Embed Size (px)
DESCRIPTION
NC
Citation preview

global solutions
innovation
collaboration
© 2000 PTC
Pro/NC-GPOSTPro/NC-GPOST
Advanced Training & Workshop
November 2000
Advanced Training & Workshop
November 2000

© 2000 PTC 2
AgendaAgenda
Product Review General Overview
Questionnaire Overview
FIL Macros Overview
Advanced FIL Macro programming String manipulation REPEAT REPLAC POSTF functions Tape file re-direction Macros Look-ahead strategy File I/O
Product Review General Overview
Questionnaire Overview
FIL Macros Overview
Advanced FIL Macro programming String manipulation REPEAT REPLAC POSTF functions Tape file re-direction Macros Look-ahead strategy File I/O
• Passing information to the CL file from Pro/NC
• Disable/Enable registers
•Debugging a post-processor
•Macro on motion
•POSTN
•SPWNF

© 2000 PTC 3
AgendaAgenda
Advanced Machine Configuration 3,4-axis Milling machine
5 Axis milling machine Standard kinematics Special kinematics _REPOS macro
Punch-presses
4 Axis lathe
2-4 Axis Wire EDM
Merged post-processor Mill/turn Punch/Laser
Advanced Machine Configuration 3,4-axis Milling machine
5 Axis milling machine Standard kinematics Special kinematics _REPOS macro
Punch-presses
4 Axis lathe
2-4 Axis Wire EDM
Merged post-processor Mill/turn Punch/Laser

© 2000 PTC 4
AgendaAgenda
Pro/NC-GPOST 2000i2 - build 280 Arc fitting Nurbs Fitting Auto-Clamp Miscellaneous FIL macro encrypting
Pro/NC-GPOST 2001
Workshop
Conclusion What’s next ? How to work together ? … request to Intercim
Pro/NC-GPOST 2000i2 - build 280 Arc fitting Nurbs Fitting Auto-Clamp Miscellaneous FIL macro encrypting
Pro/NC-GPOST 2001
Workshop
Conclusion What’s next ? How to work together ? … request to Intercim

global solutions
innovation
collaboration
© 2000 PTC
Pro/NC-GPOSTPro/NC-GPOST
Product ReviewProduct Review

© 2000 PTC 6
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
Pro/NC-GPOST consists of 2 modules OPTFILE : interactive
program that builds NC post-processor
GPOST : produces final NC tape from the cutter location file generated by Pro/NC
Pro/NC-GPOST consists of 2 modules OPTFILE : interactive
program that builds NC post-processor
GPOST : produces final NC tape from the cutter location file generated by Pro/NC

© 2000 PTC 7
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
Pro/NC-GPOST FLOWPro/NC-GPOST FLOW

© 2000 PTC 8
What is Pro/NC-GPOSTWhat is Pro/NC-GPOST
DOCUMENTATION : GPOST and FIL manual Documentation in HTML format on Pro/ENGINEER on-line
CDROM
DOCUMENTATION : GPOST and FIL manual Documentation in HTML format on Pro/ENGINEER on-line
CDROM

© 2000 PTC 9
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
SUPPORT : Email Post-processor Files
A Send button is available in the File menu to start your Email system (MAPI) and attach the current option and FIL files to your email.
SUPPORT : Email Post-processor Files
A Send button is available in the File menu to start your Email system (MAPI) and attach the current option and FIL files to your email.

© 2000 PTC 10
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
RESSOURCE : PTConnector GPOST Web page Link to PP database
Tutorials
Training materials
… Etc
http://internal.ptc.com/mkt/products/production_apps/nc_gpost/index.htm
RESSOURCE : PTConnector GPOST Web page Link to PP database
Tutorials
Training materials
… Etc
http://internal.ptc.com/mkt/products/production_apps/nc_gpost/index.htm

© 2000 PTC 11
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
Pro/NC-GPOST SETUP Pro/NC-GPOST is set by default (if installed)
Config.pro option : NCPOST_TYPE = GPOST
Store your PPs in s separate directory : GPOSTPP_DIR(default is Pro/E loadpoint/platform/gpost)
Post-processor files : UNCX01.Pnn, UNCX01.Fnn, UNCL01.Pnn,
UNCL01.Fnn, UNCX01.Mnn, UNCL01.Mnn *.TAP, *.LST, *.TL1
To start ProNC-GPOST questionnaire :
progpostq -sy:2 [-po=post name] -db:[path]
Pro/NC-GPOST SETUP Pro/NC-GPOST is set by default (if installed)
Config.pro option : NCPOST_TYPE = GPOST
Store your PPs in s separate directory : GPOSTPP_DIR(default is Pro/E loadpoint/platform/gpost)
Post-processor files : UNCX01.Pnn, UNCX01.Fnn, UNCL01.Pnn,
UNCL01.Fnn, UNCX01.Mnn, UNCL01.Mnn *.TAP, *.LST, *.TL1
To start ProNC-GPOST questionnaire :
progpostq -sy:2 [-po=post name] -db:[path]

© 2000 PTC 12
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
Post-processor data files :
UNCX01.Pnn : Milling, wire EDM and punch data files
UNCL01.Pnn : Turning data files
Post-processor macro (FIL) files :
UNCX01.Fnn : Milling, wire EDM and punch FIL files
UNCL01.Fnn : Turning FIL files
NC Tape File : *.TAP
NC Listing File : *.LST
Tooling File : *.TL1 (generated before the CL file processing)
Execution error file name : *.ERR
Post-processor data files :
UNCX01.Pnn : Milling, wire EDM and punch data files
UNCL01.Pnn : Turning data files
Post-processor macro (FIL) files :
UNCX01.Fnn : Milling, wire EDM and punch FIL files
UNCL01.Fnn : Turning FIL files
NC Tape File : *.TAP
NC Listing File : *.LST
Tooling File : *.TL1 (generated before the CL file processing)
Execution error file name : *.ERR

© 2000 PTC 13
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
GPOST executable are found in $PRO_DIRECTORY/$MC/objfor example : c:\ptc\proe2000i\i486_nt\obj
GPOST Data files are found in $PRO_DIRECTORY/$MC/gpostfor example : c:\ptc\proe2000i\i486_nt\gpost
Default for new posts are in $PRO_DIRECTORY/$MC/obj
*.d00 : default option files used when creating a new post using the default (uncx01.f00, uncl01.f00, uncp01.f00 …)
*.f00 : Default FIL files used when creating a new post (uncx01.f00, uncl01.f00, uncp01.f00 …
PTC interface kit is in $PRO_DIRECTORY/$MC/gpost System FIL files : uncmil.f00, unctur.f00,uncpun.f00,
uncwir.f00, unclas.f00 Word files : uncmill.v00, unctur.v00, uncpun.v00,
uncwir.v00, unclas.v00
Default POST library in $PRO_DIRECTORY/$MC/gpost (uncx01.dnn and uncl01.dnn )
GPOST executable are found in $PRO_DIRECTORY/$MC/objfor example : c:\ptc\proe2000i\i486_nt\obj
GPOST Data files are found in $PRO_DIRECTORY/$MC/gpostfor example : c:\ptc\proe2000i\i486_nt\gpost
Default for new posts are in $PRO_DIRECTORY/$MC/obj
*.d00 : default option files used when creating a new post using the default (uncx01.f00, uncl01.f00, uncp01.f00 …)
*.f00 : Default FIL files used when creating a new post (uncx01.f00, uncl01.f00, uncp01.f00 …
PTC interface kit is in $PRO_DIRECTORY/$MC/gpost System FIL files : uncmil.f00, unctur.f00,uncpun.f00,
uncwir.f00, unclas.f00 Word files : uncmill.v00, unctur.v00, uncpun.v00,
uncwir.v00, unclas.v00
Default POST library in $PRO_DIRECTORY/$MC/gpost (uncx01.dnn and uncl01.dnn )

© 2000 PTC 14
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE Microsoft type menu driven interface
Extensive documentation
No licensing required
Text based on UNIX
QUESTIONNAIRE Microsoft type menu driven interface
Extensive documentation
No licensing required
Text based on UNIX

© 2000 PTC 15
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
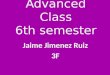
Pro/NC-GPOST GUI
Optfile screen is divided in 4 main areas
Pro/NC-GPOST GUI
Optfile screen is divided in 4 main areas
Pull Down Menu
Toolbar
Main menu
Main Panel

© 2000 PTC 16
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE Inch and metrics units Absolute and incremental output Travel limits checking Sequence numbering Listing file customization G/M codes Work-address format Circular and Helical interpolation Drilling cycles (emulation if needed) Cutter and fixture compensation Motion analysis Feedrates control: uPM, uPr and 1/T Tool change sequence Spindle control
QUESTIONNAIRE Inch and metrics units Absolute and incremental output Travel limits checking Sequence numbering Listing file customization G/M codes Work-address format Circular and Helical interpolation Drilling cycles (emulation if needed) Cutter and fixture compensation Motion analysis Feedrates control: uPM, uPr and 1/T Tool change sequence Spindle control

© 2000 PTC 17
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
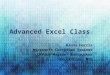
Pro/NC-GPOST GUI
The Toolbar The toolbar contains standard shortcuts for frequently
used menu commands.
You can hide or show the toolbar using View/Toolbar command.
To identify a button on the toolbar, just point at it to pop up a tooltip
The toolbar also displays the option file being edited
Pro/NC-GPOST GUI
The Toolbar The toolbar contains standard shortcuts for frequently
used menu commands.
You can hide or show the toolbar using View/Toolbar command.
To identify a button on the toolbar, just point at it to pop up a tooltip
The toolbar also displays the option file being edited
New File
File Open
Close File
Save File
Help Decrease size Main Panel
Increase size Main PanelCancel Edit

© 2000 PTC 18
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
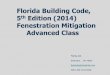
Pro/NC-GPOST GUI
The Main Menu Area
The Main Menu Area is used for selecting the different post-processor function categories to modify
To select a category, clickon the categorytitle.
Pro/NC-GPOST GUI
The Main Menu Area
The Main Menu Area is used for selecting the different post-processor function categories to modify
To select a category, clickon the categorytitle.

© 2000 PTC 19
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
Pro/NC-POST GUI
The Main Panel Area Change according to the current category selected.
Multiple tabs available for selection at the top of the main panel.
Different mechanisms are available to input data
Pro/NC-POST GUI
The Main Panel Area Change according to the current category selected.
Multiple tabs available for selection at the top of the main panel.
Different mechanisms are available to input data
To select a different sub-panel, just click on its tab
Selection Box Register Box
Spin Button Check Box
Edit Box
ASCII Character Box
Function Code Box

© 2000 PTC 20
QUESTIONNAIRE : Did you know ? Speed-up development with CNC defaultsQUESTIONNAIRE : Did you know ? Speed-up development with CNC defaults
What is Pro/NC-GPOST ? What is Pro/NC-GPOST ?

© 2000 PTC 21
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ?
Register format and position : match an existing NC program sample tape
Register Addresses Register Output Order
Register Format
Register Alias Space between
Register
QUESTIONNAIRE : Did you know ?
Register format and position : match an existing NC program sample tape
Register Addresses Register Output Order
Register Format
Register Alias Space between
Register
%O1234N1(OBR-11-T/G137-A- )N2(TOOL NAME : D6_CDR)N3T02N4S2000M03N5M51N6G0X-145.42Y-46.351N7G81G98X-145.42Y-46.351Z-5.101R01=5.F200P5000….

© 2000 PTC 22
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ?
G Codes / M Codes NA stands for Not Available : the function is not available
NR stands for Not Required : the function is available but the code is not required
QUESTIONNAIRE : Did you know ?
G Codes / M Codes NA stands for Not Available : the function is not available
NR stands for Not Required : the function is available but the code is not required

© 2000 PTC 23
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ? Motion Analysis : Plunge : G0 X Y Retract : G0 Z
Z X Y
QUESTIONNAIRE : Did you know ? Motion Analysis : Plunge : G0 X Y Retract : G0 Z
Z X Y

© 2000 PTC 24
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ? Operator Messages : Convert Pro/NC PPRINTs
in operator message
The output is goingto include a / i.e. :
( / TOOL NAME : FEM1)
Add the following lines inyour FIL macro :
T1=TEXT/’( / ‘T2=TEXT/’(‘REPLAC/T1,T2
( / TOOL NAME : FEM1) (TOOL NAME : FEM1)
QUESTIONNAIRE : Did you know ? Operator Messages : Convert Pro/NC PPRINTs
in operator message
The output is goingto include a / i.e. :
( / TOOL NAME : FEM1)
Add the following lines inyour FIL macro :
T1=TEXT/’( / ‘T2=TEXT/’(‘REPLAC/T1,T2
( / TOOL NAME : FEM1) (TOOL NAME : FEM1)

© 2000 PTC 25
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ? Coolant starts with
next Z
This applies to both COOLNT/ON and OFF . A FIL macro can fix this :
CIMFIL/ON,COOLNT$$ Macro to ignore the COOLNT $$ options (HIGH, LOW, ...) and process the COOLNT with the next motion , except COOLNT/OFF DMY=POSTF(12,4) TYP=POSTF(7,4)IF (TYP.EQ.ICODEF(OFF)) THEN DMY=POSTF(2,1,3425,0) $$ output now (set INTCOM 3425 to 0)ELSE DMY=POSTF(2,1,3425,1) $$ output with next motionENDIFDMY=POSTF(13) $$ Process CIMFIL/OFF
QUESTIONNAIRE : Did you know ? Coolant starts with
next Z
This applies to both COOLNT/ON and OFF . A FIL macro can fix this :
CIMFIL/ON,COOLNT$$ Macro to ignore the COOLNT $$ options (HIGH, LOW, ...) and process the COOLNT with the next motion , except COOLNT/OFF DMY=POSTF(12,4) TYP=POSTF(7,4)IF (TYP.EQ.ICODEF(OFF)) THEN DMY=POSTF(2,1,3425,0) $$ output now (set INTCOM 3425 to 0)ELSE DMY=POSTF(2,1,3425,1) $$ output with next motionENDIFDMY=POSTF(13) $$ Process CIMFIL/OFF

© 2000 PTC 26
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESYTIONNAIRE : Did you know ? Feedrate
3 types of feedrate : uPM uPR 1/T : Inverse time
feedrate used with a rotary move
Options to define : Feedrate codes Feedrate Register
Code and Format Min, Max values Inverse time
calculation method
QUESYTIONNAIRE : Did you know ? Feedrate
3 types of feedrate : uPM uPR 1/T : Inverse time
feedrate used with a rotary move
Options to define : Feedrate codes Feedrate Register
Code and Format Min, Max values Inverse time
calculation method
Inverse time feedrate : When combined linear/rotary motion exist, most good CNC controls require the inverse of the amount of time necessary to make the move
F(code) = 1 (minute) / (time = 3D distance / velocity)

© 2000 PTC 27
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ? CYCLEs
Pro/E syntaxautomaticallysupported
G codes Motion types Registers
Support for return G codes by macro (see macro library, Questionnaire in 2001)
Support for CSINK cycle :$$ Support for CSINK cycle : output G81 for a CSINK cycleDMY=POSTF(2,1,471,81) $$ Set INTCOM 471 to 81
QUESTIONNAIRE : Did you know ? CYCLEs
Pro/E syntaxautomaticallysupported
G codes Motion types Registers
Support for return G codes by macro (see macro library, Questionnaire in 2001)
Support for CSINK cycle :$$ Support for CSINK cycle : output G81 for a CSINK cycleDMY=POSTF(2,1,471,81) $$ Set INTCOM 471 to 81

© 2000 PTC 28
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
QUESTIONNAIRE : Did you know ? NC Tape Header and Footer
% Percent sign at the beginning
O1234 Program number
(Date:07/01/00 Time:10:45:38) Date and time
G90G40G80 Safe startup code
G49G17 Safe startup code
QUESTIONNAIRE : Did you know ? NC Tape Header and Footer
% Percent sign at the beginning
O1234 Program number
(Date:07/01/00 Time:10:45:38) Date and time
G90G40G80 Safe startup code
G49G17 Safe startup code
CIMFIL/ON,MACHINXX=POSTF(13)DD=TEXT/TIMESINSERT/’(‘,DD,’)$’INSERT/’G90G40G80$’INSERT/’G49G17$’CIMFIL/OFF

© 2000 PTC 29
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
BEHIND THE QUESTIONNAIRE : The questionnaire gives access to a limited number of PP settings
Common Variables Optfile provides access to all the internal variables of the
postprocessor.
These variables can be set during the creation of the post-processor but also dynamically during the execution of the post-processor (POSTF)
BEHIND THE QUESTIONNAIRE : The questionnaire gives access to a limited number of PP settings
Common Variables Optfile provides access to all the internal variables of the
postprocessor.
These variables can be set during the creation of the post-processor but also dynamically during the execution of the post-processor (POSTF)

© 2000 PTC 30
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
COMMON VARIABLES : 3 types
INTCOM : Integer values
DBLCOM : real values
RELCOM : real values
INTCOM number range is 1 - 5000Including PLABEL from 1831 to 1930
RELCOM number range is 1 - 902
DBLCOM number range is 1 - 2000
COMMON VARIABLES : 3 types
INTCOM : Integer values
DBLCOM : real values
RELCOM : real values
INTCOM number range is 1 - 5000Including PLABEL from 1831 to 1930
RELCOM number range is 1 - 902
DBLCOM number range is 1 - 2000

© 2000 PTC 31
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
EXAMPLE of COMMON VARIABLES
How to make a Tape break based on length of tape ? Search for “break” to find which variable to set
Set the variables (10 chars / inches) : DBLCOM 671 : maximum length (in feet or meters) DBLCOM 672 :
minimum length
DBLCOM 747,748,749 : XYZ retract at break
EXAMPLE of COMMON VARIABLES
How to make a Tape break based on length of tape ? Search for “break” to find which variable to set
Set the variables (10 chars / inches) : DBLCOM 671 : maximum length (in feet or meters) DBLCOM 672 :
minimum length
DBLCOM 747,748,749 : XYZ retract at break

© 2000 PTC 32
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
FIL MACRO LANGUAGE FIL : Factory Interface Language allows :
Add, delete or modify CL data Alter post-processor output Add or modify APT vocabulary words Read or write data into/from files Call other applications
FIL MACRO LANGUAGE FIL : Factory Interface Language allows :
Add, delete or modify CL data Alter post-processor output Add or modify APT vocabulary words Read or write data into/from files Call other applications
CL File
FIL
UNCL01.Fnn
UNCL01.Pnn
UNCX01.Fnn
UNCX01.Pnn
LatheG-Post
MULTAXG-Post
MCD File

© 2000 PTC 33
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
FIL MACRO LANGUAGE Like any programming language
FIL is composed of Variables Labels operators Functions String manipulation functions Logic statements Macro Definition File I/O
Plus some special features : CL Commands Post-processor functions
FIL MACRO LANGUAGE Like any programming language
FIL is composed of Variables Labels operators Functions String manipulation functions Logic statements Macro Definition File I/O
Plus some special features : CL Commands Post-processor functions
CIMFIL/ON,FINIXX=POSTF(20)$$ END OF PROGRAMINSERT/’G91G28Z0.$’INSERT/’G28X0.Y.$’INSERT/’M30$’XX=POSTF(21)XX=POSTF(13)CIMFIL/OFF
FTOOL=0G=7;X=24;Y=25
CIMFIL/ON,LOADTLXX=POSTF(20)IF (FTOOL.NE.0) THEN INSERT/’G91G28Z0$’ENDIFFTOOL=1XX=POSTF(21)XX=POSTF(13)REPEAT/X,Y,G,90,ALLCIMFIL/OFF

© 2000 PTC 34
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE
FIL file consists of 2 sections : FIL Subroutines
Starts by CIMFIL/ON,major_word or CIMFIL/ON, type, [subtype]
Ends by CIMFIL/OFF Each FIL subroutine must be unique
Global section Initialized at the beginning of the execution Available in any FIL sub-routine
Maximum 72 columns in a line Not case sensitive The SYN command allows to create alternate spelling for FIL command
SYN / new spelling, vocab, new spelling, vocab, …
INTRODUCTION TO FIL MACRO LANGUAGE
FIL file consists of 2 sections : FIL Subroutines
Starts by CIMFIL/ON,major_word or CIMFIL/ON, type, [subtype]
Ends by CIMFIL/OFF Each FIL subroutine must be unique
Global section Initialized at the beginning of the execution Available in any FIL sub-routine
Maximum 72 columns in a line Not case sensitive The SYN command allows to create alternate spelling for FIL command
SYN / new spelling, vocab, new spelling, vocab, …

© 2000 PTC 35
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE
Sample FIL File
INTRODUCTION TO FIL MACRO LANGUAGE
Sample FIL File $$ ********************************************************************$$ * V A R I A B L E S S E C T I O N *$$ ********************************************************************$$
REDEF/ON $$ Variable redefinition OK
$$ AddressesA=1;B=2;C=3;D=4;E=5;F=6;G=7;H=8;I=9;J=10;K=11;L=12;M=13;N=14O=15;P=16;Q=17;R=18;S=19;T=20;U=21;V=22;W=23;X=24;Y=25;Z=26
$$ PARTNO%PARTN=TEXT/'DEFAULT NAME'
$$ SimulationALIAS/%simul_on,DMY=POSTF(2,1,1867,1) $$ PPFUN/8,ALL,OFFALIAS/%simul_off,DMY=POSTF(2,1,1867,0) $$ PPFUN/8,ALL,ONALIAS/%output,DMY=POSTF(13) $$ OUTPUT
$$ ********************************************************************$$ * C I M F I L S E C T I O N *$$ ********************************************************************
$$ ************************************************************* PARTNOCIMFIL/ON,PARTNO$$ This FIL is used to store the PARTNO in %PARTN%PARTN=TEXT/CLW $$ Extract text argument%PARTN=TEXT/OMIT,%PARTN,1 $$ Remove trailing blank%output $$ ProcessCIMFIL/OFF
$$ ************************************************************* MACHINCIMFIL/ON,MACHIN%output $$ process, nothing output before it !$$ Machine Startup$$PPRINT/%PARTN $$ output the PARTNO$$$$ End Machine StartupCIMFIL/OFF

© 2000 PTC 36
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE Variables
Real, String, Geometric:TOOL1=12 ; NAME=TEXT/’HELLO’ Max 6 Alphanumeric characters REDEF/ON to allow redefinition of variables Array definition : RESERV/TOOLID,30 ; TOOLID(1)=12
Label : Max 6 Alphanumeric characters : POS10) Scalar assignment : Symbol = Number Arithmetic Operators : + - / * ** ( ) Logical
Operators : .AND. .OR. .GT. .LT. .GE. .LE. .EQ. .NE. .NOT. $$ is a comment line $ at the end of a line indicates continuation on the next line ; terminates current statement.
INTRODUCTION TO FIL MACRO LANGUAGE Variables
Real, String, Geometric:TOOL1=12 ; NAME=TEXT/’HELLO’ Max 6 Alphanumeric characters REDEF/ON to allow redefinition of variables Array definition : RESERV/TOOLID,30 ; TOOLID(1)=12
Label : Max 6 Alphanumeric characters : POS10) Scalar assignment : Symbol = Number Arithmetic Operators : + - / * ** ( ) Logical
Operators : .AND. .OR. .GT. .LT. .GE. .LE. .EQ. .NE. .NOT. $$ is a comment line $ at the end of a line indicates continuation on the next line ; terminates current statement.

