Embed Size (px)
Citation preview

Alternative and new ways of production for gear manufacturing
Prof. Dr. Ir. Bert LAUWERSDean | Faculty of Engineering TechnologyDepartement Mechanical Engineering | Research Group “Advanced Manufacturing Processes” [email protected]
EUROTRANS Gear Training on ‘Production’25 February – 1 March | 2019

2
• Full Professor KU Leuven• Dean | Faculty of Engineering Technology• Research & Education
• Advanced Manufacturing Processes(Department Mechanical Engineering)
• Cooperations• Member FlandersMake• Sirris
Who I am ?
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
2Research Group “Advanced Manufacturing”
Department of Mechanical Engineering Faculty of Engineering Technology

3
• Research• Process• Digital Manufacturing
(Control & CAD/CAM)
Manufacturing Processes @ KU Leuven
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Manufacturing Processes
Additive Manufacturing
(AM)
Subtractive & Hybrid
Processes
Micro & Precision
Flexible Sheet Manufacturing
Lifecycle Engineering
Metrology & Quality Control

4
• Subtractive & Hybrid Processes
• Processes: Multi-axis machining, EDM, ECM, Hybrid Processes,..
• Materials:Advanced alloys, carbides, ceramics
• Digital ManufacturingAdvanced Tool path generation, Process Planning,..
My research
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Machining of (complex shaped) components in either soft or hard
materials

5
• Common technologies for gear manufacturing• Other technologies
• Electrical Discharge Machining (EDM)• Multi-axis machining• Additive Manufacturing technologies• Combinations
• Commercial systems | Solutions• Process chains for fast (low series) gear manufacturing
• One day production of single gears
• Gear manufacturing in advanced materials (e.g.Ceramics)
• Technologies for micro gear manufacturing
Course content
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Principles & TechnologyTest case

Common technologies for gear manufacturing
6Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

7
Common technologies
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

8
Generative methods
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Hobbing• Shaping

9
Non-generative methods
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Broaching• Milling

10
Stamping,..
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Forging• Stamping• Casting• Powder
MetallurgyTechniques
• InjectionMoulding

11
Finishing
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Shaving• Grinding• Honing

12
• New production methods for functional gear prototypes and small series production
• Machine tool manufacturers and CAD/CAM software providers moving towards new and flexible solutions forgear manufacturing
Trends…
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

Other technologies
13Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

14
• Objectives/requirements• Resulting shape accuracy should be comparable to
conventional series production processes• Surface roughness within required specifications• Same or better surface/material integrity (stresses,
hardness,…)• Increasing productivity & flexibility
• Omit the need for dedicated tools• Flexible setup (easy to adopt to different gear designs)• …
Application of other technologies…
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

15
• Electrical Discharge Machining• (Multi-axis) Milling• Additive Manufacturing
• Research carried out in the frame of various projects, supported by VLAIO
• “Precision Manufacturing for new and better products”
• ‘INTLAS’ Integrated Laser Hardening
Technologies discussed…
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

16
Electrical Discharge Machining (EDM)
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
servo feedcontrol
generator
fluiddielectric
tool
workpiece
+
-
gape-
ions
dielectric
moltenmaterial
moltenmaterial 1. Ingnition phase
2. Melting phase3. Implosion

17
EDM – configurations
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Sinking EDM Milling EDM Wire EDM

18
• (+)• Machining of hard materials
• High alloyed steels, ceramics,…• High dimensional tolerances • Surface roughness values (< 0,5µm Ra)
• (-)• Process speed• HAZ
EDM – process characteristics
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

19
• Wire EDM• Wire ∅: 50…300µm
EDM & gear manufacturing
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

20
• Die sinking EDM• Machines are fully NC-controlled• 4-axis• Special strategies for gear manufacturing
EDM & gear manufacturing
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

21
• EDM milling• Use of standard tubular electrodes
• Similarity with milling operations
EDM & gear manufacturing
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

22
• Material removal by moving milling cutters
• Tool geometries• Ball nose cutters• End mill cutters• ….
NC-milling
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

23
• Strategies• Contouring
• 3-axis / multi-axis• Using flank of cutter
• Cavity milling• 2D/2,5D• Tools
• End mills (OK)• Ball nose ( step-over !!!!)
NC-milling
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

24
• Strategies• Machining of complex shapes | cavities
• Pre-machining by cavity machining• Finishing
• Using ball nose cutters• 3-axis• Multi-axis
• Using end-mill cutters• Multi-axis !!!!
NC-milling
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
v
u

