Embed Size (px)
Citation preview
ANSI A135.5-2004Approved March 11, 2004
American National Standard
Prefinished Hardboard Paneling
Composite Panel Association18922 Premiere Court, Gaithersburg, MD 20879
(301) 670-0604, Fax (301) 840-1252www.pbmdf.comA
NS
I A13
5.5-
2004

ANSI A135.5-2004, Prefinished Hardboard Paneling
AmericanNationalStandard
Approval of an American Standard requires verification by theAmerican National Standards Institute (ANSI) that therequirements for due process, consensus, and other criteria forapproval have been met by the standard's developer.
Consensus is established when, in the judgement of the ANSIBoard of Standards Review, substantial agreement has beenreached by directly and materially affected interests. Substantialagreement means much more than a simple majority, but notnecessarily unanimity. Consensus requires that all views andobjections be considered, and that a concerted effort be madetoward their resolution.
The use of American National Standards is completely voluntary;their existence does not in any respect preclude anyone, whetherthey have approved the standards or not, from manufacturing,marketing, purchasing, or using products, processes, or proceduresnot conforming to the standards.
ANSI does not develop standards and will in no circumstance givean interpretation of any American National Standard. Moreover, noperson shall have the right or authority to issue an interpretation ofan American National Standard in the name of the AmericanNational Standards Institute. Requests for interpretations should beaddressed to the secretariat or sponsor whose name appears onthe title page of this standard.
CAUTION NOTICE: This American National Standard may be revisedor withdrawn at any time. The procedures of the American NationalStandards Institute require that action be taken periodically toreaffirm, revise, or withdraw this standard. Purchasers of AmericanNational Standards may receive current information on allstandards by calling or writing the American National StandardsInstitute.
Published by
Composite Panel Association18922 Premiere Court, Gaithersburg, MD 20879-1574
Copyright© 2004 by Composite Panel AssociationAll rights reserved.
No part of this publication may be reproduced in anyform, in an electronic retrieval system or otherwise,without prior permission of the Composite Panel Association.
Printed in the United States of America

ANSI A135.5-2004, Prefinished Hardboard Paneling
1
Abstract
Foreword
This Standard covers requirements and methods oftesting for the dimensions, squareness, edgestraightness, and moisture content of prefinishedhardboard paneling and for the finish of thepaneling. Methods of identifying products whichconform to the Standard are included.
This Foreword is not a part of American NationalStandard for PrefinishedHardboard Paneling.
This Standard was originally promulgated under theprocedures of the U.S. Department of CommerceNational Bureau of Standards and designated asVoluntary Product Standard PS 59-73. ThisAmerican National Standard was updated in 1982and 1988. The 1995 revision made editorialcorrections and adds metric equivalents. This 2004revision makes only editorial changes.
The development of this American NationalStandard for Prefinished Hardboard Paneling offersmanufacturer, consumer, and the general publicconcerned with the product an effective guidedeveloped under the consensus procedures of theAmerican National Standards Institute.
Consensus for this standard was achieved by use of a canvass body andANSI’s Essential Requirements for due process. The following organizations,recognized as having an interest in hardboard standards, were contactedprior to the approval of this standard. Inclusion in this list does notnecessarily imply that the organization concurred with the submittal of theproposed standard to ANSI.
AFCO Industries Inc.AKZO Nobel Coatings, Inc.Georgia-Pacific CorporationICC Evaluation Services, Inc.Jeld-Wen R&DKitchen Cabinet Manufacturere Assn.Louisiana-Pacific CorporationManufactured Housing Institute
Masonite International CorporationInstitute for Building Technology and SafetyStimson LumberStork – Twin City Testing Corp.USDA Forest Products LaboratoryUniversity of Illinois
ANSI A135.5-2004, Prefinished Hardboard Paneling
2
1. SCOPE
This Standard covers requirementsand methods of testing for thedimensions, squareness, edgestraightness, and moisture contentof prefinished hardboard panelingand for the finish of the paneling.1
2. REQUIREMENTS
2.1. Genera l . Productsrepresented as complying with thisStandard shall meet all of therequirements specified herein. Thequalification and test procedurescontained in Section 3 are to beused to determine the conformanceof products to the requirements ofthis Standard.
