Embed Size (px)
Citation preview

International Journal of Production Research,Vol. 44, No. 10, 15 May 2006, 1881–1905
Agile manufacturing system control based on cell re-configuration
Y. RAO*, P. LI, X. SHAO and K. SHI
School of Mechanical Science and Engineering, Huazhong University of Science and Technology,
1037 Luoyu Road, Hongshan District, Wuhan 430074, People’s Republic of China
(Received September 2005)
The control of an agile manufacturing system (AMS) is expected to be flexible,open, scalable and re-configurable so as to tackle the more complex anduncertain information flows. To meet these requirements, we propose agent-basedcontrol architecture for AMS, under which the functions of task planning,scheduling and dynamic control are integrated seamlessly. First of all, this paperintroduces the concept of RMC (re-configurable manufacturing cell), based onwhich, we construct the control architecture for AMS in compliance with multi-agent system (MAS). The whole control process under the architecture comprisestwo hierarchies, i.e. the upper one for order planning and RMC forming andthe lower one for task scheduling within each RMC. For the upper hierarchy,we establish a linear integer programming (LIP)-based mathematical model anda MAS-based dynamic process model, and present a two-step approach to orderplanning and RMC forming. For the lower hierarchy, we develop the schedulingmodel, a method based on the bidding mechanism from contract net, and describethe rescheduling mechanism in the control system. To illustrate the methodologyproposed in the paper, a simulation study is thoroughly discussed. Our studiesdemonstrate that the RMC-based control architecture provides an AMS with anoptimal, dynamic and flexible mechanism of responding to an unpredictablemanufacturing environment, which is crucial to achieve agility for the wholemanufacturing system.
Keywords: Agile manufacturing; Control architecture; Multi-agent system(MAS); Scheduling; Re-configurable manufacturing cell (RMC)
1. Introduction
The agile manufacturing paradigm was formulated in response to the constantlychanging environment and as a basis for returning to global competitiveness.Agile manufacturing can be defined as the capability of surviving and prosperingin a competitive environment of continuous and unpredictable change by reactingquickly and effectively to changing markets, driven by customer-designed prod-ucts and services (Cho et al. 1996). Having the ability to adapt quickly, an agilemanufacturing system (AMS) can handle the variations in realistic productionenvironments as well as the changing market needs. One of the most importantrequirements for the implementation of an AMS is to enable its control system torespond and adapt to changes in production variables. These variables may be
*Corresponding author. Email: [email protected]
International Journal of Production Research
ISSN 0020–7543 print/ISSN 1366–588X online � 2006 Taylor & Francis
http://www.tandf.co.uk/journals
DOI: 10.1080/00207540500410002
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

caused by expected events such as the introduction of new products, changes in the
product design or high product customisation, as well as by unanticipated events
such as machine failures during manufacturing, equipment drop-outs, rush orders,
cancellation of orders or changes in the priority of orders etc. Although control
systems are recognised as an essential element towards realising agility, relatively
little work has been done on agile manufacturing control systems (Gunasekaran
1999), and most of the approaches do not address the necessary changes in
manufacturing control (Young et al. 2001).Agent/Holon technology has been considered as an important approach for
developing agile intelligent manufacturing systems, such as system control architec-
tures, dynamic system reconfiguration, distributed dynamic scheduling, integration
of planning and scheduling etc. (Shen and Norrie 1999). For example, Valckenaes
et al. (1998) discuss the design of holonic manufacturing systems (HMS), with
emphasis on manufacturing control, presenting holon-based reference architecture
for agile manufacturing control systems. Young et al. (2001) propose a holarchical
architecture for agile manufacturing control systems that achieves agility by adapting
quickly and cheaply to changes in the production environment. Chan and Zhang
(2002) present a multi-agent-based architecture for an agile shop floor control
system, which is responsible for the co-ordination of physical flow and information
flow in the manufacturing shop floor environment. Wang et al. (2003) introduce a
multi-agent and distributed rule-based approach to production scheduling of
agile manufacturing systems. In addition, many researchers have placed their
emphasis on the control of agile manufacturing cells. For example, Kim et al. (1997)
developed software architecture for control of an agile manufacturing work cell, and
demonstrate its flexibility with rapid changeover and introduction of new products.
Ouelhadj et al. (1998) describe a multi-agent system for dynamic scheduling and real
time control in manufacturing cells. This agent-based control system involves four
functions, i.e. scheduling, dispatching, monitoring and error handling, and a contract
net protocol is adopted for dynamic scheduling and exception handling. Zhang et al.
(2002) present a multi-agent-based architecture supporting the design and imple-
mentation of highly re-configurable control systems for agile manufacturing cells.
This architecture consists of several resource agents (material processing agents,
material handling agents and material storage agents), as well as a control agent
and an information agent.All these papers have proposed novel ideas for the development of the
control systems of AMS. However, few of them have tried to combine production
planning, scheduling and control into the control architecture so as to tackle the
complex and unpredictable manufacturing environment in an integrated manner.
In this paper, we propose innovative multi-agent-based control architecture for
AMS, under which the functions of task planning, scheduling and dynamic control
are integrated seamlessly. This architecture is characterised by the concept of the
re-configurable manufacturing cell (RMC), providing AMS with an optimal,
dynamic and flexible mechanism of responding to changing production scenarios.The rest of this paper is organised as follows. In section 2, the system control
architecture is described. Section 3 discusses the model and approach to order
planning and RMC forming. Section 4 is devoted to the model and method of
scheduling within RMC, as well as the rescheduling mechanism in the control
1882 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

system. Section 5 presents a simulation study to demonstrate the methodology
proposed in the paper. Finally, the conclusions are drawn in section 6.
2. System control architecture
2.1 Requirement analysis
An agile manufacturing system (AMS) is expected to possess the ability of surviving
and prospering in a competitive environment of continuous and unpredictable
change by reacting quickly and effectively to changing markets. In view of this,
its control system has to tackle complex and uncertain information flows. Therefore,
the control system of AMS should be flexible, self-adapting and intelligent (Young
et al. 2001). Furthermore, its control architecture should be open, scalable and
re-configurable:
. Openness. The ability to easily integrate various manufacturing resources
(e.g. dynamically adding or cancelling a machine on-line) and take in new
functions.. Scalability. The control system can be easily tailored to suit various
manufacturing systems in different scales.. Reconfigurability. The ability to support rapid system construction, change
or modification in terms of dynamic and logical reconfiguration of
manufacturing cells within the AMS.
In order to achieve the above agility of system control, we propose the
concept of RMC (re-configurable manufacturing cell). An RMC is a logical
clustering of some manufacturing resources, although perhaps physically distributed.
RMC formation is driven by specific customer orders, aiming at optimally fulfill-
ing these orders to meet certain objectives (e.g. minimising costs). An RMC
is dynamically and temporarily configured; it is dismissed once the orders are
fulfilled. In the RMC-based control system of AMS, the following functions should
be included:
. Management of customer orders. Responsible for receiving, analyzing,
evaluating and releasing customer orders.. Task planning and dynamic forming of RMCs. Responsible for breaking down
the accepted customer orders and allocating them to relevant manufacturing
resources, whilst dynamically forming RMCs within the AMS.. Dynamic scheduling and control within RMC. Responsible for dynamic
scheduling and control within each formed RMC to meet the global objective
of the whole AMS.. Management of manufacturing resources. In the RMC-based control of
AMS, the role, status, function and logical position of a manufacturing
resource are changeable; therefore, all manufacturing resources are managed
collectively.. Autonomous control of individual manufacturing resources. This is the
foundation of meeting the requirements of system control architecture.
Agile manufacturing system control based on cell re-configuration 1883
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