25
• Various methods (SLM, FDM, cladding,…)• Various materials (plastics, metals,..)
• Selective Laser Melting most potential
Additive Manufacturing
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Slicing Layer by layer

26
• (+)• ‘High’ accuracy (among the AM
methods !!!!)• Various materials available &
technologies developed• Dense products• Simple & easy programming
• (-) • Slow building process• Residual (thermal) stresses
Selective Laser Melting
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

27
• Mold inserts with cooling channels
• Built-in heat exchanger
• Medical
• Gears ?
SLM - Applications
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

28
CAD/CAM & machine programming
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Process planning
NC-postprocessor
NC-program(ISO-code)
CL-Data
CAD
CAM
IGES, STEP, STL
CAM (AM)Slicing & scanning

Other technologiesTest case - Comparison
29Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

30
Test Case
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Test case gear dataMaterial 16MnCr5Number of teeth (Z) 36Heigth 31.5 [mm]Normal module (mn) 2.120 [mm]Reference circle diameter (d0) 76.320 [mm]Base circle diameter (db) 72.985 [mm]Crowning width of tooth (cβ) 0.008 +/- 0.003 [mm]Gear quality Acc. To DIN 3960DIN Class 6Surface finish (Ra) 0.8 [µm]Profile angle variation fHα 6 [µm]Profile form variation ff 8 [µm]Total profile variation Ff 10 [µm]Tooth trace angle variation fHβ 12 [µm]Total tooth thrace variation Fβ 15 [µm]Tooth trace form variation Fβf 9 [µm]Run out Fr 24 [µm]Cumulative pitch error Fp 32 [µm]Single pitch error fp 7 [µm]Pitch to pitch error fu 9 [µm]

31
Gear Quality parameters
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Source: Wenzel

32
Wire EDM – set-up
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Wire EDM

33
Wire EDM – Machining procedure
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
(A)
(D)
(C)
(B)
(A) Machined holder
(B) Gear Blank gluedon holder
(C)Gear machinedexcept few toothtips
(D)Gear removed fromholder, rotated 10°, glued back forremovingremaining tips

34
• Setup• Sodick AQ 537L wire-EDM• Water based dielectric• 1 Main cut and 4 trim cuts• Ø 0.25 mm brass wire
• Surface roughness• Main cut: 3 µm Ra• Final trim cut: 0.42 µm Ra
Wire EDM - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Klink, A., Guo, Y.B., Klocke, F., 2012, “Surface integrity evolution of powder metallurgicaltool steel by main cut and finishing trim cuts in wire- EDM”, 1st CIRP Conf. On Surface Integrity (CSI)

35
Wire EDM - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Task Time [min]CAM programming 90Manufacturing of the tool holder 200Positioning and gluing 15Main cut 400Trim cut 530Repositioning and gluing 15Removing of the remaining tips 70Total machining time 1320
Gear quality parameter Measured value [µm]
Limit [µm]
Surface finish (Ra) 0.4 0.8Profile angle variation fHα 0.6 6Profile form variation ff 1.9 8Total profile variation Ff 2.3 10Tooth trace angle variation fHβ -31.9 12Total tooth trace variation Fβ 31.6 15Tooth trace form variation Fβf 0.5 9Run out Fr 9.4 24Cumulative pitch error Fp 6.8 32Single pitch error fp 3.5 7Pitch to pitch error fu 5.9 9
• Trace angle variation out of tolerance wobble• Excellent gear quality, however limited flexibility (ruled surfaces)

36
Wire EDM - possibilities
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Tip Relief
Root Relief
Angular Profile Variance
Profile Crowning
• Possible: • Tip relief, root relief, angular profile variance, profile crowning

37
Wire EDM - possibilities
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Might be possible (further research required):
• angular lead variance, end relief
• Not possible: lead crowning, helical gears
Helical Gear Angular Lead Variance
Lead CrowningEnd Relief

38
Multi-axis milling (4-axis)
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

39
Multi-axis milling (4-axis)
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
1) Contour 12 mm end mill 2) Profile 3 mm end mill8000 rpm, 280 mm/min
3) Profile 2 mm end mill12000 rpm, 320 mm/min
4) Profile 2 mm ball mill16000 rpm, 640 mm/min

