Embed Size (px)
Citation preview
Amine Purification System (AmiPur®) – Continuous Heat Stable Salts Removal from Amine Solutions
Jenny Shao, Group Leader – Oil & Gas, Eco-Tec Inc. Canada 1. Introduction Amine scrubbing solutions are used to remove hydrogen sulfide (H2S) and carbon dioxide (CO2) from gas streams and LPG in many oil refineries and natural gas conditioning plants. Due to its high selectivity to H2S, Methyldiethanolamine (MDEA) is most commonly used to remove H2S in the presence of CO2 from gas streams and LPG. Amine plant operational problems, such as excessive foaming, corrosion, and capacity reduction, are often attributed to the accumulation of amine heat stable salts. These heat stable salts lead to costly maintenance problems such as corrosion, frequent filter replacement, foaming in the absorber column, absorber tower plugging, heat exchanger fouling and a reduction in the amount of amine available for gas treating. Continuous amine purification is being increasingly recognized as the most effective solution for HSS related problems. The benefits of continuous HSS removal go beyond limiting the level of impurities in the amine loop. A continuous on-line purification system helps to ensure a stable and uniform gas conditioning operation where contaminant level in the amine solution is prevented from building up, thus minimizing the rate of corrosion. It also ensures that amine unit operation is reliable and provides the designed gas treating efficiency. Developed by Eco-Tec Inc. Canada in 1998, AmiPur® (Amine Purification System) uses anion exchange technology to continuously remove heat stable salts. Therefore, it ensures reliable operation of amine plant. 2. AmiPur® – Heat Stable Salt Removal System Eco-Tec AmiPur® employes its Reciprocating Flow (RecofloTM) ion exchange technology, which has been extensively used since 1973 in many chemical recovery and water treatment systems. The AmiPur®, a unique and cost effective on line amine purification system has the following features:
• Fine particle size resins; • Countercurrent regeneration; • Short column heights (12 inch, 30 cm); • Low resin loading; • Fast flows and short cycles;
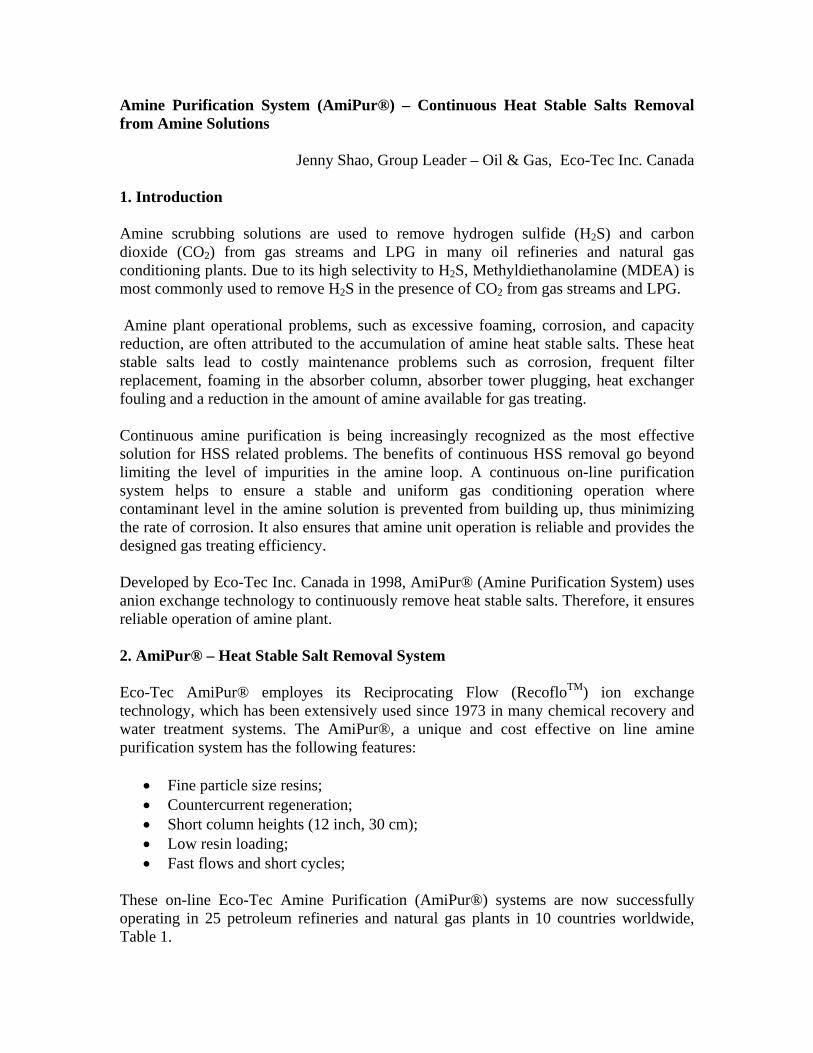
These on-line Eco-Tec Amine Purification (AmiPur®) systems are now successfully operating in 25 petroleum refineries and natural gas plants in 10 countries worldwide, Table 1.
