-
5/21/2018 Alex-James Pulp and Paper 20100422
1/15
Location 20Flotation Cell Repair
Brushable Ceramic and Ultra Quartz
January 1998
Noranda Mine (Brunswick Mine Division)Mining
Volume: 30,000 sq.ft
Problem:Floatation Cells see tremendous corrosion by the fact
that the ore is abrading the sides of the tanks
constantly! Any coating you apply must have great abrasion
resistance. Galvanic corrosion occurs at t
steel surfaces rather quickly once abrasion starts! The floor of
the Floatation Cell sees the sediment of
ore which is very abrasive, and needs repairing regularly.
Solution:The Flotation Cells are first blasted to a SSPC -SP5
white metal blast to remove all corrosion from the
surface. Any large holes are filled in with Titanium Putty. Next
Brushable Ceramic is rolled onto the a
using a 1/4 nap roller. Two coats are recommended . Each at
14-18 mils thick. Between coats the
coating is checked for a holidays with a Leak Detector Kit. The
finish coating provides a tough durab
abrasion resistant finish against the aggregate. The floor is
troweled with 3/8 of Ultra Quartz for final
protection. The Ultra Quartz is troweled up the side wall
approximately 4 inches for a seamless finish.
-
5/21/2018 Alex-James Pulp and Paper 20100422
2/15
Location 100Tank Coating
Floor Patch, Epoxy Concrete Sealer,
Flexane FC Liquid
11-18-96Mutual Manufacturing Company
General Manufacturing of Piping
50,000 sq.ftProblem:Passivation tank and concrete pad needs to
be coated for chemical protection against H2SO4in slight
concentrations in water. They previously used rubber linings in
the tank, but the process is very costly.
Solution:First they blasted off all existing rubber liner in the
containment area and rinsed thoroughly several tim
and neutralized the concrete. All worn concrete areas were
regrouted with Floor Patch. Then Epoxy
Concrete Sealer was used (8-10 mils thick) to coat entire
containment area. Flexane Fast Cure #15050
was next injected into the control joints to seal the joints,
and a second coat of Epoxy Sealer was used f
the final coat. This tank is now a sealed chemical resistant
liner which will not leak any liquid into the
environment.
Products:
Application Date:Customer:
Industry:
Volume:
-
5/21/2018 Alex-James Pulp and Paper 20100422
3/15
Location 57Cyclone Cone Repair
Wear Guard Fine Load / Ceramic Repair Putty
Brushable Ceramic
2/21/94Strathcona Paper
Pulp and Paper Manufacturing
Problem:Cyclone cones would receive extreme abrasive and
corrosive wear from a slurry of recycled newspaper
magazines, contaminates, and black liquor. Each cyclone cone
replacement cost was $8K.
Solution:Complete repair area was sandblasted to a SSPC-SP5
white metal finish. Flat expandable metal was tac
welded in a raised position 1/4 above the substrate. Tack
welding expandable metal improved epoxys
mechanical boding properties. Surface areas were then chemically
cleaned using Cleaner Blend 300.
FL10 Primer was applied and allowed to cure or dry for 15
minutes. FL10 Primer improved chemical
bonding properties of epoxy. Wear Guard Fine Load was applied
replacing worn missing metal. Ceram
Repair was applied to repair remaining cavitated areas deeper
than 1/4. Following a 4 hour partial cure
of Ceramic Repair, Brushable Ceramic was applied to a thickness
of 30 mils in two coats (15 mils each
Brushable Ceramic provides a long lasting, abrasion and chemical
resistant protective surface coating.
Devcons repair cost was $550 each cone, excluding labor.
Products:
Application Date:Customer:
Industry:
-
5/21/2018 Alex-James Pulp and Paper 20100422
4/15
Location 44Expansion Joint Repair
Fast Cure Rubber Repair Liquid
5/21/96
Wisconsin TissuePulp and Paper Manufacturing
Problem:Over several years of continual traffic, these expansion
joints became deteriorated. As a result of failed
expansion joints, spider cracking began. The uneven floor
surface caused problems such as difficulty
moving wheeled equipment, and forklift load shifting.
Solution:Loose, deteriorated concrete was mechanically removed.
Remaining concrete was roughened to provid
profile. All surface areas were then chemically cleaned using
Cleaner Blend 300. FL20 Primer was
applied into the expansion joints and cracks and allowed to cure
or dry for 15 minutes. A polypropylene
backer was stuffed 3/4 into the expansion joints and cracks. The
polypropylene backer will prevent de
migration of Fast Cure Liquid, and reduce the volume required.
