Embed Size (px)
Citation preview

January 2012 | Company Overview | Company Confidential Page 1
WELCOME AMATA B.GRIMM POWER
V64.3 GT ComponentsRepair Development27th August 2013

January 2012 | Company Overview | Company Confidential Page 2
Repair Capabilities of V64.3- V64.3 Turbine Blade Row 1- V64.3 Turbine Blade Row 2- V64.3 Turbine Vane Row 2
January 2012 | Company Overview | Company Confidential Page 3
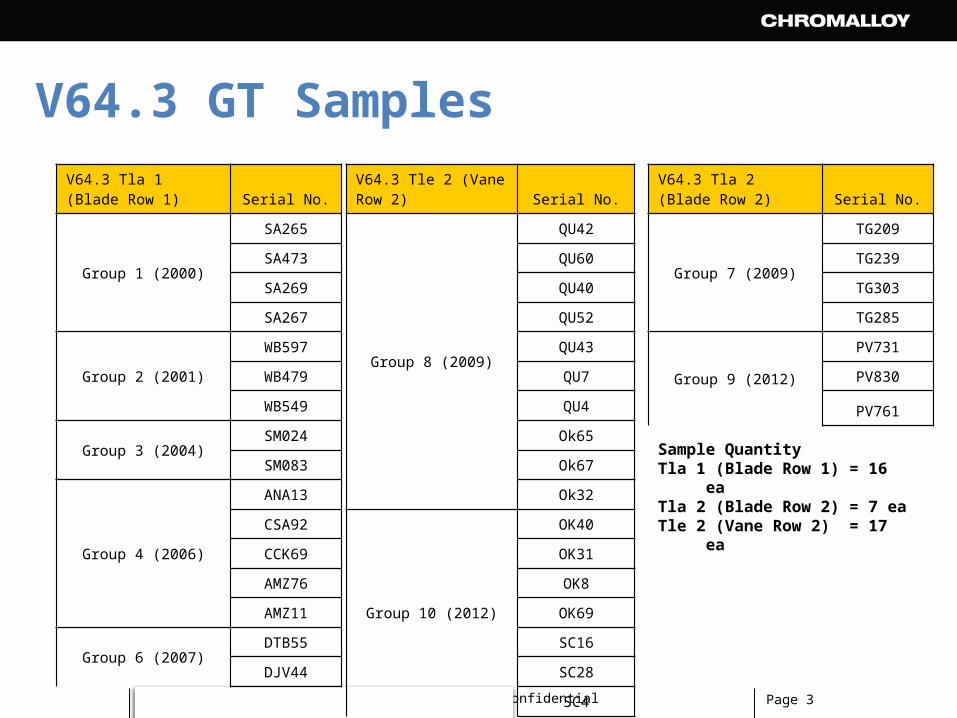
V64.3 GT SamplesV64.3 Tla 2 (Blade Row 2) Serial No.
Group 7 (2009)
TG209
TG239
TG303
TG285
Group 9 (2012)
PV731
PV830
PV761
V64.3 Tla 1 (Blade Row 1) Serial No.
Group 1 (2000)
SA265
SA473
SA269
SA267
Group 2 (2001)WB597
WB479
WB549
Group 3 (2004)SM024
SM083
Group 4 (2006)
ANA13
CSA92
CCK69
AMZ76
AMZ11
Group 6 (2007)DTB55
DJV44
V64.3 Tle 2 (Vane Row 2) Serial No.
Group 8 (2009)
QU42
QU60
QU40
QU52
QU43
QU7
QU4
Ok65
Ok67
Ok32
Group 10 (2012)
OK40
OK31
OK8
OK69
SC16
SC28
SC4
Sample QuantityTla 1 (Blade Row 1) = 16 eaTla 2 (Blade Row 2) = 7 eaTle 2 (Vane Row 2) = 17 ea

January 2012 | Company Overview | Company Confidential Page 4
General Incoming Inspection ProcessIncoming inspection scope Receiving inspection to verify part number, serial number and quantities. Disassembly Cooling insert (for Vane Row 2). Verify material type by XRF Scanning analysis. Remove sample of base material and processed within the metallurgical
laboratory to material microstructure evaluation and verify coating type. Removal of Coatings by Grit Blasting and Chemical Stripping processes. Heat tint to verify remnant of coating. Solution Heat treatment to restore material properties. Perform Fluorescent penetrant Inspection. Perform Visual Inspection and mapping of all defects. Perform full Dimensional inspections. Perform wall thickness measurements with Ultrasonic inspections. Digitally photograph the as received, as cleaned and after inspection condition
of the components. Prepare detailed inspection report listing all results of inspections, listing of
replacement parts needed and detailed listing of repair scope to be performed.

