Embed Size (px)
Citation preview
Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Friction Stir Welding of Bulk Metallic Glasses
Presented
by
Lily MaMS Student- Materials Engineering and Science
Rakesh C. SuravarapuMS Student- Materials Engineering and Science
Stanley M. HowardProfessor, Department of Materials and Metallurgical Engineering
William J. ArbegastDirector, Advanced Material Processing Center
Katharine M. FloresAssistant Professor , Department of Material Science and Engineering
Ohio State University

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Objective
Establish a FSW processing window for BMG Vitreloy 106A to maintain its amorphous nature

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Fracture toughness –
~15 to 20 MPam1/2
Applications –
automotive and aerospace structures, biomedical devices, machinery structure materials, and sporting gears
Figure 1: Combination of strength and
Toughness compared with selected
engineering materials. (Flores, K.M et al. 2003 )
Background

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Materials
2.8Nb
10.3Al
12.8Ni
15.6Cu
58.5Zr
Atomic Percent Element
Composition of Vitreloy 106A
Figure 2 Time temperature transformation
diagram of the bulk metallic glass –
Vitreloy106A. (Hays, C.C et al. 2001)
Crystalline
Amorphous
200
Tg = 400 oC
Tliq = 830 o C
Tem
per
atu
re º
C
500
600
700
800
300
900
400

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
0.39”
0.6”
0.39”
0.6”
1.84”
1.78”
Sample C
Sample BSample A
Samples and Campaign Conditions
Table 1: Summary of the campaign conditions
Preheated friction stir
welding
YesCCampaign III
Series of four linear friction stir
weldsNoCCampaign II
Friction stir plunging
NoBCampaign I
N/AN/AAReference
ProcessPreheated
Sample
Description

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Campaign I – Friction stir plunging
500RPM 800RPM
Friction stir plunged sampleSample B
CopperPlates
PCBNPin Tool
Clamping and weld setup
Two plunges on Sample B:500RPM and 800RPM
PCBN pin tool was used
Sample B was placed on thecopper plates for rapid cooling
Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
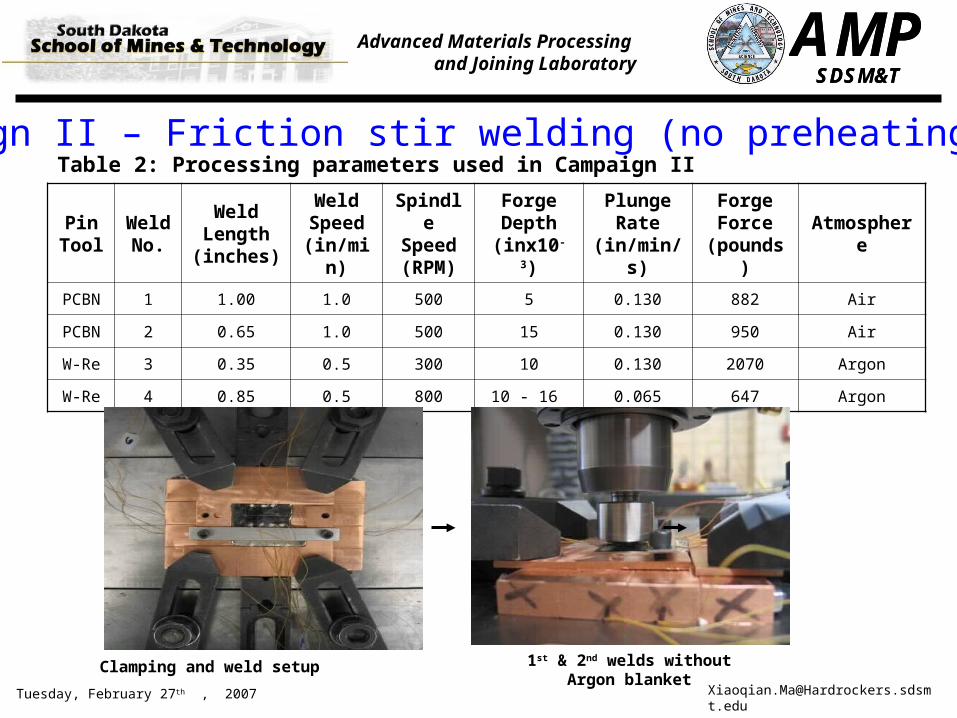
Campaign II – Friction stir welding (no preheating)Table 2: Processing parameters used in Campaign II
Pin Tool
Weld No.
Weld Length (inches)
Weld Speed
(in/min)
Spindle Speed (RPM)
Forge Depth
(inx10-3)
Plunge Rate
(in/min/s)
Forge Force
(pounds)Atmosphere
PCBN 1 1.00 1.0 500 5 0.130 882 Air
PCBN 2 0.65 1.0 500 15 0.130 950 Air
W-Re 3 0.35 0.5 300 10 0.130 2070 Argon
W-Re 4 0.85 0.5 800 10 - 16 0.065 647 Argon
Clamping and weld setup 1st & 2nd welds withoutArgon blanket

