It is thereforeconcluded that the theoretical models for predicting critical thrust force must
be applied with caution and with certain limitations. The torque also plays
a significant role in influencing the drilling-induced damage, and models
incorporating both the thrust force and the torque should be developed.
4. Drilling-induced damage in the case of [(0/90)/0]s GFRP laminates was
spread around the hole, whereas the damage zone in case of UD-GFRP lami-
nates shows an elliptical nature with major axis along the direction of fibers.
5. Drilling-induced damage depends on cutting speed/feed speed ratio resulting
in a local minima between 900 and 1500 for different drill point geometries,
and this damage area around the drilled hole increases with an increase in
cutting speed/feed speed ratio.
6. The drilling-induced damage in case of the 8-faceted drill point and the
Jodrill is minimum. A modified geometry incorporating the best features of these two geometries can be developed for drilling GFRP composite
laminates, which requires future design and innovation.
7. The drilling-induced damage zone in the case of [(0/90)/0]s GFRP laminates
is smaller as compared with UD-GFRP laminates. It is advisable to use
woven layers or homogeneous mats at the top and the bottom to ensure a
good quality hole with minimum entry and exit damage.
8. Mathematical models for thrust, torque, and drilling-induced damage have
been proposed for different drill point geometries. The best-fit models are
selected to model the experimental data. The models are domain specific,
limiting operating conditions and the workpiece material investigated in this
study. A more generic damage criterion incorporating the material property
as one of the variables can be developed in the future.
ACKNOWLEDGMENT
The authors are thankful to Ministry of Human Resource and Development
(MHRD), Govt. of India, for providing financial assistance to pursue the research
under the project ‘‘Machinability Index for FRP Composite Materials.’’
1006 Bhatnagar, Singh, and Nayak

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 14/15
ORDER REPRINTS
REFERENCES
1. Tagliaferri, V.; Caprino, G.; Diterlizzi, A. Effect of drilling parameters on the
finish and mechanical properties of GFRP composites. Int. J. Machine Tool
Manuf. 1990, 30 (1), 77–84.
2. Chen, W.C. Some experimental investigations in the drilling of carbon fiber
reinforced plastic composite laminates. Int. J. Machine Tools Manuf. 1997,
37 (8), 1097–1108.
3. Lachaud, F.; Piquet, R.; Collombet, F.; Surien, L. Drilling of composite
structures. Comp. Struct. 2001, 52, 511–516.
4. Zhang, L.-B.; Wang, L.-J.; Liu, X.-Y. A mechanical model for predicting critical
thrust forces in drilling composite laminates. Proc. Instn. Mech. Engrs. IMechE
2001, 215 (B), 135–146.
5. Mathew, J.; Ramakrishnan, N.; Naik, N.K. Trepanning on uni-directional
composites. Composites. Part A 1999, 30, 951–959.6. Miller, J.A. Drilling graphite/epoxy at Lockheed. Am. Machinist Automated
Manuf. 1987, October, 70–71.
7. Ramulu, M.; Branson, T.; Kim, D. A Study on drilling of composite and
titanium stacks. Comp. Struct. 2001, 54, 67–77.
Received October 1, 2003
Accepted December 18, 2003
Damage Investigation in Drilling of GFRP Composite Laminates 1007

8/3/2019 AMP-200034486
http://slidepdf.com/reader/full/amp-200034486 15/15
Request Permission/Order Reprints
Reprints of this article can also be ordered at
http://www.dekker.com/servlet/product/DOI/101081AMP200034486
Request Permission or Order Reprints Instantly!
Interested in copying and sharing this article? In most cases, U.S. Copyright
Law requires that you get permission from the article’s rightsholder before
using copyrighted content.
All information and materials found in this article, including but not limited
to text, trademarks, patents, logos, graphics and images (the "Materials"), are
the copyrighted works and other forms of intellectual property of Marcel
Dekker, Inc., or its licensors. All rights not expressly granted are reserved.
Get permission to lawfully reproduce and distribute the Materials or order
reprints quickly and painlessly. Simply click on the "Request Permission/
Order Reprints" link below and follow the instructions. Visit the
U.S. Copyright Office for information on Fair Use limitations of U.S.
copyright law. Please refer to The Association of American Publishers’
(AAP) website for guidelines on Fair Use in the Classroom.
The Materials are for your personal use only and cannot be reformatted,
reposted, resold or distributed by electronic means or otherwise without
permission from Marcel Dekker, Inc. Marcel Dekker, Inc. grants you the
limited right to display the Materials only on your personal computer orpersonal wireless device, and to copy and download single copies of such
Materials provided that any copyright, trademark or other notice appearing
on such Materials is also retained by, displayed, copied or downloaded as
part of the Materials and is not removed or obscured, and provided you do
not edit, modify, alter or enhance the Materials. Please refer to our Website
User Agreement for more details.























![Finale 2005 - [CAVALGADA] · PDF fileroberto carlos arr. manoel ferreira & & & & & & & & & & & & & &?????](https://img.pdfslide.us/doc/110x75/5a72754e7f8b9a9d538d9075/finale-2005-cavalgadawww2secultcegovbrrecursospublicwebbancopdf.jpg)