January 2012 | Company Overview | Company Confidential Page 5
General Incoming Inspection Process
Blade Row 1 Blade Row 2 Vane Row 2
As Received Condition

January 2012 | Company Overview | Company Confidential Page 6
General Incoming Inspection Process
Disassembly Cooling insert, using cut off wheel blend remove seem weld to disassembly then marking and keep separate each serial no.
Cooling Insert
Disassembly Cooling Insert

January 2012 | Company Overview | Company Confidential Page 7
General Incoming Inspection ProcessXRF Scanning analysisTo confirm material type and compositionTo confirm Heat treatment programTo confirm Weld wire and Braze alloy powder
Blade Row 1 (In 738) Blade Row 2 (In 738) Vane Row 2 (In 939)

January 2012 | Company Overview | Company Confidential Page 8
General Incoming Inspection ProcessMetallurgical Analysis Micro structure Coating type Heat treatment program Weld ability
Lab sample

January 2012 | Company Overview | Company Confidential Page 9
General Incoming Inspection Process
Blade Row 1 Blade Row 2 Vane Row 2
Grit Blast to cleaning and remove coating

January 2012 | Company Overview | Company Confidential Page 10
General Incoming Inspection ProcessApply wax to protect chemical acid attack during stripping.
Apply Wax on root serration Apply Wax on Platform no coat areas.

January 2012 | Company Overview | Company Confidential Page 11
General Incoming Inspection ProcessChemical Stripping to remove metallic coating.
Vane Row 2Blade Row 1

January 2012 | Company Overview | Company Confidential Page 12
General Incoming Inspection ProcessHeat tint to verify remnant coating
Accept Heat tint (Blue or Grey)
Residual coating(Brown or Gold)

January 2012 | Company Overview | Company Confidential Page 13
General Incoming Inspection ProcessSolution Heat Treatment Improve material properties
Vacuum Furnace Heat treatment program
Heat Treatment Record Chart

January 2012 | Company Overview | Company Confidential Page 14
General Incoming Inspection ProcessV64.3 Blade Row 1 – Scanning Electron Microscope (SEM ), after post weld HT
Group 1 Group 2 Group 3
Group 4 Group 6

January 2012 | Company Overview | Company Confidential Page 15
General Incoming Inspection ProcessV64.3 Blade Row 2 – Scanning Electron Microscope (SEM ), after post weld HT
Group 7,NOTE: This sample need to be re-scan
Group 9

January 2012 | Company Overview | Company Confidential Page 16
General Incoming Inspection ProcessFull F.P.I inspection
Under black light Under white light

January 2012 | Company Overview | Company Confidential Page 17
General Incoming Inspection ProcessV64.3 Blade Row 1 - Scrap Condition
Cracks on Airfoil, G2
Cracks on Airfoil, G3
Cracks on Airfoil, G1
Cracks on Airfoil, G2

January 2012 | Company Overview | Company Confidential Page 18
General Incoming Inspection ProcessV64.3 Blade Row 1 – Repairable Condition
Wear on Tips area, G6 Wear on Tips area, G6 Wear on platform area, G4

January 2012 | Company Overview | Company Confidential Page 19
General Incoming Inspection ProcessV64.3 Blade Row 2 – Repairable Condition
Wear and Missing material on Tips area, G7
Wear and Missing on Tips area, G9
Missing material on Leading edge.