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
3rd & 4th welds withArgon blanket
Weld-2
Friction stir welded sample
Weld-4
Weld-1
Weld-3 Weld-2
Campaign II cont’d

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Pin tool wearB
efo
reA
fter
PCBN 2 Weld 2
PCBN 1 Weld 1
W-Re 1 Weld 3
W-Re 2 Weld 4
W-Re 3 Pre-Heated
Weld
W-Re – 38002.0Pre-heated weld
W-Re – 28000.5Weld 4 (No Preheating)
W-Re – 13000.5Weld 3 (No Preheating)
PCBN – 25001.0Weld 2 (No Preheating)
PCBN – 15001.0Weld 1 (No Preheating)
Pin Tool UsedSpindle Speed
(RPM)Weld Speed
(IPM)Weld No.
Table 5: Processing parameters used in Campaign III
Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
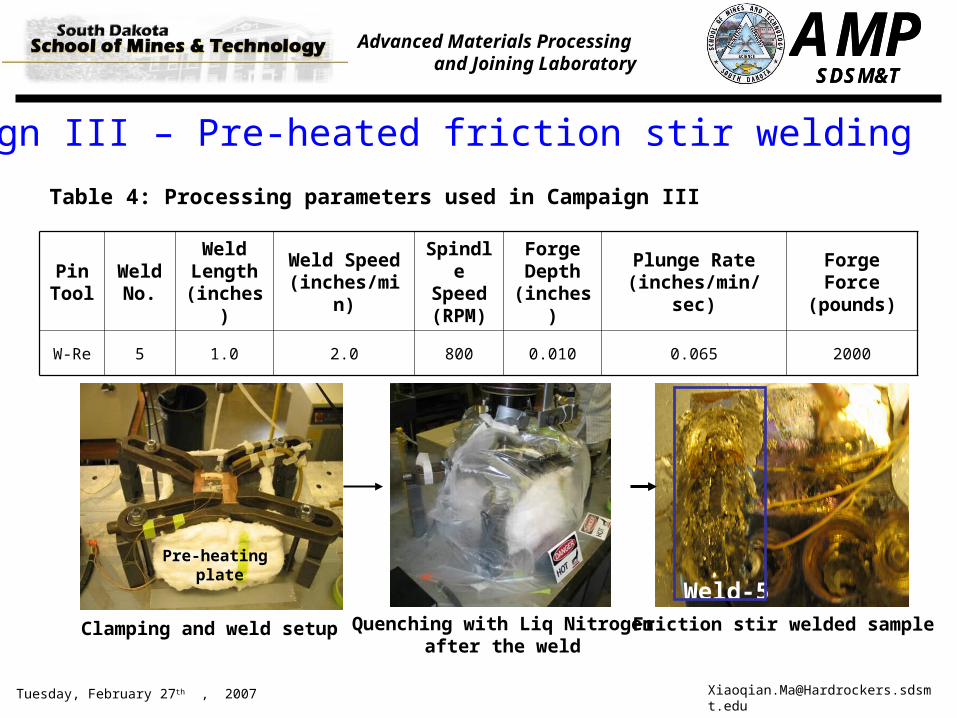
Campaign III – Pre-heated friction stir welding
Table 4: Processing parameters used in Campaign III
Pin Tool
Weld No.
Weld Length (inches)
Weld Speed (inches/min)
Spindle Speed (RPM)
Forge Depth
(inches)
Plunge Rate(inches/min/sec)
Forge Force (pounds)
W-Re 5 1.0 2.0 800 0.010 0.065 2000
Quenching with Liq Nitrogenafter the weld
Weld-5Friction stir welded sampleClamping and weld setup
Pre-heating plate

