Embed Size (px)
Citation preview

Effect of Steel Substrate Roughness on GA and GI Coating Roughness during the Gas-Jet Wiping Process
Joseph R. McDermid1, Andrew N. Hrymak1. Richard Fourmentin1, Siamak Salari1 and Frank E. Goodwin2
1 McMaster University, 1280 Main St. W., Hamilton, Ontario, Canada L8S 4L7 phone: (905) 525-9140; FAX: (905) 572-7944
e-mail: [email protected]; [email protected]; [email protected]; [email protected]
2 International Zinc Association, 1822 East NC Highway 54, Suite 120, Durham, NC, 27713-3210, USA phone: (919) 287-1878; FAX: (919) 361-1957
e-mail: [email protected]
Key words: galvanizing, galvannealing, strip roughness, gas-jet wiping, coating weight control
INTRODUCTION
Gas-jet wiping and its control are critical sub-processes in the continuous galvanizing (CGL) process. The process has been the subject of some investigations and fluid flow modeling work in the past [1 – 6], but these efforts have uniformly assumed that the solid/liquid (steel substrate/molten Zn) interface against which the gas-jet acts is a planar interface with little or no roughness. This assumption does not represent reality from several points of view. First, the vast majority of steel sheet processed through the CGL process is either cold-rolled via ground rolls to produce the commonly encountered “matte” finish or is hot rolled and pickled to give a relatively rough finish – i.e. the solid/liquid Zn interface is not planar and has a finite and variable roughness in all real cases. It is likely that these rough interfaces introduce viscous drag effects, which may affect the average coating weight and local coating thickness. For example, roughness may be a factor when wiping higher coating weights, often associated with rougher hot-rolled substrates, where positive deviations from computed coating weight values have been observed [6]. There is also anecdotal information that similar effects are seen during galvannealing operations. Furthermore, the as-received surfaces are likely those entering the gas-jet wiping process as the substrate surfaces are altered by chemical reactions occurring in the CGL bath [7], which may in turn affect the characteristics of the solid/liquid interface against which the gas-jet acts. In particular, substrates subjected to the higher Al galvanizing process are characterized by a thin, integral, finely crystalline η-Fe2Al5ZnX interfacial layer (a.k.a. inhibition layer) at the solid/ liquid Zn interface during the gas-jet wiping process [7]. Conversely, substrates subjected to the lower Al baths consistent with the galvannealing process have undergone either partial or complete inhibition breakdown by the time the strip enters the gas-jet wiping process, with the solid/liquid Zn interface being comprised of coarser ζ-FeZn13 intermetallics or, more often, a mixture of ζ-FeZn13 and η-Fe2Al5ZnX intermetallics [7]. Thus, there is a lack of knowledge on the typical roughness characteristics of steel substrates entering the gas-jet process, the effect of roughness on observed coating weight, and how the initial (relatively easily measured) roughness characteristics are altered during processing through the CGL bath, possibly producing a significantly different solid/liquid interfacial roughness. The objective of the present contribution is to examine and characterize the roughness of various as-received steel sheet substrate finishes and to characterize the changes brought about by chemical reactions taking place in the galvanizing and galvannealing CGL bath. In particular, this study will focus on the classification and quantification of the structure and roughness of the solid/liquid interface coincident with entry of the strip into the CGL gas-jet wiping gap.
