Embed Size (px)
Citation preview

COMPREHENSIVEMULTIPHYSICSPAGE 4
ENTERPRISE-WIDECAEPAGE 8
ROTATING MACHINERYSPOTLIGHTPAGE 15
PAGE 11
A D V A N T A G EE X C E L L E N C E I N E N G I N E E R I N G S I M U L A T I O N
V O L U M E I I I S S U E 1 2 0 0 8
TM
SIMULATION TAKES WHIRLPOOLIN A COOLER DIRECTION


EDITORIAL
mostly by large companies with hefty resources. The emergence of specialized technology such as ANSYSDesignXplorer software changed all this with automatedfeatures for quickly and easily performing many of theserepetitive tasks, often completing projects involving10,000 or more parametric analyses in a matter of hours.These capabilities enable design engineers to apply thesame Six Sigma quality principles that, for years, havebeen such an important focus in manufacturing opera-tions and a topic of strong interest among the ranks ofcorporate management.
Functionality for such processes is outlined in PierreThieffry’s article “Parametric Design Analysis for Evalu-ating a Range of Variables,” which describes tools forassessing the influence of all relative parameters ondesign objectives and system performance.
The ramifications are profound and potentially far-reaching for a broad range of manufacturing companies,including mid-sized and even small job shops, whereengineers can use these methods to achieve high productquality — which is not a luxury anymore but increasingly amatter of survival in the competitive world market. ■
John Krouse, Senior Editor and Industry Analyst
A Matter of SurvivalSimulation and statistical methods help manufacturers achieve high product quality now essential in competing on the world market.
Products designed usingsound principles often fail oncethey are built and in use. That’sone of the frustrating puzzles ofengineering: defective productsbased on designs that passedquality checks, engineeringanalysis and prototype testingwith flying colors. In many cases, such failures are caused by theunforeseen interaction of multiplevariables in production, mater-
ials, shipping and customer use — and manufacturerspay a steep price for these failures.
The key to evaluating these kinds of interactions is anapproach called Design of Experiments (DOE), in whichnumerous random analyses are run on different combina-tions of changing variables. Probabilistic and statisticalmethods compare all the different results and study thesensitivity of product behavior to these variations. The toolsare at the heart of Design for Six Sigma (DFSS) methods in arriving at optimal near-defect-free “robust” designs that work properly — even in the face of wide variations ofproduct parameters.
For years, teams of statisticians, analysts, designersand experts have had to spend months plowing throughthousands of simulations and mountains of data for suchstudies. Consequently, the DOE approaches were used
For ANSYS, Inc. sales information, call 1.866.267.9724, or visit www.ansys.com.To subscribe to ANSYS Advantage, go to www.ansys.com/subscribe.
ANSYS Advantage is published for ANSYS, Inc. customers, partners and others interested in the field of design and analysis applications.
Executive EditorChris Hardee
Managing EditorChris Reeves
Senior Editor andIndustry AnalystJohn Krouse
Technical EditorMarty Mundy
Art DirectorSusan Wheeler
EditorsErik FergusonFran HenslerBrad Hutchinson
Ad Sales ManagerShane Moeykens
Editorial ContributorDan Hart
Editorial AdvisorKelly Wall
Neither ANSYS, Inc. nor the editorial director nor Miller Creative Group guarantees or warrants accuracy or completeness of the material contained in this publication.ANSYS, ANSYS Workbench, CFX, AUTODYN, FLUENT, DesignModeler, ANSYS Mechanical, DesignSpace, ANSYS Structural, TGrid, GAMBIT and any and all ANSYS, Inc.brand, product, service, and feature names, logos and slogans are registered trademarks or trademarks of ANSYS, Inc. or its subsidiaries located in the United States or other countries. ICEM CFD is a trademark licensed by ANSYS, Inc. All other brand, product, service and feature names or trademarks are the property of their respective owners.
© 2008 ANSYS, Inc. All rights reserved.
About the CoverAppliance manufacturers areincreasingly turning to simulation togain a competitive edge. WhirlpoolCorporation describes how refrigerator cabinets can be optimized on page 11.Architectural rendering © iStockphoto.com/koksharov dimitry. Simulation courtesyWhirlpool Corporation SA.
Email: [email protected]
Production AssistantJoan Johnson
Circulation ManagersElaine TraversSharon EvertsAdvantageAddressChange
@ansys.com
DesignerMiller Creative Group

Spotlight on Engineering Simulation for
Rotating Machinery15 As the World Turns
World conditions and increased competition challenge rotatingmachinery designers to deliver higher levels of performance,efficiency and reliability — faster than ever before.
17 Hot Streaks and DeformationSoftware tools from ANSYS improve durability and reduceemissions in gas turbines by helping to reduce creep in combustion liners.
20 Innovative Diagnosis for Instability in Turbomachinery Simulation helps to predict subsynchronous vibrations androtordynamic stability for centrifugal compressors.
23 High-Speed Product DesignIntegrated software facilitates design and development of expansion turbines to avoid failure.
25 Runners Experience Longer LifeFracture mechanics helps ensure longevity of propeller-type runners in hydropower plants.
15
23
www.ansys.comANSYS Advantage • Volume II, Issue 1, 20082
CONTENTS
Table of ContentsFEATURES
4 MULTIPHYSICS
Multiphysics in ActionPowerful coupled-physics simulation tools solve demandingapplications in a wide range of industries.
8 THOUGHT LEADERS
CAE on the OffensiveA leading Australian aerospace and defense company, TenixDefence Pty Limited, reports on computer-aided engineeringsoftware trends.
11 CONSUMER PRODUCTS
Keeping Cool While Cutting CostsSimulation helps keep temperatures and costs down whileoptimizing refrigerator design.
11
8
4
SIMULATION @ WORK27 MATERIALS
Predicting Wear in Radial SealsFinite element analysis is performed in a step-wise approach in which seal geometry is re-meshed with each load cycle to account for wear-off of material at the contact surface.

ANSYS Advantage • Volume II, Issue 1, 2008
CONTENTS
www.ansys.com 3
DEPARTMENTS38 PARTNER
Integrated Analysis Achieves State-of-the-Art Workflow A collaborative process and better tools help Modine engineersleverage the virtual environment to meet emission standarddesign changes.
40 PARTNER
From CAD to CAEFLUENT software now offers support for Autodesk Inventor.
41 TIPS AND TRICKS
Analyzing Buckling in ANSYS Workbench SimulationSimulation shows how parts catastrophically deform undercompressive loads that exceed the structure’s materialstrength.
44 ANALYSIS TOOLS
Parametric Design Analysis for Evaluating a Range of VariablesTools help to study engineering trade-offs in Simulation Driven Product Development.
38
36
30
28 MATERIALS
Savings from Submerged Combustion MeltingSimulation helps glass manufacturers understand complex phenomena in next-generation melter technology.
30 HEALTHCARE
Breathing EasilySimulation of airflow in human noses can become a useful rhinosurgery planning tool.
3 HEALTHCARE
Ins and Outs of Inhalers Simulation helps optimize the performance of a dry powder inhaler for drug delivery.
36 OIL AND GAS
Supporting the Oil and Gas IndustryLongevity and safety of drilling derricks and substructures are increased through stress analysis.
41

www.ansys.comANSYS Advantage • Volume II, Issue 1, 20084
FEATURE: MULTIPHYSICS
Multiphysics in ActionPowerful coupled-physics simulation tools solve demanding applications in a wide range of industries.By Stephen Scampoli, Multiphysics Product Manager, ANSYS, Inc.
In an expanding range of applications, engineers mustbe able to accurately predict how complex products willbehave in real-world environments in which multiple typesof coupled physics interact. Multiphysics simulation isbecoming crucial in the development processes for a rapidly growing number of companies. It has the potential toinfluence engineering simulation efforts in coming years, asmore and more companies recognize the strategic value ofthe technology.
The increased demand for multiphysics simulation isoccurring in many different industries as companies strive tomaintain a competitive edge. In the electronics industry, highcurrent densities in microchip circuits create large heat loadsthat need to be dissipated. In the automotive industry, airflow over exterior components, such as side-view mirrors, can create unwanted noise and vibration. In the bio-medical industry, understanding how blood flows through
stent grafts can be used to improve surgical procedures. Inthese and a growing number of other applications, multi-physics simulation is rapidly becoming a competitivenecessity by allowing engineers and designers to closelyevaluate their designs under real-world operating conditions.
Advanced TechnologyMultiphysics simulation has been part of the core
technology from ANSYS for several decades. From the earlyversions of the software that included thermal–stress calculations to the recent development of complex thermo-electric–fluidic calculations, ANSYS solver technology hascontinued to advance the development of state-of-the-artmultiphysics solution capabilities.
The functionality of multiphysics technology fromANSYS is unparalleled, with no other solution provider ableto match the long development history and the technical
Simulation results for a MEMS pressure transducer
4
Diaphragm Deformation
Electric Potential
Equivalent Stress

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 5
FEATURE: MULTIPHYSICS
depth of solution capabilities. Indeed, companies needingtrue “industrial strength” multiphysics capabilities continueto rely on the complete repertoire of industry-leadingfunctionality from ANSYS.
The current version of ANSYS Multiphysics software hastwo proven solution techniques for solving coupled-physicsproblems — directly coupled-field elements and the ANSYSMulti-field solver. These approaches provide flexible simu-lation methods built on proven solver technology to solve abroad range of complex coupled-field problems, such asinduction heating, electrostatic actuation, Joule heating andfluid structure interaction (FSI).
Directly Coupled-Field ElementsDirectly coupled-field elements allow users to solve
coupled-physics problems by employing a single finite element model with the appropriate coupled-physicsoptions set within the element itself. ANSYS coupled-fieldelements account for coupled physics by calculating theappropriate mathematical terms that include the interactionbetween the different physics disciplines. In this way, coupled-field element solutions simplify the modeling of amultiphysics problem by allowing users to create, solve andpost-process a single analysis model for a comprehensivearray of multiphysics problems.
ANSYS coupled-field elements encompass a wide varietyof multiphysics analyses including thermal–structural coupling, piezoelectricity, piezoresistivity, the piezocaloriceffect, the Coriolis effect (the apparent deflection of movingobjects from a straight path when they are viewed from a rotating frame of reference), electroelasticity, thermal–electric coupling and thermal–electric–structural coupling.The broad range of capabilities provided by these elements is essential for the design of many products, such as electronic components, micro-electro-mechanical systems(MEMS), transducers, piezoelectric gyroscopes, accelero-meters and thermoelectric coolers.
In one such application, ANSYS coupled-field elementswere used to evaluate the performance of a vibrating siliconring gyroscope, a particular type of angular velocity sensor
commonly used in automotive braking systems and vehiclestability control systems. The gyroscope is a solid-state devicecomprising a micromachined silicon ring suspended by surrounding spokes. The ring is excited into a primary mode ofvibration and rotated while vibrating, setting up a secondarymode of vibration generated from the Coriolis effect. The angular velocity of the sensor is then detected by sensingthe secondary mode of vibration, which is proportional toangular velocity.
One challenge in the design of silicon ring gyroscopes is minimizing energy loss for better sensor performance and lower power consumption. One of the most important
Analysis of the harmonic response of micromachined silicon ring gyroscope, including the effects of thermoelastic dampingPhoto courtesy Silicon Sensing Systems Ltd., www.siliconsensing.com
Electric potential (top) and equivalent stress (bottom) simulation results for a folded dielectric elastomer actuator
5

www.ansys.comANSYS Advantage • Volume II, Issue 1, 20086
FEATURE: MULTIPHYSICS
www.ansys.comANSYS Advantage • Volume II, Issue 1, 20086
energy-loss characteristics to be evaluated in the develop-ment of the device is thermoelastic damping arising fromthe irreversible heat flow across the temperature gradientsinduced by the strain field. This effect is characterized by astrong coupling between the structural and thermal fields,accurately represented using matrix coupling in ANSYSMultiphysics software. In this way, the software enabledengineers to minimize energy loss in the gyroscope by evaluating complex mode shapes and the harmonicresponse of the silicon ring gyroscope while accounting forthermoelastic damping.
Multi-Field SolverThe ANSYS Multi-field solver solves a wide variety of
coupled-physics problems by employing implicit sequentialcoupling. Examples include thermal–structural coupling,thermal–electric–magnetic coupling, electromagnetic–structural coupling and fluid structure interaction (FSI).
With sequential coupling, each physics discipline issolved sequentially, and results are passed as loads fromone physics discipline to another with convergencebetween the individual physics disciplines obtained ateach point during the solution. This robust convergencebehavior of implicit coupling ensures accuracy and mini-mizes the engineering time needed to achieve validsimulation results.
Since two or more single-physics models are used within the ANSYS Multi-field solver, results can be passedacross a dissimilar mesh interface between the physics disciplines. This is a subtle but very important consider-ation, since a dissimilar mesh interface allows a user tooptimize the mesh for each individual physics discipline. For example, in a fluid structure interaction problem, themeshing requirements for the fluid are often different fromthose for the structure. A dissimilar mesh interface alsoallows independent users to set up their specific physicsdisciplines, which in turn allows for closer collaborationbetween physics experts.
Using such an approach, the ANSYS Multi-fieldsolver was used to evaluate the switching speed of
a digital micromirror, a commercially successfulMEMs device used as the basis of Digital LightProcessing (DLP) technology. In a DLP projec-tor, a projected image is created by an arrayof several hundred thousand digital micro-mirrors that each alternate rapidly between
on and off states, projecting light from the projector into a lens that focuses the pixels on
the screen. Held in place by thin tethers, the tinyaluminum mirrors are repositioned during each
cycle using electrostatic forces. By sequentiallycoupling electrostatics and structural deformation inthis complex problem, ANSYS Multiphysics soft-ware was instrumental in evaluating the positioningof the digital micromirror as well as the switchingspeed of the system.
Another common application of the ANSYSMulti-field solver is fluid structure interaction,which occurs when a fluid interacts with asolid structure causing deformation in thestructure and thus altering the flow of the fluiditself. An FSI solution is required for manyindustrial applications, such as the aerody-namic flutter of airplane wings, transient wind
loads on buildings, and biomedical flowsinvolving compliant blood vessels and valves.
For cases such as these, both the structuraland fluid solutions must be run concurrently
with loads transferred between the two solvers.ANSYS Multiphysics software provides a unique
The switching speed and positioning of a MEMS digital micromirror wasstudied by sequentially coupling the analysis of models for structuraldeformation (top) and electrostatics (bottom).