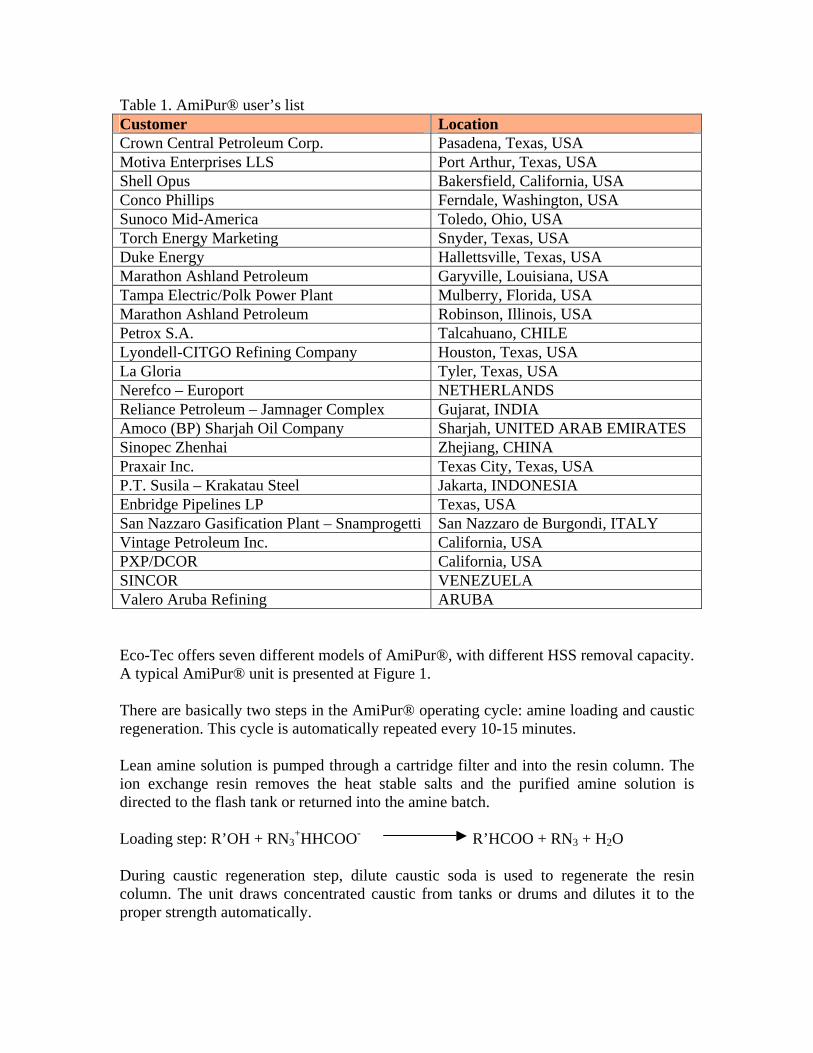
Table 1. AmiPur® user’s list Customer Location Crown Central Petroleum Corp. Pasadena, Texas, USA Motiva Enterprises LLS Port Arthur, Texas, USA Shell Opus Bakersfield, California, USA Conco Phillips Ferndale, Washington, USA Sunoco Mid-America Toledo, Ohio, USA Torch Energy Marketing Snyder, Texas, USA Duke Energy Hallettsville, Texas, USA Marathon Ashland Petroleum Garyville, Louisiana, USA Tampa Electric/Polk Power Plant Mulberry, Florida, USA Marathon Ashland Petroleum Robinson, Illinois, USA Petrox S.A. Talcahuano, CHILE Lyondell-CITGO Refining Company Houston, Texas, USA La Gloria Tyler, Texas, USA Nerefco – Europort NETHERLANDS Reliance Petroleum – Jamnager Complex Gujarat, INDIA Amoco (BP) Sharjah Oil Company Sharjah, UNITED ARAB EMIRATES Sinopec Zhenhai Zhejiang, CHINA Praxair Inc. Texas City, Texas, USA P.T. Susila – Krakatau Steel Jakarta, INDONESIA Enbridge Pipelines LP Texas, USA San Nazzaro Gasification Plant – Snamprogetti San Nazzaro de Burgondi, ITALY Vintage Petroleum Inc. California, USA PXP/DCOR California, USA SINCOR VENEZUELA Valero Aruba Refining ARUBA Eco-Tec offers seven different models of AmiPur®, with different HSS removal capacity. A typical AmiPur® unit is presented at Figure 1. There are basically two steps in the AmiPur® operating cycle: amine loading and caustic regeneration. This cycle is automatically repeated every 10-15 minutes. Lean amine solution is pumped through a cartridge filter and into the resin column. The ion exchange resin removes the heat stable salts and the purified amine solution is directed to the flash tank or returned into the amine batch. Loading step: R’OH + RN3
+HHCOO- R’HCOO + RN3 + H2O During caustic regeneration step, dilute caustic soda is used to regenerate the resin column. The unit draws concentrated caustic from tanks or drums and dilutes it to the proper strength automatically.