EXPERIMENTAL Experimental materials comprised low carbon sheet steels in one of three as-received surface finishes: (i) bright rolled (BR), produced using polished cold rolls (ii) cold rolled (CR) sheet produced using “normal” grind cold rolls and (iii) hot rolled (HR) and pickled. Both the BR and CR materials were 0.90mm thick in the as-received condition and the HR material was 1.98mm. All as-received sheet steels were cut into panels measuring 120mm 200mm with the longitudinal axis of the sample being parallel to the rolling

direction. HR samples were subsequently flash pickled at room temperature using a solution 477mL concentrated HCl + 645mL de-ionized (DI) water + 2g hexamethylene tetramine for 120s for remove any remaining surface scale or oxides. Prior to the measurement of as-received (i.e. before coating) roughness, all samples were cleaned using an 80C 2% NaOH solution and a nylon brush, followed by ultrasonic cleaning and rinsing in 20C DI water and storage in anhydrous isopropyl alcohol to prevent further oxidation. Following cleaning, the samples were wiped and dried in a warm air stream and the as-received roughness of all samples was measured via a Zygo white light interferometer over 40 randomly selected fields on each side of the sample. In the present case, the
average roughness or a
R was used as the roughness measurement, where:
L
aR x x dx (1)
where x is the height value at the analysis point and x is the mean roughness height over the field. All fields were 480 640 pixels (0.265mm 0.353mm), with the longitudinal axis of the field oriented parallel to the rolling direction. This field size allowed for the resolution of sub-micron surface features. Via equation (1), this methodology produced 80 roughness “maps” per sample, where each map was composed of signals indicating the height of a feature relative to the mean of the overall roughness at a particular x–y co-ordinate. These maps can be thought of as roughness “spectra”, where the height of a feature can be related to the spectral amplitude and the size of a feature (in the x–y plane) can be related to the spectral frequency or wavelength. Eight panels for each surface finish were processed per the above procedure, all of which were used in the subsequent coating experiments. All coating experiments were conducted in the McMaster Galvanizing Simulator (MGS), a full description of which is given elsewhere [8]. Prior to insertion in the MGS, a 0.5mm type K control thermocouple was welded to the surface of the sample, followed by a final cleaning using acetone wipes. The thermal cycle used for all samples is shown in Figure 1. All samples were coated under a N2–5%H2 atmosphere with a controlled dewpoint of –30C. The strip entry temperature was 465C, the zinc bath temperature 460C and the target coating weight 50g/m2/side in all cases. Two zinc bath chemistries were explored during trials, one corresponding to a commonly used galvanizing (GI) bath and the other to a typical galvannealing (GA) bath. All baths were Fe saturated, where the GI bath contained 0.20wt% effective Al (effAl) and the GA bath 0.136wt% effAl, per the solubility curves of McDermid et. al. [9]. Four replicate samples were produced for each surface finish and coating condition. It should be noted that the samples were gas quenched at the maximum rate possible ( –40C/s) following N2 gas-jet wiping to freeze in or quench the microstructure of the solid/liquid Zn interface existing in the gas-jet wiping gap.
Figure 1: Thermal profile used in all galvanizing and galvannealing experiments. Following coating, the 90mm 90mm “usable area” of the coated region of the sample [8] was removed and the Zn overlay stripped to expose the coating/substrate interfacial layer for surface roughness measurement, per the previously discussed white light

interferometry method. In the case of the GI samples, fuming nitric acid was used to expose the interfacial η-Fe2Al5ZnX layer. In the case of the GA samples, the mixed η-Fe2Al5ZnX + ζ-FeZn13 interfacial layer was exposed using a solution of 10% H2SO4 + Rodine® in DI water. The microstructure of the interfacial layer was examined via scanning electron microscopy (SEM) such that the coating plane was viewed for the GI samples and the GA samples were viewed in cross-section. Analysis of roughness maps The roughness maps from all samples were subsequently processed by a series of mathematical transformations. The first step in this process was the computation of the two-dimensional Fourier Transform (2D–FT, ( , )F u v ) power spectrum (PS) of a roughness map
via:
1 1 2
0 0
1( , ) ( , )
ux vyM N jM N
x y
F u v f x y eMN
(2)
where M and N are the number of elements in the roughness maps (480 640), x and y the Cartesian co-ordinate of an analysis point on the roughness maps and u and v the spectral directions of interest, which in the present case were the radial (roughness magnitude) and angular (positional) terms. An example of a roughness map analysis from an as-received HR coupon before GI which was then transformed to a 2D-FT is shown in Figure 2(a) and (b). The power spectrum of a 2D–FT (2D-FT PS, ( , )P u v ) is defined as:
2
( , ) ( , )P u v F u v (3)
However, in the present case there is little interest in the angular information contained within the 2D-FT PS. For this reason, the
radial power spectrum (RPS, 1, 2r r
P ) for each 2D-FT PS was then computed using:
2 2
2
1, 2
0 1
( , )r
r r
r
P F u v drd
(4)
The final result of these transformations for the roughness map in Figure 2(a) is shown in Figure 2(c). In order to obtain a more representative picture of the roughness for each sample and reduce the signal noise, ten successive RPS from the same sample were then averaged for input into the subsequent analysis of roughness changes originating from the coating process, to yield eight “averaged” RPS per sample over the eighty original roughness maps. Thus, for each sample used in this study, eight averaged RPS were used as input to the final roughness analysis. It should be noted that the logarithm of each RPS was taken prior to averaging and final analysis to accentuate the low frequencies of interest in the present work.