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Pin tool wearB
efo
reA
fter
PCBN 2 Weld 2
PCBN 1 Weld 1
W-Re 1 Weld 3
W-Re 2 Weld 4
W-Re 3 Pre-Heated
Weld
W-Re – 38002.0Pre-heated weld
W-Re – 28000.5Weld 4 (No Preheating)
W-Re – 13000.5Weld 3 (No Preheating)
PCBN – 25001.0Weld 2 (No Preheating)
PCBN – 15001.0Weld 1 (No Preheating)
Pin Tool UsedSpindle Speed
(RPM)Weld Speed
(IPM)Weld No.
Table 5: Processing parameters used in Campaign III

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Campaign II – Surface XRD
Scan 1
Scan 2
Scan 3
Scan 4Scan 5Scan 6
Scan 7Scan 8Scan 9
Friction stir weldedsample
Weld-2
Weld-4
Weld-1
Weld-3 Weld-2
1 2 3
9 87
645
Weld No.Pin Tool
IPM RPM
Weld #1PCBN –
1500 1.0
Weld #2PCBN –
2 500 1.0
Weld #3 W-Re 300 0.5
Weld #4W-Re 800 0.5
Two-Theta (deg.)
Inte
nsit
y (
Cou
nts
)

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Weld-5
10
Spot 10
Campaign III – Surface XRD Weld 5
Weld No.Pin Tool
IPM RPM
Pre-heated Weld #5
W-Re 800 2.0

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
DSC Campaign II and III – 450oC to 550oC
100% Crystalline
95% Crystalline
59% Crystalline
57% Crystalline
62% Crystalline
29% Crystalline
0% Crystalline
PercentCrystalline
21.22 J/g
25.02 J/g
56.4 J/g
68.01 J/g
70.5 J/g
96.5 J/g
102.1 J/g
Parent Metal
Weld #2 – Campaign II
Weld #1 – Campaign II
Weld#5 – Campaign III
Weld #4 – Campaign II
Weld #3 – Campaign II
Crystallized Sample
Exo UpTemperature (oC)

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Weld 2:
Off weld / On weld
Weld 5:
Off weld / On weld

Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
Comparison of crystallinity
XRD LocationCrystallinity, (%)
Surface XRD
Cross section XRD
DSC
Crystallized Bulk Metallic Glass Sample 100 100 100
Weld 4 (Campaign II) 60 53 42
Weld 1 (Campaign II) 53 41 39
Weld 3 (Campaign II) 51 28 95
Weld 5 (Campaign III - Pre Heated) 51 61 56
Weld 2 (Campaign II) 35 24 6.9
Amorphous Bulk Metallic Glass -Parent Metal 0 0 0
Tuesday, February 27th , 2007
Advanced Materials Processing and Joining Laboratory
AMPSDSM&T
AMPSDSM&T
•Vitreloy can be plasticized by friction stir plunging while maintaining amorphous
condition
•Pre-heating resulted in superior plasticization
•Process window appears to have 800 RPM and 2 IPM (initially)
•Pre-heating with quenching is recommended primarily for the weld quality and
pin tool life
Conclusions





