40
• Surface roughness
• Tooth trace angle variation fHβ = 59.5 µm Ensured good parallelism of XY plane machine and gear blank fHβ = 4.1µm
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
No. of passes 150 250 400 450 500 550Surface roughness Ra [µm] 0.76 0.38 0.27 0.21 0.24 0.22Required roughness Ra [µm] 0.8

41
• Flank quality – influence of milling strategy
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Right flank quality <<left flank quality
( )
Pull
Left Right RightLeft
( )
PushPull Pull

42
• Quality - Repetitive pitch error• Individual pitch error in the order of a few microns, which add up
!!!!
• Possible reasons ?• Stiffness of the machine tool set-up ?
• Influence tool holder• Stiffness of the clamping set-up
• CAD NC errors ?• Temperature stability ?• Sequence of operations ?• …..
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
40 µm

43
• Quality - Repetitive pitch error• Influence of the tool holder
• Before
• New tool holder system • Tool length with less overhang, shrink holder
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
40 µm
20 µm

44
• Quality - Repetitive pitch error • Stifness clamping ?
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Radialdisplacement
in µm at R=100mm
Rotational force/moment in Nm
10 20 30 40 50 60 70
Cla
mpi
ngfo
rce
in N
m 20 2 8 55 140 180 180 18030 3 5 13 40 135 170 14540 2 3 6 8 28 65 15050 3 4 4 5 7 55 10560 2 2 3 3 10 33 75

45
• Quality - Repetitive pitch error • CAD NC link ?
• Tolerances introduced (file generation, Intol/outtol for tool pathgeneration,…)
• Loss of accuracy ?
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
NATIVE Pro-E STEP Siemens NX Heidenhain
CAD CAD CAM Control

46
• Quality - Repetitive pitch error• Temperature stability?
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Time (min.)
Dis
plac
emen
t (µm
)

47
• Quality - Repetitive pitch error• Sequence of operations
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
1 3 5 79
1113
15171921
2325
2729
313335363432302826
2422
2018161412
108 6 4 21 36 3534
3332
3130292827
2625
2423
222120191817161514
1312
1110987
65 4 3 2

48
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Task Time [min]CAM programming & toolpath generation 90Clamping and alignment workpiece 15Roughing 3 mm endmill 60Roughing 2 mm endmill 90Finishing 2 mm ball mill 600Total manufacturing time 855
Gear quality parameter Measured value [µm] Limit [µm]Surface finish (Ra) 0.2 0.8Profile angle variation fHα -4.7 6Profile form variation ff 3.3 8Total profile variation Ff 8.0 10Tooth trace angle variation fHβ 4.1 12Total tooth trace variation Fβ 14.1 15Tooth trace form variation Fβf 2.1 9Run out Fr 16.8 24Cumulative pitch error Fp 18.5 32Single pitch error fp 8.5 7Pitch to pitch error fu 4.0 9

49
• Quality - Single pitch error• Control of tool wear ?• Non-optimal conditions for 3-axis milling with ball nose cutters
• Chaniging process paramters (eg. cutting speed)• Effect on tool wear !!
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering 49

50
• Quality• Alternative milling strategies
use of end-mills constant contact point (& cutting speed) tool axis perpendicular on surface normal in contact point
Multi-axis milling - results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

51
• Program structure
Overall milling strategy
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Tool call• Measuring tool diameter in tool contact point (Blum laser)• Logging tool diameter/tool length• Milling flank right (actual tool diameter)• Milling flank left (actual tool diameter)• Rotation of C-as (delta 10°)• Measuring tool diameter in tool contact point (Blum laser)• Logging tool diameter/tool length• Milling flank right (actual tool diameter)• Milling flank left (actual tool diameter)• Rotation of C-as (delta 10°)• …

52
• 16MnCr5 • No standard SLM material• But possible [cfr. reserach Kempen et. al]
• However pay special attention to prohibit cracks for carbon richsteels
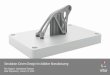
• Procedure • CAD file preparation (slicing)• SLM process• Postmachining steps
• Wire EDM operation to remove part from base plate• Shot peening to create compressive residual stress
Selective Laser Melting
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

53
Selective Laser Melting - Results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Gear quality parameter Measured value [µm]
Limit [µm]
Surface finish (Ra) 2.5 0.8Profile angle variation fHα -58.7 6Profile form variation ff 32.8 8Total profile variation Ff 75.2 10Tooth trace angle variation fHβ -49.9 12Total tooth trace variation Fβ 43.2 15Tooth trace form variation Fβf 19.3 9Run out Fr 111 24Cumulative pitch error Fp 133 32Single pitch error fp 29.0 7Pitch to pitch error fu 34.7 9
TaskTime [min]
CAD file preparation (slicing) 30SLM process 840Postmachining 150Total machining time 1020