Fast Cure Rubber Repair Liquid was
injected into the damaged or repair areas using Devcons Auto Mix
Application System. This product i
self- leveling and provided a smooth, flexible, (450%
elongation), expansion joint seal. Fast Cure Rubb
Repair Liquid also provided a functional cure in only 90
minutes, reducing repair downtime.
-
5/21/2018 Alex-James Pulp and Paper 20100422
5/15
Location 58Rotary Bark DryerRepairBrushable Ceramic
12/9/94
Grant Forest Products CorporationPulp and Paper
Manufacturing
Problem:Bearing ring inside dimension, and imperfect dryer shell
outside dimension of a 15 ft. diameter by 80 ft
long horizontal rotary bark dryer created voids between the
mating surfaces. The void spots would
cause uneven stress loading and subsequent fatigue cracking.
Solution:A 3/16 pocket was machined on the shell side of each
positioning wedge. The bearing ring was
positioned over the shell. Brushable Ceramic was mixed and
heated to 110 F. It was quickly
transferred into caulking guns. Brushable Ceramic was injected
between the bearing ring and dryer
shell. Inspection or bleed holes indicated even dispersion of
Brushable Ceramic. Brushable Ceramic
provided a more uniform load distribution ultimately extending
shell service life.
-
5/21/2018 Alex-James Pulp and Paper 20100422
6/15
Location 68
Paper Machine ComponentRepairBrushable Ceramic
7/8/93
Temboro Pulp and PaperPulp and Paper Manufacturing
Problem:Critical paper machine components and cover plates would
receive extreme corrosion from a
combination of water, steam and mild chemicals. The corrosion
was so severe that the damaged parts
would require frequent replacement.
Solution:All repair or coating surfaces were mechanically
cleaned and roughened using a needle gun. Surface
areas were then chemically cleaned using Cleaner Blend 300.
Brushable Ceramic was applied to a
thickness of 12 mils in two coats for a smooth holiday free
coating. Brushable Ceramic provided a long
lasting chemical resistant protective surface coating.
-
5/21/2018 Alex-James Pulp and Paper 20100422
7/15
Location 70Conveyor Belt Repair
Flexane 80 Putty
1/2/91
Domtar CaledoniaPulp and Paper Manufacturing /
Wall Board Manufacturing
Problem:This conveyor belt would receive extreme wear from
processing wall board particulate. The wear was s
severe that the belt was worn 1/8 deep into the carcass, and
continued for 4 inches wide by 360 feet
long! Conveyor belt replacement cost was estimated to $10K.
Solution:The complete repair area was roughened using a grinder
and wire wheel attachment. Following
roughening the surface area was chemically cleaned using Cleaner
Blend 300. FL20 Primer was then
applied and allowed to cure or dry for 15 minutes. Flexane 80
Putty was then mixed and applied to the
repair area. Flexane 80 Putty was smoothed and feathered using a
putty knife. To accelerate curing, a
heat gun was waved over the completed repair area. Devcons
repair cost was $3K.
-
5/21/2018 Alex-James Pulp and Paper 20100422
8/15
Location 80
Head Gate Seal InterfaceRepairEpoxy Concrete Sealer 100/
Titanium Putty
1/7/91
Ontario HydroUtility Power Generation
Problem:Both the head gate and the metal interface track on the
wall received extreme corrosive and cavitation
damage. This interface must form an effective seal and prevent
water from traveling down the runner. I
some areas the metal was worn as much as 1/2. The previous
method of repair was welding the worn
areas to rebuild missing metal. Welding had caused heat
distortion problems in the past effecting the
interface seal.
Solution:The entire track area on the wall was sandblasted to a
SSPC-SP5 white metal finish. The complete gate
area was roughened using a grinder and wire wheel attachment.
Epoxy Concrete Sealer 100 was applie
as a primer and to seal against water seepage. Epoxy Concrete
Sealer 100 can be applied to damp
surfaces. Plywood framing was used as a mold on the track side
to rebuild the missing metal to original
dimension. Release agent was applied to the plywood frame for
easy post cure removal. Titanium Putty
was applied to the gate and track areas. Titanium Putty was
successfully used to rebuild the missing
metal and re-establish the seal between the gate and track.
Because of the overall cost savings and
product performance, Ontario Hydro have specified this procedure
for future repairs.