January 2012 | Company Overview | Company Confidential Page 20
General Incoming Inspection ProcessV64.3 Vane Row 2 – Repairable Condition
Missing material on Leading edge, G10
Crack on Leading edge, G8 Wear on Platform side face, G8

January 2012 | Company Overview | Company Confidential Page 21
V64.3 Blade Repair processBlade Repair Workscope Remove Cracks, Eroded Material, Oxidation by blending. Weld blade Tips, Platform wear and Missing Material. Use Weld wire In-625. Performed braze repair surface craze crack on airfoil. Restore Tip Heights dimension by CNC Machining Performed EDM trailing edge to restore original cooling hole dimension. Perform correction of shroud lifting if in repairable condition. Intermediate Inspection (Dimensional, NDT, Cooling holes and Visual). Post Weld Heat Treatment per alloy specification. Inspection (Dimensional, NDT, Visual)

January 2012 | Company Overview | Company Confidential Page 22
V64.3 Blade Repair process
Using carbide burr remove oxidation on weld area.
Weld repair Tips wear
V64.3 Blade Row 1 – Weld repair practice
Blend to original contour, G6

January 2012 | Company Overview | Company Confidential Page 23
V64.3 Blade Repair process
Using carbide burr remove oxidation on weld area.
Weld repair Tips wear and Missing material on LE, G9
V64.3 Blade Row 2 – Weld repair practice
Blend to original contour, G7

January 2012 | Company Overview | Company Confidential Page 24
V64.3 Blade Repair process
The Surface craze crack on airfoil these conditions will be performed braze repaired, G3
V64.3 Blade Row 1 – Braze repair practice
Apply braze alloy with clean brush on airfoil to coverage surface craze crack.
Apply braze alloy with syringe on surface craze crack as show in the defect mapping.

January 2012 | Company Overview | Company Confidential Page 25
V64.3 Blade Repair process
After applied braze alloy on craze crack area (compare with defect mapping)
V64.3 Blade Row 1 – Braze repair practice
Apply Green stop off to prevent braze alloy flow on non repair area.
Apply White stop off to prevent block inside cooling holes.

January 2012 | Company Overview | Company Confidential Page 26
V64.3 Blade Repair process
After diffusion in the vacuum furnace.
V64.3 Blade Row 1 – Braze repair practice
Blend all braze areas to restore component profile.
Accepted visual and F.P.I inspection.

January 2012 | Company Overview | Company Confidential Page 27
V64.3 Blade Repair process
Visual cooling hole block condition.
V64.3 Blade Row 2 – EDM cooling holes practice
Setup Blade on EDM machine.
Accepted cooling hole inspection.

January 2012 | Company Overview | Company Confidential Page 28
V64.3 Blade Repair processV64.3 Blade – UT Wall Thickness Inspection
Record sheet Inspection area

January 2012 | Company Overview | Company Confidential Page 29
V64.3 Blade Repair processV64.3 Blade – Blade height inspection
Inspection fixture Record sheet

January 2012 | Company Overview | Company Confidential Page 30
V64.3 Blade Repair processV64.3 Blade – Squealer tip thickness and Platform wide
Inspection area
Record sheet

January 2012 | Company Overview | Company Confidential Page 31
V64.3 Blade Repair processV64.3 Blade – Chord wide inspection
Inspection area Record sheet
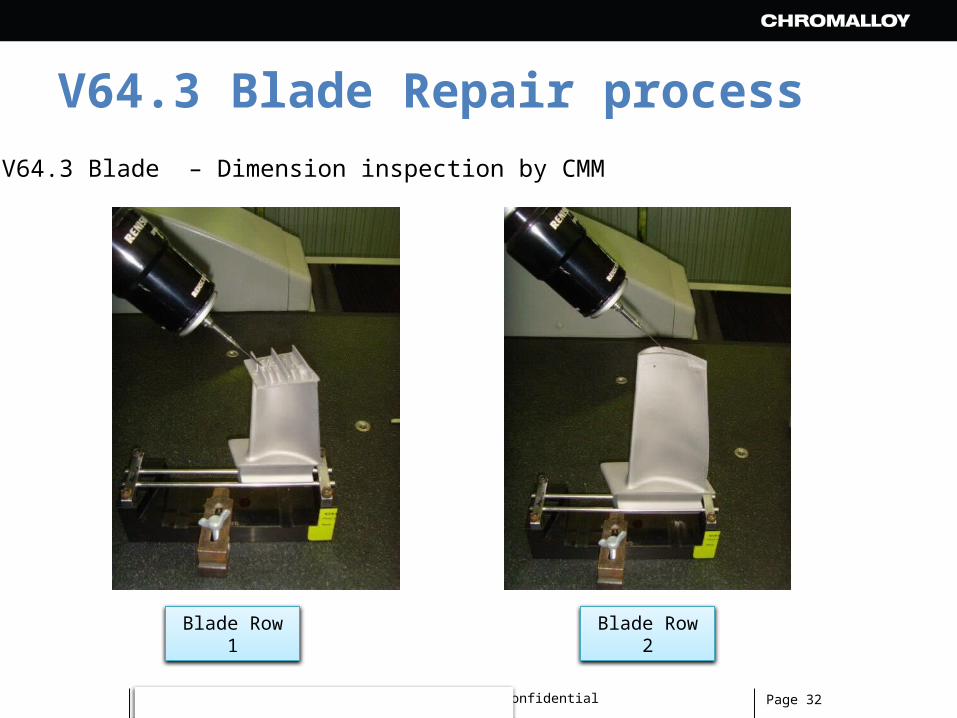
January 2012 | Company Overview | Company Confidential Page 32
V64.3 Blade Repair processV64.3 Blade – Dimension inspection by CMM
Blade Row 1 Blade Row 2

