Embed Size (px)
Citation preview

Advanced Alkaline Electrolysis
Richard Bourgeois, P.E.GE Global Research Center
16 May 2006
Project# PD8This presentation does not contain any proprietary or confidential information

2
Overview
Project start date 1 April 2004
Project end date 30 Dec. 2005
Percent complete 100%
Barriers addressedQ. Capital Cost of Electrolysis Systems
T. Renewable Integration
Technical Targets:2010: Electrolyzed Hydrogen @ $2.85/ kg
Total project funding M$2.1• DOE share M$1.4• Contractor share M$0.7
Funding received in FY04 M$1.05
Funding for FY05 M$0.35
Timeline
Budget
SUNY Albany Nanotech
Partners

3
Objectives• Develop a commercial strategy for low cost
alkaline electrolysis
• Demonstrate a laboratory scale proof of concept
$0.38$ / kg H2CostO&M
$1.89$ / kg H2CostElectricity (System)
$0.39$ / kg H2Cost
76% (1.6V)% ( Voltage)EfficiencyCell Stack
2010 DOE Target
Units

4
ApproachQuantify Market Requirements
Establish customer and mission profileDetermine target product size and configuration
Design SystemSet performance targets to meet customer requirementsIdentify technical barriers in development path
Electrochemical Cell AnalysisDevelop and test materials for low cost electrolyzer stackOptimize system cost, performance, and reliability
Bench Scale TestingBuild and test proof of concept system
Full Scale Installation ConceptDesign reference plant

5
Optimizing H2 Cost Drives TradeoffsVoltage / Current Tradeoffs
0
500
1000
1500
2000
2500
3000
3500
1.5 1.6 1.7 1.8 1.9 2 2.1 Cell Voltage
Cur
rent
Den
sity
, A/m
2
0
10
20
30
40
50
60
m2
to m
ake
1 kg
/hr H
2
82% 77% 72% 68% 65% 62% 59% Efficiency
Baseline IV curve
minimizes capital costs
minimizes energy costs
$1.99
$2.00
$2.01
$2.02
$2.03
$2.04
$2.05
$2.06
Cell Voltage
H2
Cos
t, $
/ kg
Total CostEnergy CostCapital Cost
Optimal Voltage
Lowest cost operating point varies with cost of electricity and specific cost of material

6
Technology Plan for Low Stack Cost
High surface area electrodes minimize stack size
Advanced materials enable low assembly costs

7
Electrode Concept Selection
1 10 100
base metals
GE electro –deposited
GE spray
precious metals
Cel
l Ove
rpot
entia
l
Relative Cost per Unit Area
TargetZone
dimensionallystabilized anode (DSA)
Wire arc lowest risk solution to meet targets:Electrodeposition next potential cost reduction

8
Proof of Concept Plastic Stack
First “true monolith” – design details per product concept
5 x 153 cm2 cells
500W input power
10 gph output
Noryl plate / epoxy construction
Wire arc Raney electrodes
Dual inlets to eliminate shunts

9
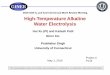
“500W” Bench Scale System
coalescing filter
thermocouple port
gas–liquid separator tanks
5-cell stack
power leads
sight tubes
pressure sensor
electrolyteheater
cellvoltage
gas exit lines
Figure 5: Bench Scale Test Stand

10
1.55 1.60 1.65 1.70 1.75 1.80 1.85 1.90 1.95
Cur
rent
Den
sity
, A/m
2
Flow
Current
Cell VoltsEfficiency
Flow, slpm
79% 77% 75% 72% 70% 68% 66% 65% 63%
TARGET ZONE
Electrode C4Electrode C5
Bench Scale Test Results
• Operable across wide efficiency range• Performance meets requirements

11
diaphragmanode cathode
+ Vcell–
Va
Va, rev
Vsol/dia, a Vsol/dia, a
Vsol/dia, c
Vc, rev
Vc
∆Vov, c
∆Vov, a
IRsol/dia
diaphragmanode cathode
+ Vcell–
Va
Va, rev
Vsol/dia, a Vsol/dia, a
Vsol/dia, c
Vc, rev
Vc
∆Vov, c
∆Vov, a
IRsol/dia
diaphragmanode cathode
+ Vcell–
Va
Va, rev
Vsol/dia, a Vsol/dia, a
Vsol/dia, c
Vc, rev
Vc
∆Vov, c
∆Vov, a
IRsol/dia
Computational Study of Cell Performance
O2 bubbles mask anode, increasing
overpotentialH2 bubbles mask
cathode, increasing overpotential
Bubbles displace electrolyte, lowering effective conducting
area.
• Multi-phase turbulent flow• Porous media• Electrochemical reactions• Electron/Ion transport• Dissolved species
Highly non-linear problem requiring
development of advanced models

12
Learning from Two Dimensional CFD
Electrolyte
Experimental Validation
Effect of gas coverageH2 volume fraction
Current density
Cell voltage, V
1.6 1.8 2 2.2
PredictedExperimental
i, m
A/c
m^2
Optimize Passage Height
height, mm
i, m
A/c
m^2
0 0.5 1 1.5 2
slow flowmedium flowfast flow
Simplified model /
experimental geometry

13
Stack Scaleup to 1 kgph system
baseline round cell
square cell elliptical
H2 Fraction Current Density
High CD
Low CD
100% H2
0% H2H2 Fraction Current Density
High CD
Low CD
100% H2
0% H2Cathode
Anode
3D electrochemical CFD capability enables fast geometry optimization