54
• Wire-EDM• Superior accuracy and good surface quality, “low” flexibility
• SLM• Low surface finish and shape accuracy• Possible as Near Net Shape strategy !
• Multi-axis milling• Accuracy OK: some issues are dealt with, still some
improvement needed• High flexibility (flank corrections, helical gears, double
helical gears,…)
Comparison between various methods
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Machining Technology Machining time [min.] Surface finish Ra [µm] Shape accuracy FlexilbilityMilling ++ ++ + ++Wire-EDM - + ++ -Selective Laser Melting + -- -- ++

Commercial Systems
55Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

56
Defawes / Bierens developed a gear milling strategy/software
• Non-CAD model based, but mathematical description based • Only available as service, software/strategy not for sale• Any gear shape possible, for example: own developed S-
shaped gear• 30-35% claimed increase of power transfer• Less heat and noise• No need for axial fixation
Defawes / Bierens
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

57
Euklid provides software for toolpathplanning for gear milling
• CAD model based• Special module for gear toolpath
planning
EUKLID Gear CAM
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

58
DMG GearMILL is software for toolpath planning for gearmilling by ball end mills
• Only available for DMG machines• Not a lot of non-commercial documentation to be found
DMG GearMILL
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

59
• Software & hardware
• InvoMilling tooling strategy• (+)
• Faster than using end milling strategies• Fast programming using the
accompanying software• (-)
• Less flexible compared to end milling strategies
• Limited quality (up to DIN6)
Sandvik / DMG InvoMilling
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

Process chains for fast (low series) gear
manufacturing
60Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

61
• Dedicated tools are required for gear production (gearhobbing & grinding)
• 8 weeks lead time, order of dedicated tools
Conventional production
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

62
• Process chain based on turning/milling still quite some logistics
• Conventional hardening strategies:• Carburising• Carbonitriding• Nitriding• ... All require taking out the workpiece, logistics to hardening facility, re-clamping and re-alignment, hard finishing.
Process chain
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Turning / MillingUnclamping + to hardening
setupHardening
re-clamping and re-
alignmentHard finishing
of part

63
• Performing the hardening operation on the machining center
• Possible hardening strategies:• Flame Hardening:
• Less control of hardening, flat surface hardening possible, not veryflexible
• Induction Hardening• Good control of process, not very flexible (electrode is workpiece
shape dependant)• Laser Hardening
• Good control of process, very flexible, very localized heat input
Use of hybrid machine platforms..
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Turning / MillingHardening on
machining center
Hard finishing of part

64
• Principle• Laser heats up the material up to above the Ac3 temperature.
Material is cooled quickly below Ms temperature.• Higher hardness values possible (faster cooling)
(Selective) Laser hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

65
• Tailored hardening possible• Bearing locations on shaft• Active flank of gear teeth• Cutting edge of knife blade• …
• Limited distortions• Localized heat input• Hard finishing operations in a lot of
applications not longer required
(Selective) Laser hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

66
• Technology is certainly not new !• Already implemented for example within robot manipulators
(Selective) Laser hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

Process chains for fast (low series) gear
manufacturing
Multi-axis platform for gear manufacturing (with laser integrated hardening)
67Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

68
• Integrate hardening operation within in machiningcenter
• Reduce logistics• No unclamping/re-clamping• No re-alignment waste of time and alignment errors• Reduce total lead time
• Integration of Laser• 500W Nd:Yag laser• Laser head developed
@ KU Leuven basedon HSK-63 holder
Objective
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

69
In operation….
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

70
Laser head (detail)
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

71
• Adapt conventional milling machine to laser operation• Replaced all transparent panels, added safety glass and IP
camera• Added seperate sealable storage unit with automatic tool
changer for storing laser head during milling operation
Implementation on multi-axis platform
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

72
• Control system• Allow control of laser by NC-code on 5-axis milling machine• Control storage unit, laser-head tool change• Control power output, feedback from pyrometer
Implementation on multi-axis platform
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

73
• Material:• C45 steel (1.0503, EN 10277-2)• Hardness 200 HV
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

74
• Variable parameters: • Spotsize diameter (D) [µm] • Traverse speed (v) [mm/min]
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