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 7
FEATURE: MULTIPHYSICS
Implicit coupling for fluid structure interaction includes iterativeanalyses of fluid forces that may cause structural reactions,which in turn may alter fluid flow.
ANSYS Multiphysics software was used in optimizing a piezoelectric fan blade geometryto produce a resonant frequency exactly at 60 Hz and in evaluating the motion of thefan blade and resulting air flow.
implicit coupling scheme between these two solutions, in which no third-party coupling soft-ware is required, and each solution is able torun on a separate computer.
Another unique capability of the ANSYSMulti-field solver is the ability to include coupled-field elements within an FSI solution.In one project, coupled-field elements wereused in conjunction with the ANSYS Multi-fieldsolver to evaluate the performance of a piezo-electric fan in which the motion of the fan bladeis generated by applying a voltage to a piezo-electric material. Often used for spot cooling ofelectronic components, piezoelectric fans typi-cally consume less energy than conventionalfans and do not produce electro-magneticnoise that can interfere with computer circuits.
In this device, the fan blade is driven at resonance using a standard AC excitation of120 volts applied at 60Hz. ANSYS Multiphysicssoftware was used to optimize the size of thefan blade to produce a resonant frequency ofthe device exactly at 60 Hz and to evaluate themotion of the fan blade and subsequent airflow. This solution required piezoelectricity to becoupled to computational fluid dynamics, whichis a unique capability of ANSYS Multiphysicssoftware.
Multiphysics as a Strategic ToolBy using such capabilities, engineers can
now perform multiphysics analysis as a routinepart of product development. In this way, coupled-physics simulation takes on strategicvalue in the development of virtual prototypesby accounting for all of the relevant physicalphenomena that influence designs.
ANSYS continues to lead the industry in thedevelopment of multiphysics solutions that provide the high-fidelity simulations required to meet the challenges of today’s demandingproduct development requirements. ■
CFDSolution
StructuralSolution
Displacements
Fluid Forces
5.92e-3
3.65e-3
2.25e-3
1.39e-3
8.6e-4
5.31e-4
3.28e-4
2.02e-4
1.25e-4
31 40 50 60 70 80 90
Frequency (Hz)
Am
plitu
de (m
)-0.849
-25.
-50.
-75.
-100
-125
-150
-179
31 40 50 60 70 80 90
Frequency (Hz)
Pha
se A
ngle
(o )
ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 7

www.ansys.comANSYS Advantage • Volume II, Issue 1, 20088
FEATURE: THOUGHT LEADERS
CAE on the OffensiveA leading Australian aerospace and defense company, Tenix Defence Pty Limited, reports on computer-aided engineering software trends.
From a naval shipbuilding business in 1997, TenixDefence Pty Limited has grown to service most areas of thedefense industry; it also has established businesses workingin aviation, parking and traffic infringement management,commercializing innovative technology and providing engi-neering services for utilities including water, sewerage, gasand electricity. Based in Sydney, Australia, Tenix operates inall mainland Australian states and territories, New Zealand,the South Pacific and Southeast Asia. It is also an active partner in high-technology ventures with United States andEuropean firms. ANSYS Advantage magazine interviewedPeter Wilson, Engineering Manager of Tenix Defence, Electronic Systems Division, and his colleagues about computer-aided engineering (CAE) software trends at Tenix.
Note: Tenix was sold in late January 2008 to BAE Systems, which is Europe’s largest defense company. Theacquisition makes BAE the biggest supplier of equipment toAustralia’s armed forces.
Q: Who is Tenix and what is its role in the defense industry?
A: Tenix is one of the largest independent defensecontractors and integrators in both Australia and SoutheastAsia. There are four major defense businesses: Aerospace,Land, Marine and Electronic Systems. We have other
interests in engineering systems, such as traffic cameras and domestic utilities including waste water treatment andelectricity generation.
The company emerged from the industrial constructioncompany Transfield, which was formed in the 1950s. Wesee our core competence as the ability to be the smartestdefense integrators in our segment, and we seek to understand our customers’ individual niche needs. Wethen work with original equipment manufacturers to deliverbest-in-class flexible, customized designs fit for purpose.
Tenix works extensively for the Australian governmentand other Southeast Asian and Australasian countries providing defense engineering solutions. We currently arebuilding and delivering seven vessels for the Royal NewZealand Navy tailored to their unique systems integrationneeds. In addition, we work with major defense contractors,such as Lockheed Martin, L3 and Northrop-Grumman, tocustomize their off-the-shelf defense equipment.
Q: What sort of technical systems integration do you typicallyperform, and how do computer simulation and CAE feature inyour processes?
A: This varies significantly among our defense divisions, andit is best answered on a case-by-case basis, as follows.
By Peter Wilson, Engineering Manager, Electronic Systems Division, Tenix Defence, Sydney, Australia
With comments from Fabian Ravalico, Engineering Manager, Land Division, Tenix Defence
Kerry Thurstans, Engineering Manager, Aerospace Division, Tenix Defence
Saeed Roshan-Zamir, Structural Engineering Manager, Tenix Marine Division, Tenix Defence

Electronic Systems Division: Peter Wilson, Engineering ManagerThe Tenix Electronics Systems Division (ESD) conducts
many research and development-type projects. As such, wehave a high focus on new design rather than the evolution ofexisting products and systems. CAE plays an important rolein this line of work, as it allows our engineers to communi-cate and deliver designs that, due to their developmentalnature, can change rapidly in scope. Our key technologyareas, including electronic warfare, high-power lasers andelectro-optics, see simulation of fluid flow and thermal inter-actions as a high priority, with structural analysis and modalresponse being the next most used simulation capabilities.
The tools from ANSYS have already demonstrated benefits: increased confidence in design solutions leading toless conservative designs and reduced solution iterations inthe high-technology defense sector in which ESD conductsits business. All of ESD’s mechanical and aeronautical engi-neers now have been trained to use the ANSYS tools. Weare part of a powerful community of users among the vari-ous divisions of Tenix that is able to share its experience,ideas and workload.
Land Division: Fabian Ravalico, Engineering ManagerLand Division’s core business is based on the develop-
ment, modification, upgrading and through-life support ofmilitary and commercial armored vehicles. Product develop-ment traditionally involves physical prototyping followed bytesting and introduction of improvements in an iterativemanner until the design is mature, verified and validated. Theuse of modeling and simulation of design concepts via CAEtools leads to accelerated product development lead times;it also reduces the amount of iteration required to reach amature design. It allows all concepts and design solutions tobe considered and assessed for validity in a relatively compressed timescale, enabling progression to a hardwaresolution (prototype) with high confidence of success. Modeling and simulation are very often more cost-effectivethan prototyping.
Using Tenix’s new suite of tools from ANSYS, Land Division’s most commonly explored analysis domains arelinear analysis, nonlinear analysis, dynamic analysis, crashanalysis and blast analysis. Our new challenge is to providethe necessary staff training to capitalize fully on the newtools available.
Marine Division: Saeed Roshan-Zamir, Structural Engineering ManagerWe use software from ANSYS extensively to design and
assess a large variety of marine structures. This principallyinvolves the solution of load cases, such as shock and airblast, fatigue, vibration and operational loadings at sea. The most notable example is the structural design and analysis of new masts on the ANZAC-class frigates for theAnti-Ship Missile Defence (ASMD) project, which involves theintegration of a precision targeting, tracking and illumination
www.ansys.com 9
FEATURE: THOUGHT LEADERS
Geometry model for the new mast for ANZAC-class frigates
phased array radar system. Often, we utilize transient simu-lations to model and capture the response of the structuresubject to shock pulse accelerations and blast pressures; in addition, we commonly require nonlinear boundary conditions and modal results to capture the natural frequencies of the structure. We employ CAE for our tasks because we require detailed and accurate results in order toeffectively optimize our designs. A high percentage of ourstaff needs to be capable of using the programs effectively— so it’s important for us that the programs can be learnedquickly and successfully. We have found software fromANSYS to be highly capable of meeting our needs.
Aerospace Division: Kerry Thurstans, Engineering ManagerTenix’s Aerospace Division undertakes work in the
Australian defense aerospace environment as the lead (orprime) company for the systems integration of avionics,communications, electro-optics, electronic warfare (EW)self protection, and other advanced commercial and militarysystems. During the design and testing phases of many of our projects, we make extensive use of computer-aided engineering to complement classical analysis andphysical testing.
ANSYS Advantage • Volume II, Issue 1, 2008
Stress analysis of the new mast structure for ANZAC-class frigates

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200810
FEATURE: THOUGHT LEADERS
Flow streamlines around a radome (a structural, weatherproof enclosure usedto protect an aircraft antenna)
Using a company-wide common toolset, as wehave implemented with ANSYS, provides a commontraining environment, encourages intra-companycollaboration and facilitates knowledge transfer.
Q: How do you see your CAE usage evolving in thefuture?
A: The company’s recent decision to choose simula-tion packages from ANSYS as enterprise-wide CAEtools means that we can improve our productivity anddesign flexibility like never before for all of our divisions. We selected ANSYS because of the provenperformance of the toolset across our broad range ofCAE requirements along with the collaborativeapproach adopted by ANSYS and their Australianagent. We also like the way that we can access awide range of CAE tools in the one common ANSYSenvironment, all during the same work session.
One of the benefits of using software fromANSYS in all Tenix divisions is that it allows us toincrease and improve our in-house CAE capabilities.We want our existing engineers to use CAE widely. Inaddition, we intend to hire more engineers to usethese exciting new design tools, and the concept ofa one-stop design house will certainly be attractive to them.
Going forward, Tenix is looking to increase itscapability in analyzing fluid and structure simultane-ously using fluid structure interaction simulations. We certainly have the need to extrapolate existingsimulation models with confidence and develop awell-validated set of CAE capabilities.
Q: What does Tenix see as the biggest defense sectorCAE challenges for the foreseeable future?
A: Personally, I want Tenix to have a strong integra-tion of the engineering capabilities within all fourdefense divisions with a close coupling of our techni-cal know-how and expertise. I see CAE as the latestpart of that revolution. Already, we have integratedour systems engineering requirements managementtools, and product lifecycle management (PLM) isnext on our list.
By getting enterprise-wide usage of these sametools, I believe it will lead Tenix to significant produc-tivity gains and efficiency savings as we develop avirtual community of internal users. Over the years,the separate divisions at Tenix have been geographi-cally dispersed across Australia, and they havedeveloped their own expertise. We need to cross-fertilize this CAE knowledge with our deployment of acommon integrated software toolset from ANSYS. ■Stress analysis of a container lock mechanism
Electronic surveillance measure (ESM) antenna mounted onto an aircraft wingtip
Laminar flow analysis over a typical aircraft SATCOM antenna

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 11
FEATURE: CONSUMER PRODUCTS
Global competition in the appliance
industry is placing ever-increasing
pressure on manufacturers to decrease
costs while maintaining high quality.
Refrigeration products are especially
competitive, and as raw material costs
for these appliances continue to rise,
manufacturers are forced to take a
close look at their product designs.
Keeping CoolWhile Cutting CostsSimulation helps keep temperatures and costs down while optimizing refrigerator design. By Axel J. Ramm, Development Specialist - Black Belt, Whirlpool Corporation SA, Latin American Region (LAR), Joinville, Brazil
With worldwide industry revenue in
2006 reported at $6.2 billion and a
sluggish market to contend with, the
stakes are high.
In an effort to find a competitive
edge, Whirlpool Corporation, one of the
market leaders in the consumer and
commercial refrigeration market, has
turned to software from ANSYS.
In the past, cost-reduction projects at
Whirlpool typically have required that
engineers build and test several
prototypes, with results then compared
with current production cabinets. This
trial-and-error approach is costly and
time-consuming, leading to only incre-
mental changes. Recently, Whirlpool
has enjoyed more substantial benefits
Original design of the Whirlpool refrigerator modelused in the cabinet optimization analysis
Finite element model of cabinet and door assemblywith close-ups of critical hinges
Upper Hinge
Middle Hinge
Lower Hinge

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200812
FEATURE: CONSUMER PRODUCTS
from an approach that utilizes leading-edge simulation
combined with experimental tools to assess complex
structural behavior.
When Whirlpool recently looked to cut costs associ-
ated with producing a three-year-old, 450-liter
double-door refrigerator, the model was required to meet
the existing specific cabinet deflection and door drop
limits of its current design as well as maintain adequate
cabinet stiffness. Cabinet deflection and door drop
occur when a fully loaded door is opened. When this
occurs, the cabinet distorts and the door moves
downward, eventually leading to cabinet deformity.
Additionally, any redesign that changes cabinet stiff-
ness could negatively impact insulating capabilities
as well as aesthetics, which, in the end, can influence
consumer-perceived quality.
A refrigerator cabinet is constructed of external
sheet metal parts, polyurethane foam filling and internal
plastic liners. It is very complicated to evaluate cabinet
deflection and door drop since there is significant varia-
tion between products of the same model, with
variations in both the manufacturing and testing proce-
dures affecting door stiffness. To identify the most
significant variables, engineers at Whirlpool used Design
of Experiments (DOE) and sequential analysis. Following
this process and the compilation of quantitative
data describing structural behavior, the engineering
team then utilized ANSYS Mechanical software to
optimize the refrigerator design.
The goal of simulation and analysis was to evaluate
the design factors that most significantly affect material
costs and door drop. To begin, engineers constructed a
finite element model (FEM) of the cabinet using solid and
shell elements. (See technical sidebar for details.) All of
the finite element analyses (FEAs) executed during this
study were performed using ANSYS Parametric Design
Language (APDL). The state or response variable used to
control the cabinet stiffness was door drop under static
load application. The cost function to be minimized was
directly related to the mass of the cabinet sheet metal
parts.
With the goal of reducing costs by cutting the
amount of materials used in manufacturing, the analysis
showed that reducing the thickness of the compressor
plate, deck reinforcement, bottom deck and front rail
(7.8 percent of total mass) would allow for a reduction in
materials while having a minimal effect on door drop. The
simulation/optimization further determined that the most
Simulation SetupThe refrigerators’ polyurethane foam, EPS mullion, hinges and levelers were modeled with solid tetrahedron elements (SOLID45).Other parts, basically composed of thin plates, were modeled withSHELL181 elements. For all the connections of clinch joints andscrews, the element BEAM188 was utilized.
All of the material properties were considered as linear isotropic,and the input data was derived from laboratory tests and suppliertechnical specifications. For the polyurethane foam, the elasticproperties were evaluated in a laboratory test device, and the elasticity modulus was included as a factor.
In order to adequately represent the real loading conditions,the masses of all cabinet parts were evaluated and included.In addition, the masses corresponding to cabinet ballast and loadeddoors were calculated and were then assigned to each location in the model. The acceleration due to gravity was applied as a load boundary condition. At its bottom base, the cabinet was constrained, simulating actual operating conditions.
The door attachments and hinges were modeled with constraint equations, which allowed controlling translations and rotations tobe correctly transferred from the doors to the cabinet. As a result,it was possible to impose door support only at the bottom positionand release rotations from the hinge pins. In so doing, it was necessary to set two additional constraints at the upper liner ofeach door to eliminate rigid body motion.
Wrapper
Intermediary Rail
Front Rail

