Embed Size (px)
Citation preview

$1.50 PER COPY75C TO ASME MEMBERS
The Society shall not be responsible for state-ments or opinions advanced in papers or in dis-cussion at meetings of the Society or of itsDivisions or Sections, or printed in its publications.
Discussion is printed only if the paper is publishedin an ASME journal or Proceedings.
Released for general publication upon presentation
AiResearch Energy Systems Applications of the 831Series Gas TurbinesRUSSELL V. HOFFMANChief Engineer,
El Segundo Facility,
AiResearch Manufacturing Company,A Division of The GarrettCorporation, El Segundo, Calif.
This paper discusses the commercial and industrial applications of the AiResearchModel 831 Turbopower Module. The 500-hp turbine is described with particularemphasis upon the functional and control characteristics that have gained for it anenviable place in the energy-conversion field. Accessory equipment such as exhaustheat exchangers, absorption chillers, and turbopowered compressors are describedin sufficient detail to enable the reader to understand their operation. Three typicalcommercial and industrial applications are described with particular emphasis onillustrating the economic feasibility of these on-site turbopowered energy systems.The results of the successful application of turbo-powered energy systems are tabulated.
Contributed by the Gas Turbine Division for presentation at the Gas Turbine Conferenceand Products Show, Houston, Tex., March 5-9, 1967, of The American Society of MechanicalEngineers. Manuscript received at ASME Headquarters, December 30, 1966.
Copies will be available until January 1, 1968.
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS, UNITED ENGINEERING CENTER, 345 EAST 47th STREET, NEW YORK, N.Y. 10017
Copyright © 1967 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

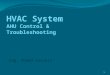
THREE STAGE TURBINE
Fig. 1 Model 831 industrial engine
AiResearch Energy Systems Applications of the 831Series Gas TurbinesRUSSELL V. HOFFMAN
Garrett Energy Systems convert fuel energyto shaft power and usable high-level thermal ener-gy. The shaft power may be used to drive elec-trical generators, fans, pumps, compressors, andso on. The turbine exhaust heat may be used di-rectly for air drying, large boiler preheat, pro-cess heating, or with heat-recovery units to gen-erate hot water or steam for air-conditioning,process steam, additional power source, and so on.
AIRESEARCH MODEL 831 TURBINE
The foundation of Garrett Energy Systems isthe 831 Turbopower Module. The power section ofthe module incorporates a Model 831 industrial gasturbine engine, controls, and primary gear reduc-tion. Cutaway views of the gas-fueled and liquid-fueled turbine engines are illustrated in Figs.land 2. Both engines are similar except for thecombustion configuration.
Figs.) and 4 depict the engine performanceas a function of ambient and inlet air temperature.
Fig. 2 Cutaway of typical Model 831 power section
1
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

0 20 40 60 80 1 00 120
AMBIENT AND INLET AIR TEMPERATURE, °F
Fig. 3 Maximum continuous performance Model 831-13industrial gas turbine generator set
5000
4800-20 1 00 1 0804020 600
a
82
500
480
0
400
380
360
340
6000
5800
5600
54 00
N (BTU/HR)
NOTE:
FUEL CONSUMPTIORASED ON LOWER HEATINGVALUE OF NATURAL-GAS FUEL
5200
GENENATOR7
SEC. GEARBOXTURBINE AIR INLET
URSINE EXHAUST
MODEL 831 GAS TURBINE ENGINE
Immo.MUM SEA
6000LEVEL
FTTO
1111111.11117
LIMMt ow11%
ME
ILMEM=
MUM
■11111.11111MINIM
RIM
III■
NOOUTPUT
NLET ORSHAFT
V.: 1000EFF:
KW GENERATOR
DISCHARGE LOSSE SPEED 8,495 RPM0 95, GENERATOR EFF. 0.90BTU/CU FT
AT 0.80 POWER FACTOR
GEARBOXL.H325 1
Fig. 5 Turbogenerator
Model 831 Specification (NACA std. day)
Type ................... simple cycle, single
shaft
Shaft power, hp ........ 500Fuels, Model 831-13 ..... natural gas or propane
Model 831-53 ..... diesels or distillates
Model 831-100 .... dual fuel applications
Nominal rotor shaft
speed, rpm ...... 39,000Compressor ............. twe-stage radial
Compressor ratio 7 1.1Airflow, lb/sec 5 56Turbine ................ 3-stage axial flow
Exhaust gas flow ....... 4370 scfm, 980 F
Exhaust heat, Btu/hr 3 325 x 10 6 Btu/hr
Primary gearbox ........ planetary type
Output speed, rpm ...... 8500
Reduction ratio 4 56:1
Secondary gearbox ...... double helical gear type
Output speed shaft,rpm...(a) 3600Output speed shaft,rpm...(b) 1800
Output speed shaft,rpm...(c) 1500
Output speed shaft,rpm...(d) other speeds avail-able for special
applications
PRINCIPLES OF TURBINE ENGINE OPERATION
Air enters the engine inlet plenum as shown
in Fig.1 and is drawn into the first-stage com-
pressor wheel for compression. An interstage
crossover duct assembly conveys the air from the
discharge of the first-stage compressor into the
inlet of the second-stage compressor for secondary
320
310
300
290
280
270
C 260
250
3 240
230
E-]220
210
200
1 90
1 80
1 70
flow
AMBIENT AND INLET AIR TEMPERATURE, °F compression. A diffuser and preswirl section actsFig. 4 Performance Model 831-13 industrial gas turbine engine to diffuse the second-stage compressor discharge
air to a low velocity and guides it to the turbineplenum assembly. From the plenum assembly, the
compressed air is directed through the single,
can-type, combustion-tube assembly.
2
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