January 2012 | Company Overview | Company Confidential Page 33
V64.3 Blade Repair processV64.3 Blade Row 1 – UT Wall Thickness Inspection
Serial No.New Blade Repair Blade Scrap Blade
DS417 BE51792 SA269
Section
1
A 1.98 2.36 1.36
B 2.04 2.23 1.44
C 1.65 2.10 1.64
D 2.14 2.36 1.29
E 1.98 2.14 1.63
Section
2
A 2.02 2.25 1.28
B 2.30 2.59 1.42
C 1.83 2.48 1.35
D 2.32 2.09 1.47
E 2.14 2.04 1.29
Section
3
A 2.03 2.41 1.40
B 2.32 2.70 1.45
C 2.02 2.51 1.34
D 2.51 2.63 1.63
E 2.20 2.33 1.45
Section
4
A 2.21 2.41 1.38
B 2.65 2.88 1.63
C 2.25 2.51 1.31
D 2.51 3.10 1.53
E 2.33 2.73 1.39
Thickness checks to be taken at points A, B, C, D, E at heights 1-4.
Point D is 20 mm from TE, and point A&E is 10 mm from TE.
January 2012 | Company Overview | Company Confidential Page 34
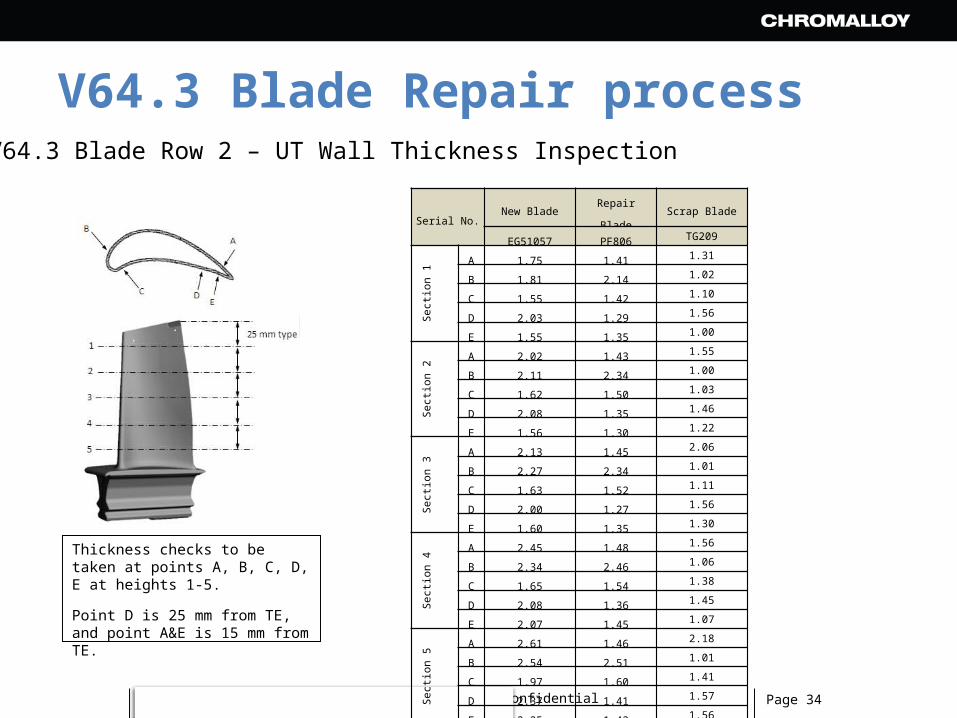
V64.3 Blade Repair processV64.3 Blade Row 2 – UT Wall Thickness Inspection
Thickness checks to be taken at points A, B, C, D, E at heights 1-5.
Point D is 25 mm from TE, and point A&E is 15 mm from TE.
Serial No.New Blade Repair Blade Scrap Blade
EG51057 PF806 TG209
Secti
on 1
A 1.75 1.41 1.31
B 1.81 2.14 1.02
C 1.55 1.42 1.10
D 2.03 1.29 1.56
E 1.55 1.35 1.00
Secti
on 2
A 2.02 1.43 1.55
B 2.11 2.34 1.00
C 1.62 1.50 1.03
D 2.08 1.35 1.46
E 1.56 1.30 1.22
Secti
on 3
A 2.13 1.45 2.06
B 2.27 2.34 1.01
C 1.63 1.52 1.11
D 2.00 1.27 1.56
E 1.60 1.35 1.30
Secti
on 4
A 2.45 1.48 1.56
B 2.34 2.46 1.06
C 1.65 1.54 1.38
D 2.08 1.36 1.45
E 2.07 1.45 1.07
Secti
on 5
A 2.61 1.46 2.18
B 2.54 2.51 1.01
C 1.97 1.60 1.41
D 2.37 1.41 1.57
E 2.25 1.43 1.56
January 2012 | Company Overview | Company Confidential Page 35
V64.3 Blade Repair processV64.3 Blade Row 3 – Eddy Current Inspection
Serial No.
Section Hole No. LE CV CC TE
A
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84
B
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84
C
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84
D
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84Repair part