2.2 Architecture based on MAS
The multi-agent system (MAS) technology is applied to the development of
system control architecture of AMS. MAS is a loosely-coupled computer system
structured by a group of autonomous agents linked to each other across a
computer network. The MAS paradigm represents an excellent method for building
up complex and flexible intelligent systems. It appears to be very robust and agile
and is claimed to simplify the design process of the system (Maturana and Norrie
1996). As introduced in section 1, many researchers have made great efforts to use
MAS technology in manufacturing system control. These studies have demonstrated
that MAS-based system control architectures provide distinct advantages in terms
of openness, flexibility, scalability and agility (Shen and Norrie 1999, Ouelhadj 2000,
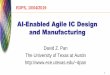
Young et al. 2001, Zhang et al. 2002, Chan et al. 2003).Based on MAS, we propose control architecture for agile manufacturing
systems. As depicted in figure 1, there are five kinds of agent in the control
architecture:
(i) OMA (order management agent),(ii) TPA (task planning and RMC forming agent),(iii) RMA (resource management agent),(iv) CA (RMC agent) and(v) MA (machine or resource agent).
. OMA. Responsible for managing customer orders, including order receiving,
order evaluating in cooperation with TPA and RMA, as well as releasing the
accepted orders to TPA. Furthermore, OMA manages order alteration, such
as changing orders, cancelling orders and adding rush orders. OMA also acts
as the interface between AMS and external systems.. RMA. Responsible for managing the static and dynamic information of
manufacturing resources of AMS, stored in the RDB (resource data base).
RDB
OMA
MAnMA3MA2MA1
CA-mCA-2CA-1TPA
RMA
M1 Mn
M2
...
...
Control System
MA4
M4
...
RMC-2
RMC-1 RMC-mPhysical System
M3
Figure 1. The control architecture of agile manufacturing system.
1884 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

The static information includes the kinds, capacities, specifications andphysical positions of manufacturing resources, whereas the dynamic informa-tion includes their status, affiliations with RMCs, logical positions etc. RMAalso takes responsibility for registering and cancelling manufacturingresources for AMS.
. TPA. In co-operation with RMA, TPA is responsible for breaking down theaccepted customer orders and allocating them to relevant manufacturingresources in the RDB, consequently forming RMCs in accordance withthe task planning results, and subsequently creating the corresponding CAson behalf of the formed RMCs.
. CA. CA is the agent representing an RMC. On the one hand, a CA managesthe assigned tasks from TPA and creates the TAs (task agent); on the otherhand, it dynamically allocates and dispatches the TAs to the MAs in acooperative manner. CAs are dynamically created by TPA driven by theassigned manufacturing tasks, and so are dismissed once the tasks arefinished. Note that a resource might be shared by more than one RMC (e.g.the M3 is shared by RMC-1 and RMC-m in figure 1). In this case, however,it will increase control complexity and therefore, should be avoided as faras possible.
. MA. An MA is the agent on behalf of a physical manufacturing resource.It obtains the processing tasks from the CA that it belongs to, autonomouslyexecutes the assigned tasks and monitors the status of the representedresource.
From what has been described above, it is obvious that the proposed controlarchitecture is characterised by the concept of RMCs, whose agents (the CAs) playa key role. The number of RMCs and the configuration of each RMC are decidedon-line, driven by the specific manufacturing tasks. This RMC-based controlprovides the AMS with an optimal, dynamic and flexible mechanism for respondingto an unpredictable manufacturing environment. This is crucial to achieve agility forthe whole manufacturing system.
It should be noted that the proposed control architecture is hybrid, whichcombines distribution (e.g. among the OMA, RMA and TPA) and hierarchy(e.g. between a CA and its constituent MAs). Therefore, this control architecturepossesses the features of distributed control, such as openness, flexibility andreliability. At the same time, it benefits from the advantages of hierarchical control,such as high control efficiency and reduced control complexity.
2.3 Unified structure of agents
To facilitate the development, modification and maintenance of the controlsystem, we present a unified structure for all kinds of agent in the proposedcontrol architecture. As described in figure 2, the structure comprises threecomponents, i.e. the communication module, control module and data andknowledge base (DB & KB). The DB stores each agent’s local data, such asits status and capacity, whereas the KB stores the methods and rules requiredto perform its activities. The communication module is the interface for the agent
Agile manufacturing system control based on cell re-configuration 1885
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

to communicate and collaborate with other agents. The control module, which
consists of a perceiver, an adapter and a processor, is the core of the agent
structure. Its control process can be described as follows: firstly, according to
the message from the communication module and the local information in the
DB, the perceiver perceives and confirms what kind of event is occurring;
secondly, the adapter decides which methods are activated to respond to the
perceived event by matching the rules in the KB; lastly, the processor executes
corresponding methods in cooperation with the DB & KB. The functional
differences of agents result from the different DBs & KBs possessed by
agents, as well as the different event definitions and processing in their
control modules. Thus, the key to creating an agent lies in the construction of its
DB & KB.The MA is here taken as an example to demonstrate the functioning of an
agent modelled with the unified structure. When an MA is created, the represented
machine’s status (e.g. ‘‘Idle’’) and its processing capacities (e.g. Type: Milling,
Scope: 200�200) are stored in the MA’s DB, whilst the methods (e.g.
Bidding_Method, Processing_Method, Reporting_Method ) and related rules (e.g.
Selecting_Work_Piece_Rule, Handling_Failure_Rule) are stored in its KB. Having
received a message announced by CA (e.g. Request_Machining_Task) via the
communication module, the perceiver perceives the event of Requesting_ for_Bidding.
Then, the adapter may decide to invoke the Bidding_Method by matching
the Selecting_Work_Piece_Rule in KB. Finally, the processor bids for the task
announced by CA, provided that the represented machine is capable of processing
this task and its status is Idle.The KQML (knowledge query and manipulation language) (Genesereth
and Ketchet 1993; Labrou and Finin 1994) is adopted for the message-
based communication between agents, and the message is described according
to KIF, the knowledge interchange format, independent of message type.
DB
Perceiver
Control Module
KB
Adapter Processor
Communiciation Module
Data &Knowledge
Base
Figure 2. The unified structure of agents.
1886 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

