Embed Size (px)
Citation preview

Paul H. KloppingMichael H. Foster
Aerated StabilizationBasins
for Pulp and Paper Mills

iii
Aerated StabilizationBasins
for Pulp and Paper Mills
Paul H. Klopping, CETCallan & Brooks, Inc.
Corvallis, Oregon
Michael H. Foster, CETEnvironmental Business Specialists, LLC
Mandeville, Louisiana
Callan and Brooks, Inc.3740 NW Glenridge Dr.Corvallis, Oregon 97330541 753-3300
CallanBrooks&
Publishing Co.

iv
Aerated Stabilization Basins for Pulp and Paper Mills
v
Aerated Stabilization Basins for Pulp and Paper MillsISBN 1-883615-41-0
Copyright © 2003 by Callan & Brooks, Inc.
All rights reserved. This book may not be duplicated in any way without the expressed written consent of the publisher.
Printed in the United States of America
Callan and Brooks, Inc.3740 NW Glenridge Dr.Corvallis, Oregon 97330(541) 753-3300 • FAX (541) 753-5730e-mail address: [email protected]
The authors may be contacted at:Paul H. Klopping c/o Callan and Brooks, Inc.3740 NW Glenridge Dr.Corvallis, Oregon 97330(541) 753-3300 • FAX (541) 753-5730e-mail address: [email protected]
or
Michael H. Foster c/o Environmental Business Specialists, LLCP.O. Box 1936Mandeville, LA 70470-1936(985) 674-0660 • FAX (985) 674-3483e-mail address: [email protected] Website: www.ebsbiowizard.com
Limits of Liability and Disclaimer of Warranty
The authors and publisher have used their best efforts in preparing this book, including the development, research, and application of the strategies presented here to determine their effectiveness. The authors and publisher make no warranty of any kind, expressed or implied, with regard to the instructions and suggestions contained here. The authors and publisher shall not be liable in the event of incidental or consequential damages in connection with, or arising out of the furnishing, performance, or use of the information in this book.

iv
Aerated Stabilization Basins for Pulp and Paper Mills
v
About the Authors
Paul H. Klopping is Principal Consultant for Callan & Brooks, Inc. in Corvallis, Oregon. A specialist in biological wastewater treatment, he has thirty years experience in plant operations, training, and technical assistance. His expertise in activated sludge and ASB process control, solids handling, and facility management has been utilized in hundreds of projects throughout North America, the South Pacific and in Europe.
His education includes a B.S. and three years of postgraduate study in microbiology. Mr. Klopping is a Certified Environmental Trainer, former Chairman of the Water/Wastewater Technology Department at Linn-Benton Community College in Oregon, a charter member and Past President of the National Environmental Training Association, and Past President of the Pacific Northwest Clean Water Association. He is a member of the Technical Association of the Pulp and Paper Industry (TAPPI) and has earned TAPPI's Outstanding Faculty Award annu-ally since 1994. Mr. Klopping holds a Class IV Wastewater Operator License in Oregon.
Michael H. Foster is Principal Consultant for Environmental Business Specialists, LLC in Mandeville, LA. Mr. Foster started EBS in 1996 after a thirteen-year career with a major supplier of wastewater treatment chemicals. EBS provides training and consulting services to industrial wastewater treatment systems, particularly the pulp and paper industry. Mr. Foster conducts training classes and seminars throughout the country on activated sludge systems, aerated stabilization basins and the use of chemical and biological technologies in these systems. He has authored numerous articles and papers on a variety of topics including nutrient optimization, activated sludge process control, bioaugmentation and micronutrient technology.
Mr. Foster received his B.S. degree in Chemistry from the University of Southern Mississippi in 1980. He is a Certified Environmental Trainer (CET) in wastewater and holds Class IV Wastewater Operator Licenses in MS, LA and AR. Mr. Foster is a member of the Technical Association of the Pulp and Paper Industry (TAPPI), the Water Environment Federation (WEF) and the National Environmental Trainers Association (NETA).