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 1313
FEATURE: CONSUMER PRODUCTS
sensitive factor affecting mass was the cabinet wrapper (or outer
paneling), but that reducing the wrapper thickness resulted in an
increase in door drop. The most significant factor driving door drop was
the screw that connected the intermediary rail and cabinet front flange. In
order to compensate for the increase in door drop that resulted from
reducing the wrapper thickness, designers added two screw connec-
tors, rather than one, between the wrapper front flanges and the
intermediary rail, resulting in a 12 percent improvement in door drop. This
design change also contributed to cabinet robustness and compensated
for polyurethane foam stiffness loss (manufacturing process variation).
In the end, this optimization and the associated design changes
resulted in the reduction of overall cabinet mass by 26 percent while
maintaining door drop and cabinet displacement at reasonable levels,
as defined by Whirlpool quality standards. On the bottom line, material
costs were reduced by 15 percent per product, resulting in a cost
savings for the company of $1.2 million per year.
By using ANSYS Mechanical software and Six Sigma tools, analysts
at Whirlpool now have the ability to develop complex finite element
cabinet models calibrated with real data, enabling the optimization
of first-round physical prototypes. This procedure has resulted in a
reduction of development time and manufacturing costs, helping
Whirlpool meet increasingly competitive market requirements. ■
Simulation results quantifyingdoor drop (displacement)
Six Sigma and the Importance of Critical Thinking
In this case study from Whirlpool, Six Sigma tools, includ-
ing Design of Experiments (DOE) product testing, were
used to assess manufacturing process and laboratory
test sources of variation affecting cabinet structural
behavior. Eventually, engineers gained enough know-
ledge to act on variation reduction in order to accomplish
the finite element model (FEM) calibration.
With the FEM and calibration completed, the first
optimization in ANSYS Mechanical software executed a
sequential virtual DOE, with factors and levels selection
based on Six Sigma tools. The goal was to evaluate the
design factors that most significantly affected door drop
and material costs.
At Whirlpool, Six Sigma initiatives are used to investi-
gate the impact of sources of variation on key critical
outputs of product and process, such as quality or
performance, and the initiatives are often lauded for
huge reductions in defects. A phrase often associated
with Six Sigma philosophy is “Y = f(X)” (Y is a function
of X.) This overly simplified equation reflects the obser-
vation that behavior in critical product or process
performance characteristics (Y) is due to certain
process factors or inputs (X). For example, the cabinet
wrapper thickness (X) can potentially affect cabinet
stiffness and door drop (Y). A crucial part of Six Sigma
work is to define and measure variation in Y with the
intent of discovering the cause and developing efficient,
operational means to control, mitigate or reduce
the variation.
In addition, critical thinking based on the scientific
method is a very important skill and is used extensively
to conduct industrial experiments associated with
simulation, which then leads to design optimization.
Critical thinking — the process of deduction and
induction — implies that the investigator has the
wherewithal to develop theories from the initial ques-
tions. This wherewithal comprises subject matter
knowledge, experience, process knowledge and the
ability to reflect critically and engage others. In fact, it
has been shown that critical thinking is more important
to improvement and development activities than
training in a particular tool set.
Whirlpool refrigerator model following a redesign of the doors and some other features but with thesame cabinet shape. This model was just launchedin the market.

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200814
FEATURE: THOUGHT LEADERS

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 15
ROTATING MACHINERY: OVERVIEW
As the World TurnsWorld conditions and increased competition challenge rotatingmachinery designers to deliver higher levels of performance, efficiency and reliability — faster than ever before.
By Brad Hutchinson, Vice President Industry Marketing, Aerospace and Turbomachinery, ANSYS, Inc.
Spotlight on Engineering Simulation for
Rotating Machinery
Turbomachinery, or more broadly speaking rotatingmachinery, spans almost all industry sectors and in manyplays a vital role. Rotating machines change the state of working fluids (pumps or compressors), convey or transportfluids (fans and pumps), extract energy (turbines) and createpropulsion (propellers). Performance, efficiency, reliability andrapid delivery have always been important, but today’s worldconditions intensify the pressures designers face.
Currently, the price of oil hovers near $100 per barrel.Concern for climate change is widespread, not only by thegeneral public but also by legislators worldwide. Since
rotating machines play a critical role in power generationand various forms of transportation — and, in some cases,are the limiting factor regarding cost, efficiency and emis-sions — it is natural that they are in the spotlight and thesubject of intense analytical scrutiny.
In the energy industries, most of our power is producedby gas, steam and water turbines. Steam turbines extractpower in nuclear and coal-fired power plants. Land-basedgas turbines, similar to their aeroengine cousins, run on natural gas and, in some cases, oil. Although still relativelysmall in volume, wind turbine production has increased
Phot
o ©
iSto
ckph
oto.
com
/Mic
hael
Fer
nahl

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200816
ROTATING MACHINERY: OVERVIEW
dramatically in recent years, with the largest machines being 6 megawatts (MW) in size and having rotorsapproaching 130 meters in diameter. The largest water turbines, such as those used in the Three Gorges Dam inChina, have 10-meter diameter runners.
In the transportation industry, turbomachinery plays anequally important role. For air travel, the rotating machineryused on commercial aircraft is well known — the gas turbine aircraft engine. Its key rotating components includethe fan, which can be seen when boarding the plane, aswell as the compressor and the turbine. Since fuel is a major and often volatile cost for airlines (significantlyimpacting their profitability) and noise and emissions regu-lations are becoming increasingly stringent, there is a drivefor cleaner, quieter and more fuel-efficient engines.
For transportation at sea and on the ground, dieselengines in ships, trucks and an increasing number of carsuse turbochargers to improve their performance and efficiency. These engines also use electric-driven fans andpumps, which must be optimized, since available electricalpower is limited. Efficiency of the automatic transmissiontorque converter — another rotating machinery componentcomprised of a pump, a stator and a turbine — is criticalto vehicle fuel efficiency.
Turbomachinery plays an important role inother industries as well. Compressors andpumps are important to the chemical,process, and oil and gas industries, and areeven key components in large industrial airconditioning systems. In the medical industry,heart pumps must be designed to be compactand to minimize blood damage.
Each rotating machine type has one or more keydesign challenges. Cooling due to high temperaturesis problematic in gas turbines. Cavitation is an issue inpumps. Non-ideal gas behavior in steam turbines and refrigerant compressors must be considered. In aeroengine fans, noise is a challenge. Thereare space limitations when designing automotive fans. For hydraulic turbines,large-scale transient instabilities — alsoknown as vortex ropes — may occur at off-design conditions. These examples indicatethe diverse physics requiring consideration foraccurate simulation of real machine behavior.In reality, these physical processes interact, and multiphysics analysisincreasingly is becoming a requirementfor high-fidelity simulations.
Several design, performance orproduction factors are common amongturbomachine types. Reliability andsafety require accurate prediction of steady and transient thermal,
Steam turbine simulation plays a key role in enablingdesigners to improve performance and longevity.Courtesy Siemens AG.[1]
aerodynamic and structural loads for stress and fatigue lifepredictions. However, excessive safety and strength features are likely to make the machine too expensive or too heavy; these features also can preclude other competingrequirements such as efficiency.
Operational cost and emission issues have recentlyintensified the pressure to produce efficient machines. Time-to-market and cost pressures resulting from competitionhave underscored the need to “get it right the first time.”These factors, in turn, demand that simulation software provides solutions of ever-increasing resolution and accuracy. Software, when employed in Simulation DrivenProduct Development (SDPD), helps designers resolve theseand other challenges and is a key enabler for reduced-cost,first-to-market rotating machinery development. ■
References[1] Gerber, A.G.; Sigg, R.; Völker, L.; Casey, M.V.; Sürken, N., “Prediction
of Non-Equilibrium Phase Transition in a Model Low Pressure SteamTurbine,” Journal of Engineering for Power and Energy, September2007, Vol. 221, No. A6, pp. 735–744.

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 17
ROTATING MACHINERY: COMBUSTION LINER
A low-emissions combustion liner is a critical systemcomponent for gas turbines. The combustion air in a gas turbine enters through holes in the combustion chamberliner and flows along the liner to keep it cool. Liners aredesigned to improve durability and cooling while minimizingthe flow variation from liner to liner within the same engine.Reducing variation can decrease exhaust temperaturespreads, engine hot streaks and emissions. By combiningcombustion, flow and structural modeling using tools fromANSYS, Power Systems Manufacturing (PSM) in Florida,U.S.A., designs virtual prototypes and avoids expensivephysical testing until the very end of the design cycle.
Land-based gas turbines are often used in so-called“peaking” units, when the demand of the electric grid over-whelms the base-load capacity (most often handled by coalor nuclear units). This means that, in order to meet the griddemands but not to exceed them, gas turbine generatorsoften run at partial or varying load. Modern can-annular F Class combustion systems, such as PSM’s Flamesheet,are typically composed of several fuel stages designed toenable the gas turbine to ramp up or down in load duringstartup and shutdown, or to allow it to run at partial loads.
PSM’s Flamesheet combustor is composed of threeseparately fueled equiangular circumferential main stagesand a pilot stage at the center. The pilot stage is typicallyoperated at low loads, and the main stages are broughtonline one stage at a time as the turbine ramps up. The combustion liner has only a circumferentially balanced flameduring the pilot stage and full-load operation. At part-loadconditions, when only one or two of the main stages are on, the flame is located on one-third or two-thirds of the liner inner surface, thereby producing a hot streak along the liner wall.
The high thermal variation and asymmetry on the metalsurface of the combustion liners resulting from these hot streaks cause thermally induced stresses. Stresses canlead to thermo-mechanical fatigue that accrues on a cyclicbasis and results in low-cycle fatigue failure. If the thermallyinduced stresses are lower than the yield limit of the material,the cylindrical liners may still deform inelastically due to creeprelaxation over time. Liner deformation affects the structuralintegrity of the combustor as well as the circumferentialfuel–air mixture distribution coming out of the premixer,
which, in turn, can have a negative impact on the unit’semissions.
Engineers at PSM used afinite element (FE) techniqueand ANSYS Mechanical soft-ware to design a liner to mitigatesuch creep ovalization effects.The analysis predicted creepdeformation over time of Haynes230 alloy liner material using inputsfrom creep specimen testing. The engi-neers validated these results against field test data of PSM’s Flamesheet combustion liners carried out in a fully-instrumented combustion system of a Siemens WestinghouseSW501F unit at Calpine Corporation’s South Point Plant inArizona, U.S.A. Similar inspection of 7FA DLN 2.6 combustionsystem liners also showed signs of creep ovalization.
Diagram of a gas turbine combustor showing locations of burners that are operateddepending upon required load. Numbers indicate burners that operate together forthe various stages of operation.
Red lines indicate the areas along the liner circumference that develop hot streakswhen one stage (left) or two stages (right) are used.
3
2
Fuel Nozzles
Liner
3
2
3
Pilot1
Hot Streaks andDeformationSoftware tools from ANSYS improve durability and reduce emissions in gas turbines by helping to reduce creep in combustion liners.By J. Page Strohl, Lead Structures Engineering, and Hany Rizkalla, Combustion Structual Design Engineer,Power Systems Manufacturing, LLC, Florida, U.S.A.

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200818
ROTATING MACHINERY: COMBUSTION LINER
Three-dimensional FLUENT computational fluid dynamics(CFD) simulations provided thermal boundary conditions forthe FE analysis under part-load operating conditions. Thermalgradients were highest at the premixer exit of the liner’sunsupported forward end, causing it to deform freely andassume a thermally distorted shape.
Next, the engineering team performed a linear elasticanalysis on a full 3-D ANSYS Mechanical model that wasconstrained at the liner lugs to simulate the configuration ofthe installed engine. They mapped thermal profiles and pressure loads onto the model that were consistent withmeasured data for a two-stage part-load condition.
They then isolated the stresses caused by the circumfer-ential temperature streak by subtracting the stress due to theradial temperature change from the total outer diameter toinner diameter hoop stress data at the liner premixer axiallocation. The residual deformation due to the circumferentialtemperature gradient was isolated in a similar fashion andcompared against post-operating inspection data afterapproximately 20 hours of operation. The linear elastic strainsfrom the 3-D model were used to evaluate the creep straindue to the favorable comparison with experimental data.
Using liner drop measurements separated by severaldays of operation, PSM engineers found radial ovalization tobe approximately 0.78 percent; this indicated creep relax-ation. Furthermore, the creep data for the Haynes 230example revealed that such creep deformations occurredwithin the first few hours of part-load operation. The linearelastic stresses were within the elastic yield limit of the linermaterial. The linear elastic strains associated with thesestresses created a strain control environment in which theliner thermal stresses creep relax to the Haynes 230 creepstrength capability. Since there are no constant stresses andthermal stresses are within the elastic limit, engineers expectthe liners to achieve a permanent set based on the ovalizedlinear elastic shape and to maintain that thermal shape without further deformation.
Estimating the amount of creep relaxation under straincontrol (permanent set) in a combustion liner required theuse of an FE analysis. Complexity was introduced by 3-Dvariations in temperature, stresses, creep strain and strainrate across the liner. Specimen lab testing for tensile creep data revealed that the Haynes 230 example exhibitednegligible primary creep.
PSM engineers estimated the material constants inExcel through best-fit coefficients to the experimental data.They constructed a complete Flamesheet liner model using3-D ANSYS SOLID186 element types to simulate the liner’ssecondary creep behavior. They mapped temperature andexternal static pressure loads from the FLUENT results ontothe model. The implicit creep routine in ANSYS Mechanicalsoftware was invoked by using the strain “rate = 1” option.The ANSYS Mechanical model simulated 25 hours of runtime followed by a shutdown, then a restart and continuationup to 1,000 hours of operation followed by a shutdown.
The simulation results showed that the liner mixer exitaccumulated approximately 0.55 percent (maximum radialdeformation minus minimum radial ovalization) of radial ovalization after 25 hours of part-load operation. After 1,000 hours of operation, the mixer exit accumulatedapproximately 0.73 percent of diametric ovalization, whichcompares well with the 0.98 percent of diametric ovalizationobserved by coordinate measuring machine (CMM) inspec-tion performed on the liner mixer exit after testing. Thisresult also confirmed that the liner creep strain ratedecreased as the liner creep relaxed to the desired thermalshape. Although the ANSYS Mechanical creep analysisunder-predicts the ovalization, over-firing during testing
This contour plot of temperatures for the liner thermal plot (results for havingtwo main stages on) shows a large circumferential metal temperature gradienton the liner surface over the entire length of the combustor. Orange indicateshigher temperature, and blue indicates lower temperature.
The difference between the overall hoop stress (blue, left diagram) and the hoopstress due to radial temperature (red, left diagram) yields the stress caused by thethermal asymmetry (right diagram). The values in the left diagram were calculatedbased on simulation results using technology from ANSYS.
Numerical predictions of maximum radial ovalization
1.371.30
1.20
1.10
1.00
0.90
0.80
0.70
0.60
0.50
0.400 800 1600 2400 3200 4000
400 1200 2000 2800 3600
Time (seconds)
25 hrsshutdownovalization
(x10*3)
1,000 hrsshutdownovalization
Rad
ial O
valiz
atio
n (p
erce
nt)
(max
. rad
ial d
efor
mat
ion
- m
in. r
adia
l def
orm
atio
n)