January 2012 | Company Overview | Company Confidential Page 36
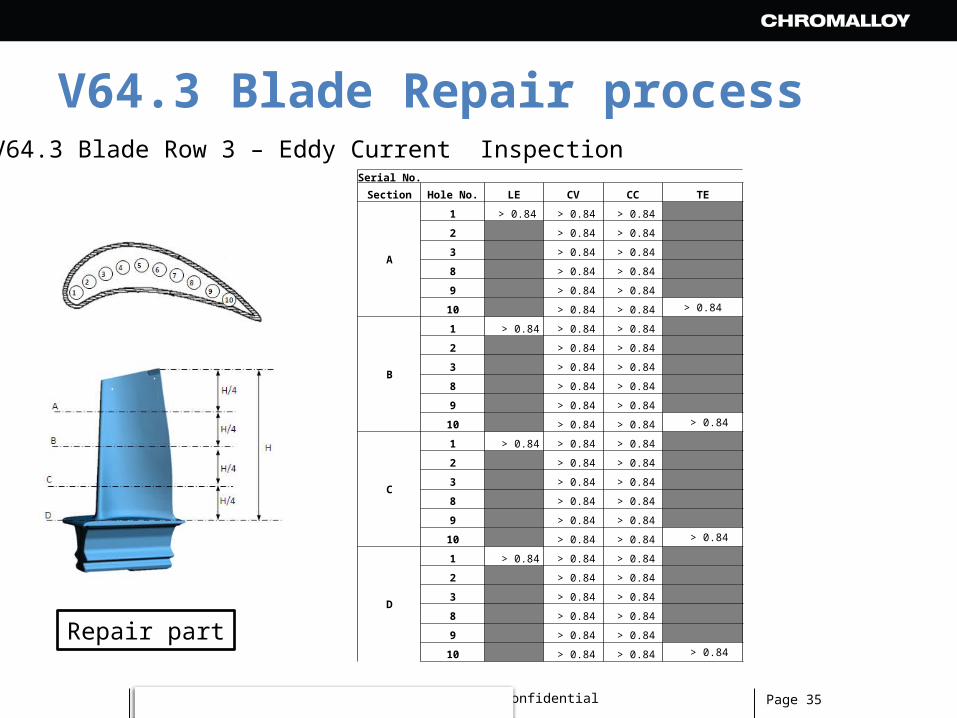
V64.3 Blade Repair processV64.3 Blade Row 3 – Eddy Current Inspection
Serial No.
Section Hole No. LE CV CC TE
A
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84
B
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84
C
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84
D
1 > 0.84 > 0.84 > 0.84
2 > 0.84 > 0.84
3 > 0.84 > 0.84
8 > 0.84 > 0.84
9 > 0.84 > 0.84
10 > 0.84 > 0.84 > 0.84New part

