Click here to load reader
Upload
edo
View
574
Download
23
Tags:
Embed Size (px)
DESCRIPTION
diesel engines
Citation preview
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Diesel Engines Questions and Answers
A. J. Wharton, CEng, FlMarE
Foreword by Don Ewart, CEng, MIMarE, MRlNA
Editor-Fairplay International Shipping Journal
STANFORD MARITIME LONDON I - - - - - - -- I _ - --- PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Stanford Maritime Limited Member Company of the George Philip Group
12-14 Long Acre London WC2E 9LP
First published 1975 Reprinted 1977
Q 1975 A. J . Wharton
Printed in Great Britain by J. W. Arrowsmith Limited Bristol
ISBN 0 540 07342 3
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Foreword Written by experienced lecturers a t one of Britain's leading marine engineering colleges, each book of this series is concerned with a subject in the syllabus for the examination for the Second Class Certificate of Competency. It is intended that the books should supplement the standard text books by providing engineers with numerous worked examples as well as easily understood descriptions of equipment and methods of operation. Extensive use is made of the question and answer technique and specially selected illustrations enable the reader to understand and remember important machinery details.
While the books form an important basis for pre-examination study they may also be used for revision purposes by engineers studying for the First Class Certificate of Competency.
Long experience in the operation of correspondence courses has ensured that the authors treat their subjects in a conclse and simple manner suitable for individual study-an ~mpor tan t feature f o r enylncers studying at sea.
Don Ewart
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Preface This book is intended to provide some basic information on marine diesel engines and their associated equipment used at sea. while indicating the type of questions set in the motor examination paper for the Department of Trade Second Class Certificate of Competency for Marine Engineer Officers.
It is not intended to give model answers to be learned by rote but to provide a foundation on which, together with his own experience, the prospective candidate can produce suitable answers in both written and oral examinations-where possible he should base these on equipment in his own ship. At all times he should stress safety in any operations described.
The Department of Trade examination paper lasts for three hours during which time six questions must be attempted from the nine set. A reasonable standard is required in both sketching and written work. Sketches need not be to scale but should he in proportion. unless in diagrammatic form.
Drawing instruments may be used. but these may slow sketching which is quicker by freehand. Colours may be used provided they do not confuse the completed sketch. The diagrams in this book are not to scale and there will not be time in the examination to attempt such detail.
Questions tend to be concentrated upon l a y slow running, two-stroke main engines since these are in the majority at sea. With a number of principal engine manufacturers, a variety of designs exist. N o one englne has been used in this book but simplicity of diagrams, together with a wider fieldof coverage. is the aim. Precise details of a particular engine may be obtained from engine makers' handbooks.
A list of approved SI Units is given, together with principal conversions. These units have been used in the book, although kg/cm2 or atmospheres are still used at sea for pressure measurement. It may be convenient to remember that kN/m2 - 100 = kg/cm2 or atmospheres, approximately.
A. J. Wharton
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Contents 1 Engine types 2 Cycles and timing 3 Gas exchange processes 4 Engine parts 5 Operating systems 6 Control 7 Safety and operation
Index
SI UNITS Mass = kilogramme (kg) Force = newton (N) Length = metre (m) Pressure = newton/sq metre ( ~ / m ' ) Temperature = degrees celcius ("1
CONVERSIONS 1 inch = 25.4mm = 0.025m 1 foot = 0.3048m 1 square foot = 0.093m2 1 cubic foot = 0.078m 1 pound mass (Ib) = O.453L.g 1 UK ton (mass) = 10 1 6kg 1 short ton (mass) = 907kg 1 tonne mass = lO0Okg 1 pound force (Ibf) = 4.45N 1 ton force (tonf) = 9-96kN l k g = 9.81N
0.0011n = 0.025mm ( O F - 32) x ,' = "C llbf,ln'.= 6 8 9 5 ~ 1 ~ ' = 6 . 8 9 5 k ~ / m ~ I kglcm- = 1 kplcm- 1 0 2 k ~ / m ~ 1 atmos = 14.7lbf!ln- = 1 0 1 . 3 5 k ~ / m ~ 1 bar = 14.5lbfI1n- = 1 0 0 k ~ / m * Note: For approx~mate conversion of pressure unlts lOOkN/m = 1 bar = 1 kg/cm2 = 1 atmos l tonf l~n ' = 1 5440kN/mZ = 15.44MN/m2 1 H P = 0.746kW
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
SECTION 1
Engine Types
Q. Give an outline sketch and briefly describe a large single-acting two-stroke main engine using exhaust ports. What are the advantages of this system and how does it affect the operating cycle of the engine?
A. Fig. 1 shows a general cross-section of a large bore. single-acting, two-stroke crosshead type engine using ported exhaust timing.
F U E L V A I . V E \ T W O P A R T
/ ; ; / ' C Y L I N D E R C O V E R
W A T E R J A C K E T
, P I S T O N & S K I R T
P I S T O N R O D , - - G L A h D S
C A M S H A F T
L u 8 O I L T ? - - P I S T O N C O O L I N G C R C S S - E - Z R E C P P I P E S
C R A I U K C A S F R E L I E F \ A L . : - ' F R A M E S
C R A N K S H A F T - W E B S /
B E D P L A T E
Ftg. 1 Large bore two-stroke engine
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE TYPES
Such engines give high power and will operate on heavy fuel with a high thermal efficiency. Cylinders are isolated from the crankcase allowing selected oil to be used for liner lubrication and preventing contamination of the crankcase. Cylinder liner and piston ring wear is moderate, allowing extended periods between overhauls.
The use of exhaust ports in the cylinder liner eliminates the necessity for exhaust valves, together with their frequent overhaul, maintenance of their operating gear, the engine power absorbed in their drive and a more complex reversing system. The piston crown uncovers ports to operate exhaust timing, giving rapid opening of large area of ports.
Due to the positioning of ports, the cross-loop method of scavenge is used and exhaust timing is symmetrical. This does lead to some post-scavenge loss but an increase in the efficiency of the turbo-charge system together with under piston charging offsets this.
This engine operates on the constant pressure turbo-charge system with an electric driven auxiliary blower for use at reduced engine speeds. Heavy gas loads from large bore engines are transmitted directly to the bedplate by long tie bolts.
Cylinder liners are water jacketed with bore cooling passages to reduce thermal stress adjacent to the combustion chamber and to simplify construction. Cylinder covers are in two parts and are water cooled. One centrally situated fuel injector is fitted to each cylinder. These are operated by valve timed fuel pumps.
Pistons are water cooled by reciprocating pipes which are completely isolated from the crankcase. A piston skirt is fitted to prevent loss of scavenge air.
Crosshead bearings are directly supplied with oil from articulating pipes, excess oil being passed to lubricate guides and through the connecting rod to the bottom end bearings. Crosshead design has flexibility of bearing supports, allowing bearings to align with crosshead pins. Main bearings are directly lubricated and have their keeps secured by jacking bolts from the engine frame5.
Direct reversing is cakried cut by the use of an oil operated lost motion servo-motor fitted to the camshaft drive.
Slow engine speed allows it to be coupled directly to the propeller shafting.
Q. State the advantages of the use of poppet exhaust valves in large two-stroke engines. Give an outline sketch and describe a main engine using this system.
A. The use of exhaust poppet valves in a two-stroke engine allows use of the more efficient uniflow or through-scavenge system. It also simplifies the cylinder liner construction, sealing and cooling arrangements.
Exhaust ports adjacent to scavenge ports cause high thermal stressing, increase liner wear and require bore cooling of exhaust port bars. With poppet valves, all these difficulties are eliminated. The edge of the piston crown is not subjected to such severe thermal stressing from the rapid passage of hot exhaust gas following closely by cool scavenge air.
Cylinder lubrication is a little easier with lower oil consumption. Exhaust timing can be accurately controlled by cam profiles and the post-
scavenge loss of scavenge air is reduced: it is unnecessary to fit a piston skirt. A section of a poppet valve engine is shown in Fig. 2. This engine has one large
poppet valve fitted to the centre of each cylinder cover. Each valve is fitted in a separate water cooled housing for ease of maintenance. Va!ve seats are stellite-faced
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
to reduce burnlns and snrrnilon \ -n l \ e\ a re operated from the camshaft by push rods and rockers, tappet clearance b r ~ n g allowed for thermal expansion.
Three fuel injectors are fitted to each c> llnder, equally spaced around the cylinder cover with fuel spray patterns d~rected clear of the exhaust valve.
The engine is of rigid construction with a deep bedplate and tie bolts fitted for the cylinder gas load. Bearings are of large diameters to reduce stress and bending, while improving lubrication. Pistons are oil cooled, the oil being taken from a common supply at the crosshead which it reaches by telescopic pipe. Oil is passed up and down the piston rod through internal passages and, after a thermometer pocket, the oil is returned to the crankcase. The crosshead passes lubricating oil to the bottom end bearings through passages in the connecting rod.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
The engine shown is turbo-charged on the pulse system, groups of three cylinder exhausts being connected to each charger. An auxiliary fan may be fitted for manoeuvring.