12080 00 60 80 1 00
AMBIENT AND INLET AIR TEMPERATURE, °
F
Fig. 7 Performance Model 831-13 industrialgas turbine engine
1 030
3400
3500 k!,§
3000 11
am iE
2600
318,8
"4,
111'4°
CNT
300 K
250 KWGs.. 60
1116.
200 Kw
50 K
1 p0 KW
50
0 KW
OUTPUTNATURALGEARBOXL.H.V.:
SEA LEVEL, NO INLETSHAFT SPEEDGAS FUELEFF: 0.95,
1 000 BTU/CU
OR DISCHARGE8,495 RPM
GENERATORFT
--..
LOSSES
EFF: 0.90
20 40 60, 80 1 00 120
AMBIENT AND INLET AIR TEMPERATURE, °F
Fig. 6 Estimated nominal performance Model 831-13industrial gas turbine generator set
6000
5500
4200
4000
3200
3000
2500
Fuel is injected into the combustor through
a dual-orifice, pressure-swirl atomizing nozzle.
Combustion is initiated by a high-energy ignition
system and a single igniter plug. Combustion
raises the temperature of the compressed air inthe combustor.
After initiation of combustion, the ignition
system is automatically de-energized, and combus-tion is self-sustained during engine operation.The hot combustion gases pass through the first-
stage turbine stator vanes. The gases then are
expanded through the three axial-flow turbine
stages. The kinetic energy imparted to the tur-
bine wheels causes them to rotate, which provides
primary shaft power for operation of the compres-
sor, the gearbox, and the driven equipment. Dur-
ing normal operation, the speed of the rotating
assembly is maintained at a nominal value of ap-
proximately 39,000 rpm by means of the fuel gov-
ernor system. From the turbine, the combustion
gases are discharged through a short exhaust dif-
fuser incorporating provisions for attachment ofthe exhaust duct.
As the hot combustion gases expand acrossthe turbine, the energy imparted to the wheels re-
sults in a temperature drop, so that the tempera-
ture of the discharge (exhaust) air is a relative-
ly fixed value below the temperature of the air
entering the wheels, termed the turbine inlet tem-
perature. The power available from the turbine
wheels is a function of the turbine inlet tempera-
ture, which is limited to a maximum value consist-
ent with the intended usage or application. This
results in a fixed maximum turbine discharge tem-
perature that the engine will sustain. For long-
life applications this value is about 1000 to 1200
F under normal conditions, and generally is termed
turbine discharge temperature (TDT). The previ-
ously mentioned exhaust-gas overtemperature systemshuts down the engine if exhaust-gas temperature
becomes excessive.
TURBINE POWER SECTION DESCRIPTION
The rotating group of the turbine power sec-
tion consists of two centrifugal compressor wheels
and three axial-flow turbine wheels, all mounted
on a single shaft. The compressor wheels are ma-
chined titanium forgings. The turbine wheels are
machined from Inconel 713C investment castings.
The first-stage turbine wheel and first-stage
stator nozzle are aluminum-diffusion-coated to
prevent sulfidation-oxidation of these parts.
3
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

SEA LEVEL, NO INLET OR DISCHARGE LOSSESOUTPUT SHAFT SPEED 8,495 RPMHEAT CONTENT REFERENCED TO A BASE (STACK)TEMPERATURE OF 325
°F
GEARBOX EFF: 0.95, GENERATOR EFF: 0.90L.H.V.: 1000 BTU/CU FT
tratellpalitalliffirUM
I i iti.11111
1 200 KW INIII50 KWoil PIEZERO K4
20 40 60 80 100 120
AMBIENT AND INLET AIR TEMPERATURE, °F
Fig. 8 Estimated nominal performance Model 831-13industrial gas turbine generator set
This is a constant-speed machine, with the nominal
speed being approximately 39,000 rpm.
The rotating group is supported in the en-
gine housing by means of bearing and seal assem-
blies located outboard of the first-stage compres-
sor wheel and the third-stage turbine wheel. The
bearing and seal assemblies are encapsulated to
permit field removal and replacement without dis-
turbing the rotating-group.
The turbine-end bearing is a floating sleeve
journal type. This bearing has much longer life
than a ball bearing, especially at elevated tem-
peratures. The bearing has been designed to oper-
ate in excess of 10,000 hr.
For easy access, inspection, and maintenance,
the liquid fuel combustor component, Fig.2, of the
power section consists of a single-can combustion
flame tube and scroll section, mounted within aplenum assembly circumventing the turbine end ofthe engine housing, and a dual-orifice pressure-
swirl fuel atomizer. The gaseous fuel combustor
is of annular design with integral fuel nozzles.
A single igniter plug is mounted on the combustor
for initial spark-ignition of the fuel. Electric-
al power is supplied to the igniter plug through
a high-energy ignition unit and a high-tension
lead assembly. Pressure distribution by design of
louvers and holes in the combustor can are such
that proper gas flow eliminates peak-temperature
spots and poor combustion areas.
i1
I\ \\ \
\\
\ --,■
----...........--- --____
500 1 500 2000 2500 5000 3500
SHAFT HORSEPOWER
Fig. 9 Gas turbine specific fuel consumption comparisonat NACA standard day conditions
A torsion quill shaft connects the compres-
sor end of the rotating group with the input side
of the gearbox and accessory drive section.
An exhaust tailpipe is attached to the tur-
bine housing to diffuse the exhaust gases to re-
duce pressure losses. The tailpipe also provides
mounting bosses for an exhaust-gas thermocoupleand overtemperature protection system. It termin-
ates in a flange for connection to a customer-
furnished exhaust duct.
Primary Gearbox DescriptionThe primary gearbox consists of a planetary
reduction to 8500 rpm. The accessory-drive spur-gear train is driven by the first planetary reduc-
tion section, which permits independent single-
power-section operation. The gearbox is a rugged
industrial unit designed for a minimum of 20,000hr of service. A cast-iron gear case and heavy-
duty spur gears assure long life and reliability.
The gearbox is gravity-drained but can be modified
for scavenging.The main output consists of a stub shaft,
25/8 in, dia and 5 in. in length. Rotation is in
the clockwise direction, seen facing the drive pad.
ENERGY UTILIZATION
Turbogenerator
The turbogenerator shown in Fig.5 utilizes
the Model 831 Turbopower unit connected to a gen-
erator to produce 320 kw at NACA std, day condi-
tions with no inlet or exhaust losses. The gener-
ator is a 120/208-volt or 227/480-volt, 3-phase,
60 cps, 4-wire, 0.8 pf Wye connected air-cooled
unit. The unit is designed to meet ASA Standard
CS0.1-1955, NEMA M6-1, and latest 1 EEE standards
for heating, wave shape, overspeed, balance, short
3600
3200
R 2800
E 2400
2000
1 600
1200
800
30
c/ 25
20
LL
IS
g 0
4
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