(a) (b) (c)
Figure 2: (a) Roughness map taken from an HR coupon before GI; (b) 2D–FT of the roughness map, the frequency is from –1 to 1 normalized frequency; (c) RPS of the roughness map. Note that the RPS is log transformed. Changes in roughness for each rolling finish and coating condition versus the as-received roughness were assessed using principal component analysis (PCA) on the log-transformed RPS data using SIMCA-P 11+ software. This technique allows the log-transformed RPS to be decomposed into a much smaller number of new orthogonal variables or principal components (PCs) which

explain successively larger portions of the data variation. In the present case, the roughness data could be well explained by models having a maximum of five PCs, where a minimum of 95% of the variation of the data could be explained by the first two PCs. In all cases, over 99% of the data variation was explained using the full PCA model. The results of a PCA analysis can be expressed in a number of ways, but among the most commonly used is the so-called score scatter plot, where the score (t[i]) is related to the corresponding ith principle component. Thus, the score t[1] is an expression the first PC, which in turn explains the largest portion of the variation of the data of any PC, t[2] associated with the second PC etc.. Samples with similar PC properties – in this case roughness characteristics of amplitude and frequency (wavelength) – will tend to group on the score scatter plot. In the present case, changes in roughness between the three rolling finishes – BR, CR and HR – resulting from with reactions with the GI and GA bath can be assessed by the change in their relative values on the t[1] – t[2] score plot to a high degree of confidence.
RESULTS AND DISCUSSION General Observations
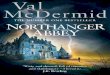
Typical roughness maps (a
R ) for the as-received BR, CR and HR substrates are shown in Figure 3. From this Figure, it can be seen
that, as expected, there were significant variations in the overall magnitude of the roughness between the three surface finishes, with the overall roughness of the BR substrate being a full order of magnitude less than that of either the CR or HR substrates and the roughness of the CR substrate being approximately a factor of three less than that of the HR substrate. Furthermore, the rolling marks and rolling direction are quite obvious in the case of the cold-rolled BR and CR substrates, where these features comprised a significant contribution to the overall roughness. The residual rolling marks were not as obvious for the HR case.
(a) BR (b) CR (c) HR
Figure 3: Typical roughness maps for (a) BR, (b) CR and (c) HR before coating. The colour scale (a
R ) is in m in all cases. Note the
large differences in roughness scale between the substrate finishes. The substrate RD is along the longitudinal axis of the roughness map in all cases. An overall view of the roughness results is shown in Figure 4, where typical roughness maps for each of the surface finishes both
before and after coating in the GA and GI baths can be seen and where the a
R scale is identical for all maps. There are several
general trends of note in this Figure. The first of these is the aforementioned significant variation in roughness between the various as-received substrate finishes, regardless of whether the substrate was subsequently processed by either GA or GI. The second general observation in Figure 4 is that the higher Al GI process seems to have little effect, either positive or negative, on the substrate roughness versus the as-received finish. The final trend of note from Figure 4 is that, in the case of the BR and CR substrates in particular, the GA process seems to have significantly increased the overall roughness of the substrate surfaces. In fact, a closer examination of the BR and CR data will show that these two substrates have approximately the same roughness following GA, whereas the CR substrate remained significantly rougher than the BR substrate following GI. As mentioned above, principal component analysis (PCA) was used to detect trends in the log-transformed radial power spectra (RPS) of the roughness maps. A PCA score scatter plot (t[1] – t[2]) of the as-received roughness as a function of substrate finish and subsequent processing via GI or GA is shown in Figure 5. Figure 5(a) shows the t[1] – t[2] plot of the log transformed RPS results for