Regeneration step: R’HCOO + NaOH R’OH + HCOONa Note: R’OH – resin surface, RN3 – tertiary amine, HCOOH - HSS With the same HSS removal capacity, AmiPur® has the following advantages over other amine purification systems using ion exchange technology,
• AmiPur® uses the least amount of NaOH for regeneration; • AmiPur® generates the least amount of waste; • AmiPur® uses the least amount of resin; • AmiPur® has the least amine loss; • AmiPur® has the smallest skid size.
Figure 1. Skid mounted AmiPur® unit
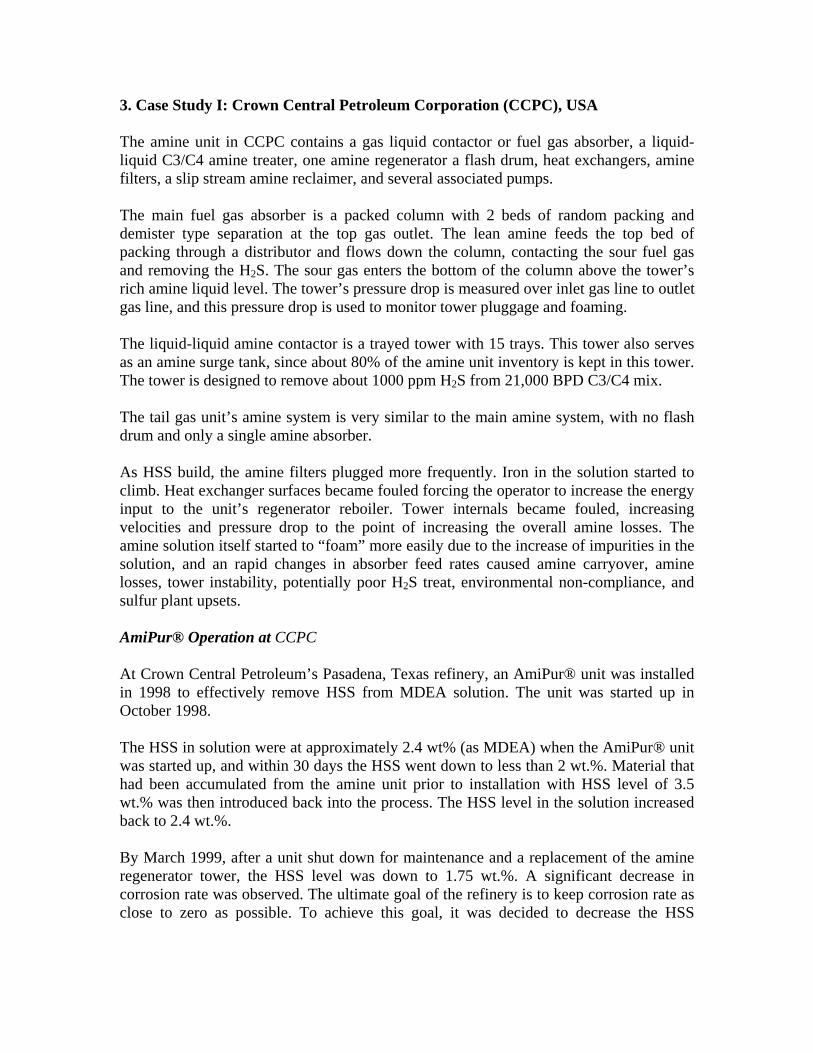
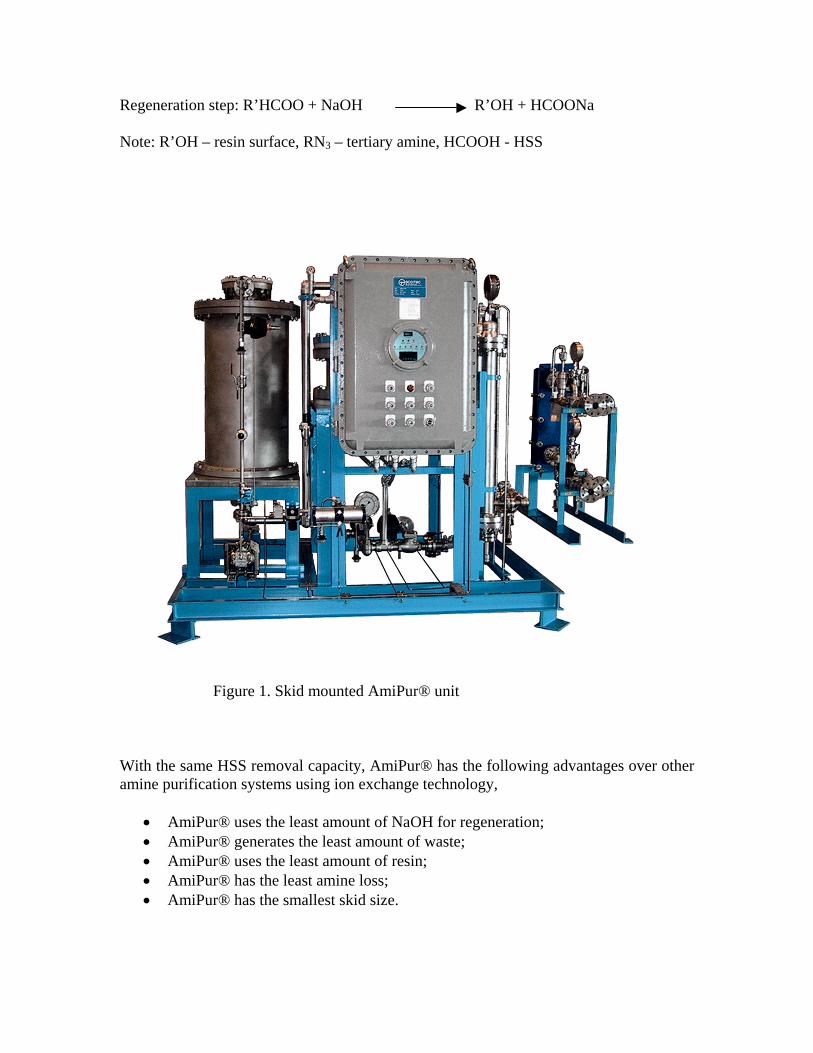
3. Case Study I: Crown Central Petroleum Corporation (CCPC), USA The amine unit in CCPC contains a gas liquid contactor or fuel gas absorber, a liquid-liquid C3/C4 amine treater, one amine regenerator a flash drum, heat exchangers, amine filters, a slip stream amine reclaimer, and several associated pumps. The main fuel gas absorber is a packed column with 2 beds of random packing and demister type separation at the top gas outlet. The lean amine feeds the top bed of packing through a distributor and flows down the column, contacting the sour fuel gas and removing the H2S. The sour gas enters the bottom of the column above the tower’s rich amine liquid level. The tower’s pressure drop is measured over inlet gas line to outlet gas line, and this pressure drop is used to monitor tower pluggage and foaming. The liquid-liquid amine contactor is a trayed tower with 15 trays. This tower also serves as an amine surge tank, since about 80% of the amine unit inventory is kept in this tower. The tower is designed to remove about 1000 ppm H2S from 21,000 BPD C3/C4 mix. The tail gas unit’s amine system is very similar to the main amine system, with no flash drum and only a single