RECIR CULA-FINGPUMP
MEAT EXCMANL ER FUEL •UNDER GASINWSW. FOR STARTER
Fig. 10 Schematic diagram
circuit, telephone interference, interferencefactor, and so on. The voltage regulator is a
Fig. 11 Typical water-tube heat-recovery boiler
The system is visualized as a gas turbine
driving a centrifugal compressor for the cooling
system and an alternator. When electrical power
is required owing to an emergency demand, the in-
let guide vanes of the compressor close, reducingthe power demand of the chiller circuit. The gen-
erator is loaded by closing relays. In this way,transistorized static type utilizing 28-vdc bat- uninterrupted electrical service can be maintainedtery power from the turbine start battery, thus at the expense of reducing the capacity of aireliminating the need for short-circuit boost cir- conditioning of a building, but without the ex-cuits. The output voltage regulation is within pense of an unused standby generator set.± 0.5 percent under steady-state conditions of no- The refrigeration system shown in Fig.lOload to full load. With rapid applications of consists of the following: The single-stage com-load from no-load to rated load, the output voltage pressor has been specifically designed for use onrecovery is within ± 1.0 percent of the preset the AiResearch Model 831 gas turbine engine. Itvoltage within one second. The turbogenerator operates at 39,000 rpm and features pressure-lub-module is designed for a high degree of design ricated journal bearings, labyrinth seals duringflexibility for modular installation. Any number operation, and a static seal for nonoperatingof sets can be operated in parallel and are ideal- periods. Capacity is controlled by variable inletly suited to provide varying electrical load de- guide vanes operating in response to chilled watermands by operating the minimum number of sets at temperature.maximum fuel economy. The evaporator and condenser are standard
The turbogenerator performance is depicted horizontal shell and tube design. The tubes areby Figs.6 - 9. Fig.9 shows a comparison of spe- of the extended-surface type for improved heatcific fuel consumptions of various U.S. manufac- transfer. Tube ends are belled to improve flowtured gas turbine engines. The values were taken characteristics and permit normal maintenance pro-from manufacturers' published data and represent cedures. They conform to ASME code and are con-the "best case" for each. The curve illustrates structed and tested in accordance with ASA B9.1how the small gas turbine is best suited to appli- safety code for mechanical refrigeration.cations having load profiles closely approximating This system can be designed to providethe design point of the engine. Typical load pro- either 150 kw of electrical power or 400 tons offiles shown later in this report illustrate how refrigeration.the modular approach of matching multiple turbine
sets to the profile results in maximum fuel HEAT-RECOVERY SYSTEMeconomy.
TURBOCHILLER SYSTEM
Most of the major applications of the 831-series gas turbine have been for production of
electrical power, although a natural application
for future development is to utilize the gas tur-
bine to drive a centrifugal chiller for air condi-
tioning as a primary mission, and also provide a
method of converting the unit to electrical outputfor a standby generator set.
The turbine exhaust temperature is approxi-mately 1000 F, is extremely clean, contains no
measurable quantity of carbon monoxide, oil or
other contaminants, contains upwards of 15 percent
oxygen, and is available at reasonable static
pressure from the exhaust breeching of the turbine.
This hot "air" can be used in many drying opera-tions directly, or as preheated combustion air for
kilns, boilers, and so on.
The hot turbine exhaust can be used to pro-
duce steam at up to several hundred pounds pres-
5
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

STACK Al250 PSI
STACK -50 'SIC 2.05 •
7111.111E EXMA11,
PRE.. LI.T
M 5102. W5
so rsto see*
5 PSIC 520. G
AVAILABLE HEAT 250 PS/
AVAILABLE HEAT A7 150 PSI
3 0
MILL ION AM1LAM
Fig. 12 Heat recovery per turbine
sure. If high-pressure steam, for steam turbines
for example, is not needed, low-pressure steam at
15 psig can be generated and used for space heat-
ing, water heating, process heating, and absorp-
tion water chilling for air conditioning. Fig.l1depicts schematically a typical water-tube type
heat-recovery steam boiler.
High temperature water is also used as a
heat-recovery medium. This water will be at a
temperature of 160 to 200 F if used for domestic
hot water service, 170 to 250 F for space heating,
220 to 250 F for absorption-type air conditioning,
and even higher for certain special conditions
such as feed-water heating. Where high-temperature
water can be used in place of steam, it has sever-
al advantages. These advantages are: smaller
boiler size because of higher thermal capacity per
cubic foot of water versus steam; less water make-
up treatment; and use of smaller line sizes.
Heat-recovery boilers are economically at-
tractive in recovering heat from gas turbine ex-haust. The equipment is reliable and inexpensive
because it is basically a heat exchanger and does
not require the radiant surfaces and high-tempera-
ture refractory of a conventionally fired boiler.
When supplementary firing is used to produce addi-
tional steam, with the increased steam flow the
temperature of the exhaust gas from the boilerwill be nearly the same as it would be without ad-
ditional firing; thus the efficiency will remain
high.
Heat-recovery boilers are either firetube or
watertube. In most applications the heat demandvaries over a wide range, with a resulting need of
automatic control. The exhaust heat system con-
sists of the exhaust heat boiler, the condensate
return system, the exhaust duct system, and the
boiler stack, with fully automatic controls and
protective devices that eliminate the need of an
operator in attendance. The ducting can be de-signed so that either all or part of the exhaust
(EVAPORATION - TURBINE ONLY
1 1FIRING -.....
/A/----
MAXIMUM BOOST
A/RESEARCH
STEAM AVAILABLE
15 PUG FEEDWATERBOILER EXHAUST
GT 831-13
AT.
GAS TEMP.
TURBINE
- 200°P320
°E
c',1,%
C"'../
e/
'3..' ,
0';>
....... 0
,..0
....,
II pm-
00 TOO 700 800 900 1 000 11 00 200
TURBINE EXHAUST GAS TEMPERATURE, 7 E
Fig. 13 AiResearch GT 831-13 turbine
gas can be bypassed. One or more gas turbines can
be manifolded into the same exhaust heat boiler.
The steam available from a gas turbine boiler is
from 8 to 10 lb/hr per turbine hp of 15 to 150-
psig steam. Saturated steam at 10 to 15 psig can
be used for water heating, space heating, and ab-
sorption air conditioning, and at 150 or 250 psig
in a steam turbine to drive pumps, compressors of
various types, or generators.Higher steam pressures and temperatures are
available. For example, steam at 600 psig and
750 F is being produced from the exhaust alone of
a gas turbine installed at a natural gas pipeline
compressor station. This boiler has a superheater
section arranged similar to that of a conventional
type of fired boiler.With supplementary firing the turbine exhaust
is treated as a high-temperature air supply. Fuel
combustion raises the temperature of the hot gases
to the desired level, and the installation willthen be a fired boiler with a range of pressures
and temperatures available to satisfy almost any
purpose. A final stack exhaust temperature of 325
F is usually desired to avoid the formation of
condensates. The condensates formed at a lower
exhaust temperature may be highly acid forming
(such as carbonic acid), which can cause severe
corrosion.
Exhaust heat from the turbine can also be
partially used back in the turbine cycle in a re-
generative or recuperative arrangement. The use
16
16
12
1 0
8
S
2
6
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