The camshaft is chain driven and operates the fuel and exhaust timing cams. Negative (inverted) cams are used for fuel pumps to enable these and exhaust valves to be reversed by 'gained motion' obtained by a sun and planet gear system, while the engine rotates on starting air.
Q. Sketch a general arrangement of an opposed piston two-stroke slow running engine. State the advantages for this type of engine. How is the cylinder liner attached?
A. Fig. 3 shows a single-acting two-stroke opposed piston main engine. A number of advantages are obtained with this type of engine. With two pistons in each cylinder, the engine has a greater power per unit and consequently, for a given
U P P E R P I S T O N C O O L I N G W A T E R ,
U P P E R P I S T O N
3 P A R T - - ------ L I N E R
L O W E R P I S T O N - - - C O O L W G O I L
M A N V A L V E S C R O S S H E A D - -
3 E D P i A T E
Fig 3 Opposed plston englne
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE TYPES
power, the number of cylinders and engine length may be reduced. It should be pointed out, however, that the engine height is increased.
The two pistons moving in opposite directions will give good primary balance to the engine, and, since both pistons are connected to the crankshaft, all gas load is transmitted by working parts, eliminating the need for tie bolts and allowing lighter construction of the engine bedplate.
The lower piston will uncover the scavenge ports while the upper piston uncovers the exhaust ports and so the engine has the advantages of rapid, large exhaust passage opening, with no exhaust valves fitted and no cylinder cover required. This engine operates on the uniflow scavenge principal.
The lower piston is oil cooled by telescopic pipe to the crosshead. The upper piston, which operates closer to exhaust temperatures, is water cooled, its telescopic connections being clear of the crankcase.
During overhaul, removal of two pistons for each one unit opened up gives economy in time.
The upper piston is connected to the crankshaft by side rods, crossheads and guides and thus three times the bearings are used per unit, with the maintenance required.
Engine crankshafts must also be of more complex design. By advancing the cranks of the upper pistons compared with those for lower pistons, the exhaust timing is adjusted to reduce the post-scavenge loss while increasing the blow down period. This will be less efficient. h o w e ~ e r . when the engine is reversed and for this reason the angle of lead between cranks is I~mited. To restore balance of engine, the stroke of the upper piston is reduced.
The engine ~llustrated in Fig. 3 is turbo-charged on the pulse system with an auxiliary blower for manoeuvring.
The fuel system operates on the 'common rail' system with camshaft operated, mechanical timing valves passing fuel to operate two injectors per cylinder. This allows very simple, direct reversing being controlled by air start distributor only. The fuel pumps are connected to a chain driven crankshaft and discharge to the common rail at high pressure.
The cylinder consists of three parts, the upper and lower liners, each of which are bolted to a central, cast steel combustion chamber. This chamber has cooling water passages and contains radial pockets to accommodate two fuel injectors, an air start and a relief valve. Cast steel jackets reinforce the liners and allow water cooling. The lower jacket is attached to the engine entablature and thus secures the cylinder. The upper liner jacket contains the exhaust belt with bore cooled exhaust port bars. The liners are free to expand both u p and down from the central combustion space, rubber seal rings being fitted at the end of each jacket.
Q. Medium speed. four-stroke trunk piston engines may be used for main propulsion. Compare this t lpe of englne with a large bore slow running engine. What advantages are obtained from Vee engines?
A. The main advantages of medium speed main engines are their improved powerlweight and power/size ratio compared with large slow running engines. They also tend to have a reduced initial cost for equivalent power.
The higher speed of these engines for main propeller drive will require reduction gearing and flexible couplings. This can be used to improve the flexibility of the system by gearing a number of engines to a common drive or using twin screw
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE TYPES
V A L V E G E A R / \ ~
Fig. 4 Med~urn speed trunk pston eng ln s
arrangements. Propeller sizes may also be reduced where the ship's draught is limited.
The reduction in engine size allows smaller and more conveniently spaced engine-rooms for the ship designer, particularly with less head room. Reduction in weight will also require less stiffening of the ship's structure.
Cylinder sizes are smaller than for slow running engines and consequently more units will be required. but this is partly offset by the increase in engine speed.
Four-stroke engines have the advantage of reduced thermal stress due to averaging of temperatures during the cycle. This will reduce cylinder liner and piston ring wear, permitting increased mean piston speeds. Cylinder liners are of simple construction with no ports. but cyl~nder covers become complex with the increase in the number of valves required. Cylinders are robust and higher rates of turbo- charging can be employed. giving an increase in power developed.
Engine scavenging is positive and there is no scavenge trunking or possibility of scavenge fires. With larger angles of valve opening. the port size becomes less critical.
The engine speed may place some limits on the use of very high viscosity fuels. Trunk piston design reduces engine height and the number of working parts.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Difficulties of lubrication of crosshead bearing in two-stroke engines are eliminated. Lubrication in these engines is usually to the main bearings, oil then passes through oil holes in the crankshaft to bottom end bearings, up the connecting rod bores to gudgeon pins and thence to the piston cooling. Oil is returned direct to the crankcase.
Improved quality of lubricating oils has largely overcome corrosion difficulties in the crankcase of trunk piston engines. Alkaline oil is used and this will also lubricate the cylinder liners. Oil should be continuously purified to remove contamination, but water washing may not be possible with detergent-dispersent type oils. Oil consumption in these engines tends to be higher than for corresponding slow running engines.
With smaller engine parts, inertia forces are reduced but there will be more parts for maintenance. These tend to be lighter and easier to handle and store. With improved engine design overhaul is simplified. Bearings may be quickly renewed when worn. In multi-engine systems, it may be possible to carry out maintenance at sea.
Vee engines are developed from medium or high speed trunk piston engines. With moderate cylinder sizes it is possible to arrange two banks of cylinders in Vee
V E E E N T A B L A T U R E
Fig. 5 Medium speed Vee engine
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
formation operating on a single crankshaft and mounted on a common crankcase and bedplate.
Vee engines improve still further the power produced for reduced size and weight.
The Vee configuration allows convenient systems for air and exhaust trunking to turbo-chargers.
Two camshafts are used, one for each bank of cylinders; both are driven from a common gear system from which other auxiliary drives, such as pumps and air compressors, may be taken to make the engine system self contained.
It will not be necessary to have air starting valves fitted to every cylinder and these usually act on one bank only.
For a given number of cylinders the crankshaft will be reduced in length but it must have increased strength to transmit higher power output. Each crank must accommodate two bottom end bearings. These may be placed 'side by side', articulated with a master bearing on the crank and a slave bearing attached to the master. Alternatively one bearing may be mounted on the outer circumference of the other.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
SECTION 2
Cycles and Timing
Q. Describe, with the aid of diagrams, the operating cycles of two-stroke cycle and four-stroke cycle compression ignition engines. Enumerate the operations during the cycle.
A. As its name implies, a two-stroke cycle takes place in two consecutive strokes of the engine piston, or one revolution of the crankshaft. Thus each operation in the cycle is repeated during every revolution of the engine. The two strokes of the cycle may be termed: Compression stroke and Power or expansion stroke. Operations take place in a fixed order and must occur when the piston reaches a corresponding position in its stroke. These positions are shown as volumes on an indicator diagram which relates them with pressure within the cylinder. It is convenient to express them in terms of angles of crank position measured from top dead centre (TDC) or bottom dead centre(BDC) and they ma! be shown as a circle on a timing diagram.
Actual timing may differ between engines due to construction and design differences such as: ratio of connecting rod lengthlcrank length, strokelbore ratio, engine speed. englne rating. etc. Fig. 6 shows a typical two-stroke cycle with the operations numbered.
1 1
Fig. 6 Two-stroke cycle
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCLES AND TIMING
Completion of scavenge. Air is entering the cylinder, expelling exhaust gas and recharging it for the next combustion. Scavenge and exhaust are open. Post-scavenge. Scavenge ports have closed and some air within the cylinder may leak to exhaust. In some engines 2 and 3 are made to coincide to eliminate leakage of air. Compression. Exhaust has now closed and the air trapped within the cylinder is compressed by the upstroke of the piston to raise its temperature sufficiently to ignite the fuel. Fuel injection takes place and combustion occurs causing a rapid rise in pressure. The period for which this continues depends upon the fuel pump setting and power to be produced. Expansion. Combustion completed, the hot gases expand forcing the piston downwards and converting the heat energy from combustion into work on the piston. Exhaust blow down. Exhaust has opened allowing gas to pass to exhaust manifold, and pressure drops rapidly in cylinder. Scavenge. Scavenge ports have opened and air enters to expel the remaining exhaust gas. Scavenging then continues for the next cycle. Position 1 represents bottom of stroke (BDC). Position 5 represents top of stroke (TDC).