© 2000 PTC 37
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE Motions & CL commands Functions
function_nameF (arguments) For example : SQRTF(real), COSF(angle), MAXF(real1, …)
String manipulation string_var = TEXT / string1, string2, …. Search & Replace :
newstr = TEXT / MODIFY, oldstr, searchstr, replacestr, nbtimes Remove blank
newstr = TEXT / OMIT, oldstr, option( with option=1 for trailing blank, =2 leading blanks, 3 for all)
Extract a sub-string newstr = TEXT / RANGE, oldstr, startpos, endpos
Get the date : T1 = TEXT / TIMES Get the CL file name and path : CLNAME = TEXT / PART
INTRODUCTION TO FIL MACRO LANGUAGE Motions & CL commands Functions
function_nameF (arguments) For example : SQRTF(real), COSF(angle), MAXF(real1, …)
String manipulation string_var = TEXT / string1, string2, …. Search & Replace :
newstr = TEXT / MODIFY, oldstr, searchstr, replacestr, nbtimes Remove blank
newstr = TEXT / OMIT, oldstr, option( with option=1 for trailing blank, =2 leading blanks, 3 for all)
Extract a sub-string newstr = TEXT / RANGE, oldstr, startpos, endpos
Get the date : T1 = TEXT / TIMES Get the CL file name and path : CLNAME = TEXT / PART

© 2000 PTC 38
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE String manipulation
Add non printing characters : newstr = TEXT / CONVS, ascii_val Conversion to string :
Integer to string : string = TEXT / CONVI, integer, num_char Real to string : string = TEXT / CONVF, real, num_char,
decimal string = TEXT / CONVF, real, num_char, decimal, sign, point, zero
Flow control IF-THEN-ELSE CASE DO
INTRODUCTION TO FIL MACRO LANGUAGE String manipulation
Add non printing characters : newstr = TEXT / CONVS, ascii_val Conversion to string :
Integer to string : string = TEXT / CONVI, integer, num_char Real to string : string = TEXT / CONVF, real, num_char,
decimal string = TEXT / CONVF, real, num_char, decimal, sign, point, zero
Flow control IF-THEN-ELSE CASE DO
IF (logical expression) THEN
statement(s)
ELSE
statement(s)
ENDIF
CASE / variableWHEN / value statement(s)….WHEN/OTHERS Statement(s)ENDCAS
DO / label, do_variable=initial_value, final_value, [incr] Statement(s)Label)

© 2000 PTC 39
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE : ALIAS Command : create your own commands
ALIAS / %OUTPUT, XX=POSTF(13) ALIAS / %FCL1, XX=POSTF(7,4)
REPLAC Command : replace a string by another in the tape file
T1=TEXT/’( / ‘;T2=TEXT/’(‘;REPLAC/T1,T2 T1=TEXT/’G02’;T2=TEXT/’ARC CCW’;REPLAC/T1,T2
REPEAT Command : issue a register and a value with the next occurrence of a register :
X=24;Y=25;G=7;Z=26;H=8;REPEAT/X,Y,G,54,ALL $$ Output G54 with next X or Y
REPEAT/Z,H,99 $$ Output H99 with next Z POSTN/OUT, … : output a register
D=4; POSTN/OUT,D,5,NEXT$$ Output D5 with next block
INTRODUCTION TO FIL MACRO LANGUAGE : ALIAS Command : create your own commands
ALIAS / %OUTPUT, XX=POSTF(13) ALIAS / %FCL1, XX=POSTF(7,4)
REPLAC Command : replace a string by another in the tape file
T1=TEXT/’( / ‘;T2=TEXT/’(‘;REPLAC/T1,T2 T1=TEXT/’G02’;T2=TEXT/’ARC CCW’;REPLAC/T1,T2
REPEAT Command : issue a register and a value with the next occurrence of a register :
X=24;Y=25;G=7;Z=26;H=8;REPEAT/X,Y,G,54,ALL $$ Output G54 with next X or Y
REPEAT/Z,H,99 $$ Output H99 with next Z POSTN/OUT, … : output a register
D=4; POSTN/OUT,D,5,NEXT$$ Output D5 with next block

© 2000 PTC 40
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE POSTF allow access to the internal processing of the
post-processor :
rslt = POSTF ( function_type,arg1, arg2, … argn) rslt is a real or a string that reports the result of the
operation. Function_type is a two_digit number that represents the
function type. There are 26 POSTF functions :
XX=POSTF(13) $$ process current CL rec. XX=POSTF(20) $$ Store current CL rec. XX=POSTF(21) $$ restore CL rec. XX=POSTF(5) $$ number of arguments in CL rec XX=POSTF(7,position) $$ return value of argument at “position” TT=TEXT/CLW $$ return string argument (PPRINT,INSERT,..)
INTRODUCTION TO FIL MACRO LANGUAGE POSTF allow access to the internal processing of the
post-processor :
rslt = POSTF ( function_type,arg1, arg2, … argn) rslt is a real or a string that reports the result of the
operation. Function_type is a two_digit number that represents the
function type. There are 26 POSTF functions :
XX=POSTF(13) $$ process current CL rec. XX=POSTF(20) $$ Store current CL rec. XX=POSTF(21) $$ restore CL rec. XX=POSTF(5) $$ number of arguments in CL rec XX=POSTF(7,position) $$ return value of argument at “position” TT=TEXT/CLW $$ return string argument (PPRINT,INSERT,..)

© 2000 PTC 41
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGEPro/NC CL record : 12 : SPINDL / RPM, 1500, CLW
Internally stored as : 12,#2000,#1031 / #78 ,1500, #60
CIMFIL / ON, SPINDLNBARG = POSTF( 5) $$ NBARG=6$$ Find type of the argumentsTYPG4=POSTF(6,4) $$ equal 0 (minor word RPM)TYPG5=POSTF(6,5) $$ equal 1 (real 1500)$$ find value of the argumentsVARG4=POSTF(7,4) $$ return 78VARG5=POSTF(7,5) $$ return 1500$$ Test if VARG4 is RPMIF (VARG4 .EQ. ICODEF(RPM)) THEN…..
INTRODUCTION TO FIL MACRO LANGUAGEPro/NC CL record : 12 : SPINDL / RPM, 1500, CLW
Internally stored as : 12,#2000,#1031 / #78 ,1500, #60
CIMFIL / ON, SPINDLNBARG = POSTF( 5) $$ NBARG=6$$ Find type of the argumentsTYPG4=POSTF(6,4) $$ equal 0 (minor word RPM)TYPG5=POSTF(6,5) $$ equal 1 (real 1500)$$ find value of the argumentsVARG4=POSTF(7,4) $$ return 78VARG5=POSTF(7,5) $$ return 1500$$ Test if VARG4 is RPMIF (VARG4 .EQ. ICODEF(RPM)) THEN…..

© 2000 PTC 42
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE :Basic FIL Techniques
Always start your FIL file with a standard header :
DMY=POSTF(24,1) $$ debug optionsPRINT/ON REDEF/ON $$ Allow redefinition of Var.$$ AddressesA=1;B=2;C=3;D=4;E=5;F=6;G=7;H=8;I=9;J=10;K=11;L=12M=13;N=14O=15;P=16;Q=17;R=18;S=19;T=20;U=21;V=22;W=23;X=24;Y=25;Z=26
Output something at the beginning of the program
CIMFIL/ON,MACHIN$$ nothing is ouputed to the tape before the $$ MACHIN statement is processedXX=POSTF(13) $$ Process… do what you want to do here ...CIMFIL/OFF
INTRODUCTION TO FIL MACRO LANGUAGE :Basic FIL Techniques
Always start your FIL file with a standard header :
DMY=POSTF(24,1) $$ debug optionsPRINT/ON REDEF/ON $$ Allow redefinition of Var.$$ AddressesA=1;B=2;C=3;D=4;E=5;F=6;G=7;H=8;I=9;J=10;K=11;L=12M=13;N=14O=15;P=16;Q=17;R=18;S=19;T=20;U=21;V=22;W=23;X=24;Y=25;Z=26
Output something at the beginning of the program
CIMFIL/ON,MACHIN$$ nothing is ouputed to the tape before the $$ MACHIN statement is processedXX=POSTF(13) $$ Process… do what you want to do here ...CIMFIL/OFF

© 2000 PTC 43
What is Pro/NC-GPOST ?What is Pro/NC-GPOST ?
INTRODUCTION TO FIL MACRO LANGUAGE :Basic FIL Techniques
Ignore CL record CIMFIL/ON,major_word
CIMFIL/OFF Do something after a CL record
CIMFIL/ON,major_wordXX=POSTF(13) $$ Process CL rec.… do what you want to do here …CIMFIL/OFF
Do something before a CL record CIMFIL/ON,major_word
XX=POSTF(20) $$ Save CL rec.… do what you want to do here …XX=POSTF(21) $$ restore CL rec.XX=POSTF(13) $$ process CL rec.CIMFIL/OFF
INTRODUCTION TO FIL MACRO LANGUAGE :Basic FIL Techniques
Ignore CL record CIMFIL/ON,major_word
CIMFIL/OFF Do something after a CL record
CIMFIL/ON,major_wordXX=POSTF(13) $$ Process CL rec.… do what you want to do here …CIMFIL/OFF
Do something before a CL record CIMFIL/ON,major_word
XX=POSTF(20) $$ Save CL rec.… do what you want to do here …XX=POSTF(21) $$ restore CL rec.XX=POSTF(13) $$ process CL rec.CIMFIL/OFF

© 2000 PTC 44
The Secret of post-processing !The Secret of post-processing !
CHECK THE DETAILS : request and analyze a sample NC tape !CHECK THE DETAILS : request and analyze a sample NC tape !
%O1234(Date:07/01/00 Time:10:45:38)G90G40G80G49G17N1T01M6S8000M3G0G90X.0026Y0.G43Z1.H1M8G1Z-.9809F100.X.0185Z-.9825X.0461Z-.9911X.126Z-1.0244X.2315Z-1.0605X.3216Z-1.0853X.4174Z-1.1063G2G18X.5194Z-1.1234I.123J.04...
G0Z1M5M9G91G28Z0.G28X0.Y0.N2T02M6S10000M3G0G90X0X0.3Y0.G43Z1.H2M8G1Z.3F200…
G0Z1.G91G28Z0.G28X0.Y0.M2%

© 2000 PTC 45
The Secret of post-processing !The Secret of post-processing !
GENERAL FORMATTING DNC type format (no special characters at the beginning
or end of tape) Decimal point, leading an trailing zeros
T01 : tool change keep leading zero F0. X0. M3 G0 : remove trailing zero, decimal point for
real, …
Interpolation : check the type for circle : G2 X Y I J : Circle using IJK, check machine programming
manual for definition G0 Z then X Y : motion analysis
No space between registers
Message starts with ( and ends with )
GENERAL FORMATTING DNC type format (no special characters at the beginning
or end of tape) Decimal point, leading an trailing zeros
T01 : tool change keep leading zero F0. X0. M3 G0 : remove trailing zero, decimal point for
real, …
Interpolation : check the type for circle : G2 X Y I J : Circle using IJK, check machine programming
manual for definition G0 Z then X Y : motion analysis
No space between registers
Message starts with ( and ends with )

© 2000 PTC 46
The Secret of post-processing !The Secret of post-processing !
NC TAPE HEADER% Percent sign at the beginning
O1234 Program number
(Date:07/01/00 Time:10:45:38) Date and time
G90G40G80 Safe startup code
G49G17 Safe startup code
NC TAPE HEADER% Percent sign at the beginning
O1234 Program number
(Date:07/01/00 Time:10:45:38) Date and time
G90G40G80 Safe startup code
G49G17 Safe startup code
CIMFIL/ON,MACHINXX=POSTF(13)DD=TEXT/TIMESINSERT/’(‘,DD,’)$’INSERT/’G90G40G80$’INSERT/’G49G17$’CIMFIL/OFF

© 2000 PTC 47
NC TAPE FOOTERG91G28Z0. Return Home
G28X0.Y0. Return Home
M2 End of tape
% Rewind tape
NC TAPE FOOTERG91G28Z0. Return Home
G28X0.Y0. Return Home
M2 End of tape
% Rewind tape
CIMFIL/ON,FINIXX=POSTF(20)INSERT/’G91G28Z0.$’INSERT/’G28X0.Y0.$’INSERT/’M2$’XX=POSTF(21)XX=POSTF(13)CIMFIL/OFF
The Secret of post-processing !The Secret of post-processing !

© 2000 PTC 48
The Secret of post-processing !The Secret of post-processing !
TOOL CHANGE
First tool change Other tool changeN1T01M6 G91G28Z0.S8000M3 G28X0.Y0.G0G90X.0026Y0. N2T02M6G43Z1.H1M8 S10000M3
G0G90X0X0.3Y0. G43Z1.H2M8
Questionnaire Tool change code (T and M) Length compensation (G43) and default offset H Coolant on first Z
Macro CIMFIL on LOADTL
TOOL CHANGE
First tool change Other tool changeN1T01M6 G91G28Z0.S8000M3 G28X0.Y0.G0G90X.0026Y0. N2T02M6G43Z1.H1M8 S10000M3
G0G90X0X0.3Y0. G43Z1.H2M8
Questionnaire Tool change code (T and M) Length compensation (G43) and default offset H Coolant on first Z
Macro CIMFIL on LOADTL
CIMFIL/ON,LOADTLXX=POSTF(20)IF (FTOOL.NE.0) THEN INSERT/’G91G28Z0.$’ INSERT/’G28X0.Y0.$’ENDIFFTOOL=POSTF(7,4)XX=POSTF(21)XX=POSTF(13)REPEAT/X,Y,G,90,ALLCIMFIL/OFF
FTOOL=0X=24Y=25G=7

global solutions
innovation
collaboration
© 2000 PTC
Pro/NC-GPOSTPro/NC-GPOST
Advanced FIL programmingAdvanced FIL programming

© 2000 PTC 50
Passing information to the CL filePassing information to the CL file
There are two solutions to pass information to the CL file : PPRINT Table : PPRINT/ param name : valueCIMFIL/ON,PPRINT$$ Macro to extract and print $$ only the text after the :MESS=TEXT/CLWMESS=TEXT/OMIT,MESS,1 COLPOS=INDXF(MESS,COL) IF (COLPOS.NE.0) THEN LEN=CANF(MESS,1) NMESS=TEXT/RANGE,MESS,COLPOS+1,LEN PPRINT/NMESS ELSE DMY=POSTF(13)ENDIFCIMFIL/OFF
Inserting CL commands
There are two solutions to pass information to the CL file : PPRINT Table : PPRINT/ param name : valueCIMFIL/ON,PPRINT$$ Macro to extract and print $$ only the text after the :MESS=TEXT/CLWMESS=TEXT/OMIT,MESS,1 COLPOS=INDXF(MESS,COL) IF (COLPOS.NE.0) THEN LEN=CANF(MESS,1) NMESS=TEXT/RANGE,MESS,COLPOS+1,LEN PPRINT/NMESS ELSE DMY=POSTF(13)ENDIFCIMFIL/OFF
Inserting CL commands

© 2000 PTC 51
Passing information to the CL filePassing information to the CL file
Inserting CL commands
major_word / minor_word, values, ….. CL Command can include parameters
A user created parameter An NC sequence parameter A dimension from the design model A value calculated by an analysis feature
For example : VERIFY / ONPPRINT / DWELL : &DWELL:FID_1234
Inserting CL commands
major_word / minor_word, values, ….. CL Command can include parameters
A user created parameter An NC sequence parameter A dimension from the design model A value calculated by an analysis feature
For example : VERIFY / ONPPRINT / DWELL : &DWELL:FID_1234
See example area_turning.zip and probing.zip

© 2000 PTC 52
Debugging a post-processorDebugging a post-processor
To debug the post-processor you need to use the Listing file generated by GPOST (extension .LST )
In Pro/NC run the PP with the TRACE option to trace the CL records in the listing file
In Pro/NC-GPOST Optfile set the listing column display to non modal
To debug the post-processor you need to use the Listing file generated by GPOST (extension .LST )
In Pro/NC run the PP with the TRACE option to trace the CL records in the listing file
In Pro/NC-GPOST Optfile set the listing column display to non modal

© 2000 PTC 53
Debugging a post-processorDebugging a post-processor
In FIL set the trace options PRINT/ON : trace the macro lines in the listing file DMY=POSTF(24,1) : print FIL ISN numbers, this will help
you to find the FIL line creating the problem
When the post-processor is ready for Production put the following commands in the FIL header to minimize the size of the FIL file :
PRINT/OFF,IN ; DMY=POSTF(24,0)
In FIL set the trace options PRINT/ON : trace the macro lines in the listing file DMY=POSTF(24,1) : print FIL ISN numbers, this will help
you to find the FIL line creating the problem
When the post-processor is ready for Production put the following commands in the FIL header to minimize the size of the FIL file :
PRINT/OFF,IN ; DMY=POSTF(24,0)
•Edit the Listing File•Search for the word ERROR •Check the ISN Number•Go to the ISN number in the FIL header of the listing file

© 2000 PTC 54
The TEXT Command The TEXT Command
The TEXT statement is used to assign a symbol to a string of characters.
Symbol = TEXT / string, string1, string2, … stringn
Search & Replace: the MODIFY option allows to perform a search/replace on a string :
newstr = TEXT / MODIFY, oldstr, searchstr, replacestr, nbtimes
Remove blanks: the OMIT option allows to remove blank from a string :
newstr = TEXT / OMIT, oldstr, option(where option =1 for trailing blanks, =2 for leading blanks, =3 for all blanks)
Note : Each time you want to print a text string coming from the CL file, do not forget to use : TXT=TEXT/CLW, TXT=TEXT/OMIT,TXT,1
The TEXT statement is used to assign a symbol to a string of characters.
Symbol = TEXT / string, string1, string2, … stringn
Search & Replace: the MODIFY option allows to perform a search/replace on a string :
newstr = TEXT / MODIFY, oldstr, searchstr, replacestr, nbtimes
Remove blanks: the OMIT option allows to remove blank from a string :
newstr = TEXT / OMIT, oldstr, option(where option =1 for trailing blanks, =2 for leading blanks, =3 for all blanks)
Note : Each time you want to print a text string coming from the CL file, do not forget to use : TXT=TEXT/CLW, TXT=TEXT/OMIT,TXT,1