The following examples demonstrate the message-based communication betweenrelated agents:
Example 1: CA-j announces taski to all its constituent MAs(Announce //Message type: Announcing Task: sender CA( j ) //The message sender is CA-j: receiver all MAs in CA( j ) //The message receivers are all
MAs in CA-j: content Task(i)) //The message content is taski
Example 2: MAj bids for the taski with time tij and cost cij(Bid //Message type: Bidding Task: sender MA( j ) //The message sender is MAj: receiver CA(i) //The message receiver is CA-i: content (Task(i), Time(tij),
Cost(cij)))
//The message content is the bid
of taski with given time tijand cost cij
From our experience of system development (AMS Research Group 2003),the proposed unified structure of agents and message-based communicationbetween agents in KQML facilitate the openness and scalability required by thecontrol architecture, as well as interoperability between agents under the controlarchitecture.
3. Order planning and RMC forming
3.1 Problem description
As discussed in section 2, an RMC is the dynamic and logical clustering ofsome manufacturing resources, driven by specific customer orders, aiming atoptimally fulfilling these orders along with other RMCs in the AMS. Compared withthe conventional rigid cellular manufacturing mode, the RMC-based manufacturingsystem can rapidly respond to the dynamic and unpredictable manufacturingenvironment in a flexible and optimal manner.
The problem of order planning and RMC forming can be described as follows:provided that customer orders (including the varieties of work piece, their processplans and their batch sizes, as well as the due time of the order) and availablemachines with specific processing capacities are given, which machines should bechosen to serve the orders, and how those chosen machines are logically configureda certain number of manufacturing cells (RMCs)? In the context of this paper, orderplanning means how to break down the accepted customer orders and allocatethem to relevant manufacturing resources (machines). According to the outcome ofthe order planning, the machines required to fulfil the orders are identified. Then,these machines are divided into several groups so as to logically form differentRMCs. Once an RMC is formed, the manufacturing tasks to be undertaken by theRMC are assigned. The objective of order planning and RMC forming may varywith different criteria. In this paper, it is for the AMS to fulfil the customer orders indue time at minimised cost (including processing and transportation). Furthermore,
Agile manufacturing system control based on cell re-configuration 1887
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

in order to reduce the control complexity, the number of RMCs to be formed shouldbe moderate, and the cases of the same machine shared by more than one RMC,
or the same work piece processed in more than one RMC, should be avoided asfar as possible.
Assume SW¼ {W1, W2, W3, . . . ,WW} is the set of all work pieces in a customerorder, W is the total number of work pieces; SM¼ {M1, M2, M3, . . . ,MM} is theset of all available machines of AMS, M is the total number of machines; SC¼
{C1, C2, C3, . . . , CC} is the set of formed RMCs, C is the total number of RMCs,where C�Cmax (Cmax is the given threshold of C ). The process of obtaining SC
can be broken down into the following two steps.
Step 1. Choosing machines. To obtain the set of chosen machines SMC for
configuring the AMS, where SMC¼ {Mi}, SMC � SM, 1� i�M.
Step 2. Clustering machines. To partition the SMC into SMC1,
SMC2, . . . , SMCC, where SMC1 [ SMC2 [ . . .[ SMCC¼ SMC, meanwhile, formingthe partition of SW, i.e. SW1, SW2, SW3, . . . , SWC, where SW1 [ SW2 [ . . . [
SWC¼ SW. Thus, for SC¼ {C1, C2, C3, . . . , CC}, we can get C1¼ SMC1þ SW1,C2¼ SMC2þSW2, . . ., CC¼SMCCþSWC, where X¼AþB denotes the RMC Xis made up of the machines in set A, and assigned the manufacturing task of
processing the work pieces in set B. Note that there will be one of the followingthree cases in the SC:
Case 1: SMCi \ SMCj ¼�, SWi \ SWj ¼� ð1 � i � C, 1 � j � C, i 6¼ jÞ
Case 2: SMCi \ SMCj ¼�, SWi \ SWj 6¼ � ð1 � i � C, 1 � j � C, i 6¼ jÞ
Case 3: SMCi \ SMCj 6¼ �, SWi \ SWj ¼� ð1 � i � C, 1 � j � C,i 6¼ jÞ
Case 1 is the normal case, whereas Case 2 denotes there exists the same work piece to
be processed on more than one RMC, and Case 3 shows there exists the samemachine shared by more than one RMC. Essentially, Case 2 and Case 3 areequivalent.
3.2 Mathematical model and approach
To solve the problem described in section 3.1, we have developed an MAS-based integrated methodology (Li et al. 2004), by applying coalition formation,which stems from game theory and provides an effective mechanism for solvingco-operation problems in both complex and dynamic environments. First, the
customer orders are broken down into subtasks by a knowledge-based system. Then,these subtasks are modelled as TAs (task agents), whilst all available machines aremodelled as RAs (resource agents). After that, a heuristic algorithm is pro-posed to search for the optimal coalition for each TA. Finally, the optimal coalitionstructure (CS) with maximum value and minimum size is selected for each TA, and
these CSs correspond to the RMCs obtained. This approach is suitable for largescale RMC forming problems; however, it cannot guarantee optimality of theobtained result, because the proposed coalition formation algorithm is heuristic.
In this paper, we adopt the two-step approach mentioned in section 3.1.In Step 1, the machine-choosing problem is formalised as an LIP model.
1888 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

For convenience, we introduce the following symbols or variables:
Wi work piece i, i¼ 1, 2, . . .,WMj machine j, j¼ 1, 2, . . . ,MNi batch size of work piece Wi (i�W, Ni� 1)Ri total number of alternative processing routes for Wi (i�W, Ri� 1)
SMir machine set for processing Wi on the rth route (i�W, r�Ri)D due time of order (D>0)
Pj(D) available serving time of Mj before the due time D ( j�M )Tjk(D) available transporting capacity (time) between Mj and Mk before the due
time D ( j, k�M, j 6¼ k)tpijr processing time of Wi on Mj on the rth route (r�Ri, Mj 2 SMir, i�W,
j�M)cpijr processing cost of Wi on Mj on the rth route (r�Ri, Mj 2 SMir, i�W,
j�M)ttijkr transportation time of Wi between Mj and Mk on the rth route (r�Ri, Mj,
Mk 2 SMir, j, k�M, j 6¼ k)ctijkr transportation cost of Wi between Mj and Mk on the rth route (r�Ri, Mj,
Mk 2 SMir, j, k�M, j 6¼ k)
To minimise the total cost (including processing and transportation) of
fulfilling the manufacturing order whilst meeting necessary constraints (including
the available capacity of the manufacturing system, the required due time and
required number of work pieces), we express the objective function of the machine-
choosing problem as follows (equation (1)):
MINXWi¼1
XRi
r¼1
nirXMj¼1
cpijr þXMj¼1
XMk¼1,k6¼j
ctijkr
! !ð1Þ
Subject to
PWi¼1
PRi
r¼1
kj � tpijr � PjðDÞ, 8 j, kj � 1:0
PWi¼1
PRi
r¼1
ttijkr � TjkðDÞ, 8 j, k, j 6¼ k
PRi
r¼1
nir ¼ Ni, 8 i, nir � 0ðIntegerÞ
8>>>>>>>><>>>>>>>>:
ð2Þ
where nir are the variables to be optimised, which denote the number of work piece
wi on the rth processing route (r�Ri), nir� 0, and nir are integers. Furthermore,
the resulting values of nir imply the optimal chosen machines for composing the
AMS, because those machines that serve Wi on the rth processing route will be
eliminated in the case nir¼ 0.The first of the three constraints in equation (2) denotes the available serving time
that can be provided by each machine before the due time of the order; the second
constraint denotes the available transporting capacity (time) that can be provided
between any two machines before the due time of the order; the third constraint
denotes the demanded batch size of each variety of work piece in the order. Note that
kj in the first constraint is the capacity coefficient for Mi in view of the uncertainty
Agile manufacturing system control based on cell re-configuration 1889
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