AI I II
itGENERATOR o.
Fig. 14 Absorption chiller
of this heat to do some of the heating of the com-pressed air reduces the fuel required for burning
in the combustion chamber of the turbine. The
compressed air may be at a temperature of several
hundred deg, so there is a limit as to how much
the exhaust can be cooled in a heat interchange.
Therefore, considerable heat remains in the ex-
haust after being used in the recuperator. This
remaining heat is then passed through an exhaust
heat-recovery steam boiler or water heater.
Fig.12 shows the performance of one heat-
recovery unit manifolded to one 831 turbine. Fig.
13 shows performance with multiple turbines mani-
folded to a single heat-recovery unit. Additional
heat can be added by use of integral firing units
to meet requirements in excess of turbine output,
or installation of immersion heaters.
ABSORPTION CHILLER COOLING SYSTEM
Fig. 15 Absorption cycle schematic
A water coil is placed inside the evapora-
tor; thus, water circulated through the coil is
chilled by the cold water. The coil is wetted by
a spray header and pump to increase the heat-
The absorption cooling cycle is one of the transfer efficiency. Because the evaporation
oldest methods of cooling. It has been perfected takes place at high vacuum, chilled water tempera-
in the last decade to give operating economy plus tures as low as 38 F may be obtained.
automatic control and economical installation to The water absorbed by the concentrated solu-
building owners. Fig.14 shows a typical absorption tion weakens the concentration. If the cycle is
machine and Fig. 15 depicts the cycle schematically, allowed to continue, the solution would eventually
The refrigeration cycle operation requires reach a point where it would no longer absorb
two vessels, one containing concentrated salt or water. To continue the cycle, the solution is
ammonia solution, and the other vessel plain water, transferred to another compartment where heat
The two vessels are connected with piping, and, boils off the water collected.
just as common salt absorbs water from the air on After the solution has the water removed, it
a damp day, the concentrated solution starts to is once again transferred to the absorber to con-
evaporate some of the plain water. This evapora- tinue the cycle. The water removed by the boiling
tion causes the remaining water to be chilled, and action is condensed and returned to the evaporator.
thus a refrigeration process is effected. Condenser water is circulated through the machine
7
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

to condense the water vapor and cool the reconcen-trated solution.
Steam or hot-water-driven absorption units
are available in sizes from 50 to 1000 tons.
These units require larger space and are heavierper refrigeration ton than reciprocating or cen-
trifugal chillers of corresponding tonnage. How-
ever, the absorption machines provide quieter
operation, no vibration, high dependability, and
minimal maintenance. The quiet, vibration-free
operation is possible since the machines requireonly three small feed pumps. The absorption
chiller also has efficiency capacity control; ab-
sorbent is reconcentrated and circulated at a rateto produce the desired chilled water temperature.
Through the use of this method of capacity control,
the absorption chiller can operate at 10 percent
of full load and maintain high efficiencies. Steam
rates for absorption chillers are 17 to 20 lb/ton.
Operational steam pressures are 8, 10, and 12 psi.
Hot water under pressure can be used in absorption
chillers at temperatures ranging from 255 to 400 F.
The absorption chiller requires a large
cooling tower and condenser water pump. The high-
er temperature water over the cooling tower re-
sults in increased evaporation along with the aux-
iliary pump horsepower. This operating cost in-
crease, however, is more than offset by the over-
all economy of the energy source gas. The boiler
used to produce heat in the winter also provides
cooling in the summer. The steam that is a by-
product of turbine-driven electrical power genera-
tion drives the absorption chiller and increases
the overall coefficient of performance.
ON-SITE GENERATING SYSTEM CONTROLS
The turbine generator set controls used inon-site generating systems can be separated into
two basic categories, single-unit controls and
system controls. Similarly, single-unit controls
can be divided into two groups; those integral to
the turbine generator and those that are remotely
located.
Fig. 16 Fuel and airflow schematic
The single-unit controls that are integralto the turbine generator set include the mechani-
cal governor control, start cycle controls andturbine safety devices. The mechanical governor
automatically controls engine speed (and, indi-
rectly, exhaust temperature) within predetermined
limits by metering fuel flow to the combustionchamber through the Fuel Control Valve.
This pneumatically operated, spring-loaded,
spool-type modulating valve regulates fuel flow
to the combustor in response to engine load re-
quirements, utilizing compressor discharge pres-
sure and engine speed as primary control signals
During acceleration to governed operating
speed, the rate of change of fuel flow to the com-
bustor is controlled by the acceleration limiting
solenoid valve. When 95 percent of governed oper-
ating speed is reached, the acceleration solenoid
closes. A second solenoid valve opens to admit
filtered control air to the speed trim metering
section of the fuel control assembly, and the fuel
flow rate is controlled by the mechanically driven
speed sensor to maintain a preset engine rotor
speed (3 percent droop, no-load to full load).
The speed trim metering section incorporates
a torque motor override control. For electrical
power generation systems, electrical signals maybe applied to the torque motor from a speed error
detection system to maintain isochronous speed
control (± 1/4 percent is possible). Signals also
may be applied to the torque motor from a load-
sharing system to control engine speed for load
division and electrical paralleling of two or more
engine generators. Speed error detection and load-
sharing systems are available as optional equip-
ment and are discussed as remote located turbine
generator set controls.The fuel and airflow schematic of the tur-
bine and fuel control valve is shown in Fig.16.
The start cycle controls provide for a 30-
sec purge cycle during which the unit is motored
on the starter motor. This insures that prior to
ignition the turbine exhaust system and the tur-
bine generator enclosure are purged of any possi-
ble gaseous fuel vapors that might be present in
the event of a fuel system leak. At the comple-
tion of the purge cycle, cranking speed and oil
pressure are monitored and, if these are above
preset limits, ignition is permitted. The enginemust then achieve rated speed within a period of
60 sec or the overcranking device will automatic-
ally shut down the unit. Turbine safety shutdown
devices, other than overcrank, include high-
exhaust-temperature, high-oil-temperature, low-oil-
pressure, low-fuel-pressure, underspeed and over-speed. High vibration safety shutdown is also
available as optional equipment.
8
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