© 2000 PTC 55
The TEXT CommandThe TEXT Command
Extract a sub-string: newstr = TEXT / RANGE, oldstr, startpos, endpos
Add non printing characters: newstr = TEXT / CONVS, ascii_val
Example: EOT=TEXT/CONVS,4 $$ EOT for Maho
Get current date and time: T1 = TEXT/TIMES [,0] >2 digits years
T1=TEXT/TIMES,1 > 4 digits year
Get CL file name:
CLNAME = TEXT / PART
Extract a sub-string: newstr = TEXT / RANGE, oldstr, startpos, endpos
Add non printing characters: newstr = TEXT / CONVS, ascii_val
Example: EOT=TEXT/CONVS,4 $$ EOT for Maho
Get current date and time: T1 = TEXT/TIMES [,0] >2 digits years
T1=TEXT/TIMES,1 > 4 digits year
Get CL file name:
CLNAME = TEXT / PART

© 2000 PTC 56
The TEXT CommandThe TEXT Command
EXAMPLE
$$ extract the date or the time
T1=TEXT/TIMES $$ return the date and time
T2=TEXT/’ ’ $$ one space string
SPOS=INDXF(T1,T2) $$ position of space in T1
$$ extract the date from T1 (date and time)
TDATE=TEXT/RANGE,T1,1,(SPOS-1)
$$
TLEN=CANF(T1,1) $$ string length
$$ Extract the time from T1
TTIME=TEXT/RANGE,(SPOS+1),TLEN
EXAMPLE
$$ extract the date or the time
T1=TEXT/TIMES $$ return the date and time
T2=TEXT/’ ’ $$ one space string
SPOS=INDXF(T1,T2) $$ position of space in T1
$$ extract the date from T1 (date and time)
TDATE=TEXT/RANGE,T1,1,(SPOS-1)
$$
TLEN=CANF(T1,1) $$ string length
$$ Extract the time from T1
TTIME=TEXT/RANGE,(SPOS+1),TLEN

© 2000 PTC 57
The TEXT CommandThe TEXT Command
T1=TEXT/CONVI,12,4 $$ -> T1 is ‘ 12’
R1=12.345678
T1=TEXT/CONVF,R1,7,4 $$ -> T1 is ‘12.3456’
T2=TEXT/CONVF,R1,8,3 $$ -> T2 is ‘ 12.345’
R2=1234567.8912
T1=TEXT/CONVF,R2,8,3 $$ -> Error it is not possible
R3= 0.01236
T1=TEXT/CONVE,R3,12,6 $$ -> ‘ .123600-01’
T1=TEXT/CONVI,12,4 $$ -> T1 is ‘ 12’
R1=12.345678
T1=TEXT/CONVF,R1,7,4 $$ -> T1 is ‘12.3456’
T2=TEXT/CONVF,R1,8,3 $$ -> T2 is ‘ 12.345’
R2=1234567.8912
T1=TEXT/CONVF,R2,8,3 $$ -> Error it is not possible
R3= 0.01236
T1=TEXT/CONVE,R3,12,6 $$ -> ‘ .123600-01’

© 2000 PTC 58
The TEXT CommandThe TEXT Command
CLNAME = MACRO / $$ Macro to extract CL file name without extension and path PRG=TEXT/PART
$$ Strip-out absolute path in CL file name (Unix and NT) PRGLEN=CANF(PRG,1) DO/SLASH,LOOPV=PRGLEN,4,-1 1CHAR=TEXT/RANGE,PRG,LOOPV,LOOPV ASCII=ICHARF(1CHAR) IF(ASCII.EQ.47.OR.ASCII.EQ.92)THEN PRG=TEXT/RANGE,PRG,LOOPV+1,PRGLEN JUMPTO/OK1 ENDIF SLASH)CONTIN OK1)CONTIN
.. To continue ...
CLNAME = MACRO / $$ Macro to extract CL file name without extension and path PRG=TEXT/PART
$$ Strip-out absolute path in CL file name (Unix and NT) PRGLEN=CANF(PRG,1) DO/SLASH,LOOPV=PRGLEN,4,-1 1CHAR=TEXT/RANGE,PRG,LOOPV,LOOPV ASCII=ICHARF(1CHAR) IF(ASCII.EQ.47.OR.ASCII.EQ.92)THEN PRG=TEXT/RANGE,PRG,LOOPV+1,PRGLEN JUMPTO/OK1 ENDIF SLASH)CONTIN OK1)CONTIN
.. To continue ...

© 2000 PTC 59
The TEXT CommandThe TEXT Command
...$$ Strip out extensions and convert name to uppercase PGNAME=TEXT/' ' PRGLEN=CANF(PRG,1) DO/DOT,LOOPV=1,PRGLEN,1 1CHAR=TEXT/RANGE,PRG,LOOPV,LOOPV ASCII=ICHARF(1CHAR) IF(ASCII.EQ.46)THEN JUMPTO/OK2 ELSE IF(ASCII.GE.97.AND.ASCII.LE.122)THEN PGNAME=TEXT/PGNAME,(TEXT/CONVS,ASCII-32) ELSE PGNAME=TEXT/PGNAME,1CHAR ENDIF ENDIF DOT)CONTIN OK2)CONTIN CLNAM=TEXT/OMIT,PGNAME,2TERMAC
...$$ Strip out extensions and convert name to uppercase PGNAME=TEXT/' ' PRGLEN=CANF(PRG,1) DO/DOT,LOOPV=1,PRGLEN,1 1CHAR=TEXT/RANGE,PRG,LOOPV,LOOPV ASCII=ICHARF(1CHAR) IF(ASCII.EQ.46)THEN JUMPTO/OK2 ELSE IF(ASCII.GE.97.AND.ASCII.LE.122)THEN PGNAME=TEXT/PGNAME,(TEXT/CONVS,ASCII-32) ELSE PGNAME=TEXT/PGNAME,1CHAR ENDIF ENDIF DOT)CONTIN OK2)CONTIN CLNAM=TEXT/OMIT,PGNAME,2TERMAC

© 2000 PTC 60
The TEXT CommandThe TEXT Command
String Conversion Integer to string: string =
TEXT / CONVI, integer, num_chars
Real to string (fix point notation):
string = TEXT / CONVF, real, num_chars, decimalstring = TEXT / CONVF, real, num_chars, decimal, $
sign, point, zero
Exponential notation:
string = TEXT / CONVE, real, decimal Upper Case, Lower Case
string = TEXT / UP, string to convertstring = TEXT / LOW, string to convert
Note : In either case, string will be right-justified
String Conversion Integer to string: string =
TEXT / CONVI, integer, num_chars
Real to string (fix point notation):
string = TEXT / CONVF, real, num_chars, decimalstring = TEXT / CONVF, real, num_chars, decimal, $
sign, point, zero
Exponential notation:
string = TEXT / CONVE, real, decimal Upper Case, Lower Case
string = TEXT / UP, string to convertstring = TEXT / LOW, string to convert
Note : In either case, string will be right-justified

© 2000 PTC 61
The TEXT CommandThe TEXT Command
T1=TEXT/CONVI,12,4 $$ -> T1 is ‘ 12’
R1=12.345678
T1=TEXT/CONVF,R1,7,4 $$ -> T1 is ‘12.3456’
T2=TEXT/CONVF,R1,8,3 $$ -> T2 is ‘ 12.345’
R2=1234567.8912
T1=TEXT/CONVF,R2,8,3 $$ -> Error it is not possible
R3= 0.01236
T1=TEXT/CONVE,R3,12,6 $$ -> ‘ .123600-01’
T1=TEXT/CONVI,12,4 $$ -> T1 is ‘ 12’
R1=12.345678
T1=TEXT/CONVF,R1,7,4 $$ -> T1 is ‘12.3456’
T2=TEXT/CONVF,R1,8,3 $$ -> T2 is ‘ 12.345’
R2=1234567.8912
T1=TEXT/CONVF,R2,8,3 $$ -> Error it is not possible
R3= 0.01236
T1=TEXT/CONVE,R3,12,6 $$ -> ‘ .123600-01’

© 2000 PTC 62
The TEXT CommandThe TEXT Command
EXAMPLES OF CONVERSION
IZERO = MACRO / VAL,SIZE$$ Format an integer with leading zero$$ VAL is the value to format$$ SIZE is the size of the registerRETVAL=TEXT/CONVF,VAL,SIZE,0,0,1,1TERMAC
IREAL = MACRO / VAL,DECIM$$ Format a real with decimal point$$ no leading and trailing zero$$ DECIM is the number of digits after decimal pointRETVAL=TEXT/CONVF,VAL,8,DECIM,0,0,4TERMAC
CALL/IZERO,VAL=2,SIZE=3INSERT/’T’,RETVAL $$ Will print T002
CALL/IREAL,VAL=12.34567,DECIM=3INSERT/’X’,RETVAL $$ Will print X12.345
EXAMPLES OF CONVERSION
IZERO = MACRO / VAL,SIZE$$ Format an integer with leading zero$$ VAL is the value to format$$ SIZE is the size of the registerRETVAL=TEXT/CONVF,VAL,SIZE,0,0,1,1TERMAC
IREAL = MACRO / VAL,DECIM$$ Format a real with decimal point$$ no leading and trailing zero$$ DECIM is the number of digits after decimal pointRETVAL=TEXT/CONVF,VAL,8,DECIM,0,0,4TERMAC
CALL/IZERO,VAL=2,SIZE=3INSERT/’T’,RETVAL $$ Will print T002
CALL/IREAL,VAL=12.34567,DECIM=3INSERT/’X’,RETVAL $$ Will print X12.345

© 2000 PTC 63
The TEXT CommandThe TEXT Command
Example : techniques to output lower and upper case together :Example : techniques to output lower and upper case together :
$$ LOWER CASE ALPHA A-ZLCA=097;LCB=098;LCC=099;LCD=100;LCE=101;LCF=102LCG=103;LCH=104;LCI=105;LCJ=106;LCK=107;LCL=108LCM=109;LCN=110;LCO=111;LCP=112;LCQ=113;LCR=114LCS=115;LCT=116;LCU=117;LCV=118;LCW=119;LCX=120LCY=121;LCZ=122$$$$$$ OUTPUT COMBINED LOW/UP CASE TEXTCIMFIL/ON,LOADTL DMY=POSTF(20) $$ SAVE LOADTL $$ ALL INSERTS ARE SAME $$ TYPE-1 INSERT/'T',(TEXT/LOW,(TEXT/'his is a ')),$ 'T',(TEXT/LOW,(TEXT/'est')),'$'
$$ TYPE-2 INSERT/'T',(TEXT/LOW,(TEXT/'HIS IS A ')),$ 'T',(TEXT/LOW,(TEXT/'EST')),'$'
$$ TYPE-3 USING CONTIN CHAR INTCOM(1951)=92 (BACKSLASH \) INSERT/'T\$' SEQNO/OFF INSERT/(TEXT/LOW,(TEXT/'his is a \$')) INSERT/'T\$' INSERT/(TEXT/LOW,(TEXT/'est')) INSERT/'$' SEQNO/ON
$$ TYPE-4 T1=TEXT/'T',(TEXT/LOW,(TEXT/'HIS IS A ')),$ 'T',(TEXT/LOW,(TEXT/'EST')),'$' INSERT/T1
$$ TYPE-5 T1=TEXT/'T',(TEXT/LOW,(TEXT/'HIS IS A ')) T2=TEXT/'T',(TEXT/LOW,(TEXT/'EST')) INSERT/T1,T2,'$'
$$ TYPE-6 T1=TEXT/'T',$ CONVS,LCH,$ CONVS,LCI,$ CONVS,LCS,$ ' ',$ CONVS,LCI,$ CONVS,LCS,$ ' ',$ CONVS,LCA,$ ' ',$ 'T',$ CONVS,LCE,$ CONVS,LCS,$ CONVS,LCT INSERT/T1,'$'

© 2000 PTC 64
Functions in Pro/NC-GPOSTFunctions in Pro/NC-GPOST
The general syntax is :
function_nameF (arguments)
Examples: ABSF(n) : absolute value of a real
ATANF(tangent) : arctangent of an angle
COSF(angle) : cosine (degrees)
INDXF (string1, string2) : index of a sub-string
MAXF(real1, real2, …) largest value
SQRT(real) : square root
SCALF (string) : convert to real
Not documented : ACOSF, ASINF
The general syntax is :
function_nameF (arguments)
Examples: ABSF(n) : absolute value of a real
ATANF(tangent) : arctangent of an angle
COSF(angle) : cosine (degrees)
INDXF (string1, string2) : index of a sub-string
MAXF(real1, real2, …) largest value
SQRT(real) : square root
SCALF (string) : convert to real
Not documented : ACOSF, ASINF

© 2000 PTC 65
POSTF FunctionsPOSTF Functions
POSTF allow access to the internal processing of the post-processor :
rslt = POSTF ( function_type,arg1, arg2, … argn)
rslt is a real or a string that reports the result of the operation.
Function_type is a two_digit number that represents the function type.
There are 27 POSTF functions.
POSTF allow access to the internal processing of the post-processor :
rslt = POSTF ( function_type,arg1, arg2, … argn)
rslt is a real or a string that reports the result of the operation.
Function_type is a two_digit number that represents the function type.
There are 27 POSTF functions.

© 2000 PTC 66
POSTF FunctionsPOSTF Functions
Get Common value
rslt = POSTF (1, type, location)
rslt : common value returned
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number to get
Set Common value
rslt = POSTF (2, type, location, value)
rslt : 0
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number
value : value to be stored in the common location
Get Common value
rslt = POSTF (1, type, location)
rslt : common value returned
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number to get
Set Common value
rslt = POSTF (2, type, location, value)
rslt : 0
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number
value : value to be stored in the common location

© 2000 PTC 67
POSTF FunctionsPOSTF Functions
EXAMPLES : $$ get current MXRPM programmed
$$ this is RELCOM 1
MRPM=POSTF(1,2,1)
$$ Get current Feed mode
$$ This is INTCOM 492
FMODE=POSTF(1,1,492) $$ return G94 or G93
REDEF/ON $$ allow redefinition of DMY
$$ Change G codes for circle CLW and CCLW
$$ There are INTCOM 498(CCLW) and 499(CLW)
DMY=POSTF(2,1,498,13) $$ CCLW is G13
DMY=POSTF(2,1,499,12) $$ CLW is G12
EXAMPLES : $$ get current MXRPM programmed
$$ this is RELCOM 1
MRPM=POSTF(1,2,1)
$$ Get current Feed mode
$$ This is INTCOM 492
FMODE=POSTF(1,1,492) $$ return G94 or G93
REDEF/ON $$ allow redefinition of DMY
$$ Change G codes for circle CLW and CCLW
$$ There are INTCOM 498(CCLW) and 499(CLW)
DMY=POSTF(2,1,498,13) $$ CCLW is G13
DMY=POSTF(2,1,499,12) $$ CLW is G12

© 2000 PTC 68
POSTF FunctionsPOSTF Functions
EXAMPLES :
$$ Multiply the X value by -2XX = POSTF(2,3,486,-2)
$$ Get RAPID flagRAP = POSTF(1,1,856)IF (RAP.EQ.ICODEF(ON)) THEN $$ We have a RAPID move …ELSE $$ We have a feed move …ENDIF
EXAMPLES :
$$ Multiply the X value by -2XX = POSTF(2,3,486,-2)
$$ Get RAPID flagRAP = POSTF(1,1,856)IF (RAP.EQ.ICODEF(ON)) THEN $$ We have a RAPID move …ELSE $$ We have a feed move …ENDIF

© 2000 PTC 69
POSTF FunctionsPOSTF Functions
PLABEL Command
PLABEL / OPTION, number , TO, value This command is used to access directly some of the
INTCOMs :
PLABEL / OPTION,1 ,TO,1 = POSTF ( 2,1,1831,1)WARNING : PLABEL is a CL command (and will be treated by GPOST as a CL command) and POSTF a function. It is
recommended to use POSTF(2 instead of PLABEL in a FIL macro
Examples :PLABEL / OPTION, 19, TO , 0 $$ Do not check travel limitsPLABEL / OPTION, 19, TO, 1 $$ Check travel limitsPLABEL / OPTION, 19, TO, 2 $$ Check travel limits and call
$$ _REPOS macro is neededPLABEL / OPTION, 65, TO, 2 $$ Special DPM for MILL/TURNPLABEL / OPTION, 88, TO, 1 $$ Axis registers non modalPLABEL / OPTION, 18, TO, 1 $$ remove redundant F code
PLABEL Command
PLABEL / OPTION, number , TO, value This command is used to access directly some of the
INTCOMs :
PLABEL / OPTION,1 ,TO,1 = POSTF ( 2,1,1831,1)WARNING : PLABEL is a CL command (and will be treated by GPOST as a CL command) and POSTF a function. It is
recommended to use POSTF(2 instead of PLABEL in a FIL macro
Examples :PLABEL / OPTION, 19, TO , 0 $$ Do not check travel limitsPLABEL / OPTION, 19, TO, 1 $$ Check travel limitsPLABEL / OPTION, 19, TO, 2 $$ Check travel limits and call
$$ _REPOS macro is neededPLABEL / OPTION, 65, TO, 2 $$ Special DPM for MILL/TURNPLABEL / OPTION, 88, TO, 1 $$ Axis registers non modalPLABEL / OPTION, 18, TO, 1 $$ remove redundant F code

© 2000 PTC 70
POSTF FunctionsPOSTF Functions
Set Common value to empty
rslt = POSTF (3, type, location)
rslt : 0
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number to set
Test for Common empty
rslt = POSTF (4, type, location)
rslt : 0:unused 1:empty
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number to check
Set Common value to empty
rslt = POSTF (3, type, location)
rslt : 0
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number to set
Test for Common empty
rslt = POSTF (4, type, location)
rslt : 0:unused 1:empty
type : 1:INTCOM 2:RELCOM 3:DBLCOM
location : common location number to check

© 2000 PTC 71
POSTF FunctionsPOSTF Functions
EXAMPLES : G1 non modal
$$ CLEAR PREV-G LOCATION AND FORCE G-OUTPUTCIMFIL/ON,5 $$ Empty last content of register G (7) : DMY=POSTF(3,3,(355+7)) DMY=POSTF(13)CIMFIL/OFF
Output -0 instead of -360 DMY = POSTF(2,1,2706,0) $
$ Output -0 instead of -360
EXAMPLES : G1 non modal
$$ CLEAR PREV-G LOCATION AND FORCE G-OUTPUTCIMFIL/ON,5 $$ Empty last content of register G (7) : DMY=POSTF(3,3,(355+7)) DMY=POSTF(13)CIMFIL/OFF
Output -0 instead of -360 DMY = POSTF(2,1,2706,0) $
$ Output -0 instead of -360

© 2000 PTC 72
POSTF FunctionsPOSTF Functions
Output current post block
rslt = POSTF(19)
Get Machine number
rslt = POSTF(22)
rslt : machine number
Move Common values
rslt = POSTF(23, type, new_location, existing_location)
rslt : 0
type : 1:INTCOM 2:RELCOM 3:DBLCOM
new_location : new common location number
existing_location : existing common location
Output current post block
rslt = POSTF(19)
Get Machine number
rslt = POSTF(22)
rslt : machine number
Move Common values
rslt = POSTF(23, type, new_location, existing_location)
rslt : 0
type : 1:INTCOM 2:RELCOM 3:DBLCOM
new_location : new common location number
existing_location : existing common location

© 2000 PTC 73
POSTF FunctionsPOSTF Functions
EXAMPLE
CL Command output alone on one NC block
CIMFIL / ON, major_wordXX = POSTF(19) $$ Purge current blockXX=POSTF(13) $$ Process major wordXX=POSTF(19) $$ Purge current blockCIMFIL/OFF
EXAMPLE
CL Command output alone on one NC block
CIMFIL / ON, major_wordXX = POSTF(19) $$ Purge current blockXX=POSTF(13) $$ Process major wordXX=POSTF(19) $$ Purge current blockCIMFIL/OFF

© 2000 PTC 74
POSTF FunctionsPOSTF Functions
Get number of arguments of current CL record
rslt = POSTF(5)
rslt : number of arguments
Get CL word type
rslt = POSTF(6, location)
rslt : 0:minor word 1:real 2:text
location : argument number
Get CL word value
rslt = POSTF(7, location)
rslt : value
location : argument number
Get number of arguments of current CL record
rslt = POSTF(5)
rslt : number of arguments
Get CL word type
rslt = POSTF(6, location)
rslt : 0:minor word 1:real 2:text
location : argument number
Get CL word value
rslt = POSTF(7, location)
rslt : value
location : argument number