-
5/21/2018 Alex-James Pulp and Paper 20100422
9/15
Location 82Conveyor Belt Repair
Flexane 80 Putty
7/9/91
Monroe Hard WoodPulp and Paper Manufacturing /
Lumber Manufacturing
Problem:Conveyor belt was repaired by means of splicing.
Splicing is often a short term repair, requiring an
expensive vulcanizing repair at a later date. Water and dust can
contaminate the carcass of the belt
causing further damage such as fiber rotting.
Solution:Both the mechanical splice and rubber repair area were
roughened using a grinder and wire wheel
attachment. Complete repair area was chemically cleaned using
Cleaner Blend 300. FL10 Primer was
applied over the metal mechanical clips. FL10 Primer was cure
accelerated using a heat gun. Without th
assistance of heat to dry, FL10 Primer must be allowed to dry
for 15 minutes. FL20 Primer was applied
over the FL10 primed clips, and to all contact areas of the
rubber. FL20 Primer was allowed to cure or
dry for 15 minutes. Flexane 80 Putty was mixed and applied over
the complete repair area. Flexane 80
Putty was used successfully to protect carcass from future
damage, and covert a temporary repair to a
permanent repair.
-
5/21/2018 Alex-James Pulp and Paper 20100422
10/15
Location 107Pump Repair
Titanium Putty / Ceramic Repair /
Brushable Ceramic
9/10/85Southwest Forest Products
Pulp and Paper Manufacturing
Problem:Exposure to pulp, H2SO4,and caustic soda would cause
severe abrasive and corrosive damage to theinterior of this
Ingersol Rand pump casing. The previous method of repair was to
simply replace the
complete unit when required. Replacement cost was estimated to
be 20K.
Solution:The complete interior of the casing was sandblasted to
a SSPC-SP5 white metal finish. All repairsurfaces were chemically
cleaned using Cleaner Blend 300. A template was manufactured from
woodand positioned to resize bearing seat areas. Original evidence
markings were used as a guide whenmanufacturing the template.
Devcons Release agent was applied generously onto the template.
ReleaseAgent must be used for easy removal or separation of
templates. Titanium Putty was applied to damagebearing seat areas
rebuilding the missing metal. Ceramic Repair Putty was applied to
all corroded areasdeeper than 1/4. Following partial cure of
Titanium Putty and Ceramic Repair Putty, (4 hours),Brushable
Ceramic was applied to a thickness of 30 mils. Brushable Ceramic
encapsulated the repairareas and provided a long lasting, chemical
and abrasion resistant, low co-efficiency to friction
surfaceDevcons repair cost was $2K.
Products:
Application Date:Customer:
Industry:
-
5/21/2018 Alex-James Pulp and Paper 20100422
11/15
Location 116Pump Repair
Titanium Putty / Ceramic Repair Putty /
Brushable Ceramic
3/4/93Eurocan Pulp
Pulp and Paper Manufacturing
Problem:After only a short service life this Bingham pump casing
would received extreme abrasive and cavitatio
wear from processing wet pulp stock. The wear was so severe that
the pump would require replacemen
every 3 years. Pump replacement cost was estimated at $60K.
Solution:Complete pump casing was sandblasted to a SP5 white
metal finish. Expandable metal was tack welded
to areas of extreme wear. Expandable metal improved mechanical
bonding properties of Titanium Putty
Welding slag was cleaned using a grinding machine. Surfaces were
chemically cleaned using Cleaner
Blend 300. A thin 10 mil coating of Brushable Ceramic was
applied as a primer to thoroughly wet out t
pump surface area. Titanium Putty was applied to rebuild all
areas of extreme wear and wear ring seat
areas. Ceramic Repair Putty was applied to cavitated areas
deeper than 1/8. Following a partial cure o
Ceramic Repair Putty, (4 hours), Brushable Ceramic was applied
to a thickness of 30 mils in two 15 mi
coats.. Brushable Ceramic provides a long lasting, abrasion and
chemical resistant, low co-efficient tofriction protective surface
coating. Devcons repair cost was $4K.
Products:
Application Date:Customer:
Industry:
-
5/21/2018 Alex-James Pulp and Paper 20100422
12/15
Location 127
Concrete Pump Pad Repair
Floor Patch
8/4/92
Laurel MaintenancePulp and Paper Manufacturing
Problem:Over several years of service, this pump pads concrete
would become loose and eroded from a
combination of vibration and chemical leakage from the pump. The
previous method of repair was to
pour new concrete. Newly poured concrete could not achieve good
bond strength and also provided poo
chemical resistance.