amine absorber. As HSS build, the amine filters plugged more frequently. Iron in the solution started to climb. Heat exchanger surfaces became fouled forcing the operator to increase the energy input to the unit’s regenerator reboiler. Tower internals became fouled, increasing velocities and pressure drop to the point of increasing the overall amine losses. The amine solution itself started to “foam” more easily due to the increase of impurities in the solution, and an rapid changes in absorber feed rates caused amine carryover, amine losses, tower instability, potentially poor H2S treat, environmental non-compliance, and sulfur plant upsets. AmiPur® Operation at CCPC At Crown Central Petroleum’s Pasadena, Texas refinery, an AmiPur® unit was installed in 1998 to effectively remove HSS from MDEA solution. The unit was started up in October 1998. The HSS in solution were at approximately 2.4 wt% (as MDEA) when the AmiPur® unit was started up, and within 30 days the HSS went down to less than 2 wt.%. Material that had been accumulated from the amine unit prior to installation with HSS level of 3.5 wt.% was then introduced back into the process. The HSS level in the solution increased back to 2.4 wt.%. By March 1999, after a unit shut down for maintenance and a replacement of the amine regenerator tower, the HSS level was down to 1.75 wt.%. A significant decrease in corrosion rate was observed. The ultimate goal of the refinery is to keep corrosion rate as close to zero as possible. To achieve this goal, it was decided to decrease the HSS
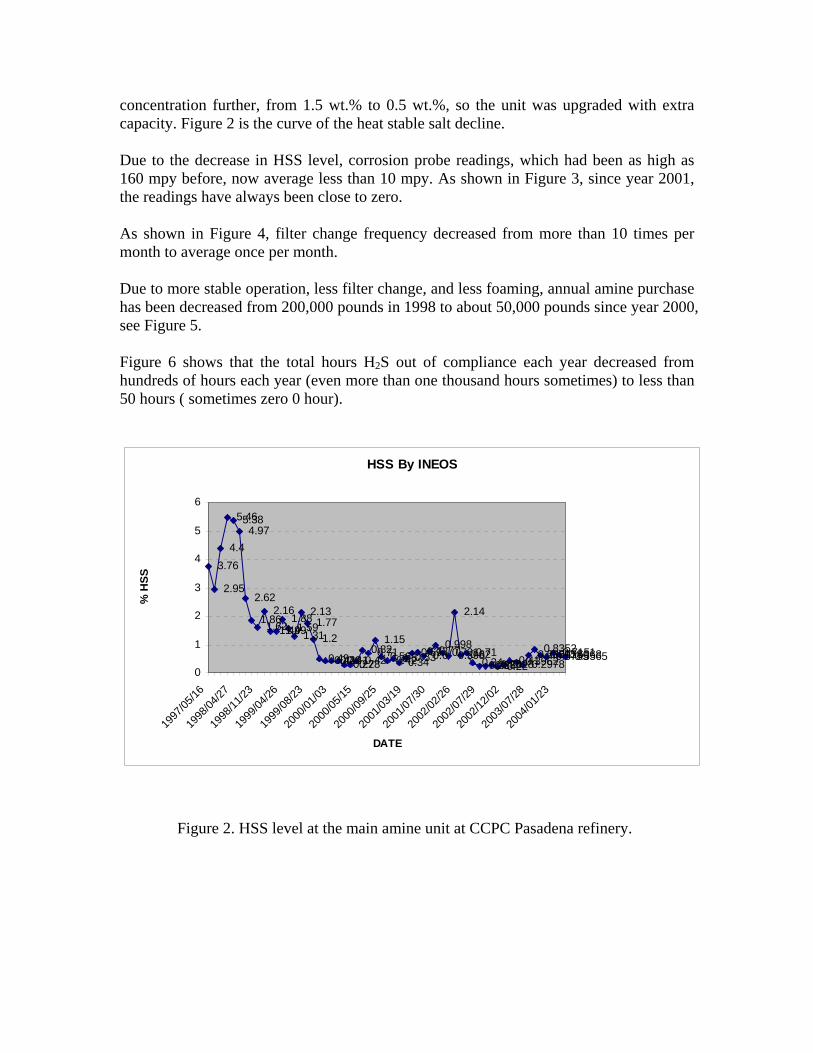
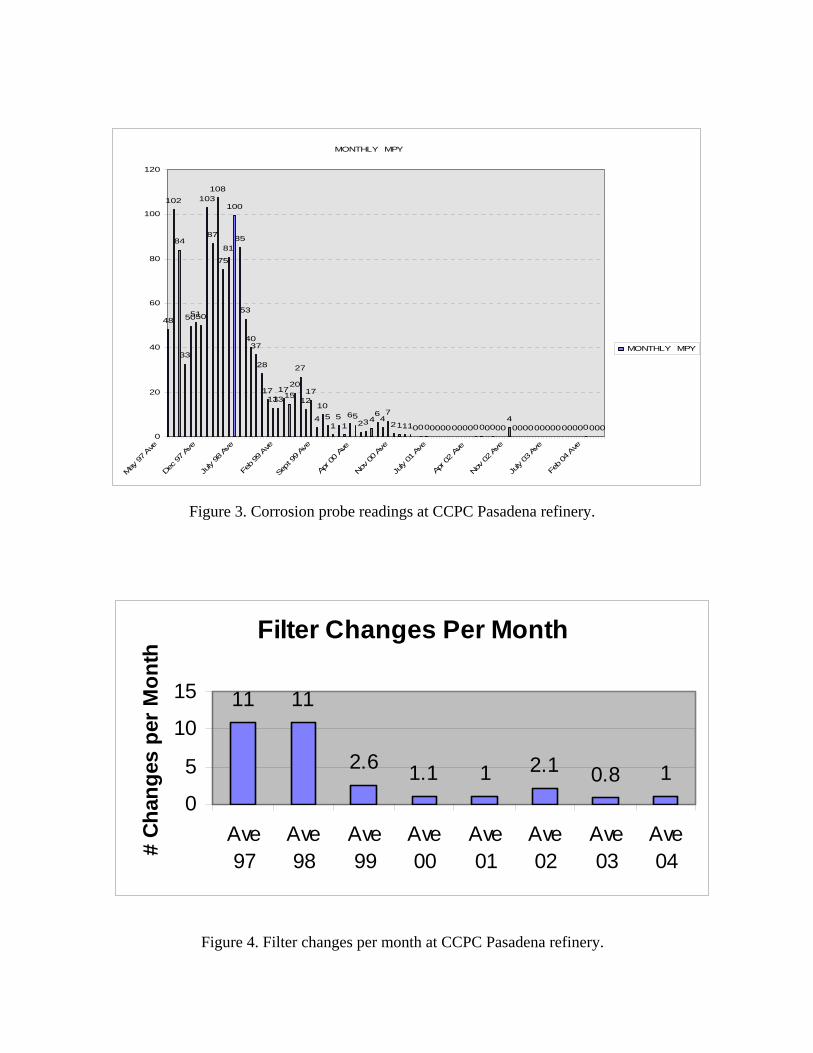
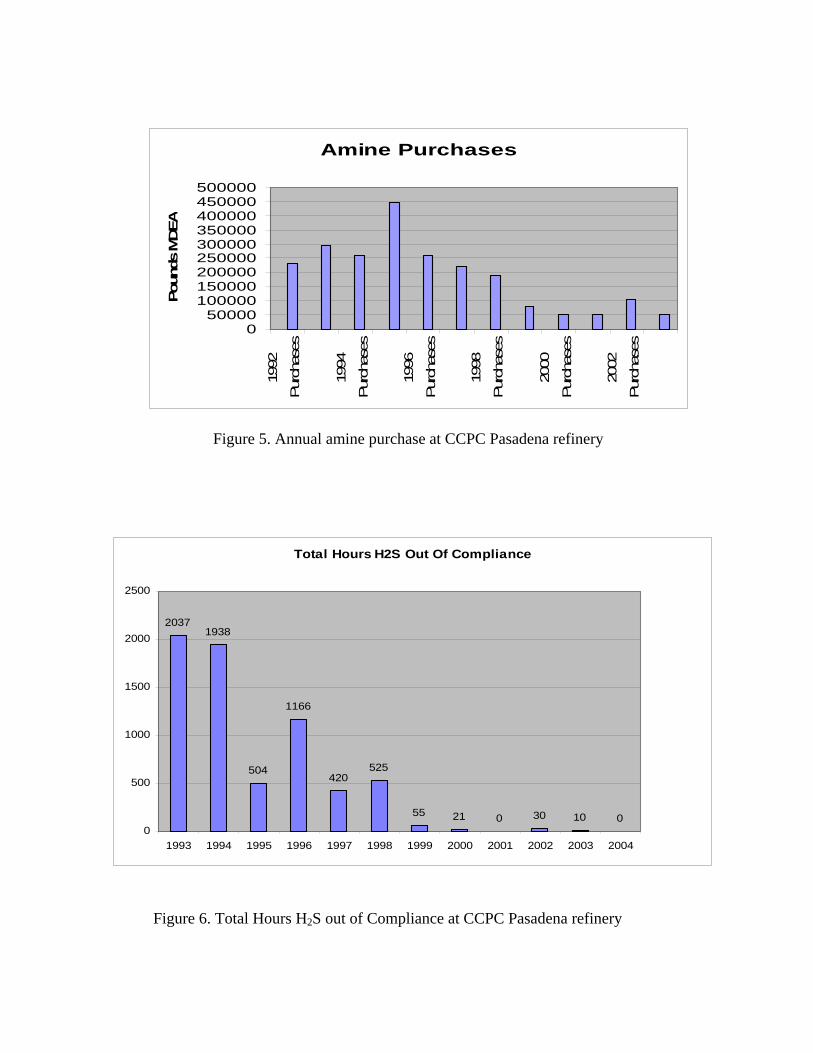