Fig. 7 illustrates a four-stroke cycle. This takes place in four strokes or two revolutions of the engine. These strokes may be termed: Compression stroke, power or expansion stroke, exhaust stroke and aspirating or induction stroke.
E X H A U S T
d S P l 9 4 T 0 % --
Fig. 7 Four-stroke cycle
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCLES A N D TIMING
Numbering these operations in sequence on the timing diagram:
Completion of aspiration. Compression. Air inlet valve has closed, air in cylinder is now compressed to raise its temperature for combustion of fuel. Fuel injection. Combustion takes place with corresponding rise in pres- sure. Period controlled by fuel pump setting. Expansion. Combustion completed, gas pressure does work on piston during downward stroke. Exhaust. Exhaust valve opened. piston expels exhaust gas on upward stroke. Overlap. Air inlet valve opened while exhaust remains open. The length of this is increased in supercharged or high speed engines. Aspiration. Exhaust valve closed, piston draws air into cylinder during downward stroke. Aspiration continues for next cycle. 4 and 9 are TDC positions. 1 and 7 are BDC positions
Q. Sketch indicator diagrams for a ilou running large two-stroke diesel engine. How are diagrams taken and u hat ~nformation can he gained from them? How is power balancing carried out'.'
A. An indicatc)r d~agram can be obtained from a diesel engineduringitsoperation, b! use of an enpne ~ndlcator (Fig. S) . The diagram represents a pressure-volume diagram taken from cond~tions within the engine cylinder. Similar diagrams are taken for each c)linder of the engine.
D R U M
P A R A L L
'- S P R I N G
E L L I N K
D L E
I G A S P R E S S U R E
Fig. 8 Engine indicator
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
I CYCLES A N 0 TIMING
The indicator cock for the chosen cylinder is first blown through to clear it of carbon and the indicator is then connected to it. The cord on the indicator drum is attached to some form of engine stroke synchronising mechanism from the crosshead or a cam. The cock is now opened and the indicator pen is held against the card wrapped round the drum tracing a diagram for one cycle of the engine. Pressure is recorded to a vertical scale according to the stiffness of the indicator co_mp~es&n
II ---- --.-- . - m. Corresponding cylinder swept volume is recordao? a-horizontal scale due to rotat~on of the drum by its cord. By turning the indicator cock to a vent position, a horizontal line representing atmospheric pressure is added to the diagram. This can act as a pressure datum line.
Four types of indicator diagram can be obtained from a slow running engine. Power card is taken with the indicator drum in phase with piston movement (Fig.
9). The area within this diagram represents the work done during the cycle to scale. This mav be used to calculate the Dower ~ r o d u c e d or the mean indicated Dressure (MIP) for the cylinder. Irregularities in the shape of the diagram will show operational faults. Maximum or peak pressure may be measured to scale between the a ~ r E 3 E e a n d the highest point on the diagram.
Fig. 9 Power ind~ca to r d ~ a g r a m
- - - - 7 i
C O M P R E S S I O N P R E S S U R E
Compression diagram (Fig. 1 0 ) . This is taken in a similar manner to the power card but with the fuel shut off from the cylinder. The height of this diagram shows maximum compression pressure. If compression and expansion lines coincide, it shows that the indicator is correctly synchronised with the engine. Reduction in height of this diagram shows low compression which may be due to a worn cylinder
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCI ES AND TIMING
liner, faulty piston rings, insufficient scavenge air or leaky exhaust valve, any of which v
will cause poor combustion. Draw card or out of phase diagram (Fig. 11). Taken in a similar manner to the
power card, with fuel pump engaged but with the indicator drum 90" out of phase ki th piston stroke. This illustrates more clearly the pressure changes during fuel combustion. Fuel timing or injector faults may be detected from its shape.
-
~ T ? I O S P H E R I C L I N E
F I ~ 1 1 Out ( > f phase d ~ a g r a m
E X H A U S T - - - - -
.'o P E N S
A T M O S P H E R I C L I % E S C A V E N G E C l P E ' V S
Light spring diagram (Fis. 1 2 ). .Aga~n s ~ m ~ l a r to the power card and in phase with the engine, but this d~agram I \ tahsn u ~ t h a light compression spring fitted to the indicator showing pressure changes during exhaust and scavenge to an enlarges
---
scale. It can be used to detect faults in these operations. -
Provided the cycle operations are correct, power balancing of an engine can be carried out by comparing power d~agrams, or MIP, from each cylinder.
Fuel pumD controls can be adjusted to increase or decrease the quantity of fuel injected into each cylinder and this in turn will raise or lower the p_oop_r_ocIu_ced within that cvlinder. Such adiustments mav be carried out to obtain eaual Dower
. L
from each cylinder, in which case the ea of each Dower card will be equal. Steady running conditions must be maintained while power balancing is carried out.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCLES AND TIMING
Exhaust temperatures should be noted during power balancing since a limiting exhaust temperature may make complete balancing difficult.
Q. How can valve settings on a large engine be checked while the engine is operating at sea and how is fuel injection timing ascertained?
A. While an engine is running at sea, valve or fuel injection timings can only be checked by instrumentation. Incorrect timings will a 3 t power o u t p ~ t and exhaysf te-mperatures and, provided thgse are normal, and no other irregularities occur, it can be assumed that engine timing is correct.
Exhaust valve setting on a slow running engine can be checked by means of a light spring indicator diagram. This will not give an accurate timing check but by comparison with a normal diagram or one taken during original engine trials, it may be seen if valve opening is early or late (Fig. 13).
E A R L Y O P E \ ' k S
N O R M A L
L A T E O P E N I N G
E A R L Y I G 2 T L U \ ! L A T E I G N I T I O N
Fig. 1 1 Dia!:am ahowlng early and late injection
Fuel injection timing can be checked by means of power and draw cards taken from the cylinder. The draw card particularly will illustrate early or late fuel injection (Fig. 14). This does not show the actual time injection commences but that at which ignition takes place. Provided the fuel is in correct condition and the injector operating normally, the time between injection and ignition is almost constant. It may also be possible to obtain needle lift diagrams from the fuel injectors, these give accurate timing but not many engines have facilities for taking them.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCLES AND TIMING
Sophisticated equipment is available in which transducers can record the pressure pulse within the fuel pipe and compare this with the pressure in the cylinder. This equipment requires an osci!loscope and is unlikely to be available in a normal ship's engine-room. If apparent faults occur in one cylinder unit only, they may be caused by defective equipment, incorrect adjustment or wrong cam position for that unit alone. If, however, they occur in all units, it would appear that the timing of the camshaft o r its drive mechanism is a t fault.
Accurate timing checks, measurements of clearances, adjustments, inspection and testing of parts can only be carried out while the engine is out of service.
Q. Describe how you would detect the following faults during the operation of a diesel engine. State possible causes and remedies.
(a) Afterburning ( b ) Early firing (c) Choked fuel valve (d) Leaky piston rings.
A. (a) Afterburning refers to slow or late combustion of fuel which takes place during the expansion stroke of the engine cycle. It causes loss in power, since the fuel is not burned correctly to transmit energy to the piston at the most effective part of the stroke. Combustion may still be incomplete when exhaust takes place, and the heat energy remaining. together with some unburned fuel, will be lost. Exhaust gases will be at high temperature and will contain black smoke from incomplete combus- tion. There will also be a higher gas pressure at blow down which will increase pulsing in the exhaust manifold.
Afterburning is detected by l_o&~ower. high exhaust temperature with smoke. It is confirmed by taking an indicator power card and draw card (Fig. 15). These show an increase in depth of diagram towards end of expansion together with late or slow ignition. Due to loss in engine power there will be ireduction in engine efficiency due to afterburning. It may cause burning in the exhaust valves and fouling of the exhaust system including turbo-chargers. These in turn may give rise to surging of turbo- charger and possibly fires in the uptakes. There will be a corresponding reduction in scavenge efficiency and high cylinder temperatures may make liner lubrication difficult.
Causes of afterburn~ng may be incorrect fpgldumg tlmi2gLfaulty fuel injectt, - ----- heavy fuel oil temperature too l o ~ . lack of scavenge alr or poor compression.
- - --- - -- -
Fig. 15 Diagram showing afterburning
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCLES AND TIMING
Remedies are to correct fuel timing by adjusting the fuel pump, fuel cam or clearance, change fuel injector, maintain fuel temperature for correct viscosity, clean scavenge ports and turbo-charger. It should be noted that low fuel temperature and lack of scavenge air (apart from choked ports) will affect all cylinders in the engine.
( b ) Early firing in a cylinder will cause a very high peak pressure at about top centre of the piston stroke. This will cause a heavy shock load to be transmitted to the bearings w ~ t h a corresponding knock from the englne. Thermal effic~ency of t h z c l e will be Increased and power will be ra~sed but exhaust temper2fiire w~l l be reduced.