involved in completing the process on Mi within the due time. Obviously, kjshould be larger than or equal to 1.0.
Since the proposed LIP model takes the work piece’s alternative processingroutes into consideration, it is likely to be practicable. Conventionally, thisLIP model can be solved by mathematical programming methods, such as theCPA (cutting plan algorithm) and BBM (branch-and-bound method), which aresuitable for small and medium-scaled RMC forming problems. For example,
considering an RMC forming problem modelled by LIP, where W¼ 10 and M¼ 20,our computational test shows its computation time on a Pentium-II350 PC isless than 5 minutes. We have also developed a GA (genetic algorithm)-basedapproach to larger-scaled problems (AMS Research Group 2003).
In Step 2, the king clustering algorithm (KCA) (Liang 1988) is adoptedfor solving the machine-clustering problem. The KCA is a simple but effectivemethod for grouping machines and work pieces based on matrix transformation.First, the machine-work piece matrix (MWM) is constructed, whose elementsaij denote whether Wi needs Mj for processing (aij¼ 1) or not (aij¼ 0). Then, thosenon-zero elements are diagonally gathered and finally clustered into several blocksby a series of matrix transformations. Accordingly, these blocks denote the obtainedmachine groups that form the RMCs. The specific application of KCA will bedemonstrated in section 5.
However, the KCA cannot guarantee that the machine-clustering resultwill comply with Case 1 described in section 3.1 Therefore, we have developed anRMC forming method based on simulated annealing algorithm (Liu et al. 2003)
as well, which can guarantee the result in Case 1.
3.3 Dynamic control model
Under the proposed system control architecture, the tasks of order planning andRMC forming are fulfilled by the TPA in cooperation with the RMA, where thedynamic process model based on MAS is depicted in figure 3.
OMA[1]
[11]
MAnMA2MA1CAs ...
RMATPA
[10][8]
[8][10]
[8][10]
[2]
[9]
[5]
[3]
[4] [10][6]
[7][6] [7]
[7]
[6]Send message
Report status/Feedback
The numbers inbrackets denotethe sequence ofmessage sending
[ ]
Figure 3. The dynamic control model of order planning and RMC forming.
1890 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

The dynamic control process of order planning and RMC forming can bedescribed as follows (referring to figure 3):
1. TPA accepts the manufacturing order from OMA.2. TPA sends a request toRMA formanufacturing resource information ofAMS.3. RMA sends the information to TPA on its request.4. TPA invokes the RMC-forming method to form RMCs and creates CAs
subsequently.5. TPA informs RMA about the result of RMC-forming (configurations of
the formed RMCs).6. RMA notifies all relevant MAs about their affiliations with corresponding
RMCs.7. Each MA sends ready information to RMA.8. Each MA sends the registration request to the corresponding CA.9. After receiving the ready information from all relevant MAs, RMA sends
the ready information to TPA.10. After registering MAs, CAs send ready information to their constituent
MAs and TPA respectively.11. Once TPA receives ready information from both CAs and RMA, the
whole tasks of order planning and RMC forming are accomplished.
Finally, TPA reports the result to OMA.
4. Task scheduling within RMC
4.1 Problem statement
Assume SMC¼ {M1,M2,M3, . . . ,Mm} is the set of constituent machines of an RMC,and SWC¼ {W1�N1, W2�N2, W3�N3, . . . ,Wn�Nn} is the set of work pieces to beprocessed in the RMC, whereNi is the batch size of the work piece Wi (i¼ 1, 2, . . . , n).Wi will be processed on one of its several alternative routes. A processing route ofWi is described as an operation sequence: Oi� 1(Mj1/Tj1/Cj1)!Oi� 2(Mj2/Tj2/Cj2)! . . .!Oi� I(MjI/TjI/CjI), where Oi� k is the kth working procedure of Wi,and Mjk/Tjk/Cjk denotes the operation Oi� k is to be processed on machine Mjk withtime Tjk and cost Cjk (i¼ 1, 2, . . . , n; k¼ 1, 2, . . . , I; 1� jk�m). It is assumed thateach machine can process only one operation of one work piece at one time.
The objective of RMC scheduling is to decide the serving machine(Mjk) and starting processing time (STik) for each operation (Oi� k) of work pieceWi to meet the requirement of finishing the task Wi�Ni in due time (i¼ 1, 2, . . . , n),subject to (1) STi1� di; (2) STikþTjk�ST(iþ1)k and (3) STiIþTjI�Di, where di is therelease time of Wi, Di is the due time of Wi. The constraint (1) denotes that Wi canonly be processed after it is released; the constraint (2) denotes that Wi must beprocessed sequentially in accordance with its working procedures; the constraint (3)denotes that Wi should be finished in due time.
4.2 Modeling of scheduling
Scheduling within RMC is modelled as an agent-based process characterised bynegotiation and cooperation between TAs and MAs. In this paper, each element
Agile manufacturing system control based on cell re-configuration 1891
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

(machine) in an SMC is represented by an MA, each element (task) in an SWC
is represented by a TA. Therefore, the scheduling process within RMC can be
described as a negotiation/cooperation process between {MA1, MA2, . . . ,MAm}
and {TA1, TA2, . . . , TAn}. Furthermore, we adopt contract net to construct the
negotiation/co-operation mechanism of scheduling.As described in figure 4, each TA is divided into several sub-task agents
(e.g. TA1-1, TA1-2, etc. in TA1) in accordance with the working procedures of
the work piece in the TA. In order to fulfil the scheduling process by allocat-
ing appropriate tasks to appropriate machines, a bidding mechanism from
contract net is adopted for an MA to communicate and negotiate with
relevant TAs. Also the KQML is used for the message-based communication
between MA and TA. The bidding mechanism comprises the following three
steps:
1. MA requests bids from TAs. Once an MA becomes idle, it sends requests
to all TAs for bids of being served from these TAs.2. TAs bid to be served by MA. Once a TA receives the request for bid,
it checks its constituent sub-task set and appoints the eligible sub-task agent
to bid for being served by the MA.3. MA awards the winner. The MA negotiates with all bidders and eventually
reaches an agreement with one of them (i.e. the winner), which is awarded
to be served.
In Step 3, it is worth mentioning that rules act as the ‘judge’ for MAs to decide
which bidders (sub-task agents) are the winners. Since the cost factor has been
considered in the phase of order planning and RMC forming only the time factor
is considered in this stage. In other words, those rules related to time are adopted
by MAs to decide the winners so as to meet the due time of the tasks assigned to the
RMC, or to finish the tasks as soon as possible. These rules include FCFS (first come
first served), SPT (shortest processing time), EFT (earliest finishing time), EDD
(earliest due date) etc., whichever or their combination are adopted subject to specific
demand of the customer order. A simulation study inclusive of scheduling within
RMC will be discussed in section 5.
MA
TA1
TA1-1 TA1-2
...
TA2
TA2-1 TA2-2
...
TAn
TAn-1 TAn-2
TAn-3
...
...
Step [1] Request for bid
Step [2] Bidding
Step [3] Award
[1] [1] [1]
[2] [2] [2][3]
Figure 4. The scheduling process based on contract net.
1892 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