© 2000 PTC 75
Pro/NC CL record : 12 : SPINDL / RPM, 1500, CLW
Internally stored as : 12,#2000,#1031 / #78 ,1500, #60
CIMFIL / ON, SPINDL
NBARG = POSTF( 5) $$ NBARG=6CLREC = POSTF(7,1) $$ CLREC=12
$$ Find type of the arguments
TYPG4=POSTF(6,4) $$ equal to 0 (minor word RPM)
TYPG5=POSTF(6,5) $$ equal to 1 (real 1500)
$$ find value of the arguments
VARG4=POSTF(7,4) $$ returns 78
VARG5=POSTF(7,5) $$ returns 150
$$ Test if VARG4 is RPM
IF (VARG4 .EQ. ICODEF(RPM)) THEN…..
Pro/NC CL record : 12 : SPINDL / RPM, 1500, CLW
Internally stored as : 12,#2000,#1031 / #78 ,1500, #60
CIMFIL / ON, SPINDL
NBARG = POSTF( 5) $$ NBARG=6CLREC = POSTF(7,1) $$ CLREC=12
$$ Find type of the arguments
TYPG4=POSTF(6,4) $$ equal to 0 (minor word RPM)
TYPG5=POSTF(6,5) $$ equal to 1 (real 1500)
$$ find value of the arguments
VARG4=POSTF(7,4) $$ returns 78
VARG5=POSTF(7,5) $$ returns 150
$$ Test if VARG4 is RPM
IF (VARG4 .EQ. ICODEF(RPM)) THEN…..
POSTF FunctionsPOSTF Functions

© 2000 PTC 76
POSTF FunctionsPOSTF Functions
Get CL Text
string = TEXT / CLW (function 8)
Load a minor word
rslt = POSTF(9, location, word)
rslt : 0
location : argument to be set
word : integer code of minor word to be set
Load a scalar
rslt = POSTF(10, location, value)
rslt : 0
location : argument to be set
value : real value to set
Get CL Text
string = TEXT / CLW (function 8)
Load a minor word
rslt = POSTF(9, location, word)
rslt : 0
location : argument to be set
word : integer code of minor word to be set
Load a scalar
rslt = POSTF(10, location, value)
rslt : 0
location : argument to be set
value : real value to set

© 2000 PTC 77
POSTF FunctionsPOSTF Functions
EXAMPLE Do not process PPRINT with the word “COMMENTS”
CIMFIL/ON,PPRINT$$ Start on all PPRINT$$ Do not process PPRINTs containing the word
COMMENTSTXT=TEXT/CLW $$ extract the PPRINT textTEST=TEXT / ‘COMMENTS’OK = INDXF ( TXT, TEST) $$ Position of TEST in TXTIF (OK .EQ. 0) THEN$$ this is not the word COMMENTS$$ Process the PPRINT DMY = POSTF(13)ENDIFCIMFIL / OFF
EXAMPLE Do not process PPRINT with the word “COMMENTS”
CIMFIL/ON,PPRINT$$ Start on all PPRINT$$ Do not process PPRINTs containing the word
COMMENTSTXT=TEXT/CLW $$ extract the PPRINT textTEST=TEXT / ‘COMMENTS’OK = INDXF ( TXT, TEST) $$ Position of TEST in TXTIF (OK .EQ. 0) THEN$$ this is not the word COMMENTS$$ Process the PPRINT DMY = POSTF(13)ENDIFCIMFIL / OFF

© 2000 PTC 78
POSTF FunctionsPOSTF Functions
Set number of CL words
rslt = POSTF(12, number_of_words)
rslt : 0
number_of_words : number of arguments
Execute current CL record
rslt = POSTF(13)
Save current CL record
rslt = POSTF(20)
Restore saved CL record
rslt = POSTF(21)
Set number of CL words
rslt = POSTF(12, number_of_words)
rslt : 0
number_of_words : number of arguments
Execute current CL record
rslt = POSTF(13)
Save current CL record
rslt = POSTF(20)
Restore saved CL record
rslt = POSTF(21)

© 2000 PTC 79
POSTF FunctionsPOSTF Functions
EXAMPLE Remove COOLNT options
CIMFIL / ON , COOLNT$$ Starts on all COOLNT commands$$ Process only the first parameter of COOLNT (position 4)$$ by changing the number of arguments to 4DMY = POSTF (12, 4)$$ Process the recordDMY = POSTF (13)CIMFIL / OFF
EXAMPLE Remove COOLNT options
CIMFIL / ON , COOLNT$$ Starts on all COOLNT commands$$ Process only the first parameter of COOLNT (position 4)$$ by changing the number of arguments to 4DMY = POSTF (12, 4)$$ Process the recordDMY = POSTF (13)CIMFIL / OFF

© 2000 PTC 80
POSTF FunctionsPOSTF Functions
Read next CL record
rslt = POSTF(14)
rslt : 0=OK 1=Error
Position to CL record
rslt = POSTF(15, cl_rec_number)rslt : 0:OK 1=Errorcl_rec_number : position to go to in CL file
Control CIMFIL/ON
rslt = POSTF(26,class, sub-class, status)rslt : 0class : class of PP wordsub-class : sub-class of PP wordstatus : 0:disabled 1:enabled
Read next CL record
rslt = POSTF(14)
rslt : 0=OK 1=Error
Position to CL record
rslt = POSTF(15, cl_rec_number)rslt : 0:OK 1=Errorcl_rec_number : position to go to in CL file
Control CIMFIL/ON
rslt = POSTF(26,class, sub-class, status)rslt : 0class : class of PP wordsub-class : sub-class of PP wordstatus : 0:disabled 1:enabled

© 2000 PTC 81
REPLAC CommandREPLAC Command
The REPLAC command allows to edit/modify the tape output block :
REPLAC / string, replace_string, [nb_times nb_block]
REPLAC / string, replace_string, wild_card, [nbt, nbb]
REPLAC / string, OFF
REPLAC / OFF REPLAC is a FIL command REPLAC are applied in the order of definition
Typical Applications
Change the order of output of G codes, for example for
cycles : G81G99 to G99G81, G82G99 to G99G82, …
REPLAC/(TEXT/'G8?G99'),(TEXT/'G99G8?'),(TEXT/'?')
The REPLAC command allows to edit/modify the tape output block :
REPLAC / string, replace_string, [nb_times nb_block]
REPLAC / string, replace_string, wild_card, [nbt, nbb]
REPLAC / string, OFF
REPLAC / OFF REPLAC is a FIL command REPLAC are applied in the order of definition
Typical Applications
Change the order of output of G codes, for example for
cycles : G81G99 to G99G81, G82G99 to G99G82, …
REPLAC/(TEXT/'G8?G99'),(TEXT/'G99G8?'),(TEXT/'?')

© 2000 PTC 82
REPLAC CommandREPLAC Command
Remove the / in PPRINT message :T1=TEXT/’( /’;T2=TEXT/’(‘;REPLAC/T1,T2
Add “Excess zero” : XX1=TEXT/'. ';XX2=TEXT/'.0 ';REPLAC/XX1,XX2XX1=TEXT/'-.';XX2=TEXT/'-0.';REPLAC/XX1,XX2XX1=TEXT/'X.';XX2=TEXT/'X0.';REPLAC/XX1,XX2XX1=TEXT/'Y.';XX2=TEXT/'Y0.';REPLAC/XX1,XX2XX1=TEXT/'Z.';XX2=TEXT/'Z0.';REPLAC/XX1,XX2XX1=TEXT/'P.';XX2=TEXT/'P0.';REPLAC/XX1,XX2XX1=TEXT/'Q.';XX2=TEXT/'Q0.';REPLAC/XX1,XX2XX1=TEXT/'R.';XX2=TEXT/'R0.';REPLAC/XX1,XX2XX1=TEXT/'I.';XX2=TEXT/'I0.';REPLAC/XX1,XX2XX1=TEXT/'J.';XX2=TEXT/'J0.';REPLAC/XX1,XX2XX1=TEXT/'K.';XX2=TEXT/'K0.';REPLAC/XX1,XX2XX1=TEXT/'F.';XX2=TEXT/'F0.';REPLAC/XX1,XX2
Remove the / in PPRINT message :T1=TEXT/’( /’;T2=TEXT/’(‘;REPLAC/T1,T2
Add “Excess zero” : XX1=TEXT/'. ';XX2=TEXT/'.0 ';REPLAC/XX1,XX2XX1=TEXT/'-.';XX2=TEXT/'-0.';REPLAC/XX1,XX2XX1=TEXT/'X.';XX2=TEXT/'X0.';REPLAC/XX1,XX2XX1=TEXT/'Y.';XX2=TEXT/'Y0.';REPLAC/XX1,XX2XX1=TEXT/'Z.';XX2=TEXT/'Z0.';REPLAC/XX1,XX2XX1=TEXT/'P.';XX2=TEXT/'P0.';REPLAC/XX1,XX2XX1=TEXT/'Q.';XX2=TEXT/'Q0.';REPLAC/XX1,XX2XX1=TEXT/'R.';XX2=TEXT/'R0.';REPLAC/XX1,XX2XX1=TEXT/'I.';XX2=TEXT/'I0.';REPLAC/XX1,XX2XX1=TEXT/'J.';XX2=TEXT/'J0.';REPLAC/XX1,XX2XX1=TEXT/'K.';XX2=TEXT/'K0.';REPLAC/XX1,XX2XX1=TEXT/'F.';XX2=TEXT/'F0.';REPLAC/XX1,XX2

© 2000 PTC 83
REPEAT CommandREPEAT Command
The REPEAT Command is used to output an extra address and value automatically whenever a specific address is output.
REPEAT / register1, register2, value, [ON or OFF] register1 : register to force the output
register2 : register to output
value : value for the register
ON : register2 will be output for every occurrence of register1 until OFF is programmed.
REPEAT / register1, register2, ... Register_out, value, ALL
In this case any occurrence of either register1, register2, … registern will force the output of register_out with its value
Important : try to use REPEAT/OFF before a
REPEAT to “empty” the REPEAT table
The REPEAT Command is used to output an extra address and value automatically whenever a specific address is output.
REPEAT / register1, register2, value, [ON or OFF] register1 : register to force the output
register2 : register to output
value : value for the register
ON : register2 will be output for every occurrence of register1 until OFF is programmed.
REPEAT / register1, register2, ... Register_out, value, ALL
In this case any occurrence of either register1, register2, … registern will force the output of register_out with its value
Important : try to use REPEAT/OFF before a
REPEAT to “empty” the REPEAT table

© 2000 PTC 84
REPEAT CommandREPEAT Command
Example of application : Output Spindle start with next Z
M=13;S=19;Z=26CIMFIL / ON, SPINDLARG1=POSTF(7,4) $$ first argument of SPINDLIF (ARG1 .NE. (ICODEF(OFF))) THEN DMY=POSTF(2,1,1867,1) $$ Disable tape output DMY=POSTF(13) $$ Process Spindl DMY=POSTF(2,1,1867,0) $$ Enable Tape output REPEAT / OFF REPEAT / Z, M, 3 $$ Output M3 with next Z $$ Get current Spindle speed (DBLCOM 10) SRPM=POSTF(1,3,10) REPEAT / Z, S, SRPM $$ Output Svalue with next ZELSE DMY=POSTF(13) $$ Process SPINDL/OFFENDIFCIMFIL / OFF
Example of application : Output Spindle start with next Z
M=13;S=19;Z=26CIMFIL / ON, SPINDLARG1=POSTF(7,4) $$ first argument of SPINDLIF (ARG1 .NE. (ICODEF(OFF))) THEN DMY=POSTF(2,1,1867,1) $$ Disable tape output DMY=POSTF(13) $$ Process Spindl DMY=POSTF(2,1,1867,0) $$ Enable Tape output REPEAT / OFF REPEAT / Z, M, 3 $$ Output M3 with next Z $$ Get current Spindle speed (DBLCOM 10) SRPM=POSTF(1,3,10) REPEAT / Z, S, SRPM $$ Output Svalue with next ZELSE DMY=POSTF(13) $$ Process SPINDL/OFFENDIFCIMFIL / OFF

© 2000 PTC 85
REPEAT CommandREPEAT Command
Output fixture offset with next motion
CIMFIL/ON,SET$$ Macro on SET$$ Output fixture offset with next motion$$ Extract the fixture offset valueIF (POSTF(6,5).EQ.1) THEN$$ Argument 2 is a real FIXT=POSTF(7,5)$$ output with next X or Y REPEAT/OFF REPEAT/X,Y,G,FIXT,ALLENDIFCIMFIL/OFF
Output fixture offset with next motion
CIMFIL/ON,SET$$ Macro on SET$$ Output fixture offset with next motion$$ Extract the fixture offset valueIF (POSTF(6,5).EQ.1) THEN$$ Argument 2 is a real FIXT=POSTF(7,5)$$ output with next X or Y REPEAT/OFF REPEAT/X,Y,G,FIXT,ALLENDIFCIMFIL/OFF

© 2000 PTC 86
REPEAT CommandREPEAT Command
5 Axis Milling machine with a special compensation :
G1 X Y Z A B U V W
CIMFIL/ON,GOTO$$ Calculate U,V,W using tool vector and 1000 XX=POSTF(20) $$ Save CL rec$$ Extract tool vectorIVAL=POSTF(7,9);JVAL=POSTF(7,10);KVAL=POSTF(7,11)TOT=IVAL+JVAL+KVAL$$ Only when in 5 axis mode not vertical !IF ((KVAL.NE.1).AND.(TOT.NE.0)) THEN REPEAT/OFF UVAL=1000*IVAL;REPEAT/X,Y,Z,U,UVAL,ALL VVAL=1000*JVAL;REPEAT/X,Y,Z,V,VVAL,ALL WVAL=1000*KVAL;REPEAT/X,Y,Z,W,WVAL,ALLENDIFXX=POSTF(21);XX=POSTF(13)CIMFIL/OFF
5 Axis Milling machine with a special compensation :
G1 X Y Z A B U V W
CIMFIL/ON,GOTO$$ Calculate U,V,W using tool vector and 1000 XX=POSTF(20) $$ Save CL rec$$ Extract tool vectorIVAL=POSTF(7,9);JVAL=POSTF(7,10);KVAL=POSTF(7,11)TOT=IVAL+JVAL+KVAL$$ Only when in 5 axis mode not vertical !IF ((KVAL.NE.1).AND.(TOT.NE.0)) THEN REPEAT/OFF UVAL=1000*IVAL;REPEAT/X,Y,Z,U,UVAL,ALL VVAL=1000*JVAL;REPEAT/X,Y,Z,V,VVAL,ALL WVAL=1000*KVAL;REPEAT/X,Y,Z,W,WVAL,ALLENDIFXX=POSTF(21);XX=POSTF(13)CIMFIL/OFF

© 2000 PTC 87
The POSTN CommandThe POSTN Command
The POSTN command allows to insert registers and values to the NC tape block
POSTN / (IN or OUT), register_address, value, [NEXT]
IN : Combine with existing blockOUT : Create new blockregister_address : letter addresses, must be 1 through 26 to indicate the alpha characters Athrough Z.value : value for the registerNEXT : output the register with next block
POSTN / ALL will reset all the registers
The POSTN command allows to insert registers and values to the NC tape block
POSTN / (IN or OUT), register_address, value, [NEXT]
IN : Combine with existing blockOUT : Create new blockregister_address : letter addresses, must be 1 through 26 to indicate the alpha characters Athrough Z.value : value for the registerNEXT : output the register with next block
POSTN / ALL will reset all the registers

© 2000 PTC 88
The POSTN CommandThe POSTN Command
To Output G90 G70 G40
POSTN / OUT, G , 90POSTN / OUT, G, 40POSTN / OUT, G, 70
To Output G90 G70 G40
POSTN / OUT, G , 90POSTN / OUT, G, 40POSTN / OUT, G, 70

© 2000 PTC 89
Disable Tape outputDisable Tape output
INTCOM 1867 = PLABEL (37) is used to control tape output :
Simulation ON means CL record are processed but no output to the tape : XX=POSTF(2,1,1867,1)
Simulation OFF (default) means CL records are processed and tape is generated :XX=POSTF(2,1,1867,0)
INTCOM 1867 = PLABEL (37) is used to control tape output :
Simulation ON means CL record are processed but no output to the tape : XX=POSTF(2,1,1867,1)
Simulation OFF (default) means CL records are processed and tape is generated :XX=POSTF(2,1,1867,0)

© 2000 PTC 90
Disable Tape OutputDisable Tape Output
EXAMPLE : Output Tool name on same line than tool change
CIMFIL/ON,PPRINT$$ Macro to store the tool name in a variable$$ to re-issue with the tool changeTXT=TEXT/CLW $$ Text of messageTEST=TEXT/'TOOL NAME' $$ Text to test forOKCOM=INDXF(TXT,TEST)IF (OKCOM.NE.0) THEN $$ This is a tool comment MESS=TEXT/OMIT,TXT,1 $$ Omit trailing blank COL=TEXT/':' COLPOS=INDXF(MESS,COL) $$ position of : in MESS LEN=CANF(MESS,1) $$ number of char in MESS NMESS=TEXT/RANGE,MESS,COLPOS+1,LEN $$ Extract from : to endELSE DMY=POSTF(13) $$ ProcessENDIFCIMFIL/OFF
EXAMPLE : Output Tool name on same line than tool change
CIMFIL/ON,PPRINT$$ Macro to store the tool name in a variable$$ to re-issue with the tool changeTXT=TEXT/CLW $$ Text of messageTEST=TEXT/'TOOL NAME' $$ Text to test forOKCOM=INDXF(TXT,TEST)IF (OKCOM.NE.0) THEN $$ This is a tool comment MESS=TEXT/OMIT,TXT,1 $$ Omit trailing blank COL=TEXT/':' COLPOS=INDXF(MESS,COL) $$ position of : in MESS LEN=CANF(MESS,1) $$ number of char in MESS NMESS=TEXT/RANGE,MESS,COLPOS+1,LEN $$ Extract from : to endELSE DMY=POSTF(13) $$ ProcessENDIFCIMFIL/OFF

© 2000 PTC 91
Disable Tape OutputDisable Tape Output
CIMFIL/ON,LOADTLIF (OKCOM.EQ.0) THEN DMY=POSTF(13) $$ ProcessELSE $$ Tool name programmed XX=POSTF(2,1,1867,1) $$ no tape output DMY=POSTF(13) $$ process tool change TNUM=POSTF(7,4) $$ Tool number XX=POSTF(2,1,1867,0) $$ re-activate tape output\ INSERT/'T',TNUM,'M6(',NMESS,')$'ENDIF
CIMFIL/OFF
CIMFIL/ON,LOADTLIF (OKCOM.EQ.0) THEN DMY=POSTF(13) $$ ProcessELSE $$ Tool name programmed XX=POSTF(2,1,1867,1) $$ no tape output DMY=POSTF(13) $$ process tool change TNUM=POSTF(7,4) $$ Tool number XX=POSTF(2,1,1867,0) $$ re-activate tape output\ INSERT/'T',TNUM,'M6(',NMESS,')$'ENDIF
CIMFIL/OFF

© 2000 PTC 92
Re-Direct Tape OutputRe-Direct Tape Output
POSTF(25,…) can be used to re-direct the output of the tape and listing file to an auxiliary file
POSTF(25, arg) arg = 0 : default, normal post output
arg = 1 : re-direct output to auxiliary file
arg = 2 : rewind the auxiliary file
TEXT / READ, PUNCH and TEXT / READ, PRINT can be used to read the content of the auxiliary files.
POSTF(25,…) can be used to re-direct the output of the tape and listing file to an auxiliary file
POSTF(25, arg) arg = 0 : default, normal post output
arg = 1 : re-direct output to auxiliary file
arg = 2 : rewind the auxiliary file
TEXT / READ, PUNCH and TEXT / READ, PRINT can be used to read the content of the auxiliary files.
MCOPY=MACRO/ $$ RELOAD CONTENT OF AUXILIARY FILE TEOF=TEXT/'ERROR$EOF’ $$ EOF text L10)CONTIN TXTAUX=TEXT/READ,PUNCH I1=CMPRF(TXTAUX,TEOF) IF(I1 .EQ. 1)JUMPTO/L90 INSERT/TXTAUX,'$' JUMPTO/L10 L90)CONTINTERMAC
Exercise : AGIE wire EDM element switching

© 2000 PTC 93
Macro on Motion Macro on Motion
Macro on motion are started with :
CIMFIL / ON, class, subclass
or directly
CIMFIL / ON, GOTO (Class 5000 , subclass 5)
CIMFIL / ON, FROM (Class 5000, subclass 3)
CIMFIL / ON, CIRCLE (Class 3000)
Activation / Deactivation of macro on motion can be controlled
with POSTF(26, … )
XX=POSTF(26,5,5,1) : Activate macro on motion (default)
XX=POSTF(26,5,5,0) : De-activate macro on motion
Note : POSTF(26, …) can be used to control activation/deactivation of any CIMFIL
Macro on motion are started with :
CIMFIL / ON, class, subclass
or directly
CIMFIL / ON, GOTO (Class 5000 , subclass 5)
CIMFIL / ON, FROM (Class 5000, subclass 3)
CIMFIL / ON, CIRCLE (Class 3000)
Activation / Deactivation of macro on motion can be controlled
with POSTF(26, … )
XX=POSTF(26,5,5,1) : Activate macro on motion (default)
XX=POSTF(26,5,5,0) : De-activate macro on motion
Note : POSTF(26, …) can be used to control activation/deactivation of any CIMFIL

© 2000 PTC 94
Macro on MotionMacro on Motion
Motion Coordinates in Macro on GOTO
CIMFIL / ON, GOTOXVAL = POSTF(7,6)YVAL = POSTF(7,7)ZVAL = POSTF(7,8)IVAL = POSTF(7,9)JVAL = POSTF(7,10)KVAL = POSTF(7,11)$$ Current position in CL coord.CURX = POSTF(1,3,350)CURY = POSTF(1,3,351)CURZ = POSTF(1,3,352)...
Motion Coordinates in Macro on GOTO
CIMFIL / ON, GOTOXVAL = POSTF(7,6)YVAL = POSTF(7,7)ZVAL = POSTF(7,8)IVAL = POSTF(7,9)JVAL = POSTF(7,10)KVAL = POSTF(7,11)$$ Current position in CL coord.CURX = POSTF(1,3,350)CURY = POSTF(1,3,351)CURZ = POSTF(1,3,352)...