---- - I - - ---- -- - -*
F I ~ 16 D~agram 5how1ng early ignltlon
Early fir~ng can be detected by the englne knock and can be confirmed by an ~ n d ~ c a t o r d~agram draw card. (Ftg 16) wh~ch shows a h ~ g h peak pressure. It may be caused by early Injection, by ~ncorrect fuel cond~t~on , overheated parts suckas a-ho_t
-- - -
p~ston, or even a scavenge firgcaaussnglgca! heat - Remed~es ~nclude checklng and correct~ng fuel pump tlmlng. malntalnrng corres! fueltemperature, and cool~ng of m o r n g p r t s i 7 n o t corrected the shock loads may cause damage to, or fa~lure of bear~ngs
( c ) Choked fuel valve may 6 e x e to contamlnatlon In the fuel In whlch d e b r ~ s may choke the small atomlser holes In the Injector Alternat~\el\ ~t ma\ be caused by a leaky injector allowing hot gas to blow back Into the Injector causing carbon to form and choke the injector. Overheating of injector nozzle may also cause build-up of carbon. There will be a loss in engine power. There will probably be hammering in the fuel pipes between fuel pump and injector and this may lead to rupture of fuel pipe. A choked valve can be confirmed by indicator diagram power and draw cards (Fig. 17), and reduced exhaust temperature.
The remedy is to change the fuel injector, clean the fuel system and ensure correct centrifuging and filtering of fuel, and maintain correct fuel valve cooling tempera- ture.
Fig. 17 Diagram showlng choked fuel lnjector
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
CYCLE-S A N D TIMING
Flg. 18 Diagram showing leaking plrton rings
( d ) Leaky piston rings are detected by poor combustion together with blow past of hot combustion gases. There will be a loss in engine power with the possibility of afterburning with the corresponding high exhaust temperature and smoke. It will cause high rate of cylinder liner wear due to poor lubrication, and may cause scavenge fires due to fouling of scavenge spaces. There is also risk of a seized piston due to local overheating. There will be low compression and consequently poor combustion. A compression diagram will show this (Fig. 18).
It may be caused by excessive cylinder liner wear; lack of cylinder lubrication; worn, broken, stuck or poorly maintained piston rings; worn piston ring groove landings allowing rings to cant and jam: carbon jamming rings in grooves. It will be aggravated if the engine is overloaded.
The remedy is to gauge c>l~nder liner and renew if necessary; overhaul piston; clean ring grooves and gauge them: machine or fit new groove inserts as necessary, and renew piston rings nith correct clearances. Maintain cylinder lubrication and avoid overload.
Q. Explain how individual cylinder powers in a medium speed engine can be balanced. What is the effect of operating for long periods under unbalanced conditions? How may a watchkeeper ascertain when conditions are normal?
A. The accurate measurement of power from individual cylinders in medium or high speed engines is difficult in practice. A number of assumptions have to be made regarding the operating efficiency of the engine. In order that these assumptions can be justified. it is particularly important that regular and correct maintenance is carried out on the engine and that any deviation from normal running is noted, investigated and corrected at the earliest opportunity.
Fuel injection equipment 15 particularly important and fuel pump settings, clearances and timings must he checked and maintained during periods when the engine is out of service. Fuel lnjectorc must be changed regularly, cleaned and tested to ensure trouble free operation. The injector is the most likely part of the system to be subject to faults in servlce. A fault in one injector will cause loss in power in the affected cylinder but may also mean that other cylinders are subjected to overloading as the engine governor attempts to maintain normal total power or speed.
With higher speed engines it is impracticable to take indicator diagrams due to accelerations of the indicator drum mechanism. The pressure scale may still be used and the indicator will produce a vertical line, the height of which represents the peak pressure in the cylinder during the cycle. Similar lines may be drawn for each cylinder and an atmospheric line can be added by hand movement of the indicator drum with pressure cock vented.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Alternatively a peak pressure indicator may be connected to the indicator cock of each cylinder and used to measure peak pressure in the cylinders (Fig. 19).
Assuming that the cyclic operations of the engine are normal, the amountsof fuel burned and power produced are proportional to the maximum (peak) pressure in the cycle. Thus a measure of engine balance can be carried out while the engine is in service by adjusting fuel pump settings to give equal peak pressure in each cylinder.
As a check that operating conditions in each cylinder are normal, peak compression pressures may be taken and compared in a similar manner.
Some further evidence of power balance can be taken from the corresponding position of fuel pump racks and also from the comparison of exhaust temperatu~es.
Exhaust temperatures are unlikely to be equal in a multi-cylinder engine, particularly when turbo-charged. but they will tend to follow a pattern. Whenthis relative pattern is established it can be as5umed the engine is power%alanced. Pump adjustment is limited to prevent fuel delivery at stop setting.
&:
P O I N T E R I N D I C A T E S P R E S S U R E B A L A N C E
1 3 . J S T ' v l E N T R A L ; A S D ' t S S J R E
P E A K P R E S S U R E ' S C A L E
L O ' v ' L E C T T O , ' . 3 3 A T 3 R C O C Y
Cooling water return from each unlt ,hould also he approximately equal in temperature.
If an engine operatei in an unbalanced condit~on. qome hearings and running gear may become o\erloaded: thiq ma! cauw o\erheat~ng and bear~ng failure. Overload in cylinders ma\ cause piston b l o ~ pazt. with the orr responding dangers of overheated or seized pistons. Unbalance s i l l also iet up vibrations which, if maintained for prolonged periods. \\111 cause fatigue from the fluctuating stresses induced. This may in turn lead to fat~gue crackins of metal in bearings, fracture of bearing studs or bolts, cracks in crank5haft and bedplate and slackening or failure of holding-down bolts. A watchkeeper may ascertain that running conditions are normal by observation of the relevant temperatures and pressures, particularly exhaust and cooling return temperatures. iubricating oil and turbo-charge pressures. The exhaust should be clear of smoke and there should be no unusual noise or vibration.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
SECTION 3
I Gas Exchange Processes
Q. Describe with the aid of sketches the methods of scavenging employed in large two-stroke diesel engines. Why is scavenging necessary and how is it obtained?
A. Scavenging of an internal combustion engine consists of the removal of exhaust gas from the cylinder after combustion and its replenishment with air for subsequent combustion.
Efficient scavenging is necessary for good combustion and it is required for the very first working cycle of the engine. The passage of scavenge air will also assist cobling of the cylinder and piston. Two-stroke engines rely upon a charge of scavenge air under slight pressure sweeping through the cylinder and expelling the exhaust gas in front of it. This process must take place while both scavenge and exhaust connections are open and the piston is near the bottom of the cylinder. Even in slow running engines. this allow5 only a very short period of time for scavenge to be completed.
Some mixing of air and gas will occur but this must be kept to a minimum and scavenging can be improved by supplying a volume of air in excess of the cylinder volume, the excess passing to the exhaust system.
P I S T O N S K I R
Fig. 20 Loop scavenge
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS EXCHANGE PROCESSFS
Air must be supplied at a higher pressure than that in the exhaust manifold and this may be obtained in a number of ways. Reciprocating scavenge pumps or rotary blowers driven from the main engine may be used. These will of course absorb some engine power.
The usual method in modern engines is to use exhaust gas driven turbo-chargers which do not consume useful engine power; the air will be cooled before reaching the scavenge ports. Combinations of scavenge pumps and turbo-chargers may also be used.
Scavenge air enters through ports near the bottom of the cylinder liner when these are uncovered by the piston crown near the bottom of its travel. It will continue to enter until the piston again covers these ports on its upward stroke. The directional flow of scavenge air within the cylinder is decided by the engine design and exhaust arrangements.
There are three basic methods of scavenging w~thin the cylinder. 1 . Loop scavenge in which air passes over the piston crown and rises to form a loop within the cylinder, expelling gas through exhaust ports cut in the same side of the liner above the scavenge ports (Fig. 20). 2. Cross scavenge where scavenge air is directed upwards. passing under the cylinder cover and down the opposite side, expelling gas through exhaust ports on that side (Fig. 21). 3. Uniflow or through-scavenge in which scavenge air passes straight up through the length of the cylinder forcing the exhaust through ports and valves at the top of the cylinder (Fig. 22).
S C A \ E ' b S E 4 9 F R C " \st 4 E - b a V 4 L \ E S
X H A U S T
- P S T d N
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
(;AS FXCHANGE PROCESSES
E X H A U S T
t , - - E X H A U S T
V A L V E 0 P E N
S C A V E N G E A I R
S C A V E N G E A 1 R
P I S T O N
In all these cases the swirl or direction of the air is assisted by the port edges being angled in one or two planes and by the shape of the piston crown. In cases 1 and 2 a piston skirt or exhaust timing valve will be necessary to prevent scavenge air leaking to exhaust while the piston is at the top of its stroke. Case 3 tends to give the highest scavenge efficiency with the least mixing of air and gas. It may also be used with greater strokelbore ratio and in opposed piston engines. It avoids the difficulty of high temperature gradient between adjacent scavenge and exhaust ports in 1, or the temperature difference on opposite sides of plston rings in 2. In single-actingengines, however. i t will require the f i t t in of euhau\t \a l \es together with the necessary operating gear and malntenancr.