concentration further, from 1.5 wt.% to 0.5 wt.%, so the unit was upgraded with extra capacity. Figure 2 is the curve of the heat stable salt decline. Due to the decrease in HSS level, corrosion probe readings, which had been as high as 160 mpy before, now average less than 10 mpy. As shown in Figure 3, since year 2001, the readings have always been close to zero. As shown in Figure 4, filter change frequency decreased from more than 10 times per month to average once per month. Due to more stable operation, less filter change, and less foaming, annual amine purchase has been decreased from 200,000 pounds in 1998 to about 50,000 pounds since year 2000, see Figure 5. Figure 6 shows that the total hours H2S out of compliance each year decreased from hundreds of hours each year (even more than one thousand hours sometimes) to less than 50 hours ( sometimes zero 0 hour).
Figure 2. HSS level at the main amine unit at CCPC Pasadena refinery.
HSS By INEOS
3.76
2.95
4.4
5.465.384.97
2.62
1.861.622.16
1.491.491.881.591.31
2.131.771.2
0.490.420.420.410.270.280.420.820.71
1.150.560.420.50.340.530.690.730.60.770.998
0.7010.598
2.14
0.620.710.340.250.260.280.220.280.410.39620.2978
0.63090.83520.61530.57550.71510.63680.55650
1
2
3
4
5
6
1997
/05/16
1998
/04/27
1998
/11/23
1999
/04/26
1999
/08/23
2000
/01/03
2000
/05/15
2000
/09/25
2001
/03/19
2001
/07/30
2002
/02/26
2002
/07/29
2002
/12/02
2003
/07/28
2004
/01/23
DATE
% H
SS
MONTHLY MPY
48
102
84
33
505150
103
87
108
75
81
100
85
53
4037
28
171313
171520
27
1217
4
10515
165
234647
211100000000000000000400000000000000000
0
20
40
60
80
100
120
May 97
Ave
Dec 97 A
ve
July
98 Ave
Feb 99
Ave
Sept 99
Ave
Apr 0
0 Av
e
Nov 00 A
ve
July
01 Ave
Apr 0
2 Av
e
Nov 02 A
ve
July
03 Ave
Feb 04
Ave
MONTHLY MPY
Figure 3. Corrosion probe readings at CCPC Pasadena refinery.
Filter Changes Per Month
11 11
2.6 1.1 1 2.1 0.8 10
5
10
15
Ave97
Ave98
Ave99
Ave00
Ave01
Ave02
Ave03
Ave04#
Chan
ges
per M
onth
Figure 4. Filter changes per month at CCPC Pasadena refinery.