75
• Measured values• Depth of hardening
Vickers micro hardness tests
• Maximum hardnessVickers micro hardness test, average of 2 measurements closest to the surface
• Average measured temperature2 color pyrometer, 50 Hz, averaged in time
• Melted or not Surface roughness comparison before/after laser treatment, every track measured 3 times before and 3 times after hardening. 2-sample t-test, 95% confidence limit
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

76
• Depth of hardening
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Depth of hardening – influenced by spotsize and traverse speed, combined factor not significant
• Lower traverse speed and smaller spotsize have a positive effect on the depth of hardened layer

77
• Maximum hardness
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Maximum hardness – significantly influenced by spotsize, traverse speed and combined factor
• Smaller spotsize and slower traverse speed have positive influence on maximum hardness
• Combination of large spotsize and fast traverse speed results in dramatically reduction of hardness

78
• Melted or not
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
• Melted or not – both spotsize, traverse speed and combined factor are significant
• Only melted when spotsize diameter was small and the traverse speed is low

79
• Thermal model• Transient heat transfer model (ABAQUS), 3D thermal solid
elements with 8 nodes• Temperature dependent thermal properties of C45 were used
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

80
• Thermal model• 100 mm/min 877°C isotherm
(dashed line) has approximate same size of hardened zone
• A: 1910 µm simulated vs 1885 µm measured
• B: 229 µm simulated vs 210 µm measured
• 400 mm/min max. temperature < 877°C
• Simulated: temperature below ‘critical’ temperature
• Measured: no hardened zone
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

81
• Multi-axis milling machine converted to machining center capable of laser hardening
• Full factorial design involving two variable parameters was conducted as a proof of concept
• It can be concluded it is well possible to harden C45 steel from 200HV up to 750HV, on a fully functional 5-axis machining center.
• A transient heat transfer model was successfully applied to simulate the temperature distribution during the hardening process
Integrated laser hardening Conclusion
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

82
• Injection molding nozzle made out of Uddeholm Unimax• Conventionally hardened up to 52 HRC (540 HV)
Case study: Injection moulding nozzle
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

83
• Hardening strategy tested on thermal model• Hardness values exceeding 840 HV100 (64 HRC) (>52
HRC conventional hardening)• It takes about 7 seconds to harden 1 nozzle!
Case study: Injection moulding nozzle
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

84
• Multiple tracks…. (is required for flank hardening of gears)
• Uniform area hardening? • Softening effect !
Technology development | results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

85
• New setup: Scanning hardening on Mori Seiki NTX2000• High speed scanning motion + slow feed
scanning between 50 and 150 Hz
Scanned Laser Hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

86
• Mechanical & Optical design
Scanned Laser Hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
FIBER

87
Set-up
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

88
• Development of optimal scanning strategies• High speed scanning motion + slow feed
scanning between 50 and 150 Hz
Scanned Laser Hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Sinus scanning overheatingat edges
20 mm

89
• Sinusoidal scanning motion• Test on ‘laser’-paper
• Low power (20 W), 50 Hz, 1 second (no feed) overheating at the edgesas expected
• Same effect visible on C45 steel (500W, 50 Hz, 100 mm/min feed)
• Optimized scanning function
Scanned Laser Hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

90
• Optimized scanning function • Mirror dynamics issue: optimized function
requires to high accelerations
• Frequency limited to 50 Hz and standard triangular shaped motion
• Still melt at edges !
Scanned Laser Hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

91
• 18 mm heat affected zone• Depth of hardened zone:
• 0.2 mm, heat affected zone: 0.3 mm
• Melt at edges
Experimental results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
C45 steel (0,46% C, <0.4% Si, 0.65 Mn, <0.4% Cr)

92
Experimental results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

93
• Optimized scanning function • Triangular• + Power compensation for reduction of overheating
Scanned Laser Hardening
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

94
• Programming strategy: CAM + scanning software• Maintain conventional toolpath planning by CAD/CAM for
industrial applicability
Programming ?
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

95
• Developed CAM functionality• Machine movement: straight line• Mirror scanning width: depends on machine position
Programming ?
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Toolpath 1: Machine toolpath Toolpath 2: Scanning contour

96
• Developed CAM functionality• Machine movement: straight line• Mirror scanning width: depends on machine position
Programming ?
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
lowered frequency (for illustration)