In all engine. the tca\engr trunk~ng must be kept drained. must be regularly inspected and m a ~ n t a ~ n e d In a clean condition.
Q. What are the ad\antages of turbo-charging a two-stroke cycle main engine'? Describe and sketch such '1 s!3tem and explain arrangements made for manoeuvring.
A. Early two-stroke engines used main engine driven scavenge pumps or blowers to supply scavenge air at low pressure, but these absorbed power from the engine output. With the development of modern exhaust gas driven turbo-charger systems, an adequate supply of air can be obtained, not only for scavenging the engine but also for pressure charging.
All the power required to operate the turbo-chargers has been recovered from waste heat in the exhaust gases. The efficiency of the system is increased by fitting a
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS EXCHANGE PROCESSES
charge air cooler after the compressor. This will cool the air at constant pressure, increasing its density before supplying it for compression in the engine cylinders.
The mass of air per cycle can now be increased and the quantity of fuel injected can be raised to give a corresponding increase in engine output. It will also increase the thermal efficiency of the engine.
A simple system is shown inFig. 23, which consists of a turbo-charger and charge air cooler.
T U R B I N E T U R B O C H A R G E R ,/
E X H A U S T V P L V E
A V E N G E R T S
Exhaust gas from the cylinder operates the gas turbine, giving up some of its heat energy to d o so. The turbine drives a directly coupled air compressor, which draws air from the atmosphere. compresses it and then cools it in the charge air cooler before supplying it to the engine through scavenge ports.
A correctly matched turbo-charger is self regulating under normal conditions and the supply of exhaust gas energy will be matched by a corresponding demand for scavenge air. The turbo-charger must also be matched to the engine to establish stable operation under normal conditions.
When manoeuvring a two-stroke engine, scavenge air is required for the first cycle. A turbo-charger. however. cannot build up speed, compress air and supply ~t to the engine until there is some build-up of exhaust energy. Consequently there will be a time lag between demand for scavenge air and its supply. This lag ma! also occur when rapid changes are made in engine output. Due to losses. the turbo-charger alone may be unable to supply sufficient air to operate the engine efficiently at low speeds and some alternative air supply must be added.
Alternative methods may be:
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS EXCHANGE PROCESSES
1. Fitting of engine driven scavenge pumps in series with the turbo-charger. These take little power at full speed but supply a positive quantity of scavenge air at low speeds. 2. Use of under piston spaces to act as scavenge pumps. These will also be in series with the turbo-charger; they improve scavenging but absorb engine power. 3. Use of an auxiliary driven compressor to supply additional air to the air manifold. This method has greater economy since the compressor is only used when
I required. It is compact, requires little maintenance, uses little power and may be controlled automatically by the air pressure in the scavenge trunk. Q. Sketch and describe a turbo-charger suitable for use with large bore engines. Give materials used and describe bearing arrangements. How are these lubricated?
A. Fig. 24 shows a section of a turbo-charger as fitted to large bore engines.
T H R U S T B E A R I N G
It consists of a single stage. axial flow exhaust gas-driven turbine mounted on a common shaft with a centrifugal alr compressor. The turbine has a nozzle ring followed by a rotating disc with a single row of moving turbine blades. These blades are attached to the disc by fir-tree shaped roots and they have free room to expand when heated. Binding wires are fitted to the blades to reduce vibrations. Blades and nozzles are manufactured of heat resisting steel or nickel alloy. The turbine casing is in two parts, both of cast iron with adequate water cooling spaces. There are inspection and cleaning covers to these spaces which are circulated with fresh water from the engine cooling system. A drain valve is fitted in the exhaust gas space.
The air compressor consists of a radial flow impeller disc together with an inducer, both are of aluminium alloy. The impeller discharges air through a diffuser
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS EXCHANGE PROCESSES
t o a volute casing. Compressor casing, also in two parts, is of cast aluminium and is uncooled. Air is drawn from the engine-room atmosphere through inlet filters which may be removed for cleaning. Air inlets are streamlined and fitted with insulation internally to reduce noise.
Turbine nozzle ring, air diffuser, impeller and inducer will be replaceable to allow matching between turbine and compressor and between turbo-charger and the engine to which it is fitted
Two labyrinth seals are fitted to the shaft, one between thrust bearing and air compressor and the other between turbine and bearing. They are sealed with air under pressure from the compressor discharge through internal passages and restriction plugs. Air from glands passes to the atmosphere o r assists cooling of the turbine disc. T h e seals prevent possible oil leakage into the turbine o r compressor or exhaust gas into the corresponding bearing oil. Some air will pass down the back of the impeller through a labyrinth arrangement. This air is then passed along the turbine shaft assisting cooling and leaves with the turbine exhaust gases.
Two shaft bearings are fitted, one at each end of the shaft allowing accessibility and cooling. E n d thrust is taken a t the compressor bearins. the turbine bearing allowing expansion adjustment.
Bearings may be either of plain sleeve type with copper lead bushes on hardened steel shaft sleeves, o r alternatively ball and roller bearings may be used. Ball and roller bearings reduce friction drag but are susceptible to vibrations and fatigue both when running and also from externally generated vibrations when not in use. They must be fitted in resilient mountings which use springs and oil damping in both axial and radial directions. These bearings also have a fixed fatigue life and they must be renewed at stated lnter\als (sa! 8000 hours).
Lubrication of the bearinpi ma! be by various means. Ball and roller bearings may be lubricated b! \elf-conta~ned gear t!pe pumps operated from the shaft and drawing oil directl! from the ~ndepsndcn t bearing sump. Oil level must be maintained In the5e iump\ and the 011 \houlJ be renewed at stated intervals.
Alternativel:, the bearlngr. ma! be lubricated b! external s\stems. Either by connections from the engine lubricating !.item cons~sting of pumpling takes place3
A. In modern two-stroke turbo-charged engines a charge air cooler is necessary. Compression will raise the air temperature and a charge air cooler is fitted to reduce the temperature of the air betneen the turbo-charger and the engine inlet manifold. I t causes increased air density at l one r induction temperature. The engine is maintained a t safe working temperatures and the lower compression temperature reduces stress on piston rings, piston and liner.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS EXCHANGE PROCESSES
Increased density will raise scavenge efficiency and allow a greater mass of air to be compressed, more fuel may now be burned giving an increase in power.
Fig. 25 shows a section of a charge air cooler. The air makes a single pass through the cooler and, for efficient cooling, its velocity should be low and cooling area large. This is obtained by making the air inlet connection divergent; the outlet is convergent to restore air velocity after cooling.
Condensation of moisture in the compressed air will occur during cooling and a drain is fitted to the outlet side air casing to allow this condensation to be removed. A moisture eliminator may also be fitted to remove entrained water droplets from the
S E A W A T E R
1 N O U T
I t D I V I S I O N P L A T E
W A T E R T U B
\ F I X E D T U B E
A I R DL' A I R I N
F I N S
R l N G -. -
M O V I N G T U B E P L A T E
S E A L R l N G
W A T E R B O X
D E T A I L O F S E A L R I N G D E T A I L O F F I N S S O L D E R E D T O T U B E S
Fig. 25 Charge air cooler
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS EXCHANGE PROCESSES
air stream. The drain should be kept open and its discharge noted. This will also indicate if a cooling water leak has occurred.
The cooler consists of a tube stack of aluminium brass tubes rolled and solder-bonded into two brass tube plates. Cast iron water boxes are attached to tube plates and allow salt water circulation within the tubes to make two passes. One tube plate is secured to the casing while the other is free to move axially as thermal expansion occurs. The air seal is maintained by means of a fitted rubber joint ring. An air vent is fitted to the top water box to remove air which may have been released from the salt water system. Corrosion plugs may be fitted within the water space.
Thin copper fins are solder-bonded to the outside of the cooler tubes, the air will pass between these plates, which greatly increase the area of heat transfer. The cooler is completed by two side plates of mild steel or aluminium alloy.
Temperatures and pressures are recorded at each inlet and discharge. Discharge air temperature should not exceed 55C since engine temperatures-notably the exhaust temperatures-will increase, with loss in efficiency due to reduction in air density.
Undercooling is cooling the air below its dew-point at the corresponding pressure. The temperature should not be taken below 20125C or excessive condensation may occur.
Excess water carried into the engine cylinders will promote corrosion and wear and may remove cylinder liner lubrication.
Air at very low temperatures will also cause thermal shock when in contact with high temperature liners and pistons.
Some measure of cooler efficiency can be ascertained from the difference between air discharge temperature and cooling water inlet temperature under normal running conditions. a rise in this indicates fouling of the cooler.
An increase in the air pre\\ure drop indicates fouling of the air passages, while increase in water pressure drop indicate\ fouling of water side.