© 2000 PTC 95
Macro on MotionMacro on Motion
Support for Super GI on Makino : G05P10000 : activate Super GI mode after first motion
G05P0 : de-activate Super GI mode before tool change
Support for Super GI on Makino : G05P10000 : activate Super GI mode after first motion
G05P0 : de-activate Super GI mode before tool change
SGI=0 $$ Super GI mode ON:1 OFF:0
CIMFIL/ON,MACHINXX=POSTF(13) $$ ProcessXX=POSTF(26,5,5,0) $$ disable macro on GOTOCIMFIL/OFF
CIMFIL/ON,LOADTLXX=POSTF(20) $$ Save CL rec.IF (SGI.NE.0) THEN SGI=0 INSERT/’G05P0$’ENDIFXX=POSTF(21) $$ restore CL rec.XX=POSTF(13) $$ ProcessXX=POSTF(26,5,5,1) $$ Activate motion macroCIMFIL/OFF
CIMFIL/ON,GOTOXX=POSTF(13) $$ ProcessSGI=1INSERT/’G05P10000$’$$ disable macro on GOTOXX=POSTF(26,5,5,0) CIMFIL/OFF

© 2000 PTC 96
Macro on MotionMacro on Motion
EXAMPLE : 3D Compensation Pro/NC can
outputs information for3D compensationfor 3 axis surfacemilling
An additional vector definesthe surfacenormal
Pro/NC-GPOSTcan processthe informationand a FIL macrois used to generate the output needed by the machine
EXAMPLE : 3D Compensation Pro/NC can
outputs information for3D compensationfor 3 axis surfacemilling
An additional vector definesthe surfacenormal
Pro/NC-GPOSTcan processthe informationand a FIL macrois used to generate the output needed by the machine
MODE / 3DCOMP, ONSPINDL / RPM, 1200.000000, CLWRAPID GOTO / -2.6049664968, -1.6546238805, 2.0000000000RAPID GOTO / -2.6049664968, -1.6546238805, 0.8683175847FEDRAT / 12.000000, IPMGOTO / -2.6049664968, -1.6546238805, 0.6683175847CUTCOM / ONGOTO / -2.3573283320, -1.6583390255, 0.5974283950, $0.0000000000, 0.0000000000, 1.0000000000, $0.0000000000, -0.9986295348, 0.0523359562GOTO / -2.1057717020, -1.6616855756, 0.5335724151, $0.0000000000, 0.0000000000, 1.0000000000, $0.0000000000, -0.9986295348, 0.0523359562….GOTO / -2.6000000000, 0.4860895490, 1.0000000000, $0.0000000000, 0.0000000000, 1.0000000000, $0.0000000000, 0.0000000000, 1.0000000000CUTCOM / OFFGOTO / -2.6000000000, 0.4860895490, 2.0000000000, $0.0000000000, 0.0000000000, 1.0000000000, $0.0000000000, 0.0000000000, 1.0000000000MODE / 3DCOMP, OFF

© 2000 PTC 97
Macro on MotionMacro on Motion
EXAMPLE : 3D Compensation Pro/NC-GPOST converts the ncl format
GOTO/x,y,z,i,j,k,l,m,n becomes CUTCOM/XYZ,I,j,k,l,m,n GOTO/x,y,z
A FIL macro is used to generate the output :
EXAMPLE : 3D Compensation Pro/NC-GPOST converts the ncl format
GOTO/x,y,z,i,j,k,l,m,n becomes CUTCOM/XYZ,I,j,k,l,m,n GOTO/x,y,z
A FIL macro is used to generate the output :REDEF/ON
$$ AddressesA=1;B=2;C=3;D=4;E=5;F=6;G=7;H=8;I=9;J=10;K=11;L=12;M=13;N=14O=15;P=16;Q=17;R=18;S=19;T=20;U=21;V=22;W=23;X=24;Y=25;Z=26
OKCOMP=0 $$ To detect comp valueLVECT=0 $$ NX value of 3D comp.MVECT=0 $$ NY value of 3D comp.NVECT=0 $$ NZ value of 3D comp.
CIMFIL/ON,CUTCOMARG1=POSTF(7,4)IF (ARG1.EQ.ICODEF(XYZ)) THEN$$ This is 3D compensation move LVECT=POSTF(7,8) $$ extract L MVECT=POSTF(7,9) $$ Extract M NVECT=POSTF(7,10) $$ Extract N XX=POSTF(26,5,5,1) $$ Activate macro on Motion ELSE XX=POSTF(26,5,5,0) $$ De-activate macro on MotionENDIFCIMFIL/OFF
CIMFIL/ON,GOTODMY=POSTF(20) $$ save record$$ Check if 3D Comp. IF (OKCOMP.EQ.1) THEN $$ output the register with the next block $$ (the motion processed by GPOST) POSTN/OUT,U,LVECT,V,MVECT,W,NVECT,NEXT ENDIFDMY=POSTF(21) $$ restore recordDMY=POSTF(13) $$ processCIMFIL/OFF
CIMFIL/ON,MACHINXX=POSTF(13) $$ ProcessXX=POSTF(26,5,5,0) $$ De-activate GOTO macroCIMFIL/OFF

© 2000 PTC 98
APT-Like MACRO in FILAPT-Like MACRO in FIL
You can assign a name to a group of statements and subsequently cause them to be executed each time you call the name.
The syntax is based on the APT macro call technique :
macnam = MACRO / var1, var2, …. Varn…Statements…TERMAC
CALL / macnam, var1=value1, … varn=valuen
You can assign a name to a group of statements and subsequently cause them to be executed each time you call the name.
The syntax is based on the APT macro call technique :
macnam = MACRO / var1, var2, …. Varn…Statements…TERMAC
CALL / macnam, var1=value1, … varn=valuen
DDATE = MACRO $$ Macro to insert the date and time _TT = TEXT / DATE PPRINT / _TTTERMAC...CALL / DDATE

© 2000 PTC 99
APT-Like MACRO in FILAPT-Like MACRO in FIL
Examples : Macro to set the number of argument of a CL record :
SETARG = MACRO / NBARG$$ Macro to set the number of arguments$$ NBARG : number of argument after the /XXX=POSTF(12, NBARG+3)TERMAC
CIMFIL / ON, COOLNT$$ Remove COOLNT options (Low, High, ..)CALL / SETARG, NBARG=1XX=POSTF(13)CIMFIL / OFF
Examples : Macro to set the number of argument of a CL record :
SETARG = MACRO / NBARG$$ Macro to set the number of arguments$$ NBARG : number of argument after the /XXX=POSTF(12, NBARG+3)TERMAC
CIMFIL / ON, COOLNT$$ Remove COOLNT options (Low, High, ..)CALL / SETARG, NBARG=1XX=POSTF(13)CIMFIL / OFF

© 2000 PTC 100
Look-ahead TechniqueLook-ahead Technique
Key functions for look-ahead are : ICODEF(MAJOR_WORD) : return the integer value of a
minor word
POSTF(7,1) : CL record position (line number)
POSTF(7,2) : CL record class
POSTF(7,3) : CL record sub-class
POSTF(7,(3+I)) : CL record ith argument21:LOADTL/1,OSETNO,10POSTF(7,1) = 21POSTF(7,2) = 2000 POSTF(7,3)=1055POSTF(7,4) = 1
POSTF(14) : get next CL record
POSTF(15,clpos) : go the CL position clpos
Key functions for look-ahead are : ICODEF(MAJOR_WORD) : return the integer value of a
minor word
POSTF(7,1) : CL record position (line number)
POSTF(7,2) : CL record class
POSTF(7,3) : CL record sub-class
POSTF(7,(3+I)) : CL record ith argument21:LOADTL/1,OSETNO,10POSTF(7,1) = 21POSTF(7,2) = 2000 POSTF(7,3)=1055POSTF(7,4) = 1
POSTF(14) : get next CL record
POSTF(15,clpos) : go the CL position clpos

© 2000 PTC 101
Look Ahead TechniqueLook Ahead Technique
Generic Macro to find the next CL record …
CLFIND = MACRO / CLTYPE, ARGNUM CLPOS=POSTF(7,1)+1 $$ Current CL position
OKFIND=0
DO/ENDO1,ILOOP=1,10
DMY=POSTF(14) $$ Get next CL (TAPERD)
CLC=POSTF(7,2) $$ Class of CL record
SCL=POSTF(7,3) $$ sub-class of CL record
ILOOP=1 $$ Stay in loop
IF(CLC.EQ.14000)THEN
$$ This is FINI
OKFIND=0 $$ CL not found
ILOOP=11 $$ Exit the loop
ENDIF
IF(CLC.EQ.2000.AND.SCL.EQ.CLTYPE) THEN
$$ This is a CLTYPE cl record
ARGVAL=POSTF(7,(3+ARGNUM)) $$ ARGNUMth parameter
OKFIND=1
ILOOP=11
ENDIF
ENDO1) CONTIN $$ End of DO loop
$$ return initial position in CL
RSLT=POSTF(15,CLPOS)
TERMAC
Generic Macro to find the next CL record …
CLFIND = MACRO / CLTYPE, ARGNUM CLPOS=POSTF(7,1)+1 $$ Current CL position
OKFIND=0
DO/ENDO1,ILOOP=1,10
DMY=POSTF(14) $$ Get next CL (TAPERD)
CLC=POSTF(7,2) $$ Class of CL record
SCL=POSTF(7,3) $$ sub-class of CL record
ILOOP=1 $$ Stay in loop
IF(CLC.EQ.14000)THEN
$$ This is FINI
OKFIND=0 $$ CL not found
ILOOP=11 $$ Exit the loop
ENDIF
IF(CLC.EQ.2000.AND.SCL.EQ.CLTYPE) THEN
$$ This is a CLTYPE cl record
ARGVAL=POSTF(7,(3+ARGNUM)) $$ ARGNUMth parameter
OKFIND=1
ILOOP=11
ENDIF
ENDO1) CONTIN $$ End of DO loop
$$ return initial position in CL
RSLT=POSTF(15,CLPOS)
TERMAC
For example to find the next tool number :
CC=ICODEF(LOADTL)CALL/CLFIND,CLTYPE=CC,ARGNUM=1IF (OKFIND.EQ.1) THEN NT=ARGVALENDIF

© 2000 PTC 102
Look Ahead TechniqueLook Ahead Technique
Macro to output machining time at the beginning of the tape
CIMFIL/ON,MACHIN$$ Macro to output machining time$$ At the beginning of tape$$ Process $$ Process MACHINECLPOS=POSTF(7,1)$$ Current CL position$$ disable tape outputDMY=POSTF(2,1,1867,1) $$ Set INTCOM 1867 to 1$$ Loop in the CL...
Macro to output machining time at the beginning of the tape
CIMFIL/ON,MACHIN$$ Macro to output machining time$$ At the beginning of tape$$ Process $$ Process MACHINECLPOS=POSTF(7,1)$$ Current CL position$$ disable tape outputDMY=POSTF(2,1,1867,1) $$ Set INTCOM 1867 to 1$$ Loop in the CL...

© 2000 PTC 103
Look Ahead TechniqueLook Ahead Technique
...DO / ENDDO, ILOOP=0, 10 $$ Read next CL record DMY=POSTF(14) $$ Test if not FINI CLASS=POSTF(7,2) IF (CLASS.EQ.14000) THEN $$ This is FINI set ILOOP to 10 ILOOP=10 ELSE $$ Process DMY=POSTF(13) $$ Set ILOOP to 2 ILOOP=2 ENDIFENDDO)...
...DO / ENDDO, ILOOP=0, 10 $$ Read next CL record DMY=POSTF(14) $$ Test if not FINI CLASS=POSTF(7,2) IF (CLASS.EQ.14000) THEN $$ This is FINI set ILOOP to 10 ILOOP=10 ELSE $$ Process DMY=POSTF(13) $$ Set ILOOP to 2 ILOOP=2 ENDIFENDDO)...
...$$ Go back at beginning CLDMY=POSTF(15,(CLPOS+1))$$ Re-enable tape output$$ Set INTCOM 1867 to 0DMY=POSTF(2,1,1867,0) $$ Insert the mfg time DBLCOM 495TIM=POSTF(1,3,495)INSERT/'(MACHINING TIME : ',TIM,')$'CIMFIL/OFF

© 2000 PTC 104
Enable/Disable RegistersEnable/Disable Registers
To disable a register you need to set the tape order of the register to 53
Tape order of register : INTCOM 1 to 26
XX=POSTF(2,1,intcom_val,53) to set the INTCOM to 53
To enable a register you need to reset its tape order to the initial value
Store the tape order of the register before disabling it : INTVAL = POSTF(1,1,intcom_val)
Restore the tape order : XX=POSTF(2,1,intcom_val, intval)
To disable a register you need to set the tape order of the register to 53
Tape order of register : INTCOM 1 to 26
XX=POSTF(2,1,intcom_val,53) to set the INTCOM to 53
To enable a register you need to reset its tape order to the initial value
Store the tape order of the register before disabling it : INTVAL = POSTF(1,1,intcom_val)
Restore the tape order : XX=POSTF(2,1,intcom_val, intval)

© 2000 PTC 105
Enable/Disable RegistersEnable/Disable Registers
Example : disable X & Y on the first cycle motion (GPOST repeats them automatically)XREG=POSTF(1,1,24)YREG=POSTF(1,1,25)
CIMFIL/ON,CYCLEXX=POSTF(13)CYCTYP=POSTF(7,4)IF (CYCTYP.NE.ICODEF(OFF)) THEN $$ Activate macro on GOTO XX=POSTF(26,5,5,1)ENDIFCIMFIL/OFF
CIMFIL/ON,MACHINXX=POSTF(13)$$ De-activate macro on GOTOXX=POSTF(26,5,5,0)CIMFIL/OFF
Example : disable X & Y on the first cycle motion (GPOST repeats them automatically)XREG=POSTF(1,1,24)YREG=POSTF(1,1,25)
CIMFIL/ON,CYCLEXX=POSTF(13)CYCTYP=POSTF(7,4)IF (CYCTYP.NE.ICODEF(OFF)) THEN $$ Activate macro on GOTO XX=POSTF(26,5,5,1)ENDIFCIMFIL/OFF
CIMFIL/ON,MACHINXX=POSTF(13)$$ De-activate macro on GOTOXX=POSTF(26,5,5,0)CIMFIL/OFF
CIMFIL/ON,GOTO$$ first motion after CYCLE$$ disable X and YRSLT=POSTF(2,1,24,53)RSLT=POSTF(2,1,25,53)$$ Process the motionDMY=POSTF(13)$$ re-enable X and Y DMY=POSTF(2,1,24,XREG)DMY=POSTF(2,1,25,YREG) $$ De-activate macro on GOTOXX=POSTF(26,5,5,0)CIMFIL/OFF

© 2000 PTC 106
Enable / Disable RegistersEnable / Disable Registers
Macros to replace a register by another
MAD1=MACRO/ADR,STR
$$ MAD1 IS A MACRO TO CHANGE LETTER ADDRESS TO STRING
$$ ADR IS ADDRESS TO BE SET A=1,B=2 ETC
$$ STR IS IS THE ALIAS STRING FOR EXAMPLE TB=TEXT/'R101='
L1=POSTF(1,1,ADR) $$ GET JORDER(ADR)
L2=(9-1)*26+L1+2216-1 $$ COMPUTE JPARAD(X,9)
DMY=POSTF(2,1,L2,1) $$ SET JPARAD(X,9)
DO/L10,N1=1,8 $$ ALLOW UPTO 8CHARS
L2=(N1-1)*26+L1+2216-1 $$ COMPUTE JPARAD(X,N)
DMY=POSTF(3,1,L2) $$ SET JPARAD(X,N)=IEMPTY
IF(N1 .GT. CANF(STR,1))JUMPTO/L10 $$ SKIP IF OVER STRING LENGTH
A1=ICHARF((TEXT/RANGE,STR,N1,N1)) $$ GET CHARACTER NUMBER
DMY=POSTF(2,1,L2,A1) $$ INSERT STRING(N)
L10)CONTIN
TERMAC
Macros to replace a register by another
MAD1=MACRO/ADR,STR
$$ MAD1 IS A MACRO TO CHANGE LETTER ADDRESS TO STRING
$$ ADR IS ADDRESS TO BE SET A=1,B=2 ETC
$$ STR IS IS THE ALIAS STRING FOR EXAMPLE TB=TEXT/'R101='
L1=POSTF(1,1,ADR) $$ GET JORDER(ADR)
L2=(9-1)*26+L1+2216-1 $$ COMPUTE JPARAD(X,9)
DMY=POSTF(2,1,L2,1) $$ SET JPARAD(X,9)
DO/L10,N1=1,8 $$ ALLOW UPTO 8CHARS
L2=(N1-1)*26+L1+2216-1 $$ COMPUTE JPARAD(X,N)
DMY=POSTF(3,1,L2) $$ SET JPARAD(X,N)=IEMPTY
IF(N1 .GT. CANF(STR,1))JUMPTO/L10 $$ SKIP IF OVER STRING LENGTH
A1=ICHARF((TEXT/RANGE,STR,N1,N1)) $$ GET CHARACTER NUMBER
DMY=POSTF(2,1,L2,A1) $$ INSERT STRING(N)
L10)CONTIN
TERMAC

© 2000 PTC 107
Enable / Disable RegistersEnable / Disable Registers
MAD2=MACRO/ADR$$ MAD2 IS A MACRO TO RESET THE LETTER ADDRESS BACK FROM A$$ STRING. ADR IS ADDRESS TO BE SET A=1,B=2 ETC L1=POSTF(1,1,ADR) $$ GET JORDER(ADR) L2=(9-1)*26+L1+2216-1 $$ COMPUTE JPARAD(X,9) DMY=POSTF(3,1,L2) $$ SET JPARAD(X,9)=IEMPTYTERMAC
…$$ Replace Z by R101=Z=26T1=TEXT/’R101=‘CALL / MAD1, ADR=Z,STR=T1
$$ Reset Z to ZCALL / MAD2, ADR=Z
MAD2=MACRO/ADR$$ MAD2 IS A MACRO TO RESET THE LETTER ADDRESS BACK FROM A$$ STRING. ADR IS ADDRESS TO BE SET A=1,B=2 ETC L1=POSTF(1,1,ADR) $$ GET JORDER(ADR) L2=(9-1)*26+L1+2216-1 $$ COMPUTE JPARAD(X,9) DMY=POSTF(3,1,L2) $$ SET JPARAD(X,9)=IEMPTYTERMAC
…$$ Replace Z by R101=Z=26T1=TEXT/’R101=‘CALL / MAD1, ADR=Z,STR=T1
$$ Reset Z to ZCALL / MAD2, ADR=Z

© 2000 PTC 108
File I/OFile I/O
FIL provides the means to open, read and write from external files (maximum 2 at a given time) :
rslt = FILEF(fn,op,t1)
rslt : Result of operation (0:OK 1:Failed) fn: File number to be used (0, 1, 2, 3, or 4).
If fn is 0, output is sent to the terminal. op: Operation to be executed
= 1 Write one record from text string t1 to file fn.= 2 Open an existing file; file name is t1; fn must be 1 or 2.= 3 Open a new file; file name in t1; fn must be 1 or 2.= 4 Rewind file; t1 not required; fn must be 1 or 2.= 5 Close file; t1 not required; fn must be 1 or 2.= 6 Close and delete file; t1 not required; fn must be 1 or 2.= 7 Inquire if file exist; rslt will be set to 1 if file exist,
otherwise rslt will be set to 0; fn must be 1 or 2.
FIL provides the means to open, read and write from external files (maximum 2 at a given time) :
rslt = FILEF(fn,op,t1)
rslt : Result of operation (0:OK 1:Failed) fn: File number to be used (0, 1, 2, 3, or 4).
If fn is 0, output is sent to the terminal. op: Operation to be executed
= 1 Write one record from text string t1 to file fn.= 2 Open an existing file; file name is t1; fn must be 1 or 2.= 3 Open a new file; file name in t1; fn must be 1 or 2.= 4 Rewind file; t1 not required; fn must be 1 or 2.= 5 Close file; t1 not required; fn must be 1 or 2.= 6 Close and delete file; t1 not required; fn must be 1 or 2.= 7 Inquire if file exist; rslt will be set to 1 if file exist,
otherwise rslt will be set to 0; fn must be 1 or 2.