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 19
ROTATING MACHINERY: COMBUSTION LINER
Simulation results for creep deformation at shutdown after 25 hours of part-load operation (left); 1,000 hours of part-load operation (center) and deformationas measured by CMM inspection after experimental testing (right). Deformed shape is exaggerated in FEA images.
may have caused the liner temperatures to be higher than those predicted by the thermal analysis, resulting in the mismatch.
Using the ANSYS Mechanical simulation to determinethe effects of part-load operating hot streaks on the PSMFlamesheet combustor revealed creep relaxation of the linersunder a strain-controlled environment. Numerical predictionsof the residual ovalization compared well with inspection dataon the liner mixer exit obtained from testing. PSM is currently
using ANSYS Mechanical solutions for investigating newdesigns in order to mitigate such creep relaxations inFlamesheet combustion liners. ■
ReferencesRizkalla, H.; Strohl, P.; Stuttaford, P., “Prediction and Mitigation of ThermallyInduced Creep Distortion in Gas Turbine Combustors,” Proceedings of ASMETURBO EXPO 2007: Power for Land, Sea & Air, 2007, GT2007-27815.

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200820
ROTATING MACHINERY: COMPRESSOR
The energy industry — particularlythe natural gas and hydrocarbon segments — depends on centrifugalcompressors to produce, process, liquefy and transport many differentgases. As the pressures in a compres-sor increase, the dynamic behavior atshaft and impeller seals, axial thrustbalance pistons and impellersbecomes more complex, with vibrationultimately becoming a concern.
There are two types of vibration ofconcern in industrial compressors: synchronous vibration and subsynch-ronous vibration. Synchronous, orrunning-speed vibrations, normally areexcited by residual unbalance resultingfrom small imperfections in the manu-facturing and assembly processes. Thesecond and more troubling type ofvibration, subsynchronous vibration,occurs when non-conservative whirlingforces (cross couplings) act to excite alateral natural frequency, which occursin cases in which these fall below run-ning speed. The excitation forcesgenerated at seals and impellers havecomponents that act at right angles tothe displacement vector. Cross-coupling effects tend to sustain whirlingmotion at a subsynchronous natural frequency when insufficient damping ispresent. The whirling motion is referredto as self-excited rotordynamic insta-bility, and it can lead to serious damageif not properly controlled. Researchersat Southwest Research Institute (SwRI),a nonprofit applied engineeringresearch and development organizationheadquartered in the United States,
have examined the possibility that com-putational fluid dynamics (CFD) can beused to study subsynchronous vibra-tions and rotordynamic instability forcentrifugal compressors.
A CFD analysis by Moore andPalazzolo[1] used a grid perturbationmethod (GPM) approach with a 3-Dstructured computational mesh todemonstrate how cross-coupled stiff-ness for liquid (incompressible) pumpimpellers could be determined. Gasforces in a compressible fluid tend tobe smaller, more difficult to predict andmore difficult to model than the liquidforces that were predicted by Mooreand Palazzolo. Furthermore, the energyequation and an equation of state are required to completely describe the fluid flow. A lack of accurately predicted operational specifications for compressor designs can result inunexpected, dangerous, and damaginginstabilities and subsynchronous vibra-tions, making the identification ofaccurate analysis methodologiesessential to the industry.
Description of Computational Model A compressor manufacturer
provided SwRI with the completegeometry, process and rotor-dynamic information for acentrifugal compressor thatpreviously had experiencedsubsynchronous vibrations.The centrifugal compres-sor was equippedwith only four outof 10 stages and
had undergone development testing anumber of years prior. While testing at aspeed of 21,500 rpm and a dischargepressure of 2,300 psi using nitrogen asthe testing medium, the compressorencountered classical rotordynamicinstability. The frequency correspondedto the first natural frequency of the rotor.A second instability was reached whileoperating at 23,000 rpm. Engineers atSwRI identified this particular compres-sor as suitable for a case study becausethe impeller aerodynamic cross coupling was the dominant effecton the machine’s stability.Because the exact conditions at whichthe compressor wentunstable were avail-able from testrecords, the CFDcould be testedunder the sameconditions.
Innovative Diagnosis forInstability in TurbomachinerySimulation helps to predict subsynchronous vibrations and rotordynamic stability for centrifugal compressors.By J. Jeffrey Moore, Program Manager (Rotordynamics Program), Rotating Machinery & Measurement Technology Section,
David L. Ransom, Senior Research Engineer, Rotating Machinery & Measurement Technology Section and
Flavia Viana, Research Engineer, Fluid Dynamics & Multiphase Flow Section, Southwest Research Institute, Texas, U.S.A.
Figure 1. The compressor mesh with the boundary condition surfaces and sliding interfaces
Outlet
SlidingInterface
BackPassage
Back Inlet (fluidcoming from thehub seal passage)
Impeller Fluid orRotating Region
SlidingInterface
Eye SealPassage
SecondaryPassage
WhirlingPassage

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 21
ROTATING MACHINERY: COMPRESSOR
To generate a complete CFDmodel of this impeller — including boththe primary and the secondary flowaround the impeller/diffuser, shroud,back face and seals — the engineeringteam used ANSYS CFX technology.The shroud was displaced in the radialdirection. Although the physical prob-lem appeared to be inherently timedependent, a transient CFD solution ofthis problem was not required if a sim-ple reference frame transformationwas performed. Since the shroudregion was solved in the whirling frameof reference, while the primary impellerpassage was always solved in therotating frame, a sliding interface wasemployed. Researchers chose thefrozen rotor sliding interface approachexclusively, so as not to artificially con-strain the circumferential pressurefield. The rotordynamic influence of thelabyrinth seal was modeled in a rotor-dynamics model using a traditionalbulk flow seal code.
Researchers evaluated the rotor-dynamic force coefficients of theimpeller by determining the impedanceat a minimum of three precessional frequencies. For improved accuracy over a wide range of precessional fre-quencies, more than three would needto be calculated and a least-squarescurve fit to the linear second-ordermodel was performed. The coefficientsof the curve fit would yield theimpeller’s stiffness, damping and massforce coefficients.
Validation of Results In this stage of the project, the
team validated the results from theCFD and rotordynamic analyses usingreal-world data. They used two sepa-rate verification methods for the SwRICFD model for impeller force work performance. In the first test case,researchers essentially reproduced theresults of Moore and Palazzolo[1],though they used an unstructuredmesh. This case demonstrated goodcorrelation to previous predictions andexperiment, validating the use of an unstructured grid. In the secondverification, the team required a comparison of CFD-based stabilitypredictions for a centrifugal gas
The CFD results showed much-improved agreement in overallmagnitude in comparison to the appli-cation programming interface API andSwRI methods, which are empiricallybased equations that have been used inthe industry for many years. CFD pre-dicts similar levels of cross coupling forthe two instability points, while theempirically based methods do not.
The SwRI team then performed aparametric study to determine the vari-ous parameters known to affect the flowfield inside the impeller and their effecton rotordynamic forces. Based on this
Larger Gap
Smaller Gap
Shroud MovedElectric Download
compressor against measured sub-synchronous vibrations on the testcompressor.
Overall, SwRI engineers found theCFD results to be in reasonableagreement with the performancedata. The flow field in the secondarypassage was highly recirculating.Using a second-order curve fit, the full set of force coefficients was computed. Since the team performeda CFD analysis on only stages oneand three, normalized parameterswere used to calculate the coefficientsfor stages two and four. These derivedforce coefficients were close to theCFD values, validating the methodused. Researchers also performed arotordynamic analysis to analyticallydetermine total dynamic behavior ofthe rotor at high rotational speeds andthe stability of the compressor rotor— including the effects of rotor flexi-bility, bearing stiffness and damping,eye seal stiffness and damping, bal-ance piston stiffness and damping,and aerodynamic excitation.
Engineers analyzed two com-pressor instability cases: instabilitypoint one (21,500 rpm) and instabilitypoint two (23,000 rpm). Even thoughthe speed increased for point two, thedischarge pressure at the point ofinstability was approximately thesame. Therefore, the predicted rotor-dynamic stability varied only slightlybetween the two conditions. For each case, the aerodynamic crosscoupling was varied from 0 to about 25,000 lbf/in to define the slope of the stability curve. The point at which thelines intercepted the vertical axis represented the systemstability without theeffects of aerodyn-amic cross coupling.The point at whichthe lines crossed thehorizontal axis was thestability threshold, beyondwhich the machine was predicted to be unstable.These two lines providedinsight into the sensitivity of therotordynamic stability as afunction of aerodynamic crosscoupling (Figure 6).
Figure 3. Streamlines through stage 1 at the instabilitypoint #1, 21,500 rpm
Figure 2. Geometry of compressor under study. Since onlyshroud forces are of interest in this study, only the shroudregion is made eccentric.

www.ansys.comANSYS Advantage • Volume II, Issue 1, 20082222 www.ansys.com22
ROTATING MACHINERY: COMPRESSOR
Figure 5. Comparison of modally weighted aero cross-coupling values using the various prediction methods
Figure 6. Stability curves for the compressor under analysis and various predicted values for which the compressorwould become unstable (i.e., prediction values for where the curves would cross the x-axis of this plot; the CFDresults provide the most accurate prediction).
study, they developed a new formula to describe impeller cross coupling. Theformula stated that the cross coupling wasproportional to the dynamic pressure and the axial length of the impeller, andinversely proportional to relative flow dueto the change in the exit flow angle of theimpeller, as shown below.
in whichKxy = cross-coupled stiffness
of impeller (lb/in) [N/m]
Cmr = constant for a given impeller design
ρdis = discharge density(lbm/ft3) [kg/m3]
U = impeller tip speed (ft/s) [m/s]
Lshr = axial length of shroud from impeller eye seal toimpeller tip (in) [m]
Q/Qdesign = flow relative to design flow
Subsequent studies have indicatedthat Cmr can vary for different impellergeometries, and it is typically in the rangeof 4 to 7.5.
As demonstrated in this study, theSwRI engineering team was the first todevelop analytical methods capable ofanalyzing the rotordynamic forces on acentrifugal compressor impeller usingCFD. The results compared favorablywhen predicting the instability of a full-scale compressor. Based on this result,the team concluded that the majority ofthe destabilizing force of a centrifugalimpeller arises from the shroud passage,not the impeller-to-diffuser interaction.These results are described in more detailin Moore, Ransom and Viana[2]. ■
References [1] Moore, J.J., Palazzolo, A.B., “Rotordynamic
Force Prediction of Centrifugal Impeller ShroudPassages Using Computational Fluid DynamicTechniques with Combined Primary/SecondaryFlow Model,” Journal of Gas Turbines andPower, Vol. 123, October 2002, pp. 910–918.
[2] Moore, J.J.; Ransom, D.L.; and Viana, F.“Rotordynamic Force Prediction of CentrifugalCompressor Impellers Using ComputationalFluid Dynamics,” GT2007-28181, ASME TurboExpo, May 14–17, 2007, Montreal, Canada.
Method Instability Pt 1 Instability Pt 2
SwRI 18,453 lbf/in 23,441 lbf/in
API 13,848 lbf/in 17,301 lbf/in
CFD 12,098 lbf/in 11,908 lbf/in
Instability Pt 1
Instability Pt 2
Aero Kxy (N/m)
0.E+00 1.E+06 2.E+06 3.E+06 4.E+06 5.E+06
0.8
0.6
0.4
0.2
0
-.02
0.4
SwRl Pt 1
SwRl Pt 2
API Pt 1
API Pt 2
CFD Pt 1
CFD Pt 2
Log
Dec
STAGE 1 CFD Value Applied Cond. Difference
Compressor Speed [rpm] 21,500
Pressure Ratio 1.238 1.264 2.06%
Delta Tot. Temperature [F] 40.36 48.10 16.09%
Polytropic Efficiency (from Power) 0.746 0.786 5.10%
Isentropic Efficiency 0.830 0.779 6.56%
Isentropic Efficiency (from Power) 0.736 0.779 5.40%
STAGE 3 CFD Value Applied Cond. Difference
Compressor Speed [rpm] 21,500 21,570
Pressure Ratio 1.234 1.234 0.02%
Delta Tot. Temperature [F] 47.60 52.30 9.00%
Polytropic Efficiency (from Power) 0.734 0.763 3.80%
Isentropic Efficiency 0.815 0.755 7.87%
Isentropic Efficiency (from Power) 0.713 0.755 5.66%
Figure 4. Summary of compressor performance for compressor stages 1 and 3