When necessary. charge air cooler\ can he cleaned while out o f service. Water side may be cleaned by remo\ ins water bo le \ and bru\hing through tubes. If this does not remove the scale. acid cleaning ma! be carr~ed out. after which it must be flushed through.
Air side may be blown clear \\ith a cornpre55ed alr or steam jet and specially shaped brushes may be used. If these do nor remove the dirt. the stack may be immersed in a hot degreasing fluid and then blown clear.
After cleaning, a pressure test of about 300kN/m2 should be carried out o n the water spaces.
Q. With regard to a four-stroke diesel engine, explain why: (a) Air inlet and exhaust valves open inwards (b) Some valves are cooled while others are not (c) Tappet clearances are necessary in valve operating gear.
What are the consequences of having clearances in (c) greater or le
G A S E X C H AXGE PROCEShF,
allowed to build up, cause blow-by of hot gases and burning of valves. Some protection of the valve seat is given by the valve lid during combustion in the cylinder.
Valve springs and the operating mechanism can be of moderate proportions, reducing inertia of parts and power demand from the engine. In order to facilitate overhaul of the valves without removing the cylinder cover, valves together with their springs, etc., may be fitted in separate cages.
(b) Cooling of exhaust valves will prolong the useful life of valves, seats and bushes. It will maintain temperatures low enough to prevent burning and rapid wear and also allow lubrication of the spindle bushes, reducing wear and maintainingvalve alignment. Valve damage may also be reduced by depositing hard corrosion resisting
I materials such as stellite on seats, in way of bushes and tappets. When burning heavy fuels containing vanadium and sodium compounds, valve temperatures must be kept below 530C. above which deposits and corrosion may occur.
Cooling is carried out by circulating the valve cage and seat with fresh water. In some cases the valve itself may be cooled by cooling passages with flexible external connections. Valves and seats should be made of materials which readily conduct heat from the valve lid. Valve cages must be a good fit in the cylinder cover in order to transfer heat to the cover.
When exhaust valves are not central in the combustion chamber. heating will not be symmetrical on the valve lid and an automatic rotating device may be fitted causing the valve to rotate slo\vl>. thereby avoiding local overheating.
E X H A U S T V A L V E C A M S H A F T
F I ~ . 26 Exhaust valve
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
GAS E.XCHANGE PROCESSES
Air inlet valves do not require additional cooling since their mean temperature is much lower due to the passage of cool air through the valves during each cycle. These 4 valves operate under less arduous conditions than exhaust valves and the period between their maintenance is longer.
(c) Tappet clearances are necessary to allow for thermal expansion of the valve spindle length at working temperature and to ensure that positive closing of the valve ~mntinues as it wears or seats during use. Clearances should normally be set while the engine is cold and the cam follower is off the cam peak. Wear of the valve gear will tend to increase cleara~ices.
Excessive tappet clearance will cause the valve to open late and close early in the cycle and will reduce the maximum lift of the valve. It will also cause noise, and eventually damage, from the impact of working surfaces.
Insufficient clearance will cause the valve to open early and close late with increased maximum lift. In extreme cases, it may prevent the valve from closing completely as it expands, or beds in. This, in turn, will cause hot gases to blow past valve faces, causing burning of valve, low compression. etc.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
SECTION 4
Engine Parts
Q. Sketch and describe a cylinder liner suitable for a large two-stroke main engine. Show how it is secured and how expansion is allowed. Why is cooling necessary?
A. The cylinder liner shown in Fig. 27 is for a large two-stroke poppet valve engine. The liner is manufactured from pearlitic grey cast iron containing vanadium and titanium; these refine the structure giving increased strength and wear resistance while reducing corrosion from sulphur present in the fuel.
C Y L I N D E R C O V E R
L I N E R
L U B R c 4 - 3 H O L E S
S C A V E N G E P O R T S
Fig. 27 Cylinder liner
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
The thickness of the liner must give adequate strength to resist gas load hut thickness is limited by the necessity to maintain cooling and limit thermal stress.
Cooling is carried out by the circulation of fresh water within a cast iron cylinder jacket into which the liner is fitted. Cooling water space on the outside of the liner extends from just above the scavenge space up to the position of the top piston ring when the piston is a t the top of its stroke. Water from the main cooling system enters the jacket at its lower end and leaves a t the top from where it passes to cylinder covers. Cleaning and inspection covers are fitted to the jacket.
The cylinder cover, which lands on the top of the liner, is secured to the jacket by a number of cover studs and these ensure a watertight joint between liner, flange and jacket; the liner being fixed a t this position. Tie bolts pass from the top of the jacket t o the transverse members of the engine bedplate, these transmit the gas load and are pre-stressed to maintain the jacket in compression.
T h e portion of the liner encased in the scavenge space has a row of scavenge ports which are uncovered by the piston a t the bottom of its stroke. The liner is free to expand downwards, a water seal being made a t the lower end of the jacket by two silicone rubber rings fitted within grooves machined in the liner. There is an access space between the jacket and scavenge trunk and any water leakage from the gland can b e detected here. A similar gland with two more seal rings is fitted where the liner enters the scavenge trunk.
Lubricator connections to the liner are positioned within the access space. Cooling of the liner is necessary to reduce thermal stress within the material. It
will also limit thermal expansion in order to maintain clearance of piston. The reduction in surface temperature of the liner will allow adequate lubrication of this surface, ensuring gas seal and reduced liner and piston ring wear.
In engines with exhaust ports. further seals must be made in the jackets because of these. Such seals will then ~ncludt. copper rings to assist location of the liner.
Q. Describe how a new liner is fitted to ,i large tuo- \ t roke dieqel engine. State any checks made and the procedure \ \hen br~ngirig the e n g n e back Into \er\Ice.
A. It will be necessary to remove the old l ~ n e r \\ hich ma!. be c a r r ~ e d out as follows: Cylinder cover together with valves. operating gear and connections must first be
removed and landed safely. Piston and rod are then removed. The cylinder jacket is now drained and cylinder lubricator connecting quills
removed. A strongback is now fitted to span the top of the liner and is supported on the
jacket at each end. Long bolts pass through the strongback to a crossbar fitted at the lower end of the liner (Fig. 28).
By tightening the nuts on top of the strongback o r by applying oil p r m u r e to jacking nuts. the liner can be 'started' from its landings. Strongback nuts are follcnved down to grip the liner axially between strongback and crossbar. The crane is attached and it may now be lifted clear.
Cooling spaces and landing wrfaces of jacket \hould bc cleaned and ~nspected. I t is advisable that. after cleaning and close inspection. the ne\\ liner 1s gauged
before fitting. The liner should be trled in position without seal rings to ensure clearance. The strongback. now ~nver t ed . and the crossbar should have been fitted to the new liner.
Correct rubber seal rings are fitted in the appropriate grooves and may be smeared with a lubricant such as tallow: jointing compound mav be applied to the
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
sealing surfaces of the 11ner flange. The new liner may now be lowered carefully into the jacket. Final l a n d ~ n s ma! be carried out by nuts on cover studs drawing the strongback down until the liner has landed securety on its joint faces. Care must be taken to align the liner circumferentially with the markings on the jacket; this will locate correct positioning for lubricator connections, etc. In some engine liners the ports will differ around the circumference.
The new liner should be regauged after final landing to check any distortion. These gaugings should be recorded to assist later estimates of liner wear, etc. to be made. Lubricator connections are refitted and lubricators tested.
New piston rings should be fitted with a new liner and all running-in procedures of reduced fuel and increased lubrication should he carried out.
After the cylinder co\ er is hardened down. a water test must be carried out on the jacket, lubricator point\ and \eal r l n p .
For engines in nhich c\llndrr liners land on a head ring on the entablature, the lifting strongback ma! he iscured d~rectly to the head ring and this, together with the liner, may then be lacked from the entablature without the necessity for a crossbar.
Q. How is wear in 'I c\ l~nder I~nsr nien~ured" Give causes of llner wear. What is the effect of running an enpnz n ~ t h more than the recommended maximum wear?
A. Wear in a cylinder liner iz mainly due to friction, abrasion and corrosion. Each o f these may have a number of causes.
Frictional wear takes place between the sliding surface of cylinder liner and piston rings. This will depend upon the materials involved, surface conditions, efficiency of cylinder lubrication, piston speed. loading of engine with corresponding pressures and temperatures, maintenance of piston rings, combustion efficiency and contamination of air or fuel.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
Corrosion occurs mainly in engines burning heavy fuels, particularly with high sulphur content. It is caused by acids formed during combustion and these must be neutralized by the use of alkaline type cylinder oil. Sulphuric acid corrosion may be caused in the lower part of the liner if the jacket cooling water temperature is too low. This may allow moisture to condense in the cylinder, forming sulphuric acid. It can be prevented by maintaining jacket temperatures above the corresponding dew-point.
General corrosion may also be increased if the charge air cooler is undercooled, allowing condensed water droplets to be carried into the cylinder with scavenge air.
