Embed Size (px)
Citation preview

Sintered Cathodes for All-Solid-State Structural Lithium-Ion BatteriesWill Huddleston1, Frederick Dynys2, Alp Sehirlioglu1
Objective
Motivation•Achieve systems level weight savings in aerospace applications by providing
multifunctional load bearing energy storage for all-electric or hybrid-electric propulsion systems.• Improve upon the safety and reliability of energy storage systems by transitioning
from liquid electrolytes to inherently safe all-solid-state battery configurations.
Acknowledgements: Ben Kowalski and Kevin Pachuta at Case Western Reserve University and, Jon Mackey, Dan Gorican, Rick Rogers, and Terry McCue at NASA Glenn Research Center
Conclusions:•Microstructural development of Li(Ni0.33Mn0.33Co0.33)O2 has been studied in relation
to its mechanical and electrical properties.•Greater than 90% density can be achieved when sintering at and above 1075°C.• Fracture stress correlates with sample density and is maximized near 45MPa.
Mechanical performance requires composite infiltration to overcome brittle fracture failure before structural application may be realized.• At 1100°C, grain coarsening leads to higher electrical resistivity, indicating conduction
dominated by grain boundaries.
1Case Western Reserve University, Dept. Materials Science and Engineering, Cleveland, OH 44106, USA2NASA Glenn Research Center, Cleveland, OH 44135, USA
• Characterize processing-structure-property relationships in cathode materials for optimized sintering conditions, structural and chemical stability, and microstructural development for all-solid-state structural lithium-ion batteries.• Evaluate mechanical and electrical performance through ring-on-ring mechanical
testing and impedance spectroscopy.
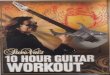
Figure 6: Typical XRD pattern for layered Rത3m Li(Ni0.33Mn0.33Co0.33)O2.
• XRD patterns of rhombohedral layered structure remain unchanged across processing temperature range from 1000°C to 1100°C.
• Li, Ni, Mn, & Co composition controlled with use of sacrificial powder bed.
• ICP indicates 3% lithium volatilization at highest sintering temperature and is within instrument uncertainty.
Mechanical Performance
• Mechanical fracture stress correlates with densities greater than 83% of theoretical density. Weibull analysis indicates reliability increases with reduction in porosity.
L
sLsf
D
D
D
DD
h
Fln)1(
2
)()1(
2
32
22
2
σf – fracture stress (MPa)h – specimen thickness (mm)D – specimen diam. (mm)DS – support ring diam. (mm)
D
DL = 4mm
DS = 10mm
h
Figure 9: Left: ring-on-ring mechanical fracture stress as a function of percent theoretical density.
Figure 10: Above: ring-on-ring mechanical testing and analysis performed according to ASTM C1499-15.
Materials• Commercially available cathode active material
Li(Ni0.33Mn0.33Co0.33)O2 (NMC).• As-received agglomerates ball milled to liberate
particles, reduce and homogenize particle size distribution.
Figure 4: volume fraction particle size distribution of milled NMC from dynamic light scattering.
Figure 3: Layered structure displaying transition metal octahedrons and lithium layers.3
3: “Lithium and sodium battery cathode materials: computational insights into voltage, diffusion, and nanostructural properties” M. Islam and C. Fisher. Chem. Soc. Rev., 2014, 43, 185-204
Figure 5: Top: NMC agglomerates. Bottom: NMC after 20hrs of ball milling.
Average Final Diameter: 0.7μm
Background
Figure 1: All-solid-state lithium-ion battery.1
• Secondary (rechargeable) all-solid-state lithium-ion batteries store electrical energy as chemical potential energy.•Anode – receives Li+ during charging,
releases Li+ during discharge.• Electrolyte – allows facile diffusion of
Li+ between composite electrodes, negligible electronic conductivity prevents leakage.• Cathode – releases Li+ during charging,
receives Li+ during discharge.
1 http://smeng.ucsd.edu/supercapacitors/ 2After L. E. Asp, “Multifunctional composite materials for energy storage in structural load paths”
• Typical composite electrodes are composed of active material, electrolyte, and a electronically conductive additive phase.•Multifunctional structural batteries provide energy storage and
load-bearing performance to achieve overall weight reduction.
Densification and Coarsening
• >90% theoretical density reached at 1075°C and above.
• Significant grain growth occurs at sintering temperatures above 1075°C.
Figure 7: Above, sintered microstructures for samples processed with increasing sintering temperature. Average grain size is tabulated beneath each micrograph.
Figure 8: Left, plot displaying average percentage of theoretical density and average grain size for samples for all sintering temperatures.
Electrical Performance
Figure 11: Left: Characteristic complex Nyquist plot for sintered cathode samples and equivalent circuit model used in impedance spectroscopy curve fitting.
Figure 12: Right: electronic conductivity as a function of inverse temperature. Activation energies were calculated from linear fit Arrhenius slopes.
Figure 13: Below: plot demonstrating direct correlation between grain volume and electrical resistance.
• Grain growth correlates with increase in overall resistance, indicating grain boundary conduction as the dominant mechanism for electrical conductivity.
10 20 30 40 50 60 70 800
250
500
750
1000
Inte
nsi
ty
2
1 10 100 1000
0
10
20
Vo
l %
Size (nm)
Structural and Chemical Stability
Table 1: ICP data for various processing states and sintering conditions. AR – as received, M – milled.
Wt.%
AR M 1000°C-
1Hr 1050°C-
1Hr 1100°C-
1Hr
Li 7.2 7.2 7.1 7.1 7.0
Ni 20.9 20.7 21.4 20.8 21.0
Mn 19.0 18.8 19.5 19.0 19.1
Co 19.9 19.7 20.5 20.0 20.0
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003 2
02
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
202
11610
01
021
113
110
0187
01
009
0154
01
012
0061
01
003
1000 1025 1050 1075 11000
25
50
75
100
% - 1Hr Dwell
% - 10Hr Dwell
Dave- 1Hr Dwell
Dave- 10Hr Dwell
% T
he
ore
tica
l De
nsi
ty (
)
Sintering Temperature (C)
0
6
12
18
Ave
rage
Gra
in S
ize
(
m)
60 70 80 90 100
20
40
60
Ave
rage
Fra
ctu
re S
tre
ss (
MP
a)
% Theoretical Density
Rത3m - Li(Ni0.33Mn0.33Co0.33)O2
Figure 2: Schematic plot for system design to achieve overall weight savings.2
0.0 0.5 1.0500
1000
1500
Syst
em
Mas
s (k
g)
Structural Efficiency (%)
F – load at failure (N)DL – load ring diam. (mm)ν – Poisson’s ratio
3.0 3.2 3.4 3.6
60 39 21 5
-12
-10
-8
-6
Temperature (C)
1025C-1Hr Ea=0.28eV
1050C-1Hr Ea=0.28eV
1075C-1Hr Ea=0.29eV
1100C-1Hr Ea=0.38eV
ln(
) (S
/cm
)
1000/T (K-1)0 4 8 12 16
-6
-4
-2
0
Z' (k)
5 C
10 C
15 C
25 C
30 C
35 C
40 C
45 CZ'' (
k)
R1R2
CPE1
1025 1050 1075 11000
100
200
300
400 Grain Volume
25C -
Gra
in V
olu
me
(
m3)
Sintering Temperature (C)
0
1
2
3
4
25C
Ele
ctri
cal R
esi
stan
ce (
k)
https://ntrs.nasa.gov/search.jsp?R=20170006538 2019-08-31T06:47:31+00:00Z