© 2000 PTC 109
File I/OFile I/O
FILEF(1,4,string) : Write directly to tape file For example write a blank line to the tape file :
SP1=TEXT/’ ‘XX=FILEF(1,4,SP1)
FILEF(1,4,string) : Write directly to tape file For example write a blank line to the tape file :
SP1=TEXT/’ ‘XX=FILEF(1,4,SP1)

© 2000 PTC 110
File I/OFile I/O
Read from External file
string = TEXT / READ, fn
Example : prompt during PP executionCIMFIL/ON,MACHIN$$ Macro on MACHINDMY = POSTF(13) $$ ProcessSEQNO/OFF $$ Stop sequence numberingMSG = TEXT/’Program Number : [1111]'RSLT = FILEF(0,1,MSG) $$ Prompt userANSW = TEXT/READ,0 $$ Read answer$$ Check if answer is just CR (Return)TVAL = TEXT/ANSW,'-' $$ Append - to the answerTCOMP = TEXT/'-' DIFF = CMPRF(TVAL,TCOMP) $$ Test is answer = -IF(DIFF .EQ. 1)THEN INSERT/’O1111$’ $$ Default valueELSE INSERT/’O’,ANSW,’$’ENDIFCIMFIL/OFF
Read from External file
string = TEXT / READ, fn
Example : prompt during PP executionCIMFIL/ON,MACHIN$$ Macro on MACHINDMY = POSTF(13) $$ ProcessSEQNO/OFF $$ Stop sequence numberingMSG = TEXT/’Program Number : [1111]'RSLT = FILEF(0,1,MSG) $$ Prompt userANSW = TEXT/READ,0 $$ Read answer$$ Check if answer is just CR (Return)TVAL = TEXT/ANSW,'-' $$ Append - to the answerTCOMP = TEXT/'-' DIFF = CMPRF(TVAL,TCOMP) $$ Test is answer = -IF(DIFF .EQ. 1)THEN INSERT/’O1111$’ $$ Default valueELSE INSERT/’O’,ANSW,’$’ENDIFCIMFIL/OFF

© 2000 PTC 111
File I/OFile I/O
Macro to read the tool file : *.tl1
This file is created automatically by GPOST before the processing of the CL file :
The first line is the number of tool changes in your CL file. In this case 3 tool changes. Each line there after is as follows:
First value is the cl record number of the tool change Second value is the type of tool change, 1=LOADTL 2=TURRET Third value is the tool number Fourth value is the offset number Fifth value is the Z length from the LOADTL, 0= if TURRET Sixth value is the X gage from the TURRET, 0= if LOADTL Seventh value is the Y gage from the TURRET, 0= if LOADTL Eighth value is the CLW-CCLW from the TURRET, 1=CLW -1=CCLW, 0= if LOADTL Nineth value is the TURRET that is being indexed 1=front, 2=read, 3=saddle, 4=main, rail=5
and 0= if LOADTL
Macro to read the tool file : *.tl1
This file is created automatically by GPOST before the processing of the CL file :
The first line is the number of tool changes in your CL file. In this case 3 tool changes. Each line there after is as follows:
First value is the cl record number of the tool change Second value is the type of tool change, 1=LOADTL 2=TURRET Third value is the tool number Fourth value is the offset number Fifth value is the Z length from the LOADTL, 0= if TURRET Sixth value is the X gage from the TURRET, 0= if LOADTL Seventh value is the Y gage from the TURRET, 0= if LOADTL Eighth value is the CLW-CCLW from the TURRET, 1=CLW -1=CCLW, 0= if LOADTL Nineth value is the TURRET that is being indexed 1=front, 2=read, 3=saddle, 4=main, rail=5
and 0= if LOADTL

© 2000 PTC 112
File I/OFile I/O
Reserv/#TLLST,100 $$ Tool List Data Statements, Default 100
_RdTL1 = Macro/
$$ this macro will read the .tl1 file and make a
$$ a set of data statements named #TLLST and
$$ sets a "number of tool changes" variable, #MXTLS
#MXTLS = 0 $$ DEFAULT NUMBER OF TOOLS
#FNAME = TEXT/PART $$ GET THE INPUT FILE NAME
EXT=TEXT/'.NCL'
IPOS=INDXF(#FNAME,EXT) $$ POSITION OF .NCL
#FNAME = TEXT/RANGE,#FNAME,1,IPOS+3 $$ REMOVE THE EXTENSION
#FNAME = TEXT/#FNAME,'.TL1' $$ ADD .TL1 EXTENSION
#FEXST = FILEF(1,7,#FNAME) $$ CHECK IF FILE EXIST
IF(#FEXST .EQ. 1)THEN $$ FOUND THE FILE
#FOPEN = FILEF(1,2,#FNAME) $$ OPEN THE EXISTING FILE
#TMPST = TEXT/READ,1 $$ READ THE 1ST LINE OF THE FILE
#MXTLS = SCALF(#TMPST) $$ CONVERT TEXT TO SCALAR
IF(#MXTLS .GT. 0)THEN $$ THERE IS SOME TOOL CHANGES
LOOPST $$ LOOP BOUNDARY
...
Reserv/#TLLST,100 $$ Tool List Data Statements, Default 100
_RdTL1 = Macro/
$$ this macro will read the .tl1 file and make a
$$ a set of data statements named #TLLST and
$$ sets a "number of tool changes" variable, #MXTLS
#MXTLS = 0 $$ DEFAULT NUMBER OF TOOLS
#FNAME = TEXT/PART $$ GET THE INPUT FILE NAME
EXT=TEXT/'.NCL'
IPOS=INDXF(#FNAME,EXT) $$ POSITION OF .NCL
#FNAME = TEXT/RANGE,#FNAME,1,IPOS+3 $$ REMOVE THE EXTENSION
#FNAME = TEXT/#FNAME,'.TL1' $$ ADD .TL1 EXTENSION
#FEXST = FILEF(1,7,#FNAME) $$ CHECK IF FILE EXIST
IF(#FEXST .EQ. 1)THEN $$ FOUND THE FILE
#FOPEN = FILEF(1,2,#FNAME) $$ OPEN THE EXISTING FILE
#TMPST = TEXT/READ,1 $$ READ THE 1ST LINE OF THE FILE
#MXTLS = SCALF(#TMPST) $$ CONVERT TEXT TO SCALAR
IF(#MXTLS .GT. 0)THEN $$ THERE IS SOME TOOL CHANGES
LOOPST $$ LOOP BOUNDARY
...

© 2000 PTC 113
File I/OFile I/O
...
DO/#REDO,#NN=1,#MXTLS,1 $$ SET UP THE LOOP
#TMPST = TEXT/READ,1 $$ READ THE NEXT LINE
#TVAL1 = TEXT/RANGE,#TMPST,1,12 $$ 12 CHARS CL NUMBER
#TNUM1 = SCALF(#TVAL1) $$ CONVERT TO SCALAR
#TVAL2 = TEXT/RANGE,#TMPST,13,16 $$ 4 TYPE 1=LOADTL 2=TURRET
#TNUM2 = SCALF(#TVAL2) $$ CONVERT TO SCALAR
#TVAL3 = TEXT/RANGE,#TMPST,17,30 $$ 14 CHARS TOOL NUMBER
#TNUM3 = SCALF(#TVAL3) $$ CONVERT TO SCALAR
#TVAL4 = TEXT/RANGE,#TMPST,31,44 $$ 14 CHARS OFFSET NUMBER
#TNUM4 = SCALF(#TVAL4) $$ CONVERT TO SCALAR
#TVAL5 = TEXT/RANGE,#TMPST,45,58 $$ 14 CHARS Z LENGHT
#TNUM5 = SCALF(#TVAL5) $$ CONVERT TO SCALAR
#TVAL6 = TEXT/RANGE,#TMPST,59,72 $$ 14 CHARS X GAGE
#TNUM6 = SCALF(#TVAL6) $$ CONVERT TO SCALAR
#TVAL7 = TEXT/RANGE,#TMPST,73,86 $$ 14 CHARS Y GAGE LENGTH
#TNUM7 = SCALF(#TVAL7) $$ CONVERT TO SCALAR
#TVAL8 = TEXT/RANGE,#TMPST,87,89 $$ 3 CHARS #TNUM8 =
SCALF(#TVAL8) $$ CONVERT TO SCALAR
#TVAL9 = TEXT/RANGE,#TMPST,90,92 $$ 3 CHARS TURRET SELECTED
#TNUM9 = SCALF(#TVAL9) $$ CONVERT TO SCALAR...
...
DO/#REDO,#NN=1,#MXTLS,1 $$ SET UP THE LOOP
#TMPST = TEXT/READ,1 $$ READ THE NEXT LINE
#TVAL1 = TEXT/RANGE,#TMPST,1,12 $$ 12 CHARS CL NUMBER
#TNUM1 = SCALF(#TVAL1) $$ CONVERT TO SCALAR
#TVAL2 = TEXT/RANGE,#TMPST,13,16 $$ 4 TYPE 1=LOADTL 2=TURRET
#TNUM2 = SCALF(#TVAL2) $$ CONVERT TO SCALAR
#TVAL3 = TEXT/RANGE,#TMPST,17,30 $$ 14 CHARS TOOL NUMBER
#TNUM3 = SCALF(#TVAL3) $$ CONVERT TO SCALAR
#TVAL4 = TEXT/RANGE,#TMPST,31,44 $$ 14 CHARS OFFSET NUMBER
#TNUM4 = SCALF(#TVAL4) $$ CONVERT TO SCALAR
#TVAL5 = TEXT/RANGE,#TMPST,45,58 $$ 14 CHARS Z LENGHT
#TNUM5 = SCALF(#TVAL5) $$ CONVERT TO SCALAR
#TVAL6 = TEXT/RANGE,#TMPST,59,72 $$ 14 CHARS X GAGE
#TNUM6 = SCALF(#TVAL6) $$ CONVERT TO SCALAR
#TVAL7 = TEXT/RANGE,#TMPST,73,86 $$ 14 CHARS Y GAGE LENGTH
#TNUM7 = SCALF(#TVAL7) $$ CONVERT TO SCALAR
#TVAL8 = TEXT/RANGE,#TMPST,87,89 $$ 3 CHARS #TNUM8 =
SCALF(#TVAL8) $$ CONVERT TO SCALAR
#TVAL9 = TEXT/RANGE,#TMPST,90,92 $$ 3 CHARS TURRET SELECTED
#TNUM9 = SCALF(#TVAL9) $$ CONVERT TO SCALAR...

© 2000 PTC 114
File I/OFile I/O
...
#TLLST(#NN) = DATA/#TNUM1,#TNUM2,#TNUM3, $
#TNUM4,#TNUM5,#TNUM6, $
#TNUM7,#TNUM8,#TNUM9 $$ BUILD THE DATA STATEMENT
#REDO) CONTIN
LOOPND $$ LOOP BOUNDARY
ENDIF
IF(#FOPEN .EQ. 0)THEN
#FCLOS = FILEF(1,5) $$ CLOSE THE .TL1 FILE
ENDIF
ENDIF
TERMAC
The data can be extracted with the OBTAIN function (after calling the macro) :
For example to extract the first tool number :OBTAIN, DATA / #TLIST(1),,,TNUM
For example to extract the last tool number :OBTAIN, DATA / #TLIST(#MXTLS),,,TNUM
...
#TLLST(#NN) = DATA/#TNUM1,#TNUM2,#TNUM3, $
#TNUM4,#TNUM5,#TNUM6, $
#TNUM7,#TNUM8,#TNUM9 $$ BUILD THE DATA STATEMENT
#REDO) CONTIN
LOOPND $$ LOOP BOUNDARY
ENDIF
IF(#FOPEN .EQ. 0)THEN
#FCLOS = FILEF(1,5) $$ CLOSE THE .TL1 FILE
ENDIF
ENDIF
TERMAC
The data can be extracted with the OBTAIN function (after calling the macro) :
For example to extract the first tool number :OBTAIN, DATA / #TLIST(1),,,TNUM
For example to extract the last tool number :OBTAIN, DATA / #TLIST(#MXTLS),,,TNUM

© 2000 PTC 115
SPWNF CommandSPWNF Command
The SPWNF command spawns a sub-process :
SPWNF ( command, option)
command : text string containing the command line to be passed to the operating system
option : processing option, 0:process after the FINI (available only in Pro/E 2000i2 build 280 or better), 1:wait for process to return to GPOST before continuing and 2:continue GPOST processing without waiting.
The SPWNF command spawns a sub-process :
SPWNF ( command, option)
command : text string containing the command line to be passed to the operating system
option : processing option, 0:process after the FINI (available only in Pro/E 2000i2 build 280 or better), 1:wait for process to return to GPOST before continuing and 2:continue GPOST processing without waiting.

© 2000 PTC 116
SPWNF CommandSPWNF Command
Macro to rename the NC File(there seems to be a bug (C and windows bug) and we can’t run directly a command or a bat file from SPWNF, only an executable. A rbatfile.exe is provided to run batch file)
MRENTP=MACRO/ T1=TEXT/'XXRENXX.BAT' I1=FILEF(1,7,T1) $$ Check if file already exist IF(I1 .EQ. 1) THEN DMY=FILEF(1,2,T1) DMY=FILEF(1,6) $$ Close and delete ENDIF DMY=FILEF(1,3,T1) $$ Open a new file T1=TEXT/PART $$ CL file name and path T1=TEXT/UP,T1 $$ Put in upper case I1=INDXF(T1,(TEXT/'.NCL')) T1=TEXT/RANGE,T1,1,I1 $$ extract CL file name without extension T1=TEXT/T1,'TAP’ $$ Old tape extension
...
Macro to rename the NC File(there seems to be a bug (C and windows bug) and we can’t run directly a command or a bat file from SPWNF, only an executable. A rbatfile.exe is provided to run batch file)
MRENTP=MACRO/ T1=TEXT/'XXRENXX.BAT' I1=FILEF(1,7,T1) $$ Check if file already exist IF(I1 .EQ. 1) THEN DMY=FILEF(1,2,T1) DMY=FILEF(1,6) $$ Close and delete ENDIF DMY=FILEF(1,3,T1) $$ Open a new file T1=TEXT/PART $$ CL file name and path T1=TEXT/UP,T1 $$ Put in upper case I1=INDXF(T1,(TEXT/'.NCL')) T1=TEXT/RANGE,T1,1,I1 $$ extract CL file name without extension T1=TEXT/T1,'TAP’ $$ Old tape extension
...

© 2000 PTC 117
SPWNF CommandSPWNF Command
…$$ Create the batch file to run : new extension if .NC DMY=FILEF(1,1,(TEXT/'COPY ',T1,' *.NC')) DMY=FILEF(1,1,(TEXT/'DEL ',T1)) DMY=FILEF(1,5) $$ Close the bat file $$ Create command to run the bat file T1=TEXT/'C:\RBATFILE XXRENXX.BAT’ $$ Run the bat file after the end of execution of GPOST DMY=SPWNF(T1,0)TERMAC
Note : Another to do this, is to re-direct the output of the tape file to the auxiliary file (POSTF(25,1)) and in a CIMFIL on FINI read the auxiliary file and write it to a new tape file !
…$$ Create the batch file to run : new extension if .NC DMY=FILEF(1,1,(TEXT/'COPY ',T1,' *.NC')) DMY=FILEF(1,1,(TEXT/'DEL ',T1)) DMY=FILEF(1,5) $$ Close the bat file $$ Create command to run the bat file T1=TEXT/'C:\RBATFILE XXRENXX.BAT’ $$ Run the bat file after the end of execution of GPOST DMY=SPWNF(T1,0)TERMAC
Note : Another to do this, is to re-direct the output of the tape file to the auxiliary file (POSTF(25,1)) and in a CIMFIL on FINI read the auxiliary file and write it to a new tape file !

global solutions
innovation
collaboration
© 2000 PTC
Pro/NC-GPOSTPro/NC-GPOST
Advanced Machine configuration
Advanced Machine configuration

© 2000 PTC 119
Multi-axis RecommendationsMulti-axis Recommendations
Apply to Multi-axis Mill and Mill/Turn CL File format :
4 Axis :ROTATE or MULTAX 5 Axis : MULTAX
CL File accuracy : mfg_ijk_num_digits >= 8
Linear Tolerance (LINTOL) for 4 and 5 axis continuous
Apply to Multi-axis Mill and Mill/Turn CL File format :
4 Axis :ROTATE or MULTAX 5 Axis : MULTAX
CL File accuracy : mfg_ijk_num_digits >= 8
Linear Tolerance (LINTOL) for 4 and 5 axis continuous
LINTOL Deviation

© 2000 PTC 120
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Multi-axis milling machine with “orthogonal” axis : Main kinematics directly
available in the Questionnaire
Look at the machine with all the axis at “Zero”
Look at the axis of rotation, not the name of the register
Primary axis is the axis that GPOST is going to try to resolve first :
Table / Table configuration : Primary is the axis on which the part is going to be mounted
Head / Head configuration : Secondary is the axis on which the tool is going to be mounted
Note : there are some errors on the machine graphics in Optfile so do not rely on them for the kinematics !
Multi-axis milling machine with “orthogonal” axis : Main kinematics directly
available in the Questionnaire
Look at the machine with all the axis at “Zero”
Look at the axis of rotation, not the name of the register
Primary axis is the axis that GPOST is going to try to resolve first :
Table / Table configuration : Primary is the axis on which the part is going to be mounted
Head / Head configuration : Secondary is the axis on which the tool is going to be mounted
Note : there are some errors on the machine graphics in Optfile so do not rely on them for the kinematics !

© 2000 PTC 121
Multi-Axis Milling MachinesMulti-Axis Milling Machines
“Translate” axis if needed : For example a configuration Table B / Table C is the same as Table B / Table A (B “zero” is translated by 90 deg.)
Note : you can use the new questionnaire V5.4 to create your post and run it with the Pro/NC-GPOST 2000i2 - build 280 or better
“Translate” axis if needed : For example a configuration Table B / Table C is the same as Table B / Table A (B “zero” is translated by 90 deg.)
Note : you can use the new questionnaire V5.4 to create your post and run it with the Pro/NC-GPOST 2000i2 - build 280 or better

© 2000 PTC 122
Multi-Axis Milling Machines Pivot DistancesMulti-Axis Milling Machines Pivot Distances

© 2000 PTC 123
Multi-Axis Milling Machines Multi-Axis Milling Machines
Bostomatic type : A table / B head(supported directly in questionnaire for 2001)
Define a 5 axis machineB Table / A Head
FIL Macro to modify the kinematics :CIMFIL/ON,MACHINDMY=POSTF(13)$$AB-BOSTOMATIC $$ TABLE/HEADDMY=POSTF(2,1,2081,4)DMY=POSTF(2,1,2082,5)CIMFIL/OFF
Bostomatic type : A table / B head(supported directly in questionnaire for 2001)
Define a 5 axis machineB Table / A Head
FIL Macro to modify the kinematics :CIMFIL/ON,MACHINDMY=POSTF(13)$$AB-BOSTOMATIC $$ TABLE/HEADDMY=POSTF(2,1,2081,4)DMY=POSTF(2,1,2082,5)CIMFIL/OFF

© 2000 PTC 124
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Right Angle Head orDual Spindle Machine (Maho)
Create a 4 axis milling machine (rotary head A axis for example)
Create a special register for the rotary axis : alias “AAA”,format 0
Disable the AAA registerin FIL : T1=TEXT/’AAA’;T2=TEST/’’;REPLAC/T1,T2
Right Angle Head orDual Spindle Machine (Maho)
Create a 4 axis milling machine (rotary head A axis for example)
Create a special register for the rotary axis : alias “AAA”,format 0
Disable the AAA registerin FIL : T1=TEXT/’AAA’;T2=TEST/’’;REPLAC/T1,T2

© 2000 PTC 125
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Right Angle Head or Dual Spindle Machine (Maho) In Pro/NC outputs MULTAX, the post will automatically
orient the spindle in horizontal or vertical position Macro to output plan selection on LOADTL :
Right Angle Head or Dual Spindle Machine (Maho) In Pro/NC outputs MULTAX, the post will automatically
orient the spindle in horizontal or vertical position Macro to output plan selection on LOADTL :
G17G18 = MACRO /$$ Check the tool vector of the next GOTOCLREC=POSTF(7,1)+1 $$ Current CL pos.DO / LOP1, ILOOP=1, 2 ILOOP=1 XX=POSTF(14) $$ Read next CL rec. CLASS=POSTF(7,2) IF (CLASS.EQ.5000) THEN $$ GOTO ILOOP=3 $$ Exit the loop NBARG=POSTF(5) $$ number of argument IF (NBARG.GT.8) THEN $$ MULTAX JVAL=POSTF(7,10) IF (JVAL.EQ.1) THEN GPLAN=18 ELSE GPLAN=17 ENDIF ELSE GPLAN=17 ENDIF ENDIFLOP1) CONTINXX=POSTF(15,CLREC) $$ return to initial pos.TERMAC
T=20;G=7
CIMFIL/ON,LOADTL$$ Macro will output$$ G17 T..$$ or G18 T..XX=POSTF(20) $$ Save CL recCALL/G17G18REPEAT/OFFREPEAT/T,G,GPLANXX=POSTF(21)XX=POSTF(21)CIMFIL/OFF