The majority of the control components es-sential to the turbine operation are integrated
into the turbine control printed-circuit boardlocated near the turbine. The turbine control
circuit provides for safe turbine start-up, tur-
bine fault annunciation and shutdown control, as
well as normal turbine stop controls. All of the
solid-state circuits have been desensitized to
voltage fluctuations.
The components consisting of 55 percentsolid-state devices and 45 percent relays aremounted on the more reliable printed-circuit board.
All-solid-state timing networks are used to givegreater reliability and instant resetability. The
turbine control circuit can be operated from 18 to
32 volts. The timing circuits are not affected by
voltage variation from 16 to 32 volts since they
contain their own voltage regulators.
Fault annunciation is of the first fault in-
dication type and is accomplished through the use
of silicon controlled rectifiers. Fault indica-
tion remains, after the turbine is stopped, until
reset.
A block diagram of the controls integral to
the turbine is shown in Fig.17.
GENERATOR CONTROL CUBICLE
The single-unit remotely located turbine
generator controls are housed in the Generator
Control Cubicle.
The cubicle design provides for easy indus-
trial maintenance of all components, with all com-
ponents furnished by major manufacturers and eas-
ily obtained throughout the world. Generator in-strumentation is of the switchboard class, which is
widely used throughout the electric utility indus-
try and powerhouse applications and is rated for
one percent accuracy. A draw-out type, electrical
ly operated, 600-amp, air-gap circuit breaker is
included as standard equipment. This provisionpermits complete circuit breaker removal for test-
ing or maintenance without necessitating a system
shutdown. It also permits testing complete break-
er operation without actually closing the circuit
between the generator and the bus.Complete annunciation, protection and con-
trol of the generator are performed in the control
cubicle. All necessary controls for manual and
automatic paralleling and load sharing with simi-
lar turbine generator sets are included as stand-
ard equipment. Also included are complete manual
turbine controls and a single-condition-readout
fault annunciator.
Major electrical components of the system
include the circuit breaker; three overcurrent-
relays, one per phase; reverse-power-relay, auto-
Fig. 17 Turbine generator set block diagram
matic synchronizing relay; electronic turbine
governor control; generator control printed cir-
cuit, including overvoltage and undervoltage pro-
tective circuit; voltage regulator; ammeter with
switch; voltmeter with switch; kilowatt-kilovar
meter with switch; frequency meter; synchronizing
switch; and turbine speed and exhaust temperature
indicators. All components are housed in a 36 x
90 x 54 in. free-standing cabinet.The majority of controls necessary for pro-
tection of the generator and proper operation ofthe circuit breaker are located in the generator
control printed-circuit board. This printed-cir-
cuit board monitors the generator voltage output
with integral, transistorized undervoltage and
overvoltage fault circuits. It also prOvides
fault circuitry for overcurrent and reverse power
conditions. The printed circuit controls all
circuit-breaker trips and prevents breaker closure
before generator voltage build-up.
The fault annunciation circuit is designed
to indicate first fault only and utilizes the
latch-on characteristics of silicon controlled
rectifiers. All timing circuits are solid state
and operate from their own voltage regulator. The
solid state circuits have been desensitized to dc
voltage transients.A time delay is provided in the undervoltage
trip circuit in order to prevent nuisance trips
owing to momentary voltage dips.
The overvoltage circuit operates on an in-
verse time function such that the magnitude of thevoltage determines the time in which the unit will
be de-energized and removed from the system.
There are two basic modes of operation of
the turbine generator set, Manual and Automatic.
The mode of operation is chosen by means of the
Mode Selector Switch on the door of the Generator
Control Cubicle.
In the Manual Mode, turbine start up is ac-
complished by the "Start" pushbutton on the door
of the cubicle. After completion of the turbine
9
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

WinCIATORSANDCONTROLS NRBIN,
PROGRAMMER I. O.SENSOR
Fig. 18 Control switchgear block diagram
purge cycle, ignition occurs and acceleration be-gins. After the turbine reaches governed speed,
all turbine fault circuits are armed and turoine
running condition metering is actuated. The gen-
erator is energized by the "Manual Generator Arm"
pushbutton on the cubicle door. At this time all'
generator metering and generator protective cir-
cuits are activated. In order to close the cir-
cuit breaker and load the unit, it is first neces-
sary to place the "Synchronizing Switch" in the
"On" position. If the system bus is de-energized,
the circuit breaker "Close" pushbutton may be im-
mediately depressed to close the circuit breaker.
If the bus is energized, the operator must wait
until the generator and the bus are electrically
synchronized, as indicated on the System Synchro-
nizing Panel, and then press the "Close" push-button. The unit is then in its normal operating
condition.
If the unit is placed in the Automatic Mode,
the turbine start signal must be supplied from an
external source. Upon receipt of this signal, the
unit will automatically sequence through turbine
acceleration, generator arming, and circuit-break-
er closure, including bus synchronizing if neces-
sary.Single-fault-annunciation of any turbine
generator fault condition is provided on the cubi-
cle panel. These fault conditions include
1 overcurrent
2 overvoltage3 undervoltage
4 reverse power
5 underspeed6 overspeed
7 high exhaust temperature8 high oil temperature9 low oil pressure
10 low fuel pressure
11 overcrank
12 high turbine vibration (optional)
A block diagram of the control cubicle is
shown in Fig.18,
Standard system performance includes steady-
state voltage regulation of 0.5 percent from no-
load to full load. Steady state frequency, or
speed, regulations of 0.25 percent from no-load
to full load are included as standard capability.More precise frequency control can be obtained by
inclusion of the frequency standard kit as option-
al equipment.
MASTER CONTROL CUBICLE
Automatic system operation in multi-unit in-
stallations requires the addition of a Master
Control Cubicle and Synchronizing Panel. The
Master Control Cubicle contains the system annun-
ciation and manual system controls, as well as
mounting provisions for the auxiliary system sens-
ing equipment. When installed with appropriate
optional equipment, the Master Control Cubicle
provides safe, dependable, fully automatic system
operation, completely unattended for extended pe-
riods of time.
System annunciators are cumulative-units-
running, units-locked-out, units-faulted, and load
shed. Manual system controls include a Lead Unit
Selector Switch, a Unit Control Selector Switch,
a Unit-Lockout, a Fault Reset and a Load-Shed Re-
set pushbutton. Auxiliary system sensing equip-
ment consists of totalizing current and potential
transformers. Optional components include a Bus
Load Sensor, a Turbine Programmer, a Load-Shed
Programmer, and a Frequency Standard Kit. Incor-
poration of the Master Control Cubicle into a sys-tem also provides for the installation of bus bars
and termination points for power connections.
A block diagram of the Master Control Cubi-
cle is shown in Fig.19.
STANDARDCLOCK
0 TURBINCENERATORS
TC .,,MERLG,SHEDCI , CAT,REAKE , S
Fig. 19 Master control cubicle block diagram
10
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