ANSYS Advantage • Volume II, Issue 1, 2008
ROTATING MACHINERY: TURBINE IMPELLER
www.ansys.com 23
High-Speed Product DesignIntegrated software facilitates design and development of expansion turbines to avoid failure.By Mike Stanko, Senior Engineering Associate and Michael Chamberlin, Mechanical DesignEngineer, Turbomachinery Group, Praxair, Inc., New York, U.S.A.Jeffrey M. Steele, Manager, Software and Services, Impact Technologies, LLC, New York, U.S.A.
turbine impellers, which operate atvery high rotational speeds. Impelleraerodynamic performance and relia-bility depend in part upon theimpeller blade shape and thickness.In addition to steady-state centrifugalpressure and thermal loads, dynamicstresses arising from upstream flownozzle pressure fields can causeimpeller fatigue failure. The ability toaccurately and quickly predict stress,deflection and the modal character-istics of an impeller allows Praxair’sturbomachinery designers to developan impeller that provides maximumaerodynamic performance withoutsacrificing reliability.
Praxair engineers use the designanalysis package BladePro-CF™ fromImpact Technologies, together withmechanical simulation software fromANSYS, to perform steady-statestress analysis, modal analysis (naturalfrequency and mode shape), harmonicforced response analyses and fatiguelife calculations. BladePro-CF is fullyintegrated with some FEA productsfrom ANSYS (such as ANSYS
Geometry of the impeller for anexpansion turbine
The air separation industry relieson efficient and reliable turbo-machinery to create the highest performance air separation plantspossible. Key to this industry areexpansion turbines — centrifugal oraxial flow turbines that expand a high-pressure gas to reduce the gas tem-perature and produce work. Theturbines are widely used for industrialapplications that require fluid coolingor low temperature processing.More than 25 years ago,
Praxair, Inc., of New York, U.S.A., aleading supplier of atmospheric,process and specialty gases, created anin-house turbomachinery group thatspecializes in cryogenic expansion tur-bines. For the last two decades, Praxairturbine design engineers have beenusing the suite of finite element analysis(FEA) products from ANSYS as theirmechanical simulation software pack-ages of choice.
Some of the key components ofexpansion turbines are radial inflow
Image © iStockphoto.com/Olivier Lantzendörffer

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200824
CHEMICAL PROCESSING
24
ROTATING MACHINERY: TURBINE IMPELLER
Multiphysics, ANSYS Mechanical andANSYS Structural licenses), making thecoordinated use of products relativelysimple.
In order to assess an impeller’smargin against fatigue failure, engineersuse a combination of steady-state anddynamic stresses. The use of Campbelland interference diagrams, as well asanimated mode shapes from BladePro-CF, allows engineers to visualize thepotentially dangerous interactions ofvarious impeller mode shapes andsources of excitation.
An analysis begins when Praxairengineers import basic impeller geom-etry data into BladePro-CF. They attach boundary conditions and selectmaterials within BladePro-CF prior tocreating the 3-D ANSYS model forsimulation. Next, they apply pressureprofiles, temperature profiles and thecentrifugal load, and the mechanicalsoftware from ANSYS calculates thestatic stress throughout the impeller.Once the static stress analysis is com-plete, engineers examine plots ofdisplacement, von Mises equivalentstress (for crack initiation) and maxi-mum principal stresses (for crackpropagation).
The use of a sound mesh topologyand a high-density hexahedron-basedmesh in the blades and shroud are crucial to accurate frequency predictionfor the large number of modes of inter-est. For Praxair’s shrouded impellers,more than 100 modes of vibration arepresent, ranging from zero rotations perminute (rpm) to the highest frequency ofinterest. A very accurate representationof stiffness and mass is required to pro-duce sufficiently accurate predictions.The BladePro-CF program pre-selectsmaster degrees of freedom and thenallows the Praxair engineers to modifythese.
The FEA simulation then calculatesthe natural frequencies and modeshapes at either zero rpm or a definedspeed that would include stress stiff-ening effects. The back-substitutionfiles are saved for any subsequent harmonic forced response analysis. For radial inlet turbine impellers, it is
ANSYS Mechanical simulation results showing maximumprincipal (top) and radial (bottom) stress distributions forone impeller design. Red indicates area of high stress.
important to identify diametral and circular mode shapes that are critical inassessing the likelihood of dangerousresonance conditions — as not allmodes can be excited or are of equalimportance.
Engineers next use dynamic forcedharmonic response analysis to calculatethe dynamic stresses. At this step, aGoodman diagram (available in Blade-Pro-CF) is invaluable, as it provides agraphic display of the combinations ofstatic and dynamic stresses for theentire impeller. The diagram allows a viewer to visually compare the combined stresses with the material’sallowable limits. Once the critical loca-tions are identified, engineers utilize thelocal strain module of BladePro-CF tocalculate the time to crack initiation foreach location; this value combined withthe duty cycle of the compressor is thenused to predict fatigue life.
The Praxair engineering team wasable to pinpoint a weakness in an olderimpeller that experienced a fatigue failure by looking at a Campbell diagram. In so doing, they easily deter-mined that vibration-based failurecould be avoided by changing thenumber of nozzles, or guide vanes,that direct flow to the impeller blades.The analysis portion of this investi-gation took less than a day, comparedwith multiple days without the use ofBladePro-CF and simulation. Impellerfailures can cost from $50,000 to$100,000, making the avoidance ofthese situations of great interest toboth the manufacturer and end users.
The combination of BladePro-CFand FEA products from ANSYS allowsPraxair engineers to easily and accu-rately determine the quality of theirturbomachine impeller designs by pro-viding an appropriate margin againstfatigue damage. Using this approach,they can effectively and quickly predictand examine in detail the vibration-related parameters that could affect thereliability and life of their designs. ■
BladePro-CF is a trademark of ImpactTechnologies, LLC., an ANSYS, Inc. partner.

ANSYS Advantage • Volume II, Issue 1, 2008
ROTATING MACHINERY: TURBINE RUNNER
www.ansys.com 25
Meeting predicted life estimatesand avoiding component failure areessential for hydropower generationprojects. The New York Power Authorityis involved in the rehabilitation of largehydropower units, such as those at the St. Lawrence-FDR Power Project.Recent progress in numerical simula-tion software allows these units toreach a high level of performance inorder to improve productivity and reliability. For phase 2 of the rehabili-tation project, eight new replacement propeller runners are to be supplied by Alstom Hydro — a company thatdevelops power generation productsand systems — for the original Allis-Chalmers turbines.
These runners are 6.096 meters indiameter, have an expected lifespan of70 years and are capable of producing64.9 MW under 24.7 meters net head.The hub and blades of the runner arecastings of stainless steel machined to final shape. Dynamic loads thatoccur during the life of hydraulic turbine runners can cause failure and,therefore, present a significant risk with
St. Lawrence-FDR power project propeller-type runner
Runners ExperienceLonger LifeFracture mechanics helps ensure longevity of propeller-type runners in hydropower plants.By M. Sabourin, Head of Department and Expert, Hydraulic Engineering, D-A. Bouffard, Hydraulic Design Engineer, and F. Paquet, Proposal Team Leader, Hydraulic Engineering, Alstom Hydro, Sorel-Tracy, Canada
Definition of planes for fracture mechanics analysis. Intersection of the FMA with hubs and blades is shown.
Blade-hub junction
Middle axis
Plane section
1
3
2
4
5
6
7
8
9
regard to the reliability of the turbine as well as the economic viability of the project.
Because of this, technical specifi-cations now require dynamic loadanalyses of turbine runners. A fracturemechanics analysis is used to evaluatecrack growth rates for flaws and to predict the mechanical failure of thecomponent over a given lifespan. Tohelp ensure longevity, engineers atAlstom Hydro of Quebec, Canada, useANSYS Mechanical software to com-pute the stress intensity factor as afunction of the crack length for complex
shapes like those found in propeller-typehydraulic turbine runners.
The goal of fracture mechanics analy-sis is to determine the critical dimensionsof an initial defect at a given location forthe expected lifetime of the component.Engineers evaluate crack propagationand brittle failure of the runner by com-puting stress intensity factors and thenapplying a loading pattern representativeof the anticipated operating conditions.The fracture mechanics approach is,therefore, particularly suitable for theanalysis of the partial-penetration weldsbetween runner hubs and blades.

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200826
ROTATING MACHINERY: TURBINE RUNNER
A standard approach to evaluatingthe stress intensity factors of a defectis to use the British Standard BS7910:2005: Guidance to methods forassessing the acceptability of flaws inmetallic structures. This standard considers the blade–hub junction as a simplified geometry, such as a cruciform joint. In the case of the bladedesign used in the St. Lawrence runner, as well as some other modernrunner designs, however, the shape of the welded joint is far from beingcruciform. These partial-penetrationwelded joints include an unfused area,such that the weld metal does not penetrate the entire cross section ofthe joint. Engineers at Alstom devel-oped an improved methodology todesign a safe weld configuration forthese new runners. In parallel, theengineers validated stress intensityfactors by comparing results fromANSYS Mechanical software to published solutions for a standard cruciform joint from the British Stan-dard. The results were satisfactory.
The team first performed a static 3-D finite element analysis (FEA) toevaluate displacement and stress distribution for all normal operatingand emergency conditions for a theoretical runner that is free of anydefects and uses full-penetration welded joints. The engineers increased
the complexity of the load pattern to represent as closely as possible thereal dynamic operation of the turbine.
From the 3-D FEA results, the engineers extracted 2-D degrees offreedom in planes used to performfracture mechanics analysis; the 2-DFEA models showed a stress level verysimilar to the 3-D analysis, confirmingthe validity of this approach. For theseplanes, the team modeled the unfusedsection of the weld between the bladesand the hub as a crack using skewedelements at the crack tip. They computed the mixed-mode stressintensity factors using a displacementextrapolation method. They evaluatedstress intensity factors for a wide range
Comparison of stress intensity for the blade design used in the St. Lawrence runner with no defects (left) and with a partial penetration weld (right)
The shape of the weld at the blade-hub junction in the runner replacement (right) is significantly different fromthat specified in the British Standard (left).
Stress intensity as a function of crack length
Blade
Blade
Blade–hubJunction Semi-elliptic
FilletSuction Side
Suction Side
Pressure Side
Pressure Side
Hub
Hub
700
600
500
400
300
200
100
00 20 40 60 80 100 120 140 160
Stre
ss In
tens
ity F
acto
r (M
Pa m
m1/
2 )
Crack Length (mm)
Pnom Max
Emballement Max
Polynomial (Pnom Max)
Polynomial (Emballement Max)
of crack lengths and positions. Next,the engineers developed a relation-ship to describe stress intensityfactor as a function of the cracklength for each plane. They werethen able to use this information todesign runners with partial weldedjoints that would be better suited towithstand dynamic loads occurringover the lifetime of the runner.
This resulted in a reduced volumeof welding, thus leading to less welding distortion and a very accuratefinal geometry. Because of Alstom’suse of FEA in the design process, the efficiency of the runner can be main-tained at a high level, cavitationerosion can be avoided and overallglobal behavior can be improved. Thefirst runner is now operating smoothly,and it is estimated that it will producegreen energy for at least the next 70 years. The remaining units will bedelivered and commissioned in yearsto come. ■
ReferencesSabourin, M.; Bouffard, D-A.; Paquet, F.,“Life Prediction of Hydraulic Runners UsingFracture Mechanics Analysis,” Alstom Hydro,© ALSTOM 2007.

ANSYS Advantage • Volume II, Issue 1, 2008
MATERIALS
www.ansys.com 27
Radial shaft seals (including lipseals) made of elastomers or low-friction polytetrafluoroethylene (PTFE)materials are used in a wide range ofproducts, including aircraft, vehicles andindustrial equipment for sealing rotatingshafts — primarily to keep out contami-nants and keep in lubricating oil. A garter spring typically is used to create an adequate initial forcebetween the shaft and the seal beforehigh working pressure is built up. Theseal contact pressure under the workingpressure is a critical factor in seal performance and wear. This contactpressure is extremely difficult to meas-ure because of the complexity of sealconfiguration, the size of contact area,and continuous changes in the contactprofile due to material being worn offover the life of the seal.
At Emerson Climate Technology inOhio, U.S.A., ANSYS Mechanical soft-ware is used extensively as a powerful
Predicting Wearin Radial SealsFinite element analysis is performed in a step-wise approach in which seal geometry isre-meshed with each load cycle to account forwear-off of material at the contact surface.By Zhichao Wang, Manager, Analytical Services, Emerson Climate Technology, Ohio, U.S.A.
tool to gain a more thorough under-standing of seal deformation andcontact pressure. To perform a realisticsimulation and obtain accurate results,the analysis is performed in a step-wiseapproach in which the seal geometry isremeshed with each loading cycle toaccount for the effect of material wearat the contact surface. The simulationis performed using the single-framerestart feature and a non-standard re-meshing procedure for each solutioncycle.
The PTFE material is temperature-dependent, time-dependent and pressure-sensitive. Restart preservesthe stress and strain history for eachcycle, moving nodes using solutions ofthe previous step and saving the mod-ified geometry into a database file fromstep to step. Hence, the mesh of thewear zone is modified continuously as a function of contact pressure andsliding velocity.
The process accurately representsmaterial removed from cycle to cycle asa smooth function of contact pressure,in which contact pressure graduallyevolves with the progress of materialworn off for the number of cycles.Results clearly indicate that both thedistribution and contact pressure of theseal change continuously due to theloss of material. Since contact behaviorstrongly impacts lip seal performance,gaining this insight has been a key to optimizing seal design and improvingproduct quality and reliability at Emerson Climate Technology. ■
Step 1, Installation (garter spring), room temperature
Step i, pressure, temperature and displacement cycling
Get nodal contact pressure solution over wear surfaces
Compare contact pressure andwear, will material wear off?
Compare maximum contact pressure if wear will continue?
Get nodal contact pressure over wear surfaces
Start rezoning
Yes
No
Stop
Modify mesh, save db file
Single-frame restart
No
Yes
Simulation flow chart for single-frame restart procedure used for FEA modeling of a continuouslywearing seal geometry
Radial lip seal geometry simulation model
Evolution of seal wear from cycle to cycle: The change in the interface at the bottom of the seal area (lower grey edge)illustrates a change in shape; contact pressure is plotted across this lower edge, where the red areas indicate regionsof maximum pressures of 19, 9.5, 3.4 and 1.6 MPa, from left to right respectively.
Plate
Stiff RingShaft
Lip Seal
Garter Spring