vi
Aerated Stabilization Basins for Pulp and Paper Mills
vii
Foreword
In pulp and paper wastewater treatment, the aerated stabili-zation basin (ASB) has been a relatively ignored process despite the fact that over thirty percent of the pulp and paper wastewa-ter systems in North America utilize ASBs as their biological wastewater treatment process. While entire books have been written on the activated sludge process and municipal lagoons, pulp and paper mill ASBs have been generally relegated to a few pages or paragraphs in a small number of specialty publications. In 1995, Klopping, Richard and Marshall published Aerated Stabilization Basins, Operations, Monitoring and Troubleshoot-ing, which was primarily oriented to the pulp and paper industry. This book draws heavily from that earlier work, but introduces material more specific to ASBs and the pulp and paper industry in particular.
This work draws extensively from our experiences as trainers and troubleshooters in the area of ASB operation and optimization. Where information was used from published sources, we have made every effort to acknowledge the source in the appropriate location in the text. However, much of this is either widely accepted information or knowledge acquired from our experiences working in the industry. Consequently, there are relatively few references cited in the text. We listed the cited references at the end of the book.
We have worked with over one hundred ASBs in North America in our combined thirty-five years of experience in the pulp and paper industry. The result of these experiences is an understanding that ASBs, while similar to activated sludge sys-tems, are not activated sludge systems. We hope that this book will help mill personnel, corporate environmental engineers, and consultants look at ASBs as the unique and dynamic treatment processes that they are, rather than large uncontrollable bodies of water.
This book is designed to serve as a reference source, a self-study guide and an accompaniment to our industry-specific seminars for operators and engineers. We hope that you find it a useful resource.
Paul H. Klopping Michael H. Foster
October 2003

viii
Aerated Stabilization Basins for Pulp and Paper Mills
ix
Contents
1. Overview of Effluent Treatment ................................................................... 1
2. Introduction to Biological Treatment and ASBs ...................................... 13
3. Primary Clarification and BOD Loading ................................................... 29
4. ASB Microbiology ....................................................................................... 41
5. Aeration and Dissolved Oxygen Control .................................................. 67
6. Nutrient Management ................................................................................. 77
7. Know Your ASB ........................................................................................... 95
8. Troubleshooting ASBs .............................................................................. 105
9. Chemical and Biological Additives ......................................................... 119
10. ASB Safety ................................................................................................ 125
11. Formulas and Problems ........................................................................... 131
12. Lab Procedures ......................................................................................... 137
13. ASB Troubleshooting Example Problem ................................................ 145
Chapter Worksheet Answers ................................................................... 148
Glossary .................................................................................................... 153
Metric Conversions .................................................................................. 161
References ................................................................................................ 163
Index .......................................................................................................... 167

Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 1
Chapter 1
Overview of Effluent Treatment
1.1. Purpose of Treatment
The production of pulp and paper products from trees is one of the world’s most water intensive manufacturing processes. As water is used to make pulp and paper, it becomes contami-nated with many different substances. The purpose of the effluent treatment system is to remove pollutants from the mill effluent before it is discharged and ultimately used again. Local and fed-eral laws closely regulate mill discharges. Over the past decade, the general public has become interested in the environmental practices of many mills. Across the country, the public expects that a well-run effluent treatment system will
• protect the ecology of the receiving stream into which the treated wastewater is discharged;
• provide suitable water for recreational uses;
• protect drinking water supplies; and
• prevent health hazards.
Pulp and paper mills that discharge directly into receiving streams, such as rivers, bays, creeks, or reservoirs are permitted under the National Pollution Discharge Elimination System (NPDES). The NPDES permit provides the specifics regarding the quality and quantity of water that can be discharged. Efficient effluent treatment is necessary to ensure permit compliance. Fail-ure to maintain permit compliance can result in monetary fines and production curtailment.

