Embed Size (px)
Citation preview

TECHNOLOGIES & TECHNIQUES
Adopting Expanded Color Gamut Printing at the Brand
Sets Packages Apart From Competitors
Expanded Color Gamut (ECG) printing has a significant and obvious presence in several grocery categories. The images in those aisles of the supermarket are
much brighter, often more complex and generally create more impact than the packaging in other aisles.
The greater impact of ECG printing, however, is efficiency. By fully adopting ECG ink sets and replacing spot colors with process builds, flexo printers are saving on makeready and material costs, throwing less away and producing more.
There are challenges and confusion about the process for the printer and for the separator that may create resistance in the supply chain, but it may be time to confront those concerns. After all, how often does a brand owner have the opportunity to make packaging designs more eye-catching and save waste in printing them?
DEIGN FOR APPROACHBecause flexo can print on almost anything, the process
is used to print on virtually everything. Every structure brings unique challenges, and each printer devises an approach to solve those difficulties.
“You have to design this for flexo,” has traditionally meant, “You may have to compromise the ideal, given the approach that I will use.” In reality, we are designing for the approach, not for the process.
For most printers, the easiest and most reliable approach is to use CMYK process inks for images and dedicated print stations for each spot color.
Flexo CMYK process inks are designed to deliver color at adequate strength with a thin ink film using high line count, low volume anilox rolls. These anilox rolls enable printing fine line screens with low dot gain. This means that images will display subtleties and even appear to be continuous tone. With special screening or platemaking techniques, highlights may even fade to zero.
Using dedicated pre-matched inks for spot colors simpli-fies color control on press to maintenance of ink viscosity. It requires, however, that inks be changed out as colors change from one design to the next. That change results in ink loss and accounts for a great deal of the solvent use in an opera-tion.
Spot colors in large coverage areas are required to have smooth, rich ink coverage, which is often improved by using slightly higher volume anilox rolls. Stronger spot colors can require even greater ink film thicknesses, which may require even coarser rolls. The higher volume anilox rolls in spot colors may require coarse line screen plates for any tints and gradients, which are more visible and harsh, rather than subtle and smooth. The heavier ink film will also deliver a larger “minimum printed dot,” disallowing soft fades and fine highlights.
Designing for CMYK + spot flexo generally means mini-mizing screens and maintaining heavy minimum dots in spot colors. It also requires that you: avoid using too many colors for the press, keep fine copy out of colors with heavy cover-age, and anticipate “unwanted third colors” where dissimilar spot colors will meet and trap.
ECG INKS For ECG printers, a common set of six or seven process
colors is used to render every design. Spot colors are created using screens and combined overprints of those colors.
The first and potentially most difficult printer challenge is to establish plate fit, mounting and press register capability to allow three or even four color process builds in text areas designed to run as a spot color match.
Another challenge is to select process colors beyond CMYK, where no standards exist. A great resource can be found in the April 2011 edition of FLEXO, which featured a fine study by the FFTA Rossini Scholar Kristen Zeleznik. Addition-ally, the Flexo Quality Consortium (FQC) has a team tasked with testing ink sets and proposing standards. The emerging
4 2 F L E XO J U LY 2 0 1 1 w w w. f l e x o g r a p h y. o r g
BUILDING LIMITLESS COLORS
• By fully adopting ECG ink sets and replacing spot colors with process builds, flexo printers are saving on makeready and material costs, throwing less away and producing more.
• For ECG printers, a common set of six or seven process colors is used to render every design. Spot colors are created using screens and combined over-prints of those colors.
• Since ECG printing uses a single ink set like CMYK-OGV to build every color, there need be no limit to the number of spot colors in a design.
• Optimizing the colors beyond CMYK will require col-laboration with ink and roll manufacturers.

consensus may be Cyan, Magenta, Yellow, Black, Orange, Green, and Violet (CMYKOGV).
Next, a press must be outfitted with additional process anilox rolls. Optimizing the colors beyond CMYK will require collaboration with ink and roll manufacturers.
Finally, profile tests need to be designed and run. The ink set chosen and the proof method selected will affect the test form to be used.
The prepress challenge is to select builds to reproduce spot colors accurately and to manage those matches through prepress and proofing, rather than providing the printer a single plate and color target for each.
In some designs, spot colors are overprinted with the intent of creating a third color. (See Figure 1). The flexo printer does not have much control over the resulting combination. Using ECG, the separator can predetermine that the resulting third color will match the design intent.