Simulation helps glass manufacturers understand complex phenomenain next-generation melter technology.By Bruno A. Purnode, Owens Corning Science & Technology Center, Ohio, U.S.A.
The glass industry annually produces 21 million tons ofconsumer goods valued at $28 billion. Energy costs for thisvolume of goods account for approximately 15 percent ofproduction costs. Theoretically, glassmaking requires about2.2 million BTUs of energy per ton of glass, but usuallymore than twice that amount is actually used due to varioussystem losses. Given this reality, the industry is constantlyseeking and developing new ways to lower capital andenergy costs. Owens Corning has been melting glass formore than 65 years yet has not stopped working to find bet-ter and more sustainable ways of doing so. Over the last 14years alone, Owens Corning has reduced its global energy intensity by 40 percent through a variety of glassmelting innovations. With the possibility of reducing capitalcost expenditures by more than half, submerged combus-tion melting (SCM) technology offers the potential to meet this goal.
SCM was first commercialized a decade ago in theUkraine for production of mineral wool. The process takesfuel plus oxidant and fires them directly into the bath of thematerial being melted. The combustion gases bubble throughthe bath, creating an intense transfer of heat between the twophases. Meanwhile, forced convection-driven shear effectsprovide rapid particle dissolution and enhance temperatureuniformity in the bath. Batch handling systems can be simpleand inexpensive because the melter is tolerant of a widerange of raw material sizes; the systems can also accept multiple feeds and do not require perfect feed blending.
Presently, very little is known about the physics of thesubmerged combustion process because experimental orfield data is not easily accessible in such a melting system.
Heat RecoveryRecuperator
Glass Bath
Glass to Conditioning
Oxy-Fuel Burners
Fluid-Cooled Walls
Batch/Cullet
Stack
A
MATERIALS
www.ansys.comANSYS Advantage • Volume II, Issue 1, 200828 www.ansys.comANSYS Advantage • Volume II, Issue 1, 200828
Savings fromSubmergedCombustionMelting

Therefore, in order to support sub-merged melter designs and to betterunderstand the complicated meltingphenomena, an important modelingeffort using FLUENT computationalfluid dynamics (CFD) software was initiated at the Gas Technology Institute(GTI) in Illinois, U.S.A. The simulationeffort, which included model develop-ment support from ANSYS, Inc., waspart of a larger U.S. Department ofEnergy–sponsored project being con-ducted in partnership with a consortiumof glass companies, including OwensCorning. The project’s goals were todesign, demonstrate and validate themelting stage of a next-generationmelting system.
The presence of extremely complexphysics and chemistry, as well as thewidely disparate time scales betweenthe combustion gases and the glassflows, made solving the full problemimpractical. Therefore, the simulationteam from GTI, the consortium compa-nies, Owens Corning and ANSYSestablished a pragmatic, three-stagemodeling strategy in order to find a com-promise between faithfully describingthe process physics and maintaining areasonable computational cost.
The first CFD modeling stage was a2-D axisymmetric analysis, which solvedthe full transient, two-phase gas–liquidsubmerged combustion problem for asingle-burner region. This analysis usedthe volume of fluid (VOF) multiphasemethod in FLUENT software to track thegas phase bubbling through the liquidphase; it also used the eddy dissipationmodel to simulate the combustion. Withthe eddy dissipation model, the reactionrates were assumed to be controlled by
the turbulent mixing, allowing expen-sive kinetic calculations to be avoided. The team simulated the turbulenceitself with the realizable k-ε model and modeled radiation using the discreteordinates (DO) method, since this isone of the most versatile of all the radiation models and also has a reasonable computational cost.
In the second modeling stage, theCFD group focused on the overallflow and heat transfer in the melter.They extracted equivalent momentumand heat source terms derived fromtime-averaged VOF results from thefirst modeling stage and used them to generate a set of user-defined functions (UDFs) to represent themomentum and heat sources in thesecond stage. The group then usedthe UDFs to model a subsequent 3-Dsteady-state, single-phase analysis ofthe entire multi-burner melter.
The third modeling stage consistedof a 3-D transient tracer species analysis. In this final analysis, the CFDteam used the velocity and tempera-ture fields from the second modelingstage to analyze the transport and dissolution of the batch by calculatingthe residence time distribution.
Preliminary trials in the one-ton- per-hour pilot-scale melter seemed to validate the staged modelingapproach. The research team suc-cessfully compared temperature,velocity, pressure and residence timesimulation results to measurements infully instrumented submerged meltertrials conducted by GTI. A completevalidation of the model will be done inthe coming months as more trialresults become available.
Illustration of the three-step CFD analysis strategy used to analyze the SCM process
Glass temperature in the plane of the burners. Anincrease in temperature can be seen from lower-temperature areas in blue on the batch inlet side(right) to the more intense red areas on the glass outlet side (left).
Mathematical modeling of the submerged combustion process usingthe FLUENT product has been an integral part of the SCM project. Simu-lation has led to a better understandingof the complex glass and gas flows andthus has been used extensively fordesigning the melters as well as forguiding their operation. This constitutesa first step toward the industry’s goal ofreducing cost and energy usage with anext-generation melting system. ■
Boundary Conditions (BC)
Source Terms V, T Field
1SubmergedCombustion(Unsteady VOF)
2Bath Flow
with Melting(Steady Single-
Phase)
3Product Quality(Transient
Particle-tracking)
MATERIALS
Single-burner (bottom center) multiphase combustion simulation results showing mass fraction of glass(solid red) and gases (solid blue)
ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 29

Image © iStockphoto.com/Mark Jensen
Breathing EasilySimulation of airflow in human noses can become a useful rhinosurgery planning tool.By Alexander Steinmann and Peter Bartsch, CFX Berlin Software GmbH[1] , Berlin, Germany
Stefan Zachow, Zuse Institute Berlin (ZIB), Medical Planning[2], Berlin, Germany
Thomas Hildebrandt, Asklepios Clinic Birkenwerder[3], Birkenwerder, Germany
A requirement for normal breathingthrough the nose is an undisturbedpassage through the nasal airways. Ifthis condition is not fulfilled due to anyobstruction or deformation, surgicalcorrection of the nasal airways mightbe required. Rhinosurgery is a recon-structive surgical approach thatreshapes the nose and/or nasal struc-ture and often is used to correct birthdefects or other breathing problems.
To understand the effects of nasalanatomy on normal breathing, a teamin Germany composed of membersfrom the Zuse-Institute Berlin, Askle-pios Clinic Birkenwerder and CFXBerlin Software GmbH carried out simulations using ANSYS CFX compu-tational fluid dynamics (CFD) software.The research team based the analysismodels on highly detailed internal andexternal nasal anatomy. The ability tosimulate complex airflow character-istics with regard to individual anatomyenables the study of the physiologyand pathophysiology of nasal breathing
on a per patient basis. As a result, fluidflow simulations can become anextremely useful tool in treatment plan-ning for functional rhinosurgery.
For this study, the research teambased their investigations on a refer-ence model of the nasal airwayscreated from actual human anatomywithout obvious pathologic symptoms.To develop a geometric model for thiscase, researchers first acquired a helical computed tomography (CT)scan of a male volunteer following localadministration of a decongestant.High-resolution tomography with analmost isotropic spatial resolution of0.37 x 0.37 x 0.4 millimeters allowedfor the representation of internalanatomical structures with sufficientdetail. This provided the team withthree-dimensional geometric informa-tion that they used to create asimulation model of the nasal andparanasal cavities.
The research team then usedAMIRA®[4] software to reconstruct and
Pathlines for air flow during inhalation,colored by velocity
www.ansys.comANSYS Advantage • Volume II, Issue 1, 200830
HEALTHCARE

Pathlines for air flow during exhalation,colored by velocity
mesh the flow domains based on theCT scan information. In addition to creating the volumetric grid of inner airway structures, the research teamreconstructed the facial soft tissue. Toaccomplish this, they generated a gridfor the anterior inflow region in order tosimulate the effect of the nose and faceexternal surface geometry on theinhalation flow behavior. Finally, theteam exported the meshed model, withlocally refined resolution and suitableelement quality, in computational fluiddynamics (CFD) General Notation System (CGNS) format for import intoANSYS CFX software.
The CFD simulation involved calculating the transient flow behaviorover seven breathing cycles. Theresearchers applied a pressure differ-ence between the inlet and outlet (lung)as a boundary condition. The lungpressure was represented as a functionof time and was derived from a seriesof active anterior rhinomanometry(AAR) measurements, recorded fromthe same subject from whom thegeometry model was derived in a
comparable mucous membraneswelling condition. Samples were gath-ered at a rate of 2,000 samples per 15-second measurement. Finally,researchers measured air volume flowfor validation of the simulation resultsand found that there was appropriateagreement between the experimentaland numerical data.
To gain a better understanding of the relationship between nose morphology and respiration, theresearch team is currently investigat-ing the effect of anatomical changesto the external nose geometry. Usingan advanced biomechanical tissuemodel, they can vary the shape of theexternal nose in a realistic manner,increasing or decreasing the naso-labial angle or the cross section of thenasal valve, for example. Such varia-tions may disturb the inspiratory inflowdue to an increased resistance, animpaired airflow distribution or apathological turbulence behavior. In this way, interactive geometry alteration of the nasal airways in com-bination with a simulation analysis ofthe resulting fluid flow using ANSYSCFX technology can provide a basisfor a sophisticated virtual rhinosurgeryplanning tool. Conclusions drawn fromsimulation could have an importantimpact on future surgical and conser-vative therapeutic concepts, thusdriving clinical research.
In further investigations, theresearch team will study the humidi-fication of nasal airflow as a multi-fluid flow with an additional transport equation for water vapor. In those studies, the humidity charge of thenasal mucosa will be modeled, andhumidity transfer between mucosa andair will be considered by appropriateboundary sources at the fluid walls. To accomplish this, researchers willintroduce dense layers of pentahedralprism elements at the air–mucosa interface to ensure accurate numericalcalculations for fluid shear stresses,such as changes of air velocity at themucosal walls. In addition, this simula-tion methodology will enable the studyof pharmacokinetic issues, such as theeffective application of drug delivery viathe respiratory system. In these simula-tions, the medication particles andinspired air will be regarded as a multi-phase flow consisting of liquid droplets(dispersed distributed particle flow) in acontinuous air stream; a heat transfermechanism will also be included. ■
References[1] http://www.cfx-berlin.de
[2] http://www.zib.de/visual/medical
[3] http://www.nasen-operation.de
[4] http://amira.zib.de
ANSYS Advantage • Volume II, Issue 1, 2008
HEALTHCARE
www.ansys.com 31
Mesh for external facial geometry

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200832

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 33
Internal Twincer geometry
The Twincer geometry exploded view
HEALTHCARE
Ins and Outs of InhalersSimulation helps optimize the performance of a dry powder inhaler for drug delivery.By A.H. de Boer and P. Hagedoorn, Department of Pharmaceutical Technology and Biopharmacy, University of Groningen, The Netherlands
R. Woolhouse and J. Tibbatts, ANSYS, Inc.
In recent years, there has beengrowing interest in dry powder inhalers(DPIs) as a drug delivery system that could significantly impact the treatment of diseases. The clinical app-lications for DPIs now extend wellbeyond the treatment of lung diseases,such as asthma, chronic obstructivepulmonary disease (COPD) — whichincludes chronic bronchitis and emphy-sema — and cystic fibrosis. Recently,extensive media coverage has beengiven to the introduction of inhaled diabetic insulin, and research is currently
being carried out to develop methodsfor the delivery of antibiotics and vaccines as dry powders. A U.S. FederalDrug Administration report indicatedthat, unlike other drug products, thedosing, performance and clinical efficiency of DPIs may be directlydependent on the design of the device.
In order to develop biopharmaceu-tical drugs, like peptides and proteins,for delivery as a dry powder, two signifi-cant hurdles need to be overcome.First, the drug must be stabilized in a dry state as particles with an
aerodynamic diameter in the range 1 to 5 microns. Second, a dry powderinhaler must be developed that will efficiently deliver these microscopicdrug particles to the patient. As a resultof research in this area, a team at the University of Groningen in the Nether-lands has developed a disposable DPI,The Twincer™, for the delivery of highdrug doses. Tests have shown that the Twincer is capable of effectivelydelivering in a single inhalation a 60-milligram dose of pure micronisedcolistin sulfomethate, a drug used forthe treatment of cystic fibrosis.
The Twincer holds the drug in a blister in which the tiny particles havelikely joined together to form cohesiveagglomerates. In order to break upthese particle agglomerates, which aretoo large to be effective, the Twinceremploys two parallel classifiers, circularchambers that apply inertial and shear forces to the particles through acarefully controlled airflow.
To accomplish this, each classifierhas three tangential ports that generate
MouthpieceBlister
Classifier Inflow
ClassifiersMouthpiece
Drug InflowBypass Inflow
Mouthpiece

a swirling flow within the classifier: Oneport delivers air from the classifierinflow; a second delivers air andentrained drug particles from the druginflow; and a third port delivers air fromthe bypass channel, which functions toreduce the pressure loss of the deviceand, therefore, to control the effortrequired from the patient to make thedesired inhalation. After the air anddrug particles mix in the classifierchamber, they de-agglomerate andthen exit the classifiers througha small opening in the base,where they join the bypass airflow and continue into themouthpiece. The performanceof the inhaler is assessed in fourways: the consistency of delivereddose, the delivered fine-particle frac-tion (FPF) within the dose, the particleretention within the device and the pressure drop characteristics ofthe device.
During experiments usingthe Twincer, researchers havedemonstrated that minutechanges in geometric details can havea significant influence on the inhaler’sperformance. To further understand thebehavior of the inhaler and the reasons
for the design sensitivity, the team conducted a number of computationalfluid dynamics (CFD) simulations usingFLUENT software.
The research team took results fromthe CFD simulations for pressure lossand compared them with experimentalmeasurements in order to validate the
model. The results of both the CFDanalysis and experimental work showedgood agreement. Concerning theparticle trajectories, the CFD analysispredicted that particles 10 microns insize and larger would be retained withinthe classifiers, whereas smaller particleswould exit the classifiers and flow intothe mouthpiece. The retained particleswould include larger sweeper particles,those typically 100 to 200 microns indiameter. These predicted particle trajectories also compared favorablywith experimental observation madeusing a laser diffraction technique.Finally, the team concluded that thedrug particle cut-point is typicallybetween 5 and 7 microns, dependingon the properties of the drug and theflow rate.
The maximum dose that can bedelivered by the Twincer depends onthe flow split — the percentage of thetotal flow rate that passes through thedrug inflow — and the patient’s lungcapacity, which may potentially beimpaired. Since the design goal of theinhaler is to deliver high drug doses,the flow split within the device is of key importance. The CFD simulationsshowed that only 16 percent of the
total airflow passed through the druginflow and that 60 percent of theairflow bypassed the classifierscompletely. These flow splitsremained roughly constant overthe expected operating range ofthe device. To try to improve the flow split,
researchers carried out an additionalCFD simulation in which a blockagewas introduced into the bypass chan-
nel initially using a porous media.The team discovered that by partially blocking the bypasschannel, the total airflow wasreduced without affecting the
mass flow available to mobilize thedrug and to generate swirl within thetwo classifiers. From this observation,the researchers inferred that such adesign change is unlikely to affect the
CFD simulation showing particle trajectories for 1-micron (top) and 10-micron (bottom) particles
Sweeper particle retention within classifier chambers (approximately 175 micron particles)
www.ansys.comANSYS Advantage • Volume II, Issue 1, 200834
HEALTHCARE