the as-received substrates before coating. From this plot, it can be seen that the BR, CR and HR data are closely clustered within themselves and significantly separated by finishing process along the t[1] direction, which (in the present case) is a general descriptor of the intensity or amplitude of the roughness with the roughness amplitude increasing from left to right. It should be noted that this is the general interpretation of the meaning of the t[1] score for all of the scores scatter plots in Figure 5. Given the different scales of the as-received roughness between the finishes (Figure 3 and Figure 4) and the log transformation applied to the RPS data, the separate and well spaced clusters of data in the Figure 5(a) t[1] direction would be expected and also indicates that the roughness characteristics of the as-received coupons analyzed were similar to one another. It should be noted that there would appear to be some variation in t[1] within the BR finish group, but it should be recalled that the log transformation applied to the RPS data will amplify small variations in this data set. In the case of Figure 5, variations in t[2] can be interpreted as changes in the frequency or wavelength of the features, with the wavelength increasing from bottom to top of the t[2] axis. From Figure 5(a), it can be seen that this aspect of the roughness data was relatively uniform across all of the as-received samples, indicating that the roughness features were of relatively uniform size across all samples.
Figure 4: Typical roughness maps for each as-received surface finish before and after coating. Different surface finishes are indicated on top of maps (separated by black lines); substrates processed using GA are indicated by the Al: 0.136% column, GI by Al: 0.2% column. Roughness maps before and after coating are separated by red lines, as indicated. Note that the x and y-axes are pixel dimensions of the maps.
(a) As-received (b) before and after GI (c) before and after GA
Figure 5: PCA analysis of log-transformed and averaged RPS roughness results as a function of substrate finish for (a) as-received (b) before and after GI and (c) before and after GA.

Effect of GI Processing on Interfacial Roughness Figure 5(b) shows the PCA results of the log-transformed and averaged RPS data for the samples before and after dipping in the GI bath as a function of their as-received surface finish. This Figure essentially indicates a strong correspondence between the as-received and as-dipped surface finishes. This would indicate that, in the case of GI, the formation of the η-Fe2Al5ZnX interfacial layer had little transformative effect on the as-received surface roughness relative to the surface entering the gas-jet wiping gap. In other words, the initial surface texture essentially “printed through” the interfacial layer. Further investigation of selected 2D-FT power spectra (2D-FT PS) from Figure 5(b) showed that the GI process slightly “smoothed” or attenuated the substrate roughness for each as-received finish, as shown in Figure 6. From this, it can be seen that the amplitude of the roughness associated with sharp features (short wavelengths) such as rolling marks or sharp corners was reduced somewhat by the GI process in the case of the BR (Figure 6(a)) and HR substrates (Figure 6(c)). There is less evidence of this short wavelength reduction in the case of the CR samples. These observations likely arise from preferred Fe dissolution into the Zn bath at these higher energy sites. There is also evidence of an amplitude reduction in the longer wavelengths in the BR (Figure 6(a)) and CR (Figure 6(b)) samples and this may be associated with the η-Fe2Al5ZnX phase partially filling in the rolling grooves. Evidence for these observations is shown in Figure 7, which shows normalized roughness maps for sample substrate surfaces before
and after GI. In this case, the roughness scale corresponds to the normalized a
R for the overall sample finish group. From this, it can
be seen that some attenuation of the cold rolled roughness has occurred in the case of the BR and CR substrates, with fewer and more rounded features for the HR substrate. However, it must be emphasized that the as-received roughness dominated the overall roughness at the solid/liquid interface in the case of the GI process. Thus, it can be concluded that the as-received roughness can be measured and used in the analysis of gas-jet wiping in the gas of the GI process.