January 2012 | Company Overview | Company Confidential Page 37
(A)
(B)
(C)
V64.3 Blade Repair processV64.3 Blade Row 1 – Blade height inspection
Serial No.LE Tip (A) Middle Tip (B) TE Tip (C)
CV Mid CC CV Mid CC CV Mid CC
New Part DS417 133.02 132.97 132.90 135.74 135.74 135.62 138.60 138.51 138.41
Repair Part BE51792 129.22 129.61 129.29 132.38 132.57 131.98 135.55 135.67 134.97
Scrap Part DTB55 128.96 129.39 128.91 131.98 132.33 131.64 135.13 135.30 134.67

January 2012 | Company Overview | Company Confidential Page 38
V64.3 Blade Repair processV64.3 Blade Row 2 – Blade height inspection
Serial No. H1 H2 H3New Part EG51057 180.50 185.92 191.13
Repair Part PF806 177.44 182.73 188.47
Scrap Part PV761 179.45 184.92 189.34
(H2)
(H1)
(H3)
January 2012 | Company Overview | Company Confidential Page 39
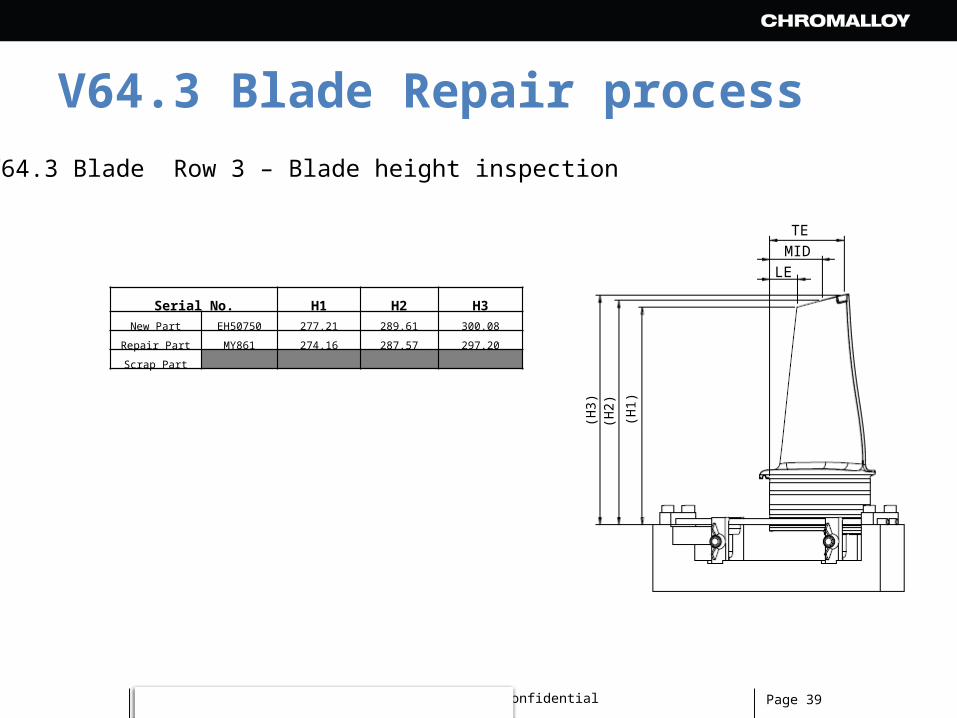
V64.3 Blade Repair processV64.3 Blade Row 3 – Blade height inspection
Serial No. H1 H2 H3New Part EH50750 277.21 289.61 300.08
Repair Part MY861 274.16 287.57 297.20
Scrap Part
(H2)
(H1)
(H3)
LEMID
TE

January 2012 | Company Overview | Company Confidential Page 40
V64.3 Vane Repair processVane Repair Workscope Remove Cracks, Eroded Material, Oxidation layer by Blending. Weld Repair Cracks and Missing Material Correct airfoil bowing or bulging. Correct platform distortion. Intermediate Inspection (Dimensional, NDT, Cooling holes and Visual) Post Weld Heat Treatment per alloy specification. Inspection (Dimensional, NDT, Visual)

January 2012 | Company Overview | Company Confidential Page 41
V64.3 Vane Repair process
Using carbide burr remove oxidation on weld area, G8
Weld repair defects and Missing material on LE, G8
V64.3 Vane Row 2 – Repair practice
Blend to original contour, G8