rate of entrainment of the drug fromthe blister or the rate of particleagglomerate breakup in the classifier.However, such a design change mayreduce the particle exit velocity fromthe inhaler’s mouthpiece, a conditionthat increases delivery of drug parti-cles to the deep lung.
Using CFD analyses, the researchteam also learned that the port fromthe bypass channel to the classifierdid not carry any flow, or was a “deadflow channel.” Previously unexplainedexperimental observations hadshown that an accumulation ofparticles often occurred in these flowchannels. The team carried out anadditional CFD simulation with theseflow channels removed. As expected,the simulation showed that theremoval of these flow channels hadno significant impact on the perform-ance of the device.
Dead flow region within inhaler device
ANSYS Advantage • Volume II, Issue 1, 2008
HEALTHCARE
www.ansys.com 35
Dead Flow Channel
Classifier
Classifier ChannelDrug Channel
CFD analysis compared with experimental data.Experimental data and CFD simulation of total air flow vs. pressure drop are in close agreement.
Air Flow at STP (L/min)
15
10
5
0
0 50 100
Pre
ssur
e D
rop
(kP
a)
Experiments
CFD Predictions
The use of CFD in the develop-ment of the Twincer allowed detailedassessment of the flow behavior withinthe inhaler. The results from the CFDanalyses showed good agreementwith experimental results and obser-vations. Researchers have used theinformation gained from the CFD
simulations to guide design modifi-cations of both the classifier inletchannels and the bypass flow chan-nel. Following redesign of the inhalerprototypes, researchers again planto use CFD simulation alongside anexperimental program to furtheroptimize the Twincer DPI. ■

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200836
OIL AND GAS
Supporting the Oil and Gas IndustryLongevity and safety of drilling derricks and substructures are increased through stress analysis.By Luis M. Peñalver, General Manager, Consultora de Ingeniería Peñalver, C.A. (CIPCA), Puerto Ordaz, Venezuela
The oil and gas industry faces challenges associated with age-relatedequipment deterioration. In these scenarios, companies must ask them-selves what to do with the equipment;more specifically, should they maintainthe equipment as it ages, or retire itand purchase new equipment? Insome cases, the most cost-effectivesolution involves repairing the equip-ment in order to extend its usefullifespan. One specific challenge is therepair and recertification of oil derricksused in the drilling process.
There are several types of derricks.The structure of each is suitable for thetype of activity, which could be drilling,reconditioning or well cleaning. Themost common type is a rigid design
that has four legs secured to the corners of a metallic substructure.
Oil derrick design specificationsrequire that the structure is able to sup-port the load of vertical tubes used forthe drilling operation; the derrick alsomust resist wind loads that may havevelocities up to 160 kilometers per hour.In addition, during the extraction of thedrill pipe, the pipe could get stuck in thewell due to irregularities or obstructionsin the hole. In these cases, the derrickmust resist, within reasonable limits, theforce required to release the drill pipefrom the hole.
After years of service and perhapspoor operating practices, derricks andsubstructures involved in drilling oper-ations may begin to exhibit damagesuch as deformation, fatigue, break-age or misalignment of their structural elements. These problems can be corrected through structural repairs,but the equipment then needs to berecertified for use.
New equipment can be repairedand certified by the original manu-facturer. However, much of the equip-ment currently used in the oil industryhas been in operation for more than 10years. The original derrick manufacturermay no longer exist, therefore, thesederricks are considered unidentifiedequipment. Evaluation made by manualcalculation is a long, slow process thatdoes not reach the accuracy levelrequired by industry standards for recer-tification. In addition, physical variablessuch as fatigue and remaining life calcu-lations for these large structures areextremely complicated.
A drilling derrick raised for testingCourtesy AKERE ENERGY, C.A.
Von Mises stress simulation showing distributed stressalong all elements of a derrick Courtesy AKERE ENERGY, C.A.

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 37
OIL AND GAS
According to the American Petro-leum Institute standard API-4G(Recommended Practice for Main-tenance and Use of Drilling and WellServicing Structures), load rating for a well servicing or drilling structure of unknown manufacture may be determined by a process includinginspection and engineering practicessuch as simulation. This process mayinclude structural analysis in accor-dance with API-4F (Specification forDrilling and Well Servicing Structures),which states that the accuracy of stan-dard design ratings of each structureshall be tested by proof loading or by acomputer model, such as finite elementanalysis (FEA), to verify the structure forthe design loads.
In order to fulfill these internationalspecifications and to maintain the reliability and structural integrity ofequipment during operation, Consultorade Ingeniería Peñalver, C.A. (CIPCA) inVenezuela uses FEA software fromANSYS to examine various clients’drilling structures. CIPCA employs sim-ulation to determine maximum loadcapacity, stress distribution on thestructure, regions prone to failure (criti-cal regions), potential life cycle, fatigueeffects and load rating. The ability todetermine stress in a structure withmore than 20 years’ service and forwhich the manufacturer no longer exists
gives oil and gas companies the abilityto comply with international specifica-tions and to rescue equipment thatwould otherwise need to be retired.
CIPCA applied this approach toequipment owned by COMANPA,C.A., an oil and gas drilling companyalso located in Venezuela. The derrickfor the oil rig named COMANPA 27was built in 1971 and was designedwith a maximum lift capacity of180,000 pounds. After years of service, the derrick showed generaldeformation in its primary and second-ary structural elements and wastagged unusable for drilling serviceafter failing inspection. In order to evaluate the derrick under the APIspecifications, CIPCA began by mod-eling the geometry of the existingderrick, including deformed parts, withANSYS DesignModeler software. Shellelements were used to model themajor structural members. This savedcomputational time in comparison to using solid elements to mesh theserelatively thin parts. In addition, betteraccuracy could be obtained for thesame number of degrees of freedomby utilizing shell theory for thin geom-etries. Also, joints were modeled withedge-to-edge contact elements thatwere automatically detected betweenthe structural members throughANSYS Workbench simulation.
By using ANSYS contact technologyto deal with interactions between parts,mesh densities could be adjusted appropriately without the mesh of onepart influencing the mesh density of theadjacent part. The FEA simulation, whichincluded fatigue effects, was performedusing ANSYS Mechanical software withinthe ANSYS Workbench environment.
From the results, CIPCA concludedthat the derrick could not operate at itsoriginal design specifications; however,it was determined that the derrick could operate safely with a modified liftcapacity of 100,000 pounds. Followinganalysis, the derrick was able to complete scheduled drilling for an addi-tional two years.
Having a drill out of service can significantly impact costs and, therefore,the bottom line, according to AKEREENERGY, C.A., another company thatspecializes in oil and gas exploration,drilling and operation based inVenezuela. It is very important for suchcompanies to meet their annual drillingschedule, as these companies maintaincontracts to drill a specified number ofholes in a region. Derricks that are out ofservice for certification can only bereplaced by equipment that has beenpreviously contracted and certified. Ifequipment is not available, then produc-tion goals are not met, resulting in loss of profit. ■
Derrick substructure at the yard for maintenanceCourtesy AKERE ENERGY, C.A.
Von Mises stress contours on the substructure Courtesy AKERE ENERGY, C.A.

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200838
PARTNER
At Modine Manufacturing Company in Wisconsin, U.S.A., designing charge air coolersand exhaust gas recirculation (EGR) coolersis largely driven by emerging emissionstandards in the UnitedStates and Europe. Thesenew emission standardsequate to higher thermalloads and more rigorousdurability requirements forautomotive engine andexhaust components. Withthe surge in demand forengine components that meet the new emission standards,it was apparent to Modine that it needed to conduct agreater number of concurrent engineering design projectswithout significantly impacting engineering headcount orphysical test facility capital investment. Physical testing isexpensive, and test capacity limitations make it nearlyimpossible to turn around a design project quickly and efficiently through testing alone. Given these factors, theneed for leveraging the virtual environment was clear.
In order to deliver aquality product thatwould fully satisfy itscustomers, Modinedeemed they would
need to restructure theirdevelopment process while also pur-
suing customized analysis tools tailored to thisprocess. Ideally, these tools would be readily usableby product design staff as well as the traditionalanalysis staff. Equipping design engineers with
straightforward, customized analysis tools would allowmore virtual analyses to be executed without the need
to increase the number of analysis engineers.To help modify the process, Modine’s management
decided to co-locate all analysis engineers in one physicallocation in the middle of each of the product line groups,forming the Virtual Technology Group. By co-locating analysts from all product lines, this new team could sharetechnology processes and create best practices for rolling out simulation technologies to engineers in differentdivisions. Modine selected tools to equip the Virtual
Integrated Analysis Achieves State-of-the-Art WorkflowA collaborative process and better tools help Modine engineers leveragethe virtual environment to meet emission standard design changes.By Allan Wang, Manager Virtual Technology Group, Modine Manufacturing Company, Wisconsin, U.S.A.
Shane Moeykens, Strategic Partnerships Manager, ANSYS, Inc.
CAD rendering of an exhaust gas recirculationcooler in Pro/ENGINEERImage courtesy Modine.
Modine designs and manufactures thermalmanagement solutions for a variety ofapplications, including light, medium andheavy-duty vehicles; HVAC equipment; fuelcells; and electronics.

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 39
PARTNER
Technology Group — including Pro/ENGINEER® 3-D computer-aided design (CAD) from Parametric TechnologyCorporation (PTC) and FloWizard software from ANSYS foranalyzing fluid dynamics; these tools have been integratedby ANSYS to allow for seamless geometry transfer.
Disseminating analysis tools in a usable form through-out an organization is one approach for increasingproductivity. However, traditional analysis tools can comewith a substantial learning curve. In contrast, the integratedPro/ENGINEER FloWizard configuration offers a significantlevel of automation and was appropriately customized tospecific design activities at Modine, enabling these tools tobe readily used by product designers. For example, adesign engineer working with liquid-cooled charge air coolers could rely upon software customization unique tothis application for greater efficiency and ease of use.
Describing Modine’s new process, Dr. Jonathan Wattelet, global director of research, said, “Everything isgoing toward simulation to improve product developmentprocesses. We expect the number of engineers we employto remain relatively constant. We need to use tools such asPro/ENGINEER and FloWizard software to make our engineers more efficient. By 2010, we’d like one-half of our engineers to be using tools like the integratedPro/ENGINEER FloWizard solution.”
The process changes Modine implemented had animmediate impact on the design of their products. In oneexample, Dan Raduenz, an application engineer from theEngine Product Group, used Pro/ENGINEER and theFloWizard product to optimize the flow and pressure drop ina liquid-cooled charge air cooler. Raduenz set up fivePro/ENGINEER versions of his design and in 20 minuteshad created his CFD cases using FloWizard. He thenprocessed his CFD solutions overnight and, by the nextmorning, was able to determine the best path for designand manufacturing. Raduenz estimated that this designwould have cost a minimum of $10,000 for just two itera-tions using traditional methods and tools, not to mention the significant additional queue time and setup time needed toperform physical testing in lieu of these virtual simulations.
Dave Janke, supervisor of the Virtual Technology Group,estimated that each preliminary internal flow analysis of theliquid-cooled charge air cooler using the current processescosts Modine $400 and approximately one day of time,compared with several days using the conventional high-end CFD tools. The end result of the organizational andprocess change is that the new designs consistently meetand/or exceed Modine customers’ requirements for performance, quality, cost and delivery. “This is a clear caseof cutting-edge simulation. FloWizard software’s auto-mation and its interoperability with Pro/ENGINEER werecritical for this labor reduction,” stated Scott Wollenberg,managing director of the Global Engine Product group.
Modine’s senior management has made the commitmentto provide their organization with the right environment and tools to enhance communication and productivity. Dr.Anthony C. De Vuono, vice president and chief technologyofficer, commented, “I am thrilled with the way the organ-ization has embraced the environment. Managing directors ofModine’s product line groups are positive and are reportingexceptional productivity all around. Computer simulation andanalysis allows us to use our physical test facilities morewisely, facilitating these productivity gains.” ■
CAD rendering of a charge air cooler assembly created in Pro/ENGINEER
A CFD model of airflow through the charge air cooler in FloWizard software withpathlines colored by velocity