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
2 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 3
1.2. Wastewater Contaminants
Wastewater contaminants can be divided into four broad classes with respect to biological treatment. Table 1.1 summa-rizes these groups of contaminants with regard to how they are measured and their impact on biological treatment.
Table 1.1. Classes of wastewater contaminants
Classification Examples How Measured Impact
Soluble organic starchmethanol BOD, COD, TOC Increase load
immediately
Soluble inorganic metal salts TDS or Conductivity Minimal
Insoluble organic fiber TSS, VSS Increases load over time
Insoluble inorganic clay, lime mud TSS, VSS Reduces system volume
1.2.1. Oxygen Demand and BOD Removal
A key similarity between sanitary and industrial wastewa-ter treatment is the need for reducing the oxygen demand of the treated effluent. One of the fundamental requirements of the ef-fluent treatment system is the removal of BOD, or biochemical oxygen demand, a measure of the quantity of biodegradable material left in the treated effluent prior to discharge. As bacteria degrade waste material, oxygen is consumed in proportion to the amount of organic matter stabilized. Left untreated, this BOD serves as food for bacteria in receiving streams. As they degrade the remaining food, bacteria deplete the available oxygen in the stream. This process, called eutrophication, diminishes the ca-pacity of the receiving stream to support aquatic animal life. This is because fish and other aquatic animals require higher dissolved oxygen levels than do bacteria. Both biological and physical treatment, sometimes in conjunction with chemical treatment, are used to remove pollutants from water.
1.2.2. Pathogens and the Mill Effluent
Industrial wastewater differs from municipal or sanitary wastewater in a variety of areas. Most notably, wastewater from sanitary facilities often contains disease-causing organisms, called pathogens. Pathogens are associated with water containing human wastes, and cause such diseases as hepatitis, polio, cholera, and dysentery. Proper treatment controls these and

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
2 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 3
other diseases. Wastewater containing sanitary wastes is usually disinfected before discharge, whereas industrial wastewater is not. A mill effluent is not a public health concern and is not disinfected if the sanitary sewers are separate from the process sewers. Local health officials may impose special requirements if the mill effluent contains wastewater from both sanitary and production facilities.
1.2.3. Other Contaminants of Concern
In addition to BOD, mill discharge permits may also con-tain limits on pH, total suspended solids, temperature, dissolved oxygen, nutrients, color, and chloro-organic compounds (AOX). The specifics of a mill’s permit will depend on a variety of fac-tors including type of processes used in the mill and the condi-tions surrounding the receiving stream.
1.3. Sources of Wastewater in a Pulp and Paper Mill
There are a wide variety of pulp and paper manufacturing processes. One of the most relevant to a discussion on aerated stabilization basin treatment is the integrated kraft mill. This pro-cess can be divided into five separate areas: recovery, wood yard, pulping, bleaching (bleached kraft only) and paper manufactur-ing. Table 1.2 summarizes the typical hydraulic, solids, and BOD loads from each area (Springer, 2001).
Table 1.2. Representative bleached kraft mill loads
Area Water Volume BOD TSS
Wood Yard 2,000 gal/ton(6.8 m3/tonne)
2 lb/ton(1 kg/tonne)
7.5 lb /ton(3.75 kg/tonne)
Pulping 6,000 gal/ton(20.4 m3/tonne)
23 lb/ton(11.5 kg/tonne)
12 lb/ton(6 kg/tonne)
Recovery 5,000 gal/ton(17 m3/tonne)
10 lb/ton(5 kg/tonne)
27 lb/ton(13.5 kg/tonne)
Bleaching 14,000 gal/ton(47.6 m3/tonne)
31 lb/ton(15.5 kg/tonne)
12 lb/ton(6 kg/tonne)
Paper Manufacturing
15,000 gal/ton(51 m3/tonne)
21.5 lb/ton(10.8 kg/tonne)
61.6 lb/ton(30.8 kg/tonne)

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
4 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 5
1.4. Typical Treatment Facilities
In short, it is much easier to remove and handle insoluble contaminants than soluble ones. The strategy is to remove each type of solid with the least amount of cost and effort. The general principle in wastewater treatment is to remove pollutants from the water by getting them to either settle or float. Some pollut-ants are easily removed. Others must be converted to a settleable form before they can be removed. In some cases this may be as simple as chemical precipitation or coagulation. In the case of soluble organic matter (BOD), the process is more complex and requires the use of bacteria to degrade the soluble material and convert it to cell matter, which can settle and be disposed of as required.
Biological wastewater treatment is essentially a two-step process. First, the soluble organic material is converted to bacterial cells. If the process stopped here, the effluent quality would not be acceptable because it would contain high levels of suspended solids (TSS). These solids would decompose in the receiving stream, releasing BOD and resulting in the same negative impact as releasing soluble BOD. Therefore, complete treatment requires a liquid-solids separation step involving sec-ondary clarifiers or settling basins.
Treatment plants are designed in stages. Each stage either removes particles from the wastewater or changes dissolved and suspended material to a form that can be removed. A typical wastewater treatment plant may include some or all of the fol-lowing processes:
• influent collection and transfer
• preliminary treatment
• primary treatment
• biological treatment
• settling or secondary clarification
• tertiary treatment (required in some situations)
• disinfection (only required if sanitary waste is involved)
• effluent discharge
• solids dewatering and sludge disposal
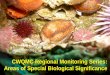
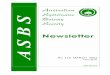
In North America, there are two predominant systems used to treat pulp and paper wastewater – activated sludge systems and aerated stabilization basins (ASBs). Figure 1.1 shows the configuration of a typical activated sludge system and Figure 1.2 depicts a typical ASB.