Note: Embossed products, becauseof their varying surfaces andpatterns, require the recognitionthat certain adjustments andallowances are to be made in theevaluation of various physicalproperty requirements found in thisStandard. Specific adjustments forembossed products have beendesignated wherever possible. Withcertain proprietary finished surfaceconfigurations, the manufacturershall be consulted for specificadjustments in the testprocedures.
1 Other Standards cover: a. Basic Hardboard: b.Hardboard Siding. Physical properties of thehardboard used to manufacture prefinished panelingare set out in American National Standard A135.4-2004 Basic Hardboard Products which conform to therequirements of this Standard are included.
2.2. Dimensions and Tolerances.The paneling shall have a nominalwidth of 406 mm (16 in.), 1220mm (4 ft.) or 1524 mm (5 ft.).The nominal length shall be from1220 mm (4 ft.) through 3660 mm(12 ft.) in 405 mm (1 ft.)increments. The nominal thick-nesses shall be 3.2 (1/8 in.), 4.8(3/16 in.), and 6.4 mm (1/4 in.).
The tolerance on the nominallength and width shall be plus orminus 1.6 mm (1/16 inch). Thethickness range for each nominalthickness shall be as specifiedbelow.
Nominal Thickness Min.-Max.
mm inch mm inch3.2 1/8 2.9-3.9 0.115-0.155
4.8 3/16 4.2-5.2 0.165-0.205
6.4 1/4 5.3-6.7 0.210-0.265
Thickness measurements shall bemade in accordance with theapplicable method in Part B ofASTM D 1037-99, Test Methods forEvaluating the Properties of Wood-Base Fiber and Particle PanelMaterials.
2.3 Squareness. The lengths ofthe diagonals of the paneling shallnot differ by more than 1.6 mm/m(1/64 in./ft.) of length of thepaneling. Opposite sides of thepaneling shall not differ in lengthmore than 3.2 mm (1/8 in.).
ANSI A135.5-2004, Prefinished Hardboard Paneling
3
2.4. Edge Straightness. Theedges of the paneling shall bestraight within 1.6 mm/m (1/64in./ft.) of length or width, andedges and corners shall be squarecut. Edge straightness shall bedetermined by stretching a stringor wire from one corner to theadjacent corner and measuring thewidest distance between the stringor wire and the panel edge beingtested.
2.5. Moisture Content. Themoisture content of the panelingshall be not less than 2 percent normore than 9 percent and, withinany one shipment, shall not varyby more than 3 percentage pointsas measured by the moisturecontent of the modulus of rupturespecimens. Moisture content shallbe determined in accordance withthe applicable test method in PartB of ASTM D 1037-99. Sincehardboard is a wood-base material,its moisture content will vary withenvironmental humidity conditions.When the environmental humidityconditions in the area of intendeduse are a critical factor, thepurchaser shall specify a moisturecontent more restrictive than 2 to9 percent so that fluctuation in themoisture content of the panel willbe kept to a minimum.
2.6. Hardboard Substrate. Thehardboard substrate of thepaneling shall be manufacturedprimarily of interfelted ligno-cellulosic fibers which are consoli-dated under heat and pressure in ahot-press to a density of 500kg/m3
(31 pounds per cubic foot) orgreater. The finished productwhen tested shall have theproperties of one of the classeslisted in the American NationalStandard A135.4-2004 and shallhave the physical propertiesspecified therein when tested inaccordance with the applicable testmethods in Part B of ASTM D1037-99.
2.7. Finish. The finish of thepaneling shall be either Class I orClass II as specified in Table I, andthe properties of each class shallbe determined in accordance withthe sections of this Standardindicated therein.
2.8. Workmanship. All surfacesshall be uniform in appearancethroughout, and shall be as freefrom visible defects in the surfaceplane as commercially practicablewhen visually inspected by anindividual competent in the field.