Amine Purchases
050000
100000150000200000250000300000350000400000450000500000
1992
Pur
chas
es
1994
Pur
chas
es
1996
Pur
chas
es
1998
Pur
chas
es
2000
Pur
chas
es
2002
Pur
chas
es
Poun
ds M
DE A
Figure 5. Annual amine purchase at CCPC Pasadena refinery
Total Hours H2S Out Of Compliance
20371938
504
1166
420525
55 21 0 30 10 00
500
1000
1500
2000
2500
1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004
Figure 6. Total Hours H2S out of Compliance at CCPC Pasadena refinery
4. Case Study II: SINOPEC Zhenhai refinery, China
Problems in #2 catalytic cracking/amine scrubbing unit
#2 catalytic cracking unit in Zhenhai refinery, China, has cracking capacity of 3,000,000
Tonne/year. This FCC unit is connected to an amine scrubbing unit using MDEA, which
treats 160,000 Tonne/year of dry gas and 450,000 Tonne/year of LPG. In 2001, treating
capacity of LPG was increased to 600,000 - 700,00 Tonne/year. Major problems with the
amine scrubbing unit are: (1) high concentration of suspended solids, frequent filter
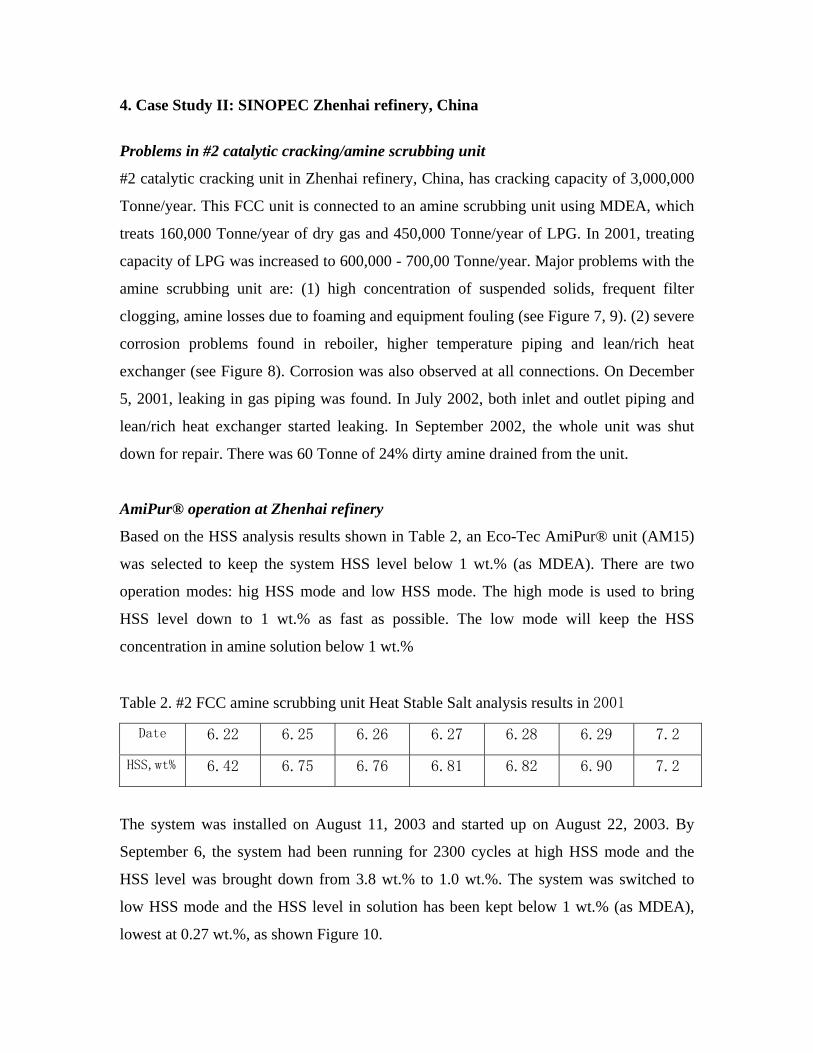
clogging, amine losses due to foaming and equipment fouling (see Figure 7, 9). (2) severe
corrosion problems found in reboiler, higher temperature piping and lean/rich heat
exchanger (see Figure 8). Corrosion was also observed at all connections. On December
5, 2001, leaking in gas piping was found. In July 2002, both inlet and outlet piping and
lean/rich heat exchanger started leaking. In September 2002, the whole unit was shut
down for repair. There was 60 Tonne of 24% dirty amine drained from the unit.
AmiPur® operation at Zhenhai refinery
Based on the HSS analysis results shown in Table 2, an Eco-Tec AmiPur® unit (AM15)
was selected to keep the system HSS level below 1 wt.% (as MDEA). There are two
operation modes: hig HSS mode and low HSS mode. The high mode is used to bring
HSS level down to 1 wt.% as fast as possible. The low mode will keep the HSS
concentration in amine solution below 1 wt.%
Table 2. #2 FCC amine scrubbing unit Heat Stable Salt analysis results in 2001
Date 6.22 6.25 6.26 6.27 6.28 6.29 7.2
HSS,wt% 6.42 6.75 6.76 6.81 6.82 6.90 7.2
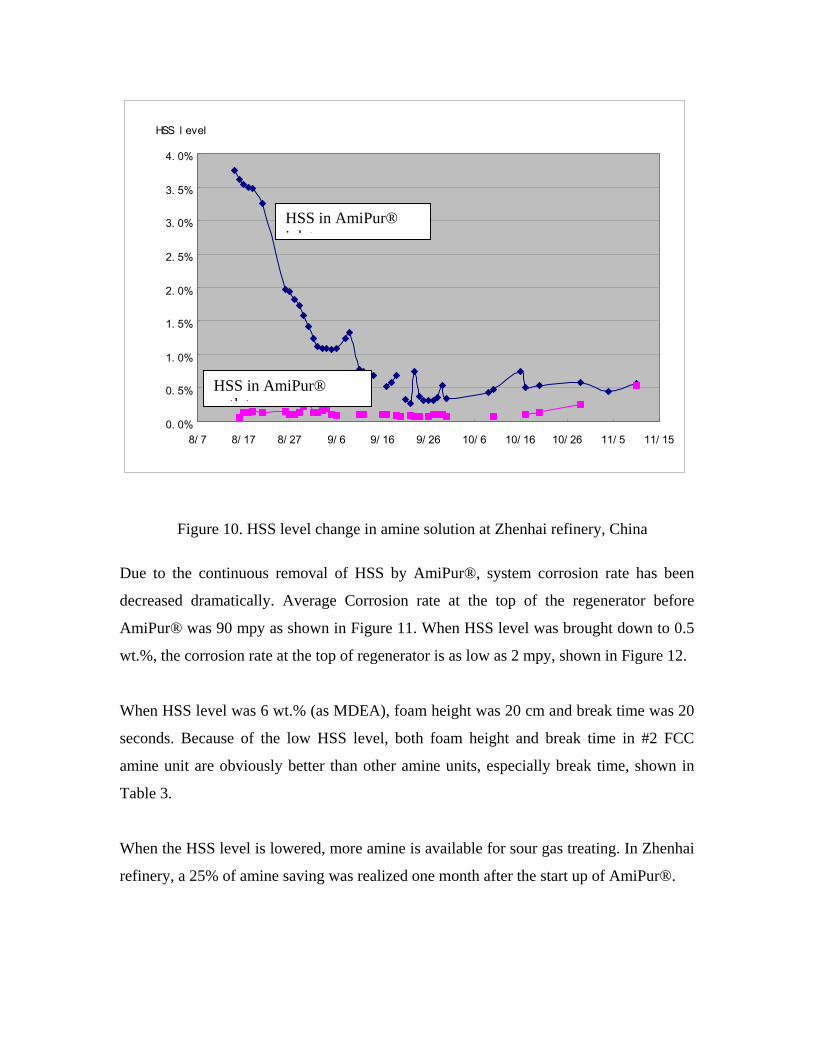
The system was installed on August 11, 2003 and started up on August 22, 2003. By
September 6, the system had been running for 2300 cycles at high HSS mode and the
HSS level was brought down from 3.8 wt.% to 1.0 wt.%. The system was switched to
low HSS mode and the HSS level in solution has been kept below 1 wt.% (as MDEA),
lowest at 0.27 wt.%, as shown Figure 10.