January 2012 | Company Overview | Company Confidential Page 42
V64.3 Vane Repair processV64.3 Vane – Function fit inspection.
Inspection fixture Record sheet
January 2012 | Company Overview | Company Confidential Page 43
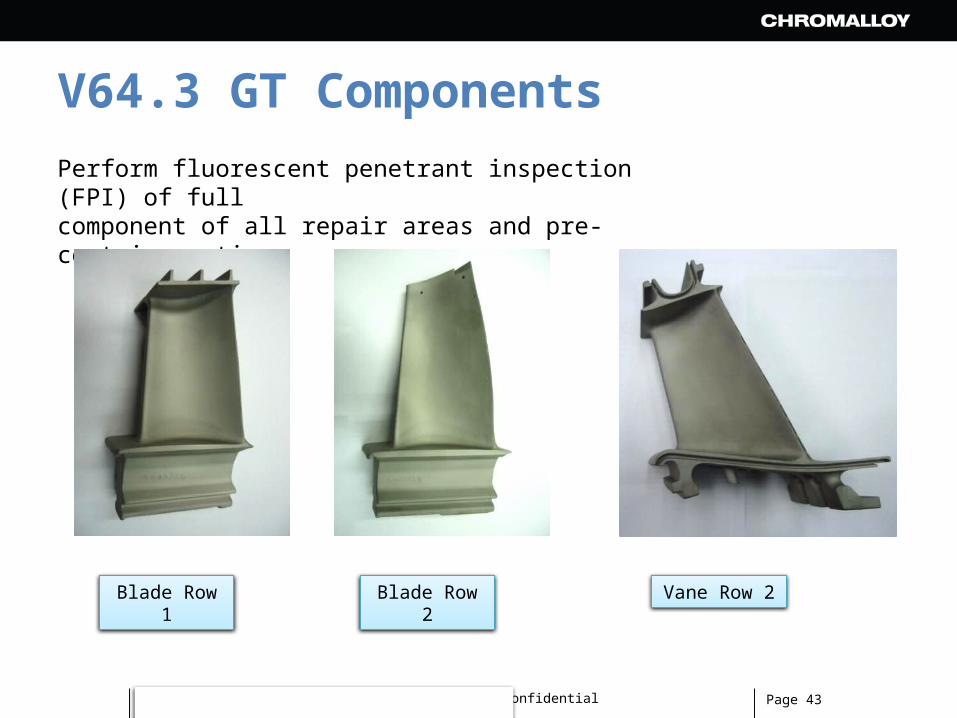
V64.3 GT Components Perform fluorescent penetrant inspection (FPI) of full component of all repair areas and pre-coat inspection
Blade Row 1 Blade Row 2 Vane Row 2

January 2012 | Company Overview | Company Confidential Page 44
QUALIFICATION OF SPECIFIC REPAIRSEngine run, service induced cracking (2 mm in length) showing heavy oxidation layer
Crack evaluation after the TST developed Hydrogen Fluoride cleaning process showing 100% oxidation removed
Micro evaluation of the Braze repair sample showing 100% fill obtained.

January 2012 | Company Overview | Company Confidential Page 45
QUALIFICATION OF SPECIFIC REPAIRS
OEM Repair Welding Qualification involves welding of ALL allowed areas within the repair specification limit to the maximum reparability limits.For material IN738 and IN939

January 2012 | Company Overview | Company Confidential Page 46
QUALIFICATION OF SPECIFIC REPAIRS
Qualification samples are fully processed through the entire repair cycle, including all heat treatments, Non-Destructive Testing processes and Dimensional inspections.For material IN738 and IN939 EVALUATE SIDE FACE [ 1 ]
EVALUATE CUT FACE [ 6 ]
Qualification part samples are removed from the repaired components in the repaired areas and reviewed for metallurgical requirements and micro-evaluations

January 2012 | Company Overview | Company Confidential Page 47
QUALIFICATION OF SPECIFIC REPAIRSCoating Qualifications are extremely critical with all surface areas being evaluated for adherence to the OEM specifications (SI2231 and SI3464)Actual coated parts are cut and evaluated at the micro level to ensure the coating quality meets the required specifications.
The Most advanced coating materials
and processes used

January 2012 | Company Overview | Company Confidential Page 48September 2009 | Company Overview | Company Confidential
Q & A