4.3 Rescheduling mechanism
Rescheduling can be defined as a dynamic approach in response to disturbances.It is as important as scheduling for the successful operation of manufacturingsystems. In particular, since an AMS is expected to react quickly and effectivelyto a manufacturing environment of continuous and unpredictable change, it is ofsignificance for the control system of an AMS to be provided with an effectiverescheduling mechanism.
In this paper, three kinds of disturbance that often occur in an agilemanufacturing environment are considered:
1. Addition of urgent task. Upon receiving an urgent task, OMA will collaboratewith TPA and RMA. As a result, the urgent task may be broken downinto several sub-tasks assigned to the existing CAs (RMCs). Once a CAreceives an urgent sub-task, it will create an urgent sub-task agent (UTA),assign the UTA a high priority and release it into the bidding process.Meanwhile, the EDD or other priority-based rule will be adopted by the CA’sMAs to make sure the UTA is always the winner.
2. Cancellation of unneeded task. Upon receiving the message of task can-cellation from OMA, TPA will break down the cancelled task and notifyrelevant CAs to cancel those task agents related to the cancelled taskfrom their task agent sets, without any disturbance to the established biddingprocess within a CA.
3. Machine breakdown. When a machine breaks down, first of all, thecorresponding failure machine agent (FMA) is suspended or cancelled byRMA, subject to the degree of the failure (recoverable or not over the duetime of the customer order). Then, the affected CA evaluates the effect ofthe breakdown on its scheduled tasks. If the machine breakdown causes theCA to be unable to fulfil its tasks due to insufficient capacity, the CA willreport to TPA. Subject to the evaluation result, TPA re-plans the affectedtasks within the whole AMS, or reports to OMA for other disposal.If the affected CA is capable of coping with the machine breakdown byitself, the following steps will be taken: first, the FMA quits the biddingprocess; then, the affected tasks will continue to bid for being served byother MAs of the CA, given that the work piece on the failing machine isnot damaged. Otherwise, a new substitute of the damaged work piece willbe introduced into the AMS as an ‘urgent task’ to be handled in accordancewith (1). The recovered machine (MA) will join the RMC (CA) again,provided that the failed machine is recoverable over the due time of thecustomer order.
5. Simulation study
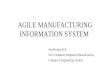
5.1 Case description
Consider an AMS consisting of 10 machines (M1�M10), where there are fourgrouped lathes (M1,M2,M5,M7), two grouped milling machines (M8,M9), threegrouped grinding machines (M3,M6,M10) and one three-dimensional coordinatemeasuring machine (M4). The layout of the AMS is depicted in figure 5.
Agile manufacturing system control based on cell re-configuration 1893
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

Consider a customer order comprising six varieties of work piece (P1�P6)to be processed over the due time of 400 minutes on the assumption that eachwork piece’s arrival time is zero, and each machine’s available capacity over theorder’s due time is 400 minutes. The batch size of each variety is 18, 13, 6, 7, 8 and9 respectively. The process plans of all varieties, including the alternative processingroutes, working procedures in each route, required machine for each workingprocedure, as well as the processing time (unit: minute) and costs (unit: USD/piece)of each working procedure, are described in table 1.
Note that the transportation factor need not be considered in this simulationstudy, given that the system’s transporting capacity is sufficient and the costs oftransportation are negligible.
When the customer order is submitted to the manufacturing system, first ofall, it will be evaluated by the OMA. Once accepted, this order is added to theOMA’s order queue. Then, the OMA, TPA and RMA co-operate with each other.As a result, the order is optimally planned and broken down by the TPA, whilstthe RMCs are dynamically formed, and consequently, the CAs including their TAs
M4 M1 M2 M5 M7
M3 M6M10
M8 M9
Lathe Group
Grinding Group Milling Group
MeasuringMachine
Figure 5. The layout of an AMS.
Table 1. The process plans of work piece.
Work pieceAlternative
routes Working procedures: Operation (machine/time/cost)
P1 P1-R1 Turning (M1/10/7)!Turning (M2/20/7)!Grinding (M3/30/7)P1-R2 Turning (M2/40/8)!Grinding (M3/20/6)P1-R3 Turning (M5/20/5)!Grinding (M6/20/5)
P2 P2-R1 Turning (M1/20/8)!Turning (M2/20/8)!Measuring (M4/15/6)P2-R2 Grinding (M3/20/4)!Measuring (M4/30/4)
P3 P3-R1 Turning (M5/30/9)!Grinding (M6/30/9)
P4 P4-R1 Turning (M7/25/12)!Milling (M8/30/14)!Grinding (M10/15/7)P4-R2 Milling (M9/30/18)!Grinding (M10/20/8)
P5 P5-R1 Turning (M5/20/13)!Grinding (M6/20/14)P5-R2 Milling (M9/24/12)!Grinding (M10/14/7)
P6 P6-R1 Milling (M8/30/20)!Grinding (M10/13/9)
1894 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

are constructed. After that, each CA will schedule and execute its assigned tasks(TAs) within the corresponding RMC. Note that the 10 MAs (MA1�MA10)corresponding to the 10 machines (M1�M10) have been created and their data areinputted into the RDB at the beginning of the control system’s construction.
The following sections will discuss how the TPA optimally plans this orderand dynamically forms RMCs within the AMS (in section 5.2), as well as how eachCA schedules and controls the assigned tasks within its represented RMC(in section 5.3).
5.2 Order planning and RMC forming
The objective of order planning and RMC forming is to optimally allocate the workpieces to the machines to achieve lowest manufacturing costs, whilst logicallyreconfiguring RMCs by clustering analysis to reduce the complexity of productionscheduling and control.
According to the LIP model introduced in section 3.2, we can construct thefollowing objective function:
MINð21x11 þ 14x12 þ 10x13 þ 22x21 þ 8x22 þ 18x31 þ 33x41 þ 26x42
þ 27x51 þ 19x52 þ 29x61Þ ð3Þ
where xij denotes the number of Pi to be processed on the route of Pi–Rj describedin table 1 (i¼ 1, 2, 3, 4, 5, 6; j¼ 1, 2, 3).
The objective function above is subject to the constraints of batch size ofeach variety of work piece (Constraint 4), as well as the constraints of availableprocessing time of each machine (Constraint 5).
x11 þ x12 þ x13 ¼ 18
x21 þ x22 ¼ 13
x31 ¼ 6
x41 þ x42 ¼ 7
x51 þ x52 ¼ 8
x61 ¼ 9
8>>>>>>>><>>>>>>>>:
ð4Þ
10x11 þ 20x21 � 400=k1
20x11 þ 40x12 þ 20x21 � 400=k2
30x11 þ 20x12 þ 20x22 � 400=k3
15x21 þ 30x22 � 400=k4
20x13 þ 30x31 þ 20x51 � 400=k5
20x13 þ 30x31 þ 20x51 � 400=k6
25x41 � 400=k7
30x41 þ 30x61 � 400=k8
30x42 þ 24x52 � 400=k9
15x41 þ 20x42 þ 14x52 þ 13x6 � 400=k10
8>>>>>>>>>>>>>>>>>><>>>>>>>>>>>>>>>>>>:
ð5Þ
Agile manufacturing system control based on cell re-configuration 1895
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