2.9. Flame Spread Index. Aflame spread index for the panelingshall be determined by the TunnelTest specified in ASTM E 84-03,Test Method for Surface BurningCharacteristics of B u i l d i n gMater ia l s , with the panelingmounted with cement backerboards. The panels shall then beclassified as follows:
ANSI A135.5-2004, Prefinished Hardboard Paneling
4
Class Flame Spread Index
I 0 – 25II 26 – 75III 76 – 200IV over 200
2.10. Identification. All panelingrepresented as conforming to thisStandard shall be identified withthe reference ANSI A135.5.
3. QUALIFICATION AND TEST PROCEDURES
3.1. Abrasion Resistance.Abrasion resistance shall bedetermined in accordance withASTM D 968-93(2001), T e s tMethod for Abrasion Resistance ofOrganic Coatings by FallingAbrasive.
3.2. Adhesion. Clean the surfaceof the panel with mineral spiritsand allow it to dry. Make a cut atleast 25 mm (1 in.) long throughthe finish with a sharp razor bladeor equivalent. Apply a piece of 20mm (3/4 in.) wide flat-backmasking tape2 perpendicular to thecut and press firmly in place byusing a wallpaper seam roller.Allow the cut to extend beyond theedges of the tape and the tape tocontact the finish for a distance ofat least 25 mm (2 in.) on each sideof the cut. Allow sufficient excess 2 The masking tape shall be less than one year old,has been properly stored, and shall have an adhesivestrength of 50 + g/mm (45 + 5 ounces per inch) whentested in accordance with ASTM Test Method D-3330.
tape on one side to hold the tapebetween the thumb and forefinger.Immediately pull the tape free in aslow and even manner at rightangles to the cut. Measure thedistance from the cut to the pointthat the finish ceases to be “pickedup” by the tape.
Note: This test is applicable onlyto flat surfaces. If a texturedproduct is to be tested, a flat areaof the pattern shall be selected.Trial cuts shall be made until eitherthe substrate becomes visible inthe bottom of the cut or, in case ofinter-coat adhesion, the underlyingpaint film becomes visible in thebottom of the cut. Disregard anycuts of improper depth, curling atthe edge or the cut, or excessivechipping adjacent to the cut.
3.3 Fade Resistance. F a d eresistance shall be tested usingMethod 1 ASTM G 23-01, Practicefor Operating Light-and Water-Exposure Apparatus (Carbon-ArcType) for Exposure of NonmetallicMaterials. Gloss shall bedetermined in accordance with 3.4.
3.4. Gloss. Gloss shall bedetermined in accordance withASTM D 523-99 Test Method forSpecular Gloss, using a glossmetergeometry of 60o.
3.5. Heat Resistance. Place a100 mm by 100 mm (4 in. by 4in.) specimen in an oven at 65o C(150o F) for 24 hours.
ANSI A135.5-2004, Prefinished Hardboard Paneling
5
3.6. Humidity Resistance. Placea 150 mm by 300 mm (6 in. by 12in.) specimen in at atmosphere of90 percent relative humidity andtemperature of 32oC (90oF) plus orminus 1oC (2oF) for 240 hours.
3.7. Scrape Adhesion. Scrapeadhesion shall be determined inaccordance with Method A of ASTMD 2197-02, Test Methods foradhesion of Organic Coatings byScrape Adhesion.
See “Note” relative to textured products under3.2 Adhesion.
3.8. Stain Resistance. Stainresistance shall be tested inaccordance with ASTM D 1308-02,Test Method for Effect ofHousehold Chemicals on Clear andPigmented Organic Finishes, usingthe Spot Test, covered method,and the following staining agents:
(a) mineral oil (U.S.P.)(b) fresh-brewed strong coffee(c) china-type marking pencil(d) non-smearing lipstick(e) resonstituted lemon juice
(10% citric acid by weight)(f) carbonated cola drink(g) household ammonia solution (10% ammonia by weight)(h) homogenized milk(i) alcohol (denatured) 190
proof(j) aqueous household bleach
(5.5% sodium hypochloriteby weight)
(k) nail polish remover*(l) 1% trisodium phosphate
solution (by weight)
*Nail polish remover formula: Volume
Butyl acetate 24% Ethyl acetate 28% Acetone 20% Isopropyl alcohol 24% Diglycol laurate 4%
The staining agent shall be allowedto stand on the test specimen for 4hours, after which time it shall bewiped away using a damp cloth.Any stain remaining shall be gentlyremoved by rubbing with alcohol orlacquer thinner only to the extentrequired to dissolve water insolublesurface stains. If 24 hours afterwiping away the staining agents:(1) the specimen is free of marksand stains, then the staining agentshall be considered as having noeffect; (2) any residual markand/or stain is easily andcompletely removed by the lightapplication of a mild abrasivecleaner, then the staining agentshall be considered as having onlya superficial effect. Testspecimens shall be examined byholding the specimen at arm’slength in a vertical position underoverhead white fluorescent lampswhich produce illumination in therange of 810-1080 lux (75- 100footcandles).