Design for ECG flexo, however, has few limitations. An ECG printer may find that some spot colors, notably metallics, some pastels and certain high chroma colors will require spe-cial solutions if required. Beyond that, many other traditional flexo norms are overturned.
DEIGN FREEDOMSince ECG printing uses a single ink set like CMYKOGV to
build every color, there need be no limit to the number of spot colors in a design. In the Zeleznik research, using CMYKOGV placed nearly 90 percent of Pantone colors within reach of match.
Since the approach uses all fine line anilox rolls every image, continuous tone or vector, may contain screen effects and fades. With the best screening and platemaking tech-niques, colors may come and go, appearing wherever they are needed and dropping out where they would add only un-wanted weight or grayness. The result is very vibrant, clean, rich color.
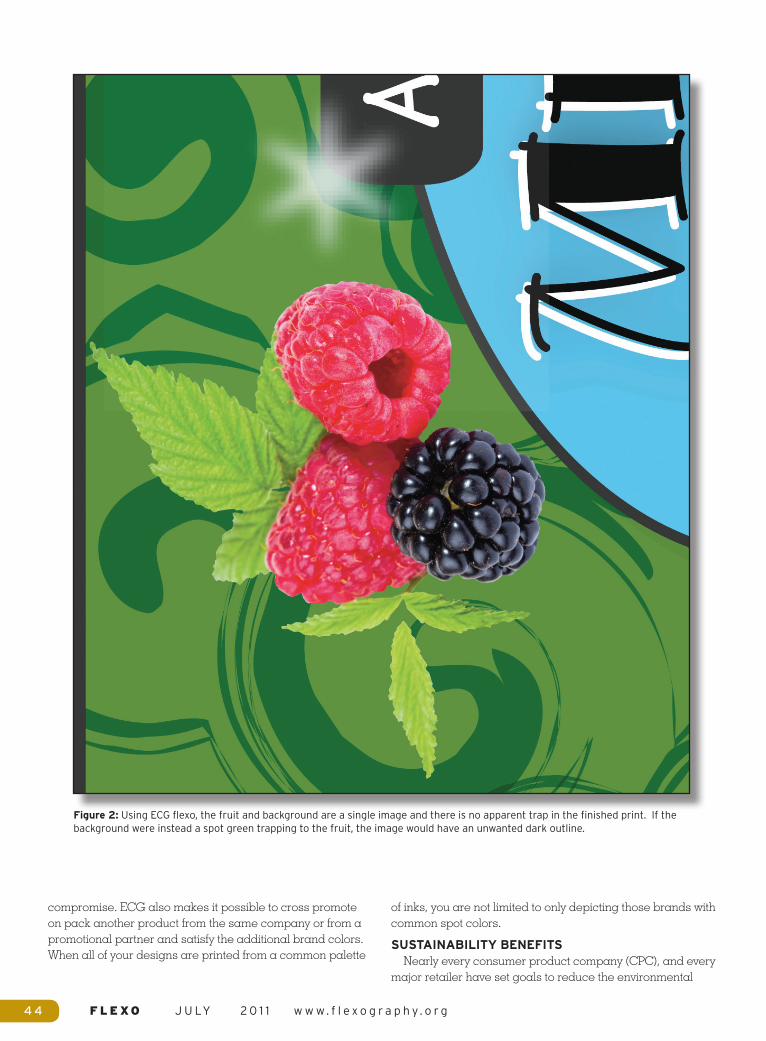
With the improved fit and registration required to adopt the process, and with the common inks used for all colors, trapping rules change. Unwanted and apparent color-to-color overlap is reduced to a negligible, if any, concern. You can show a yellow burst against a blue sky without creating a green outline. You can also place a picture into a background without changing the shape or subtlety of the edges of the image. (Figure 2).
ECG opens up the potential for a package design to fea-ture renditions of other packages in a line of products without
Figure 1: When a 347 Green box overprints a 300 blue box, a third color is created. Using spot inks, the result is determined for you. Using ECG, the separator can predetermine that the resulting third color will match, but must first determine the design intent.
w w w. f l e x o g r a p h y. o r g J U LY 2 0 1 1 F L E XO 4 3
compromise. ECG also makes it possible to cross promote on pack another product from the same company or from a promotional partner and satisfy the additional brand colors. When all of your designs are printed from a common palette
of inks, you are not limited to only depicting those brands with common spot colors.