Abrasion may take place from the products of mechanical wear, corrosion and combustion-ali of which form hard particles.
Cylinder liners should be gauged internally at fixed intervals during cylinder overhaul (6000-8000 hours) to measure accurately the increase in cylinder bore. Continuous records of gaugings should be kept for each cylinder.
The liner must be cleaned and inspected. General appearance of the surface may show whether lubrication has been adequate.
The liner is now gauged with a micrometer and extension bar which has been calibrated against a master gauge. The liner should preferably be cold. but if this is not possible, the gauge must be at the same temperature as the liner to cancel expansion effects.
Fig. 29 Ltner gauging
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE PARTS
I F I ~ 30 Record of w e a l Gaugings are taken at a number of vertical positions (6 to 8) over the area swept
by piston rings. Readings are taken in fore and aft and in athwart-ships directions. To ensure readings are taken at corresponding points. a template may be used. Gauging figures are noted as total wear from original and mean rate of wear since the last recording was made.
The pattern of wear over the length of the liner will differ according to engine type but in single-acting, two-stroke engines, it tends to be greatest at the top of the stroke adjacent to the combustion space where pressure and temperature are greatest. This reduces towards the lower end of the stroke, but will increase in way of exhaust and scavenge ports where relative pressure on port bars is increased and blow past may remove lubricating oil film (Fig. 31).
The rate of liner wear varies over the life of the liner. It is high during the initial running-in period after which it should reduce to an almost constant rate for most of i the useful life of the liner. Finally the wear rate will progressively increase as wear becomes excessive (Fig. 32) .
Normal wear rates differ but an approximate figure of O.lmm per 1000 hours is usually acceptable. Wear rates will be increased if the engine is over-loaded. Maximum wear before renewal is usually limited to 0.6-0.8 per cent of original diameter. The time when this figure will be reached can be anticipated from wear records, and advance ordering of replacements can be made.
After gauging, any ridges on the liner should be ground off. These may be evident at the top of the ring travel and at port bars. Ridges may be due to broken piston rings or where the piston has been raised to readjust compression. If new piston rings are fitted, the liner should be de-glazed. T o allow running-in, cylinder lubrication should be increased temporarily.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
- - - - - - - - - - --- - --
ENGINE PARTS
P I S T O N R I N G
Fig. 3 1 Liner wear pattern
T I M E -
Fig 12 Liner wear rate
Ports must be cleaned. ,harp edges removed, lubricators tested and a close inspection made f o r possible cracks before putting back into service.
Chromium plated liners may be used to reduce wear rates. These have deposits of porous chrome which retain lubrication while reducing wear and corrosion. Liner life may be extended in this way but the initial cost of the liner is increased.
If the cylinder is operated with excessive wear. the rate of wear will rapidly increase. Gas blow past may remove lubr~cating oil film. piston rings may distort and break. piston slap may cause scuffing. Compression may be reduced causing incorrect combustion with fouling of the exhaust system. carbon may be formed at exhaust ports, and oil blown into the scavenge will increase the risk of scavenge fires.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE PARTS
Q. How is cylinder liner lubrication carried out: (a) In large bore crosshead type engines (b) In trunk piston engines?
What are the effects of insufficient or excessive cylinder lubrication?
A. Cylinders liners require adequate lubrication in order to reduce piston ring friction and wear. The oil film also acts as a gas seal between liner and rings and as a corrosion inhibitor.
(a) In large crosshead type engines the cylinder is isolated from the crankcase and a separate cylinder lubrication system is fitted which supplies a measured quantity of oil to each liner.
Special highly alkaline cylinder oils are used when burning heavy fuel and since these properties are expended in use, any oil recovered from drains must not be used further.
Oil is injected through a number of holes drilled in the liner, there are usually six or eight of these, displaced circumferentially around the liner at a chosen vertical position within the piston stroke. Oil is supplied by pressure pulse from mechanical lubricators driven from the engine camshaft and regulated to deliver at the required rate. Lubricator quills are connected to the oil holes, these contain non-return valves to prevent hot gases from the cylindcl- blowing back Into the system. They may pass through the jacket cooling space. in ~vhich case water seals must be fitted. These should be tested periodicall!. The ~er t i ca l position of the lubrication points will depend upon the cnglne design. The! should be clear of the combustion space with its high pressure5 and temperatures but should also be clear of exhaust or scavenge ports in the liner. since unused oil ma) be lost through these.
Distribution of oil around the liner circumference may be aided by oil gutters adjacent to the lubricator points and angled downwards to assist flow by gravity, while reducing piston ring chipping effect. Some engines are fitted with an oil spreading ring in the piston. Lubricating oil is spread over the length of the liner by the piston rings during their stroke.
Ideally lubricators should be timed to inject oil between the piston rings as they pass. In practice. due to the elasticity of the system. this accuracy is difficult to achieve. while out of phase timing may cause a greater loss of oil to be swept into the ports. Consequently. timing of lubricators is not generally attempted.
Mechanical lubricatorz should be operated by hand before starting the engine to ensure prlmlng of the connection\ and injection of oil for the first engine move- ment.
The supply should he ~ncrcdwd during running-in periods for new cylinder liners or new piston rings.
In opposed piston or exhaust piston engines. two sets of lubricator points are fitted toeach liner. one
-- -- -
ENGINE PARTS
C Y L I N D E R L U B R I C A T O R Q U I L L
I N L E T
N . R . V A L V E
-1 S P L A S H L U B R I C A T 1 9 \
cylinders will also drain into the crankcase and consequently a common oil is used for both cylinders and crankcase.
Operation of an engine with insufficient cylinder lubrication will cause high wear rates to liner and pisto2 rings. Corrosion of the liner may increase when burning heavy fuel. Loss of oil seal to the piston rings will cause blow past of hot gases causing local overheating, rapid breakdown of surfaces and possibly piston seizure. In trunk piston engines there is also danger of a crankcase explosion. Excessive lubrication will cause carbon deposits. piston rings sticking in grooves allowing possible breakage or blow past. There will be fouling of the exhaust system including turbo-charger and contamination of scavenge spaces.
Q. How are cylinders isolated from the crankcase in large crosshead type engines, and why is this desirable? Describe the necessary maintenance and give effects of incorrect maintenance.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
L -- - - -- - - -- -- -- --
ENGINE PARTS
I A. In large crosshead type diesel engines a diaphragm is fitted to isolate the lower end of the cylinder from the crankcase. This is desirable to prevent contamination of the crankcase lubricating oil with residue from combustion, corrosion, wear, used cylinder lubricating oil and exhaust gases which may be blown past the piston rings. The use of a diaphragm allows the choice of a separate special oil for cylinder lubrication which. when burning heavy fuel, requires high alkalinity and other properties not compatible with its use in the crankcase. Mineral type oils with better lubricating and cooling properties may then be used for the crankcase system.
When burning heavy fuel in engines not fitted with diaphragms, it is found that contamination of the crankcase oil causes corrosion of white metal bearing surfaces during operation. and corrosion of steel journals while the engine is stationary. This leads to destruction of fine bearing surfaces, bearing failure. choking of oil passages, etc.
The diaphragm in some engines is used to seal off the scavenge space and by the addition of non-return valves is used for under piston scavenging to assist the turbo-charging, particularly during manoeuvring.
It may act as a support for telescopic pipes and glands for piston cooling water i I connections.
! The piston rod must pass through the diaphragm and a piston rod gland is fitted.
Fig. 34 Piston rod gland
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE PARTS
This consists of inward sealing metallic packing and oil scraper rings. Each ring consists of three or four segments which are a good fit on to the piston rod surface and are held by a coiled garter spring. There must be sufficient circumferential butt clearance between segments.
The gland consists of two sections, and rings in the upper section act as seal rings for scavenge pressure and scrape off any residue or dirt from the piston rod on its downward stroke. This contaminated oil residue should be conveyed to the sludge tank.
The lower section rings act as oil control rings and scrape off excess crankcase oil from the piston rod during the upward stroke. This oil is returned via drains to the crankcase system.
A void or vent space is left between the two sections and the drain from this should be inspected regularly to ascertain the efficiency of the gland.
Maintenance of the gland consists of maintaining correct clearances of ring segments in circumferential (butt), axial, and radial directions; checking tension of garter springs and keeping drains and vents clear. Particular care must be taken during removal of piston and rod to prevent damage to the gland.
Incorrect, or lack of, maintenance may lead to contamination of scavenge space with oil, loss of scavenge air, contamination of crankcase oil and damage. with possible overheating of the piston rod, leading to danger of a hot spot within the crankcase and risk of eventual explosion.
Q. Sketch and describe a piston for a large crosshead type main engine. State materials used. Why 1s cooling necessary and how is it carried out? Give the advantages of oil or water cooling for pistons.