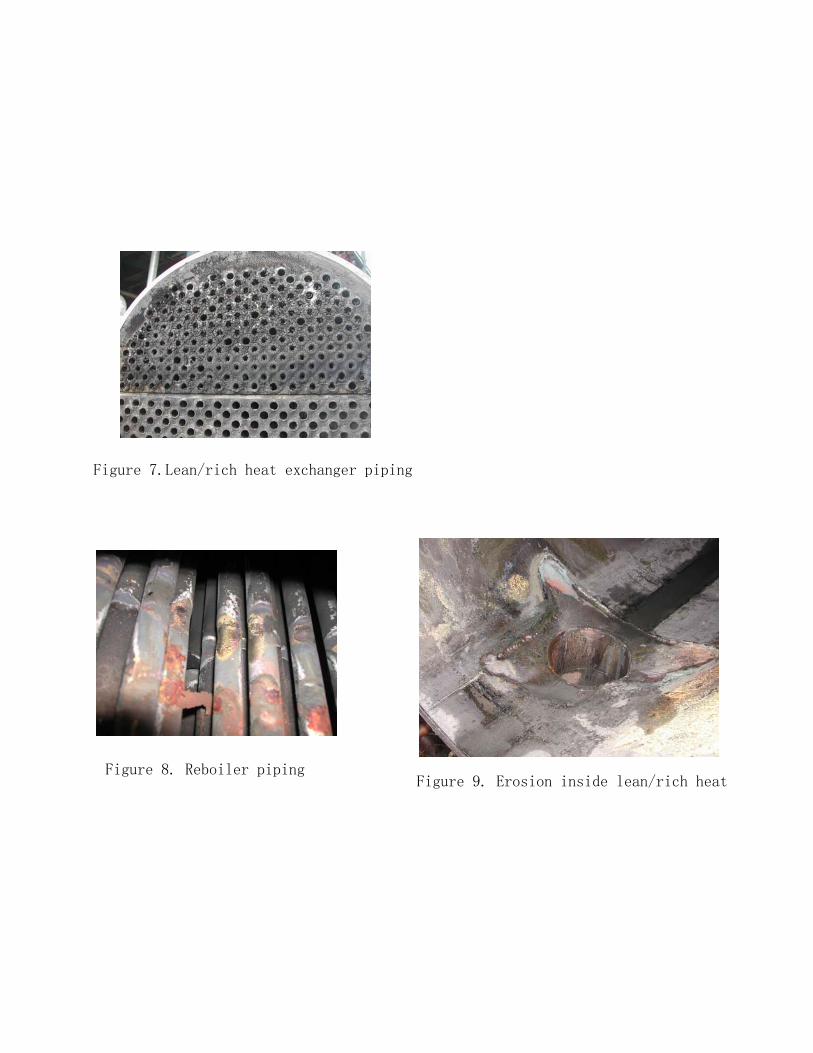
Figure 8. Reboiler piping Figure 9. Erosion inside lean/rich heat
Figure 7.Lean/rich heat exchanger piping
Due to the continuous removal of HSS by AmiPur®, system corrosion rate has been
decreased dramatically. Average Corrosion rate at the top of the regenerator before
AmiPur® was 90 mpy as shown in Figure 11. When HSS level was brought down to 0.5
wt.%, the corrosion rate at the top of regenerator is as low as 2 mpy, shown in Figure 12.
When HSS level was 6 wt.% (as MDEA), foam height was 20 cm and break time was 20
seconds. Because of the low HSS level, both foam height and break time in #2 FCC
amine unit are obviously better than other amine units, especially break time, shown in
Table 3.
When the HSS level is lowered, more amine is available for sour gas treating. In Zhenhai
refinery, a 25% of amine saving was realized one month after the start up of AmiPur®.