SUSTAINABILITY BENEFITSNearly every consumer product company (CPC), and every
major retailer have set goals to reduce the environmental
Figure 2: Using ECG flexo, the fruit and background are a single image and there is no apparent trap in the finished print. If the background were instead a spot green trapping to the fruit, the image would have an unwanted dark outline.
4 4 F L E XO J U LY 2 0 1 1 w w w. f l e x o g r a p h y. o r g

impact of the packaging goods and processes used to get products into the homes of the consumer. These firms recognize a benefit in the market, as consumers seek sources and products exercising responsible and sustainable stewardship.
In addition to reducing solvent and ink usage, ECG printing provides additional waste reduction. Color adjustment from one run to the next is reduced or even eliminated, reducing substrate waste for additional sampling to adjust spot colors.
When a printer is running several designs on a common substrate and repeat length, combining those onto a single web can eliminate one or more press makereadies.
If a flexo printer who is set up for suc-cessful—even excellent—CMYK print-ing every day is asked to run—a single ECG design—in a production schedule, the full benefit of the process will not be garnered. In fact, adding and rotat-ing process inks, changing anilox rolls and performing pre-production testing will add waste and cost to production, rather than reducing it. Everyone must commit for the process to deliver at full potential.
CREATE A TEAMPart of a successful strategy is to
partner with a printer who either is, or is interested in becoming, an everyday ECG flexo printer. Once rare, such sources are increasingly available and capable.
Partnering with an ECG printer does not mean just hiring them. To truly maximize return on benefits, the buyer should seek to understand the levers that provide additional return. Adjust-ing run sizes and ordering patterns to eliminate makeready is one clear point of cooperation.
Another equally important partner is the separator. Partner with an experi-enced supplier. A few have set them-selves apart as exceptionally capable providing ECG separations and proofs yielding superior performance. Famil-iarity with your printer is a plus, but the ability to guide all of your printers in a process potentially new to them is es-sential. A single source for separations also can assure a common approach
to color and help drive consolidation opportunities.
Inform your design team and chal-lenge them to embrace the process, too. Select and deploy spot colors that will create excitement for your brand and establish ECG standards for those colors. Apply effects and treatments that set your packages apart from compet-ing brands with CMYK images and spot color limitations. (Figure 3).
GETTING STARTEDConsider a summit of the supply team
to communicate your sustainability, cost reduction, and quality improve-ment objectives. Every member should understand the goals of the brand and the contribution expected from the use of ECG. This will allow alignment, cre-ate an environment of mutual effort, and naturally guide the process.
w w w. f l e x o g r a p h y. o r g J U LY 2 0 1 1 F L E XO 4 5
second count.Make every
Awarded for Technical Excellence
It’s the ultimate in workflow acceleration, driving higher margins and slashing waste. Short run flexo now makes sense. It’s efficient. It’s profitable. Go to markandy.com/secondscount
www.markandy.com

Educate yourself and your team on what is happening in your category on shelf. If current trends continue, this process will find its way to your aisle and may already be there. You may be able to help your team over any resistance to adop-tion by identifying and sharing packaging already in market. This can be delegated to a single team member or even involve group shopping.
Adopt standards for the ECG ink set to be used across your brand(s). The ink set that is least disruptive and most likely to sustain over time is one that not only achieves the most colors (and specifically your colors) but one that aligns well with emerging industry standards.
The printer(s), ink supplier(s) and separator(s) on your team all are good resources for this selection. Seek confirma-tion that the team members are aware of and have consid-ered current standards efforts.
Design tests that will both verify process capability and demonstrate the potential and relevance of ECG to your
brand. Always consider that every test creates cost and disruption, especially in the print environment and attempt to keep the size of that investment in line with the potential for return.
PROVIDE LEADERSHIPIf you are not currently running ECG, it is likely that your
supply team has not promoted the approach. Be aware that some of your team may need encouragement or additional exposure to the benefits and challenges of this new produc-tion path.
ECG can be deployed on a single design, for a single line, across a complete brand or even a family of brands. It is important when adopting an implementation strategy that you consider how you can be certain that the design and sustain-ability benefits you seek can and will be achieved. n
Figure 3: This Pantone 125 element in Illustrator has a repeating image gradient effect, ranging from PMS 110 on the left to PMS 132 on the right. The image prints in yellow, orange and black within a ΔE of 2 for all three target colors.
4 6 F L E XO J U LY 2 0 1 1 w w w. f l e x o g r a p h y. o r g