97
Programming for gears
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Pyrometer

98
The hardening process
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

99
• Temp. setpoint 1300°C, feedrate of 150 mm/min
• Hardness between 600 to 800 HV along gear flank
• Except in “undercut region” hardness 220 HV
• Further improvement• Change inclination angle
Hardening results
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

100 Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

Process chains for fast (low series) gear
manufacturing
Gear manufacturing in advanced materials
101Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

102
• Technical ceramics: • Hardness!• Toughness?• Harsh environments!
Ceramics !
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Density [g/cm3]
Hardness HV10 [kg/mm2]
Toughness[Mpa/m1/2] E-modulus [Gpa] EDM-able?
1020 steel 7.87 115 200 yesAL2O3 3.94 1905 4 390 noZrO2-Y 6.00 1200 9 210 noB4C 2.51 2800 3.1 440 yesSiC 3.10 2600 4.6 410 yesSi3N4 3.20 1600 7.5 370 noAlN 3.30 1100 3 331 no
Composites
Zr02-TiN 5.8 1350 9.7 280 yesSi3N4-TiN 3.97 1508 8.7 333 yesAl302-TiCN 4.41 2073 2.66 386 yes

103
• Injection molding (followed by sintering)• Series production• Low dimensional accuracy!
Gear manufacturing - ceramics
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

104
• Green machining• Easy to machine• Has to be sintered afterwards low dimensional accuracy
(shrinkage)
Gear manufacturing - ceramics
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

105
• Machining in sintered state• High dimensional accuracy possible (no more shrinkage)• Very high hardness difficult to machine using conventional
techniques
Gear manufacturing - ceramics
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
UAG
ELID-Grinding
Die sinking EDM
Micro-EDM
Milling

106
• Current• Injection molded Yttria stabilized
zirconia
• Other technologies for low series ?• Wire EDM ?• Zr02-TiN (material developed @ KU
Leuven) machined by
Case study – gears for planetary box
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

107
• Zr02-TiN machined by Wire-EDM fail at 115 Nm static load ↔Y-Zr02 (injection molded) fails at 90 Nm
• After applying maximum load (8000 rpm input, 30 Nm output load, 40 rpm output) for 160h, no wear on ceramic gears
• In the experiment, gear box failed after 1450h under maximum load by a broken tooth
• High wear on planetary gear made of hardened steel (16MnCr5)
Results (loading)
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

Manufacturing of micro gears
108Research Group “Advanced Manufacturing Processes”
Department of Mechanical Engineering

109
• Injection moulding• EDM
• Example – micro gear made of ZrO2-TiN 60/40 • Ø1 mm gear machined by Micro-EDM
Similar technologies
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
Material E [GPa] Hv [kg/mm2] KIC, 10kg [MPam0.5] K [W/m°K] ρ [10-5Ωm]
Zr02-TiN 280 1350 9.7 6.41 2.94

110
• (Micro) milling EDM• “Milling”- like process• 0.5 mm standard tube as tool
which can be wedged to smaller diameters
Micro EDM of micro gears
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
tool

111
• Micro Gear mold• Depth: 0.9 mm• Tool:
• Ø 0,5 wedged to 0,26 mm for pocketing• Ø 0,5 wedged to 0,113 mm for contouring
• Machining time• 38 min. of erosion | 44 min. of wedging
Applications
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering
200 µm

112
• Bouquet J., Hensgen L., Klink A., Jacobs T., Klocke F., Lauwers B., Fast production of gear prototypes – a comparison of technologies, 6th
CIRP international conference on high performance cutting, HPC 2014
• Bouquet J., Van Camp D., Vanhove H., Clijsters S., Amirahmad M., Lauwers B., Combining machining and hardening in one setup, applied on C45-steel, 8th International conference on photonic technologies, LANE 2014
• Malek O., Vleugels J., Perez Y., De Baets P., Liu J., Van Den Berghe S., Lauwers B., Electrical discharge machining of ZrO2 toughened WC composites, Proceedings of the 17th Plansee Seminar on High Performance Materials, Reutte, 2009
References
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering

113
• VLAIO for various research projects, in cooperation with Sirris and FlandersMake
• Machine Tools Technologies Research Foundation (MTTRF) for providing the machining centre “Mori Seiki NTX2000” to KU Leuven to be used in various research and educational programs
• GF Agie Charmilles for providing various EDM equipment
• Siemens for providing CAD/CAM & NC-programming softwre
Acknowledgement
Research Group “Advanced Manufacturing Processes”Department of Mechanical Engineering