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
4 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 5
InfluentTo discharge
Waste 1° sludge
Waste 2° sludge
Sludge blend tank
Dewatering
Disposal
Primary clarifier
AerationBasin
Secondaryclarifier
Return sludge
The main difference between the two systems is that an ASB system does not use a secondary clarifier after biological treatment. Rather, solids settle within the ASB system and accumulate in a sludge blanket where they decompose. This is called the benthic layer. This stored sludge is removed periodically by dredging. The frequency of dredging is very mill-specific. Some mills operate for many years before sludge removal, while others must dredge more frequently.
1.4.1. Influent
Influent is the untreated wastewater that has been collected and conveyed to the plant for treatment and includes all the water and debris that entered the sewer system. Municipal operators
Influent
To dischargeWaste 1° sludge
Sludge blend tank
Dewatering
Disposal
Primary clarifier
Aeration Basin
Figure 1.1. Activated sludge system.
Figure 1.2. Aerated stabilization basin (ASB) system.

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
6 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 7
refer to the water entering the treatment plant as the influent. Pulp and paper mill operators may refer to the water entering the treatment plant as either influent or mill effluent. At first, this may sound like a contradiction, but in the pulp and paper business, water leaving the mill is the mill effluent. The final discharge water is the final effluent.
Influent flow should be continuously measured and re-corded. The rate of influent flow governs how long wastewater can be held in each of the various process units in the plant. This is called retention time.
1.4.2. Preliminary Treatment
Also called pretreatment, this usually is the first stage of effluent treatment. Its purpose is to remove large objects from the wastewater. This is done to prevent the objects from clog-ging and causing wear on pumps, pipes, and other equipment. It prevents objects from interfering with later treatment processes.
Preliminary treatment may include three processes:
• screening
• grinding
• grit removal
Screening strains out large objects such as sticks, rags, and other coarse material. This debris is removed from the screen and disposed. Some treatment facilities combine the screening and grinding operations by using comminutors or barminutors. These units screen and shred large objects. They reduce debris to a size small enough to pass through their screens. In some systems, an in-line grinder is used for this purpose.
Grit removal equipment separates sand, gravel, and other heavy debris. The wastewater flows through a grit chamber or cyclone where abrasives are separated and removed, improving the operation of downstream equipment and processes.
1.4.3. Primary Treatment
Mill effluent contains a variety of small particles such as silt, clay, fibers, fillers and microorganisms. One purpose of primary treatment is the removal of solids still suspended in the wastewater. This can be done in basins called primary clarifiers. They are also known as sedimentation basins or settling tanks.
Primary clarifiers are designed for a detention time of sev-eral hours. This enables gravity to act on the suspended particles. Particles heavier than water sink to the bottom of the clarifier,