(a) BR (b) CR (c) HR
Figure 6: 2D-FT PS changes for selected PCA points in Figure 5(b) before and after GI as a function of as-received surface finish. Note the varying orders of magnitude for the spectral amplitude for the various finishes, which magnifies the roughness reduction effect in the case of the BR substrate and attenuates the signal in the case of the HR substrate . Effect of GA Processing on Interfacial Roughness As can be seen from Figure 5(c), the log-transformed and averaged RPS PCA results for the GA process show significant differences between the as-received roughness and the roughness of the solid/liquid interface in the gas-jet wiping gap. In the case of the BR substrates, there was a significant change in both the t[1] and t[2] components of the PCA scatter plot, indicative of significant increases in both roughness amplitude (t[1]) and decrease in its wavelength (t[2]). These observations are consistent with a rougher interfacial layer comprised of finely divided features of between 1 to 10m being superimposed over the initial surface. In the case of the CR substrate, the increase in roughness amplitude (t[1]) was less significant, but with an almost equal change in the wavelength component (t[2]) as was observed for the BR substrate. In the case of the HR substrate, little change was seen in the t[1] component, but there was a change in the t[2] component similar magnitude to those observed for the CR and BR substrates. Further examination of Figure 5(c) will show that the after GA results for all three substrate finishes have some degree of clustering in the lower right quadrant of the t[1] – t[2] plot, indicating that they have some similar characteristics, particularly with respect to the wavelength component (t[2]). These results are indicative of a new, fine, reasonably uniform, interfacial structure being superimposed over the as-received structure. In some cases, these structures are becoming the dominant roughness features (as in the BR case) and some of which are adding new features to the original surface roughness, per the HR substrate. Partial evidence to confirm these observations can be seen in Figure 8, which shows SEM micrographs of the interfacial microstructure following GA processing for each of the substrate finishes. From this, it can be seen that the ζ-FeZn13 outburst structures associated with inhibition breakdown covered large portions of the original surfaces and have, indeed, superimposed their more finely divided, rougher microstructure over the original surface to various degrees, in agreement with Figure 5(c). Furthermore, it can be seen that the roughness of the interfacial microstructure is dominant in the case of the BR substrate (Figure 8(a)), less so in

the case of the CR substrate (Figure 8(b)) and the finer scale (short wavelength) roughness is essentially being superimposed over the original HR finish (Figure 8(c)).
(a) BR (b) CR (c) HR
Figure 7: Typical normalized amplitude roughness maps before and after GI for (a) BR, (b) CR and (c) HR as-received finishes.
(a) BR (b) CR (c) HR
Figure 8: Interfacial microstructures for (a) BR, (b) CR and (c) HR substrates following GA processing, showing the ζ-FeZn13 phase outbursts superimposed over the original surface. As mentioned previously, examination of the PCA score plots in Figure 5(c) will show that the development vectors for all of the GA roughness data will intersect in the lower right quadrant of the scores plot. These development vectors are schematically plotted on the GA PCA scores scatter plot and presented in Figure 9. Since inhibition breakdown and the consequent development of interfacial microstructures is a strong function of time [7], Figure 9 shows that the interfacial roughness will become largely independent of the initial substrate roughness given sufficient time. Further evidence for this finding is shown in Figure 10, which shows typical normalized roughness plots following GA dipping for each of the as-received substrate finishes. It can be seen that the interfacial roughness structure for each surface finish is becoming similar, although it must be emphasized that the overall roughness of the BR and CR substrates continues to be less than that of the HR substrate. However, the interfacial roughness of the BR and CR substrates has changed significantly as a result of GA processing.

Figure 9: PCA development vectors for GA interfacial roughness as a function of as-received finish.
(a) BR (b) CR (c) HR
Figure 10: Typical normalized amplitude roughness maps before and after GA for (a) BR, (b) CR and (c) HR as-received finishes. From the above data, it can be concluded that the interfacial roughness entering the gas-jet wiping gap cannot be approximated by the as-received surface characteristics for the GA process, but must instead be significantly changed to reflect the superposition of the ζ-FeZn13 outburst structure resulting from inhibition breakdown. Furthermore, the changes in the microstructure and roughness of the interfacial layer are time and temperature dependant [7], bath effective Al dependant [10] and presumably may be a function of substrate roughness and composition. Fortunately, the existence of the roughness development vectors in Figure 9 may be of some use such that the roughness of a GA sheet product for use in gas-jet wiping models can be approximated to some degree as that of a HR substrate with a short wavelength (1 – 10m) roughness component superimposed.