14
Power Park Conceptual Design
(1) Refueling
(2) Electrical Generation
Conceptual Design and Functional Modeling by Dr. Stephen Sanborn, GE

15
Conceptual DesignsRendered in 2-D Drawings & 3-D “Virtual Tour”

16
Wind Speed at Albany New York1-Year, 1-Hour Scenario
0
5
10
15
20
25
30
35
40
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 1
Hour of Year
Win
d Sp
eed
(m/s
ec)
Win
d Sp
eed
(mile
s/ho
ur)
Wind Speed at Albany New York1-Year, 1-Hour Scenario
0
5
10
15
20
25
30
35
40
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 1
Hour of Year
Win
d Sp
eed
(m/s
ec)
Win
d Sp
eed
(mile
s/ho
ur)
H2 Power Park Functional Modeling
H2
Service AreaParking Lot LightsRestaurant LoadService Station LoadCCHP supplement
H2-fueled ICE
Electrolyzer
Site Electrical
Distribution
Integrated Control &
Condition Monitoring System
Potab leWater
Local Distribution& Protection
3-phaseOnto site
H2 Compression& Storage
H2 Compression& Storage
AC green
AC green
H2 DispenserH2 DispenserH2
Service AreaVehicleRefuelingDemand
24 Hour H2-Vehicle Refueling Scenario(based on H2A scenario scaled to 300 kg/day)
05
1015202530354045
0 5 10 15 20 25 30
Hourly H2 Demand(kg)
00.5
11.5
22.5
33.5
44.5
IOpti
mal_I II
Optimal_
II IIIOpti
mal_III IV
Optimal_
IV VOpti
mal_V VI
Optimal_
VI
VII
Optimal_
VII
Wind TurbineElectrolyzerH2-ICEH2-StorageCOE ($/kW)
self sustaining COE COH
System Block ModelWind Energy. Electricity and Fuel Demand Models
TRNSYS15 optimization code Result: Optimized equipment
selection for various scenarios

17
Additional Work: “1 kgph” System
Opportunity for total instrumentationStudy operability & maintenance characteristics
Capabilities:• 1 kg H2 / hr production rate• High pressure operation• Automated controls• P, T, massflow, purity
measurements• Upgradeable compression /
storage capability

18
Additional Work: Electrode Lifing
Multiple sample accelerated testing underway
350, 500, and 1000 mA/cm2
Nearing 40k hours with no failures
Electrode Test Apparatus
Metal Substrate
Wire Arc Surface
Metallography

19
Future Work
First phase project has ended. Continuation of work with the 1 kgph system has been proposed to DOE and is pending.

20
Relevance: Provides a technical solution to the electrolysis capital cost problem.
Approach: Leverage GE expertise in advanced plastics and coating technology to dramatically reduce electrolyzer stack cost.
Progress: Demonstrated bench-scale proof of concept and scaled up to full size stack. Met efficiency target and projecting to meet 2010 cost target.
Technology Transfer:Ready to consider demonstration projects.
Proposed Future Research:System operations and reliability growth to prepare for demonstrations.
Project Summary

21
Backup Slides

22
Alkaline Electrolyzer Design Basics
Cathode (-):2H2O + 2e- 2OH- + H2
Anode (+):2OH- H2O + 2e- + ½ O2
+ _
Diaphragm Bipolar conductor
Porous Cathode Porous Anode
Single Unipolar Cell
+ _H2O2
Electricity
Multicell Bipolar Stack
catholyte passage
anolyte passageanode
separation diaphragm
cathode other side
Bipolar type half-cells
Electrolyte
Separator

23
1. Zhou, Z. and Carpenter, M.A. :“Annealing AdvancedHydrogen Absorption in Nanocrystalline Pd/AuSensing Films”; Journal of Applied Physics 97,124301 (2005)2. Zhou, Z et. al: “All Optical Hydrogen Sensor BasedOn a High Alloy Content Palladium Thin Film”;Sensors and Actuators B, March 2005
Advanced H2 sensor work by Dr. Michael Carpenter, SUNY Nanotech
Publications

24
Response to Reviewers’ Comments
Strengths:• Highly innovative• Use of multiple GE technical capabilities• Integrated GE team with skills and
resources to “make this real”
Rated as #PDP-10 : New York State Hi-Way Initiative
Reviewer’s Comments and Response• Scope regarding New York’s H2 infrastructure, sensors, etc. not aligned
with HFCIT goals — 2005 scope focused on electrolysis technology and scaleup.
• “Show path to achieving HFCIT targets… using standard assumptions”— H2A model analysis presented to DOE for all GE H2 program work.
• “Current demonstration is too small… 50 kW minimum— GE has built and is testing a 50 kW system, and has applied to continue the program with testing at that scale.

25
1) Electricity must be available at 5 cents / kWh or lower. This requires off-peak / industrial wholesale electricity at first, and the long term requires a cheap power solution.
2) Electrolyzers can be commercially successful without “waiting for a hydrogen economy”. The right sector of the existing hydrogen market must be targeted, and demonstrations arranged with the needs of this market in mind.
3) A unified set of codes and standards for electrolytic H2 production is necessary so that a standardized packaged product may be deployed anywhere.
Critical Assumptions and Issues









![Alkaline water electrolysis with solid polymer electrolytes · 2014. 6. 20. · Alkaline water electrolysis Company KOH conc. [wt. %] Temperature [°C] Pressure [bar] Voltage [V]](https://img.pdfslide.us/doc/110x75/61348482dfd10f4dd73bc7ea/alkaline-water-electrolysis-with-solid-polymer-2014-6-20-alkaline-water-electrolysis.jpg)