BUS LOAD SENSOR
The Bus Load Sensor is designed to operate
in conjunction with the Turbine Programmer and is
offered as option equipment when the programmer is
included in the system. The combination of the
Bus Load Sensor and the Turbine Programmer is
recommended for multi-unit energy system applica-
tions where automatic unattended operation is de-sired.
The Bus Load Sensor contains the necessarycircuitry to monitor system output, and produces
an analog dc signal proportional to the kilowatt,
real load, output of the system. This sensor dif-
fers from current sensing systems in that it is
not unduly biased by highly inductive loads such
as motor startings -- sensing kilowatts rather than
current avoids nuisance turbine starts and stops.The sensor is designed to be located in the
system Master Control Cubicle front compartment
and consists of nine control transformers, seven-
teen control diodes, biasing resistors, filtering
capacitors, and an output control transistor. The
ac voltage level of the system is sensed by thefirst stage of transformation and compared with
the current level and phase angle in the second
stage of transformation. The resulting ac signals
are then put into diode rectifier bridge and the
dc output is used to bias the output control tran-
sistor. The transistor then controls a filtered
dc signal output which is directly proportional to
the kilowatt output of the system. This signal isthen monitored by the turbine programmer to start
and stop turbines as required by the electricalload of the system.
TURBINE PROGRAMMER
The Turbine Programmer incorporates two op-
tical-type meter relays with adjustable set points,
an add-subtract stepper relay, seven time-delay
relays for proper sequencing and interval timing,
and load level and start-stop logic relays. The
system load level is sensed by an external real
load sensing device which produces a dc analog
voltage proportional to load. This signal is fed
to the programmer to directly bias a precise refer-
ence voltage which is developed across any one of
five Zener reference diodes, the level being de-
pendent upon the number of units supporting the
load. The load level controls and the add-sub-
tract control circuits utilize seven transistors
to switch-in the appropriate adjustable control
potentiometers. This method permits the operator
the flexibility of setting the programmer to any
percentage of real load at any of five separate
load increments.
In addition to the load control functions,
the programmer recognizes when a unit has been made
unavailable for service due to normal maintenance,
and skips to the next available unit without at-
tempting to start the locked-out unit. The pro-
grammer also recognizes when a unit malfunctions
during service and, upon a fault, produces a faultsignal to the Load-Shed Programmer and a start
command to the next available unit.
LOAD SHED PROGRAMMER
The Load Shed Programmer is designed to be
used with the Turbine Programmer and the Bus LoadSensor and is offered as optional equipment when
the Turbine Programmer and the Bus Load Sensor are
included in the system. It is recommended for in-
stallation in all multi-unit, automatic energy
system applications to ensure continuous system
operation.
The Load Shed Programmer contains the relay
logic circuitry for the control of customer sup-
plied load-shedding circuit-breakers and provides
selective load shedding based on the post-fault
condition of the system. The programmer also pro-
vides for two stages of automatic load reset after
a standby turbine has been started and placed on
line. A third stage of load reset which is
manually controlled by a pushbutton on the door
of the Master Control Cubicle is also provided.
The Load Shed Programmer is de-signed to fit into
the front interior compartment of the Master Con-trol Oubicle.
The Load Shed Programmer continuously moni-
tors the number of units running, as signaled fromthe Turbine Programmer. When a unit fault occurs,
the number of units running immediately is lowered
by one. Then, upon receipt of the fault signal,
the Load Shed Programmer starts the appropriate
relay sequence to signal for load shed, depending
on whether one unit, two units, or three units or
more are running after fault. Completion of the
sequence provides a momentary, two-second, ten-
ampere, dry-contact closure across lighting shed
terminals. Also provided is a maintained ten-
ampere, dry-contact closure across motor shedterminals.
When the standby unit has been started and
is on the line, the number of units running re-
turns to its prefault level. At that time the
load reset sequence starts. In the completion of
this sequence a momentary, two-second contact clo-
sure occurs across the first lighting return
terminals. Five seconds later a momentary two-
second contact closure occurs across the second
lighting return terminals. Upon pressing the
Load-Shed Reset pushbutton on the Master Control
11
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

1COOL]COIL I
NATURAL GAS
AS 1.17ig
it I
TURBINEGEAL SET
TURBINE ■•••GEN.SET
TURBINEGEN.SET
...CHILLEDWATER
CHILLED WATERRETURN
^►BUILL'ING NEAT
SWIMMING rPOOL
NEAT EXCHANGER
COOLING TOWERS
,...-StMLOINO HEATRETURN
......ANTIFREE:ESOLUTION• ANTIFREEZE
SOLUTIONRETURN
■r•
ABSORSTIONCHILLER
BUILDING 14'HEAT EXCHANGER
4— BUILDINGHEAT EXCHANGER I ^
ANTIFREEZE CISOLUTION
HEAT EXCHANGER
GEN.VOLINGEXHAUST
,r PROPANECRITICAL--
VOYOLTS STAND-BYovcAsi,E NON-ccunt A‘l SYSTEM1,34,4,44 LOAD
OIL COOLING IEXHAUST TURBINE
CONTROLS
OMBUSTION AIR
to, COOLING AIR
romalcuwaR
DIVERTING• VALVE
1.• ILENCER:
44*
MIX NGCHAMBER
, 'Lr_4►EXHAOST
DOMESTICI HOT WATER
HEATER
Cubicle, the previously closed motor shed contactswill open.
PRECISE FREQUENCY STANDARD KIT
The Precise Frequency Standard Kit is avail-able for any system regardless of the number of
turbine generator modules. This option is design-
ed to restrict energy system frequency deviationto within 30 sec per month of standard time. For
large systems, the Frequency Standard Kit can bemounted in the Master Control Cubicle. In addi-
tion, a standard-time clock and a bus-time clock
are mounted on the Master Control Panel for time
comparison. To compensate for any malfunctions
or variations that might occur, "Add Bus Time" and
to barometric or altitude changes. The fork is
shock mounted so that the unit does not require
special mounting. The operating Q of the fork,
the measure of selectivity of the circuit, is in
excess of 5000.
The square wave, 60-cps output of the in-verter is fed into one end of a rotating synchron-
ous differential assembly. The other end of the
differential is fed by the system bus. Any fre-
quency deviation between the two inputs results in
a mechanical displacement of the rotating poten-tiometer which produces a positive or negative
signal simultaneously to all of the fuel controls
on the operating units to increase or decrease the
system frequency until it is in phase with thestandard.
"Subtract Bus Time" pushbuttons are mounted on the
Master Control Panel for rapid time corrections. SYNCHRONIZING PANELThe Frequency Standard Kit is a ten-watt
power inverter whose source of accuracy is a pre-
cision tuning fork of bimetallic construction to
virtually eliminate the effects of any temperature
changes. The drive and pickup system is electro-
magnetic. Driving force is applied to both tines
of the tuning fork and pickup voltage is generated
by the motion of both tines. The assembly is
housed in a hermetically sealed and partially
evacuated housing. The fork is thus also immune
The Synchronizing Swing Panel is recommendedfor incorporation of multi-unit energy systems
using a Master Control Cubicle. The panel pro-
vides for manual paralleling of generators and for
manual system operation in the event of a malfunc-
tion in the automatic synchronizing system.
The panel contains a pivot and jewel bearing
mechanism, self-contained synchroscope, two syn-
chronizing lamps, and two voltmeters. The lamps
Fig. 20 Typical apartment schematic
12
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