where Km (m¼ 1, 2, . . . , 10) is the coefficient of each machine’s time capacity, on
the assumption that Km¼ 1.1 in this simulation study. Solved by mathematical
programming method (e.g. CPA or BBM), the following optimal results are reached:
x11 ¼ 8; x12 ¼ 1; x13 ¼ 9; x21 ¼ 8; x22 ¼ 5;
x31 ¼ 6; x41 ¼ 2; x42 ¼ 5; x51 ¼ 0; x52 ¼ 8; x61 ¼ 9:
where xij¼N (i¼ 1, 2, 3, 4, 5, 6; j¼ 1, 2, 3) denotes that N pieces of Pi will
be processed on the route of Pi–Rj (N is less than or equal to the batch size of Pi).
For example, x11¼ 8 denotes that eight pieces of P1 are planned to be processed
on the P1–R1 route.The KCA is adopted for the RMC forming. We regard the same variety of
work piece as different provided that their processing routes are different.
For example, the variety of P1 is distinguished as three different varieties,
i.e. P1-R1, P1-R2 and P1-R3, corresponding to P1’s three alternative processing
routes. For convenient discussion, we rename all these distinguished varieties of
work piece in this simulation study as W1, W2, W3, W4, W5, W6, W7, W8, W9 and
WA (described in the first column of Table 3), their working procedures are
designated in Wi-number fashion, for example, the W1’s three working procedures
are expressed as W1-1!W1-2!W1-3. Table 2 shows the initial MWM before
clustering, whereas table 3 describes the last MWM after clustering operations,
where the three groups are formed corresponding to the three logical RMCs. Note
Table 2. The MWM before clustering.
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
P1-R1 1 1 1P1-R2 1 1P1-R3 1 1P2-R1 1 1 1P2-R2 1 1P3-R1 1 1P4-R1 1 1 1P4-R2 1 1P5-R2 1 1P6-R1 1 1
Table 3. The MWM after clustering.
M2 M3 M1 M4 M6 M5 M10 M8 M7 M9
P1-R1(W1) 1 1 1P1-R2(W2) 1 1P2-R1(W3) 1 1 1P2-R2(W4) 1 1P1-R3(W5) 1 1P3-R1(W6) 1 1P4-R1(W7) 1 1 1P6-R1(W8) 1 1P5-R2(W9) 1 1P4-R2(WA) 1 1
1896 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

that the variety corresponding to P5–R1 is not included in the MWMs, because thisalternative route is not adopted by the optimal results (x51¼ 0).
From what has been described above, we can conclude the results of orderplanning and RMC forming within the AMS as described in table 4, where Wk�Ndenotes N pieces of Wk (k¼ 1, 2, 3, 4, 5, 6, 7, 8, 9, A). The logical layout ofreconfigured RMCs is depicted in figure 6.
5.3 Scheduling and control within RMC
When the three RMCs are formed, the corresponding CAs (CA-1, CA-2, CA-3)including their TAs are created consequently by the manufacturing control system.The next step is for each CA to schedule, control and execute its assignedtasks within its RMC respectively. Considering the similarity of the operatingprocess, we take RMC-1 (CA-1) as an example to demonstrate the scheduling andcontrol process within RMC.
In RMC-1, there are four renamed varieties of work piece to beprocessed, i.e. W1� 8, W2� 1, W3� 8 and W4� 5, whose processing routes areP1–R1, P1–R2, P2–R1, P2–R2 respectively as described in table 1. Accordingly, fourTAs are created for CA-1, i.e. TA1, TA2, TA3 and TA4, corresponding toW1� 8, W2� 1, W3� 8 and W4� 5 respectively. The processing operations of eachvariety of work piece are mapped to the corresponding TA in the same fashion.
M4 M1 M2 M5 M7
M3 M6M10
M8 M9
RMC-2 RMC-3RMC-1
Figure 6. The logical layout of RMCs.
Table 4. The results of order planning and RMC forming.
RMC SC SMC SW
RMC-1 C1¼ SMC1þ SW1 SMC1¼ {M1, M2, M3, M4} SW1¼ {W1� 8, W2� 1,W3� 8, W4� 5}
RMC-2 C2¼ SMC2þ SW2 SMC2¼ {M5, M6} SW2¼ {W5� 9, W6� 6}RMC-3 C3¼ SMC3þ SW3 SMC3¼ {M7, M8, M9, M10} SW3¼ {W7� 2, W8� 9,
W9� 8, WA� 5}
Agile manufacturing system control based on cell re-configuration 1897
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

For example, TA1-1, TA1-2 and TA-3 correspond to W1-1, W1-2 and W1-3respectively.
According to the methodology described in section 4, a bidding mechanismcombining rules is adopted for CA-1 to schedule its TAs within RMC-1, whereTAs (TA1, TA2, TA3, TA4) negotiate with MAs (MA1, MA2, MA3, MA4) to reachagreement with each other. Under the normal condition, MAs act as the servers(auctioneers), whereas TAs act as the bidders. For example, in the first round ofthe bidding process, all four MAs are available servers, so they announcethe requests of bidding to the four TAs, where TA1-1 and TA3-1 are eligiblebidders for MA1, TA2-1 is the eligible bidder for MA2 and TA4-1 is the eligiblebidder for MA3, however, there are no eligible bidders for MA4. For MA2 andMA3, they have to award TA2-1 and TA4-1 respectively, because there are nochoices for them. For MA1, however, it negotiates with the two bidders (TA1-1,TA3-1), and eventually TA1-1 becomes the winner according to the SPT rule. Onceagreement has been reached between an MA and a TA, the TA will be executed bythe MA autonomously. Whenever any TA is finished, the corresponding idle MAwill start the next round of bidding. This process continues until all TAs are finishedin CA-1. The whole bidding process between MAs and TAs in CA-1 under thenormal condition is shown in Appendix B (the bracketed values denote theprocessing times of corresponding working procedures). Note that the SPTand FCFS rules are adopted by MAs in this simulation study, since the averageflow time for all work pieces is expected to be minimised in order to meet the duetime of the order.
It is obvious that the scheduling process above is dynamic, and flexiblefor dealing with unpredictable conditions. Once unexpected events occur(e.g. task changing, machine breakdown), only local changes need to be taken forrelated TAs and MAs, without destroying the essential bidding process. Forexample, once an urgent task is accepted by CA-1, it will be constructed as a newTA with high priority and join in the bidding process, where the EDD or priority-based rules may be adopted by the MAs to fulfil this urgent task. On the otherhand, if an MA is out of order, it will quit the bidding process temporarily, andrelevant measures will be taken by CA-1, depending on the severity of thebreakdown.
The Gantt charts of RMC-1, RMC-2 and RMC-3 are depicted inAppendix C. From these charts, it can be noticed that all tasks assigned to eachRMC are fulfilled within the due time, which also confirms the reasonabilityof the order planning and RMC forming. The performances of all RMCs/machinesare shown in table 5, whereas the performances of all work piece varieties areshown in table 6. Note that the utilisation rates of some machines (e.g. M7) are quite
Table 5. The performances of RMCs/machines.
RMC RMC-1 RMC-2 RMC-3
Machine M1 M2 M3 M4 M5 M6 M7 M8 M9 M10
Machining time 240 360 360 270 360 360 50 330 342 359Idle time 135 15 15 105 30 30 346 66 54 37Utilisation rate 64% 96% 96% 72% 92% 92% 12% 83% 86% 91%
1898 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