© 2000 PTC 126
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Multi-axis milling machine with “non orthogonal” axis Nutating Heads are directly
supported in the questionnaire
Multi-axis milling machine with “non orthogonal” axis Nutating Heads are directly
supported in the questionnaire

© 2000 PTC 127
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Multi-axis milling machine with “non orthogonal” axis Swiveling table like with MAHO
are supported with FIL macro (Questionnaire in 2001)
FLEN=155.006/25.4ANUT=45.0TRNX=0.0
CIMFIL/ON,MACHINDMY=POSTF(13)$$ CB-NUTATOR TABLEDMY=POSTF(2,3,635,FLEN) $$ PVTDST in ZDMY=POSTF(2,3,653,TRNX) $$ PVTD in XDMY=POSTF(2,3,881,ANUT) $$ NUTAT ANGLECIMFIL/OFF
“B40=“ and “C40=“ registers output (feedrate calculation) can be controlled with DBLCOM 985 (register selection with INTCOM 2456, 2457)
Multi-axis milling machine with “non orthogonal” axis Swiveling table like with MAHO
are supported with FIL macro (Questionnaire in 2001)
FLEN=155.006/25.4ANUT=45.0TRNX=0.0
CIMFIL/ON,MACHINDMY=POSTF(13)$$ CB-NUTATOR TABLEDMY=POSTF(2,3,635,FLEN) $$ PVTDST in ZDMY=POSTF(2,3,653,TRNX) $$ PVTD in XDMY=POSTF(2,3,881,ANUT) $$ NUTAT ANGLECIMFIL/OFF
“B40=“ and “C40=“ registers output (feedrate calculation) can be controlled with DBLCOM 985 (register selection with INTCOM 2456, 2457)

© 2000 PTC 128
Multi-Axis Milling MachinesMulti-Axis Milling Machines
When the kinematics elements are defined, the second step is to define the “behavior” of the rotary axisWhen the kinematics elements are defined, the second step is to define the “behavior” of the rotary axis
GPOST is always looking at the part stationary and the tool moving even in a table/table configuration

© 2000 PTC 130
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Machine Limits : the _REPOS macro Macro activated with PLABEL / OPTION, 19, TO, 2
CIMFIL/ON,MACHIN DMY = POSTF(13) PLABEL/OPTION,19,TO,2,CIMFIL/OFF
Macro called each time a rotary limit is broken
This is a generic macro that allow you to “rewind” the rotary axis and use the alternate solution
Macro need to be customized for each case
_REPOS in the questionnaire for 2001
Machine Limits : the _REPOS macro Macro activated with PLABEL / OPTION, 19, TO, 2
CIMFIL/ON,MACHIN DMY = POSTF(13) PLABEL/OPTION,19,TO,2,CIMFIL/OFF
Macro called each time a rotary limit is broken
This is a generic macro that allow you to “rewind” the rotary axis and use the alternate solution
Macro need to be customized for each case
_REPOS in the questionnaire for 2001

© 2000 PTC 131
Multi-Axis Milling MachinesMulti-Axis Milling Machines
THE _REPOS Macro
_REPOS=MACRO/ $$ SAVE CURRENT GOTO
DMY=POSTF(20) $$ RETRACT Z-DISTANCE
RTDIS=1 $$ GET LAST RAW CLPOS - NOT USED
X1=POSTF(1,3,911)
Y1=POSTF(1,3,912)
Z1=POSTF(1,3,913)
I1=POSTF(1,3,914)
J1=POSTF(1,3,915)
K1=POSTF(1,3,916) $$ GET ABC POSITION FROM PRES(A-C)
A1=POSTF(1,3,292)
B1=POSTF(1,3,293)
C1=POSTF(1,3,294) $$ GET CYCLE FLAG
ICY=POSTF(1,1,482) $$ UPDATE WARNING COUNT
IWN=POSTF(1,1,1932)
IWN=IWN+1
DMY=POSTF(2,1,1932,IWN) $$ GET PRIMARY AXIS
IPRM=POSTF(1,1,2081)-3 $$ FIND AXIS THAT HIT LIMIT - NOT USED
ILM=0
IF(POSTF(1,1,1) .NE. 53) THEN
IF(A1 .LT. (POSTF(1,3,595)))ILM=1
IF(A1 .GT. (POSTF(1,3,601)))ILM=1
ENDIF
IF(POSTF(1,1,2) .NE. 53) THEN
IF(B1 .LT. (POSTF(1,3,596)))ILM=2
IF(B1 .GT. (POSTF(1,3,602)))ILM=2
ENDIF
...
THE _REPOS Macro
_REPOS=MACRO/ $$ SAVE CURRENT GOTO
DMY=POSTF(20) $$ RETRACT Z-DISTANCE
RTDIS=1 $$ GET LAST RAW CLPOS - NOT USED
X1=POSTF(1,3,911)
Y1=POSTF(1,3,912)
Z1=POSTF(1,3,913)
I1=POSTF(1,3,914)
J1=POSTF(1,3,915)
K1=POSTF(1,3,916) $$ GET ABC POSITION FROM PRES(A-C)
A1=POSTF(1,3,292)
B1=POSTF(1,3,293)
C1=POSTF(1,3,294) $$ GET CYCLE FLAG
ICY=POSTF(1,1,482) $$ UPDATE WARNING COUNT
IWN=POSTF(1,1,1932)
IWN=IWN+1
DMY=POSTF(2,1,1932,IWN) $$ GET PRIMARY AXIS
IPRM=POSTF(1,1,2081)-3 $$ FIND AXIS THAT HIT LIMIT - NOT USED
ILM=0
IF(POSTF(1,1,1) .NE. 53) THEN
IF(A1 .LT. (POSTF(1,3,595)))ILM=1
IF(A1 .GT. (POSTF(1,3,601)))ILM=1
ENDIF
IF(POSTF(1,1,2) .NE. 53) THEN
IF(B1 .LT. (POSTF(1,3,596)))ILM=2
IF(B1 .GT. (POSTF(1,3,602)))ILM=2
ENDIF
...
...
IF(POSTF(1,1,3) .NE. 53) THEN
IF(C1 .LT. (POSTF(1,3,597)))ILM=3
IF(C1 .GT. (POSTF(1,3,603)))ILM=3
ENDIF
$$ KILL CYCLE
IF(ICY .EQ. 1) THEN
CYCLE/OFF
ENDIF
$$ RETRACT TOOL AND INDEX PRIMARY AXIS
DISPLY/NEXT
PPRINT/' *** WARNING *** AXIS RE-POSITION BY TRAVEL LIMIT'
GODLTA/RTDIS
CASE/IPRM
WHEN/1
ROTATE/AAXIS,INCR,180
WHEN/2
ROTATE/BAXIS,INCR,180
WHEN/3
ROTATE/CAXIS,INCR,180
ENDCAS
SPINDL/OFF
COOLNT/OFF
STOP
$$ ADVANCE TOOL BACK TO SAME POS
SPINDL/ON
COOLNT/ON
GODLTA/-RTDIS
IF(ICY .EQ. 1) THEN
CYCLE/ON
ENDIF
$$ REDO GOTO POINT
DMY=POSTF(21)
DMY=POSTF(13)
TERMAC
...
IF(POSTF(1,1,3) .NE. 53) THEN
IF(C1 .LT. (POSTF(1,3,597)))ILM=3
IF(C1 .GT. (POSTF(1,3,603)))ILM=3
ENDIF
$$ KILL CYCLE
IF(ICY .EQ. 1) THEN
CYCLE/OFF
ENDIF
$$ RETRACT TOOL AND INDEX PRIMARY AXIS
DISPLY/NEXT
PPRINT/' *** WARNING *** AXIS RE-POSITION BY TRAVEL LIMIT'
GODLTA/RTDIS
CASE/IPRM
WHEN/1
ROTATE/AAXIS,INCR,180
WHEN/2
ROTATE/BAXIS,INCR,180
WHEN/3
ROTATE/CAXIS,INCR,180
ENDCAS
SPINDL/OFF
COOLNT/OFF
STOP
$$ ADVANCE TOOL BACK TO SAME POS
SPINDL/ON
COOLNT/ON
GODLTA/-RTDIS
IF(ICY .EQ. 1) THEN
CYCLE/ON
ENDIF
$$ REDO GOTO POINT
DMY=POSTF(21)
DMY=POSTF(13)
TERMAC

© 2000 PTC 132
Multi-Axis Milling MachinesMulti-Axis Milling Machines
Developing and testing a 5 axis milling post-processor First Validate the kinematics
before working on the tape format (tool change, cycles, …)
Test the kinematics in positioning with simple and known positions (cube !)
Initially without pivot distance to check the angular positions
Then with pivot distance to check positions Test continuous motions
(Linearization) Test limits
Then develop tape format Feedrate calculation ( 1/T ) Cycles ...
Developing and testing a 5 axis milling post-processor First Validate the kinematics
before working on the tape format (tool change, cycles, …)
Test the kinematics in positioning with simple and known positions (cube !)
Initially without pivot distance to check the angular positions
Then with pivot distance to check positions Test continuous motions
(Linearization) Test limits
Then develop tape format Feedrate calculation ( 1/T ) Cycles ...
Inverse time feedrate : When combined linear/rotary motion exist, most good CNC controls require the inverse of the amount of time necessary to make the move
F(code) = 1 (minute) / (time = 3D distance / velocity)

© 2000 PTC 134
Multi-axis LathesMulti-axis Lathes
NCL File from Pro/NC
HEAD / BOTH
HEAD / 1
HEAD / 2
HEAD / OFF
HEAD / hd, OPTION, op
NCL File from Pro/NC
HEAD / BOTH
HEAD / 1
HEAD / 2
HEAD / OFF
HEAD / hd, OPTION, op
Processed by GPOST
HEAD / BOTH
HEAD / 1
HEAD / 2
HEAD / OFF
OP / op, HED, hd
Processed by GPOST
HEAD / BOTH
HEAD / 1
HEAD / 2
HEAD / OFF
OP / op, HED, hd
FIL macro should start on the syntax generated by GPOST during its pre-processing of the CL file

© 2000 PTC 135
Multi-axis LathesMulti-axis Lathes
Synchronized Lathes 2 Tapes Method Can be done with two techniques
Process two times the CL file Macro on HEAD, FINI, MACHIN and OP
Redirect output for tape 2 and write it in a second tap file Macro on HEAD, FINI, MACHIN and OP
Synchronized Lathes by block : G13/G14 Method Macro on HEAD and OP to generate the codes
HEAD /1 for G13 and sequence number HEAD / 2 for G14 and sequence number OP / op, HED, hd to generate M(100+op)
Synchronized Lathes 2 Tapes Method Can be done with two techniques
Process two times the CL file Macro on HEAD, FINI, MACHIN and OP
Redirect output for tape 2 and write it in a second tap file Macro on HEAD, FINI, MACHIN and OP
Synchronized Lathes by block : G13/G14 Method Macro on HEAD and OP to generate the codes
HEAD /1 for G13 and sequence number HEAD / 2 for G14 and sequence number OP / op, HED, hd to generate M(100+op)

© 2000 PTC 136
Multi-axis LathesMulti-axis Lathes
For Example OKUMA : G13/G14 techniqueCURHED=1SEQ1=1SEQ2=1
CIMFIL/ON,HEADHSIDE=POSTF(7,4)IF ((HSIDE.EQ.1).AND.(CURHED.NE.1)) THEN $$ Store next sequence number to be output for Head 2 SEQ2=POSTF(1,1,2012) $$ INTCOM 2012 : next sequence number SEQNO/SEQ1,INCR,1 INSERT/' G13$' CURHED=1ENDIFIF ((HSIDE.EQ.2).AND.(CURHED.NE.2)) THEN$$ Store next sequence number to be output for Head 1 SEQ1=POSTF(1,1,2012) SEQNO/SEQ2,INCR,1 INSERT/' G14$' CURHED=2ENDIFENDIF$$ Ignore the other HEAD commandsCIMFIL/OFF
For Example OKUMA : G13/G14 techniqueCURHED=1SEQ1=1SEQ2=1
CIMFIL/ON,HEADHSIDE=POSTF(7,4)IF ((HSIDE.EQ.1).AND.(CURHED.NE.1)) THEN $$ Store next sequence number to be output for Head 2 SEQ2=POSTF(1,1,2012) $$ INTCOM 2012 : next sequence number SEQNO/SEQ1,INCR,1 INSERT/' G13$' CURHED=1ENDIFIF ((HSIDE.EQ.2).AND.(CURHED.NE.2)) THEN$$ Store next sequence number to be output for Head 1 SEQ1=POSTF(1,1,2012) SEQNO/SEQ2,INCR,1 INSERT/' G14$' CURHED=2ENDIFENDIF$$ Ignore the other HEAD commandsCIMFIL/OFF
CIMFIL/ON,OPPVAL=100+POSTF(7,4)INSERT/'P',PVAL,'$'CIMFIL/OFF

© 2000 PTC 137
Wire EDMWire EDM
Pro/NC-GPOST supports 2 Axis Wire EDM
4 Axis Wire EDM XYUV Output
UV Definition : Abs,Incr, Incr from XY, …
Wire Height DefinitionDBLCOM 889 CIMFIL/ON,SET$$ SET / UPPER, Zhigh, LOWER, ZlowZHIGH=POSTF(7,5)DMY=POSTF(2,3,889,ZHIGH)CIMFIL/OFF
XYQR Output MULTAX Data Input only 2 contours input with FIL macros
Pro/NC-GPOST supports 2 Axis Wire EDM
4 Axis Wire EDM XYUV Output
UV Definition : Abs,Incr, Incr from XY, …
Wire Height DefinitionDBLCOM 889 CIMFIL/ON,SET$$ SET / UPPER, Zhigh, LOWER, ZlowZHIGH=POSTF(7,5)DMY=POSTF(2,3,889,ZHIGH)CIMFIL/OFF
XYQR Output MULTAX Data Input only 2 contours input with FIL macros

© 2000 PTC 138
Wire EDMWire EDM
AGIE CUTCOM Flip
AGIE CUTCOM Flip
$$ AddressesA=1;B=2;C=3;D=4;E=5;F=6;G=7;H=8;I=9J=10;K=11;L=12;M=13;N=14O=15;P=16;Q=17;R=18;S=19;T=20U=21;V=22;W=23;X=24;Y=25;Z=26
AGIE=MACRO/$$ This macro will split the GOTO$$ following a CUTCOM in 2 $$ and flip the order of output$$ This macro is called from the CUTCOM$$ Current positionXPOS=POSTF(1,3,350);YPOS=POSTF(1,3,351)ZPOS=POSTF(1,3,352)$$ Read the GOTO or FEDRAT ?1XX=POSTF(14)CLASS=POSTF(7,2)IF (CLASS.EQ.2000) THEN$$ This is the FEDRAT, process and read next CL XX=POSTF(13) XX=POSTF(14)ENDIF...
...$$ GOTO coordinatesXVAL=POSTF(7,6);YVAL=POSTF(7,7);ZVAL=POSTF(7,8)$$ Mid pointXMID=(XVAL-XPOS)/2;YMID=(YVAL-YPOS)/2;ZMID=(ZVAL-ZPOS)/2$$ Redirect outputXX=POSTF(25,1)SEQNO/OFF $$ Stop sequence numbering$$ Output in 2 motionsGOTO/XMID,YMID,ZMIDGOTO/XVAL,YVAL,ZVALSEQNO/ON $$ restart sequence numbering$$ Reset output re-directionXX=POSTF(25,0)$$ Read back the two blocksBLK1=TEXT/READ,PUNCHBLK2=TEXT/READ,PUNCH$$ Flip the output and add CUTCOM codesINSERT/' ',BLK2,' G44$'INSERT/' ',BLK1,' G40$'$$ Issue the last G44 with the next X Y block$$ L is an extra register at the end of the MCD list$$ alliased to GREPEAT/X,Y,L,44,ALL TERMAC
CIMFIL/ON,CUTCOMTYP=POSTF(7,4)IF (TYP.NE.ICODEF(OFF)) THEN CALL/AGIEENDIFCIMFIL/OFF
GOTO / P1GOTO / P2GOTO / P3
G1 P2 G44G1 P1 G40G1 P3 G44

© 2000 PTC 139
Punch PressPunch Press
Punch presses are supported using FIL routines
2 Types of Punch press : Standard output (G1/G2/G3)
(Trumpf, ... ) Polar Coordinates
(Fanuc, Amada, Strippit, ...) Macros on CYCLE
CYCLE / NIBBLE, STEP, step_valueGOTO / start positionGOTO / end position CYCLE / OFF
CYCLE / NIBBLE, STEP, step_valueGOTO / start positionCIRCLE / …GOTO / end positionCYCLE / OFF
Punch presses are supported using FIL routines
2 Types of Punch press : Standard output (G1/G2/G3)
(Trumpf, ... ) Polar Coordinates
(Fanuc, Amada, Strippit, ...) Macros on CYCLE
CYCLE / NIBBLE, STEP, step_valueGOTO / start positionGOTO / end position CYCLE / OFF
CYCLE / NIBBLE, STEP, step_valueGOTO / start positionCIRCLE / …GOTO / end positionCYCLE / OFF

© 2000 PTC 140
Punch PressPunch Press
Macro for Sheet sizeGETSIZ = MACRO /$$ Macro to find the sheet size$$ PPRINT / SIZE : xval X yval X thickness$$ PPRINT before the first LOADTL$$ Return OKSIZ 0:not found 1:foundCLPOS=POSTF(7,1)+1 $$ Current CL positionTSIZE=TEXT/'SIZE'COLON=TEXT/':'XMULT=TEXT/'X'DO / ENDO1, ILOOP=1, 10 DMY=POSTF(14) $$ read next CL record CLC=POSTF(7,2) $$ CL rec class SCL=POSTF(7,3) $$ CL rec sub-class IF (CLC.EQ.2000.AND.SCL.EQ.ICODEF(LOADTL))THEN OKSIZ=0 $$ PPRINT/SIZE not found ILOOP=11 $$ Exit the loop ELSE IF (CLC.EQ.2000.AND.SCL.EQ.ICODEF(PPRINT)) THEN TPPR=TEXT/CLW $$ PPRINT text TPPR=TEXT/OMIT,TPPR,1 $$ Omit trailing blanks OKSIZ=INDXF(TPPR,TSIZE) $$ look for word SIZE IF (OKSIZ.NE.0) THEN ILOOP=11 $$ Exit the loop $$ Extract the sheet size ICOL=INDXF(TPPR,COLON) $$ Position of : ILEN=CANF(TPPR,1) $$ Length of string TPPR=TEXT/RANGE,TPPR,ICOL+1,ILEN ...
Macro for Sheet sizeGETSIZ = MACRO /$$ Macro to find the sheet size$$ PPRINT / SIZE : xval X yval X thickness$$ PPRINT before the first LOADTL$$ Return OKSIZ 0:not found 1:foundCLPOS=POSTF(7,1)+1 $$ Current CL positionTSIZE=TEXT/'SIZE'COLON=TEXT/':'XMULT=TEXT/'X'DO / ENDO1, ILOOP=1, 10 DMY=POSTF(14) $$ read next CL record CLC=POSTF(7,2) $$ CL rec class SCL=POSTF(7,3) $$ CL rec sub-class IF (CLC.EQ.2000.AND.SCL.EQ.ICODEF(LOADTL))THEN OKSIZ=0 $$ PPRINT/SIZE not found ILOOP=11 $$ Exit the loop ELSE IF (CLC.EQ.2000.AND.SCL.EQ.ICODEF(PPRINT)) THEN TPPR=TEXT/CLW $$ PPRINT text TPPR=TEXT/OMIT,TPPR,1 $$ Omit trailing blanks OKSIZ=INDXF(TPPR,TSIZE) $$ look for word SIZE IF (OKSIZ.NE.0) THEN ILOOP=11 $$ Exit the loop $$ Extract the sheet size ICOL=INDXF(TPPR,COLON) $$ Position of : ILEN=CANF(TPPR,1) $$ Length of string TPPR=TEXT/RANGE,TPPR,ICOL+1,ILEN ...
... IX=INDXF(TPPR,XMULT) $$ First X STX=TEXT/RANGE,TPPR,1,IX-1 $$ Extract X ILEN=CANF(TPPR,1) $$ Length of string TPPR=TEXT/RANGE,TPPR,IX+1,ILEN $$ second X ILEN=CANF(TPPR,1) $$ Length of string IX=INDXF(TPPR,XMULT) $$ Position of first X STY=TEXT/RANGE,TPPR,1,IX-1 $$ Extract Y STZ=TEXT/RANGE,TPPR,IX+1,ILEN $$ Extract Z $$ Debug : INSERT/'STX=',STX,'STY=',STY,'STZ=',STZ,'$' $$ Conversion to real XSIZE=SCALF(STX) YSIZE=SCALF(STY) ZSIZE=SCALF(STZ) ELSE ILOOP=1 $$ Continue the loop ENDIF ELSE ILOOP=1 $$ Continue the loop ENDIF ENDIFENDO1) CONTIN$$ return initial position in CL RSLT=POSTF(15,CLPOS) TERMAC
... IX=INDXF(TPPR,XMULT) $$ First X STX=TEXT/RANGE,TPPR,1,IX-1 $$ Extract X ILEN=CANF(TPPR,1) $$ Length of string TPPR=TEXT/RANGE,TPPR,IX+1,ILEN $$ second X ILEN=CANF(TPPR,1) $$ Length of string IX=INDXF(TPPR,XMULT) $$ Position of first X STY=TEXT/RANGE,TPPR,1,IX-1 $$ Extract Y STZ=TEXT/RANGE,TPPR,IX+1,ILEN $$ Extract Z $$ Debug : INSERT/'STX=',STX,'STY=',STY,'STZ=',STZ,'$' $$ Conversion to real XSIZE=SCALF(STX) YSIZE=SCALF(STY) ZSIZE=SCALF(STZ) ELSE ILOOP=1 $$ Continue the loop ENDIF ELSE ILOOP=1 $$ Continue the loop ENDIF ENDIFENDO1) CONTIN$$ return initial position in CL RSLT=POSTF(15,CLPOS) TERMAC