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
6 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 7
forming primary (or raw) sludge. This sludge is removed and pumped to the solids-handling area of the plant. Particles that are lighter than water float to the surface, forming scum. The scum that is scraped from the surface should be sent to the sludge dewatering system.
Material that neither settles nor floats overflows the clarifier and moves on to secondary treatment. The primary clarifier overflow is called primary effluent. Primary clarification is widely used throughout the pulp and paper industry, but mills with low fiber losses may not include any type of primary treatment. They instead provide complete treatment with only a secondary (biological or chemical) process. The importance of primary clarification will be discussed in greater detail in Chapter 2.
1.4.4. Secondary Treatment
Secondary treatment converts most of the unsettleable or-ganic material remaining in the wastewater to a settleable form. There are many variations of secondary treatment, including:
• activated sludge
• ASB-aerated stabilization basins (ponds and lagoons)
• trickling filtration
• activated biofiltration (ABF)
• rotating biological contactors (RBC)
All these variations have one thing in common. They utilize a mixture of microorganisms, which grow and produce a stable biological mass. This biological mass absorbs and breaks down (stabilizes) organic matter in the wastewater. It also captures suspended solids. The biological mass then settles, leaving a clarified effluent. Except in ASB systems, a secondary clarifier is used to capture the biological sludge (also called secondary sludge). In the case of ASBs, solids are captured in a quiescent (unmixed) area before the treated wastewater overflows into the final effluent outfall.
In the pulp and paper industry, activated sludge and ASB systems are the two most common types of secondary treatment. These two technologies have far more similarities than differ-ences. In fact, a typical upgrade path for ASB systems is con-version to activated sludge by installing secondary clarification and sludge dewatering. This is usually done when permit limits change and a higher level of BOD and TSS removal is required.

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
8 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 9
Activated Sludge
Activated sludge offers several advantages, including better treatment efficiencies, a greater resistance to shock loading and the ability to continuously remove and dewater solids. The disad-vantages of activated sludge include the need for highly trained operators, higher initial capital costs and higher operational costs for dewatering chemicals and solids disposal.
Aerated Stabilization Basins (also known as Lagoon Systems)
In the ASB process, the wastewater enters an aerated basin where biological floc particles contact the wastewater. The place-ment of aerators is an important part of ASB design, because treatment cannot take place unless the bugs collide with their food and receive oxygen at the same time. The aerators serve a dual purpose – mixing and aeration.
The organic matter (BOD) serves as an energy and carbon source for cell growth. BOD is removed as the carbon com-pounds are oxidized to produce the end products of respiration (mainly energy, H
2O and CO
2). The contents of the ASB are re-
ferred to as biomass. In an activated sludge system, this biologi-cal mass is called the mixed liquor suspended solids (MLSS) and consists mostly of microorganisms and inert, non-biode-gradable suspended matter. It is also acceptable to refer to the ASB biomass as mixed liquor. Microscopically, the biology in an ASB and that in the aeration basin of an activated sludge system are very similar. Of course, activated sludge requires a much higher concentration of microorganisms (higher MLSS concen-tration) but the type of bugs and their growth requirements are very similar.
Biomass is composed of 70 to 90% organic and 10 to 30% inorganic matter. The composition depends on the chemistry of the mill effluent and the specific characteristics of the organisms in the biomass.
As the biomass moves through the ASB, BOD is con-verted into new biomass. Toward the end of the aeration section, very little soluble BOD remains. The next important step is the capture of the biomass, or total suspended solids (TSS). TSS is mostly biological cell mass that is held in suspension by the mixing energy of the aerators. Wherever mixing energy is low enough, some of the biomass settles and forms a sludge blanket. This sludge is called the benthic layer. Slow anaerobic digestion in this layer releases nutrients back into the ASB and reduces the

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
8 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 9
total volume of sludge in the basin. The benthic zone is a very important part of the ASB system.
There must be a means of removing or wasting excess biological solids from the system. This is not done continu-ously. The frequency of sludge removal depends on the size of the pond, the loading, and many other factors. Some mills may not remove sludge for many years, while others may find it necessary to remove excess sludge annually.
ASB systems are used to degrade carbonaceous BOD. It is also possible to design and/or operate the system to oxidize ammonia (nitrification). Other system modifications include phosphorus removal and biological denitrification. An aer-ated stabilization basin will also remove a percentage of the AOX (adsorbable organic halide) present in mill effluent. In fact, practically every type of molecule and particle in the mill effluent is a candidate for some degree of removal (either physical capture or biological degradation) in the ASB.
The advantages of ASBs include minimal operator attention and lower operating costs. The disadvantages are large land requirements, poorer treatment efficiencies, and the inability to easily remove accumulated biological solids.
1.4.5. Tertiary Treatment
Tertiary, or third-stage, treatment is also called advanced wastewater treatment. It removes pollutants that were not re-moved by earlier treatment processes. Tertiary processes often focus on the removal of color, nondegradable COD, nitrates, phosphates, sulfates, and other inorganic and complex organic compounds.
Tertiary treatment usually employs chemical and physical processes. Chemicals commonly used include lime and inorganic coagulants such as alum and iron salts (fer-ric chloride, ferrous chloride, and ferrous sulfate). Polymers are also used to aid in the capture of fine solids. Though not commonly practiced in mills with ASBs, tertiary treatment for color removal, phosphorus removal, and total suspended sol-ids are practiced, at least intermittently, at a number of mills in the United States.
One industry-wide issue is the color of the final effluent. It is very common for the effluent to range in color from that of weak tea to strong coffee. This is due to the presence of lignins and other pass-through organic compounds. The compounds that cause color do not have a high oxygen demand (BOD). The color of the effluent should not be confused with the level of treatment it has received. A