3.9. Steam Resistance. A 500 mLnarrow-mouth Erlenmeyer flaskshall be half-filled with water whichshall be maintained at a mild boilat 125 mL/hour evaporation rate. A100 mm (4 in.) square samplepanel shall be suspended 25 mm(1 in.) above the mouth of the
ANSI A135.5-2004, Prefinished Hardboard Paneling
6
flask, with the finished face down,for 8 hours (replenish water asnecessary). The back and edges ofthe specimen shall be protected byan acrylic lacquer at least 25µm (1mil) dry film thickness which willnot soften or lose adhesion at104°C (220°F). The specimen shallthen be allowed to recover for 16hours before grading. There shallbe no more than a superficialchange in appearance after testing.
3.10. Washability. Thewashability of the finish with ASTMD 2486-00, Test Method for ScrubResistance of Interior Latex FlatWall Paints, incorporating thefollowing test equipment andprocedures: Use GardnerWashability Machine, Model 105-a,or equivalent, and a Gardner long,hog bristle brush3 or equivalent.Cut a specimen 150 mm by 432mm (6 in. by 17 in.). Determinethe gloss of the coating asdescribed in 3.4. and clamp thepanel firmly in the pan of theapparatus. Soak the hog bristlebrush in a 3.0 percent solution byweight of trisodium phosphate for10 minutes and place it on thepanel. Pour 10 milliliters of thesame solution on the panel, addingmore solution from time to time tokeep the specimen moist but not 3 Available from Pacific Scientific-Instruments Div., 2341 Linden Lane,Silver Spring, MD 20910. This trade nameis used solely for the purpose ofdescription and does not implyrecommendation or endorsement. Othersuch apparatus equal in performance shallbe acceptable.
soaking wet. Remove the specimenafter 3,000 cycles (6,000 separatestrokes), rinse with running water,wipe off with clean sponge, andallow the specimen to dry at atemperature of 22°C plus or minus3°C (72°F plus or minus 5°F) for 2hours. Redetermine the glosswithin the central 200 mm (8 in.)of the brush path in accordancewith 3.4, and report the increase ordecrease in gloss units.
ANSI A135.5-2004, Prefinished Hardboard Paneling
7
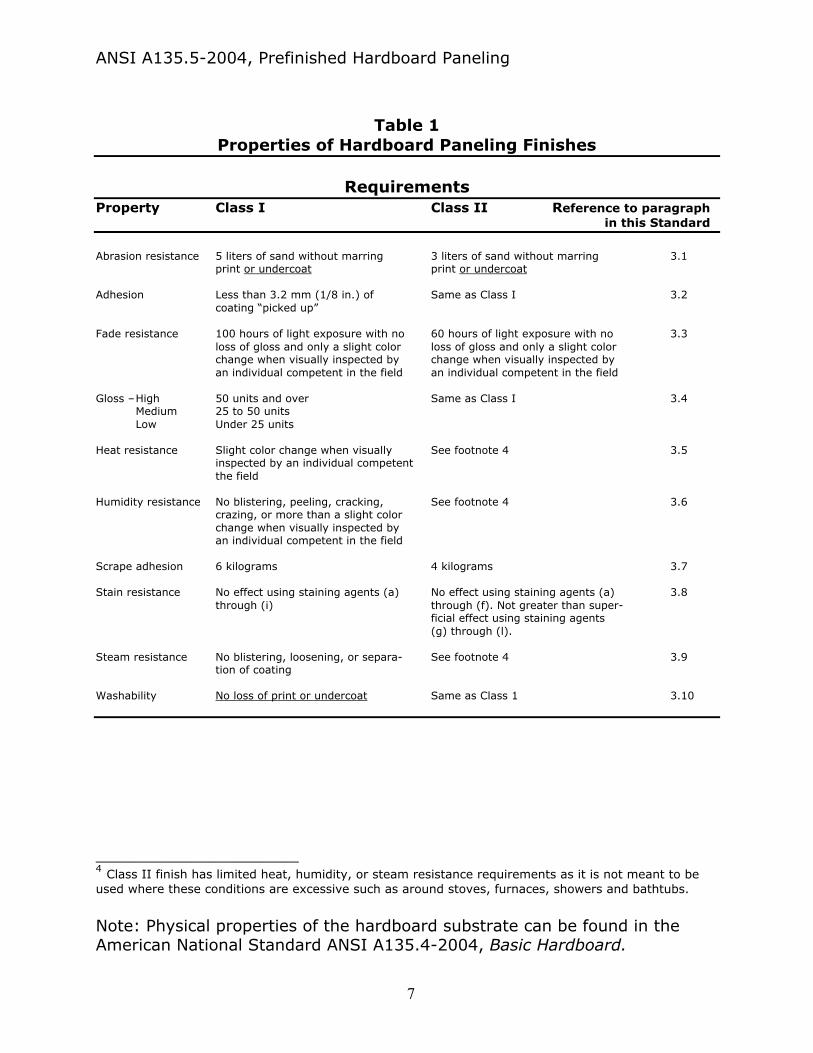
Table 1Properties of Hardboard Paneling Finishes
RequirementsProperty Class I Class II Reference to paragraph
in this Standard