© 2000 PTC 141
Merged Post-processorMerged Post-processor
Merged post-processors can be used for :
Mill/Turn Punch/Laser Special machine
Multiple processes One for each post : generate
a clfilename.Pui tape file for each post
One for the merging post : used to merge the *.Pui tape file in one tape file : *.tap
Setup of merged PP One main PP with the list of
all the PPs (creates UNC?01.Mnn)
All the PPs need “Merged Post” checked
Merged post-processors can be used for :
Mill/Turn Punch/Laser Special machine
Multiple processes One for each post : generate
a clfilename.Pui tape file for each post
One for the merging post : used to merge the *.Pui tape file in one tape file : *.tap
Setup of merged PP One main PP with the list of
all the PPs (creates UNC?01.Mnn)
All the PPs need “Merged Post” checked

© 2000 PTC 142
Merged Post-processor : Basic Mill/Turn ZXCMerged Post-processor : Basic Mill/Turn ZXC
Turning functionality 2 Axis Lathe post-processor
Create the list of Merged PPs
Milling functionality “Polar Coordinates” ZXC :
Machine type “Radial axis”
Change TURRET in LOADTL : CIMFIL/ON,TURRET
XX=POSTF(9,3,(ICODEF(LOADTL)))XX=POSTF(13)CIMFIL/OFF
CIMFIL on MODE to issue switching codes
Turning functionality 2 Axis Lathe post-processor
Create the list of Merged PPs
Milling functionality “Polar Coordinates” ZXC :
Machine type “Radial axis”
Change TURRET in LOADTL : CIMFIL/ON,TURRET
XX=POSTF(9,3,(ICODEF(LOADTL)))XX=POSTF(13)CIMFIL/OFF
CIMFIL on MODE to issue switching codes

© 2000 PTC 143
Merged Post-processor : Advanced Mill/Turn : ZXYC, ZXYCB, ...Merged Post-processor : Advanced Mill/Turn : ZXYC, ZXYCB, ...More than one millingpost can be used
MODE/MILL,ppnumber and MODE/TURN, ppnumber used to switch between PP
MODE macro can be used to manuallyswitch the post processors :CL file :MODE/MILL,code or minor wordFIL File :CIMFIL/ON,MODEMACH=POSTF(7,4)IF (MACH.EQ.ICODEF(MILL)) THEN OPTION=POSTF(7,5) CASE/OPTION WHEN/1 $$ or ICODEF(minor_word) $$ Call UNCX01.F01 MODE/MILL,1 WHEN/2 $$ Call UNCX01.F10 MODE/MILL,10 ...
More than one millingpost can be used
MODE/MILL,ppnumber and MODE/TURN, ppnumber used to switch between PP
MODE macro can be used to manuallyswitch the post processors :CL file :MODE/MILL,code or minor wordFIL File :CIMFIL/ON,MODEMACH=POSTF(7,4)IF (MACH.EQ.ICODEF(MILL)) THEN OPTION=POSTF(7,5) CASE/OPTION WHEN/1 $$ or ICODEF(minor_word) $$ Call UNCX01.F01 MODE/MILL,1 WHEN/2 $$ Call UNCX01.F10 MODE/MILL,10 ...

global solutions
innovation
collaboration
© 2000 PTC
Pro/NC-GPOST2000i2
Pro/NC-GPOST2000i2
Build 2000280Build 2000280

© 2000 PTC 145
Pro/NC-GPOST 2000i2 build 280Pro/NC-GPOST 2000i2 build 280
This is a special build
The questionnaire (OPTFILE) is the same than previous version
The run-time (GPOST) is equivalent to Pro/NC-GPOST 2001
New functionality available through macro !
This is a special build
The questionnaire (OPTFILE) is the same than previous version
The run-time (GPOST) is equivalent to Pro/NC-GPOST 2001
New functionality available through macro !

© 2000 PTC 146
MiscellaneousMiscellaneous
Macro on REMARK : all the $$ text in Pro/E CL file are converted automatically to REMARK / text :
CIMFIL/ON,REMARKTXT=TEXT/CLW $$ Extract textTXT=TEXT/OMIT,TT,1 $$ Remove trailing blank….
Control Pivot point output for 5 axis Head/Head machine : INTCOM(1510) = 0, Output at pivot control point (default)
= 1, Output at spindle face
The output of the ABC axis can now be suppressed with the CYCLE/ commands
INTCOM(4337) = 0 Repeat ABC axes with new CYCLE = 1 Do not repeat ABC axes with new
CYCLE
Macro on REMARK : all the $$ text in Pro/E CL file are converted automatically to REMARK / text :
CIMFIL/ON,REMARKTXT=TEXT/CLW $$ Extract textTXT=TEXT/OMIT,TT,1 $$ Remove trailing blank….
Control Pivot point output for 5 axis Head/Head machine : INTCOM(1510) = 0, Output at pivot control point (default)
= 1, Output at spindle face
The output of the ABC axis can now be suppressed with the CYCLE/ commands
INTCOM(4337) = 0 Repeat ABC axes with new CYCLE = 1 Do not repeat ABC axes with new
CYCLE

© 2000 PTC 147
MiscellaneousMiscellaneous
Machining Time
DBLCOM(0989) = Time for feedrate motion
DBLCOM(0990) = Time for rapid motion
DBLCOM(0991) = Time for dwell
DBLCOM(0992) = Time for tool change
DBLCOM(0993) = Time for misc operation
Specify G01 modality INTCOM(4339) = 0 G01 is modal as before = 1 G01 is non-modal
Circle Information
DBLCOM(926) = circle start angle
DBLCOM(910) = total angle
INTCOM(538) = circle direction
Machining Time
DBLCOM(0989) = Time for feedrate motion
DBLCOM(0990) = Time for rapid motion
DBLCOM(0991) = Time for dwell
DBLCOM(0992) = Time for tool change
DBLCOM(0993) = Time for misc operation
Specify G01 modality INTCOM(4339) = 0 G01 is modal as before = 1 G01 is non-modal
Circle Information
DBLCOM(926) = circle start angle
DBLCOM(910) = total angle
INTCOM(538) = circle direction

© 2000 PTC 148
Automatic CLAMP/UNCLAMPAutomatic CLAMP/UNCLAMP
A new option to control the automatic clamp/unclamp of the axes has been added. For each GOTO/ command, the required axes will be unclamped (M-code) before the move and clamped after.
INTCOM(4319) = 0, No clamp/unclamp needed – Default = 1, Auto axes clamp/unclamp required.
A new option to control the automatic clamp/unclamp of the axes has been added. For each GOTO/ command, the required axes will be unclamped (M-code) before the move and clamped after.
INTCOM(4319) = 0, No clamp/unclamp needed – Default = 1, Auto axes clamp/unclamp required.
UNCLAMP CLAMP
Set INTCOM(4320) > 0 to specify M-code to unclamp all axes
Set INTCOM(4320) = 0 to Unclamp each axis individually
Set INTCOM(4321-26) = to specify M-code for each xyzabc axis.
If set to zero then that axis will not be unclamped.
Set INTCOM(4327) > 0 to specify M-code to unclamp all axes
Set INTCOM(4327) = 0 to Unclamp each axis individually
Set INTCOM(4328-33) = to specify M-code for each xyzabc axis.
If set to zero then that axis will not be unclamped.

© 2000 PTC 149
Tangential ArcfittingTangential Arcfitting
Generates circular and helical interpolation records by collecting linear motions within tolerance
Keep arcs tangent to each other Works in any plane supported by the NC machine
2D Planes : XY, YZ, ZX planes 3D Arcs for FANUC
(G03.4,G02.4) and SIEMENS (CIP format)
Control available for : Tolerances Fitting Plane Minimum and Maximum number of points
Generates circular and helical interpolation records by collecting linear motions within tolerance
Keep arcs tangent to each other Works in any plane supported by the NC machine
2D Planes : XY, YZ, ZX planes 3D Arcs for FANUC
(G03.4,G02.4) and SIEMENS (CIP format)
Control available for : Tolerances Fitting Plane Minimum and Maximum number of points

© 2000 PTC 150
TANGENTIAL ARCFITTING SETUP(Pro/NC-GPOST 2000i2 - build 280)
Set INTCOM(4334)=1 Arcfitting activation by CL
commands in CL file : CRVFIT/ARC, [ ON, OFF ]
Options To allow helical fitting :
CRVFIT/ ARCSLP, [ON,OFF] OFF is the default For 3D Arcs :
CRVFIT / XYZ, [ON,OFF] OFF is the default Select fitting plane
CRVFIT/PLANE, [XYPLAN,ZXPLAN, YZPLAN,ALL] ALL is the default Tolerances :
CRVFIT / TOLER, type, valueType : 1-fit tolerance (0.005) , 2-Z change tolerance (0.005), …..
Number of POINTSCRVFIT/POINT1,min number (5) or CRVFIT/POINT,2,max number (150)
… more options are available - check documentation NURBSFITTING.doc
TANGENTIAL ARCFITTING SETUP(Pro/NC-GPOST 2000i2 - build 280)
Set INTCOM(4334)=1 Arcfitting activation by CL
commands in CL file : CRVFIT/ARC, [ ON, OFF ]
Options To allow helical fitting :
CRVFIT/ ARCSLP, [ON,OFF] OFF is the default For 3D Arcs :
CRVFIT / XYZ, [ON,OFF] OFF is the default Select fitting plane
CRVFIT/PLANE, [XYPLAN,ZXPLAN, YZPLAN,ALL] ALL is the default Tolerances :
CRVFIT / TOLER, type, valueType : 1-fit tolerance (0.005) , 2-Z change tolerance (0.005), …..
Number of POINTSCRVFIT/POINT1,min number (5) or CRVFIT/POINT,2,max number (150)
… more options are available - check documentation NURBSFITTING.doc
Tangential ArcfittingTangential Arcfitting

© 2000 PTC 151
NURBS FittingNURBS Fitting
NURBS FITTING
Generate polynomial or spline curve interpolation record by collecting linear motions within tolerances
Support for Bezier (Heidenhain) NURBS (Fanuc) Polynomial (Philips,Siemens) B-Spline (Siemens, NUM,
Mikron)
Control available for : Tolerances Fitting Plane Minimum and Maximum number of points
NURBS FITTING
Generate polynomial or spline curve interpolation record by collecting linear motions within tolerances
Support for Bezier (Heidenhain) NURBS (Fanuc) Polynomial (Philips,Siemens) B-Spline (Siemens, NUM,
Mikron)
Control available for : Tolerances Fitting Plane Minimum and Maximum number of points
N6G1X11.9195Y-.2367Z-5.25F1.N7POLY PO[Y]=(.1723,.4208,-.0119)PO[Z]=(-3.222,-.0008,-.0536)N8PO[Y]=(.9761,.2143,-.0117)PO[Z]=(-1.8997,-.09,-.0198)N9PO[Y]=(2.8101,.403,-.0609)PO[Z]=(-.4939,-.3364,-.0467)N10PO[Y]=(4.2958,.0978,-.0222)PO[Z]=(-.0612,-.2118,-.0061

© 2000 PTC 152
NURBS FittingNURBS Fitting
NURBS FITTING SETUP(Pro/NC-GPOST 2000i2 - build 280)
Set INTCOM(4334)=1 NURBS fitting activation by CL
commands in CL file : CRVFIT/SPLINE, [ ON, OFF ]
Options Select type of NURBS
CRVFIT/TYPE, idid : 0- NURBS : FANUC, HEIDENHAIN, SIEMENS, 1-Cubic Spline : SIEMENS POLY
Select fitting planeCRVFIT/PLANE, [XYPLAN,ZXPLAN, YZPLAN,ALL] ALL is the default
Tolerances :CRVFIT / TOLER, type, valueType : 1-fit tolerance (0.005) , 2-Z change tolerance (0.005), …..
Number of POINTSCRVFIT/POINT1,min number (5) or CRVFIT/POINT,2,max number (150)
NURBS FITTING SETUP(Pro/NC-GPOST 2000i2 - build 280)
Set INTCOM(4334)=1 NURBS fitting activation by CL
commands in CL file : CRVFIT/SPLINE, [ ON, OFF ]
Options Select type of NURBS
CRVFIT/TYPE, idid : 0- NURBS : FANUC, HEIDENHAIN, SIEMENS, 1-Cubic Spline : SIEMENS POLY
Select fitting planeCRVFIT/PLANE, [XYPLAN,ZXPLAN, YZPLAN,ALL] ALL is the default
Tolerances :CRVFIT / TOLER, type, valueType : 1-fit tolerance (0.005) , 2-Z change tolerance (0.005), …..
Number of POINTSCRVFIT/POINT1,min number (5) or CRVFIT/POINT,2,max number (150)

© 2000 PTC 153
NURBS & ARC FittingNURBS & ARC Fitting
CL COMMANDS SUMMARY
FANUC G6.2, SIEMENS BSPLINE, HEIDENHAIN NURBS
CRVFIT/TYPE,1 CRVFIT/SPLINE,ON
SIEMENS POLY
CRVFIT/TYPE,2 CRVFIT/SPLINE,ON
3D Arcs : SIEMENS CIP and FANUC G3.4/G2.4
CRVFIT/XYZ,ON CRVFIT/ARC,ON
2D Arcs
CRVFIT/ARC,ON
CL COMMANDS SUMMARY
FANUC G6.2, SIEMENS BSPLINE, HEIDENHAIN NURBS
CRVFIT/TYPE,1 CRVFIT/SPLINE,ON
SIEMENS POLY
CRVFIT/TYPE,2 CRVFIT/SPLINE,ON
3D Arcs : SIEMENS CIP and FANUC G3.4/G2.4
CRVFIT/XYZ,ON CRVFIT/ARC,ON
2D Arcs
CRVFIT/ARC,ON

© 2000 PTC 154
NURBS & ARC FittingNURBS & ARC Fitting
SAMPLE PPs PROVIDED UNCX01.P01 : FANUC
(Makino) NURBS and 3D Arcs
UNCX01.P02 : SIEMENSBSPLINE
UNCX01.P03 : HEIDENHAINNURBS
UNCX01.P04 : SIEMENS POLY format and 3D Arcs CIP
MAPKEYS FOR CL COMMANDS config.pro & config.win
SAMPLE PPs PROVIDED UNCX01.P01 : FANUC
(Makino) NURBS and 3D Arcs
UNCX01.P02 : SIEMENSBSPLINE
UNCX01.P03 : HEIDENHAINNURBS
UNCX01.P04 : SIEMENS POLY format and 3D Arcs CIP
MAPKEYS FOR CL COMMANDS config.pro & config.win
3D Arc ON
Arcfitting ON
Arcfitting OFF NURBS Fitting ON
NURBS Poly ON
NURBS OFF

© 2000 PTC 155
FIL File encryptionFIL File encryption
It is possible to encrypt part of the FIL file to : Hide your algorithm or macros
Create a licensing system for the post-processor
The key functions are : PUNCH/20,filename : function to
create the encrypted file
READ/20,ALL,filename : function to read or “includ” the encrypted file in the FIL file.
CPUID=POSTF(27) : returns CPU ID of user
Note : this functionality is available in Pro/E 2000i2 build 2000280 or better
It is possible to encrypt part of the FIL file to : Hide your algorithm or macros
Create a licensing system for the post-processor
The key functions are : PUNCH/20,filename : function to
create the encrypted file
READ/20,ALL,filename : function to read or “includ” the encrypted file in the FIL file.
CPUID=POSTF(27) : returns CPU ID of user
Note : this functionality is available in Pro/E 2000i2 build 2000280 or better

© 2000 PTC 156
FIL File encryption (continued)FIL File encryption (continued)
Steps Create and test your post-processor normally
(UNCX01.Pnn and UNCX01.Fnn)
Isolate the lines of code you want to “Hide”
Create a MACRO for these lines
Replace the lines by a macro CALL
Put all the macros in a separate file UNCX01.Lnn with a special header :
PPWORD/PUNCH,827PUNCH/20,ALL, macro_file_name (6 chars maxi)
Steps Create and test your post-processor normally
(UNCX01.Pnn and UNCX01.Fnn)
Isolate the lines of code you want to “Hide”
Create a MACRO for these lines
Replace the lines by a macro CALL
Put all the macros in a separate file UNCX01.Lnn with a special header :
PPWORD/PUNCH,827PUNCH/20,ALL, macro_file_name (6 chars maxi)
CIMFIL/ON,LOADTLTVAL=POSTF(7,4)IF (TVAL.EQ.99) THEN INSERT/’M99$’ELSE XX=POSTF(13)ENDIFCIMFIL/OFF
TLOAD=MACRO/TVAL=POSTF(7,4)IF (TVAL.EQ.99) THEN INSERT/’M99$’ELSE XX=POSTF(13)ENDIFTERMAC
CIMFIL/ON,LOADTLCALL/TLOADCIMFIL/OFF

© 2000 PTC 157
FIL File encryption (continued)FIL File encryption (continued)
Rename UNCX01.Fnn UNCX01.sav and rename UNCX01.Lnn to UNCX01.Fnn
Execute the post-processor : this will create an encrypted file with all the macros called : macro_file_name.extension
Rename UNCX01.sav to UNCX01.Fnn
Change the header of UNCX01.Fnn to include the macro file :
READ/20,ALL, macro_file_name
Important : this should be the first line
You are now ready to use the Post-processor
Rename UNCX01.Fnn UNCX01.sav and rename UNCX01.Lnn to UNCX01.Fnn
Execute the post-processor : this will create an encrypted file with all the macros called : macro_file_name.extension
Rename UNCX01.sav to UNCX01.Fnn
Change the header of UNCX01.Fnn to include the macro file :
READ/20,ALL, macro_file_name
Important : this should be the first line
You are now ready to use the Post-processor

© 2000 PTC 158
FIL File encryption (continued)FIL File encryption (continued)
Example of application : creation of a license scheme for a custom post-processor
CPUID=POSTF(27) can be used to find the CPU ID of the machine
Example of application : creation of a license scheme for a custom post-processor
CPUID=POSTF(27) can be used to find the CPU ID of the machine
CIMFIL/ON,MACHIN CALL/SECURCIMFIL/OFF
SECUR=MACRO/$$ LICENCE CHECK FIL$$ YOU CAN GET CPU BY USING POSTF(27) FIL AT USER MACHINETCPU=TEXT/'000123456789' $$ INTERCIM TEST CPU FROM POSTF(27)MYCPU=POSTF(27) $$ GET USER CPU TMCP=TEXT/CONVF,MYCPU,12,0,0,1,1OK=CMPRF(TMCP,TCPU)IF(OK .EQ. 0) THEN DMY=FILEF(0,1,(TEXT/' ***ERROR*** NOT AUTORIZED TO RUN POST!')) DMY=FILEF(0,1,(TEXT/' YOUR CPU=',TMCP)) DMY=POSTF(10,2,14000) $$ issue a FINI DMY=POSTF(13) $$ Process the FINIELSE XX=POSTF(13)ENDIFTERMAC
FIL File Encrypted File

© 2000 PTC 159
Pro/NC-GPOST LocalisationPro/NC-GPOST Localisation
Pro/NC-GPOST 2001 can be localized Java based interface
File to translate : Pro/E loadpoint / platform / gpost/ ncjlibs / Resources_Optfile_PTC.properties
Keep the original file as a reference
Translate after the equal sign
Pro/NC-GPOST 2001 can be localized Java based interface
File to translate : Pro/E loadpoint / platform / gpost/ ncjlibs / Resources_Optfile_PTC.properties
Keep the original file as a reference
Translate after the equal sign