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
10 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 11
dark-colored effluent can be produced by a treatment system that has achieved an exceptionally high removal of BOD and TSS. If effluent color treatment is required, the use of organic polymers (polyamines) has been used successfully in many mills. While quite costly, the approach is effective and generates significantly fewer solids than inorganic chemicals, such as iron salts.
1.4.6. Effluent Discharge
If the treated effluent originally contained sanitary waste, it might be disinfected before discharge. The purpose is to prevent the spread of waterborne disease. Chlorine is the most widely used disinfectant. Chlorine may have a toxic effect in certain sensitive bodies of water, such as a trout stream. In such a case, dechlorination is used following disinfection, or an alternative, such as ozone or ultraviolet light, is used in place of chlorine.
Most mills separate the sanitary waste from industrial waste to avoid disinfecting a large volume of water. The sanitary waste is either treated in a separate package plant or sent directly to a municipal WWTP for treatment.
An effluent discharge permit regulates the quantity, quality and testing requirements for the effluent. Testing also determines how efficiently the plant is operating. Typical effluent discharge tests include pH, temperature, dissolved oxygen, BOD, sus-pended solids, toxicity, color, and AOX measurements.

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
10 ©2003 Callan and Brooks, Inc.
Overview of Effluent Treatment
©2003 Callan and Brooks, Inc. 11
Chapter 1 - Review Questions
1. Wastewater solids which readily settle in a primary clarifier are calleda. colloidal solids.b. dissolved solids.c. primary solids.d. secondary solids.e. chemical solids.
2. The removal of grit and screenings from the waste stream is calleda. preliminary treatment.b. primary treatment.c. secondary treatment.d. tertiary treatment.e. digestion.
3. Why is screening, grinding, and grit removal practiced in treatment plants?
4. Primary treatment is:
5. Give an example for each of the following.
a. insoluble organic material
b. insoluble inorganic material
c. dissolved organic material
d. dissolved inorganic material
6. When organic material is metabolized in a stream, oxygen a. is consumed.b. is released.c. stays the same.

Chapter 1 • Aerated Stabilization Basins for Pulp & Paper Mills
12 ©2003 Callan and Brooks, Inc.
7. Under aerobic conditions, bacteria consume dissolved and colloidal organic material and produce many more bacteria. These bacteria settle, leaving a clarified effluent. This process is called (Choose the best single answer.)a. secondary treatment.b. primary treatment.c. preliminary treatment.d. disinfection.e. sedimentation.
8. When the sludge produced by the process described in question #7 settles in an ASB, it is calleda. primary sludge.b. the benthic layer.c. fiber.d. screenings.e. schlamm.
9. The lab test that measures the amount of biodegradable organic material present in waste-water isa. dissolved oxygen-DO.b. chemical oxygen demand-COD.c. pH.d. biochemical oxygen demand-BOD.e. total suspended solids-TSS.
10. In a secondary treatment system, the most important element(s) in converting polluted water to clean water is (are)a. flow measurement.b. microorganisms.c. sedimentation.d. nutrients.e. mixing.
11. In the Bleached Kraft Process, the process area that generally contributes the largest amount of BOD isa. wood yard.b. pulping.c. bleaching.d. recovery.e. paper manufacturing.