From CADto CAEFLUENT software now offers support for Autodesk Inventor.By Shane Moeykens, Strategic Partnerships Manager, ANSYS, Inc.
A seamless flow from computer-aided design (CAD) tocomputer-aided engineering (CAE) has long been an impor-tant goal for engineering design teams seeking to increaseproductivity and reduce costs. Now, companies who useAutodesk® InventorTM have streamlined access to selectedCAE software from ANSYS. The new Fluent Inventor Connection provides users with the ability to automaticallylaunch FloWizard or GAMBIT software from the Inventorenvironment. With a single click, users can load a geometrymodel directly into FloWizard or GAMBIT to set up a compu-tational fluid dynamics (CFD) analysis and solve for the flowin or around the geometry. The Fluent Inventor Connection provides seamless connectivity between design and analysisprocesses.
As a consultant and longtime user of ANSYS software,Brad Stevens of Kx Simulation Technologies sees benefits customers can reap from the tight integration of design-level analysis tools. “We are certain that the addition of eventighter integration between the ANSYS design-level CFDtool, FloWizard, to Autodesk Inventor will bring increasedproductivity and value to Inventor users,” Stevens said. Kx,a Cincinnati, Ohio-based engineering consulting firm, delivers customized solutions backed by more than 15years of engineering experience.
Prototyping can account for as much as 25 percent ofthe entire development cycle. “Digital prototyping offers anefficient and cost-effective alternative to fabricating costlyprototypes. Virtual testing and analysis allow a company tovalidate basic design properties in the early phases of thedrafting and development process, providing further devel-opment cycle and cost benefits,” said Robert “Buzz” Kross,vice president of Autodesk Manufacturing Solutions.Autodesk has had a formal relationship with ANSYS, Inc.since 2005, through the joint solution for stress and strainanalysis powered by ANSYS DesignSpace technology.“We’re very excited to expand this relationship to otherareas of multiphysics, such as the CFD capability enabledby the Fluent Inventor Connection and FloWizard 3.0,”Kross added.
The Fluent Connection software also provides interfaces with UGS NX™, Pro/ENGINEER® Wildfire® andSolidWorks®. Integrating core CAE technologies with independent design tools has been a key part of the ANSYS strategy for nearly a decade. ■
Autodesk Inventor geometry model of a tab mixer, a device typically used inprocess industries such as power and petrochemical
FloWizard simulation results showing contours of temperature distribution withinthe tab mixer
FloWizard results showing static pressure displayed across a temperature isosurface within the tab mixer
www.ansys.comANSYS Advantage • Volume II, Issue 1, 200840
PARTNER

TIPS AND TRICKS
One problem faced in the design of structures is buckling,
in which structural members collapse under compressive
loads greater than the material can withstand. Examples
include the local failure of a box girder of a bridge or an
aluminum beverage can crinkling when compressed. Figure 1
shows a plastic bottle deforming in this manner under an
internal pressure.
Using ANSYS Workbench Simulation functionality
provides many tools to aid users in solving geometric
instability problems, ranging from linear (eigenvalue)
buckling to nonlinear, post-buckling analyses. Eigenvalue
buckling analysis is a good approximation technique that,
although less precise than nonlinear buckling analysis, is a
relatively quick and easy way to determine, for example,
critical loads that induce buckling and possible buckling
modes (that is, the different ways the structural member
can deform). The solution time for eigenvalue buckling
typically is significantly faster than a nonlinear buckling
analysis, meaning that a great amount of useful information
comes at a relatively cheap computational price.
Performing Basic Linear Buckling AnalysisANSYS Workbench Simulation allows users to easily set
up linear buckling analyses. First, a user must set up the
loads and boundary conditions under a Static Structural
Analyzing Bucklingin ANSYS WorkbenchSimulationSimulation shows how parts catastrophically deform under compressive loads that exceed the structure’s material strength.By Sheldon Imaoka, Technical Support Engineer, ANSYS, Inc.
Figure 1. Buckling of plastic bottle in which sides collapsefrom a negative internal pressure. The geometry is from a sample Autodesk Inventor part.
ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 41

www.ansys.comANSYS Advantage • Volume II, Issue 1, 200842
TIPS AND TRICKS
Figure 2. Plate in this buckling example is simply supported at one end (A) and guidedon the other (B) with a compressive load (C).
3.00E+01
2.50E+01
2.00E+01
1.50E+01
1.00E+01
5.00E+00
0.00E+000.00E+00 2.00E-01 4.00E-01 6.00E-01 8.00E-01 1.00E+00 1.20E+00
Loading Percentage
Out-
of-P
lane
Def
lect
ion
Figure 3. Plot of displacements in out-of-plane direction
Simulation using a Commands object with the UPGEOM
ANSYS command.
All result files are contained in the Simulation Files folder
under subdirectories, such as Linear Buckling. To use a
buckled mode shape to perturb the geometry, first determine
the buckled mode shape as well as the maximum amplitude.
In the nonlinear static analysis branch, insert a Commands
object with the following Advanced Parametric Design
Language (APDL) commands:
/PREP7
UPGEOM,factor,1,mode,’..\Linear
Buckling\file’,rst
/SOLU
Note that in this command, factor will be multiplied to
the buckled shape mode and the nodes will be moved to
new locations. For example, a user may want to perturb the
mesh using the first buckled mode shape, which may have
a maximum amplitude of 0.5. Using information such as
manufacturing tolerances or a given percentage of the
thickness of the part, the user may wish to include an
imperfection with a maximum value of 0.002. The user
then could use the following commands to include the first
buckled mode shape:
/PREP7
UPGEOM,0.004,1,1,’..\Linear
Buckling\file’,rst
/SOLU
analysis branch. Then the user must add a second analysis
branch, Linear Buckling. In this step, the Initial Conditions
branch references the Static Structural branch, so that
loads, boundary conditions and the stress state of the
system can be obtained.
Under the Analysis Settings branch, the user can
request any number of buckling modes. While the default is
to solve the first buckling mode, the author recommends
solving for three or more buckling modes in order to verify
whether or not there may be multiple buckling modes that
could be triggered.
After solution, the buckling mode shapes and load
multipliers can be reviewed. The magnitude of all of the loads
defined in the Static Structural branch multiplied times the
load multiplier provides an estimate of the critical load.
Including Initial ImperfectionsIf a user considers symmetric geometry, even a non-
linear buckling analysis may predict too high a critical load.
Consider a simple plate simply supported at one end (A) and
guided on the other (B) with a compressive load (C), as
shown in Figure 2. Although a user may assume that buckling
should occur in the out-of-plane direction, this may not occur
if the geometry is modeled perfectly.
To correct for this, use a buckled mode shape calculated
from a linear buckling analysis to create a small imperfection
or perturbation in the mesh for use in nonlinear buckling
analyses. This can be accomplished in ANSYS Workbench
No Imperfection
With Slight Imperfection

ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 43
TIPS AND TRICKS
Figure 4. Tubular system loaded in compression in which post-buckling behavior iscaptured with nonlinear stabilization active
When using commands in ANSYS Workbench Simula-
tion, note that the system of units should not be changed.
The ANSYS result files will be based on the active units
when the Linear Buckling analysis was performed. Also,
because the mesh is being modified directly by the ANSYS
mechanical solver, ANSYS Workbench Simulation will not
display the updated nodal position; this should not pose a
significant problem in post-processing.
The aforementioned simply supported plate was loaded
in-plane with and without an imperfection, based on the
first buckled mode from the eigenvalue buckling analysis.
Figure 3 shows the plot of displacements in the out-of-plane
direction. Note that without any imperfection, no buckling
occurs. With the small imperfection, buckling occurs at
approximately 85 percent of the applied load.
Capturing Post-Buckling BehaviorIn situations such as failure analysis, post-buckling
behavior must be studied. Techniques such as solving the
system as a transient analysis or using the arc-length
method have been available in mechanical simulation
solutions from ANSYS for a very long time. A relatively new
method introduced in ANSYS 11.0 technology is the
nonlinear stabilization technique. This method is controlled
with the STABILIZE command and is easy to implement
through ANSYS Workbench Simulation.
Conceptually, nonlinear stabilization can be thought of
as adding artificial dampers to all of the nodes in the
system. Before the critical load is reached, the system
typically may have low displacements over a given time
step. This can be thought of as a low pseudo velocity that
would not generate much resistive force from the artificial
dampers. On the other hand, when buckling occurs, larger
displacements occur over a small time step; as a result, the
pseudo velocity becomes large and the artificial dampers
generate a large resistive force.
Nonlinear stabilization can be specified either by
entering a damping factor or energy dissipation ratio. The
ratio typically ranges from zero to 1 and can be thought of
as the ratio of work done by the damping forces to the
potential energy. When this method is used, the effective
damping factor is printed for reference purposes in the
Solution Information solver output as follows:
*** DAMPING FACTOR FOR NONLINEAR
STABILIZATION = 0.1840E-01
Because of the easier interpretation of the energy
dissipation ratio value, it is recommended that users first
select values closer to 0, reflecting less damping. Other
controls with nonlinear stabilization include using constant
values, or ramping the stabilization forces to zero at the
end of the load step, as well as selecting at which point
nonlinear stabilization is activated.
To use nonlinear stabilization, a user simply needs to
insert a Commands object under the Static Structural
branch with the STABILIZE command and relevant argu-
ments. For example, to use 0.01 percent constant energy
dissipation ratio, one can use the following command:
STABILIZE,CONSTANT,ENERGY,1e-4
Note that because nonlinear stabilization can be
turned off or used only for certain load steps, a user may
wish to separate the load history in multiple steps via the
Analysis Settings branch; following that step, the user
then activates nonlinear stabilization only when needed
through the Details view of the Commands object.
Figure 4 shows a tubular system loaded in compression
in which post-buckling behavior is captured using non-
linear stabilization. ■
Contact the author at [email protected] for the completepaper from which this column is excerpted.

ANALYSIS TOOLS
Parametric DesignAnalysis for Evaluating a Range of VariablesTools help to study engineering trade-offs in Simulation Driven Product Development.By Pierre Thieffry, Product Manager, ANSYS, Inc.
A major challenge in product development is balancing competingengineering requirements. Componentsoften must be lightweight yet strongenough for maximum durability, forexample. Users are thus faced with thetedious and time-consuming task ofrunning multiple simulations to find asolution that satisfies most of therequirements.
Fortunately, tools are available tohelp designers perform parametricanalyses in which simulation softwareautomatically solves for entire ranges ofspecified variables and generates dis-plays that enable users to readily spottrends and identify an optimal design.By clearly showing the relationship ofmultiple variables and their effect on performance, parametric analysis can guide the product developmentprocess to a design configuration thatmight not have been considered withpure point–solution simulation or that would have proved too time-consuming if individual analyses weremanually performed.
Geometric Parameters: A Key to Design Variations
A wide variety of parameters, suchas material properties, can be varied tostudy the impact of those changes onthe design, but a major source of variation is the geometry itself. Whileparametric computer-aided design(CAD) models have existed for
decades, very few simulation toolsallow them to be used effectively. Sometools, such as the ANSYS ParametricDesign Language (ADPL), allow usersto create parametric geometries,though the time required to set up sucha model increases significantly with thecomplexity of the geometry.
Typically, one of the most efficientways of dealing with geometric parameters is provided by the ANSYS
Workbench platform, which enablesparameters of the CAD model to bedriven directly from simulation. TheANSYS interface for major CAD systems not only reads in the geom-etry data but also imports thegeometric parameters, along withattributes or material data in somecases. In this respect, the ANSYSWorkbench environment provides an easy solution for defining and
Response surfaces, like this one, enable users to clearly visualize the complex relationship betweenmultiple input and output parameters in parametric analysis studies.
4.53E+2
4.49E+2
4.46E+2
4.42E+2
4.39E+2
4.35E+21.90E+12.00E+12.10E+12.20E+12.30E+12.40E+1
1.80
E+1
1.94
E+1
2.08
E+1
2.22
E+1
2.36
E+1
2.50
E+1
Max
imum
Stre
sses
DS_Radius1DS_Radius2
www.ansys.comANSYS Advantage • Volume II, Issue 1, 200844

ANALYSIS TOOLS
performing parametric analyses. Theadditional amount of work required tomove from a single point simulation toa full parametric analysis is no morethan a dozen mouse clicks.
Benefits of Parametric Design AnalysisParametric analysis is an excellent
way to get accurate information aboutthe influence of all parameters on thedesign objectives, such as system per-formance with respect to stress, heatflow, mass flow and other variables.With this information, the design teamcan make informed decisions through-out product development, especially inthe early conceptual stage. As a con-sequence of the parametric analysis,the design team also can react quicklyto any modification due to external constraints (for example, manufac-turing) and can easily answer any“what if” questions.
Data RepresentationData representation is crucial in
order to maximize the benefit of aparametric analysis. Tools such asANSYS DesignXplorer software arebased on response surface methods(RSMs) that help allow users to readilyvisualize and evaluate performancevariations over the entire design space.Such approaches can be applied toany simulated physics applicationsincluding structural, computationalfluid dynamics and multiphysics analyses. These methods are efficientin terms of computation time, sincethey use a limited sampling of theparametric space to build the responsesurfaces, which depict the mathe-matical relationship between input andoutput parameters. These 3-D color-coded contours readily convey largeamounts of data that would otherwisebe overwhelming to decision-makers,who will more easily be able to inter-pret a simple curve or plot than a list of numbers.
Among other graphical representa-tions, the trade-off plot is probably thefirst to be considered. It represents the feasibility of a given design: A large sampling (10,000+ points) is
In this trade-off plot, the red-dotted contour shows the boundaries of the design space.All feasible designs are within this boundary.
Key parameters in this sensitivity chart are readily identified by the importance of their effecton the performance. In this example, thickness and depth have the biggest influence on thesafety factor.
performed on a response surface and performances of design variables areplotted. The accompanying trade-offplot indicates, for example, that for theproduct under analysis to be designedwith a safety factor of 1.0, productmass will be in the range of 0.6 and 1.2kilograms. If the product requirementsspecify a mass of 0.5 kilograms, there-fore, one can see that there are nodesign solutions that can maintain asafety factor of at least 1.0 at thatmass and with that specified design. A new design would have to be gener-ated. On the other hand, if the productrequirements specified a mass of 1.0kilograms, the engineer knows thatthere is at least one solution. Other
tools then exist to help users find theright specific solutions.
Simple 2-D plots (single or multi-variate) are the easiest graphs tounderstand and convey informationabout the variation of performancewith respect to the design variables.Sensitivity charts (bar or pie charts)also provide immediate informationabout the weight of each of the designvariables on the product performance.They enable the engineer to identifythe key parameters and know wherethe focus should be. This type ofapproach helps to reduce and eliminate time or money wasted onvariables that do not influence the design. ■
1.38E+0
1.25E+0
1.13E+0
1.00E+0
8.75E-1
7.50E-1
6.25E-1
5.17E-13.78E-15.00E-1 7.50E-1 1.00E+0 1.25E+0 1.5E+0 1.75E+0 2.04E+0
Geom
etry
Mas
s
Safety Factor Minimum
Safety Factor Minimum
-1.0000
0.7919
0.4575
-0.2060
Trade-off Plot 3-D
1.44E+0
-0.5000 0.0000 0.5000 1.0000
DS_Depth
DS_Thickness
DS_LowerRadius
ANSYS Advantage • Volume II, Issue 1, 2008www.ansys.com 45



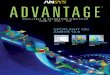










![[] ANSYS Advantage(Bookos.org)](https://img.pdfslide.us/doc/110x75/577cc4511a28aba71198e371/-ansys-advantagebookosorg.jpg)