T TURBI NEGENERATORNODULE
TURBINEGENERATOR
TuRBNEGENERATOnODuLE
TURBINECONTROLS
fu,
DIRECT ExaAuST NEATER PROCESS WISTERCONTROL
DOMESTIC HOTWATER SYSTEM
SPACE HEATINGSYSTEM
LIGHTINGCIRCULATION FANSELEVATORSETC.
ELECTRICPOWER METER
ELECTRIC
NATURAL GAS H METER
AIR CONDITIONINGSYSTEM
'E'LECTRICAL
LOAM SCHEMATIC FOR EACH TENANT
Fig. 21 Typical process plant
are wired to indicate in-phase voltage when both
are dark and the voltmeters are wired so that one
monitors bus voltage and the other monitors incom-ing unit generator voltage. Instruments and lamps
are mounted on a 20 by 14 by 10-in, swinging cab-
inet which is mounted at eye level on one end ofthe control cubicle assembly. By proper position-
ing of the cabinet, it is possible to visually ob-
serve the instruments and lights from in front of
any control cubicle.
TYPICAL APPLICATIONS
Garrett Energy Systems employing the 831
series turbine engines are utilized in many indus-trial and commercial installations. Three typical
installations will be discussed in this section.
The first is an apartment house located in the
western part of the United States. In this system,
the exhaust heat is utilized for air conditioning,
swimming-pool heating, building space heating,walks heating, domestic hot-water and garage heat-
ing. A schematic of this system is shown in Fig,
20. Note the standby propane fuel system. This
qualifies the owner for a very inexpensive inter-
ruptible gas rate.The second application is a typical process
plant in which the exhaust heat is used directly,
eliminating the need for boilers or water heaters.
This system is shown schematically in Fig.21. In
this application, the customer can utilize all
available exhaust heat in a drying process for a
commercial product.The third application is a shopping center
located in the southern part of the United States.
This shopping center will be analyzed as an exam-
ple of the economic feasibility of a turbine-powered on-site energy system. The design parame-
ters for the shopping center are given in Table 1.If an on-site energy system is viewed as to
its economic worth, there are a few immediate ques-
tions which have to be answered. Assuming thatthe owner of the shopping center wishes to sell
Fig. 22 Individually metered purchased power system
the services of the on-site energy system, he
needs to know what the store owners (tenants)
would pay for their utilities and how much the
utilities would cost the owner to produce. Coupled
with this is the matter of the initial capital
cost for the various energy systems under consider-ation.
In order to determine the value of the util-
ities it is necessary to assume that the tenant
could purchase electric power and natural gas from
the appropriate utility companies delivered to hisown meters. With this type of conventional util-ity system the tenant would normally own and main-
tain his own heating and air-conditioning equip-
ment. This is the first system we will consider.
If the owner of the shopping center is to
sell the electric power, the steam or hot-water
service (for producing hot water and for spaceheating), and the chilled-water service (for air
conditioning), he must either purchase electric
power and natural gas from the utility companies
or use a readily available fuel and generate the
electrical power and thermal energy. It can be
seen that three utility systems must be analyzed
in order to provide a clear economic picture with
which to evaluate the shopping center. These sys-
tems are as follows:
1 Individually Metered (per tenant) Pur-
chased Electric Power and Natural Gas Systems --using electric power for air conditioning, light-
ing, utility outlets and air circulation equip-
ment; and using natural gas for hot water and
TABLE 1
2Peak Elec.Load 2Peak
Area(ft ) Density(Watts/ft ) Demand (KW)
26 Small Stores (0-2000 ft2each) 227,450 4.5
20 Medium Stores (2,001-10,000 ft each) 87,015 4.1
large Department Store 1 99,922 5.5
13,500 4.5
13,50o 4.5
102,764 4.5
1 2,000 4.5
12,000 4.5
48,780 2.5
Totals 516,931 ft
Description
Variety Store
Women's Clothes Shop
Department Store
Men's Clothes Shop
Cafeteria
Enclosed Mall
Parking lot and Signs
123.5
3571100
60.760.7
462
54
54
1 22
110
MT KW
13
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

0"PsI
BUILDINGHEATINGSYSTEM
TYPICAL( I I PLACE SI
AuXIJARY
FIRED
BOILER
41'_LL.
ABSORPT 0
CHILLER
0
DOMESTIC
HOT WATERSYSTEM
BUILDINGCOOLINGSYSTEM
5000DOMESTIC HOTwATER SYSTEM
NAT,OLGAS
DI,ECT FIRED B.,ILDENG 4000
BOILER HEATINGSYSTE,
3000
,ELELECT
SYSTEm
2000F--mFlt , I LOull,
_JTO EA, TENANT
Fig. 23 Central purchased power system 1000
SUMMER WEEKDAY
/-l4 INT ER WEEKDAYS_,. 1
1i
-- I
_ .
SUNG-
_ ...
_r.1
M 2 4 6 8 ■ 2 4 16∎ 18 20 22 M
TIME OF DAY, HR
Fig. 26 Electrical load profiles — central conventional systemBUILDINGELECTRIC NATURAL SAS
TURBINE CONTROL TYPICAL LOAD
CUBICLES (II PLACES' GAS
METER
TURBO-POWEREDGENERATOR MODULES
EXHAUST HEATEXCHANGERS
COOLINGTOWERS
Fig. 24 On-site turbopowered system
4000
3500
3000
2500
2000
■%
=.1
1500
1 000
500
0
space heating. The utility costs for the parking
lot, the mall, and the signs are prorated among
the tenants, Fig.22.
2 Central Purchased Power Utility Plant
System -- using electric power for a central
chilled-water air-conditioning system, selling
electric power to each tenant (only with permis-
sion from an electric utility) and using naturalgas for a steam or hot-water system to supply hot
water and space heating, Fig.23.
3 Central On-Site Turbopowered Utility Sys-
tem -- turbine-engine-driven generating system
utilizing exhaust heat recovery for air condition-
ing and space heating, Fig.24.The next step of the feasibility analysis is
to estimate electric load profiles for typical
summer weekdays, winter weekdays and Sundays.When analyzing either the Central Purchased Power
System or the Central Turbopowered Energy Systemthe energy room loads must be added to the basic
shopping-center electric loads. The main energyroom load is, in both systems, the air condition-
ing -- pumps and tower fans. In the case of this
shopping center the following maximum energy room
loads were estimated for the two central systems:
Central On-Site
Purchased Power Turbopowered
System(kw) System(kw)
Winter Energy
Room Load .... 120.............. 160
Summer Energy
Room Load ... 1935 479
Fig.25 depicts the total electric load pro-
files which were estimated for the Central Turbo-
powered Energy System, and Fig.26 shows that esti-
mated for the Central Purchased Power System.
SUMMER WEEKDAYS -
SUNDAYS-\\,_.
- - -
2 4 6 8 10 12 14 16 18 20 22 M
TIME OF DAY, MR
Fig. 25 Estimated electrical load profiles
14
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