0. 0%
0. 5%
1. 0%
1. 5%
2. 0%
2. 5%
3. 0%
3. 5%
4. 0%
8/ 7 8/ 17 8/ 27 9/ 6 9/ 16 9/ 26 10/ 6 10/ 16 10/ 26 11/ 5 11/ 15
HSS l evel
HSS in AmiPur® i l t
HSS in AmiPur® tl t
Figure 10. HSS level change in amine solution at Zhenhai refinery, China
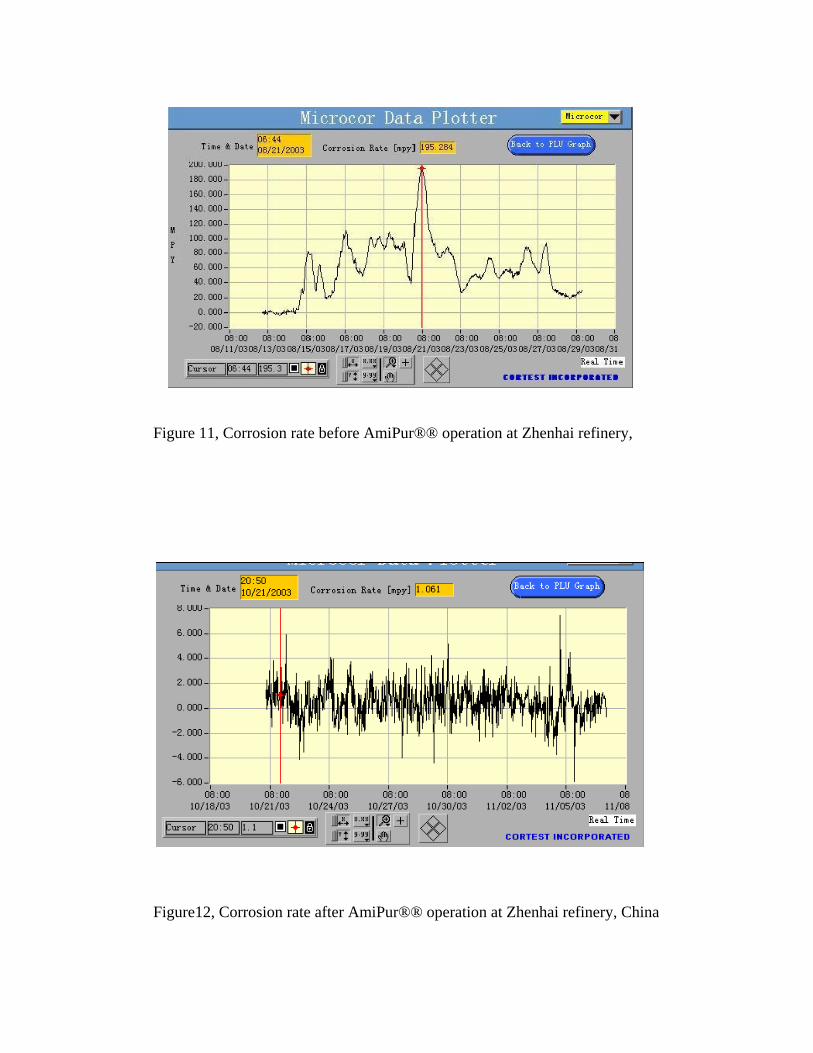
Figure 11, Corrosion rate before AmiPur®® operation at Zhenhai refinery,
Figure12, Corrosion rate after AmiPur®® operation at Zhenhai refinery, China
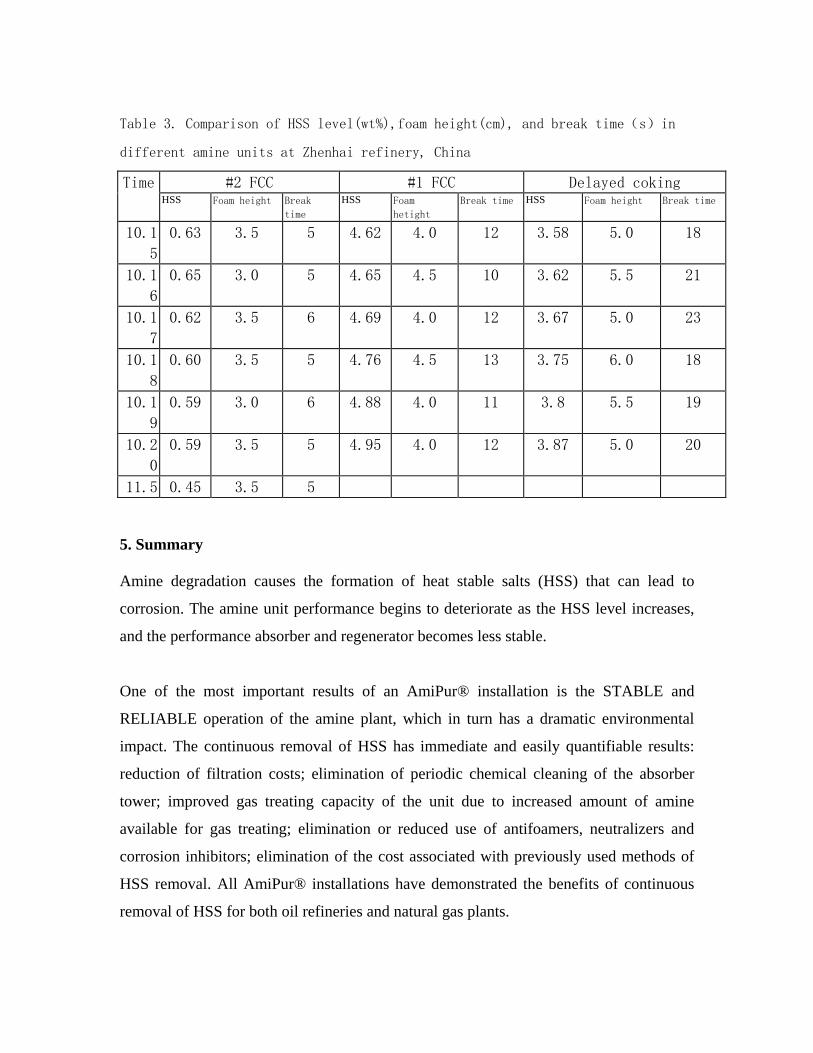
Table 3. Comparison of HSS level(wt%),foam height(cm), and break time(s)in
different amine units at Zhenhai refinery, China
Time #2 FCC #1 FCC Delayed coking
HSS Foam height Break
time HSS Foam
hetight Break time HSS Foam height Break time
10.1
5
0.63 3.5 5 4.62 4.0 12 3.58 5.0 18
10.1
6
0.65 3.0 5 4.65 4.5 10 3.62 5.5 21
10.1
7
0.62 3.5 6 4.69 4.0 12 3.67 5.0 23
10.1
8
0.60 3.5 5 4.76 4.5 13 3.75 6.0 18
10.1
9
0.59 3.0 6 4.88 4.0 11 3.8 5.5 19
10.2
0
0.59 3.5 5 4.95 4.0 12 3.87 5.0 20
11.5 0.45 3.5 5
5. Summary Amine degradation causes the formation of heat stable salts (HSS) that can lead to
corrosion. The amine unit performance begins to deteriorate as the HSS level increases,
and the performance absorber and regenerator becomes less stable.
One of the most important results of an AmiPur® installation is the STABLE and
RELIABLE operation of the amine plant, which in turn has a dramatic environmental
impact. The continuous removal of HSS has immediate and easily quantifiable results:
reduction of filtration costs; elimination of periodic chemical cleaning of the absorber
tower; improved gas treating capacity of the unit due to increased amount of amine
available for gas treating; elimination or reduced use of antifoamers, neutralizers and
corrosion inhibitors; elimination of the cost associated with previously used methods of
HSS removal. All AmiPur® installations have demonstrated the benefits of continuous
removal of HSS for both oil refineries and natural gas plants.