Solution:The concrete surface was sandblasted to remove loose
concrete and provide a rough profile. Devcons
Release agent was generously applied to the pump mounting base
for easy removal or separation.
Release agent must be used for easy part or mold separation.
Floor Patch was applied onto the worn
concrete. The pump mounting base was set and leveled on top of
the uncured Floor Patch. Fasteners
were pushed through the the pump mounting base into the uncured
Floor Patch. Following a full cure o
Floor Patch (24 hours), the pump mounting fasteners were
tightened.
-
5/21/2018 Alex-James Pulp and Paper 20100422
13/15
Location 87
Floor CoatingFloor Patch Fast Cure / Concrete Primer /
Epoxy Coat 7000AR
6/27/95Houston Power and Lighting
Utility Power Generation
Problem:This secondary containment area required repairs to
cracks caused by thermal cycling and erosion. The
erosion was accelerated by the occasional spilling or leaking of
beach from the storage tanks.
Solution:Complete floor and wall surfaces were first pressure
washed to remove contaminates. Floor and wall
areas were then etched using Devcons B-4 Citrus Acid Etch. All
cracks were repaired and sealed with
Devcons Floor Patch Fast Cure, (90 minute functional cure).
Following a 1 hour partial cure of Floor
Patch Fast Cure, Concrete Primer was applied to a thickness of 8
mils. Following a partial cure, (4
hours), a final coat of Epoxy Coat 7000AR (Acid Resistant) was
applied to a thickness of 16 mils.
Devcons Epoxy Coat 7000AR withstands aggressive chemical
operating environments.
Products:
Application Date:Customer:
Industry:
-
5/21/2018 Alex-James Pulp and Paper 20100422
14/15
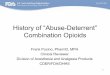
Location 138Auger Repair
Wear Guard Fine Load 300
January 2004
Co-Gen II, LLCPulp Paper/Wood Products
Problem:Augers are precise pieces of equipment that needs to be
within specification in thickness and height totransfer the
materials it was intended. The company saw that hard-facing the
augers saw only a 14months life expectancy and thy wanted more! The
flights of the auger wear over time from abrasion ofthe material
against the flight walls. In this application , the customer
hard-faced welded one auger acoated a similar auger with Devcons
Wear Guard Fine Load 300Both augers went into service for 13 month
to determine what method worked the best! As can be seenfrom the
photos, the auger with Devcon shows virtually no wear! Measurements
taken indicate howwell the Devcon product has performed over
hard-face welding.
Solution:Starting at the drive end the numbers below show the
wear of the four flights on the auger,. All numberare in
millimeters with nominal flight thickness being 5/8 or 16mm. These
numbers show the wearover the past thirteen months
Hard-face welded f l ights: 14mm 13mm 9mm 10mm
Devcon coated flights: 22mm 20mm 21mm (22mm is slightly less
than 7/8
Devcons Wear Guard High Load 300 has proven itself to be
superior in extending the life of the auger.After determining the
remaining wear of the flights the Devcon coated auger would still
haveapproximately 12 months of additional service before wearing
out. Wear Guard has doubled the life ofthe auger!Besides the
extended wearing qualities of Wear Guard Fine Load the cost to coat
the augers were $1044[with 45 minutes labor to coat] compared to
hard-facing which was $694/each [with 5-7 hours to coat].The total
savings to coat all 12 augurs were $25,000! All new augers will be
coated before allowed inservice with Devcons Wear Guard Fine Load
300.
-
5/21/2018 Alex-James Pulp and Paper 20100422
15/15
Location 103Pulping Stone Repair
Titanium Putty / Brushable Ceramic
6/19/91
Lake Superior PaperPulp and Paper Manufacturing
Problem:The exposed unprotected areas on the sides and edges of
this pulp grinding stone would receive
extreme wear from wood chips, water and steam. Replacement of
the pulp grinding stone was
estimated to be 35K.
Solution:Repair areas were roughened to 5 mil profile using a
grinder and wire wheel attachment. Repair
surfaces were chemically cleaned using Cleaner Blend 300.
Titanium Putty was mixed and applied
to a thickness of 1/4 filling all voids and missing metal.
Following a partial cure of Titanium Putty,
(2 hours), Brushable Ceramic was and applied to a thickness of
30 mils in two 15 mil
coats.encapsulating the complete repair area, and providing a
long lasting, abrasion resistant
protective coating. Devcons repair cost was $800.