low, since the utilisation rates of machine are not the principle objective in theproposed methodology. Actually, the utilisations of machine have been consideredin the stage of order planning and RMC forming in the form of constraints of eachmachine’s processing time (Constraint 5).
6. Conclusions
To meet the agile manufacturing environment, we developed innovativeMAS-based control architecture for AMS, which integrates the functions oftask planning, scheduling and dynamic control. This control architecture ischaracterised by the novel concept of RMC. An RMC is a dynamic and logicalclustering of manufacturing resources of AMS, although perhaps physicallydistributed. RMC formation is driven by specific customer orders. The RMCagents (CAs), which represent RMCs, play a key role in achieving agility inthe control system. The whole control process under the proposed controlarchitecture is the combination of distribution (e.g. order planning and RMCforming among OMA, RMA and TPA) and hierarchy (e.g. task scheduling anddispatching between a CA and its constituent MAs). Therefore, this controlarchitecture possesses some features of distributed control, such as openness,flexibility and reliability; meanwhile, it benefits from the advantages of hierarchicalcontrol, such as high control efficiency and reduced control complexity. Ourstudies demonstrate that the RMC-based control architecture provides an AMS withan optimal, dynamic and flexible mechanism of responding to an unpredictablemanufacturing environment, which is crucial to achieve agility for the wholemanufacturing system. Future work will focus on the improvement and extensionof the control methods related to the proposed control architecture for practicalapplications.
Acknowledgements
We would like to acknowledge the support of the National Basic Research Programof China under grant number 2005CB724107, the National High-Technology R&DProgram for CIMS of China under grant number 2003AA411120 and the NationalNatural Science Foundation of China under grant number 50105006. We are verygrateful to Dr Janet Efstathiou at the Department of Engineering Science of theUniversity of Oxford for her valuable suggestions and comments.
Table 6. The performances of work piece varieties.
Work piece P1 P2 P3 P4 P5 P6
Start time 0 0 180 0 0 0Finish time 360 375 390 396 237 286Makespan 360 375 210 396 237 286
Agile manufacturing system control based on cell re-configuration 1899
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

Appendix A: List of abbreviations
AMS Agile manufacturing systemCA RMC agent
EDD Earliest due dateEFT Earliest finishing time
FCFS First come first servedFMA Failure machine agent
KQML Knowledge query and manipulation languageLIP Linear integer programmingMA Resource or machine agent
MAS Multi-agent systemMWM Machine–work-piece matrixOMA Order management agentRDB Resource date baseRMA Resource management agentRMC Reconfigurable manufacturing cellSPT Shortest processing timeTA Task agent
TPA Task planning and RMC forming agentUTA Urgent sub-task agent
Appendix B
Table B1. The bidding process between MAs and TAs in CA-1.
Roundno.
Timepoint
Server(MAs)
Bidders(operations of TAs in CA-1) Winner
Appliedrules
1 0 MA1 TA1-1(10), TA3-1(20) TA1-1 SPTMA2 TA2-1(40) TA2-1MA3 TA4-1(20) TA4-1
2 10 MA1 TA1-1(10), TA3-1(20) TA1-1 SPT
3 20 MA1 TA1-1(10), TA3-1(20) TA1-1 SPTMA3 TA4-1(20) TA4-1MA4 TA4-2(30) TA4-2
4 30 MA1 TA1-1(10), TA3-1(20) TA1-1 SPT
5 40 MA1 TA1-1(10), TA3-1(20) TA1-1 SPTMA2 TA1-2(20) TA1-2MA3 TA4-1(20), TA2-2(20) TA4-1 FCFS
6 50 MA1 TA1-1(10), TA3-1(20) TA1-1 SPTMA4 TA4-2(30) TA4-2
7 60 MA1 TA1-1(10), TA3-1(20) TA1-1 SPTMA2 TA1-2(20) TA1-2MA3 TA4-1(20), TA2-2(20), TA1-3(30) TA4-1 SPT & FCFS
8 70 MA1 TA1-1(10), TA3-1(20) TA1-1 SPT
(Continued)
1900 Y. Rao et al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

Table B1. Continued.
Roundno.
Timepoint
Server(MAs)
Bidders(operations of TAs in CA-1) Winner
Appliedrules
9 80 MA1 TA3-1(20) TA3-1MA2 TA1-2(20) TA1-2MA3 TA4-1(20), TA2-2(20), TA1-3(30) TA4-1 SPT & FCFSMA4 TA4-2(30) TA4-2
10 100 MA1 TA3-1(20) TA3-1MA2 TA1-2(20), TA3-2(20) TA1-2 FCFSMA3 TA2-2(20), TA1-3(30) TA2-2 SPT
11 110 MA4 TA4-2(30) TA4-2
12 120 MA1 TA3-1(20) TA3-1MA2 TA1-2(20), TA3-2(20) TA1-2 FCFSMA3 TA1-3(30) TA1-3
13 140 MA1 TA3-1(20) TA3-1MA2 TA1-2(20), TA3-2(20) TA1-2 FCFSMA4 TA4-2(30) TA4-2
14 150 MA3 TA1-3(30) TA1-3
15 160 MA1 TA3-1(20) TA3-1MA2 TA1-2(20), TA3-2(20) TA1-2 FCFS
16 180 MA1 TA3-1(20) TA3-1MA2 TA1-2(20), TA3-2(20) TA1-2 FCFSMA3 TA1-3(30) TA1-3
17 200 MA1 TA3-1(20) TA3-1MA2 TA3-2(20) TA3-2
18 210 MA3 TA1-3(30) TA1-3
19 220 MA1 TA3-1(20) TA3-1MA2 TA3-2(20) TA3-2MA4 TA3-3(15) TA3-3
20 240 MA2 TA3-2(20) TA3-2MA3 TA1-3(30) TA1-3MA4 TA3-3(15) TA3-3
21 260 MA2 TA3-2(20) TA3-2MA4 TA3-3(15) TA3-3
22 270 MA3 TA1-3(30) TA1-3
23 280 MA2 TA3-2(20) TA3-2MA4 TA3-3(15) TA3-3
24 300 MA2 TA3-2(20) TA3-2MA3 TA1-3(30) TA1-3MA4 TA3-3(15) TA3-3
25 320 MA2 TA3-2(20) TA3-2MA4 TA3-3(15) TA3-3
26 330 MA3 TA1-3(30) TA1-3
27 340 MA2 TA3-2(20) TA3-2MA4 TA3-3(15) TA3-3
28 360 MA4 TA3-3(15) TA3-3
Agile manufacturing system control based on cell re-configuration 1901
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