Abrasion resistance 5 liters of sand without marring 3 liters of sand without marring 3.1print or undercoat print or undercoat
Adhesion Less than 3.2 mm (1/8 in.) of Same as Class I 3.2 coating “picked up”
Fade resistance 100 hours of light exposure with no 60 hours of light exposure with no 3.3loss of gloss and only a slight color loss of gloss and only a slight colorchange when visually inspected by change when visually inspected byan individual competent in the field an individual competent in the field
Gloss –High 50 units and over Same as Class I 3.4Medium 25 to 50 unitsLow Under 25 units
Heat resistance Slight color change when visually See footnote 4 3.5inspected by an individual competentthe field
Humidity resistance No blistering, peeling, cracking, See footnote 4 3.6crazing, or more than a slight colorchange when visually inspected byan individual competent in the field
Scrape adhesion 6 kilograms 4 kilograms 3.7
Stain resistance No effect using staining agents (a) No effect using staining agents (a) 3.8through (i) through (f). Not greater than super-
ficial effect using staining agents(g) through (l).
Steam resistance No blistering, loosening, or separa- See footnote 4 3.9tion of coating
Washability No loss of print or undercoat Same as Class 1 3.10
____________________4 Class II finish has limited heat, humidity, or steam resistance requirements as it is not meant to beused where these conditions are excessive such as around stoves, furnaces, showers and bathtubs.
Note: Physical properties of the hardboard substrate can be found in theAmerican National Standard ANSI A135.4-2004, Basic Hardboard.
COMPOSITE PANEL ASSOCIATION
The Composite Panel Association (CPA)was founded in 1960, and represents theNorth American industry on technical,
regulatory, quality assurance and productacceptance issues. Membership currentlyincludes 37 of the leading producers of industryproducts. Together they represent 92% of thetotal manufacturing capacity of North Americanparticleboard (PB), medium density fiberboard(MDF), hardboard (HB) and other compatibleproducts.
Main Office18922 Premiere Court
Gaithersburg, MD 20879-1574301-670-0604 • Fax 301-840-1252
99 Bank Street, 7th FloorOttawa, Ontario K1P 6B9
613-232-6782 • Fax 613-232-8386
Toll Free 1-866-4COMPOSITESwww.pbmdf.com





