CONCLUSIONS From the above study of the evolution of solid/liquid interfacial roughness resulting from reactions with galvanizing and galvannealing baths for various as-received plain carbon steel sheet, the following conclusions can be drawn: (i) in the case of reaction with the higher Al galvanizing (GI) baths, the roughness of the solid/liquid Zn interface through the gas-jet wiping gap can be approximated by the roughness of the as-received substrate and (ii) the roughness of the solid/liquid Zn interface through the gas-jet wiping gap cannot be approximated by the roughness of as-received substrate in the case of reactions with the lower Al galvannealing (GA) bath. Furthermore, in the case of substrates reacting with the GA bath, the surface roughness develops relatively uniformly along development vectors largely independent of the initial substrate surface condition; although, the development vectors are likely a strong function of reaction time, bath effective Al, temperature and other process factors. As a first degree approximation, the solid/liquid interfacial surface roughness through the gas-jet wiping gap in the case of GA bath reactions can be approximated by that of a typical hot-rolled substrate with a short wavelength (1 – 10m) component superimposed. The above information can be used to analyze the effect of roughness on existing CFD models of the CGL gas-jet process in an effort to take this process variable more fully into account. A challenge for future modeling work would be the analytical incorporation of roughness into models of the CGL gas-jet wiping process.
ACKNOWLEDGEMENTS The authors would like to thank the members of the International Lead Zinc Research Organization’s (ILZRO) Galvanized Autobody Partnership (GAP) program for their financial support of this research and provision of experimental materials.
REFERENCES [1] J.A. Thorton and H.F. Graff, Metall. Trans B, vol. 7B, 1976, pp. 607-618. [2] C.H. Ellen and C.V. Tu, J. Fluids Eng., vol.106, 1984, pp. 399-404. [3] C.V. Tu and D.H. Wood, Exptl Therm. Fluid Sci., vol. 13, 1996, pp. 364-373. [4] P. Naphade, A. Mukhopadhyay and S. Chakrabarti, ISIJ Int., vol. 45, 2005, pp. 209-213. [5] D. Lacanette, S. Vincent, E. Arquis, and P. Gardin: ISIJ Int., vol. 45, 2005, pp. 214-220. [6] E.A. Elsaadawy, G.S. Hanumanth, A.K.S. Balthazaar, J.R. McDermid, A.N. Hrymak, and J. F. Forbes, “Coating Weight Model
for the Continuous Hot-Dip Galvanizing Process,” Met. Mat. Trans. B, vol. 38B, 2007, pp. 413 – 424. [7] L. Chen, R. Fourmentin, J.R. McDermid, “Morphology and Kinetics of Interfacial Layer Formation During Continuous Hot-Dip
Galvanizing and Galvannealing,” Met. Mat. Trans. A, vol. 39A, 2008, pp. 2128 – 2142. [8] E.M. Bellhouse, A.I.M. Mertens and J.R. McDermid, “Development of the Surface Structure of TRIP Steels Prior to Hot-Dip
Galvanizing,” Mat. Sci. Eng A, vol. 463(1-2), 2007, pp. 147 – 156. [9] J.R. McDermid, M.H. Kaye and W.T. Thompson, “Fe Solubility in the Zn-Rich Corner of the Zn-Al-Fe System for Use in
Continuous Galvanizing and Galvannealing,” Met. Mat. Trans. B, vol. 38B(2), 2007, pp. 215 – 230. [10] E. Baril, G. L'Esperance and E. Boutin: Galvatech’98 Conference Proceedings, Chiba, Japan, The Iron and Steel Institute of
Japan, 1998, pp. 168 – 173.










![Commentson:AccuracyofRamanlidarwater ......1.Abstract In a recent publication, LeBlanc and McDermid[LeblancandMcDermid,2009] proposedahybridcalibrationtechniqueforRamanwatervaporlidarinvolving](https://img.pdfslide.us/doc/110x75/5e488c6d5ead127a2471f62f/commentsonaccuracyoframanlidarwater-1abstract-in-a-recent-publication.jpg)