2000
;800
1600
1 400
200
1 000
800
600
400
200
0
TOTAL AIRCONDITIONINGREQUIRED
4r A111,1,- 4 #,AP111
AIR CONDITIONING AVAILABLEFROM EXHAUST HEAT
%.1E
TABLE 3
CENTRAL PLANT UTILITY SYSTEMS
ESTIMATED UTILITY COSTS
Item Description
Annual Electric Consumption
Annual Electric Cost
Annual Gas Fuel Consumption
Annual Gas Fuel Cost
Total Annual Utilities Bill
Maintenance - Annual Cost
Total Annual Operating Cost
Purchased TurbopoweredPower System System
15,412,344 KWH --
5247
53,100 MCF 273,759 MCF
$ 20,642 $ 97,736
$268,269 5 97,736
5 31,896 5 48,235
5300,165 5145,971
Total Capital Costs
Net Capital Costs i
Annual Operating Costs
Using the annual operating cost of the Individual Metered System as
the gross revenue potential for the utilities service and subtracting annual
operating cost of the Turbopowered Energy System gives the net revenue
potential for the utilities service.
$337,283 - $145,971 $151,312/year
If these utilities are sold by a central plant, then the net capital
cost of the Turbopowered Energy System becomes the difference between the
two central plants.
$1,106,212 - 5530,802 - 5575,410
I The Total Capital Costs less ten percent for salvage value at the end oftwenty years service.
Table 4
Economic Summary Sheet
IndividuallyMeteredPur. Power
System
0421,909
5337,283
On-SiteCentral Turbopowered
Purchased EnergyPower System System
5589,780 01,228,124
$530,802 51,106,212
$300,165 $ 145,971
2 6 , 0 , 2 4 6 18 20 22
TIME OF DAY, HR
Fig. 27 Air-conditioning load profiles - turbopoweredenergy system
Annual Electric Bills
Small Stores (26 units - 1,056 ft 2 each)
Medium Stores (20 units - 4,350 ft 2 each)
Large Department Store
Variety Store
Women's Clothes Shop
Department Store
Men's Clothes Shop
Cafeteria
Mall, Parking Lot and Signs
Annual Gas Fuel Cost (One Meter)
Total Annual Utilities Bill
Maintenance - Annual Cost
Total Annual Operating Cost
TABLE 2
INDIVIDUALLY METERED PURCHASED ENERGY SYSTEM
ESTIMATED UTILITY COSTS
Cost
5 16,900
S 46,360
5104,765
6,607
5 6,607
$ 47,155
$ 5,920
5 5,920
5 23,392
S 20,642
5284,268
5 53 , 015
5337,283
The air-conditioning load for the shopping
center was estimated to be 300 sq ft per ton de-
livered. Based on a total air-conditioned area of
516,931 sq ft, a peak load of 1725 tons deliveredto the shopping center is required. The maximum
electric power required from the system is on the
hot days in order to provide the additional power
needed for the air conditioning. The hot days
also cause a reduced peak power available from the
'turbine engines, owing to a decrease in the com-
bustion air density. In the case of this shopping
center, it became more economical to chill the
turbine inlet air to 60 F on the hot summer daysthan to add an additional engine to carry the peakelectrical load. The air-conditioning load for
the inlet air was 21 tons per engine at maximum
load. This results in a peak air-conditioning
load of 1935 tons for the Turbopowered System and1725 tons for the Central Purchased Power System.
The required air-conditioning load profile and theair-conditioning profile available from the exhaust
heat are shown in Fig.27. The difference between
these two profiles (shaded portion) is the amount
of air conditioning which must be supplied through
auxiliary firing. In this case, the auxiliary
firing will require a maximum demand of 11,670std. cu ft per hour of natural gas (with LHV of
1000 Btu/std. cu ft) with a total daily consump-
tion of 119,200 std. cu ft.The daily fuel consumption by the turbine
engines was calculated to be:Summer Weekday: 818.1 MCF
Winter Weekday: 747.6 MCF
Sunday: 227.4 MCF
The results of the operating costs for the
three systems under consideration are shown in
Tables 2, 3 and 4.
15
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

TABLE 5
GARRETT ENERGY SYSTEMS
tioning and most of the lighting load would have
to be dropped in the event of a power failure.OWNER LOCATION APPLICATION NO. OPER, REMARKS By contrast, the On-Site Turbopowered EnergyConsumers Power Co. Royal Oak, Mich. Service Center
TUR. HRS.—
24,000 Standard Total Energy System has adequate standby power to enable thisSo. Cal,. Gas Co.Gas PavilionAriz. Public Service Co.
Torrance, Calif.World's Fair, N.Y.Phoenix, Arizona
IndustrialExhibitIndustrial
22,000
8.80012,000
60 Cyc. and 420 Cyc. PowerStandard Total EnergyBlock Loaded to Ariz. Power system to handle 100 percent of the peak summer
Nor. Nat. Gas Co. Hobbs, New Mexico Processing Plant 7,000 Block Loaded [0 N. 0eX. Posey
Nor. III. Gas Co. Glen Ellyn, III. Service Center 31,334 60 Cyc. and 420 Cyc. Power demand, losing no air conditioning in the event ofSo. Coun. Gas Co.ich. Con. Gas Co.
David Wil l 1 ,115
Anaheim, Calif.Grand Rapids, Mich.Coral Gables, Fla.
Service CenterService CenterApartment Hotel
16,5006,300
23,000
Standard Total EnergyStandard Total EnergyStandard Total Energy an unscheduled shutdown of any of the turbine gen-
0 Patten Tractor Co.1 Elizabethtown Gas Co.2 Union Gas Co. of Can.
Waukegan, IllinoisElizabethtown, N. J.Chatham, Ont.
Office Bldg.Office Bldg.Office Bldg.
4,80015,5004,000
Parallel with Reels. EngineStandard Total EnergyStandard Total Energy erator modules.
3 Sawyer Invest. Co. Salt Lake City, Utah High Rise Apt. 7,087 Standard Total Energy4 Mggntain fuel Supply5 Arizona Pub. Serv. Co.
Salt Lake City, UtahPhoenix, Arizona
Service CenterIndustrial
0,870tai
Standard Total Energy450-Ton Turbo-Chiller
6 San Sebastian Dev. Co.7 San Sebastian Dev. Co.
El Segundo, Calif.Pasadena, California
Office Bldg.Office Bldg.
2,
s
500stal
Standard Total EnergyStandard Total Energy SPECIFIC APPLICATIONS
8 Brooklyn Union Gas Co. Staten Island, N. Y. Service Center stal Standard Total Energy9 San Sebastian Dev. Co. Torrance, California Shopping Center stal Standard Total Energy0 Davermen AssociatesI Mountain Fuel
Grand Rapids, Mich.Salt Lake City, Utah
Office Bldg.Office Bldg.
stalnstal
Standard Total EnergyStandard Total Energy
2 N. V. Nederlandse Gasunie Holland Office Bldg. stal Standard Total Energy Table 5 lists the major Garrett Energy Sys-3 Univ. of Calgary
as of November 1966
Calgary, Alberta School stal Standard Total Energy
tems either presently installed or being installed.
1
It should be understood that the Individual-
ly Metered Purchased Power System contains no em-
ergency standby power capabilities. In the eventof a power failure, the entire shopping center
would be dark, automatic doors would not operate,
elevators would be still, and air-conditioning and
ventilation would cease. This has had a direct
effect on insurance in many instances.
The Central Utility Plant using purchasedpower has standby power capable of operating 24.35percent of the maximum required load. Air condi-
The applications vary from a "show-case" installa-
tion at the Worldts Fair in New York to a remoteprocessing plant in New Mexico, and from high-rise
apartments to an office building in Holland. The
point is that these small Turbopowered Generator
Modules are being applied anywhere and everywhere
a suitable rate differential exists between pur-
chased power and fuel, or where an absolutely de-
pendable source of electrical energy must be pro-
vided. Operators of hospitals, computers, specif-
ic types of processing plants, and even drilling
rigs are rapidly becoming aware of. the advantages
offered by on-site turbopowered energy systems.
16
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 06/12/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use