W1-1W1-1W1-1W1-1W1-1W1-1W1-1 W1-1 W3-1 W3-1 W3-1 W3-1 W3-1 W3-1 W3-1 W3-1
W2-1 W1-2 W1-2 W1-2 W1-2 W1-2 W1-2 W1-2 W1-2 W3-2 W3-2 W3-2 W3-2 W3-2 W3-2 W3-2 W3-2
W4-1 W4-1 W4-1 W4-1 W4-1 W2-2 W1-3 W1-3 W1-3 W1-3 W1-3 W1-3 W1-3 W1-3
W4-2 W4-2 W4-2 W4-2 W4-2 W3-3W3-3W3-3W3-3W3-3W3-3W3-3W3-3
M1
400
M2
M3
M4
200 80 180 220 240 360 375
Figure 7. The Gantt chart for RMC-1.
1902
Y.Raoet
al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

W5-1 W5-1 W5-1 W5-1 W5-1 W5-1 W5-1 W5-1 W5-1 W6-1 W6-1 W6-1 W6-1 W6-1 W6-1
W5-2 W5-2 W5-2 W5-2 W5-2 W5-2 W5-2 W5-2 W5-2 W6-2 W6-2 W6-2 W6-2 W6-2 W6-2
M5
M6
0 20 180 200 210 360 390 400
Figure 8. The Gantt chart for RMC-2.
Agile
manufactu
ringsystem
contro
lbased
oncell
re-config
uratio
n1903
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

W7-1 W7-1
W8-1 W8-1 W8-1 W8-1 W8-1 W8-1 W8-1 W8-1 W8-1 W7-2 W7-2
W9-1 W9-1 W9-1 W9-1 W9-1 W9-1 W9-1 W9-1 WA-1 WA-1 WA-1 WA-1 WA-1
W9-2 W8-2 W9-2 W8-2 W9-2 W8-2 W9-2 W8-2 W9-2 W8-2 W9-2 W8-2 W9-2 W8-2 W9-2 W8-2 WA-2 W8-2 WA-2 W7-3 WA-2 W7-3 WA-2 WA-2
M7
M9
M8
M10
24 120119 147 150 177 180 207 210 237 240
50
330
342
396 400356
192
270
Figure 9. The Gantt chart for RMC-3.
1904
Y.Raoet
al.
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010

References
AMS Research Group, Research on the theory, modeling and running test of advancedmanufacturing systems. Technical Report, Huazhong University of Science andTechnology, 2003.
Chan, F.T.S. and Zhang, J., A multi-agent-based agile shop floor control system. Int. J. Adv.Manuf. Tech., 2002, 19, 764–774.
Chan, F.T.S., Zhang, J. and Li, P., Agent- and CORBA-based application integrationplatform for an agile manufacturing environment. Int. J. Adv. Manuf. Tech., 2003, 21,460–468.
Cho, H., Jung, M. and Kim, M., Enabling technologies of agile manufacturing and its relatedactivities in Korea. Comp. & Indust. Eng., 1996, 30(3), 323–334.
Gunasekaran, A., Agile manufacturing: a framework for research and development. Int.J. Prod. Econ., 1999, 62, 87–105.
Genesereth, M.R. and Ketchet, S.P., Software agents. Communication of the ACM, 1993,37(7), 48–53.
Kim, Y., Jo, J.Y., Velasco, V.B. Jr., Barendt, N.A., Podgurski, A., Ozsoyoglu, G. andMerat, F.L., Flexible software architecture for agile manufacturing. Proc. IEEE Int.Conf. Robot. & Autom., 1997, 4, 3043–3047.
Liang, Y.J., Applications of Group Technology (GT) in Production Management, (translated)1988 (Economic Science Press: Beijing).
Labrou, Y. and Finin, T., A semantics approach for KQML: a general-purpose communi-cation language for software agents, in Proceedings of the 3rd International Conferenceon Information and Knowledge Management, 1994, New York, USA.
Li, P.G., Li, S.X. and Rao, Y.Q., Coalition formation and its application in planning for agilemanufacturing cell. Int. J. Adv. Manuf. Tech., 2004, 24, 298–305.
Liu, S.P., Wei, Y.J., Rao, Y.Q. and Li, P.G., A cell formation method based on simulatedannealing algorithm. J. Huazhong Univ. Sci. & Tech. (Nature Science edition in Chinese),2003, 31(11), 58–60.
Maturana, F.P. and Norrie, D.H., Multi-agent mediator architecture for distributedmanufacturing. J. Intel. Manuf., 1996, 7, 257–270.
Ouelhadj, D., Hanachi, C. and Bouzouia, B., Multi-agent system for dynamic schedulingand control in manufacturing cells, in Proceedings of the IEEE International Conferenceon Robotics & Automation, 1998 (Leuven, Belgium).
Ouelhadj, D., Hanachi, C. and Bouzouia, B., Multi-agent architecture for distributedmonitoring for flexible manufacturing systems (FMS), in Proceedings of the 2000 IEEEInternational Conference on Robotics & Automation, San Francisco, CA, April, 2000,pp. 2416–2421.
Shen, W. and Norrie, D.H., Agent-based systems for intelligent manufacturing: a state-of-the-art survey. Knowl. Inf. Syst., 1999, 1(2), 129–156.
Valckenaes, P., Brussel, H.V., Wyns, J., Bongaerts, L. and Peeters, P., Designing holonicmanufacturing systems. Robot. & Comp.-Integ. Manuf., 1998, 14, 455–464.
Wang, Y.H., Yin, C.W. and Zhang, Y., A multi-agent and distributed rule based approach toproduction scheduling of agile manufacturing systems. Int. J. Comp. Integ. Manuf.,2003, 16(2), 81–92.
Young, K.W., Muehlhaeusser, R., Piggin, R.S.H. and Rachitrangsan, P., Agile controlsystems. Proc. Inst. Mech. Engrs, 2001, 215, Part D, 189–195.
Zhang, J., Chan, F.T.S., Li, P., Lau, H.C.W., Ip, W.L.R. and Samaranayak, P., Investigationof the reconfigurable control system for an agile manufacturing cell. Int. J. Prod. Res.,2002, 40(15), 3709–3723.
Agile manufacturing system control based on cell re-configuration 1905
Downloaded By: [Huazhong University of Science and Technology] At: 02:16 21 July 2010