-
= I : , 3 5 3 1 " T S
L O C K I N G P L A T E
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE PARTS
A. The piston shown in Fig. 35 is for a large two-stroke, crosshead type main engine. The piston is cast of heat resisting alloy steel containing chromium and molybdenum to maintain strength at high temperatures and resist corrosion. The use of such material allows the top of the piston crown to be thin enough to ensure adequate cooling while strong enough to resist the high pressure gas load. It is shaped to assist flow direction of gases during scavenging, and is supported and further cooled, by internal ribs.
The cylindrical wall of the piston is shaped internally to ensure cooling but is thickened to accommodate the piston ring grooves. The external shape is tapered slightly above the top ring groove to allow some distortion during combustion conditions.
There are five piston ring grooves, each of which has its lower wear surface chromium plated to resist wear.
The piston is water cooled internally with fresh water which enters and leaves through reciprocating pipes and glands. The water outlet in the piston is set near the crown to ensure that the piston remains full of water at all times. Drainage connections are made from the water glands to prevent any water leakage from entering the cylinder or crankcase.
The piston cooling space is closed by a bolted cover fitted with rubber seal rings to prevent leakage. Rubber seal rings are also fitted at the attachments of reciprocating cooling pipes and between piston and the piston rod flange. A short cast iron piston skirt is secured between the piston rod flange and the underside of the piston, aspigot and rubber ring sealing this junction. The skirt is uncooled and acts as a guidewithin the liner. It has two leaded bronze bearing rings caulked into grooves to prevent possible damage between skirt and liner. The lower edge of the skirt also reduces loss of scavenge air to exhaust ports.
The piston rod is of forged steel and its top flange is attached to the piston by a number of long piston studs. These are fitted with distance washers to improve their resilience. Nuts are locked after hydraulic tightening. The lower end of the rod is stepped to pass through the crosshead, the piston rod nut being hydraulically tightened and then a locking device is fitted. A locating dowel is fitted and the lower end of the rod is counterbored to improve resilience of the screw thread.
Cooling of a piston is necessary to remove excess heat from combustion and to limit thermal stressing. I t also limits thermal expansion to maintain correct clear- ances between piston and l ~ n e r and between piston ring grooves and rings. Cooling may be carried out b! circulat~ng e ~ t h e r Lvatsr or oil.
Fresh water cooling has the ad\ antage of greater thermal capacity than oil; it may also sustain higher outlet temperatures (up to 70C) improving thermal efficiency. Inhibitors are necessary to pre\ent corrosion in the system and adequate venting must be maintained.
Water cooling has the disad\.antage of requiring flexible connections and glands to convey it to and from the piston: these glands require maintenance and there is the possibility of crankcase contamination from gland leakage in some engines.
Oil cooling has lower thermal capacity and a lower temperature limit (56C) to prevent carbon or lacquer forming on hot surfaces, with consequent loss in heat transfer or choking of passages. This may require an increased through-put. The system may form part of the crankcase lubrication system using the same oil and a common connection to crosshead and piston cooling may be employed. Simple glands may be used for piston connections and there is no danger of contamination of
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE PARTS P ",
crankcase. There may be some deterioration in oil condition due to the thermal " - - cycling.
In either system periodic cleaning and inspection of internal cooling surfaces must be carried out.
When operating cooling systems the rate of circulation should be maintained to keep the system flooded. Necessary adjustments can be made to temperatures.
Cooling of jackets and pistons must be maintained for aperiod after the engine is stopped in order to allow gradual reduction in temperatures and thermal stresses.
Q. Describe the operations required for removal of a piston and rod from a crosshead type engine. State what inspections and adjustments should be made. A. Before removing the piston it will of course first be necessary to remove the cylinder cover. valves and connections. If carbon has been deposited around the top of the liner, this should be cleaned off before attempting to lift the piston.
Engine turning gear should be used to turn the piston to top dead centre position. Screw threads in lifting holes in the piston crown must be cleaned and the piston lifting plate or brackets securely bolted into place; the crane is then attached. After removal of its locking device, the piston rod nut or nuts securing it to the crosshead are slackened hydraulically and removed.
The weight of the piston and rod is taken on the crane and then turning gear is used to turn the engine and lower the crosshead clear of the piston rod. Care must be
E N G I N E 9 0 0 M C R A N E
Fig. 36 Changing a piston
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
1 . ENGINE PARTS taken to protect threads from damage. The piston and rod may now be lifted by the crane. In some engines, the piston rod gland is freed from the diaphragm and lifted with the rod, in others special devices prevent damage as the rod is lifted. Where piston cooling connections are fitted, care must be taken to avoid damage or misalignment.
When piston and rod are clear of the liner they may be landed for inspection, removal of rings and cleaning.
The piston should be inspected externally for wear, corrosion and cracks. The crown should be gauged to reveal any burning or corrosion. Careful examination should be made for fatigue cracks. Piston ring clearances are gauged and then the rings removed by means of the retractor or tensioner. Ring grooves are cleaned, examined and gauged for wear or taper, particular care being taken with flatness of landing surfaces.
Internal cooling spaces of the piston should be cleaned and surfaces inspected. This will require removal of the piston rod and seals. Lockingdevices on piston studs are dismantled and nuts slackened hydraulically. Studs must be inspected and tested.
r All surfaces must be cleaned and new seals fitted. After reassembly, a pressure test of cooling spaces should be carried out.
The piston rod should be inspected for wear and cracks, particularly at its connection with the crosshead.
If new piston rings are to be fitted. they must be gauged for gap in the unworn part of the liner. and axial clearance and free movement in grooves must be checked. Ring
. gaps should be spaced at 180' in alternate grooves. After cleaning and gauging of liner. etc.. the piston and rod may be replaced. A
guide ring is placed at the top of the liner to assist entry and all necessary surfaces are ?lubricated. During lowering, equal care must be taken of threads, glands and cooling systems. The maker's instructions should be carried out, particularly regarding slackening and tightening of all bolts and studs. Locking devices must be fitted correctly.
The utmost safety must be observed at all times. Lifting gear must be kept in good order and all parts made secure. Air starting system must be shut off before engaging I the engine turning gear.
I Q. What materials are used in the manufacture of piston rings for large slow running diesel engines'? How are these fitted to the pistons? State the clearances that are necessarq and the reason\ for these.
Give possible causes for defectite piston rings in service and the effects on operation of the engine.
A. Materials for diesel engine plston rings must have good strength, elasticity and wear resistance with low friction. and must maintain these properties at high working temperatures. They must resist corrosion. readily transfer heat and have thermal expansion compatible with the piston in order to maintain ring groove clearances.
For large two-stroke engines. most rings are cast and machined from pearlitic grey cast iron. This may include some additions such as chromium, molybdenum, vanadium, titanium, nickel and copper. In some engines spheroidal graphite iron is used, which has greater hardness and tensile strength.
The cross-section of piston rings is rectangular with small radii on all edges. This allows an oil wedge to build up on the outer surface and prevents sticking at the back of the ring groove. The section may vary adjacent to the ring butts.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
-- - --
ENGINE PARTS
C I R C U M F E R E N T I A L O R B U T T C L E A R A N C E
6 1 R I N G S E C T I O N - - _ _ _ --
F I ~ 37 Piston rlngs
Rings are machined either circular or to a cam shape from which they expand to form a circle a t working temperatures and avoid port chipping. A radial cut is made and the shape of ring joint ends may be butt (vertical). which gi\es a robust joint for top rings; scarfed (diagonal). giving better gas seal but i. less robust: or a formof lap or bayonet joint which gibes a good gas seal but is more \ ulnerable to breakage and is only used in some lower rings (Fig. 3 7 ) .
Piston compression rings are fitted In corresponding ring grooves machined in the piston. They will bear heavily on the lo~ver surface. or land of the groove during the power stroke and these lands must remain true or rings will distort. T o reduce wear on the groove lands, they may be chromium plated, heat treated, o r have wear rings fitted.
PRADEEP@MSC SHIPPING
PRADEEP@MSC SHIPPING
ENGINE PARTS
Rings are sprung outwards to pass over the piston and released into the grooves which have been oiled. The rings should then float freely within the whole depthof the grooves. A special retractor should be used to give even bending moment without twisting the ring section. Excessive bending should be avoided.
In use piston rings convey heat to the cylinder liner and act as a gas seal between this and the piston. They must be free to follow the liner surface irrespective of transverse movement and will build up an oil wedge on the liner, reducing wear and spreading the cylinder lubrication. The outward pressure is initially due to elasticity in the compressed ring but is increased by gas pressure which acts on the back of the ring. This pressure is greatest in the top rings, the temperature is also



















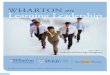




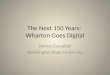

![[lo kaze aj-aj-aj]. Haplology in Modern Hebrew plural marking](https://img.pdfslide.us/doc/110x75/618a1aee2858670919149814/lo-kaze-aj-aj-aj-haplology-in-modern-hebrew-plural-marking.jpg)
